расточка блока цилиндров
Расточка блока цилиндров двигателя является ремонтной операцией по восстановлению правильной геометрии изношенных цилиндров и нужного рабочего зазора между поршнями и стенками цилиндров (или гильз цилиндров). И вроде бы это не такая уж и сложная операция, при наличии некоторых знаний и нужного расточного оборудования, однако имеется ряд важных нюансов, о которых не знают, или просто не учитывают некоторые ремонтники и все эти нюансы и тонкости я постараюсь описать в этой статье.
Перед тем как начать писать эту статью и всё, что связано с расточкой блока цилиндров я замечу, что эта статья будет полезна не только автомобилистам, но и конечно же владельцам мотоциклов — ведь цилиндры и ремонтные операции по их восстановлению у автомобилей и мотоциклов практически одинаковы.
После определённого пробега двигателя, каким бы качественным не было бы моторное масло и материал стенок блока цилиндров, они постепенно изнашиваются, их правильная геометрия теряется, зазоры между поршнями и стенками цилиндров увеличиваются и в итоге двигатель теряет былую компрессию и соответственно резвость (мощность ).
Кстати замер компрессии и выявление её низкого значения и является главным критерием того, что мотор пора разбирать а блок растачивать, если конечно с клапанным механизмом всё в порядке (как узнать от чего плохая компрессия я уже писал, например в статье про компрессию — ссылка чуть выше).
К тому же, кроме потери мощности, мотор уже хуже заводится и возрастает расход моторного масла и после каждой поездки приходится восстанавливать его уровень, что добавляет некоторые неудобства водителю и он начинает задумываться о ремонте. А вот как произвести такой ремонт правильно и будет описано в этой статье.
И если даже кто-то и не будет делать его самостоятельно (ведь не у каждого в гараже стоит расточной станок), зато после прочтения этой статьи у автовладельцев уже появится возможность грамотно проконтролировать работников автосервиса, которые выполняли расточку цилиндров и в любой момент водитель сможет произвести соответствующие проверочные замеры и оценить качество работы, а это важно знать, перед тем как начинать сборку двигателя.
К тому же ещё перед тем, как блок цилиндров начали растачивать, водитель по подготовительным действиям работников автосервиса (какие они должны быть я опишу ниже) сможет понять, доверять им расточку, или может быть лучше сменить мастерскую пока не поздно. Ведь не секрет, что после расточки цилиндров в некоторых мастерских, многие двигатели уже не проходят тот же ресурс, какой был у нового мотора.
А всё дело в правильных подготовительных операциях перед расточкой блока, так как правильная подготовка блока и оборудования очень важна (не менее чем сама расточка) и напрямую влияет на дальнейший ресурс отремонтированного двигателя. Все эти нюансы я опишу чуть ниже и надеюсь они помогут правильно выбрать ремонтную мастерскую и конечно же помогут существенно увеличить ресурс вашего мотора после его ремонта.
Расточка блока цилиндров — Важное — подготовка к работе и нужные приспособления.
И так, перед расточкой блока цилиндров очень важно сделать то, чем многие ремонтники пренебрегают, или просто не знают.
ПЕРВЫЙ ВАЖНЫЙ НЮАНС.
Как правило многие ремонтные мастерские, которые занимаются расточкой и хонинговкой блоков, при расточке цилиндров, главной-базовой плоскостью считают нижнюю плоскость блока мотора, к которой крепится поддон для масла. Говоря проще, станочники перед расточкой берут и ставят блок цилиндров двигателя на крепёжный стол своего станка, затем выверяют и совмещают ось расточной головки с осью растачиваемого цилиндра, далее зажимают блок цилиндров и начинают расточные операции.
Но ведь никто из большинства ремонтников-расточников никогда и не задумывается (ну может быть только когда растачивал блок своего двигателя), а точно ли параллельна нижняя плоскость блока цилиндров мотора оси распределительного и коленчатого вала ??? А точно ли перпендикулярна нижняя плоскость растачиваемого блока осям всех цилиндров этого блока ???
И если даже при серийном производстве на наших автозаводах и выполнили это важное условие (что мне с трудом верится), то от каждодневных нагрузок от перевыполнения плана, постоянной нехватки времени и в процессе интенсивной эксплуатации оборудования, это условие со временем нарушилось. И может быть даже всего на чуть чуть — примерно на доли градуса, а может и больше, а кто это знает и кто вообще это проверяет, особенно сейчас ? Да всего лишь какие то единицы действительно грамотных мотористов, которых ещё нужно постараться найти.
И может быть даже всего на чуть чуть — примерно на доли градуса, а может и больше, а кто это знает и кто вообще это проверяет, особенно сейчас ? Да всего лишь какие то единицы действительно грамотных мотористов, которых ещё нужно постараться найти.
