Маркировка электродов для ручной дуговой сварки
У начинающих сварщиков часто возникают связанные со специальностью вопросы. К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
СОДЕРЖАНИЕ
- Тип и маркировка сварочных электродов
- Марки электродов для ручной дуговой сварки
- Диаметр
- Назначение
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
- Особые обозначения
- Пример расшифровки маркировки электродов
- Заключение
Тип и маркировка сварочных электродов
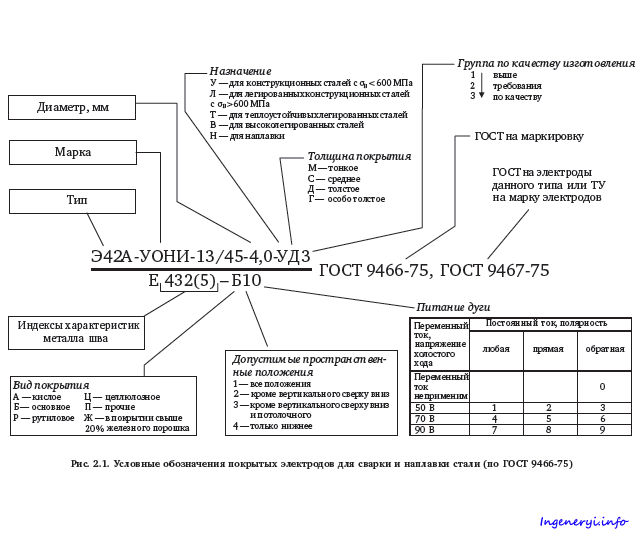
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке.
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Марки электродов для ручной дуговой сварки
После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке. В качестве примера можно рассмотреть продукты серии «ОК» от известной торговой марки ESAB.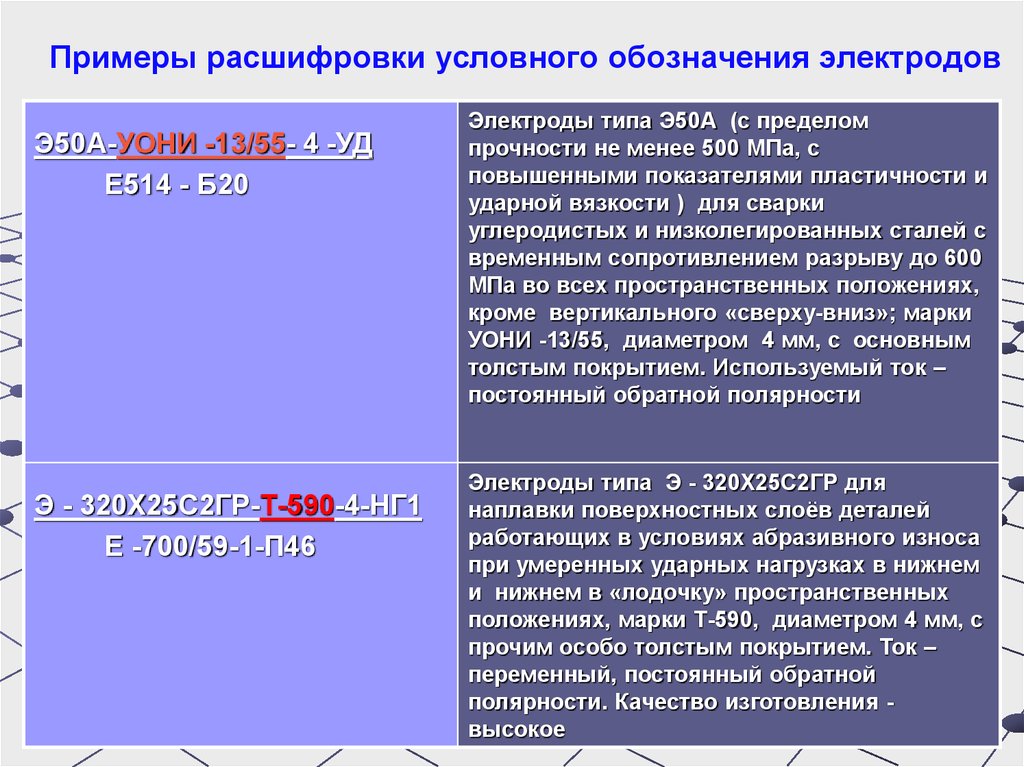
Диаметр
Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
Назначение
Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» – соединение заготовок с особыми свойствами; «Н» – для наплавки.
Коэффициент толщины покрытия
Последняя буква верхней строки информирует о толщине слоя обмазки. «Д» – покрытие толстое. Помимо обозначения, приведенного в примере, расходные материалы могут содержать и другие. К примеру, «М» – покрытие тонкое, «С» – среднее, «Г» – очень толстое.
К примеру, «М» – покрытие тонкое, «С» – среднее, «Г» – очень толстое.
