Маркировка электродов для дуговой сварки
Содержание
- Типы электродов с точки зрения метода сварки
- Виды и маркировка неплавящихся электродов
- Маркировка покрытых плавящихся прутков
- Типы электродов и обозначения покрытий
- Индексы толщины обмазки
- Диаметр покрытых электродов
- Положения при сварке, их обозначения и расшифровка
- Обозначения рода и полярности сварочного тока
- Особые индексы, указывающие на свойства наплавленного металла
- Пример расшифровки маркировки электродов для дуговой сварки
- Маркировка электродов по международному стандарту
Стержневые электроды применяют при ММА и TIG сварке. При ММА защиту от атмосферы обеспечивает сам электрод, который по сути играет роль и сварочной присадки. В его покрытие входит шлак или защитный газ, не допускающие попадание кислорода, водорода и азота в сварочную ванну. При TIG используют присадочную проволоку и инертный газ, как правило, аргон, изолирующий ванну от атмосферы.
При TIG используют присадочную проволоку и инертный газ, как правило, аргон, изолирующий ванну от атмосферы.
Типы электродов с точки зрения метода сварки
Исходя из технологии сварки и особенности электродов, их делят на две основные группы.
Неплавящиеся вольфрамовые электроды применяют при TIG. Они вводят горящую дугу в сварное соединение, но не плавятся. Шов заполняют металлом проволоки, подающейся со стороны.
Плавящиеся электроды используют при ММА. Они расплавляются во время сварки и заполняют шов металлом.
Виды и маркировка неплавящихся электродов
Неплавящиеся электроды для TIG производят из вольфрама. Они бывают чистыми или легированными оксидами редкоземельных элементов. От химического состава зависит область использования — род тока, на котором выполняют сварку, и свариваемые сплавы.
Буквенно-цифровая и цветовая маркировка сварочных электродов из вольфрама указывает на добавку и содержание оксида в %.
- W — вольфрам
- Т — торий
- Z — цирконий
- L — лантан
- C — церий
|
Маркировка |
Легирующий элемент |
Содержание в % |
Цветная маркировка |
Род тока |
Свариваемые стали и сплавы |
|
WP |
— |
— |
зеленый |
AC |
алюминий, магний и сплавы |
|
WT-4 |
торий |
0,4 |
голубой |
DC |
низколегированные и высоколегированные стали |
|
WT-10 |
1,0 |
желтый |
|||
|
WT-20 |
2,0 |
красный |
|||
|
WT-30 |
|
сиреневый |
|||
|
WT-40 |
4,0 |
оранжевый |
|||
|
WZ-3 |
цирконий |
0,3 |
коричневый |
АС |
магниевые сплавы |
|
WZ-8 |
0,8 |
белый |
|||
|
WL-10 |
лантан |
1,0 |
черный |
AC/DC, сварка на малых и больших токах |
нелегированные и высоколегированные стали, никелевые, медные, титановые, магниевые сплавы |
|
WL-15 |
1,5 |
золотистый |
|||
|
WL-20 |
2,0 |
синий |
|||
|
WC-20 |
церий |
2,0 |
серый |
AC/DC, сварка на малых и средних токах |
нелегированные и высоколегированные стали, никелевые, медные, титановые, магниевые сплавы |
Маркировка покрытых плавящихся прутков
Требования к маркировке таких электродов диктует ГОСТ 9466. Она состоит из групп буквенных и цифровых индексов, каждая из которых содержит конкретную информацию.
Она состоит из групп буквенных и цифровых индексов, каждая из которых содержит конкретную информацию.
Типы электродов и обозначения покрытий
Электроды классифицируют по типу покрытия или обмазки. От его химического состава зависят особенности расплавления и капельного переноса металла, сварочные характеристики и назначение электрода, показатели качества наплавленного металла, допустимые позиции при сварке.
Маркировка типов плавящихся электродов по виду покрытия
|
Буквенное обозначение европейское/российское |
Покрытие |
|
А/А |
кислое |
|
В/Б |
основное |
|
R/Р и RR |
рутиловое и толстое рутиловое |
|
С/Ц |
целлюлозное |
|
RB/РБ |
рутилово-основное |
|
RC/РС |
рутилово-целлюлозное |
|
RA/РА |
рутилово-кислое |
|
S/П |
прочие типы |
Такое разнообразие покрытий есть у электродов для нелегированных сталей:
- Для высокопрочных сталей и особо ответственных конструкций выпускают электроды только с основным покрытием.

- Для нержавейки — рутиловые, основные и смешанные:

- рутилово-кислые для металлических изделий, работающих в агрессивной среде,
- рутилово-основные для жаростойких сплавов.
Назначение учитывают при маркировке по ГОСТ. Для этого используют буквенные индексы:
- У — низкоуглеродистые, углеродистые, низколегированные сплавы;
- Л — легированные стали;
- Т — теплостойкие или жаропрочные сплавы;
- В — высоколегированные нержавеющие стали;
- Н — упрочняющая, восстановительная наплавка.