К тому же на многих автозаводах (особенно отечественных) не учитывается процесс изменения формы блока, через некоторое время, в процессе старения блока цилиндров и их сразу же растачивают и отправляют на конвейр для сборки мотора (о процессе старения я ещё напишу ниже).
Не перпендикулярность оси цилиндра и оси коленчатого вала приведёт к быстрому износу деталей двигателя.
И конечно же в итоге, оси коленчатого вала (да и распределительного тоже) оказываются не строго перпендикулярны стенкам цилиндра (осям гильз цилиндров). Чудес не бывает и значит получается, что на шатуны и вкладыши двигателя постоянно будет давить пусть небольшая, но всё таки изгибающая сила.
А значит от этого кольца, поршни, да и стенки гильз цилиндров будут в процессе работы двигателя изнашиваться неравномерно (с одной стороны больше, с другой меньше). Добавим к этому ещё и то, что же между поршнями и стенками цилиндров, будет образовываться не правильная (неравномерная) плёнка моторного масла, то есть менее устойчивая клинообразная плёнка масла, которая будет постоянно выдавливаться из под клина трущейся пары (поршень-цилиндр).
Добавим к этому ещё и то, что же между поршнями и стенками цилиндров, будет образовываться не правильная (неравномерная) плёнка моторного масла, то есть менее устойчивая клинообразная плёнка масла, которая будет постоянно выдавливаться из под клина трущейся пары (поршень-цилиндр).
Следует отметить, что неравномерный слой моторного масла в виде клина, будет образовываться и между шейками и вкладышами коленчатого вала (см. рисунок 3). В результате всего этого при эксплуатации двигателя будет происходить ускоренный износ деталей и разумеется ресурс такого двигателя будет совсем небольшим.
Прочитав то, что написано выше, не сложно сделать естественный вывод, что прежде чем расточнику начинать расточку цилиндров блока двигателя, следует обязательно проверить постели коренных вкладышей коленчатого вала (да и распредвала тоже и вообще любых постелей) на их точную соосность и цилиндричность.
А главное следует обязательно проверить точную перпендикулярность отверстий (осей) постелей относительно осям всех цилиндров двигателя.
И ещё один нюанс — если нижняя плоскость блока двигателя (которую считают базовой) не перпендикулярна осям всех цилиндров мотора, то лучше не подкладывать под нижнюю плоскость блока металлические пластинки, которые немного приподнимут блок с нужной стороны и компенсируют не перпендикулярность, а следует шлифануть нижнюю плоскость блока на шлифовальном станке (ну или хотя бы на фрезерном), чтобы исправить дефект несоответствия.
И только после этого можно буде уже спокойно ложить блок мотора на стол расточного станка, закреплять его и растачивать, ну и затем хонинговать цилиндры (опять же правильным — безабразивным хоном, которые не будет шаржировать поверхности стенок цилиндров).
И если даже многие авто или мото-владельцы не смогут самостоятельно произвести грамотную подготовку к расточке и саму расточку (ведь не у каждого есть дорогой расточной станок в гаражной мастерской), но зато Вы, уважаемые читатели моего сайта, прочитав эту статью, надеюсь уже сможете адекватно контролировать расточников в каком то автосервисе, которым вы доверите ремонт своего двигателя, а не тупо кивать с открытым ртом на всё, что они Вам говорят и просто безразлично смотреть на их действия, мол якобы они профессионалы и сами всё знают.
ВТОРОЙ ВАЖНЫЙ НЮАНС.

И в реальности получается, что после обжатия всех крепёжных болтов головки динамометрическим ключом, с положенным моментом, сам цилиндр (или цилиндры) уже перестают быть строго цилиндрическим (после обжатия цилиндры принимают вид той же бочки), даже если их изготовили очень точно и до обжатия они были строго цилиндрическим.
Правильная хонинговка цилиндра. 1 — блок цилиндров, 2 — алюминиевая плита с отверстиями, вместо головки, 3 — хон с безабразивными брусочками.
Из выше описанного следует сделать вполне обоснованный и правильный вывод, что и растачивать любой цилиндр, следует обязательно ОБЖАТЫМ с таким же моментом, с каким он будет обжат вместе с головкой после сборки мотора. А для этого следует изготовить из толстой плиты (можно даже из старой головки) плиту, показанную на рисунке 2 слева.Плита изготавливается с отверстиями под расточной резец или хон (отверстия чуть больше диаметра цилиндров) и с отверстиями под крепёжные болты, с помощью которых плита прижмётся к цилиндрам так же как и головка на двигателе (с таким же положенным моментом).
И только после такой подготовительной операции можно смело начинать расточку блока цилиндров.
После расточки всех цилиндров и откручивания крепёжных болтов (ну и снятия плиты с блока цилиндров), геометрическая форма расточенных и отхонингованных цилиндров, тут же немного нарушится (форма станет примерно такой, как у песочных часов, в середине уже, а сверху и снизу шире).