Группа индексов
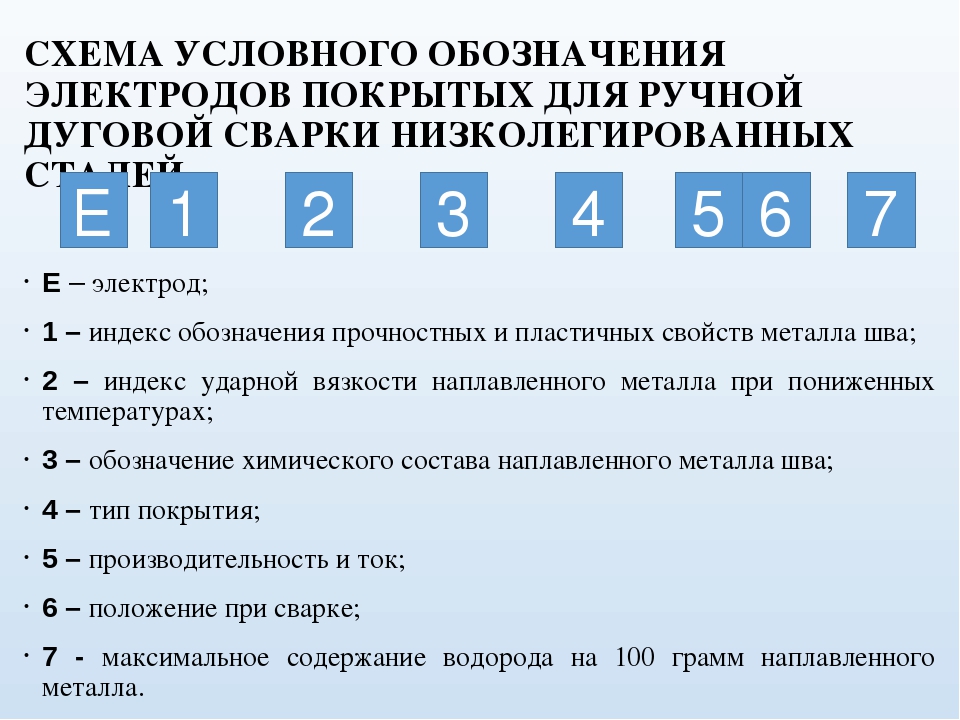
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:
Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» – основное;
- «Ц» – целлюлозное;
- «Р» – рутиловое;
- «А» – кислое;
- «П» – прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» – рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении. В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» – универсальный;
- «3» – работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» – сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.
Характеристики сварочного тока
Встречается не всегда, особенно если речь идет о переменном токе. В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
Особые обозначения
Еще один тип международного обозначения, о котором ранее специально не писалось. Дело в том, что он заносится в группу индексов, но стоит обособлено и информирует о типе электрода. В данном случае – это плавящийся с покрытием.
Пример расшифровки маркировки электродов
На рисунке приведен реальный пример маркировки электродов. Итак, о чем она информирует:
Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Заключение
Начинающим сварщикам стоит немножко попрактиковаться и еще раз внимательно перечитать материал статьи. Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Читайте также: Ручная дуговая сварка MMA
Маркировка электродов для ручной дуговой сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 15, Средняя: 3
Маркировка электродов для ручной дуговой сварки
У начинающих сварщиков часто возникают связанные со специальностью вопросы.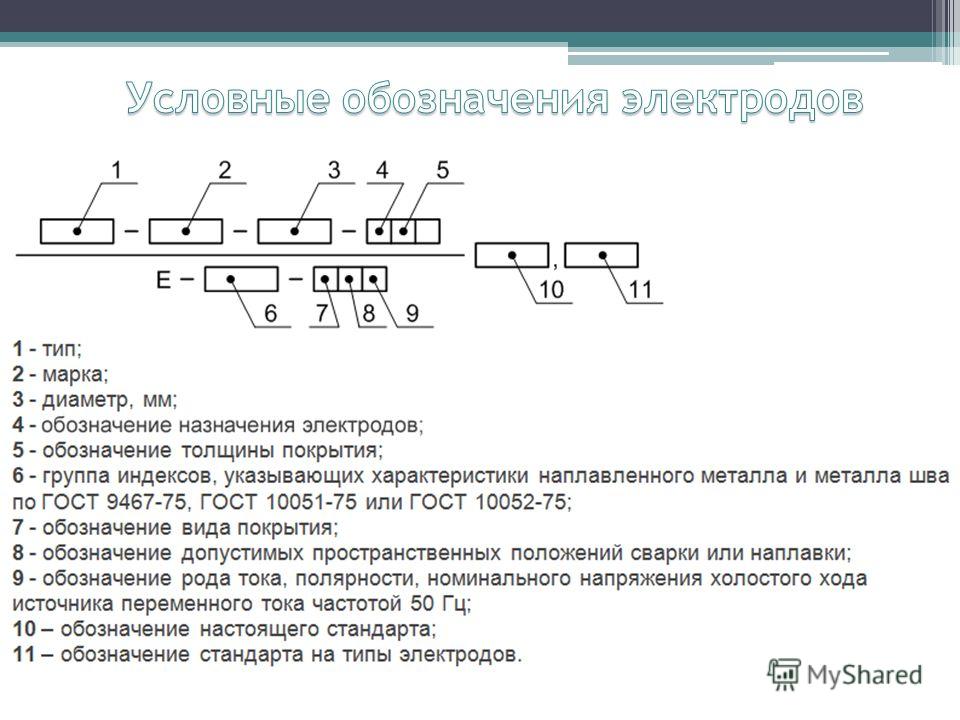 К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
СОДЕРЖАНИЕ
- Тип и маркировка сварочных электродов
- Марки электродов для ручной дуговой сварки
- Диаметр
- Назначение
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
- Особые обозначения
- Пример расшифровки маркировки электродов
- Заключение
Тип и маркировка сварочных электродов
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке. Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Марки электродов для ручной дуговой сварки
После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке. В качестве примера можно рассмотреть продукты серии «ОК» от известной торговой марки ESAB.
