Какая расшифровка у ЧПУ аббревиатуры и как работают станки на основе ЧПУ
Многие начинающие мастера по изготовлению мебели сталкиваются с необходимостью создания фасадов на основе плит МДФ. Причем требования к изделиям в условиях высокой конкуренции – достаточно высоки.Изделия должны быть качественными, отвечать современным стандартам и трендам, кроме того, чтобы иметь стабильный поток клиентов, их заказы предприниматель должен выполнять как можно быстрее. Сделать работу качественно и быстро можно лишь при условии применения технологичных приспособлений для работы. В данном случае – это станки с ЧПУ. Что они представляют собой и как работают, мы и расскажем ниже.
Что означает данная аббревиатура?
Расшифровка этого понятия такая: Числовое Программное Управление. То есть, станок, работающий на числовом программном управлении, способен совершать те или иные действия, которые ему задаются при помощи специальной программы. Параметры работы станка задаются посредством цифр и математических формул, после этого он выполняет работу согласно указанным программой требованиям. Программа может задавать такие параметры, как:
- мощность;
- скорость работы;
- ускорение;
- вращение и многое другое.
Особенности станков с ЧПУ
Техника создания мебельных деталей на современном приборе данного типа включает в себя несколько этапов работы:
- формируется модель будущей заготовки посредством специальных графических программ на компьютере, она может быть выполнена как в двухмерном, так и трехмерном виде;
- с помощью специальной программы для оборудования с ЧПУ готовая модель отцифровывается в управляющую программу;
- далее файл с управляющей программой вводят в память ЧПУ, и станок приступает к выполнению работы.
Все механические действия, которые выполняет оборудование, являются воплощением последовательности, которая прописана в управляющей программе.
Современные станки с ЧПУ являются сложными электромеханическими приборами и требуют квалифицированного применения. В основном работа станка осуществляется посредством двух человек:
- наладчика;
- оператора станка с ЧПУ.
Наладчику вверяется более сложный массив работы, он выполняет действия по наладке и переналадке прибора, а оператор должен следить за рабочим процессом и осуществлять легкую наладку.
Действия наладчика и оператора станка с ЧПУ
Этапы работы наладчика выглядят следующим образом:
- подбор режущего инструмента согласно карте, проверка его целостности и заточки;
- подбор по карте наладки заданных размеров;
- установка режущего инструмента и зажимного патрона, проверка надежности крепления заготовки;
- установка переключателя в положение «От станка»;
- проверка рабочей системы на холостом ходу;
- введение перфоленты, которое проводится после проверки лентопротяжного механизма;
- проверка правильности заданной программы для пульта и станка ЧПУ и системы световой сигнализации;
- крепление заготовки в патрон и установка переключателя в режим «По программе»;
- обработка первой заготовки;
- измерение готовой детали, внесение поправок на специальные переключатели-корректоры;
- обработка детали в режиме « По программе» второй раз;
- осуществление замеров;
- перевод переключателя режима в положение «Автомат».
На этом процесс наладки окончен и к работе приступает оператор станка ЧПУ. Он должен выполнить такие действия:
- менять масла;
- чистить рабочую зону;
- смазывать патроны;
- проверять станок на пневматику и гидравлику;
- проверять точные параметры оборудования.
Перед тем как приступить к работе, оператор станка ЧПУ должен проверить его на работоспособность посредством специальной тестовой программы, также ему следует убедиться в том, что подана смазочная жидкость и в том, что в гидросистеме и ограничивающих упорах присутствует масло.
Помимо этого, он должен проверить, насколько надежно крепление всех приборов и инструментов, а также то, насколько мебельная заготовка соответствует заданному технологическому процессу станка. Далее следует провести замеры на предмет возможных отклонений от точности настройки нуля на приборе и других параметров.
И только после этих манипуляций можно включать сам станок ЧПУ:
- заготовку устанавливают и закрепляют;
- потом вводится программа работы;
- в считывающее устройство заправляется перфолента и магнитная лента;
- нажимаем «Пуск»;
- после того как первая деталь обработана, производятся ее замеры на предмет соответствия с заданной ранее моделью.
Сферы применения станков с ЧПУ
Станки на основе ЧПУ применяются в разных отраслях по оказанию услуг и производстве:- для обработки древесины и плит из дерева;
- для обработки пластика;
- камней;
- сложных изделий из металла, включая ювелирные изделия.
Приборы с ЧПУ имеют ряд таких функций, как:
- фрезерование;
- сверление;
- гравировка;
- распил;
- лазерная резка.
Некоторые модели станков с ЧПУ имеют возможность совмещать одновременно разные виды обработки материалов, тогда их называют обрабатывающими центрами на основе ЧПУ.
Преимущества станков с ЧПУ
Применение на производстве станков и обрабатывающих центров на основе ЧПУ позволяет вовремя выполнить такие работы, которые бы без их использования были неосуществимыми. Например, при производстве таким способом мебельных фасадов из МДФ, можно выполнить сложные рельефные декоры, которые вручную сделать просто невозможно. Так, благодаря специальным графическим программам для проектирования можно воплотить самые смелые дизайнерские решения.Кроме того, массовое производство фасадов МДФ с помощью широкоформатных станков с ЧПУ возможно без необходимости предварительно раскраивать плиты и позволяет делать полный цикл их обработки, это значительно экономит время и рабочую силу.
Цена оборудования на основе ЧПУ такова, что нужно перед его покупкой хорошо подумать, будет ли это экономически выгодно конкретно для ваших производственных мощностей. Если у вас есть стабильный поток клиентов, и они готовы платить за оригинальные дизайнерские решения, то можете смело вкладывать средства в такое оборудование.
Особенность станков на основе ЧПУ – это их надежность и возможность бесперебойной работы в течение многих лет. Но при работе с ними нужно соблюдать все правила безопасности, а также подбирать только квалифицированных операторов и наладчиков. Некачественная работа персонала может вывести прибор из строя раньше положенного срока.
Оцените статью: Поделитесь с друзьями!ЧПУ расшифровка | что такое ЧПУ: как переводится аббревиатура оборудования
Программы для станка создаются одним из трех методов: ручным программированием, программированием с пульта оперативной системы ЧПУ, при помощи САD- и СAM-систем. Аббревиатурой CAD обозначают процесс автоматизированного проектирования, CAM — автоматизированного производства. В CAD-программах создают трехмерный дизайн изготавливаемых объектов, посредством CAM-программ превращают виртуальные модели в трехмерные предметы.
Что такое станок ЧПУ и как расшифровывается аббревиатура?
Аббревиатура ЧПУ расшифровывается как числовое программное управление. Такие станки оснащены компьютеризированными системами, обеспечивающими оптимальное функционирование столов, суппортов и шпинделей на протяжении технологического процесса. Операторы контролируют процесс специальными командами — кодами M- и G-типа.
Программы для станка создаются одним из трех методов: ручным программированием, программированием с пульта оперативной системы ЧПУ, при помощи САD- и СAM-систем. Аббревиатурой CAD обозначают процесс автоматизированного проектирования, CAM — автоматизированного производства.
В CAD-программах создают трехмерный дизайн изготавливаемых объектов, посредством CAM-программ превращают виртуальные модели в трехмерные предметы.
Из каких компонентов состоит система ЧПУ?
В систему ЧПУ входят следующие компоненты:
- Шкаф с операторским пультом.
- Дисплей.
- Контроллер управления.
- Запоминающие устройства.
Одно из запоминающих устройств является оперативным, второе постоянным.
Назначение станков с ЧПУ и целесообразность применения
Станки с ЧПУ востребованы для металлообработки, шлифовки камней и прочих твердых природных материалов, изготовления мебели, производства ювелирных украшений, выпуска пластиковых деталей, игрушек и сувениров (в том числе с криволинейными формами). Но стоят такие устройства недешево — поэтому там, где можно обойтись без ЧПУ, на них экономят.
Насущная потребность в ЧПУ возникает в следующих случаях:
- В деталь в процессе изготовления могут вноситься незначительные конструктивные изменения, и тогда оператор с пульта подкорректирует программу.
- Присутствует необходимость особо точного исполнения. Благодаря дискретному шагу привода отклонения колеблются в диапазоне до 3 мкм.
- Сложная поверхность заготовок требует проведения ряда технологический операций в процессе механической обработки.
- Готовые детали будут применяться для особо ответственных заданий — например, они станут элементами медицинских аппаратов либо комплектующими для авиатехники.
В большинстве случаев ЧПУ-станки закупают для выпуска регулярных или крупносерийных партий изделий.
Принцип работы современного станка с системой ЧПУ
Микроконтроллер выдает на исполнительные механизмы станка управляющее воздействие, то есть электрические импульсы определенной продолжительности. В роли исполнительных механизмов выступают электродвигатели привода, электромотор шпинделя, вспомогательные системы. Также контроллер обеспечивает движение режущих инструментов по поверхности детали в соответствии с заданной программой обработки.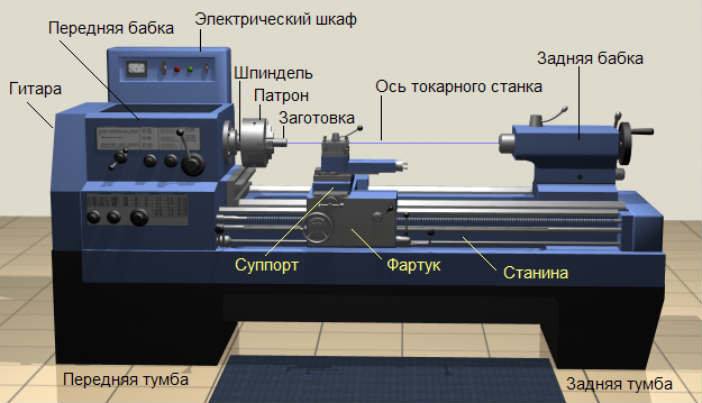
Классификация оборудования с числовым программным управлением
В зависимости от способа обработки материала, ЧПУ-станки бывают:
- Сверлильными. Сверло вращается и перемещается вокруг блока исходного материала и в контакте с ним.
- Токарными. Блоки сырьевых материалов вращаются против головок бура.
- Фрезерными. Материал удаляют из заготовок с помощью вращающихся режущих инструментов.
- Оснащенными иными режущими инструментами. Резка может выполняться с помощью лазера, плазмы, кислорода либо водоструйной технологии.
- Для химической и электрической обработки. Материал можно резать посредством следующих типов обработки: электрохимической, электронно-лучевой, электроэрозионной, фотохимической, ультразвуковой.
ЧПУ-станки применяются для обработки обширного разнообразия материалов: стали, дерева, титана, меди, латуни, алюминия, стекловолокна, полипропилена, пластмассы.
Фрезерный станок с ЧПУ
Фрезерные ЧПУ-станки способны заменить собой до 300 инструментов. Они режут заготовки любых форм, в том числе сложных пространственных, раскраивают металлические листы, выбирают пазы, загибают углы. Расположение шпинделя у них бывает горизонтальным либо вертикальным. Станки для фрезеровки могут быть консольными либо нет, с одной или несколькими деталями. Контроль может осуществляться одновременно по двум, трем или более координатам. На позиционных фрезерных станках выполняют сверлильные работы, на контурных — обрабатывают криволинейные поверхности сложных форм, с помощью комбинированных — решают комплексные задачи.
ЧПУ-станки для фрезеровки обладают мощными корпусами и станинами. Ребра жесткости придают их шпинделям повышенную прочность. Чтобы инструменты быстро перемещались по горизонтали, в комплекте к таким устройствам идут рельсы и точные винты.
В группе фрезерных ЧПУ-станков насчитывается несколько сотен моделей: от компактных с мощностью менее 750 Вт до габаритных, с 10-метровыми рабочими столами.

Токарный станок с ЧПУ
Такие устройства оснащены резцами со сменными пластинами. На центровых токарных станках точат фасонные поверхности, конические и цилиндрические заготовки. На патронных — зенкеруют, создают резьбу, обтачивают внутренние и внешние плоскости под втулки, диски, шестерни и фланцы. На универсальных моделях выполняют операции, свойственные обоим вышеперечисленным типам станков. На карусельных — обрабатывают крупногабаритные и неправильные по форме элементы. Компоновка станков бывает вертикальной или с крутым наклоном.
Шлифовальный станок с ЧПУ
С помощью таких станков различные поверхности подвергают обработке абразивными материалами. При шлифовке снимается гораздо больший объем металла или иного вещества, чем при обтачивании и фрезеровке. Только такой способ обработки позволяет выполнять хрупкие детали для электронных и точных вычислительных приборов.
Зубообрабатывающий станок с ЧПУ
На таких станках нарезают и отделывают зубья для колес различных передач. Колеса нарезаются методом следа или обкатки. Зубообрабатывающие станки для мелкосерийного производства автоматизированы в большей степени, чем модели для серийного выпуска деталей.
Многоцелевой станок с ЧПУ
Такие устройства предназначены для комплексных обработок заготовок и оснащены комбинированными системами программного обеспечения. Они одинаково успешно обработают как плоскую, так и сложную криволинейную форму, нарежут фаски и резьбу, выполнят расточку и раскрой, осуществят фрезерование. Ради облегчения предварительной настройки инструментов многоцелевые станки укомплектовывают сменными магазинами. Компоновка таких устройств может быть горизонтальной либо вертикальной.
Степень автоматизации
В управляющих системах ЧПУ-станков выделяют следующие ключевые параметры:
- Разновидность привода. Двигатель может быть шаговый, ступенчатый либо регулируемый.
- Метод контроля: непрерывный, позиционный, прямоугольный, смешанный.

- Как загружается программное обеспечение: через flash-носитель, на диске, с помощью магнитной или перфорированной ленты.
- Сколькими координатами можно управлять одновременно и каков диапазон допустимой погрешности при их введении.
Та цифра, что идет в артикуле станка после буквы Ф, характеризует степень автоматизированности устройства:
- 1 — данные набираются на клавиатуре, предусмотрена цифровая индикация.
- 2 — у фрезерного или токарного станка это означает прямоугольный метод контроля, у сверлильно-расточного — позиционный.
- 3 — управление контурное или непрерывное. Таким способом удобно обрабатывать сложные детали.
- 4 — многооперационное оперирование. Оно сочетает в себе вышеперечисленные функции.
Если вместо цифры стоит буква “Ц”, это означает “циклический тип”. Алгоритм у таких станков дешевый и простой, но этого достаточно для производства серий заготовок одинакового типа.
Преимущества систем с ЧПУ
Системы ЧПУ являются техникой полного цикла. Она исключительно надежная, обладает обширным функционалом, поддается гибкой настройке, рассчитана на длительную интенсивную эксплуатацию. Производственные затраты и процент брака минимизируются.
С помощью таких устройств удается выполнять чрезвычайно точную и сложную обработку, которая ранее была не под силу ни предыдущим поколениям станков, ни мастерам ручного труда. Производительность ЧПУ-станка в 5 раз выше, чем аналога без ЧПУ. Наладить и запустить нужную схему сможет даже оператор без профильного образования токаря или фрезеровщика.
- 24 августа 2020
- 768
1.Расшифровка обозначения модели станка.
16Б16Т1- Токарный патронно-центровой станок с ЧПУ «Электроника НЦ-31 »
Производитель
– Средневолжский
станкостроительный завод.
– 16Б16Т1 – станок токарно-винторезный нормальной точности модернизированный с высотой центров 160 мм и оперативной системой управления.
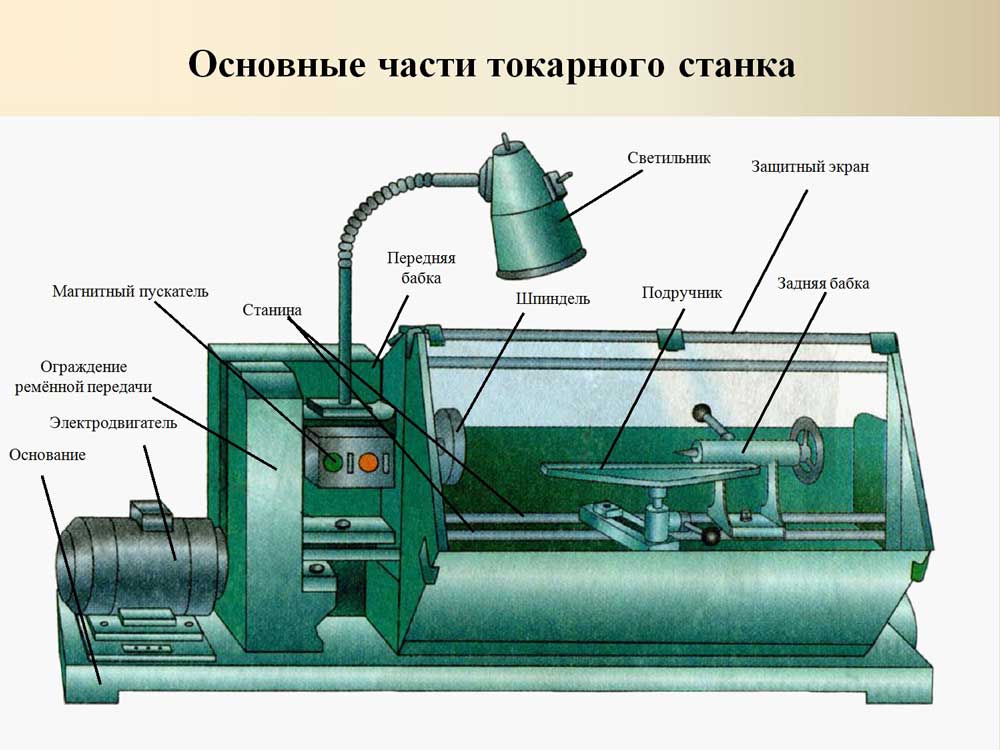
2.Общий вид станка, состав и назначение основных узлов и механизмов.