Индексы толщины обмазки
В российской маркировке указывают и толщину обмазки, обозначая её буквенными индексами М, С, Д и Г — тонкая, средняя, толстая и очень толстая. У европейских производителей введено отдельное обозначение только для электродов с толстым рутиловым покрытием RR. Их используют, когда нужно получить швы повышенной прочности.
Диаметр покрытых электродов
Сила сварочного тока прямо пропорциональна толщине заготовки.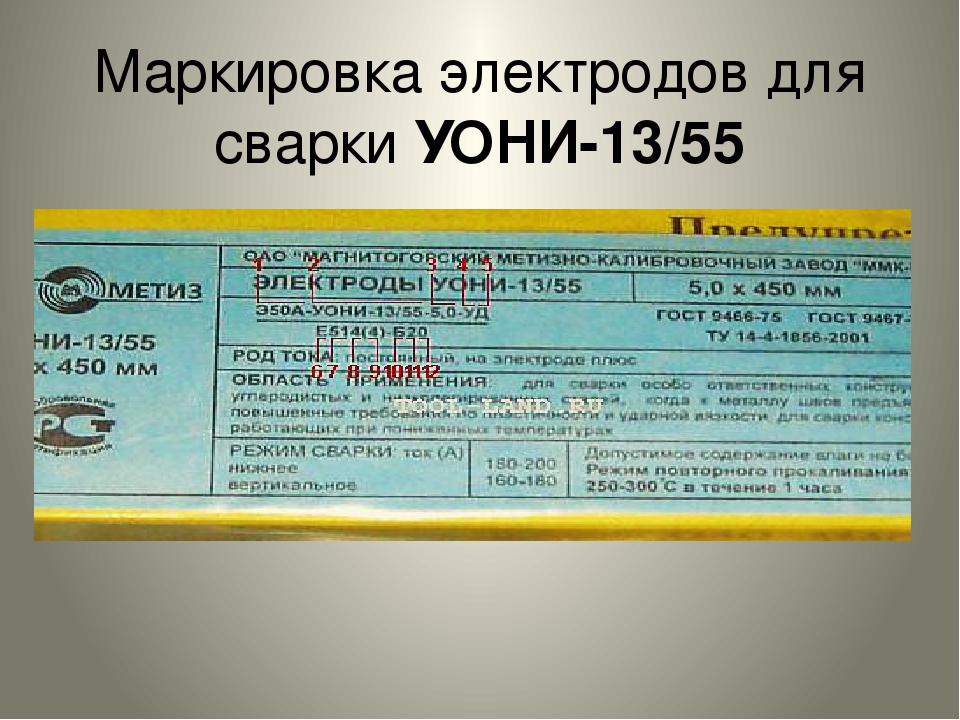 Допустимая нагрузка по току ограничена и зависит от диаметра электрода. Так как это важный параметр, его обязательно указывают при маркировке.
Допустимая нагрузка по току ограничена и зависит от диаметра электрода. Так как это важный параметр, его обязательно указывают при маркировке.
Положения при сварке, их обозначения и расшифровка
Сварку выполняют в разных пространственных положениях. Из-за действия силы тяжести характер переноса и поведения расплавленного металла изменяется. Это нужно учитывать. Кроме того, от типа покрытия электрода зависят внешний вид шва и шлаковые характеристики. Именно поэтому некоторые типы электродов имеют ограничения в применении и подходят не для всех положений.
Есть несколько обозначений положений, принятых ГОСТ, ISO, НАКС, AWS. Например, для сварки листовых заготовок:
|
Положение/буквенное обозначение |
ГОСТ |
ISO |
НАКС |
AWS |
|
нижнее |
Н |
РА |
Н1 |
1G |
|
потолочное |
П |
РЕ |
П1 |
4G |
|
вертикальное на подъем |
В |
PF |
В1 |
3G и 3F для угловых швов |
|
вертикальное на спуск |
PG |
В2 |
||
|
горизонтальное |
Г |
РС |
Г |
2G |
|
нижнее |
Л («в лодочку») |
РА |
Н1 |
1F |
|
нижнее для угловых швов |
Н |
РВ |
Н2 |
2F |
|
потолочное для угловых швов |
П |
PD |
П2 |
4F |
Из-за отсутствия единой системы обозначений и чтобы облегчить расшифровку маркировки электродов производители часто указывают допустимые положения в упрощенном виде — рисунком или цифрами.
Например, так:
В российском стандарте для классификации и маркировки электродов используют цифровые обозначения:
- 1 — универсальны;
- 2 — можно использовать во всех положениях, исключая В2 или PG;
- 3 — предназначены для позиций РА, РВ и PF или Н1, Н2 и Г;
- 4 — подходят для положений РА или Н1 и «в лодочку».
Обозначения рода и полярности сварочного тока
Род и полярность сварочного тока указывают буквенным индексом или обозначают с помощью более привычных и известных символов. Например, ~ / = (+) или AC, DC +(-).