Диаметр
Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
Назначение
Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» – соединение заготовок с особыми свойствами; «Н» – для наплавки.
Коэффициент толщины покрытия
Последняя буква верхней строки информирует о толщине слоя обмазки. «Д» – покрытие толстое. Помимо обозначения, приведенного в примере, расходные материалы могут содержать и другие.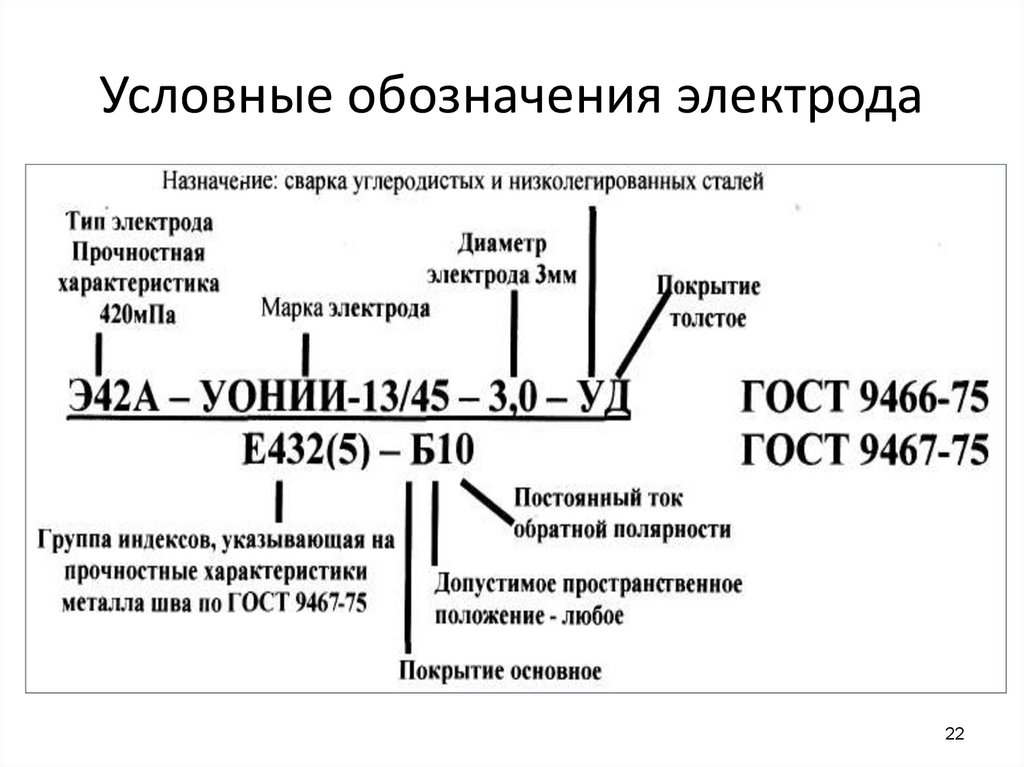 К примеру, «М» – покрытие тонкое, «С» – среднее, «Г» – очень толстое.
К примеру, «М» – покрытие тонкое, «С» – среднее, «Г» – очень толстое.
Группа индексов
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:
Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом.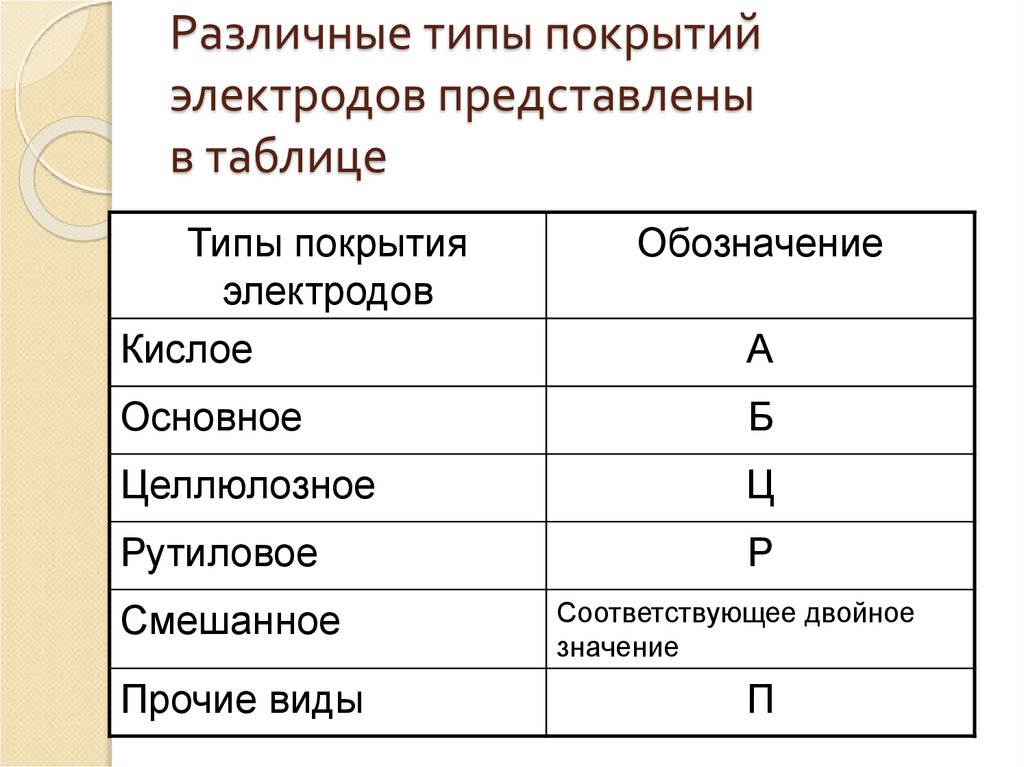 Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» – основное;
- «Ц» – целлюлозное;
- «Р» – рутиловое;
- «А» – кислое;
- «П» – прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» – рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении. В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» – универсальный;
- «3» – работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» – сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.