Рисунок 1 – Расположение составных частей станка (перечень составных частей см. таблица 1).
Рисунок 2 – Расположение составных частей станка (перечень составных частей см.таблица 1).
Таблица 1 – Перечень составных частей станка.
Позиции Рис.1-2 | Наименование |
1 | Станина |
2 | Винтовая пара качения 50х10 |
3 | Кожухи |
4 | Коробка передач |
5 | Шпиндельная бабка |
6 | Привод датчика резьбонарезания |
7 | Бабка задняя |
8 | Привод продольных подач |
9 | Суппорт |
10 | Винтовая пара качения 32× 5 |
11 | Привод поперечных подач |
12 | Резцедержатель |
13 | Резцедержатель задний |
14 | Смазка |
15 | Охлаждение |
16 | Электрооборудование |
17 | Освещение |
18 | Пульт оперативного управления |
19 | Педаль управления |
20 | Пневмопривод вращающийся |
21 | Ограждение |
Основные технические
характеристики станка мод. 16Б16Т1
16Б16Т1
Наибольший диаметр устанавливаемого изделия на станине, мм | 320 |
Наибольший диаметр обрабатываемого изделия над суппортом, мм | 125 |
Наибольшая длина устанавливаемого изделия, мм | 750 |
Наибольшая длина хода суппорта, мм продольного поперечного | 700 210 |
Количество частот вращения шпинделя, шт. | От 40 до 2000 |
Пределы частот вращения шпинделя, об/мин | От 56 до 2300 |
Количество частот вращения шпинделя в одном диапазоне, переключаемых по программе, шт. | 12 |
Пределы управляемых по программе частот об/мин | 40-500; 160-2000 |
Максимальная скорость продольной подачи при нарезании резьбы, м/мин | 4000 |
Пределы величин оборотных подач, мм/об: продольных поперечных | от 0,01 до 20,47 от 0,005 до 0,23 |
Максимальная скорость рабочей подачи, мм/мин | 1200 |
Скорость быстрых ходов, мм/мин: продольных поперечных | 6000 или 8000 5000 |
Дискретность перемещений, мм продольных поперечных | 0,01 0,005 |
Количество однопозиционных резцедержателей, мм | 2 |
Количество позиций автоматической поворотной резцовой головки | 6 |
Присоединительные размеры однопозиционного резцедержателя оп ОСТ2-У16-I-78 (ласточкин хвост), мм | 90 |
Высота резца, устанавливаемого в резцедержателе, мм | 25 |
Наибольший крутящий момент на шпинделе, Н·м | 600 |
Габаритные размеры станка без приставных устройств, мм длина ширина высота | 3000 1330 1870 |
Площадь, занимаемого электрошкафом, м2 | 1,9 |
Масса станка без приставных устройств | 2350 или 2150 |
Рисунок 3 – Расположение органов управления, сигнализации и табличек с символами: 1 – Вводной тумблер, 2 – Тумблер включения освещения, 3- аварийная кнопка “Стоп”, 4 – Кнопка “Пуск” охлаждения, 5 – Кнопка “Стоп” охлаждения, 6 – Маховичок ручного привода, 7 – Переключатель “Пуск подачи и шпинделя”, “Стоп подачи” и “Стоп подачи и шпинделя”, 8 – Кнопка “Станок готов к работе”, 9 – Переключатель отключения клавиши ЧПУ, 10- Винт крепления кнопки, закрывающий доступ к кассете внешней памяти, 11- Квадрат установки ряда чисел оборотов шпинделя (переключения перебора), 12- Квадрат ручного перемещения салазок при отключении станка от электродвигателя или отказе ВМД, 13- Отверстие под ключ для ручного перемещения каретки при отключении станка от электросети или отказе ВМД (высокомоментный двигатель), 14- Педаль управления пневмозажимом, 15 – Педаль управления перемещением пиноли задней бабки, 16- Рукоятка зажима пиноли задней бабки, 17- Ручка крепления задней бабки к станине, 18- Лимб настройки усилия зажима пиноли, 19- Пульт оперативного управления “Электроника НЦ-31, 20 – Винты зажима резца, 21- Рукоятка зажима резцедержки или державки, 30 – Лампа молочного цвета сигнализирует о включении станка в сеть, 31- Лампа зеленого цвета сигнализирует о работе системы импульсной смазки, 32- Лампа зеленого сигнализирует о готовности станка к работе по циклу, 33 – Лампа зеленого сигнализирует о готовности УЧПУ к работе, 34- Лампа желтого цвета сигнализирует о том, что деталь не
поджата пинолью задней бабки и пиноль не отведена в крайнее правое положение, 35 – Лампа желтого цвета сигнализирует о незакрытом
ограждении, 36 – Лампа желтого цвета сигнализирует о не зажатом патроне,
37 –
Указатель нагрузки электродвигателя
главного движения.
Обозначения станков – Энциклопедия по машиностроению XXL
Классификация по комплексу признаков наиболее полно отражается в общегосударственной Единой системе условных обозначений станков (табл.. 6.1). Она построена по десятичной системе все металлорежущие станки разделены на десять групп, группа — на десять типов, а тип — на десять типоразмеров. В группу объединены станки по общности технологического метода обработки или близкие по назначению (например, сверлильные и расточные). Типы станков характеризуют такие признаки, как назначение, степень универсальности, число главных рабочих органов, конструктивные особенности. Внутри типа станки различают по техническим характеристикам. [c.281]КЛАССИФИКАЦИЯ И ОБОЗНАЧЕНИЕ СТАНКОВ. [c.67]
Классификация и обозначение станков. В отечественной и зарубежной литературе отсутствует четкая классификация станков для сборки покрышек различного назначения. [c.67]
В целях более полной информации потребителя о сборочном станке новый ГОСТ 15940—80 Станки для сборки покрышек. Общие технические условия , разработанный взамен ГОСТ 15940—75 и вводимый в действие с 1 января 1982 г., предусматривает в структурной схеме условного обозначения станка такие дополнительные характеристики, как диапазон ширины сборочных барабанов, конструктивные особенности механизма складывания барабана, расстояние от торца барабана до кромки группы слоев корда и диапазон диаметров расположения рабочих поверхностей устройств для посадки крыльев.
Тип и габарит станка, диаметр и диапазон ширины барабанов, расстояние от торца барабана до кромки группы слоев корда, диапазон диаметров расположения рабочих поверхностей устройств для посадки крыльев и ширина слоя (группы слоев) корда приводятся в условном обозначении станка конкретными показателями в пределах значений, данных в табл.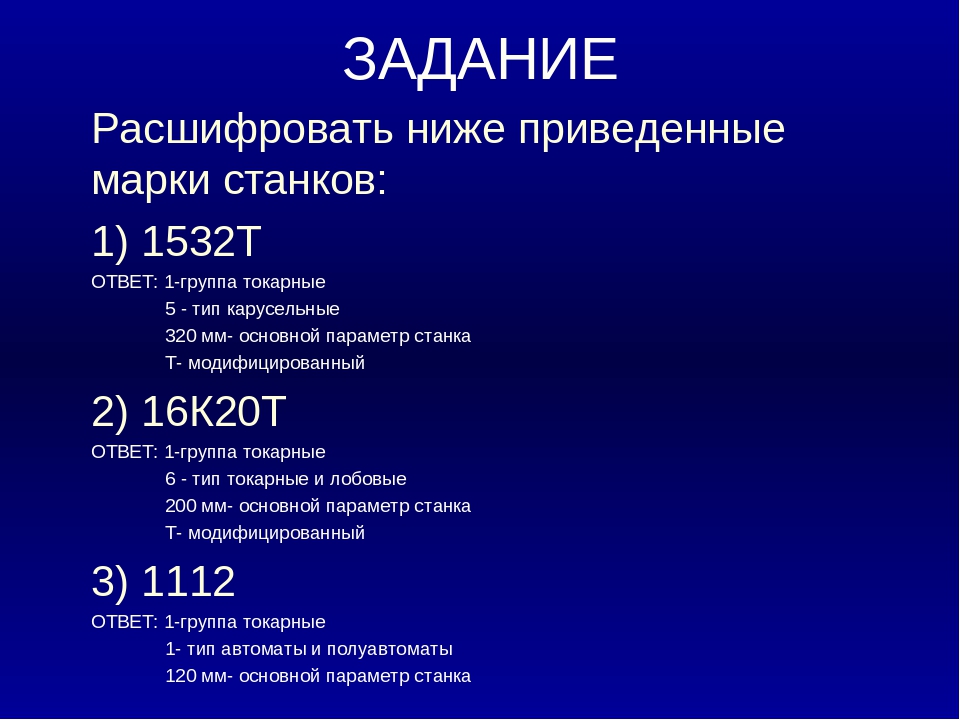 3.1.
[c.70]
3.1.
[c.70]
Установленная в ГОСТ 15940—80 классификация и условное обозначение станков для сборки покрышек содержат значительно больше данных о конструктивных особенностях станков и этим выгодно отличаются от предложенных в работах [12, 13] классификаций и наиболее полно соответствуют классификации, приведенной на рис. 3.1. [c.72]
КЛАССИФИКАЦИЯ И СИСТЕМА ОБОЗНАЧЕНИЯ СТАНКОВ [c.222]
Нумерация. В России принята единая система условных обозначений станков, основанная на присвоении каждой модели станка шифра (номера). Все станки делят на 10 групп, каждая группа подразделяется на 10 типов и каждый тип — на 10 типоразмеров. Номер, присваиваемый каждой модели станка, может состоять из трех или четырех цифр и букв. Первая цифра номера показывает группу, к которой относится данный станок. Вторая цифра указывает на тип станка в данной группе, третья или третья и четвертая цифры совместно обозначают условный размер станка. Для того чтобы обозначить конструктивное исполнение станков одного и того же размера, но с различными техническими характеристиками, между цифрами вводится буква. Буквы, расположенные в конце номера, означают выпуск станков различных модификаций одной и той же базовой модели. [c.362]
Примечание. В графе Станок приведено условное обозначение станков и приспособления. [c.68]
Например в обозначениях токарных станков 1620, 1616, 1670 цифры показывают высоту центров в сантиметрах или дециметрах, В обозначении станка 323 первая цифра характеризует группу [c.6]
Модель станка обозначают соответствующим номером. Советские станкостроительные заводы обычно пользуются двузначной нумерацией, согласно которой первая цифра определяет группу станка, вторая (1—9) — его характерный признак (тип, модель). В обозначениях станков часто встречаются трех- и четырехзначные числа, иногда цифры с буквами. Буквы, а также третьи и четвертые цифры обозначений определяются заводом-изготовите-лем, обозначая размеры обрабатываемой на станке детали, модернизацию и т.
 п. Например,
[c.535]
п. Например,
[c.535]В технической литературе применяются условные обозначения станков, состоящие из трех, четырех цифр. Иногда между первой и второй цифрами или в конце условного обозначения вставляется буква. По принятой системе обозначений типов металлорежущих станков все станки разбиты на группы и в условных обозначениях, первая цифра слева означает группу станка. Группа токарных станков обозначается цифрой 1, сверлильные и расточные станки цифрой 2, станки с абразивным инструментом — цифрой 3, комбинированные (специальные) станки — 4, зубообрабатывающие и резьбонарезные — 5, фрезерные — 6, строгальные, долбежные и протяжные — 7, разрезные — 8 и все остальные, не относящиеся к вышеперечисленным станкам — цифрой 9. [c.25]
При выборе оборудования необходимо учитывать принятую методику обозначения моделей станков. В основу обозначений станков положена их классификация по группам, типам и типоразмерам. [c.14]
Нумерация. В СССР принята единая система условных обозначений станков, основанная на присвоении каждой модели станка шифра (номера). Нумерация металлорежущих станков, разработанная Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), построена на десятичной системе. [c.345]
Каждому станку по единой системе присваивается свой номер или индекс. Первая буква является начальной буквой обозначения станка или вида станка, а вторая и третья — начальными буквами основного отличительного признака станка. Цифры, стоящие после букв, характеризуют величину основного параметра станка и очередной номер модели. [c.140]
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СТАНКОВ [c.88]
В станкостроительной промышленности Советского Союза принята определенная систе.ма условного обозначения станков. По этой системе каждая модель станка должна иметь свое обозначение (шифр, номер), по которому ее легко можно отличить от другой модели.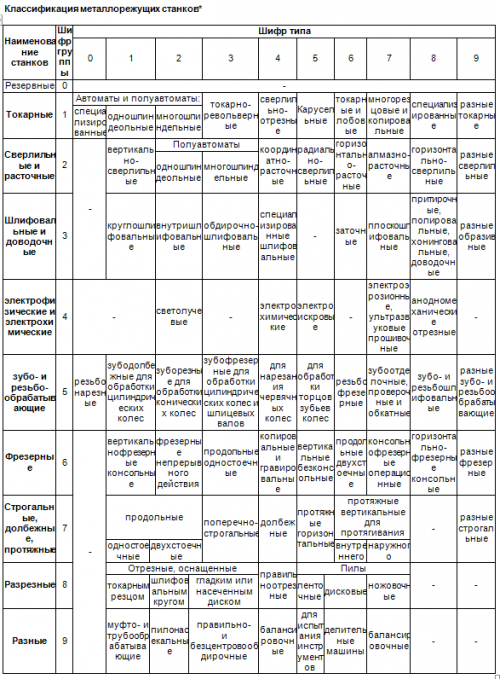 По принятой системе каждой модели станка присваивается свой трех- или четырехзначный условный номер. Первая цифра номера указывает группу, к которой относится данный станок (токарная, фрезерная, шлифовальная и т. п.), вторая обозначает тип станка, третья и четвертая цифры — размерную характеристику станка. Если модель станка модернизирована, то в середину номера вводят дополнительную букву. В тех случаях, когда станок выпускается в разных вариантах, дополнительная буква ставится в конце номера.
[c.88]
По принятой системе каждой модели станка присваивается свой трех- или четырехзначный условный номер. Первая цифра номера указывает группу, к которой относится данный станок (токарная, фрезерная, шлифовальная и т. п.), вторая обозначает тип станка, третья и четвертая цифры — размерную характеристику станка. Если модель станка модернизирована, то в середину номера вводят дополнительную букву. В тех случаях, когда станок выпускается в разных вариантах, дополнительная буква ставится в конце номера.
[c.88]
В условных обозначениях станков других групп первой цифрой будет не единица, а другая цифра, например, для шлифовальных — 3, для фрезерных — 6 и т. д. [c.88]
В паспорте дается точное наименование станка, его модель, условный шифр обозначения станка, указываются его назначение и возможные виды обработки на нем. К паспорту прилагаются фотография станка, чертежи общего вида и основных деталей и узлов. Важным элементом паспорта являются прилагаемые к нему схемы — кинематическая, гидравлическая, электрическая, схемы управления станком, схемы смазки и охлаждения. Кинематическая схема позволяет изучить все движения станка, облегчает задачу его настройки на необходимые режимы работы и на установленный цикл обработки деталей. [c.208]
Примеры обозначений станков [c.175]
В настоящее время отсутствует единая классификация и обозначение станков для сборки покрышек различного назначения, начиная с велосипедных, мотоциклетных, мотороллерных. [c.70]
Согласно ГОСТ 15940—75, в условное обозначение станка для сборки покрышек входит тип станка, типоразмер (габарит), наибольший диаметр барабана, ширина слоя (группы слоев) корда, метод сборки покрышек. Например, СПД 2-660-1ЮОП— это станок для сборки покрышек на полудорновом барабане с диапазоном диаметров барабанов 600—660 мм и наибольшей шириной слоя корда 1100 мм послойным методом. [c.70]
Модель станка обозначается тремя или четырьмя цифрами с добавлением в некоторых случаях букв.
 Таким образом, обозначение токарно-винторезного станка модели 16К20П следует расшифровать так токарно-винторезный станок (первые две цифры) с высотой центров (половина наибольшего диаметра обработки) 200 мм, повышенной точности П и очередной модификации К. При обозначении станков с числовым программным управлением (ЧПУ) добавляют еще буквы и цифры, например 16К20ПФЗ (ФЗ — числовое управление тремя координатными движениями).