Но нам теперь остаётся только установить на отремонтированный таким способом блок штатную головку двигателя и затем обжать весь бутерброд динамометрическим ключом с положенным моментом (с таким же как была обжата плита перед расточкой цилиндров), и геометрия расточенных цилиндров Вашего двигателя станет идеальной ! И конечно же цилиндры отремонтированного таким способом Вашего двигателя, станут лучше новых заводских!
Ведь при заводском серийном производстве большинства двигателей на заводах (по крайней мере отечественных), вышеописанную правильную технологию расточки и хонинговки вряд ли применяют (а если и применяют, то только на зарубежных автозаводах выпускающих престижные автомобили).
Ну и конечно же в большинстве ремонтных расточных мастерских, так грамотно и правильно двигатели тоже не обрабатывают и не ремонтируют, а если кто то из некоторых редких ремонтников и делает это, то только для своего двигателя и таких знающих мотористов ещё придётся поискать, чего я Вам очень советую, если конечно же вы желаете долго и без проблем и ремонта ездить на своём автомобиле (или мотоцикле) и не хотите в ближайшее время избавиться от своего любимого коня.
И ещё — учитывать и проверять первый из двух важных нюансов, которые я выделил выше оранжевым цветом, особенно очень важно перед расточкой блоков наших отечественных двигателей, которые собирают на заводе не выдерживая блоки некоторое время на полке, пока происходит процесс старения блока, при котором он меняет форму и происходит потеря геометрической формы всех ранее расточенных отверстий (отверстий цилиндров, постелей валов и т.п.).
И в итоге отечественные блоки со временем как бы «разъезжаются» то есть у них постепенно перекашиваются отверстия всех четырёх цилиндров , относительно постелей подшипников скольжения коленчатого вала и распредвала.
А всё, что необходимо сделать перед расточкой блока цилиндров — это:
- проверить и выполнить два основных нюанса, которые я выделил оранжевым цветом и подробно описал выше.
- доработать блок, если оси постелей коленвала и распредвала не перпендикулярны осям цилиндров.
- доработать блок (шлифануть плоскость) если нижняя плоскость блока не перпендикулярна осям цилиндров.
- затем установить и закрепить блок в поперечной плоскости станка правильно, согласно оси расточной головки.
- перепроверить и откорректировать положение блока цилиндров (с помощью индикатора часового типа) относительно оси расточной головки.
- затем следует обкатать поверхность стенок цилиндров носиком индикатора-нутромера, чтобы найти центра цилиндров (у фирменных расточных станков индикатор вмонтирован в станке — это видно на видео ниже и входит в комплектацию станка).
- ну и остаётся установить расточную головку под нужный диаметр расточки, с припуском на хонингование, которые я опишу ниже.

- произвести расточку блока цилиндров.

Ну а теперь переходим к цифрам, так сказать какие должны быть зазоры, замеры и прочие нюансы, которые будут полезны новичкам и не только.
Цилиндр двигателя — его износ, замеры и правильная геометрия нового цилиндра, или после расточки цилиндров.
Для начала рассмотрим немного, какой получается форма цилиндров после большого пробега двигателя и какой должна быть правильная геометрия нового цилиндра (цилиндров) двигателя, или после расточки, так как эти знания помогут произвести нужные замеры и вообще контролировать геометрию расточенных цилиндров.
Естественно любому понятно, что форма цилиндров двигателя должна быть по форме идеально ровного цилиндра, который имеет абсолютно одинаковые диаметры в любом месте по высоте, а так же при замерах в диаметрально противоположных направлениях (крест-накрест).
Но многие водители, да и практически все ремонтники знают, что изнашивается поршневая группа (цилиндр (гильза) и поршни) неравномерно, так как поршень испытывает наибольшее трение о цилиндр в его середине, и меньшее трение в низу и в верху. От этого форма выработки стенок цилиндров блока образуется в виде бочки (в середине износ больше, а сверху и снизу цилиндра меньше).
От этого форма выработки стенок цилиндров блока образуется в виде бочки (в середине износ больше, а сверху и снизу цилиндра меньше).
индикаторный нутромер
Так же следует учесть, что трение поршня о цилиндр больше спереди и сзади цилиндра, а с боков трение меньше. Это происходит от того, что шатун ходит и создаёт давление взад и вперёд, а не вправо-влево. И разумеется от этого и выработка получается неравномерной, то есть спереди и сзади она больше, а с боков меньше и в итоге цилиндр постепенно превращается в овал.
Такая же неравномерная выработка происходит конечно же и на поршне (поршнях), но поршень нам не важен, так как после расточки при сборке мотора будет заменяться новым, а вот знать как и где вырабатывается цилиндр (гильза) новичкам будет очень полезно.
Замер цилиндра мотоцикла индикаторным нутромером.