Характеристики сварочного тока
Встречается не всегда, особенно если речь идет о переменном токе. В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
Особые обозначения
Еще один тип международного обозначения, о котором ранее специально не писалось. Дело в том, что он заносится в группу индексов, но стоит обособлено и информирует о типе электрода. В данном случае – это плавящийся с покрытием.
Пример расшифровки маркировки электродов
На рисунке приведен реальный пример маркировки электродов.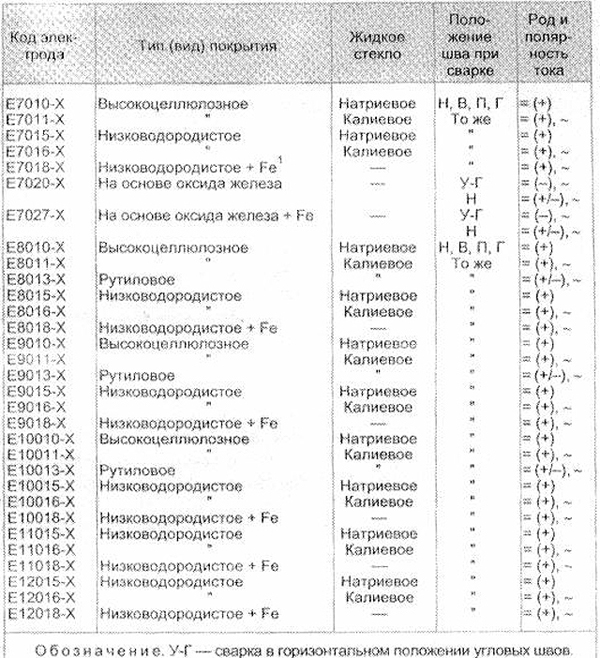 Итак, о чем она информирует:
Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Заключение
Начинающим сварщикам стоит немножко попрактиковаться и еще раз внимательно перечитать материал статьи. Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Читайте также: Ручная дуговая сварка MMA
Маркировка электродов для ручной дуговой сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 15, Средняя: 3
Марки электродов для ручной дуговой наплавки и сварки: их виды, маркировка и ее расшифровка | vseznayko.
 com.ua
com.uaВыбирая электроды для сварки, особое внимание следует уделить маркировке. Дело в том, что там находится самая важная информация о приобретаемых электродах, включая производителя, состав и другие характеристики. Если ориентироваться на эту информацию, то упрощается задача выбора наиболее подходящего материала, который обеспечит качественный результат при работе в определенных условиях с запланированным соединением металлов и сплавов. Для этого перед принятием решения необходимо внимательно изучить обозначения, которые расположены на упаковке.
Сварка электродом
В качестве основного расходного материала для ручной дуговой сварки, с применением которой сегодня чаще всего сваривают металлы, используют электроды. По своему содержанию они выглядят как металлический стержень или изделие, изготовленное из другого материала, которое может иметь покрытие или не иметь его. Один конец стержня должен быть закрыт. Именно с этой стороны он помещается в электродержатель.
При выполнении сварочных работ на участке, образованном концом электрода и обрабатываемой поверхностью, образуется электрическая дуга. Процесс соединения поверхностей с помощью сварочного оборудования происходит при повышенных температурах, при этом вещества, с помощью которых осуществляется оплавление, подвергаются слишком интенсивному взаимодействию по отношению друг к другу.
Преимущества электродов
Электроды являются лучшим расходным материалом для сварки по следующим причинам:
- их использование позволяет создать ровный шов, который не имеет времени и лишен неперевариваемых участков. Зажигание дуги
- не требует больших усилий. С его поддержкой также нет проблем.
- использование электродов позволяет создать однородное покрытие на основе шлака, которое легко удаляется после сварки.