[c.9]
Таким образом, обозначение токарно-винторезного станка модели 16К20П следует расшифровать так токарно-винторезный станок (первые две цифры) с высотой центров (половина наибольшего диаметра обработки) 200 мм, повышенной точности П и очередной модификации К. При обозначении станков с числовым программным управлением (ЧПУ) добавляют еще буквы и цифры, например 16К20ПФЗ (ФЗ — числовое управление тремя координатными движениями).
[c.9]По комплексу признаков разработана полная классификация металлорежущих станков. В ней девять групп 1 — токарные 2 — сверлильные и расточные 3 — шлифовальные, полировальные, доводочные и заточные 4 — электрофизические и электрохимические 5 — зубо- и резьбообрабатывающие 6 — фрезерные 7 — строгальные, долбежные и протяжные 8 — отрезные 9 — разные. Каждая группа станков делится на десять типов (подгрупп). По комплексной классификации станку присваивается определенный шифр. Первая цифра означает группу станка, вторая — тип, следующая за первой или второй цифрами буква означает уровень модернизации или улучшения, далее следуют цифры, характеризующие основные размеры рабочего пространства станка. Буквы, стоящие после цифр, указывают на модификацию базовой модели или на особые технологические возможности (например, повышенную точность). Например, станок 16К20П цифра 1 означает токарную группу, 6 — токарно-винторезный тип, К — очередную модернизацию базовой модели, 20 — высоту центров (200 мм), П — повышенную точность. Для станков с программным управлением (ПУ) в обозначение добавляют букву Ф с цифрой Ф1 — с предварительным набором координат и цифровой индикацией Ф2 — с позиционной системой числового программного управления (ЧПУ) ФЗ — с контурной системой ЧПУ (например, 16К20ПФЗ) Ф4 — с универсальной системой управления ЧПУ. В обозначение станков с цикловыми системами ПУ вводится буква Ц, а с оперативными системами ПУ — буква Г. [c.469]
Обозначения — станок 2— межоперацнонный транспортер транспортное устройство подачи в рабочую зону 4 —питатель 5 — накопитель — моечная машина 7 — транспортер возврата спутников 8 — спутник. [c.506]
[c.506]
Обозначения / – станок 2 — автооператор 3 межоперационньтй транспортер 4 — изделие-заготовка 5 — загрузочное устройство 6 — разгрузочное устройство 7 — портальное устройство 8 — подающий транс-портер Ф — отводящий транспортер 10 — делитель потока. [c.510]
Система нумерации (условного обозначения) станков отечественного производства основана на присвоении каждой модели станка определенного номера. Обозначение модели станка состоит из трех (или четырех) цифр, иногда с добавлением прописных букв, обозначающих дополнительную характеристику станка. Первая цифра указывает группу, к которой относится станок (см. табл. 12,1) вторая—тип станка в пределах данной группы третья (а при четырехцкфровом обозначений— третья и четвертая цифры) — условно характеризует основные техно-логические особенности станка (например, наибольший диаметр обрабатываемой детали, наибольший диаметр инструмента, размеры стола и др.). [c.231]
В строке 1 записано обозначение программы, в строке 2 — условное обозначение станка с ЧПУ (мод. СФП-500), в строке 3 -комментарии название детали, номер детали и фамилия программиста. В строках 4 и 5 заданы точки ТК1, ТК2 и ТКЗ с помошью числовых значений координат X и У. [c.907]
Нумерация. В СССР принята единая система условных обозначений станков, основанная на присвоении каж-,дой модели станка шифра (номера). Все станки делят на 10 групп, каждая группа подразделяется на 10 типов и каждый тип — на 10 типоразмеров. Номер, присваиваемый каждой модели станка, может состоять из трех или четырех цифр и букв. Первая цифра номера показывает сруппу, к которой относится данный станок. Вторая Щ1ф- [c.183]
В СССР принята единая система условных обозначений станков, основанная на присвоении каждой модели станка шифра (номера). Так как полировальные станки входят в третью группу металлорежущих станков, то впереди идет цифра 3 , например 3852, 3853 и т. д. Если станки модифицированы, то за цифрой 3 следуют буквы А, Б, В и т. д. (ЗА852). Нумерация узко специализированных полировальных станков чаще не подчиняется общепринятому обозначению, предложенному ЭНИСом. Дербентский завод шлифовальных станков выпускает Специальные полировальные станки, которые имеют обозначение моделей ДШ-1, ДШ-21, ДШ-2 и др. Здесь буквы обозначают завод-изготовитель Дербентский шлифовальный , а цифры обозначают порядковый номер модели станка. Подобные обозначения имеют полировальные станки, выпускаемые другими заводами страны.
[c.106]
д. Если станки модифицированы, то за цифрой 3 следуют буквы А, Б, В и т. д. (ЗА852). Нумерация узко специализированных полировальных станков чаще не подчиняется общепринятому обозначению, предложенному ЭНИСом. Дербентский завод шлифовальных станков выпускает Специальные полировальные станки, которые имеют обозначение моделей ДШ-1, ДШ-21, ДШ-2 и др. Здесь буквы обозначают завод-изготовитель Дербентский шлифовальный , а цифры обозначают порядковый номер модели станка. Подобные обозначения имеют полировальные станки, выпускаемые другими заводами страны.
[c.106]
Согласно принятой классификации металлорежущих станков, протяжные станки входят в группу 7, в которой к типу 5 относятся горизонтальные и к типу 7 вертикальные. Эти цифры стоят первыми в обозначении станка. Следующие две цифры обозначают тяговое усилие станка в т. В обозначении модели станка, кроме цифр, могут входить и буквы. Если буква стоит после первой цифры, это обозначает, что конструкция станка подвергалась усовершенствованию в сравнении с прежней моделью. Если буква стоит в конце номера станка, то это значит, что данный станок является видоизменением основной базовой модели. Специальные протяжные станки обозначаются условными з родскими номерами. [c.175]
Токарный станок 16К25
Токарно-винторезный станок 16К25Обозначение Токарно-винторезный станок 16К25:
Цифра 1: токарный станок
Цифра 6: токарно-винторезный станок
К: модернизация базовой модели
Цифра 25: высота центров 250мм
Общий вид Токарно-винторезный станок 16К25:
Назначение Токарно-винторезный станок 16К25:
Универсальный токарно-винторезный станок 16К25 предназначен для выполнения токарных работ. Станок спроектирован на базе станка 16К20 с модификацией для обработки диаметров изделий до 500мм. Станок изготавливается в двух модификациях: наибольшая длина обрабатываемой заготовки до 2000мм и с наибольшей длиной обрабатываемой заготовки 710мм. Станок 16К25 используется в мелко серийном или единичном производстве.
Станок 16К25 используется в мелко серийном или единичном производстве.
Технические характеристики Токарно-винторезный станок 16К25:
Класс точности – Н
Наибольшая длина обрабатываемой заготовки – 710мм
Высота оси центров над плоскими направляющими станины – 250мм
Частота вращения шпинделя – 12,5…1600об/мин
Подача:
Продольная – 0,05…2,8мм/об
Поперечная – 0,025…1,4мм/об
Наибольшее усилие механизма подач:
Продольное перемещение:
На упоре – 7845Н
На резце – 5884Н
Поперечное перемещение:
На упоре – 4510Н
На резце – 3530Н
Наибольший диаметр заготовки:
Над станиной – 500мм
Над поперечными салазками суппорта – 290мм
При установки в отверстии шпинделя – 53мм
Наибольшая длина обтачивания – 645мм
Пределы шагов нарезаемых резьб:
Метрическая – 0,5…112мм
Дюймовая (число ниток на дюйм 1”) – 56…0,5мм
Модульная (модуль) – 0,5…112мм
Питчевая (питч) – 56…0,5мм
Максимальная масса изделия:
В патроне – 300кг
В центрах – 650кг
Двигатель главного привода:
Мощность – 11кВт
Частота вращения – 1460об/мин
Габариты: длина, ширина, высота – 2505х1240х1500
Масса станка – 2925кг
| Показатели заготовки, обрабатываемой на станке: | ||
| Наибольший диаметр обрабатываемой заготовки: – над станиной, мм – закрепленной в патроне и проходящей через отверстие в шпинделе, мм |
320 50 |
|
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм, не менее | 200 | |
| Наибольшая длина обработки, мм, не менее | 735 | |
| Высота центров над направляющими станины, мм | 255 | |
. |
||
| Показатели инструмента, устанавливаемого на станке: | ||
| Наибольшая высота резца, устанавливаемого в резцедержателе, мм | 25 | |
| Предельные диаметры сверления, мм по стали / по чугуну |
25 / 28 |
|
| Число позиций инструментальной головки | 8 | |
| Диаметр отверстия в револьверной голове под цилиндрический хвостовик державки при базировании по отверстию, мм |
40 | |
| . | ||
| Показатели основных и вспомогательных движений станка: | ||
| Количество диапазонов скоростей шпинделя: прямого вращения / обратного вращения |
3 / 3 | |
| Пределы частот шпинделя, мин-1 | 20 – 2500 | |
| Способ регулирования частоты вращения шпинделя бабки шпиндельной | бесступенчато | |
| Пределы шагов нарезаемых резьб | 0,25-40 | |
| . | ||
| Показатели силовой характеристики станка: | ||
| Наибольший крутящий момент на шпинделе, Нм | 800 | |
| Мощность привода главного движения, кВт | 11 | |
| Мощность привода продольного перемещения, кВт | 2,5 | |
| Мощность привода поперечного перемещения, кВт | 2,5 | |
| Мощность привода охлаждения шпиндельной бабки, кВт | 0,25 | |
| Мощность привода охлаждения суппорта и винтовых пар, кВт | 0,2 | |
| Суммарная мощность установленных на станке электродвигателей, кВт | 16,45 | |
| Суммарная потребляемая мощность станка, (наибольшая), кВт | 17 | |
. |
||
| Показатели габарита и массы станка: | ||
| Габаритные размеры станка, мм, не более: – длина (для станка с индексом «П») – ширина (для станка с индексом «К») – высота |
3220 (3600) 1750 (2250) 1675 |
|
| Масса станка, кг, не более | 3800 (4380) | |
| Габаритные размеры станка в упаковке, мм, не более: – длина – ширина – высота |
3710 2040 2160 |
|
| Масса станка в упаковке, кг, не более | 4500 | |
| . | ||
| Характеристика электрооборудования: | ||
| Род тока питающей сети | Переменный, трехфазный | |
| Частота тока, Гц | 50 | |
| Напряжение, В | 380±38 | |
| Напряжение цепи управления, В | 110 и 24 | |
| Напряжение цепи местного освещения, В | 220 | |
| . | ||
| Корректированный уровень звуковой мощности, дБа | 102 | |
| Класс точности станка по ГОСТ 8-82 | П | |
Разновидности и маркировка фрезерных станков
В зависимости от назначения фрезерные станки подразделяются на станки общего назначения, специализированные и специальные. На станках общего назначения можно выполнять самые разнообразные виды фрезерования.
 К ним, в частности, относятся консольно-, бесконсольно- и продольно-фрезерные станки. Для определенных видов фрезерных операций служат специализированные станки, например, копировально-фрезерные, резьбо-фрезерные. Специальные станки предназначены для выполнения строго определенной операции фрезерования.
К ним, в частности, относятся консольно-, бесконсольно- и продольно-фрезерные станки. Для определенных видов фрезерных операций служат специализированные станки, например, копировально-фрезерные, резьбо-фрезерные. Специальные станки предназначены для выполнения строго определенной операции фрезерования.Консольно-фрезерные станки получили широкое применение при обработке разнообразных деталей с различной степенью точности в условиях единичного, серийного, а при оснащении их быстродействующими зажимными устройствами и средствами автоматизации — массового производства.
Наличие поворотного стола у горизонтальных и поворотной шпиндельной головки у вертикальных консольно-фрезерных станков еще больше расширяет их технологические возможности, так как на них можно фрезеровать винтовые канавки, наклонные поверхности и скосы.
Широкоуниверсальные консольно-фрезерные станки, созданные на базе горизонтально-фрезерных, имеют добавочную вертикальную шпиндельную головку, которую можно повернуть на угол ±90° в продольном и ±45° в поперечном направлениях. На них можно выполнять разнообразные фрезерные операции, а также сверление, растачивание отверстий, подрезание торцов в различных плоскостях заготовки при ее неизменной установке. Поэтому их широко применяют в цехах инструментального производства.
Основным недостатком консольно-фрезерных станков является малая жесткость консоли и относительно небольшие размеры стола, что не позволяет обрабатывать крупногабаритные и имеющие большую массу детали.
Для этой цели предусмотрены бесконсольно-фрезерные станки, у которых нет консоли, а стол может перемещаться только в продольном и поперечном направлениях. Бесконсольно-фрезерный станок (рис. 103) состоит из станины 1, по горизонтальным направляющим которой стол 3 может перемещаться в поперечном направлении, а по направляющим 2 — в продольном. Co станиной жестко соединены стойка 4 с вертикальными направляющими, по которым двигается шпиндельная головка 5 с закрепленной фрезой.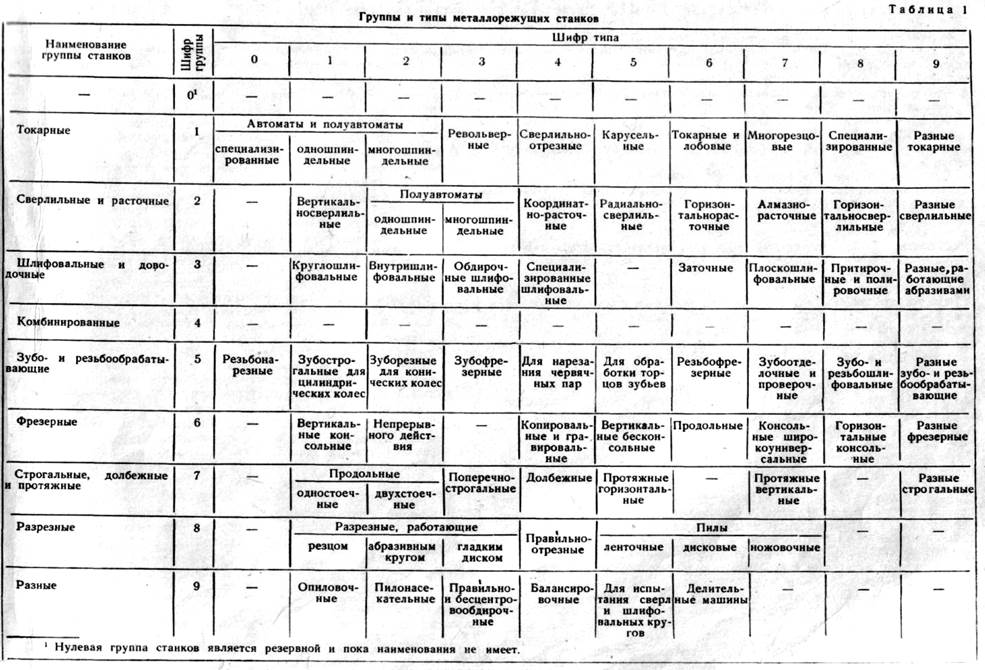 Перемещением шпиндельной головки осуществляется установка фрезы на размер фрезерования.
Перемещением шпиндельной головки осуществляется установка фрезы на размер фрезерования.
Станки, у которых стол имеет большие размеры и может перемещаться только в продольном направлении, называются продольно-фрезерными. Они применяются для обработки крупногабаритных деталей массой до нескольких сот тонн. Как правило, такие станки насчитывают несколько шпинделей, расположенных горизонтально и вертикально. Они могут быть повернуты на угол до 30° в разные стороны, что обеспечивает обработку наклонных поверхностей и скосов.
Двухшпиндельный продольно-фрезерный станок (рис. 104) состоит из станины 1, по горизонтальным направляющим которой двигается стол 2. К станине прикреплены стойки 4 и 6 с вертикальными направляющими для перемещения вверх или вниз шпиндельных бабок 3 и 7. Для увеличения жесткости конструкции станка обе стойки соединены между собой поперечиной 5.
У станков больших размеров на направляющих стоек установлена траверса, на которой монтируются шпиндельные бабки с вертикальными шпинделями. Шпиндельные бабки могут перемещаться по траверсе в поперечном, а вместе с траверсой — в вертикальном направлениях. Каждая бабка имеет самостоятельный электродвигатель, а шпиндели могут вращаться с различной частотой вращения.
Карусельно-фрезерные станки имеют круглый вращающийся стол большого диаметра, установленный на станине. По числу шпинделей они бывают одно- и двухшпиндельные.
Двухшпиндельный карусельный фрезерный станок (рис. 105) состоит из станины 5, на которой смонтирован круглый вращающийся стол 1. По направляющим станины стол может двигаться в поперечном направлении. Co станиной жестко соединена стойка 4, по вертикальным направляющим которой вверх и вниз может перемещаться шпиндельная бабка 3. Заготовки 2, установленные на медленно и непрерывно вращающемся столе, проходят под шпинделями с торцовыми фрезами, одна из которых служит для черновой, а вторая — для чистовой обработки. За счет осевого перемещения шпинделей можно регулировать глубину снимаемого слоя металла каждой фрезой.