И из этих знаний и исходит то, как правильно замерять цилиндр, чтобы увидеть его износ и на сколько придётся растачивать. И значит замерять цилиндр с помощью нутромера следует в нескольких местах. Как пользоваться нутромером в интернете информации море, да и я уже об этом написал вот тут и мне нет смысла повторяться.
Как пользоваться нутромером в интернете информации море, да и я уже об этом написал вот тут и мне нет смысла повторяться.
Места замера цилиндра нутромером.
Кто не знает как пользоваться индикаторным нутромером и кому нужно узнать, то могут кликнуть на ссылку чуть выше и почитать статью в отдельной вкладке. А вот в каких местах производить замеры изношенного цилиндра смотрим на рисунке слева.
Там видно, что точный диаметр цилиндра (как изношенного, так и расточенного для проверки качества) измеряется нутромером в четырёх поясах, но замеры этих поясов производим как в продольном, так и в поперечном направлении (крест-накрест), чтобы узнать не только износ в виде бочки, но и в виде овала.
А вообще проверка цилиндров на износ (и вообще пора ли их растачивать или они ещё поработают) заключается в том, не превышает ли их износ максимально допустимый — 0,15 мм (это для четырёхцилиндровых моторов с объёмом 1,5 — 2.0 литра, а для большекубатурных моторов зазоры могут быть чуть больше, а для малокубатурных зазоры могут быть чуть меньше и максимально допустимые значения можно узнать в мануале конкретного двигателя).
Перед замерами сначала следует настроить индикаторный нутромер на ноль и для настройки нутромера в раскрученных мастерских используется специальный калибр (кольцо из набора), но он не у всех есть, особенно у гаражных мастеров. Но не беда, ведь индикаторный нутромер вполне возможно выставить по диаметру цилиндра в той части, где он не изнашивается ( ведь в самом верху цилиндра любого мотора образуется ступенька, куда поршень не доходит при работе мотора).
Поэтому, по разнице замеров ( размеров) в не изношенном в самом верху месте и в остальных поясах можно судить о степени износа цилиндров.