Основное назначение и состав сварочных электродов
По своей конструкции электрод имеет форму стержня, выполненного из металла или другого материала, благодаря которому ток достигает свариваемого изделия.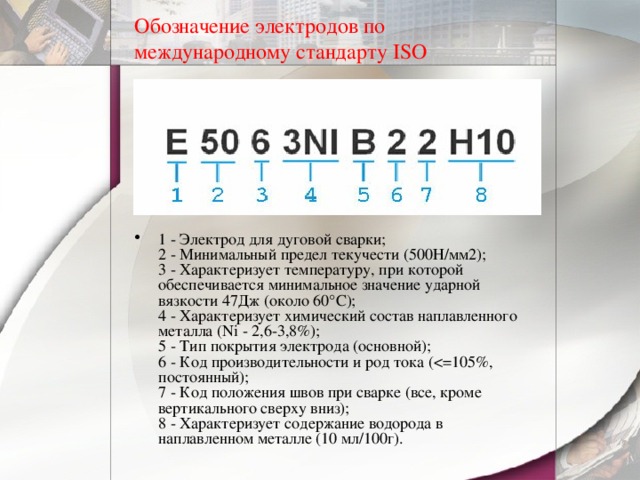 По этой причине обрабатываемый материал должен обладать высокой электропроводностью. Чаще всего такие конструкции изготавливаются на основе проволоки и сплавов, имеющих разный уровень легирования.
По этой причине обрабатываемый материал должен обладать высокой электропроводностью. Чаще всего такие конструкции изготавливаются на основе проволоки и сплавов, имеющих разный уровень легирования.
Для придания изделию необходимых характеристик на него наносится специальное покрытие. Благодаря этому электрод прекрасно переносит воздействие газов, в первую очередь, азота и кислорода, а также помогает поддерживать стабильность дуги, бороться с вредными примесями, содержащимися в расплавленном металле. Преимущество покрытия в том, что металл или сплав, используемый для сварки, обогащен необходимыми легирующими элементами.
В целом можно отметить, что для придания электроду необходимых свойств в покрытии должны присутствовать определенные компоненты.
Важную роль играют шлакообразующие вещества, например кредит, мрамор, благодаря которым обеспечивается высокая защита от негативного воздействия азота и кислорода, повреждение которых обусловлено окислительными процессами. Освободить расплавленный металл от кислорода можно с помощью таких веществ, как ферросплавы титана, марганца, алюминия и кремния. Последние представляют собой группу раскисляющих веществ, за счет которых обеспечивается желаемый результат.
Освободить расплавленный металл от кислорода можно с помощью таких веществ, как ферросплавы титана, марганца, алюминия и кремния. Последние представляют собой группу раскисляющих веществ, за счет которых обеспечивается желаемый результат.
Для создания защитной газовой среды используются специальные газообразующие компоненты, наиболее яркими представителями которых являются древесная мука и декстрин. Задача придания шву исключительных характеристик по износостойкости, не подверженности коррозии, решается введением специальных легирующих добавок.
Перечень этих компонентов достаточно велик, поэтому мы перечислим лишь некоторые из них: хром, титан, никель, ванадий и др. Группу стабилизирующих веществ образуют калий, натрий и кальций. Основной эффект заключается в обеспечении ионизации сварочной дуги. Для установления надежного соединения каждого компонента покрытия со стержнем электрода необходимо использовать специальные связующие, в качестве которых чаще всего используют силикатный клей.
Маркировка сварочных электродов и требования к ним
Классификация электродов предполагает их деление на два вида:
- плавающие;
- не плавятся.
К первой группе относятся изделия, изготовленные на основе таких материалов, как сталь, медь, чугун и бронза. Отличительной особенностью является наличие дополнительного покрытия. Особую группу составляют плавленые непокрытые элементы, однако они наиболее распространены в качестве проволоки для сварки конструкций, осуществляемой в среде защитных газов. К категории неплавящихся видов электродов для сварки следует отнести изделия, созданные на основе таких материалов, как вольфрам, торий и лантан.
Еще одним признаком классификации сварочных электродов может быть тип покрытия. Посуда, в маркировке которой присутствует буква А, относится к классу изделий с кислотным покрытием. Такие электроды нежелательны для сварки, осуществляемой для соединения сталей, характеризующихся повышенным содержанием углерода и серы. Если говорить о пространственном положении, то ограничений нет. Исключением здесь является вертикальное размещение, когда электрод поднимается сверху вниз. Чаще всего встречаются дефекты – появление сильных брызг и риск растрескивания шва.
Посуда, в маркировке которой присутствует буква А, относится к классу изделий с кислотным покрытием. Такие электроды нежелательны для сварки, осуществляемой для соединения сталей, характеризующихся повышенным содержанием углерода и серы. Если говорить о пространственном положении, то ограничений нет. Исключением здесь является вертикальное размещение, когда электрод поднимается сверху вниз. Чаще всего встречаются дефекты – появление сильных брызг и риск растрескивания шва.
Буква B используется для обозначения базового покрытия. Сварочные электроды с подобной маркировкой не следует использовать для сварки в вертикальном положении. То же касается и тех изделий, которые имеют рутиловое покрытие, что обозначается буквой Н. Если в маркировке присутствует буква С, то это намек на использование целлюлозного покрытия. Такие электроды сохраняют свою работоспособность в любом положении.