Карусельно-фрезерные станки имеют высокую производительность, так как обеспечивают непрерывность процесса фрезерования. Снятие обработанных деталей и установка на их место новых заготовок производится без остановки вращения стола в процессе фрезерования. Поэтому они находят широкое применение в условиях крупносерийного и массового производства.
Маркировка фрезерных станков. В соответствии с принятой системой условных обозначений каждой модели станка присваивается определенное цифровое и буквенное обозначение в виде шифра, состоящего из трех или четырех цифр и букв. Первая цифра показывает группу, к которой относится станок (токарная, шлифовальная, фрезерная и т. д.). Фрезерные станки отнесены к шестой группе, поэтому шифр каждой их модели начинается с цифры 6. Вторая цифра обозначает тип станка данной группы. Для фрезерных станков она имеет следующее обозначение: — консольно-фрезерные вертикальные; 2 — карусельно-фрезерные; 3 — свободная группа; 4 — копировально-фрезерные; 5 — вертикальные бесконсольные; 6 — продольно-фрезерные; 7 — консольно-фрезерные операционные; 8 — консольно-фрезерные горизонтальные; 9 — разные.
Третья цифра, а для крупных фрезерных станков и четвертая условно обозначают основные размеры станка, к которым относится размер рабочей поверхности стола и размерная гамма — сочетание разных исполнений станка при неизменной основной размерной характеристике стола.
В нашей стране консольно-фрезерные станки изготавливаются пяти типоразмеров: нулевого, первого, второго, третьего и четвертого. По каждому типоразмеру выпускается полная гамма станков: горизонтальные, вертикальные и широкоуниверсальные.
Если буква стоит между первой и второй цифрами, это означает, что модель подверглась усовершенствованию по сравнению с базовой. Буква, стоящая в конце номера модели, показывает, что изменилась базовая первоначальная модель станка, и обозначает: Г — станок горизонтальный, не имеющий поворотного стола; П — вертикально-фрезерный станок, оснащенный поворотной шпиндельной головкой, Ш — широкоуниверсальный.
Например, шифром 6Р82Ш обозначается широкоуниверсальный консольно-фрезерный станок шестой группы 2-го размера, в конструкции которого произошли изменения по сравнению с предыдущей моделью 6М82Ш.
URL-декодирование “токарных станков” – URL-декодирование и кодирование
Около Встречайте URL Decode and Encode, простой онлайн-инструмент, который делает именно то, что говорит: декодирует из URL-кодирования, а также быстро и легко кодирует его. URL-кодируйте ваши данные без проблем или декодируйте их в удобочитаемый формат. Кодирование URL-адреса, также известное как «процентное кодирование», представляет собой механизм кодирования информации в унифицированном идентификаторе ресурса (URI). Хотя это называется кодированием URL-адресов, на самом деле оно используется более широко в основном наборе универсальных идентификаторов ресурсов (URI), который включает как универсальный указатель ресурсов (URL), так и универсальное имя ресурса (URN).Как таковой он также используется при подготовке данных типа носителя «application / x-www-form-urlencoded», как это часто бывает при отправке данных HTML-формы в HTTP-запросах.
Дополнительные параметры
- Набор символов: В случае текстовых данных схема кодирования не содержит набора символов, поэтому вы должны указать, какой набор символов использовался в процессе кодирования. Обычно это UTF-8, но может быть и множество других; если вы не уверены, поиграйте с доступными опциями или попробуйте опцию автоопределения.Эта информация используется для преобразования декодированных данных в набор символов нашего веб-сайта, чтобы все буквы и символы могли отображаться правильно. Обратите внимание, что это не имеет отношения к файлам, поскольку к ним не нужно применять безопасные веб-преобразования.
- Декодировать каждую строку отдельно: Закодированные данные обычно состоят из непрерывного текста, поэтому даже символы новой строки преобразуются в их формы с процентной кодировкой. Перед декодированием все незакодированные пробелы удаляются из ввода для защиты целостности ввода.Эта опция полезна, если вы собираетесь декодировать несколько независимых записей данных, разделенных переносом строки.
- Режим реального времени: Когда вы включаете эту опцию, введенные данные немедленно декодируются с помощью встроенных функций JavaScript вашего браузера, без отправки какой-либо информации на наши серверы. В настоящее время этот режим поддерживает только набор символов UTF-8.
 Перед декодированием все незакодированные пробелы удаляются из ввода для защиты целостности ввода.Эта опция полезна, если вы собираетесь декодировать несколько независимых записей данных, разделенных переносом строки.
Перед декодированием все незакодированные пробелы удаляются из ввода для защиты целостности ввода.Эта опция полезна, если вы собираетесь декодировать несколько независимых записей данных, разделенных переносом строки.Все коммуникации с нашими серверами осуществляются через безопасные зашифрованные соединения SSL (https).Мы удаляем загруженные файлы с наших серверов сразу после обработки, а полученный загружаемый файл удаляется сразу после первой попытки загрузки или 15 минут бездействия (в зависимости от того, что короче). Мы никоим образом не храним и не проверяем содержимое отправленных данных или загруженных файлов. Ознакомьтесь с нашей политикой конфиденциальности ниже для получения более подробной информации.
Совершенно бесплатно
Наш инструмент можно использовать бесплатно. Отныне для таких простых задач не нужно скачивать никакого программного обеспечения.
Подробная информация о кодировке URL-адресов
Типы символов URI
Допустимые символы в URI либо зарезервированы, либо не зарезервированы (или символ процента как часть процентного кодирования). Зарезервированные символы – это символы, которые иногда имеют особое значение. Например, символы прямой косой черты используются для разделения различных частей URL-адреса (или, в более общем смысле, URI). Незарезервированные символы не имеют такого особого значения. При использовании процентного кодирования зарезервированные символы представляются с помощью специальных последовательностей символов.Наборы зарезервированных и незарезервированных символов, а также обстоятельства, при которых определенные зарезервированные символы имеют особое значение, немного меняются с каждой новой редакцией спецификаций, управляющих URI и схемами URI.
Другие символы в URI должны быть закодированы в процентах.
Зарезервированные символы с процентным кодированием
Когда символ из зарезервированного набора («зарезервированный символ») имеет особое значение («зарезервированное назначение») в конкретном контексте, а схема URI говорит, что необходимо использовать это символ для какой-либо другой цели, тогда этот символ должен быть закодирован в процентах.Процентное кодирование зарезервированного символа означает преобразование символа в соответствующее ему байтовое значение в ASCII и последующее представление этого значения в виде пары шестнадцатеричных цифр. Цифры, которым предшествует знак процента (“%”), затем используются в URI вместо зарезервированного символа. (Для символа, отличного от ASCII, он обычно преобразуется в свою байтовую последовательность в UTF-8, а затем каждое значение байта представляется, как указано выше.)
Зарезервированный символ «/», например, если он используется в пути « “компонент URI, имеет особое значение как разделитель между сегментами пути.Если в соответствии с заданной схемой URI «/» должен находиться в сегменте пути, тогда в этом сегменте должны использоваться три символа «% 2F» (или «% 2f») вместо «/».
Зарезервированные символы, которые не имеют зарезервированной цели в конкретном контексте, также могут быть закодированы в процентах, но семантически не отличаются от других символов.
В компоненте «запрос» URI (часть после символа «?»), Например, «/» по-прежнему считается зарезервированным символом, но обычно не имеет зарезервированного назначения (если в конкретной схеме URI не указано иное).Символ не нужно кодировать в процентах, если он не имеет зарезервированной цели.
URI, которые различаются только тем, является ли зарезервированный символ закодированным в процентах или нет, обычно считаются неэквивалентными (обозначающими один и тот же ресурс), кроме случаев, когда рассматриваемые зарезервированные символы не имеют зарезервированной цели.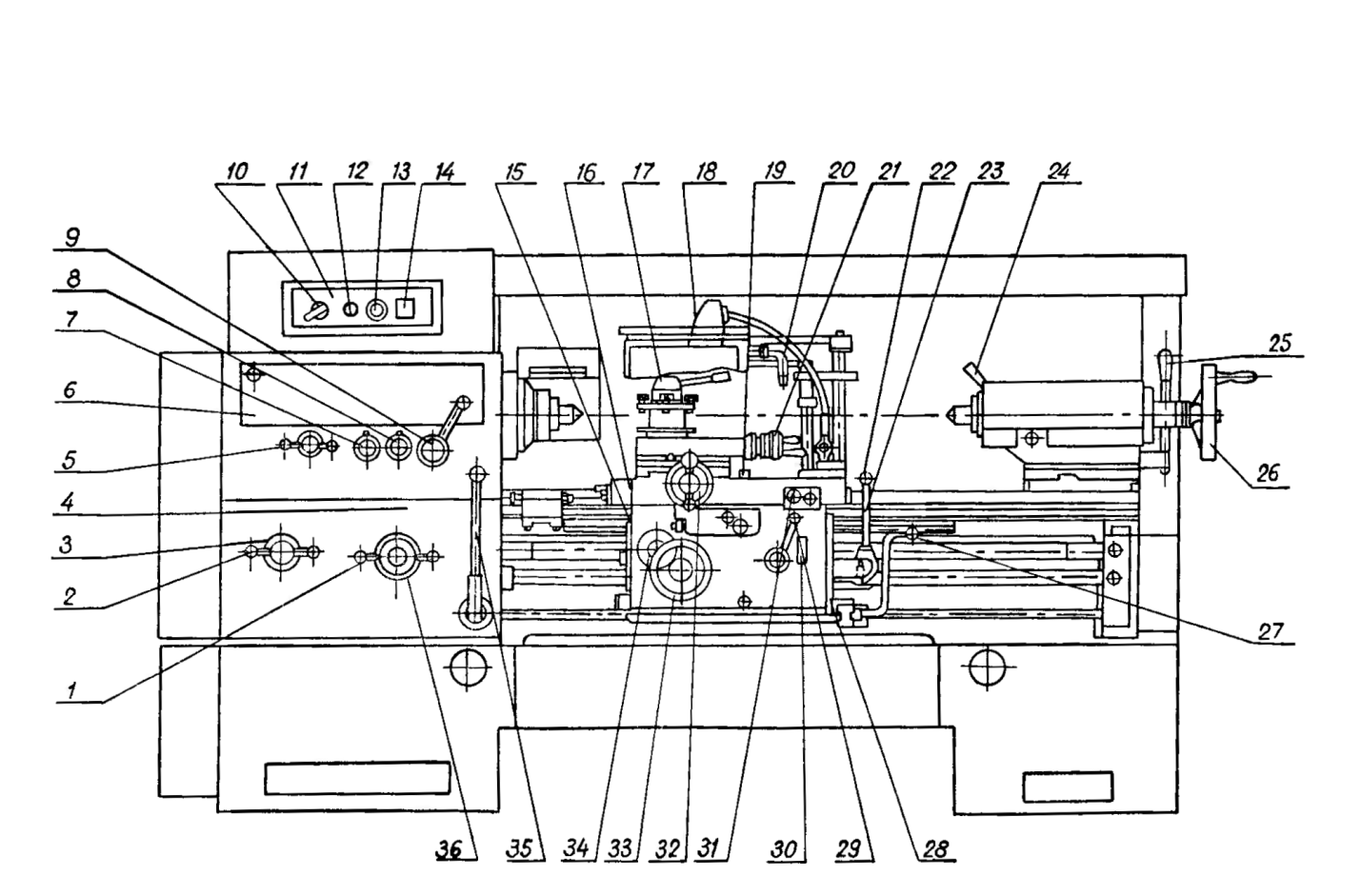 Это определение зависит от правил, установленных для зарезервированных символов отдельными схемами URI.
Это определение зависит от правил, установленных для зарезервированных символов отдельными схемами URI.
Процентное кодирование незарезервированных символов
Символы из незарезервированного набора никогда не нуждаются в процентном кодировании.
URI, которые различаются только тем, является ли незарезервированный символ закодированным в процентах или нет, эквивалентны по определению, но процессоры URI на практике не всегда могут обрабатывать их одинаково. Например, потребители URI не должны обрабатывать «% 41» иначе, чем «A» («% 41» – это процентное кодирование «A») или «% 7E» иначе, чем «~», но некоторые это делают. Поэтому для максимальной совместимости производителям URI не рекомендуется использовать процентное кодирование незарезервированных символов.
Процентное кодирование символа процента
Поскольку символ процента («%») служит индикатором для октетов, закодированных в процентах, он должен быть закодирован в процентах как «% 25», чтобы этот октет использовался в качестве данных в URI.
Процентное кодирование произвольных данных
Большинство схем URI включают представление произвольных данных, таких как IP-адрес или путь файловой системы, как компоненты URI. Спецификации схемы URI должны, но часто этого не делать, предоставлять явное сопоставление между символами URI и всеми возможными значениями данных, представленными этими символами.
Двоичные данные
С момента публикации RFC 1738 в 1994 году было указано, что схемы, которые обеспечивают представление двоичных данных в URI, должны разделять данные на 8-битные байты и кодировать каждый байт в процентах в таким же образом, как указано выше.Например, байтовое значение 0F (шестнадцатеричное) должно быть представлено как «% 0F», а байтовое значение 41 (шестнадцатеричное) может быть представлено как «A» или «% 41». Использование незакодированных символов для буквенно-цифровых и других незарезервированных символов обычно предпочтительнее, поскольку это приводит к более коротким URL-адресам.
Символьные данные
Процедура процентного кодирования двоичных данных часто экстраполировалась, иногда неправильно или не полностью, для применения к символьным данным.В годы становления Всемирной паутины при работе с символами данных в репертуаре ASCII и использовании соответствующих им байтов в ASCII в качестве основы для определения последовательностей, закодированных в процентах, эта практика была относительно безвредной; многие предполагали, что символы и байты взаимно однозначно сопоставлены и взаимозаменяемы. Однако потребность в представлении символов вне диапазона ASCII быстро росла, и схемы и протоколы URI часто не обеспечивали стандартных правил подготовки символьных данных для включения в URI.В результате веб-приложения начали использовать различные многобайтовые кодировки, кодировки с отслеживанием состояния и другие несовместимые с ASCII кодировки в качестве основы для процентного кодирования, что привело к неоднозначности, а также затруднило надежную интерпретацию URI.
Например, многие схемы и протоколы URI, основанные на RFC 1738 и 2396, предполагают, что символы данных будут преобразованы в байты в соответствии с некоторой неопределенной кодировкой символов, прежде чем будут представлены в URI незарезервированными символами или байтами, закодированными в процентах.Если схема не позволяет URI предоставлять подсказку относительно того, какая кодировка использовалась, или если кодировка конфликтует с использованием ASCII для процентного кодирования зарезервированных и незарезервированных символов, то URI не может быть надежно интерпретирован. Некоторые схемы вообще не учитывают кодирование и вместо этого просто предлагают, чтобы символы данных отображались непосредственно на символы URI, что оставляет на усмотрение отдельных пользователей решать, следует ли и как процентно кодировать символы данных, которые не входят ни в зарезервированные, ни в незарезервированные наборы.
Произвольные символьные данные иногда кодируются в процентах и используются в ситуациях, не связанных с URI, например, для программ обфускации паролей или других системных протоколов трансляции.

Саут Бенд Токарный станок Ко.
Главная> Серийные номераСерийный номер проштампован на конце задней бабки станины между плоской и v-образные пути. Он используется для определения размера и типа токарного станка, а также любых специальных функции или вложения.Самые ранние записи показывают, что токарные станки были пронумерованы последовательно, начиная с 700 в июле 1910 г. и заканчивая 186514 марта, 1947.
После этой даты новая система нумерации добавила трехбуквенный код для обозначения 1) качели, 2) комбинация передач и фартука и расположение привода, и 3) размер отверстия шпинделя, тип поворота и особенности.
| Например: | «2345» | «РКЛ» | «7» |
это 2345-й построенный 10-дюймовый токарный станок.Имеет быстросменные шестерни, фартук фрикционной подачи, а под моторным приводом большое отверстие для шпинделя и стандартный поворотный механизм. В номер 7 – это номер модели, который изменяется при внесении изменений в машина, не меняющая своих общих характеристик. Каждый размер качелей начинается новый числовой ряд, начиная с номера один.