Цифровое обозначение встречается не всегда. По российским стандартам принято указывать информацию о полярности постоянного тока и напряжении холостого хода или OCV.
|
Обозначение |
Полярность |
OCV |
|
0 |
|
— |
|
1 |
+/- |
50 |
|
2 |
– |
|
|
3 |
+ |
|
|
4 |
+/- |
70 |
|
5 |
– |
|
|
6 |
+ |
|
|
7 |
+/- |
90 |
|
8 |
– |
|
|
9 |
+ |
Особые индексы, указывающие на свойства наплавленного металла
Характеристики основного металла должны достигаться и в металле шва.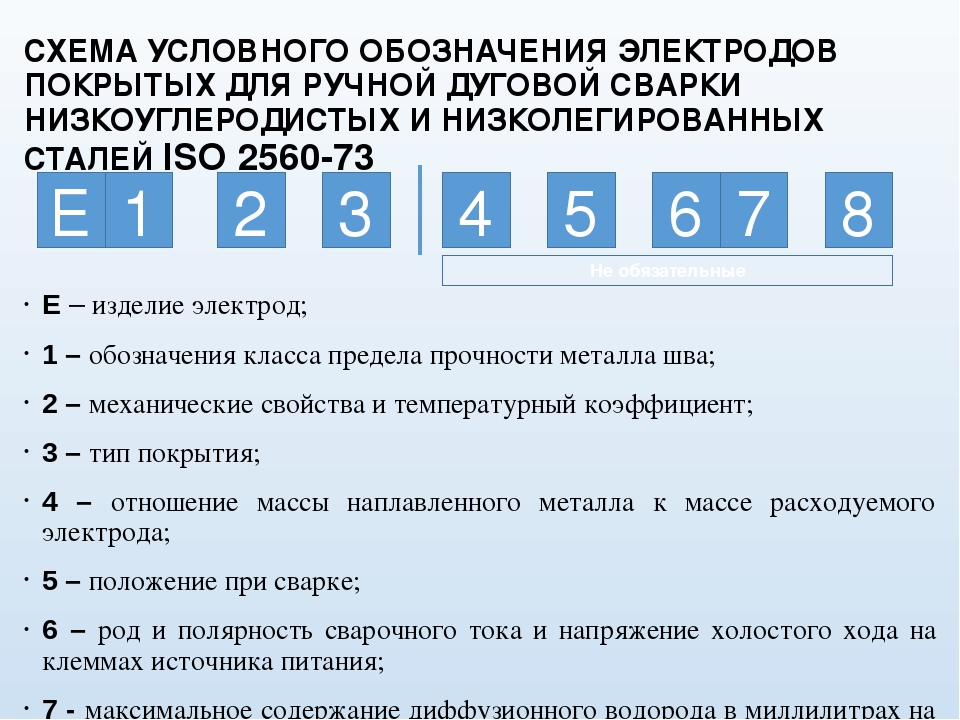 Чтобы упростить выбор при маркировке электродов для сварки могут использовать группу цифровых индексов, передающих информацию о металле шва. Это его твердость, ударная вязкость, предел текучести, удлинение и прочность при растяжении, устойчивость к межкристаллитной коррозии, объем феррита, от которого зависит склонность к образованию горячих трещин, предельная рабочая температура.
Чтобы упростить выбор при маркировке электродов для сварки могут использовать группу цифровых индексов, передающих информацию о металле шва. Это его твердость, ударная вязкость, предел текучести, удлинение и прочность при растяжении, устойчивость к межкристаллитной коррозии, объем феррита, от которого зависит склонность к образованию горячих трещин, предельная рабочая температура.
Свои группы индексов есть для прутков для упрочняющей, восстановительной наплавки (ГОСТ 10051), высоколегированных нержавеющих сплавов (ГОСТ 10052) и углеродистых, теплостойких сталей (ГОСТ 9467).
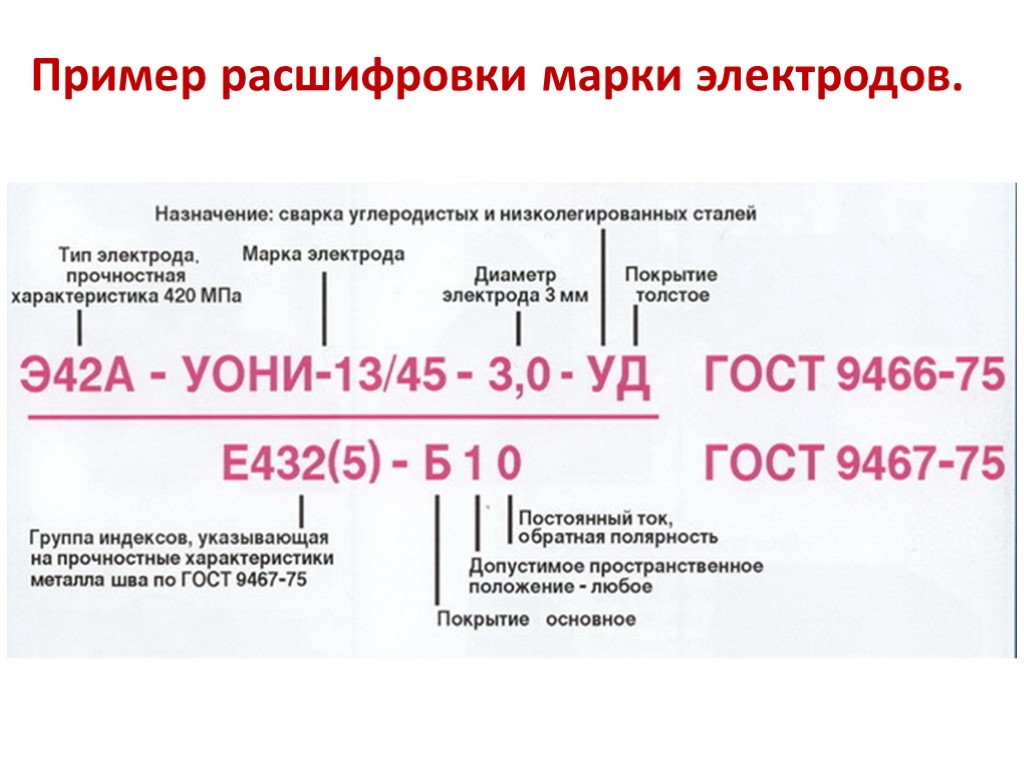
Пример расшифровки маркировки электродов для дуговой сварки
Маркировка расположена на задней стороне пачки. В качестве примера расшифровки можно взять электроды ОЗЛ-8.