Если говорить об их недостатках, то сюда следует отнести образование сильных брызг и риск перегрева, именно поэтому они требуют особого внимания при работе.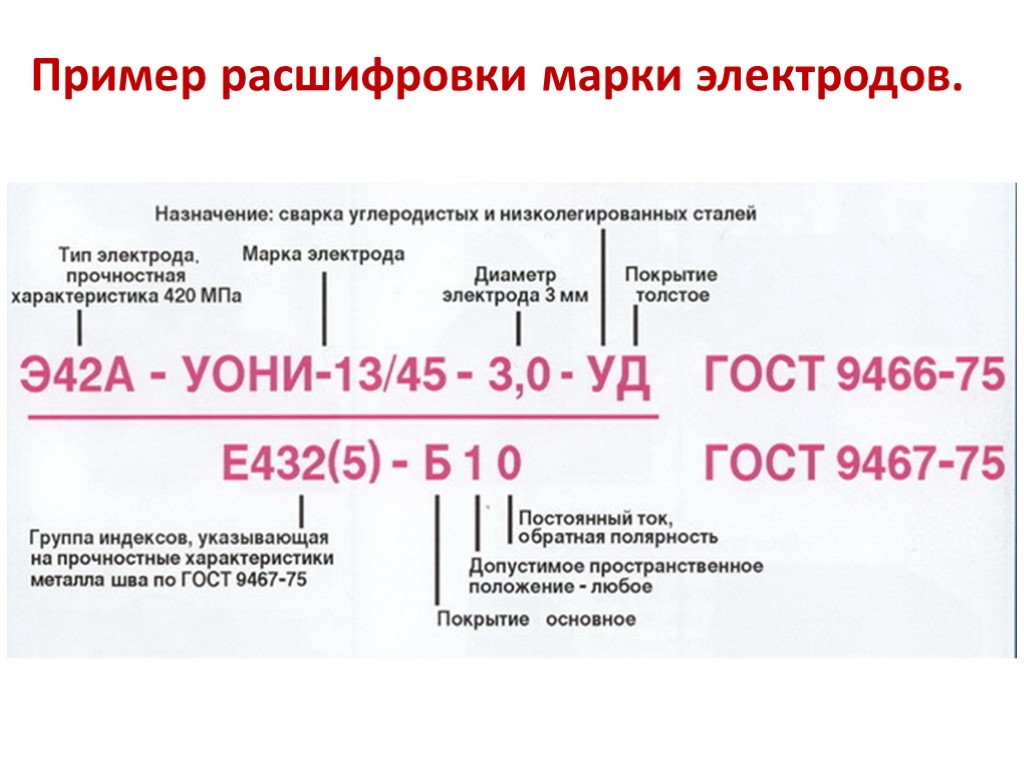 Последнюю группу электродов образуют изделия с маркировкой АС и РБ. Они представляют собой комбинированный вариант, который используется для соединения трубопроводов и конструкций различного назначения. Работая с ними, имейте в виду, что недопустимо размещать их в потолочном положении.
Последнюю группу электродов образуют изделия с маркировкой АС и РБ. Они представляют собой комбинированный вариант, который используется для соединения трубопроводов и конструкций различного назначения. Работая с ними, имейте в виду, что недопустимо размещать их в потолочном положении.
Ознакомившись с особенностями этих элементов и их конструкцией, можно перейти к требованиям, которым они должны соответствовать. Скажем, любому сварочному электроду важно создать благоприятные условия, при которых дуга будет стабильно гореть, что в свою очередь обеспечит равномерное проплавление металла. Кроме того, создаваемый шов должен соответствовать требованию по своему химическому составу. Последние могут включать в себя различные компоненты, определяемые условиями работы детали и составом аппаратных средств, которые необходимо соединить.
 com/embed/Ve0SZDn5M1U”>
com/embed/Ve0SZDn5M1U”> Расшифровка маркировки электродов для сварки
Пришло время ознакомиться с ней подробнее, какую информацию скрывает маркировка электродов для сварки. Он всегда начинается с символов, соответствующих типу, содержащему подсказку о максимальной нагрузке. Скажем, Е46 говорят о том, что для сварных деталей максимальная нагрузка составляет 46 кг/мм2. За ним уже идет марка, сообщается о производителе, а после него дается информация о толщине и назначении:
- наличие в маркировке буквы Б свидетельствует о том, что рассматриваемый электрод пригоден для сварки изделий, изготовленных на основе низколегированных и углеродистых сталей; маркировка
- , содержащая букву Л, говорит о том, что данные электроды можно использовать для соединения легированных конструкционных сплавов;
- при выполнении задания на соединение конструкций, выполненных на основе жаропрочных или высоколегированных сталей, электрод, применяемый для сварки, должен иметь маркировку Т и В;
- качественно выполнить наплавку слоя, который должен обладать исключительными свойствами, возможно при условии, что используемый электрод имеет маркировку в виде буквы Н.

Толщина, диаметр, ток
Этикетка также дает подсказку о толщине покрытия, для чего даются следующие обозначения:
- М – означает тонкое покрытие;
- С – среднее покрытие;
- D – соответствует толстому покрытию;
- Р – указывает на наличие покрытия максимальной толщины.