Чтобы заказать карту с серийным номером онлайн, нажмите здесь
| Качать | Снаряжение, фартук и привод | Тип шпинделя и качания | |||
|---|---|---|---|---|---|
| N = | 9 дюймов | K = | Механизм быстрой смены (QCG), фартук с фрикционной подачей, Нижний моторный привод (UMD | R = | Обычное отверстие шпинделя, Стандартные качели |
| R = | 10 дюймов | P = | Стандартное переключение передач, Фартук с фрикционной подачей, UMD | L = | Большое отверстие для шпинделя, Стандартные качели |
| Т = | 13 дюймов | А = | Механизм быстрой смены (QCG), фартук с фрикционной подачей, Верхний привод промежуточного вала (CS) | E = | Обычное отверстие шпинделя, Поднятые качели |
| F = | 14 1/2 дюйма | B = | Стандартная переключающая передача (SCG), Фартук с фрикционной подачей, CS | D = | Большое отверстие для шпинделя, Поднятые качели |
| H = | 16 и 16/24 | C = | Стандартная переключающая передача (SCG), Шнековый механизм подачи, CS | Т = | Турель |
| Y = | Стандартная переключающая передача (SCG), Шнековый механизм подачи, UMD | X = | Специальный | ||
| C = | Шпиндель кулачкового замка | ||||
| K = | Шпиндель с коническим ключом | ||||
Следующие факторы, касающиеся токарного станка, передаются в каталожный номер из-за редкости заказа отремонтированных запчастей:
| Длина станины | Единственные ремонтные детали, на которые распространяется эта функция, – ходовой винт, рейка и микросхема. Сковорода. Сковорода. |
| Тип привода | Единственный ремонт, на который влияет эта функция, – это конусная опора или горизонтальный привод, ножные, моторные и моторные шкивы и ремни. |
| Типы ножек | Не показаны |
| Тип конического шкива передней бабки | Нечасто заказывается в качестве замены.Это относится к 9-дюймовым моделям A, B и Токарные станки C, если они оснащены шкивом с конусом с V-образной канавкой, а также с токарными станками 16 дюймов, когда поставляется с трехступенчатым коническим шкивом. |
Хотя кодовый номер передней бабки меняется при поставке с V-образной канавкой. шкив на 9-дюймовом токарном станке или 3-ступенчатый конический шкив на 16-дюймовом токарном станке, буква символ, обозначающий размер и тип токарного станка, остается прежним и выполняется в номер модели, как показано.Меняется только код единицы измерения, нанесенный на переднюю бабку:
| Кот. Нет. | Описание | Код устройства No. | Модель №. |
|---|---|---|---|
| 444Y | 9-дюймовый плоский ремень модели A (6 скоростей) | О212 | НКР7 |
| 544Y | 9-дюймовый клиновой ремень модели A (8-ступенчатая) | Oh212V | НКР7 |
Первый токарный станок для новичков! Я только что купил Craftsman 101.
 28970 Похоже, хорошая находка. Судя по тому, что задняя бабка серая, заказчик, должно быть, перекрасил ее, но забыл сделать заднюю бабку. Если вы купили его у частного лица, а не в закрывающемся магазине, возможно, на нем не будет много часов. Я вижу стойку для инструмента быстрой смены (неправильно установленную, если она не была настроена для какой-либо специальной операции – обычно, соединение должно быть установлено на 30 градусов по прямой, а не на 90.
28970 Похоже, хорошая находка. Судя по тому, что задняя бабка серая, заказчик, должно быть, перекрасил ее, но забыл сделать заднюю бабку. Если вы купили его у частного лица, а не в закрывающемся магазине, возможно, на нем не будет много часов. Я вижу стойку для инструмента быстрой смены (неправильно установленную, если она не была настроена для какой-либо специальной операции – обычно, соединение должно быть установлено на 30 градусов по прямой, а не на 90.Как правило, существует три или четыре типичных источника деталей.У Клаузинга по-прежнему имеется большое количество новых деталей для токарных станков Atlas. Однако, если вы недавно не ремонтировали автомобиль или крупную бытовую технику, вы можете столкнуться с небольшим шоком от наклеек из-за стоимости деталей. При звонке в Клаузинг вам, вероятно, лучше дать им эквивалентный номер модели Atlas, чем номер Craftsman. Единственное различие между бойцами Атлас и мастером – это значок. Это не повлияет на цену, но нынешние продавцы не так хорошо знакомы с машинами Atlas, как их предшественница Джолин.Номер модели Atlas будет 3991. Два других источника деталей – это eBay и Craig’s List. Другой – это форумы, подобные этому, и список A-C теперь на Groups.io (ранее на Yahoo). И, наконец, мелкие детали, производимые на коммерческой основе, в таких местах, как McMaster. Однако, хотя многие люди слишком близоруки, чтобы понять, почему, мы заинтересованы в том, чтобы Клаузинг оставался под рукой для запчастей, которые вы не можете купить в местном магазине Five & Dime.
Датировка 12-дюймовых промышленных токарных станков еще более сомнительна из-за того, что компания Timken прекратила гравировать даты на подшипниках шпинделя в 1952 или 53 годах.Так что при отсутствии оригинального счета-фактуры это лучшее предположение. Группа моделей, к которой принадлежит ваша, производилась с середины 1957 до середины 1967 года, и было выпущено около 10 000 версий Craftsman. Предполагая, что в каждом году производилось одно и то же количество, вы получаете февраль 1962 года. К счастью, точный номер модели не имеет значения, поскольку все они взяли серийные номера из общего пула. Фактическая дата могла быть +/- через год.
К счастью, точный номер модели не имеет значения, поскольку все они взяли серийные номера из общего пула. Фактическая дата могла быть +/- через год.
Какие основные компоненты токарных станков с ЧПУ и как их обслуживать?
Станок с ЧПУ (или токарный станок с ЧПУ) относится к автоматическому станку, оборудованному системой программного управления.Система управления может логически обрабатывать программу, указанную управляющим кодом или другими символическими инструкциями, и декодировать ее так, чтобы станок работал, а детали обрабатывались.
Что такое токарный станок с ЧПУ?
Токарный станок с ЧПУ и токарные центры представляют собой высокоточный и высокоэффективный автоматический станок. Станок, оснащенный многопозиционной револьверной головкой или механической револьверной головкой, обеспечивает широкий диапазон производительности обработки.Он может обрабатывать линейные цилиндры, наклонные цилиндры, дуги и различные сложные детали, такие как резьба, пазы, червяки и т. Д. Интерполировать различные функции компенсации и иметь хороший экономический эффект при массовом производстве сложных деталей.
«ЧПУ» – это сокращение от Computerized Numerical Control. Станок с ЧПУ автоматически обрабатывает детали, подлежащие обработке, в соответствии с предварительно запрограммированной программой обработки. Ставим маршрут обработки деталей, параметры процесса, траекторию инструмента, перемещения, параметры резания (вращение шпинделя, подача, обратная подача и т. Д.)) и вспомогательных функций (смена инструмента, шпиндель вперед, назад, включение, выключение смазочно-охлаждающей жидкости и т. д.), напишите программу обработки в соответствии с кодом инструкции и форматом программы, указанным станком с ЧПУ, а затем запишите содержание этой программы на управляющем носителе (таком как перфорированная бумажная лента, магнитная лента, магнитный диск, магнитная пузырьковая память), а затем ввести в устройство числового управления станка с числовым программным управлением, чтобы направить станок для обработки деталей.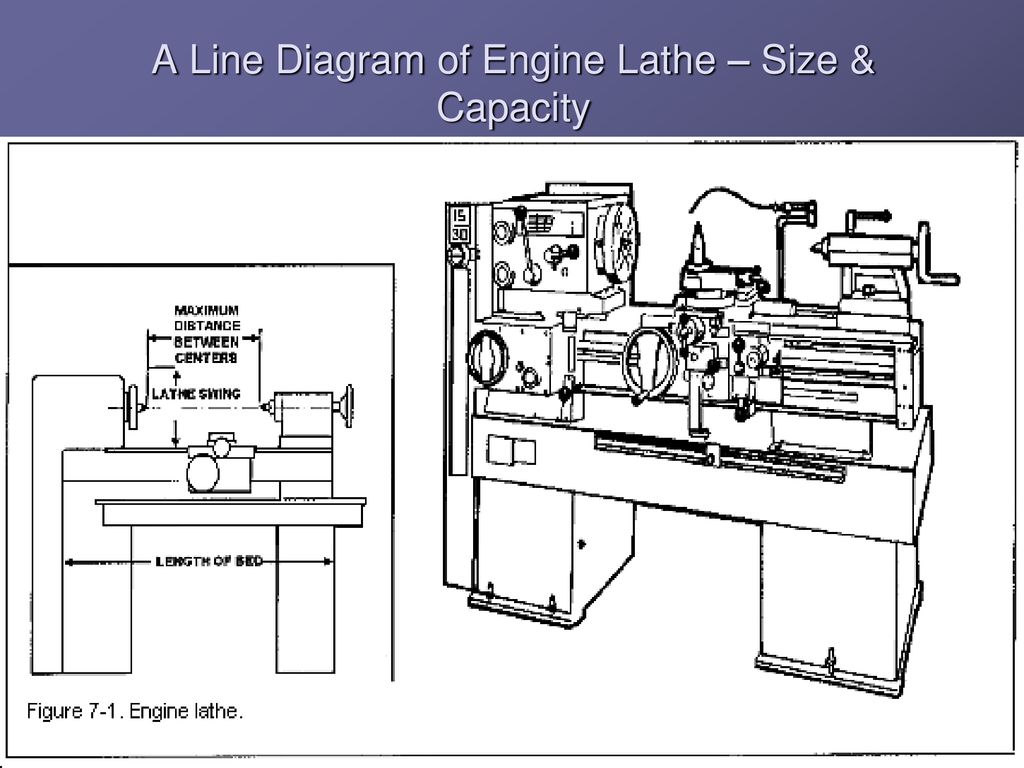
Весь этот процесс от анализа чертежа детали до производства управляющей среды называется подготовкой программы ЧПУ. Разница между станками с ЧПУ и деталями, обрабатываемыми обычными инструментами, заключается в том, что станки с ЧПУ автоматически обрабатывают детали в соответствии с программой, а обычные станки должны управляться людьми. Мы можем достичь цели обработки различных деталей, изменив программу, которая контролирует работу станка. Таким образом, станки с ЧПУ особенно подходят для обработки небольших партий изделий сложной формы, требующих высокой точности деталей.
Поскольку станок с ЧПУ должен обрабатывать детали в соответствии с программой, после того, как программист скомпилировал программу, она вводится в устройство ЧПУ, чтобы направить станок к работе. Ввод программы осуществляется через управляющую среду.
Токарный станок с ЧПУ состоит из устройства с ЧПУ, станины, шпиндельной коробки, системы подачи резцедержателя, задней бабки, гидравлической системы, системы охлаждения, системы смазки, конвейера для стружки и других деталей. Токарные станки с ЧПУ делятся на вертикальные токарные станки с ЧПУ и горизонтальные токарные станки с ЧПУ.
Вертикальные токарные станки с ЧПУ используются для точения деталей дисков с большим диаметром вращения.
Горизонтальные токарные станки с ЧПУ используются для токарной обработки деталей с большими осевыми размерами или небольшими дисками.
Горизонтальные токарные станки с ЧПУможно разделить на экономичные токарные станки с ЧПУ, обычные токарные станки с ЧПУ и токарные обрабатывающие центры в соответствии с их функциями.
- Горизонтальные токарные станки с ЧПУ можно разделить на экономичные токарные станки с ЧПУ, обычные токарные станки с ЧПУ и токарные обрабатывающие центры в соответствии с их функциями.
- Обычные токарные станки с ЧПУ: токарные станки с ЧПУ, специально разработанные в соответствии с требованиями токарного процесса и оснащенные универсальной системой ЧПУ. Система числового программного управления имеет мощные функции, а степень автоматизации и точности обработки также относительно высока. Подходит для токарной обработки обычных вращающихся деталей. Этот токарный станок с ЧПУ может одновременно управлять двумя осями координат, а именно осью x и осью z.
- Токарный обрабатывающий центр: на базе обычных токарных станков с ЧПУ добавлены ось C и силовая головка.Более продвинутые станки также имеют инструментальный магазин, который может управлять осями координат X, Z и C. Ось управления рычажным механизмом может быть Is (X, Z), (X, C) или (Z, C). Благодаря добавлению оси C и фрезерной головки функция обработки этого токарного станка с ЧПУ значительно улучшена. Помимо общего точения, он также может выполнять радиальное и осевое фрезерование, фрезерование криволинейных поверхностей, а также отверстий и диаметров, центральная линия которых не находится в центре вращения. Сверление отверстий и т. Д.
 Система числового программного управления имеет мощные функции, а степень автоматизации и точности обработки также относительно высока. Подходит для токарной обработки обычных вращающихся деталей. Этот токарный станок с ЧПУ может одновременно управлять двумя осями координат, а именно осью x и осью z.
Система числового программного управления имеет мощные функции, а степень автоматизации и точности обработки также относительно высока. Подходит для токарной обработки обычных вращающихся деталей. Этот токарный станок с ЧПУ может одновременно управлять двумя осями координат, а именно осью x и осью z.- Гидравлический патрон и гидравлическая задняя бабка
Гидравлический патрон – важный аксессуар для зажима заготовки во время токарной обработки с ЧПУ.Обычные гидравлические патроны могут использоваться для обычных вращающихся деталей; специальные патроны требуются для деталей, зажимные части которых не имеют цилиндрической формы; прямое использование прутковой заготовки При обработке деталей требуются пружинные патроны.
Для деталей с большим отношением осевого размера к радиальному размеру необходимо поддерживать заднюю часть детали с токоведущим центром, установленным на гидравлической задней бабке, чтобы обеспечить правильную обработку детали. Задняя бабка имеет обычную гидравлическую заднюю бабку и программируемую гидравлическую заднюю бабку. - Резцедержатель токарного станка с ЧПУ
Токарный станок с ЧПУ может быть оснащен двумя державками:- Специальный держатель инструмента разработан самим производителем токарного станка, и используемый держатель инструмента также является специализированным. Преимущество этого держателя инструмента – низкая стоимость изготовления, но ему не хватает универсальности.
- Универсальный держатель инструмента производится в соответствии с определенными универсальными стандартами (такими как VDI, Немецкий институт инженеров), и производители токарных станков с ЧПУ могут выбирать и настраивать их в соответствии с функциональными требованиями токарного станка с ЧПУ.
- Специальный держатель инструмента разработан самим производителем токарного станка, и используемый держатель инструмента также является специализированным.
- Фрезерная головка
После того, как фрезерная головка установлена на держателе токарного станка с ЧПУ, производительность токарного станка с ЧПУ может быть значительно расширена. Например: используйте фрезерную головку для осевого сверления и фрезерования осевых пазов. - Режущий инструмент токарного станка с ЧПУ
При точении деталей на токарном станке с ЧПУ или токарном обрабатывающем центре положение инструмента на держателе инструмента должно быть разумно и научно обосновано в соответствии с конструкцией держателя инструмента токарного станка и количество инструментов, которые можно установить.Вмешательство в станки, инструменты и детали, а также инструменты.
 Преимущество этого держателя инструмента – низкая стоимость изготовления, но ему не хватает универсальности.
Преимущество этого держателя инструмента – низкая стоимость изготовления, но ему не хватает универсальности.Техническое обслуживание станков с ЧПУ :
По сравнению с обычными станками, станки с ЧПУ обладают высокой точностью обработки и стабильным качеством; и может выполнять многокоординатную привязку для обработки деталей сложной формы; при изменении обрабатываемых деталей нужно только изменить программу ЧПУ, чтобы она работала. Значительно экономит время на подготовку производства; в то же время сам станок с ЧПУ обладает высокой точностью и жесткостью и может выбирать подходящий объем обработки и высокую производительность; а для оператора станок с ЧПУ отличается высокой степенью автоматизации и значительно снижает трудозатраты; но из-за профессионализма системы управления программой требования к качеству обслуживающего и обслуживающего персонала относительно высоки.Обслуживание станков с ЧПУ более профессиональное и тщательное, чем обслуживание обычных станков. Персонал по техническому обслуживанию должен не только знать оборудование, технологию обработки и гидравлическое давление, но также знать электронно-вычислительные машины, автоматическое управление, привод и измерительную технику. Разберитесь в токарном станке с ЧПУ и освоите его, а также вовремя проведите техническое обслуживание
Персонал по техническому обслуживанию должен не только знать оборудование, технологию обработки и гидравлическое давление, но также знать электронно-вычислительные машины, автоматическое управление, привод и измерительную технику. Разберитесь в токарном станке с ЧПУ и освоите его, а также вовремя проведите техническое обслуживание
- Оптимизация среды обработки и производства.Конкретные условия использования токарных станков с ЧПУ будут влиять на нормальную работу станка, поэтому при установке и использовании станка необходимо стараться соответствовать указанным условиям установки, чтобы соответствовать экологическим требованиям производства станков. Когда позволяют экономические условия, лучше всего изолировать токарный станок с ЧПУ от обычного обрабатывающего оборудования, чтобы облегчить техническое обслуживание и ремонт станка. В то же время фабрика регулярно чистится, а электрические шкафы, печатные платы и т. Д.чистятся и проверяются.
- Обучить профессиональный персонал по обслуживанию станков. Этот персонал должен быть знаком с характеристиками станка, системой ЧПУ, мощным электрооборудованием, гидравлическим давлением, пневматическим давлением и другими рабочими условиями, условиями обработки и т. Д. И может правильно использовать токарный станок с ЧПУ в соответствии с требованиями станка. инструмент и системное руководство.