Также, нутромер можно настроить и по микрометру, а размер на микрометре выставляется по мануалу вашего автомобиля, в котором указывается диаметр нового цилиндра, или по номеру очередного ремонта). Замерив цилиндр в четырёх поясах и в диаметрально противоположных направлениях записываем показания.
И если максимальная степень износа в середине цилиндра (в районе выработанных в середине стенок в виде бочки) превышает 0,15 мм.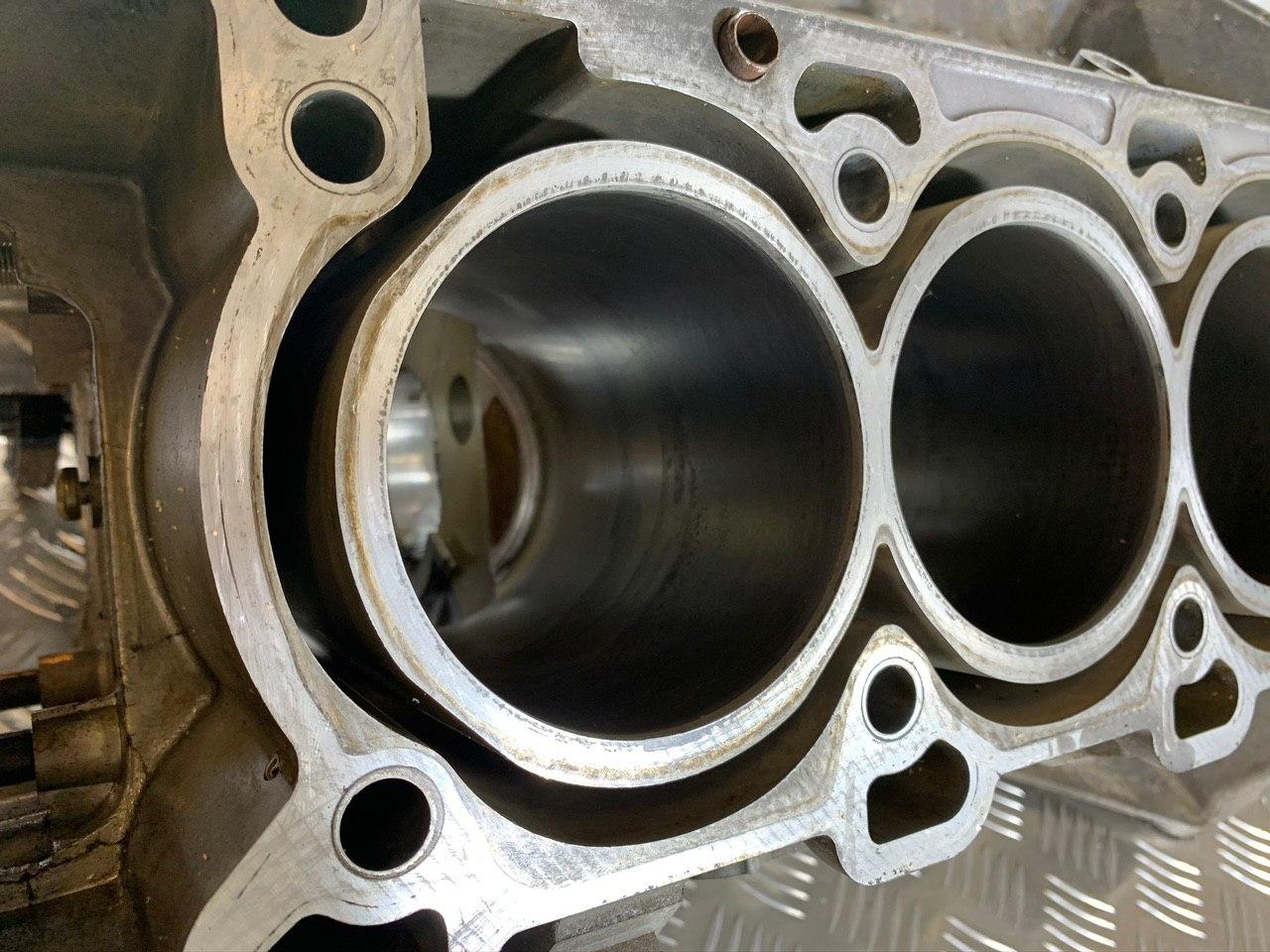 , то это значит, что необходимо произвести расточку блока цилиндров до ближайшего ремонтного размера, оставив припуск в 0,03 мм., под дальнейшее хонингование с помощью хона, который подробно описан вот тут (припуск может быть и около 0,1-0,15 мм на диаметр, у двигателей с бóльшими рабочими объёмами, или с хонинговкой с абразивными брусками).
, то это значит, что необходимо произвести расточку блока цилиндров до ближайшего ремонтного размера, оставив припуск в 0,03 мм., под дальнейшее хонингование с помощью хона, который подробно описан вот тут (припуск может быть и около 0,1-0,15 мм на диаметр, у двигателей с бóльшими рабочими объёмами, или с хонинговкой с абразивными брусками).
После расточки хонингуем цилиндры блока только с помощью безобразивных брусков, и только они позволят не шаржироваться стенкам цилиндров вашего двигателя абразивной пылью и таким образом ваши кольца и поршни проработают положенный им ресурс — это важно и подробно я об этом уже писал в отдельной очень полезной статье о правильном капитальном ремонте вот здесь.
Там же описаны и правильные подготовительные операции перед расточкой блока цилиндров, которые так же позволят сделать ресурс отремонтированного мотора не хуже и даже лучше, чем у нового. Но о правильных подготовительных операциях я написал и здесь, чуть выше, в отдельном разделе — подготовка к расточке.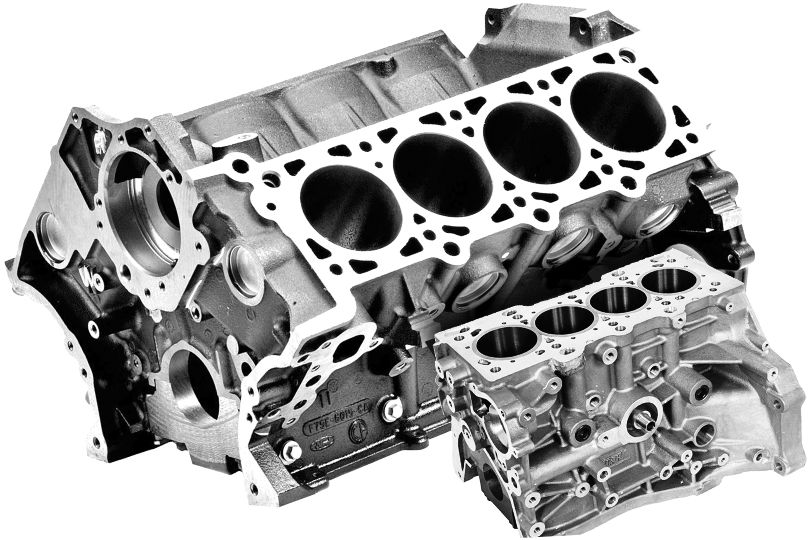
При хонинговке следует выдержать такой диаметр цилиндра (цилиндров), чтобы при установке выбранного ремонтного поршня зазор между ним и цилиндром был в пределах 0,025 — 0,045 мм. Как правило, по наружному диаметру новые поршни разбиты на пять классов А, В, С, D. E, через каждые 0,01 мм. Также следует напомнить, что наружная поверхность качественного поршня от любой авторитетной фирмы имеет сложную форму.