Э-07Х20Н9-ОЗЛ-8-3.0-ВД
Е-2004-Б20
- 1 — тип Э-07Х20Н9
- 2 — марка ОЗЛ-8
- 3 — Ø 3 мм
- 4 — предназначен для нержавеющих сталей
- 5 — толстая обмазка
- 6 — контролируемые свойства металла шва
- 7 — основное покрытие
- 8 — допустимы все положения сварки, кроме вертикального на спуск
- 9 — DC +
Маркировка электродов по международному стандарту
Помимо маркировки по ГОСТ 9466 используют и другие. Например, для прутков для нелегированных сталей это ГОСТ Р ИСО 2560. Цифровые индексы и условные обозначения берут из таблиц.
Например, для прутков для нелегированных сталей это ГОСТ Р ИСО 2560. Цифровые индексы и условные обозначения берут из таблиц.
Е —1—2—3—4—5—6—7
1 — индекс предела текучести, прочности и растяжения металла шва
| Индекс | Предел текучести Н/мм2 | Прочность при растяжении Н/мм2 | Минимальное удлиннение при разрыве |
| 35 | 355 | 440-570 | 22 |
| 38 | 380 | 470-600 | 20 |
| 42 | 420 | 600-640 | 20 |
| 46 | 460 | 530-680 | 20 |
| 50 | 500 | 560-720 | 18 |
2 — температура, при которой при ударе появляется трещина
| Индекс | Температура развития трещины при энергии удара 47 Дж, 0С |
| Z | — |
| A | +20 |
| 0 | 0 |
| 2 | -20 |
| 3 | -30 |
| 4 | -40 |
| 5 | -50 |
| 6 | -60 |
3 — химический состав наплавляемого металла
Указывают символ основного легирующего элемента или элементов — Ni, Mn и Mo.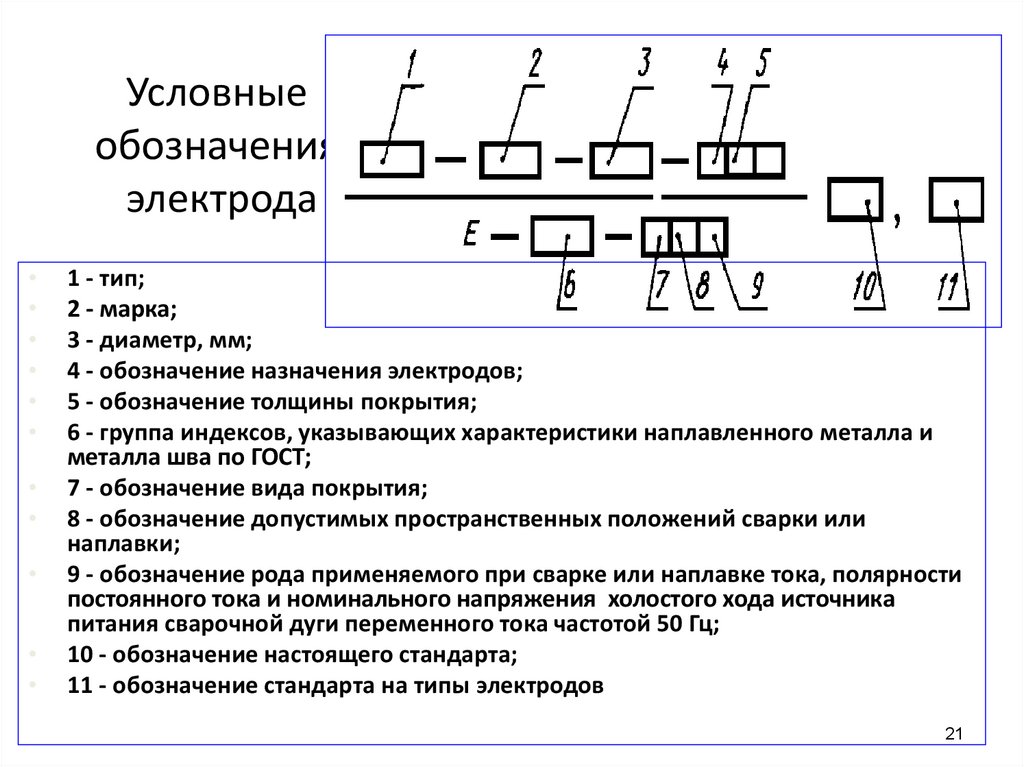
4 — тип обмазки
Условные обозначения соответствуют европейскому стандарту.