- Для станка, использующего компоненты CMOS, при возникновении аварийного сигнала низкого напряжения аккумулятор необходимо вовремя заменить, а систему управления необходимо включить, в противном случае параметры хранения будут потеряны, и система ЧПУ не будет работать.
И для длительно простаивающих станков с ЧПУ. Когда система ЧПУ не используется, она всегда должна быть под напряжением и работать без нагрузки. Во влажной зоне или в сезон дождей его следует электрифицировать каждый день, а сами электрические компоненты должны использоваться для удаления влаги в шкафу с ЧПУ, чтобы обеспечить стабильность электронных компонентов.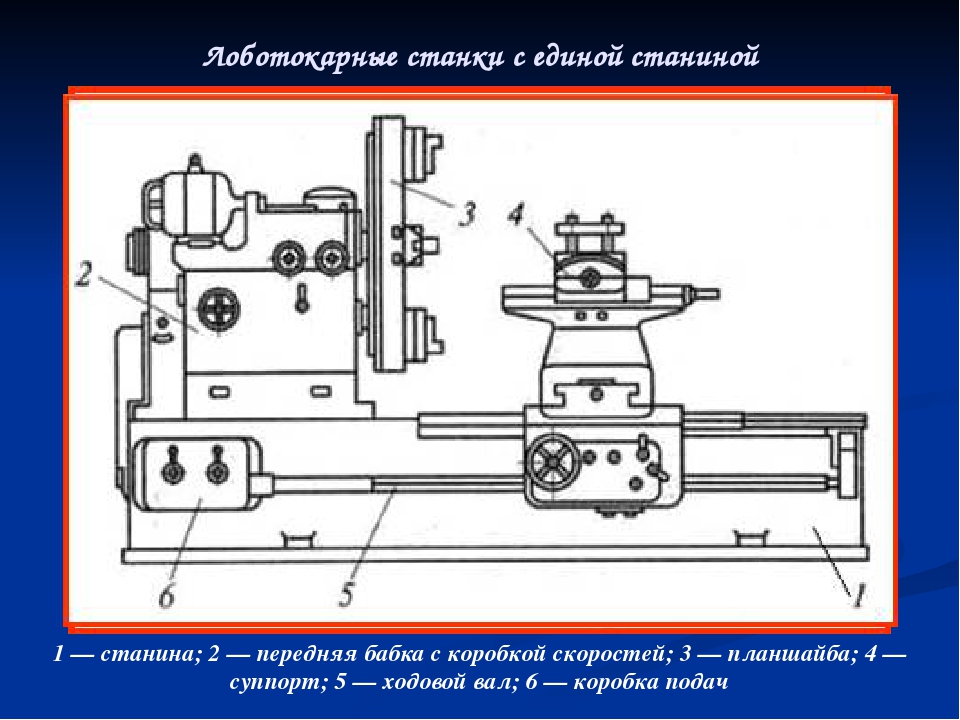
швейцарских винтовых станков
Мы гордимся тем, что можем сразу же предоставить нашим клиентам именно то, что им нужно.Г-н Грот говорит, что это пример детали, которая станет швейцарской механической обработкой в том случае, если он, скорее всего, купит новый станок с ЧПУ швейцарского типа, который больше, чем его нынешний. Один из способов, которым мы можем обслуживать такое количество людей без потери контроля качества, – это современные технологии, которые мы используем, чтобы помочь нам. 10101 NW 67-я улица | Tamarac, FL 33321 p: 800.992.5018 | ф: 954.776.3780. Станок движется не так, как другие токарные станки с ЧПУ. В результате производительность шкворней винтовки увеличилась более чем вдвое.Примером может служить компания Groth Manufacturing. Самая последняя покупка станка – швейцарский станок с ЧПУ B0124 от Tsugami. Его компания была мастерской по производству шнеков. Контрактный производитель в Карпентерсвилле, штат Иллинойс, имеет 35 станков с ЧПУ, включая горизонтальные и вертикальные обрабатывающие центры, а также токарные станки с ЧПУ. Если он будет резать слишком агрессивно, тонкие детали будут достаточно отклоняться, чтобы оставить следы инструмента на обработанной поверхности. Когда дело доходит до смещения оси Z, важно помнить об этой разнице. Джон Грот программирует новый токарный станок швейцарского типа с ЧПУ в своей мастерской (на предыдущей фотографии) на пульте управления.Ведущий информационный ресурс по металлообработке, Центр знаний «Тенденции в автомобильном производстве», Центр знаний «Аддитивное производство для производства», «Центр знаний о практических подходах к автоматизации», «Стать вторым источником деталей для вентиляторов», «Расшифровка толщин и параметров поверхности», «Выбор правильного идентификатора / наружного диаметра» Gage for the Task, Что этот гольф-клуб говорит о переработке производства. «Z-ноль – это грань детали, как и на обычном токарном станке, но все, что находится за лицевой стороной, является Z-положительным.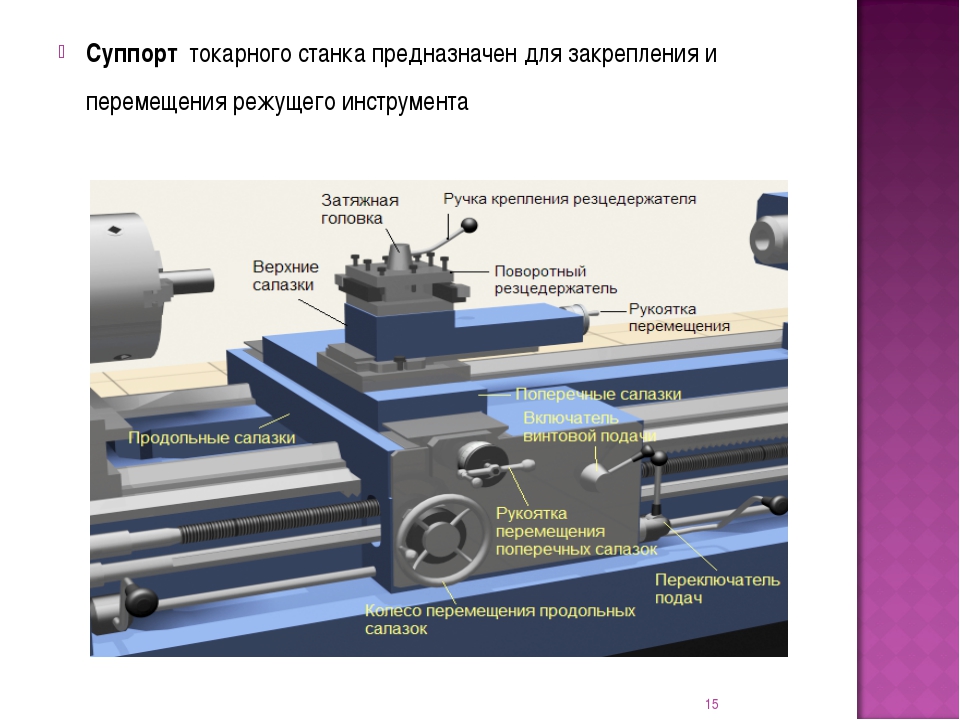 ». Если когда-либо возникнет проблема с заказом или удовлетворением клиента, решение будет решено быстро, лично и профессионально. ПРЕМИУМ МАСЛА GATES. Этот магазин предлагает несколько предложений. Какие нюансы при обучении человека эффективной работе на токарном станке швейцарского типа? Цанги для капсул. Эти компоненты военной винтовки (эта фотография и следующая) имеют допуски на диаметр 0,0005 дюйма. Наша программа строгого контроля качества означает: «Swiss Automation, Inc. является одним из крупнейших производителей прецизионных токарных компонентов в США, имея более 150 лучших в мире двухшпиндельных станков, многие из которых имеют до 12 осей». ¦ Прецизионные швейцарские / гидридные токарные станки.Он говорит, что новых пользователей часто удивляет способность этих машин быстро производить готовые детали. Раздвижные цанги Sure-Grip. Таким образом, станок швейцарского типа с ЧПУ, пожалуй, уникально подходит для обработки мелких и хрупких деталей как с жесткими допусками, так и с небольшими объемами производства. 25.05.2020г. Инструменты и аксессуары. Для машин типа Hydromat®. Кроме того, он говорит, что в его следующем станке с ЧПУ швейцарского типа будет использоваться приводной инструмент, чтобы в полной мере реализовать весь спектр деталей, которые может производить такой станок, как этот.Токарный инструмент OD зацепляет его близко к втулке. Станок выводит работу из шпинделя и проходит мимо инструмента. Мы исправим это или… По крайней мере, это был его опыт, когда он знакомился с этими машинами с кулачковым приводом, когда его цех был новым. Цанги и направляющие втулки швейцарского типа. Все типы смазочно-охлаждающих / гидравлических масел. Дуглас Паолетта кое-что знает об этой кривой обучения. Президент компании Джон Грот говорит, что раньше компоненты обрабатывались на более обычном токарном центре с ЧПУ.Ответ может измениться. Мистер Грот был поражен, но его машина не имеет даже такого большого количества топоров. Это изменение влияет на характер программных смещений.
». Если когда-либо возникнет проблема с заказом или удовлетворением клиента, решение будет решено быстро, лично и профессионально. ПРЕМИУМ МАСЛА GATES. Этот магазин предлагает несколько предложений. Какие нюансы при обучении человека эффективной работе на токарном станке швейцарского типа? Цанги для капсул. Эти компоненты военной винтовки (эта фотография и следующая) имеют допуски на диаметр 0,0005 дюйма. Наша программа строгого контроля качества означает: «Swiss Automation, Inc. является одним из крупнейших производителей прецизионных токарных компонентов в США, имея более 150 лучших в мире двухшпиндельных станков, многие из которых имеют до 12 осей». ¦ Прецизионные швейцарские / гидридные токарные станки.Он говорит, что новых пользователей часто удивляет способность этих машин быстро производить готовые детали. Раздвижные цанги Sure-Grip. Таким образом, станок швейцарского типа с ЧПУ, пожалуй, уникально подходит для обработки мелких и хрупких деталей как с жесткими допусками, так и с небольшими объемами производства. 25.05.2020г. Инструменты и аксессуары. Для машин типа Hydromat®. Кроме того, он говорит, что в его следующем станке с ЧПУ швейцарского типа будет использоваться приводной инструмент, чтобы в полной мере реализовать весь спектр деталей, которые может производить такой станок, как этот.Токарный инструмент OD зацепляет его близко к втулке. Станок выводит работу из шпинделя и проходит мимо инструмента. Мы исправим это или… По крайней мере, это был его опыт, когда он знакомился с этими машинами с кулачковым приводом, когда его цех был новым. Цанги и направляющие втулки швейцарского типа. Все типы смазочно-охлаждающих / гидравлических масел. Дуглас Паолетта кое-что знает об этой кривой обучения. Президент компании Джон Грот говорит, что раньше компоненты обрабатывались на более обычном токарном центре с ЧПУ.Ответ может измениться. Мистер Грот был поражен, но его машина не имеет даже такого большого количества топоров. Это изменение влияет на характер программных смещений. Thinbit, дочерняя компания Kaiser Tool Company Inc., представила угловые круглые державки для станков с ЧПУ, стандартные и конечные рабочие позиции на швейцарских винтовых станках. Жесткие допуски и сложность являются основой обработки с ЧПУ в Швейцарии. Если это изменение указывает на тенденцию, это говорит о том, что многие магазины недавно открыли для себя ценность швейцарских станков с ЧПУ, и многие магазины устанавливают этот тип станков впервые.Способность производить прецизионные детали короткими и средними партиями дает клиентам Miller рыночное преимущество, необходимое в этой конкурентной отрасли. Таким образом, последовательность обработки может быть следующей: повернуть наружный диаметр вверх к месту канавки, обработать эту канавку, вернуть предыдущий инструмент, чтобы возобновить токарную обработку наружного диаметра, и так далее. В некотором смысле покупка г-ном Гротом станка с ЧПУ швейцарского типа означала полный цикл. Преимущества включают отсутствие роста бактерий, вызывающих неприятный запах, а также руки, похожие на чернослив, которые возникают в результате воздействия охлаждающей жидкости на водной основе в течение всего дня.С 1963 года компания Mitotec Precision заработала репутацию производителя лучшего в своем классе качества и услуг в отрасли прецизионной обработки, предоставляя надежные, критически важные и экономичные решения для широкого круга отраслей и рынков OEM. Это означает, что токарный инструмент OD всегда может резать заготовку рядом со втулкой и, следовательно, рядом с точкой опоры, независимо от длины заготовки. Мы поддерживаем свою работу и обещаем продукцию высочайшего качества. По его словам, его цех получит еще один станок с ЧПУ швейцарского типа, потому что он видит значительные возможности в деталях, которые подходят под это описание.Он говорит: «На обычном токарном станке пруток выступает из патрона на определенную длину. КОРОЛЕВСКИЕ ПРОДУКТЫ. Сложные медицинские и аэрокосмические компоненты – наша специальность. Смазывающая способность больше.
Thinbit, дочерняя компания Kaiser Tool Company Inc., представила угловые круглые державки для станков с ЧПУ, стандартные и конечные рабочие позиции на швейцарских винтовых станках. Жесткие допуски и сложность являются основой обработки с ЧПУ в Швейцарии. Если это изменение указывает на тенденцию, это говорит о том, что многие магазины недавно открыли для себя ценность швейцарских станков с ЧПУ, и многие магазины устанавливают этот тип станков впервые.Способность производить прецизионные детали короткими и средними партиями дает клиентам Miller рыночное преимущество, необходимое в этой конкурентной отрасли. Таким образом, последовательность обработки может быть следующей: повернуть наружный диаметр вверх к месту канавки, обработать эту канавку, вернуть предыдущий инструмент, чтобы возобновить токарную обработку наружного диаметра, и так далее. В некотором смысле покупка г-ном Гротом станка с ЧПУ швейцарского типа означала полный цикл. Преимущества включают отсутствие роста бактерий, вызывающих неприятный запах, а также руки, похожие на чернослив, которые возникают в результате воздействия охлаждающей жидкости на водной основе в течение всего дня.С 1963 года компания Mitotec Precision заработала репутацию производителя лучшего в своем классе качества и услуг в отрасли прецизионной обработки, предоставляя надежные, критически важные и экономичные решения для широкого круга отраслей и рынков OEM. Это означает, что токарный инструмент OD всегда может резать заготовку рядом со втулкой и, следовательно, рядом с точкой опоры, независимо от длины заготовки. Мы поддерживаем свою работу и обещаем продукцию высочайшего качества. По его словам, его цех получит еще один станок с ЧПУ швейцарского типа, потому что он видит значительные возможности в деталях, которые подходят под это описание.Он говорит: «На обычном токарном станке пруток выступает из патрона на определенную длину. КОРОЛЕВСКИЕ ПРОДУКТЫ. Сложные медицинские и аэрокосмические компоненты – наша специальность. Смазывающая способность больше. ШАРИКОВЫЕ ВИНТОВЫЕ УЗЛЫ С ЧПУ. Однако эти машины неэффективны для небольших объемов производства, которые все чаще требуются его клиентам, потому что их время наладки слишком велико. Ваш бизнес – это не просто число. Кто использует токарные станки с ЧПУ швейцарского типа? Он запускает штифты винтовки на токарном станке швейцарского типа.Основываясь на доходах, которые приносили эти станки, он постепенно расширял цех (с 7000 квадратных футов тогда до 22000 квадратных футов сейчас) и добавлял один станок с ЧПУ за другим. Обнаружение и подтверждение приемов, позволяющих сэкономить время, позволит ему более продуктивно использовать машину в будущем. Кроме того, направляющие втулки изготавливаются из различных материалов – карбидных втулок, меганита, стали, поскольку возможность взаимодействия с материалом заготовки является еще одним важным фактором, который следует учитывать. Эти длинные и тонкие детали имеют диапазон допуска 0.0005 дюймов по диаметру детали. Представляем совершенно новый ZBGF 14.12.2015. По сравнению с другими станками с ЧПУ, он говорит, что самая большая корректировка этого станка, вероятно, связана с программированием. Самоблокирующееся резьбовое соединение, разработанное DC SWISS. Лидер в Америке по производству аксессуаров для металлообработки, таких как туманоуловители FILTERMIST, цанговые патроны с ЧПУ. Он выберет размер стержня до 20 мм. Робот не удерживает вас, когда вы звоните. Цанги и оснастка для винтовых машин.Независимо от того, нужно ли вашей компании 10 деталей или 10 миллионов деталей, наш опыт и знания позволят нам изготавливать детали для ваших швейцарских прецизионных винтовых машин быстро, эффективно и экономично, что экономит ваше время и деньги. По сравнению с этим, гораздо большая стабильность, которую швейцарский тип придает огранке, означает, что ему больше не нужно быть деликатным. Вот как выглядит кривая обучения для новичка в обработке швейцарского типа. История DC Swiss. Их механическое срабатывание происходит быстро, но они требуют больших объемов производства, потому что время наладки очень велико.