Далее в маркировке дается информация о диаметре. Иногда он может не содержать цифровых символов, эта информация может быть предоставлена только в виде значка. В этом случае необходимо сделать вывод, что печатаются требуемые данные. Следующие символы – это индекс и его значение, по которым можно понять характеристики металла. Речь идет о таких свойствах, как относительное удлинение, ударная вязкость и предел прочности при растяжении. Более точную информацию об этих параметрах можно найти в ГОСТ 9.467-75.
В самом конце есть информация о типе покрытия, о котором шла речь выше. По последним двум цифрам понятно, какое пространственное положение предусмотрено для электрода той или иной марки и какое рекомендуемое значение рабочего тока.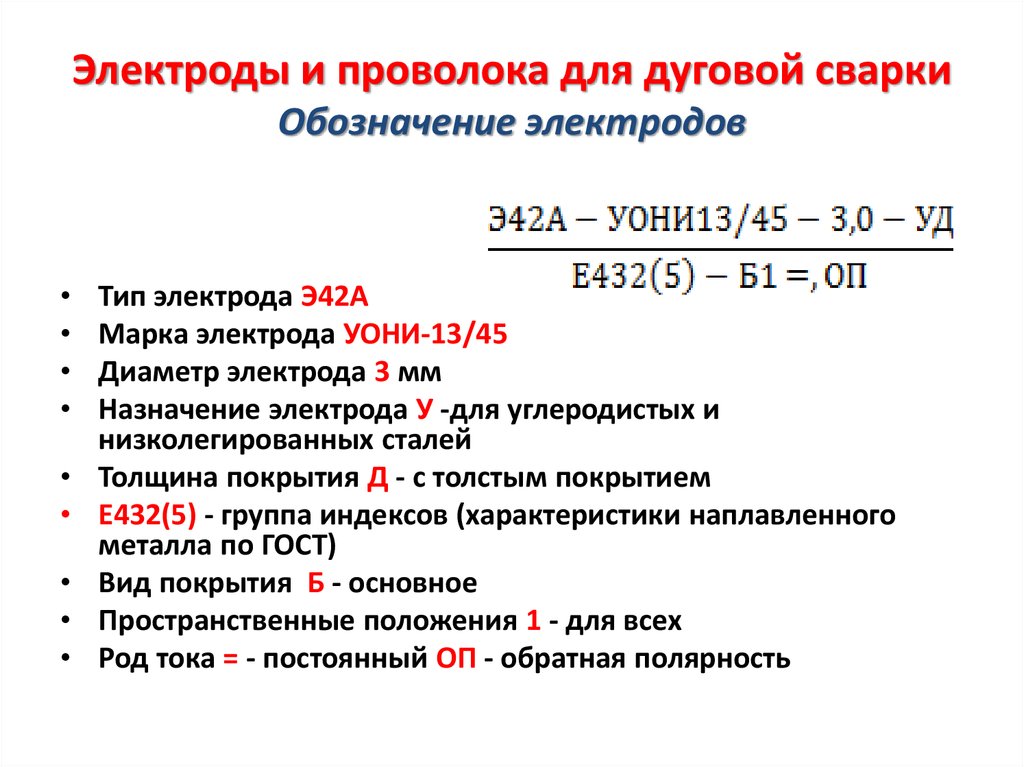
Если есть номер 1, Если есть номер. 2 Если есть номер.
Если есть номер 3, Если есть номер, Если есть номер. Если есть номер 4 Если есть номер, Если есть номер, Если есть номер.
Если есть номер, Если есть номер, Если есть номер:
- 1, 4, 7 Если есть номер;
- 2, 5, 8 – распространяется на постоянный ток и другие виды полярности;
- 3, 6, 9 – предсказывает, что ток должен иметь противоположную полярность.
Заключение
Сварка невозможна без использования такого важного расходного материала, как электроды. В то же время его значение нельзя недооценивать, ведь от правильного выбора зависит качество соединения обрабатываемых поверхностей. Наличие разной маркировки электродов уже позволяет говорить о том, что они имеют разное назначение. По этой причине важно иметь представление, что означает та или иная маркировка. Зная о таких обозначениях, можно легко понять, какой электрод подходит для сварки и сделать правильный выбор.
Зная о таких обозначениях, можно легко понять, какой электрод подходит для сварки и сделать правильный выбор.
Теперь ученые могут «видеть» настроение внутри мозга.
Их «декодер настроения» на основе электродов обнаружил, что активность мозга коррелирует с настроением.
Исследователи Медицинского колледжа Бейлора разработали то, что они называют «декодером настроения», в ходе небольшого клинического испытания глубокой стимуляции мозга в качестве терапии устойчивой к лечению депрессии.
Используя записи мозга изнутри черепа, исследователи смогли угадать, как активность в определенных областях мозга соответствует настроению, в надежде получить возможность объективно измерить тяжесть симптомов депрессии, а также определить лучшие места для стимуляции для терапии.
Несмотря на то, что результаты были ограничены только тремя пациентами, пока что они кажутся многообещающими, сказал Джессике Хамзелу из MIT Technology Review нейрохирург BCM и руководитель исследования Самир Шет. Команда смогла определить настроение на основе специфической активности мозга и нашла способ стимулировать позитивное настроение.