5 — род сварочного тока и эффективность переноса металла
| Индекс | Эффективность переноса, % | Род сварочного тока |
| 1 | до 105 | AC/DC |
| 2 | DC | |
| 3 | 105-125 | AC/DC |
| 4 | DC | |
| 5 | 125-160 | AC/DC |
| 6 | DC | |
| 7 | от 160 | AC/DC |
| 8 | DC |
6 — допустимые позиции при сварке
| Индекс | Положения сварки |
| 1 | Любые |
| 2 | Все, кроме PG |
| 3 | PA, PB |
| 4 | PA |
| 5 | PA, PB, PC |
7 — содержание водорода в металле шва
| Индекс | Количество водорода в металле шва мл/100г |
| H5 | 5 |
| h20 | 10 |
| h25 | 15 |
Аналогичны стандарты с условными обозначениями и маркировками ест и для других электродов, например для высокопрочных (ГОСТ Р ИСО 18275), жаростойких и коррозиооностойких (ГОСТ Р ИСО 3581).
Маркировка электродов для ручной дуговой сварки
У начинающих сварщиков часто возникают связанные со специальностью вопросы. К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
СОДЕРЖАНИЕ
- Тип и маркировка сварочных электродов
- Марки электродов для ручной дуговой сварки
- Диаметр
- Назначение
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
- Особые обозначения
- Пример расшифровки маркировки электродов
- Заключение
Тип и маркировка сварочных электродов
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке. Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Марки электродов для ручной дуговой сварки
После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке. В качестве примера можно рассмотреть продукты серии «ОК» от известной торговой марки ESAB.
Диаметр
Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
Назначение
Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» – соединение заготовок с особыми свойствами; «Н» – для наплавки.
Коэффициент толщины покрытия
Последняя буква верхней строки информирует о толщине слоя обмазки. «Д» – покрытие толстое. Помимо обозначения, приведенного в примере, расходные материалы могут содержать и другие. К примеру, «М» – покрытие тонкое, «С» – среднее, «Г» – очень толстое.
К примеру, «М» – покрытие тонкое, «С» – среднее, «Г» – очень толстое.
Группа индексов
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:
Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом. Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» – основное;
- «Ц» – целлюлозное;
- «Р» – рутиловое;
- «А» – кислое;
- «П» – прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» – рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении.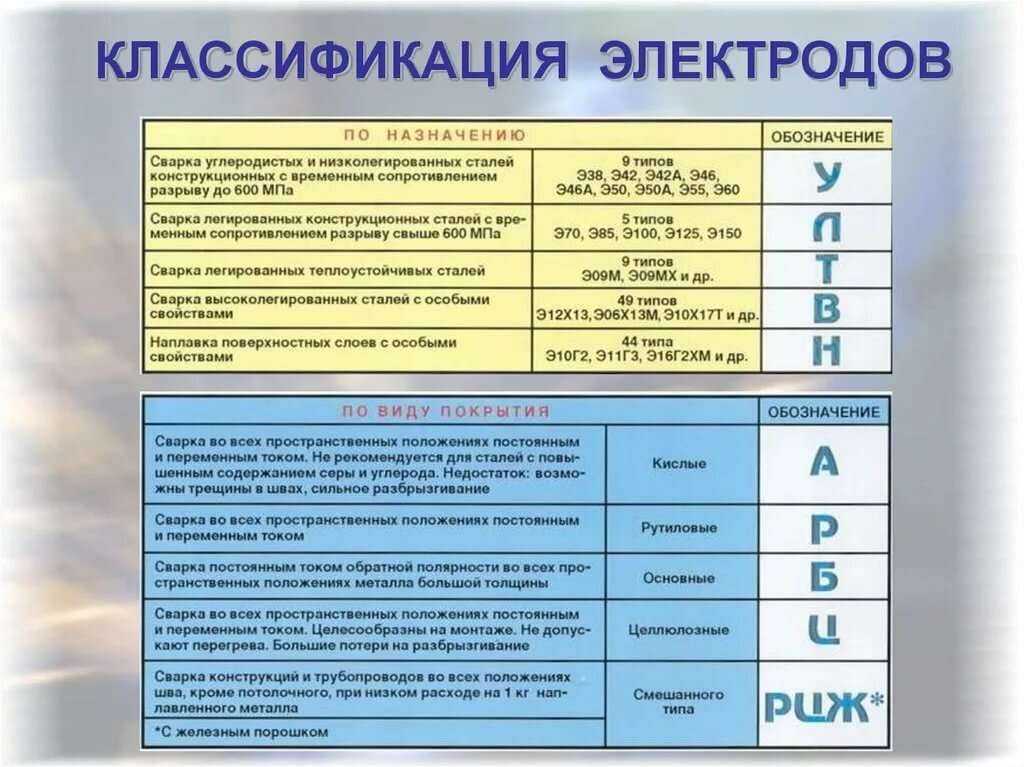 В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» – универсальный;
- «3» – работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» – сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.