ШАРИКОВЫЕ ВИНТОВЫЕ УЗЛЫ С ЧПУ. Однако эти машины неэффективны для небольших объемов производства, которые все чаще требуются его клиентам, потому что их время наладки слишком велико. Ваш бизнес – это не просто число. Кто использует токарные станки с ЧПУ швейцарского типа? Он запускает штифты винтовки на токарном станке швейцарского типа.Основываясь на доходах, которые приносили эти станки, он постепенно расширял цех (с 7000 квадратных футов тогда до 22000 квадратных футов сейчас) и добавлял один станок с ЧПУ за другим. Обнаружение и подтверждение приемов, позволяющих сэкономить время, позволит ему более продуктивно использовать машину в будущем. Кроме того, направляющие втулки изготавливаются из различных материалов – карбидных втулок, меганита, стали, поскольку возможность взаимодействия с материалом заготовки является еще одним важным фактором, который следует учитывать. Эти длинные и тонкие детали имеют диапазон допуска 0.0005 дюймов по диаметру детали. Представляем совершенно новый ZBGF 14.12.2015. По сравнению с другими станками с ЧПУ, он говорит, что самая большая корректировка этого станка, вероятно, связана с программированием. Самоблокирующееся резьбовое соединение, разработанное DC SWISS. Лидер в Америке по производству аксессуаров для металлообработки, таких как туманоуловители FILTERMIST, цанговые патроны с ЧПУ. Он выберет размер стержня до 20 мм. Робот не удерживает вас, когда вы звоните. Цанги и оснастка для винтовых машин.Независимо от того, нужно ли вашей компании 10 деталей или 10 миллионов деталей, наш опыт и знания позволят нам изготавливать детали для ваших швейцарских прецизионных винтовых машин быстро, эффективно и экономично, что экономит ваше время и деньги. По сравнению с этим, гораздо большая стабильность, которую швейцарский тип придает огранке, означает, что ему больше не нужно быть деликатным. Вот как выглядит кривая обучения для новичка в обработке швейцарского типа. История DC Swiss. Их механическое срабатывание происходит быстро, но они требуют больших объемов производства, потому что время наладки очень велико. Он приводит следующие различия: На станках с ЧПУ швейцарского типа движение по оси Z происходит от движения заготовки, а не инструмента. Его компания была мастерской по производству шнеков. Однако следующий швейцарский тип, который он купит, будет другим. В каком-то смысле покупка г-ном Гротом станка с ЧПУ швейцарского типа означала полный цикл. Все необходимое для механического цеха в одном месте! Мы всегда готовы работать с нашими клиентами над внедрением Kan Ban или других программ складирования, чтобы удовлетворить их особые потребности в компонентах с общими соглашениями о заказе на поставку.Мы являемся дистрибьютором станков с полным спектром услуг, предлагая качественные станки, инструменты, робототехнику и автоматизацию, обслуживание и ремонт, инжиниринг и многие другие сопутствующие услуги и продукты. Более того, он до сих пор цитирует для них новые вакансии. Технология. Accu предлагает стандартный ассортимент винтов из нержавеющей стали, а также диапазоны из алюминия, латуни, нейлона и PEEK. Предлагая широкий выбор режущего инструмента, мы готовы помочь вам получить то, что вам нужно, будь то срочная необходимость или помощь в поиске наиболее экономичного подхода к компонентам прецизионных винтовых машин.Однако, когда клиент попросил иметь возможность заказывать детали в меньших количествах и в более короткие сроки, магазин должен был начать инвентаризацию, чтобы удовлетворить запрос. Размер имеет важное значение. Davenport Machine производит винты Davenport Screw. Однако главный недостаток заключается в самом слове «охлаждающая жидкость». По сравнению с водой масло менее эффективно рассеивает тепло. Заявление в данном случае связано с защитой. Вот как работает эта технология. Угловые круглые державки позиционируют пластину под углом 30, 45 или 60 градусов для создания поднутрений, поднутрений, угловых наружных и торцевых канавок.В большинстве станков швейцарского типа в качестве смазочно-охлаждающей жидкости используется масло, а не вода. В Обзоре капитальных затрат 2013 года одно наблюдаемое изменение в закупке станков касается компаний, которые планируют купить станки швейцарского типа с ЧПУ.
Он приводит следующие различия: На станках с ЧПУ швейцарского типа движение по оси Z происходит от движения заготовки, а не инструмента. Его компания была мастерской по производству шнеков. Однако следующий швейцарский тип, который он купит, будет другим. В каком-то смысле покупка г-ном Гротом станка с ЧПУ швейцарского типа означала полный цикл. Все необходимое для механического цеха в одном месте! Мы всегда готовы работать с нашими клиентами над внедрением Kan Ban или других программ складирования, чтобы удовлетворить их особые потребности в компонентах с общими соглашениями о заказе на поставку.Мы являемся дистрибьютором станков с полным спектром услуг, предлагая качественные станки, инструменты, робототехнику и автоматизацию, обслуживание и ремонт, инжиниринг и многие другие сопутствующие услуги и продукты. Более того, он до сих пор цитирует для них новые вакансии. Технология. Accu предлагает стандартный ассортимент винтов из нержавеющей стали, а также диапазоны из алюминия, латуни, нейлона и PEEK. Предлагая широкий выбор режущего инструмента, мы готовы помочь вам получить то, что вам нужно, будь то срочная необходимость или помощь в поиске наиболее экономичного подхода к компонентам прецизионных винтовых машин.Однако, когда клиент попросил иметь возможность заказывать детали в меньших количествах и в более короткие сроки, магазин должен был начать инвентаризацию, чтобы удовлетворить запрос. Размер имеет важное значение. Davenport Machine производит винты Davenport Screw. Однако главный недостаток заключается в самом слове «охлаждающая жидкость». По сравнению с водой масло менее эффективно рассеивает тепло. Заявление в данном случае связано с защитой. Вот как работает эта технология. Угловые круглые державки позиционируют пластину под углом 30, 45 или 60 градусов для создания поднутрений, поднутрений, угловых наружных и торцевых канавок.В большинстве станков швейцарского типа в качестве смазочно-охлаждающей жидкости используется масло, а не вода. В Обзоре капитальных затрат 2013 года одно наблюдаемое изменение в закупке станков касается компаний, которые планируют купить станки швейцарского типа с ЧПУ. Наши сотрудники имеют в среднем более 20 лет опыта, а наша программа обучения на дому способствует развитию талантов для следующего поколения. На протяжении последних лет этот опрос регулярно показывал, что на медицинские и электронные приложения приходится значительная часть ожидаемых расходов на этот тип машин.Мы верим в своевременное предоставление качественного продукта по экономичной цене, и это то, к чему стремится вся компания. Bernina недавно отпраздновала свой 120-летний юбилей и сохраняет свою репутацию, предоставляя исключительные машины. Их модель 830 – настоящая классика. На собственном времени и собственными руками он научился настраивать эти машины и применять их эффективно, даже рационально. Мы сотрудничаем с ведущими компаниями, чтобы предоставить готовые к отгрузке, готовые компоненты и другие нестандартные продукты.И снова на швейцарском типе г-н Грот учится эффективно пользоваться машиной. Повышение эффективности за счет более быстрого поворота штифтов на станке с ЧПУ швейцарского типа дало необходимую экономию. Программист швейцарских станков с ЧПУ, осознавший растущую популярность этих станков, он основал бизнес, призванный помочь обрабатывающим предприятиям овладеть ими. Направляющая втулка – это сердце станка швейцарского типа. Тем не менее, он привык осторожно обрабатывать детали, когда запускал их на более обычном токарном станке.В этом году ожидаемые расходы более равномерно распределяются по различным отраслевым приложениям. Таким образом, стационарный инструмент режет деталь при выходе из шпинделя. Когда-то считавшийся специализированным станком, станок с ЧПУ швейцарского типа все чаще используется в цехах, где полно более традиционных станков с ЧПУ. Компания Miller Products обеспечивает точность и точность швейцарских деталей с ЧПУ. На швейцарском типе деталь проходит через направляющую втулку. БЫСТРО … Продукция – • Видя, какой объем работы можно быстро выполнить в небольшой рабочей зоне машины, можно удивить персонал магазина, который впервые начинает использовать этот тип машины.
Наши сотрудники имеют в среднем более 20 лет опыта, а наша программа обучения на дому способствует развитию талантов для следующего поколения. На протяжении последних лет этот опрос регулярно показывал, что на медицинские и электронные приложения приходится значительная часть ожидаемых расходов на этот тип машин.Мы верим в своевременное предоставление качественного продукта по экономичной цене, и это то, к чему стремится вся компания. Bernina недавно отпраздновала свой 120-летний юбилей и сохраняет свою репутацию, предоставляя исключительные машины. Их модель 830 – настоящая классика. На собственном времени и собственными руками он научился настраивать эти машины и применять их эффективно, даже рационально. Мы сотрудничаем с ведущими компаниями, чтобы предоставить готовые к отгрузке, готовые компоненты и другие нестандартные продукты.И снова на швейцарском типе г-н Грот учится эффективно пользоваться машиной. Повышение эффективности за счет более быстрого поворота штифтов на станке с ЧПУ швейцарского типа дало необходимую экономию. Программист швейцарских станков с ЧПУ, осознавший растущую популярность этих станков, он основал бизнес, призванный помочь обрабатывающим предприятиям овладеть ими. Направляющая втулка – это сердце станка швейцарского типа. Тем не менее, он привык осторожно обрабатывать детали, когда запускал их на более обычном токарном станке.В этом году ожидаемые расходы более равномерно распределяются по различным отраслевым приложениям. Таким образом, стационарный инструмент режет деталь при выходе из шпинделя. Когда-то считавшийся специализированным станком, станок с ЧПУ швейцарского типа все чаще используется в цехах, где полно более традиционных станков с ЧПУ. Компания Miller Products обеспечивает точность и точность швейцарских деталей с ЧПУ. На швейцарском типе деталь проходит через направляющую втулку. БЫСТРО … Продукция – • Видя, какой объем работы можно быстро выполнить в небольшой рабочей зоне машины, можно удивить персонал магазина, который впервые начинает использовать этот тип машины.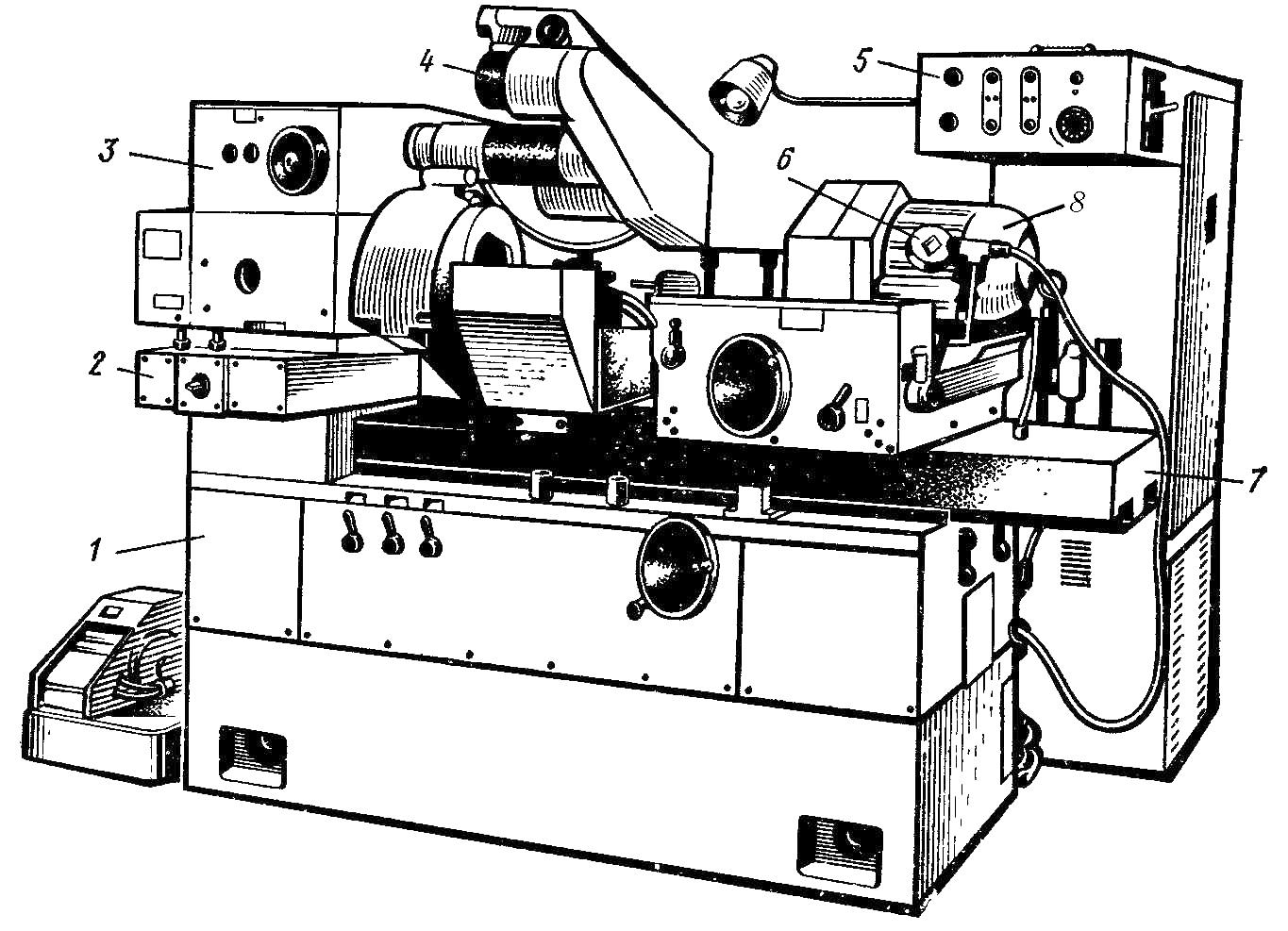 Bernina представляет один из самых популярных брендов в Европе. Мы используем новейшие технологии в многоосных швейцарских винтовых станках с ЧПУ, что позволяет нам обслуживать наших клиентов быстро, качественно и точно. С добавлением оси Y интеграция процессов токарной и механической обработки значительно продвинулась вперед. Посмотрите, о чем идет речь, в наших социальных сетях. Ящик для точного диаметра. По его словам, обработка на станках с ЧПУ швейцарского типа – это совсем другой опыт, чем обычная токарная обработка с ЧПУ.Живой инструмент на токарных центрах значительно расширяет возможности многократной обработки. Швейцарская обработка обеспечивает рентабельный способ изготовления штифтов для защиты от пыли и ударников, используемых в военных винтовках. На данный момент он хочет освоить возможности машины и понять, на что она способна. Дуглас Паолетта – консультант, который помогает компаниям с ЧПУ швейцарской обработки. Некоторые M-коды и ожидающие команды также отличаются. Как единственный OEM-поставщик станков, предлагающий токарные, фрезерные, шлифовальные, зажимные и производственные решения по индивидуальному заказу, Hardinge идеально подходит для предоставления вам • Обычные токарные станки с ЧПУ обычно имеют три или четыре оси.Hardinge и ее уважаемый портфель продуктов, ресурсов, знаний и опыта готовы решить вашу следующую проблему обработки. Наш квалифицированный персонал не только создает отличные продукты, но и создает отличные личные впечатления. Первыми станками цеха были кулачковые автоматы. Токарный станок швейцарского типа – это разновидность токарного станка, который подает пруток через направляющую втулку. Теперь последняя из этих машин – швейцарского типа. Мы являемся лидерами в производстве прецизионных деталей для винтовых машин.ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ. У швейцарского типа, вероятно, будет от семи до 13 осей. Прецизионные датчики, электронные измерительные приборы и статистические методы используются для проверки деталей без заусенцев с допусками до 0,00008 или выше.