То есть по высоте форма поршня немного коническая (это можно проверить с помощью микрометра), а в поперечном сечении овальная, поэтому измерять диаметр нового поршня необходимо в плоскости, перпендикулярной поршневому пальцу и в районе пояса поршневого пальца.
Так же поршни по диаметру отверстия под поршневой палец делятся как правило на три класса 1 , 2, и 3 через каждые 0,004 мм., но у разных производителей могут быть и другие классы и размеры. Классы диаметров поршня и отверстия под поршневой палец обычно выбиваются на днище поршня.
Ещё следует учесть, что поршни делятся ещё на три группы по весу (массе) и разумеется на двигателе все поршни должны быть одинаковой группы по массе. А вообще я советую всегда и поршни, и шатуны (особенно от неизвестных производителей) взвешивать перед установкой на цифровых весах, и если есть даже небольшая разница в весе, то следует сточить в не ответственном месте лишний материал.
А вообще я советую всегда и поршни, и шатуны (особенно от неизвестных производителей) взвешивать перед установкой на цифровых весах, и если есть даже небольшая разница в весе, то следует сточить в не ответственном месте лишний материал.
Ну и поршни ремонтных размеров для отечественных и некоторых импортных автомобилей и мотоциклов обычно изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром (может быть и больше). Стрелка на поршне показывает, что при установке в цилиндр она должна быть направленна в сторону распредвала.
Выше было описано то, что нужно знать новичкам, ну а что касаемо самого процесса расточки блока цилиндров, то описывать его нет смысла, лучше посмотреть видеоролики на эту тему, которые я опубликовал ниже. Но следует всё же написать основное, говоря простым языком, а именно:
Расточка блока цилиндров необходима для восстановления правильной геометрии изношенных цилиндров (то есть чтобы удалить бочку и овал), а также чтобы восстановить требуемый зазор между цилиндром и поршнем. Восстановить требуемый зазор между родными изношенными поршнями и расточенными цилиндрами конечно же не получится, ведь диаметр расточенных цилиндров станет немного больше.
Восстановить требуемый зазор между родными изношенными поршнями и расточенными цилиндрами конечно же не получится, ведь диаметр расточенных цилиндров станет немного больше.
И разумеется зазор восстанавливают между новым ремонтным поршнем, который чуть больше по диаметру, и цилиндром. Для этого следует увеличить диаметр цилиндра с помощью расточки и хонинговки, в соответствии с наружным диаметром нового ремонтного поршня, плюс рабочий зазор. Ну и конечно же расточка уберёт и «бочку» и «овал» и как было сказано выше, восстановит правильную геометрию идеально ровного цилиндра.
Как было описано мной выше, среднее значение необходимого рабочего зазора у большинства серийных двигателей в пределах 0,04-0,05 мм. То есть говоря проще для новичков — это та величина рабочего зазора, на которую диаметр цилиндра должен быть больше наибольшего диаметра ремонтного поршня (как я уже говорил, измеряем наибольший диаметр на юбке поршня в месте перпендикулярном оси отверстия поршневого пальца), и рабочий зазор необходим чтобы поршень не заклинило в цилиндре от теплового расширения.
Зазор может быть и другим (например на большекубатурных моторах), в зависимости от диаметра цилиндров и поршней, а так же тепловой зазор зависит от материала поршня и разумеется, чем больше тепловое расширение материала поршня, тем больше должен быть рабочий зазор между поршнем и цилиндром двигателя. Раньше, когда поршни делали из такого же материала как и гильзы цилиндров, то есть из чугуна, рабочий зазор был очень мал, ведь тепловое расширение у гильзы и у поршня было практически одинаковым.
Кстати и сейчас, у самых современных двигателей, у которых блок цилиндров изготовлен из лёгкого сплава и имеет почти такое же тепловое расширение как и поршни, то есть блок цилиндров не имеет гильз, а имеет никасилевое покрытие, или ещё более современное покрытие керонайтом, рабочие зазоры соответственно меньше, чем у более старых чугунных блоков, или алюминиевых блоков с чугунными гильзами.
Конечно же любой грамотный расточник знает (или уточняет перед расточкой), какие должны быть рабочие зазоры между поршнем и цилиндром, в зависимости от материала цилиндров и их теплового расширения.
Но получить после расточки требуемый рабочий зазор между новым ремонтным поршнем и стенками цилиндров — это ещё не всё. Также обязательно следует добиться того, чтобы конусность и элипсность каждого цилиндра в блоке не превышали допустимые 0,01 мм.
Иначе в цилиндрах вашего двигателя не получится нужного рабочего зазора по всей поверхности стенок цилиндров и конечно же нормального прилегания поршневых колец к стенкам цилиндров по всей их поверхности. Ну и конечно же следует добиться того, чтобы все цилиндры были абсолютно параллельны относительно друг друга ( в пределах точности до 0,01 мм., по всей длине цилиндров). Иначе шатуны и поршни (а значит и вкладыши) будут работать с некоторым перекосом и будут изнашиваться неравномерно.