Характеристики сварочного тока
Встречается не всегда, особенно если речь идет о переменном токе. В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
Особые обозначения
Еще один тип международного обозначения, о котором ранее специально не писалось. Дело в том, что он заносится в группу индексов, но стоит обособлено и информирует о типе электрода. В данном случае – это плавящийся с покрытием.
Пример расшифровки маркировки электродов
На рисунке приведен реальный пример маркировки электродов. Итак, о чем она информирует:
Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Заключение
Начинающим сварщикам стоит немножко попрактиковаться и еще раз внимательно перечитать материал статьи. Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Читайте также: Ручная дуговая сварка MMA
Маркировка электродов для ручной дуговой сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 19, Средняя: 3
Краткое обсуждение выбора сварочного электрода — Baker’s Gas & Welding Supplies, Inc.

перейти к содержанию
Когда речь идет о дуговой сварке металлическим электродом в среде защитного газа (SMAW), независимо от проекта, выбор электрода является одним из самых важных моментов, которые следует учитывать. Есть несколько вещей, которые вы должны учитывать при выборе электрода. Что такое основной металл? Какой это тип сустава? Вам нужно больше наполнителя или больше проникновения в сварной шов? К счастью, A.W.S. (Американское общество сварщиков) создало относительно простую систему идентификации. Как правило, на электроде можно увидеть что-то вроде E 7018. Буква E означает электрод. Первые две цифры обозначают предел прочности при растяжении; в данном случае он рассчитан на 70 000 фунтов на квадратный дюйм. Если у вас есть стержень с пятью пальцами вместо четырех, дополнительная цифра — это только часть прочности на растяжение. Например, E 11018 будет иметь 110 000 фунтов на квадратный дюйм. Третья цифра указывает на позицию, в которой ее можно использовать. Это может быть 1, 2 или 3. 1 означает все позиции; 2 для плоских и горизонтальных; и 3 только для квартиры. Последняя цифра относится к покрытию. Это будет что-то между нулем и восемью.
Это может быть 1, 2 или 3. 1 означает все позиции; 2 для плоских и горизонтальных; и 3 только для квартиры. Последняя цифра относится к покрытию. Это будет что-то между нулем и восемью.
Фото: WeldingTipsandTricks.com
- Zero — это целлюлоза со связующим на основе силиката натрия, которую можно использовать с DCRP.
- Один из них представляет собой целлюлозу со связующим на основе силиката калия, которую можно использовать с AC или DCRP.
- Two — диоксид титана со связующим на основе силиката натрия, который можно использовать с AC или DCRP.
- Three — диоксид титана со связующим на основе силиката калия, может использоваться с AC, DCSP или DCRP.
- Four — это железный порошок титана, который можно использовать с DCSP или DCRP.
- Five представляет собой карбонат кальция и натрия, который можно использовать с DCRP.
- Six — это карбонат кальция, калий, который можно использовать с AC или DCRP.
- Seven представляет собой железный порошок, оксид железа, который можно использовать с AC, DCSP или DCRP.
- Eight — железный порошок с карбонатом кальция, который можно использовать с AC или DCRP.

Двумя наиболее часто используемыми электродами являются E 6010 и E 7018. E 6010 подходит для сварки, требующей глубокого провара. Он хорошо работает на грязном или ржавом металле. E 7018 хорош, когда вам требуется больше наполнителя, например, в V-образных швах. Иногда полезно сделать корневой проход с помощью 6010, а затем заполнить его с помощью 7018. Конечно, все зависит от проекта. Для проектов с использованием более толстых металлов потребуются электроды большего диаметра. Надеемся, что с этими дополнительными знаниями выбор подходящего электрода станет немного проще.
Автор Дастин Сондерс
Посмотреть все >
Новый Viking 3350 ADV — новый уровень сварочной маски
Совершенно новый Lincoln Electric Viking 3350 ADV только что появился на рынке. Этот шлем оснащен множеством интересных новых функций, таких как светодиодная подсветка, цифровой экран и режимы памяти. Продолжайте читать, чтобы узнать больше об этом новом шлеме, который намного превышает бюджет.
Продолжайте читать, чтобы узнать больше об этом новом шлеме, который намного превышает бюджет.
Подробнее
Миллер Электрик 220 Обзор
Miller Multimatic 220 — универсальный сварочный аппарат, способный выполнять сварку MIG, TIG и электродуговую сварку. Его лучшей особенностью является возможность легкого переключения между процессами сварки, что делает его удобным и эффективным инструментом для сварщиков, которым необходимо работать с различными материалами различной толщины.
Подробнее
Измените свой опыт резки с Hypertherm SYNC: лучшее решение для плазменной резки
Плазменные резаки Hypertherm SYNC — это линейка передовых машин плазменной резки, которые обеспечивают точность, скорость и универсальность в компактном, простом в использовании корпусе. Мы собираемся выделить самые большие преимущества систем SYNC и расходных материалов.