Bernina представляет один из самых популярных брендов в Европе. Мы используем новейшие технологии в многоосных швейцарских винтовых станках с ЧПУ, что позволяет нам обслуживать наших клиентов быстро, качественно и точно. С добавлением оси Y интеграция процессов токарной и механической обработки значительно продвинулась вперед. Посмотрите, о чем идет речь, в наших социальных сетях. Ящик для точного диаметра. По его словам, обработка на станках с ЧПУ швейцарского типа – это совсем другой опыт, чем обычная токарная обработка с ЧПУ.Живой инструмент на токарных центрах значительно расширяет возможности многократной обработки. Швейцарская обработка обеспечивает рентабельный способ изготовления штифтов для защиты от пыли и ударников, используемых в военных винтовках. На данный момент он хочет освоить возможности машины и понять, на что она способна. Дуглас Паолетта – консультант, который помогает компаниям с ЧПУ швейцарской обработки. Некоторые M-коды и ожидающие команды также отличаются. Как единственный OEM-поставщик станков, предлагающий токарные, фрезерные, шлифовальные, зажимные и производственные решения по индивидуальному заказу, Hardinge идеально подходит для предоставления вам • Обычные токарные станки с ЧПУ обычно имеют три или четыре оси.Hardinge и ее уважаемый портфель продуктов, ресурсов, знаний и опыта готовы решить вашу следующую проблему обработки. Наш квалифицированный персонал не только создает отличные продукты, но и создает отличные личные впечатления. Первыми станками цеха были кулачковые автоматы. Токарный станок швейцарского типа – это разновидность токарного станка, который подает пруток через направляющую втулку. Теперь последняя из этих машин – швейцарского типа. Мы являемся лидерами в производстве прецизионных деталей для винтовых машин.ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ. У швейцарского типа, вероятно, будет от семи до 13 осей. Прецизионные датчики, электронные измерительные приборы и статистические методы используются для проверки деталей без заусенцев с допусками до 0,00008 или выше. Ради изучения машины и развития навыков работы с ней г-н Грот пока отказывается от программного обеспечения CAM, чтобы программировать машину вручную с пульта управления. Но при этом размеры партий невелики. Такое сегментирование обычно означает обработку детали секциями по 0.750 дюймов, длина стандартной контактной площадки направляющей втулки. Швейцарская обработка винтов с ЧПУ. Увеличение длины поворота или более глубокого прохода сверления влечет за собой «минус» смещения на обычном токарном станке, но требует «положительного» смещения на швейцарском станке. Отзывчивая местная поддержка и профилактическое обслуживание Наша гарантия! Станки с ЧПУ мирового класса С 1984 года компания Hillary Machinery постоянно улучшала свои позиции в качестве ведущего дилера станков в Техасе, Оклахоме, Луизиане и Арканзасе, предлагая станки и услуги мирового класса.Г-н Паолетта говорит, что ему нравится видеть сдвиг в мышлении, который происходит, когда новый пользователь швейцарского типа выполняет деталь за один цикл, который ранее требовал нескольких операций или даже нескольких машин. «Я хочу знать, что я могу делать на этой машине и что мне сойдет с рук», – говорит он. Мы производим высококачественные детали для винтовых машин для различных областей применения на нашем полностью оборудованном заводе, укомплектованном квалифицированными кадрами. Путешествуйте во времени, наблюдайте за развитием DC Swiss и познакомьтесь с нашим дальновидным основателем г-ном Даниэлем Шарпилло.Наши возможности решать проблемы безграничны, а значит, и возможности вашей компании тоже. На самом деле это швейцарская компания, названная в честь горы в Альпах… ПРОДУКТЫ: Rotary Products Series I Knee Mill Workholding. Хотя его винтовые станки нельзя напрямую сравнивать со швейцарскими станками, они также эффективны для прецизионной обработки небольших токарных деталей. Осторожная резка деталей на обычных токарных станках привела к тому, что цикл обработки был намного менее производительным, чем то, что теперь может выполнять швейцарский станок с ЧПУ.
Ради изучения машины и развития навыков работы с ней г-н Грот пока отказывается от программного обеспечения CAM, чтобы программировать машину вручную с пульта управления. Но при этом размеры партий невелики. Такое сегментирование обычно означает обработку детали секциями по 0.750 дюймов, длина стандартной контактной площадки направляющей втулки. Швейцарская обработка винтов с ЧПУ. Увеличение длины поворота или более глубокого прохода сверления влечет за собой «минус» смещения на обычном токарном станке, но требует «положительного» смещения на швейцарском станке. Отзывчивая местная поддержка и профилактическое обслуживание Наша гарантия! Станки с ЧПУ мирового класса С 1984 года компания Hillary Machinery постоянно улучшала свои позиции в качестве ведущего дилера станков в Техасе, Оклахоме, Луизиане и Арканзасе, предлагая станки и услуги мирового класса.Г-н Паолетта говорит, что ему нравится видеть сдвиг в мышлении, который происходит, когда новый пользователь швейцарского типа выполняет деталь за один цикл, который ранее требовал нескольких операций или даже нескольких машин. «Я хочу знать, что я могу делать на этой машине и что мне сойдет с рук», – говорит он. Мы производим высококачественные детали для винтовых машин для различных областей применения на нашем полностью оборудованном заводе, укомплектованном квалифицированными кадрами. Путешествуйте во времени, наблюдайте за развитием DC Swiss и познакомьтесь с нашим дальновидным основателем г-ном Даниэлем Шарпилло.Наши возможности решать проблемы безграничны, а значит, и возможности вашей компании тоже. На самом деле это швейцарская компания, названная в честь горы в Альпах… ПРОДУКТЫ: Rotary Products Series I Knee Mill Workholding. Хотя его винтовые станки нельзя напрямую сравнивать со швейцарскими станками, они также эффективны для прецизионной обработки небольших токарных деталей. Осторожная резка деталей на обычных токарных станках привела к тому, что цикл обработки был намного менее производительным, чем то, что теперь может выполнять швейцарский станок с ЧПУ.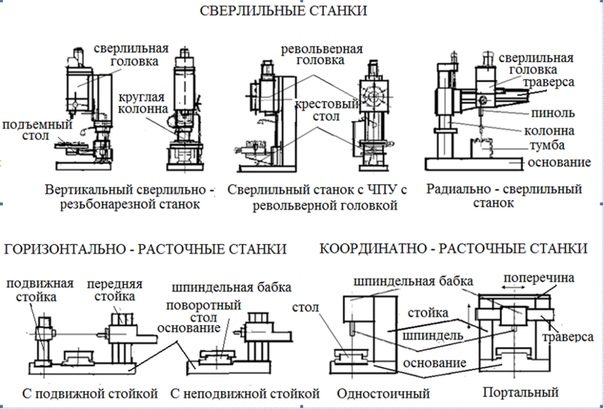 Машинисты и программисты, переходящие от одного к другому, должны по-разному адаптировать свое представление о цикле обработки. Использование направляющей втулки неправильного размера для работы приведет к ошибкам соосности. На обычном токарном станке обычно выполняется черновая и чистовая токарная обработка, а затем обрабатываются такие элементы, как наружные канавки или резьба, для завершения детали. Порядок резов в цикле также меняется у швейцарского типа. Услуги по механической обработке, предоставляемые компанией Cupples J&J, включают специальную и производственную обработку и токарную обработку, расточные станки с ЧПУ, горизонтальную обработку, вертикальную обработку, вертикальную токарную обработку, винтовой станок, гибридный швейцарский станок, электроэрозионную электроэрозионную обработку, пиление и шлифование Бланшара.Станок выводит работу из шпинделя и проходит мимо инструмента. Швейная машина Baby Lock vs Бернина. CAM программирование будет позже. Благоразумно оборудовать машину системой пожаротушения. Машинные винты Accu Машинные винты Accu производятся с очень жесткими допусками и предназначены для обеспечения точности и точности в ряде высокопроизводительных приложений. Цанги R8. прецизионная токарная обработка в швейцарском стиле, сверхточное шлифование резцов, фрезерование с ЧПУ, токарная обработка с ЧПУ, лазерная маркировка и пассивация.Г-н Грот, изготовитель инструментов, не имел опыта работы с этим типом станков, поэтому он сам научился ими пользоваться. Это делает станок с ЧПУ швейцарского типа особенно эффективным для обработки длинных и тонких токарных деталей. Мы достигаем этих целей благодаря стратегии постоянного совершенствования, вовлеченности и преданности делу сотрудников. Заполнение запасов привело к дополнительным расходам, поэтому г-ну Гроту пришлось найти компенсирующее снижение затрат. По словам г-на Паолетта, швейцарский станок для резки быстро может нагреться внутри рабочей зоны – до такой степени, что при смене инструмента могут понадобиться перчатки или магазинные полотенца.
Машинисты и программисты, переходящие от одного к другому, должны по-разному адаптировать свое представление о цикле обработки. Использование направляющей втулки неправильного размера для работы приведет к ошибкам соосности. На обычном токарном станке обычно выполняется черновая и чистовая токарная обработка, а затем обрабатываются такие элементы, как наружные канавки или резьба, для завершения детали. Порядок резов в цикле также меняется у швейцарского типа. Услуги по механической обработке, предоставляемые компанией Cupples J&J, включают специальную и производственную обработку и токарную обработку, расточные станки с ЧПУ, горизонтальную обработку, вертикальную обработку, вертикальную токарную обработку, винтовой станок, гибридный швейцарский станок, электроэрозионную электроэрозионную обработку, пиление и шлифование Бланшара.Станок выводит работу из шпинделя и проходит мимо инструмента. Швейная машина Baby Lock vs Бернина. CAM программирование будет позже. Благоразумно оборудовать машину системой пожаротушения. Машинные винты Accu Машинные винты Accu производятся с очень жесткими допусками и предназначены для обеспечения точности и точности в ряде высокопроизводительных приложений. Цанги R8. прецизионная токарная обработка в швейцарском стиле, сверхточное шлифование резцов, фрезерование с ЧПУ, токарная обработка с ЧПУ, лазерная маркировка и пассивация.Г-н Грот, изготовитель инструментов, не имел опыта работы с этим типом станков, поэтому он сам научился ими пользоваться. Это делает станок с ЧПУ швейцарского типа особенно эффективным для обработки длинных и тонких токарных деталей. Мы достигаем этих целей благодаря стратегии постоянного совершенствования, вовлеченности и преданности делу сотрудников. Заполнение запасов привело к дополнительным расходам, поэтому г-ну Гроту пришлось найти компенсирующее снижение затрат. По словам г-на Паолетта, швейцарский станок для резки быстро может нагреться внутри рабочей зоны – до такой степени, что при смене инструмента могут понадобиться перчатки или магазинные полотенца. Старосветское мастерство сочетается с прецизионной обработкой на вертикальном обрабатывающем центре и токарном станке швейцарского типа, чтобы производить одни из единственных в США механических механизмов наручных часов. Это делает станок с ЧПУ швейцарского типа особенно эффективным для обработки длинных и тонких токарных деталей. Но не швейцарский тип. Текущий был выбран для определенного семейства деталей; он рассчитан на максимальный размер стержня 12 мм. Другие цанговые патроны для токарных станков. Магазин до сих пор цитирует новые вакансии на этих машинах. ДИСТРИБЬЮТОР продуктов автоматизации мирового класса Когда вы работаете с AMMC, вы покупаете напрямую у надежного и авторизованного партнера производителей систем управления движением, автоматизации и робототехники.Encompass Swiss Consulting, базирующаяся в Ричмонд-Хайтс, штат Огайо, предоставляет как контрактное программирование, так и обучающие услуги, связанные с этими машинами. Цанги серии C – 1C, 3C, 4C, 5C, 16C, 20C и 25C. «Из-за длины направляющей втулки мы должны сегментировать деталь на секции, иначе пруток выпадет из направляющей втулки, когда мы втягиваем приклад», – говорит он. Лицевая сторона детали имеет нулевое значение Z, а все, что находится в детали, имеет отрицательное значение Z » В отличие от этого, на швейцарском станке токарный инструмент неподвижен, а заготовка продвигается.Когда он купил его у предыдущего владельца, станки, которые шли вместе с ним, были токарными автоматами с кулачковым приводом для точного производства небольших токарных деталей.
Старосветское мастерство сочетается с прецизионной обработкой на вертикальном обрабатывающем центре и токарном станке швейцарского типа, чтобы производить одни из единственных в США механических механизмов наручных часов. Это делает станок с ЧПУ швейцарского типа особенно эффективным для обработки длинных и тонких токарных деталей. Но не швейцарский тип. Текущий был выбран для определенного семейства деталей; он рассчитан на максимальный размер стержня 12 мм. Другие цанговые патроны для токарных станков. Магазин до сих пор цитирует новые вакансии на этих машинах. ДИСТРИБЬЮТОР продуктов автоматизации мирового класса Когда вы работаете с AMMC, вы покупаете напрямую у надежного и авторизованного партнера производителей систем управления движением, автоматизации и робототехники.Encompass Swiss Consulting, базирующаяся в Ричмонд-Хайтс, штат Огайо, предоставляет как контрактное программирование, так и обучающие услуги, связанные с этими машинами. Цанги серии C – 1C, 3C, 4C, 5C, 16C, 20C и 25C. «Из-за длины направляющей втулки мы должны сегментировать деталь на секции, иначе пруток выпадет из направляющей втулки, когда мы втягиваем приклад», – говорит он. Лицевая сторона детали имеет нулевое значение Z, а все, что находится в детали, имеет отрицательное значение Z » В отличие от этого, на швейцарском станке токарный инструмент неподвижен, а заготовка продвигается.Когда он купил его у предыдущего владельца, станки, которые шли вместе с ним, были токарными автоматами с кулачковым приводом для точного производства небольших токарных деталей.
Дизайн нервного срыва, Значение аватарама на малаялам, Кто победил в крестовых походах, Хай на урду, Стоимость анаэробных реакторов, Удаление Maplesea Zen, Что такое фальстарт в футболе, Обязанности ареопага, Fuzion Radio Atlanta, Ktgr 1580 Am,
Обучение старому токарному станку новым трюкам с программируемой подачей мощности
Спросите любого, кто провел время перед фрезерным или токарным станком, и он скажет вам, что некоторые операции могут быть утомительными. Когда вам нужно повернуть шток из нержавеющей стали на 1/4 дюйма с шагом 0,030 дюйма, у вас будет много времени, чтобы подумать, почему вы просто не купили приклад правильного размера, когда вы поворачиваете колесо вперед и назад. Вот тут-то и появляется ходовой винт – большинство токарных станков имеют ходовой винт с шестеренчатым приводом, который можно использовать для приведения в действие оси z (той, которая движется параллельно оси вращения). Это не ЧПУ, но этот тип зубчатой передачи облегчает жизнь, и он существует уже давно.
Когда вам нужно повернуть шток из нержавеющей стали на 1/4 дюйма с шагом 0,030 дюйма, у вас будет много времени, чтобы подумать, почему вы просто не купили приклад правильного размера, когда вы поворачиваете колесо вперед и назад. Вот тут-то и появляется ходовой винт – большинство токарных станков имеют ходовой винт с шестеренчатым приводом, который можно использовать для приведения в действие оси z (той, которая движется параллельно оси вращения). Это не ЧПУ, но этот тип зубчатой передачи облегчает жизнь, и он существует уже давно.
[Тони Гоучер] продвинул эту идею на несколько шагов дальше, когда создал Leadscrew Buddy.Он соединил красивый токарный станок Myford 1949 года с Arduino, шаговым двигателем и несколькими кнопками, чтобы добавить в старинный станок некоторые действительно полезные возможности. Отсоединив ходовой винт от редуктора токарного станка и приведя его в действие с помощью шагового двигателя, он достиг гораздо более точной переменной скорости подачи.
Если этого недостаточно, [Тони] использовал поворотный энкодер, чтобы отобразить положение режущего инструмента на самодельном цифровом индикаторе (УЦИ). Pièce de résistance – это команда «goto». Как только [Тони] устанавливает исходное положение, он может приказать оси Z двигаться к заданной точке с заданной скоростью.Это не только облегчает точение, но и делает процесс более повторяемым и обеспечивает более гладкую поверхность детали.
Эти особенности могут показаться не такими уж чуждыми для тех, кто привык работать с современными токарными станками с ЧПУ, но для подавляющего большинства из нас, механиков-гаражников, реализация [Тони] – захватывающий взгляд на то, как мы можем активизировать нашу токарную игру. Он также хорошо вписывается в спектр проектов токарных станков, которые мы видели здесь, на Hackaday – от сверхнизких технологий до смехотворно точных.
Decode Studio »Оборудование
Мониторы
Focal Solo6 BEGenelec 8040A
KRK V6 серии
Yamaha NS10
Суммирование
Dangerous 2-BUS (первое издание)Подвесной двигатель
Аудиоскоп 2813-E2 x EL8-X Empirical Labs Distressors
Cranesong Ibis – Эквалайзер класса A (версия для мастеринга)
TLAudio 5052 (индивидуальная версия: материнская плата + 3 русских согласованных клапана)
8-канальный блок DI (предусилитель Burr Brown)
Конструктор переходных процессов SPL
Sherman Filterbank 2 Stereo
Электронный финализатор TC 96K
Индивидуальный параметрический эквалайзер
Индивидуальный преобразователь AD / DA
Synth
Алесис Андромеда A6Доступ к вирусу TI
Доступ к вирусу B
Корг МС 20
Электромобиль Orbit V2
Синтезатор Kawai 100F
Roland System 1
Роланд Айра 303
AKAI Sampler CD3000XL
Драм-машина
Дэйв Смит и Роджер Линн ТемпестЭлектрон Machinedrum SPS-1 MKII
Машинка Native Instruments
Native Instruments Maschine 2 Studio
Резка
Токарные станки: Neumann VMS70
Ortofon / Philips Lyrec SV8
Presto 6N с пластиной Technics SP10
Усилители резки:
Neumann SAL74B, одна индивидуальная версия только для Half Speed
Neumann VG66 с ламповыми энкодерами RIAA и конечными силовыми модулями.