Команда смогла определить настроение на основе специфической активности мозга и нашла способ стимулировать позитивное настроение.
«Это первая демонстрация успешного и последовательного декодирования настроения людей в этих областях мозга», — сказал Шет Хамзелу.
Исследователи разработали то, что они называют «декодером настроения», в ходе небольшого клинического испытания глубокой стимуляции мозга в качестве терапии резистентной к лечению депрессии.
Зная врага: Большое депрессивное расстройство «имеет огромные социальные и экономические последствия», отмечают авторы в своем исследовании, доступном в виде препринта и представленном на ежегодном собрании Общества нейробиологов в ноябре прошлого года.
Почти треть пациентов устойчивы к лечению, а это означает, что типичные передовые лекарства на них не действуют. Исследователи постоянно ищут другие методы лечения, включая психоделики, такие как псилоцибин и кетамин, а также немедикаментозные вмешательства, такие как глубокая стимуляция мозга и даже электрошоковая терапия, но они часто сталкиваются с самым большим препятствием для мозга: отсутствием телесного понимания.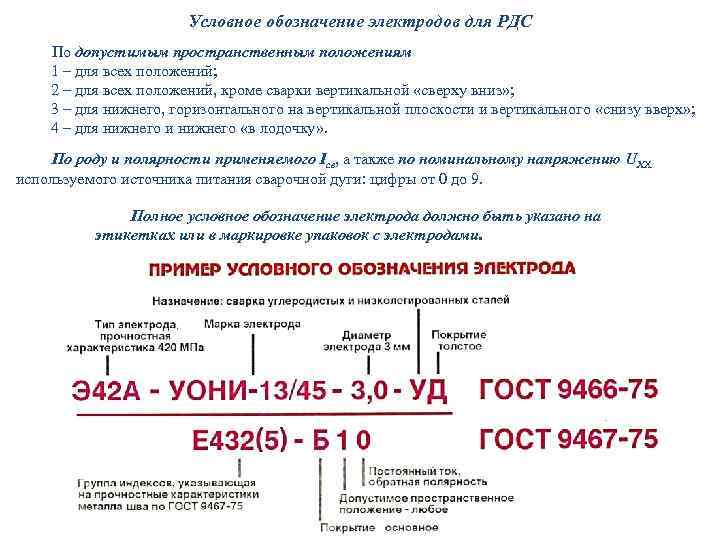
«Одним из критических пробелов в знаниях, подпитывающих проблему лечения резистентной к лечению депрессии (ТРД), является недостаточное понимание ее нейрофизиологической основы», — пишут авторы.
Проще говоря: мы не знаем, как работает депрессия в мозгу , как мы бы, скажем, опухоль или прионная болезнь. Мы не можем это увидеть или измерить, кроме того, как пациенты описывают свой опыт.
Есть целая область науки — вычислительная психиатрия — посвященная выяснению этого; к подведению, по существу, объективных данных о чувствах. И в то время как некоторые команды изучают мозг в поисках информации о нейротрансмиттерах, многие усилия неинвазивны, они полагаются на такие инструменты, как ЭЭГ, фМРТ и OPM. Все эти устройства используют датчики для измерения того, что происходит в мозгу извне.
Таким образом, им по-прежнему не хватает точной физической информации. Авторы пишут:
Но внутричерепные измерения, обычно используемые для мониторинга приступов, могут предоставить эту информацию.
Расшифровка настроения, поставка DBS: «Джон» был одним из пациентов в испытании. По словам Хамзелу, чтобы помочь разработать терапию глубокой стимуляции мозга (DBS), при которой точные удары током в определенные области мозга могли помочь облегчить его депрессию, команда использовала свой «декодер настроения».
После имплантации в мозг 14 электродов — 10 датчиков для измерения мозговой активности и четырех для DBS — Джон оставался в больнице в течение девяти дней, пока исследователи измеряли, как его мозговая активность и настроение совпадали.
Команда смогла определить, как определенная активность мозга коррелирует с настроением и симптомами депрессии.
Когда период мониторинга закончился, команда удалила 10 электродов для мониторинга, оставив четыре для лечения Джона DBS, которое состояло из точечных электрических импульсов в определенных областях его мозга. Лечение депрессии «спасло ему жизнь», сказал он Хамзелу.
Измерения мозга двух других пациентов также были проанализированы. Имея данные, команда смогла определить, как определенная мозговая активность коррелирует с настроением и симптомами депрессии при «существенных различиях в тяжести депрессии», — написали авторы в своем препринте.
Декодер очень хорошо предсказывал фактическое настроение пациентов на основе их измеренной мозговой активности, как для каждого пациента, так и при объединении их данных.
Общая картина: Несмотря на доказательства эффективности у этих пациентов, предыдущие испытания с использованием DBS для лечения резистентной депрессии дали смешанные результаты: два крупных клинических испытания были признаны достаточно разочаровывающими, чтобы их досрочно распустить, сообщил Хамзелу.
Хотя причины этого неясны — как это часто бывает при работе с мозгом — частично это может быть связано с тем, как доставляется DBS.
«Мы не знаем, как разумно доставить DBS любому конкретному человеку», — сказал Шет Хамзелу.