Подробнее
Электроды GMAW – Baker’s Gas & Welding Supplies, Inc.
перейти к содержанию
Бейкерсгаз
Часто в сфере снабжения нас спрашивают, какой тип провода следует использовать для определенных работ. В общем, единственным требованием является химический состав, который обеспечивает равную или более высокую прочность на растяжение, чем у более слабого из основных материалов и правильных материалов для осаждения.
Некоторые из нас использовали электрод из нержавеющей стали для сварки мягких сталей. Это не рекомендуемый случай, поскольку химические составы не совпадают. Хром из нержавеющей стали легко связывается с углеродом из мягкой стали. Эта реакция называется внутрикристаллитной коррозией. Внутрикристаллитная коррозия возникает там, где границы кристаллитов материала более подвержены коррозии, чем их внутренности.
Внутригрануальная коррозия может вызвать растрескивание, которое повлияет на зону термического влияния (где хром встречается с углеродом в течение длительного периода времени).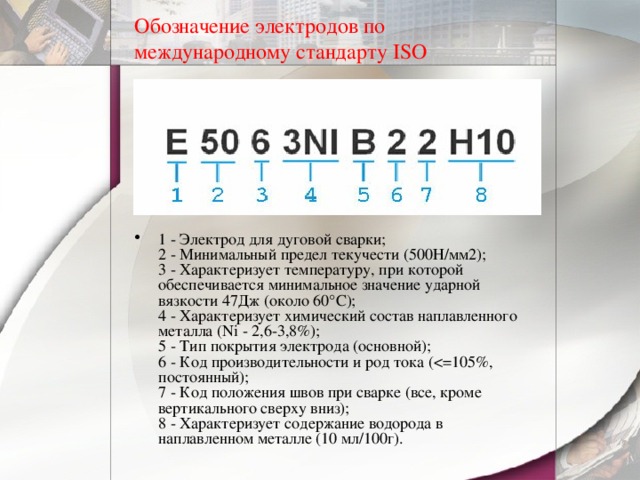 Хром в нержавеющей стали обычно образует оксид; это то, что препятствует образованию оксида железа или ржавчины. Именно поэтому аустенитные нержавеющие стали (большинство серий 3xx) сваривают электродом 3xxL. «L» означает содержание углерода менее 0,08%. Существуют также стабилизированные марки, включающие такие сплавы, как титан, ниобий или тантал.
Хром в нержавеющей стали обычно образует оксид; это то, что препятствует образованию оксида железа или ржавчины. Именно поэтому аустенитные нержавеющие стали (большинство серий 3xx) сваривают электродом 3xxL. «L» означает содержание углерода менее 0,08%. Существуют также стабилизированные марки, включающие такие сплавы, как титан, ниобий или тантал.
Источник изображения: Met Tech
При сварке нержавеющих сталей процесс выбора электрода прост, наиболее распространенными являются электроды 308L, 308LSi, 309L, 316L и 409L. 309L специально разработан для сварки разнородных материалов, таких как AISI 304L и AISI 1018. При сварке разнородных нержавеющих сталей необходимо указать код, производителя или поставщика. С числом ферритов нержавеющих сталей очень сложно получить правильный состав наплавленного металла.
При сварке алюминиевых сплавов самое важное, о чем следует помнить, это сплавы, поддающиеся термообработке. Термообрабатываемые сплавы относятся к сериям 2ххх, 6ххх, 7ххх и несколько серий 4ххх. Если сплав поддается термообработке, то присадочный металл должен подвергаться термообработке до того же уровня, при котором образуется прочный основной материал, зона термического влияния и наплавленный металл.
Если сплав поддается термообработке, то присадочный металл должен подвергаться термообработке до того же уровня, при котором образуется прочный основной материал, зона термического влияния и наплавленный металл.
Например, после сварки алюминиевого сплава серии 6ххх типа 6061 независимо от присадочного материала 4ххх, 5ххх и т. д. основной материал теряет 40-50% своей прочности. Этот материал должен быть подвергнут термической обработке и либо старению, либо дисперсионному твердению, чтобы восстановить свою прочность. Поскольку электроды серии 5xxx не подлежат термообработке, скорее всего, они не будут подходящим выбором для электродов серии 6xxx. Кроме того, имейте в виду, что закалка алюминиевого сплава не приводит к мгновенному затвердеванию, как углеродистая сталь, на самом деле в большинстве случаев он размягчается. Термическая обработка, такая как дисперсионное твердение, старение и искусственное старение, – это то, где алюминий приобретает свою прочность.