И ещё следует напомнить, что сама по себе качественная расточка цилиндров блока далеко не быстрая операция, ведь кроме учёта всех выше описанных мной важных нюансов и выверки положения блока цилиндров, относительно оси расточной головки станка, следует производить процесс растачивания стенок цилиндров с малой подачей, которая позволяет добиться нормального качества поверхности стенок цилиндров, а работа с малыми подачами требует определённого времени.![]()
Но только учитывая все вышеописанные нюансы, можно гарантировать высокое качество расточки блока и всего ремонта вашего двигателя.
Совместить ось растачиваемого цилиндра с осью расточной головки совсем несложно с помощью подходящего по диаметру конуса, закрепляемого в шпинделе станка и опускаемого в цилиндр, и затем перепроверить соосность с помощью индикатора часового типа, так же закреплённого на шпинделе станка. И только после этого стоит закреплять блок к поверхности стола станка для дальнейшей расточки. Это показано в видеоролике чуть ниже. А вот другие проверочные операции (например добиться чтобы конусность и элипсность каждого цилиндра не превышали 0,01 мм.) сделать несколько сложнее.
Оборудование для расточки блока цилиндров.
Ну и напоследок следует написать несколько слов о том, с помощью чего производят сам процесс расточки цилиндров двигателей.
Как известно многим, расточные станки (особенно от авторитетных фирм), которые используют для расточки и хонинговки блоков цилиндров, имеют не малую цену и недоступны большинству гаражных мастерских и даже многим СТО широкого профиля.
И такое оборудование могут позволить себе лишь раскрученные специализированные СТО и технические центры. А чтобы окупить дорогой станок достаточно быстро, потребуется постоянная загрузка станка. И выдержать напряжённый режим работы разумеется сможет только качественное оборудование от авторитетных фирм.
К тому же качественное современное оборудование позволяет ускорить операции по настройке, расточке и хонинговке блоков в несколько раз, по сравнению с древним отечественным оборудованием. Чтобы понять на сколько быстрее, то следует отметить, что многие станки от европейских или американских производителей позволяют расточить четырёхцилиндровый блок цилиндров в течение 20-30 минут, при съеме слоя металла со стенок цилиндров до 0,5 мм (на диаметр).
До сих пор самым распространённым и надёжным были и остаются станки фирмы «Sunnen» американских производителей (например станок CV616). Их станки имеют целый ряд преимуществ перед отечественным оборудованием — высокая надёжность и производительность, описанная чуть выше, ну и разумеется достаточно высокая точность и простота настроек управления, а на современных станках наличие автоматики позволяет почти полностью автоматизировать процесс (например с помощью автоматической подачи хона на разжим брусков) при наличии заказов с одинаковыми параметрами.
К тому же некоторые станки, (например тот же CV616) позволяют без предварительной расточки сразу хонинговать стенки цилиндров под нужный окончательный диаметр цилиндров. Это существенно экономит время на обработку и электроэнергию.
Единственная задержка, и то в конце работы, нужна для быстрой смены брусков с более мелким зерном для финишного прохода (точнее для смены на специальные безабразивные щётки, которые не позволяют шаржироваться поверхности стенок цилиндров, как это происходит с обычными абразивными брусками, и в итоге поршневые кольца и сами поршни прослужат существенно дольше) .
Ну и естественно точность станков этой фирмы достаточно высока и позволяет добиться не только поверхности нужного класса шероховатости, но и конусности, а так же элипности цилиндров блока в пределах современных допусков, то есть не более 0,01 мм.
Ну и напоследок хочется отметить, что как правило вместе с расточкой блока в капремонт изрядно пробежавшего двигателя входит и шлифовка коленчатого вала с заменой вкладышей и подробно об этой операции желающие могут почитать вот здесь. Если же ваш двигатель имеет значительный пробег, то также не помешает произвести и ремонт постелей распределительного вала о котором я подробно описал в этой статье.
Вот вроде бы и всё, надеюсь эта статья о расточке блока цилиндров будет полезна, особенно новичкам, успехов всем.
Как Расточить Блок Цилиндров Своими Руками
О самостоятельной расточке блока цилиндров задумываются экономичные автолюбители, либо те, кто привык все ремонтные манипуляции выполнять своими руками. По этому поводу у большинства водителей сразу возникает вопрос: насколько целесообразно проводить подобную процедуру, которую никак нельзя назвать легкой, в условиях гаражного бокса? Ведь выполнять шлифовку блока, не имея специального оборудования и определенных навыков довольно проблематично. Помимо этого, невозможно до конца быть уверенным в точности проведения этой процедуры, но все же многие автовладельцы берутся за расточку блока цилиндров в домашних условиях.