Источник изображения: Производство и металлообработка
Большинство кодов сварки и все спецификации (WPS) включают спецификацию электрода.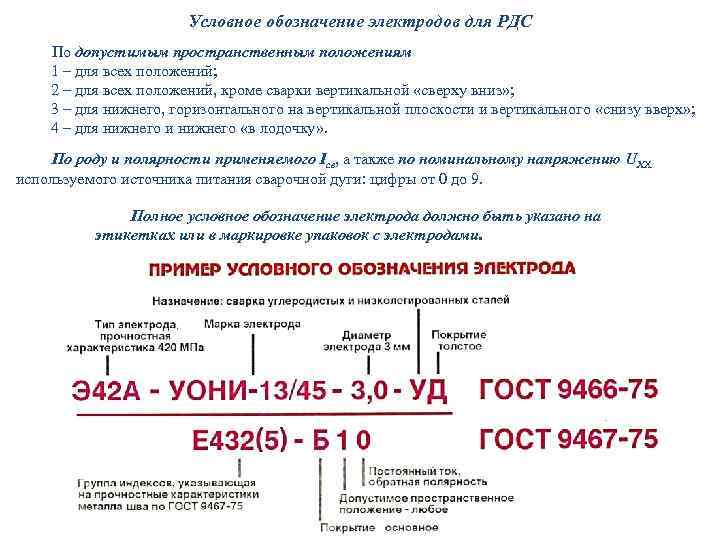 Это лучшие рекомендации, которым следует следовать при выборе наполнителя. Поскольку кто-то уже провел все испытания, чтобы доказать надежность.
Это лучшие рекомендации, которым следует следовать при выборе наполнителя. Поскольку кто-то уже провел все испытания, чтобы доказать надежность.
Источник изображения: Гражданское строительство
Когда дело доходит до предпочтения, в большинстве случаев это сводится к позиции сварки. При сварке в плоском или горизонтальном положении сыпучий электрод, такой как s-6 или металлический стержень, обеспечит наиболее привлекательный внешний вид сварных швов. Большинство электродов с металлическим сердечником нельзя использовать вне плоского или горизонтального положения. При сварке вне положения, вертикально вверх или над головой более жесткие электроды, такие как s-2 или s-3, дадут вам больший контроль над сварочной ванной. «s» обозначает содержание кремния, чем выше число, тем больше кремния в электроде. Кремний в основном выполняет две функции: стабилизирует дугу и смачивает. Это приводит к меньшему разбрызгиванию и возможности сварки через более толстую прокатную окалину.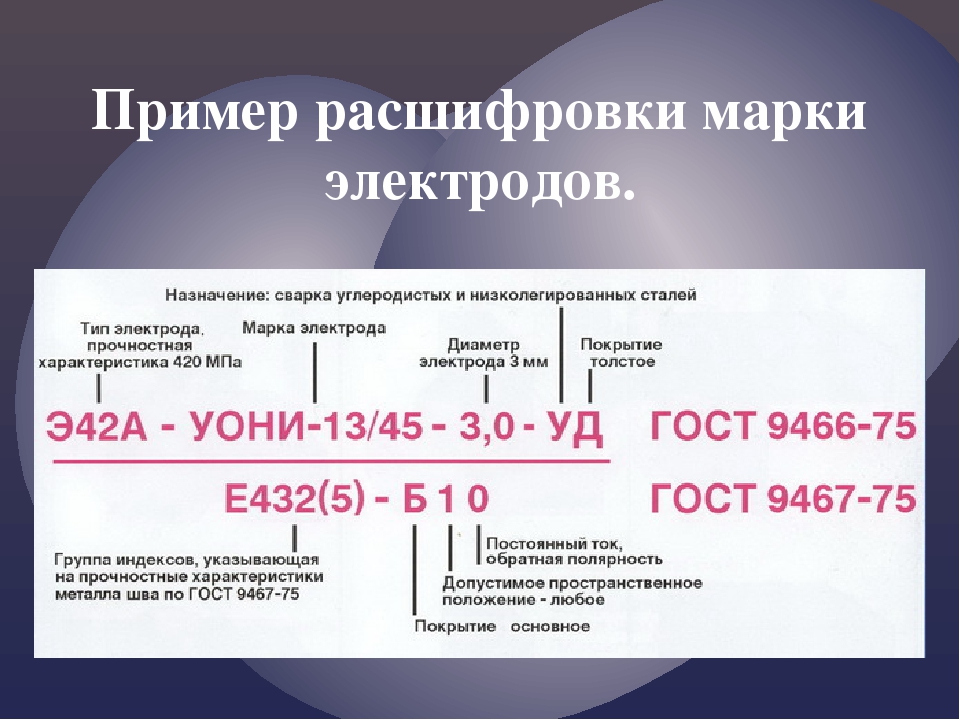
Источник изображения: WordPress
Последняя переменная и обычно определяющая переменная — это доступный защитный газ. При сварке мягких сталей можно использовать электрод 90/10 (90% аргона/10% CO 2 ) для любого электрода GMAW. Если вы ограничены 100% CO 2 , тогда единственным вариантом будет сплошная проволока. A 75/25 (75% аргона/25% CO 2 ) можно использовать только с некоторыми металлическими сердечниками и всеми сплошными проволоками. Если у вас есть какие-либо вопросы, вы всегда можете обратиться к местному поставщику или производителю электрода.
Если вы новичок в сварке или просто хотите освежить в памяти лучшие электроды для GMAW/дуговой сварки, не стесняйтесь посетить наш веб-сайт Baker’s Gas , где вы найдете дополнительные советы о лучших электродах для начинающих дуговых сварщиков.
Пост GMAW Electrodes впервые появился на Weld My World.