По этому поводу у большинства водителей сразу возникает вопрос: насколько целесообразно проводить подобную процедуру, которую никак нельзя назвать легкой, в условиях гаражного бокса? Ведь выполнять шлифовку блока, не имея специального оборудования и определенных навыков довольно проблематично. Помимо этого, невозможно до конца быть уверенным в точности проведения этой процедуры, но все же многие автовладельцы берутся за расточку блока цилиндров в домашних условиях.
Заметим, что опытные мотористы не одобряют проведение подобной процедуры. Хотя она может быть использована как крайняя мера для восстановления работоспособности мотоциклетных либо мопедных двигателей. Расточить блок цилиндров автомобильного силового агрегата можно несколькими способами, каждый из которых требует определенных усилий и затрат. Все же лучше всего выполнить эту процедуру на специальном расточном станке, поскольку в этом случае риск повредить блок сведен к минимуму. На станке можно получить идеальную расточку цилиндра (в случае если она будет сделана профессионалом), а вот при ручном исполнении таких результатов вряд ли удастся достичь.
Для чего это нужно?
Само понятие «расточка блока» подразумевает процесс восстановления геометрии цилиндров силового агрегата при помощи специальных станков. Главной предпосылкой к расточке блока является проведение капитального ремонта двигателя, однако сейчас процедура в основном проводится для увеличения его мощности.
Растачивать цилиндры при капитальном ремонте необходимо по той причине, что находящиеся в них поршни под воздействием высокого температурного режима, давления и прочих постоянных нагрузок, являются причиной нарушения геометрической формы цилиндров. Говоря проще от постоянного трения и высоких нагрузок цилиндр вместо идеально круглой формы, приобретает форму эллипса. Из-за этого поршень уже не может полностью прилегать к его стенкам, в результате чего образовывается значительный зазор, через который отработанные газы либо топливо проникают в картер, а моторное масло – в камеру сгорания.
Естественно, из-за всего этого силовой агрегат значительно теряет свою мощность, увеличивается потребление топлива и масла.
 Одним из верных признаков, свидетельствующих о необходимости проведения расточки двигателя, является увеличенный расход моторного масла. Помимо этого, следует обратить внимание на цвет отработанных газов. Если из выхлопной трубы начинает появляться сизовато-синий дым, не за горами капитальный ремонт силового агрегата.
Одним из верных признаков, свидетельствующих о необходимости проведения расточки двигателя, является увеличенный расход моторного масла. Помимо этого, следует обратить внимание на цвет отработанных газов. Если из выхлопной трубы начинает появляться сизовато-синий дым, не за горами капитальный ремонт силового агрегата.Буквально несколько десятков лет назад невозможно было найти моторное масло либо охлаждающую жидкость хорошего качества, из-за этого возникали частые перегревы моторов. Доходило даже до того, что приходилось выполнять капремонт двигателя нового автомобиля спустя 30-50 тыс. км пробега. А агрегаты на грузовой и специальной технике приходилось восстанавливать намного чаще.
Сегодня ситуация изменилась кардинально. Современные смазывающие и охлаждающие жидкости позволяют значительно увеличить ресурс автомобильного двигателя. Сейчас средняя величина пробега до проведения капитального ремонта составляет примерно 200-250 тыс. км, причем, за год далеко не каждый автомобилист проезжает даже 12-15 тыс. км. Выходит, что этого ресурса силового агрегата должно хватить на более чем 15 лет эксплуатации. Далеко не каждое транспортное средство может выдержать столько.
км. Выходит, что этого ресурса силового агрегата должно хватить на более чем 15 лет эксплуатации. Далеко не каждое транспортное средство может выдержать столько.
Расточка блока в последнее время крайне редко применяется в качестве необходимой ремонтной меры. В основном эта процедура используется при тюнинге для увеличения объема и мощности двигателя. Но, во втором случае расточка проводиться лишь тогда, когда состояние стенок цилиндров позволяет ее выполнить. В этом случае необходима установка поршней с большим диаметром. Также для обеспечения корректности работы силового агрегата потребуется большее количество топливной смеси, поскольку его объем увеличится, соответственно, возрастет мощность.
Какие моторы можно точить, а какие нельзя?
Как известно, блок цилиндров может быть изготовлен из чугуна либо алюминия. Первый вариант, несмотря на некоторые минусы, к которым относятся высокая масса и низкий теплоотвод, обладает хорошей прочностью и идеально поддается проточке. Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Однако стенки его цилиндров покрывают специальным износостойким составом, из-за чего протачивать их не рекомендуется. Эта процедура попросту удалит покрытие со стенок, в результате чего цилиндры потеряют свою прочность и прослужат недолго.
Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень. Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Расточка блока цилиндров. Двигатель расточка на современном оборудовании с хонинговкой. Расточить блок за 1 -2 дня
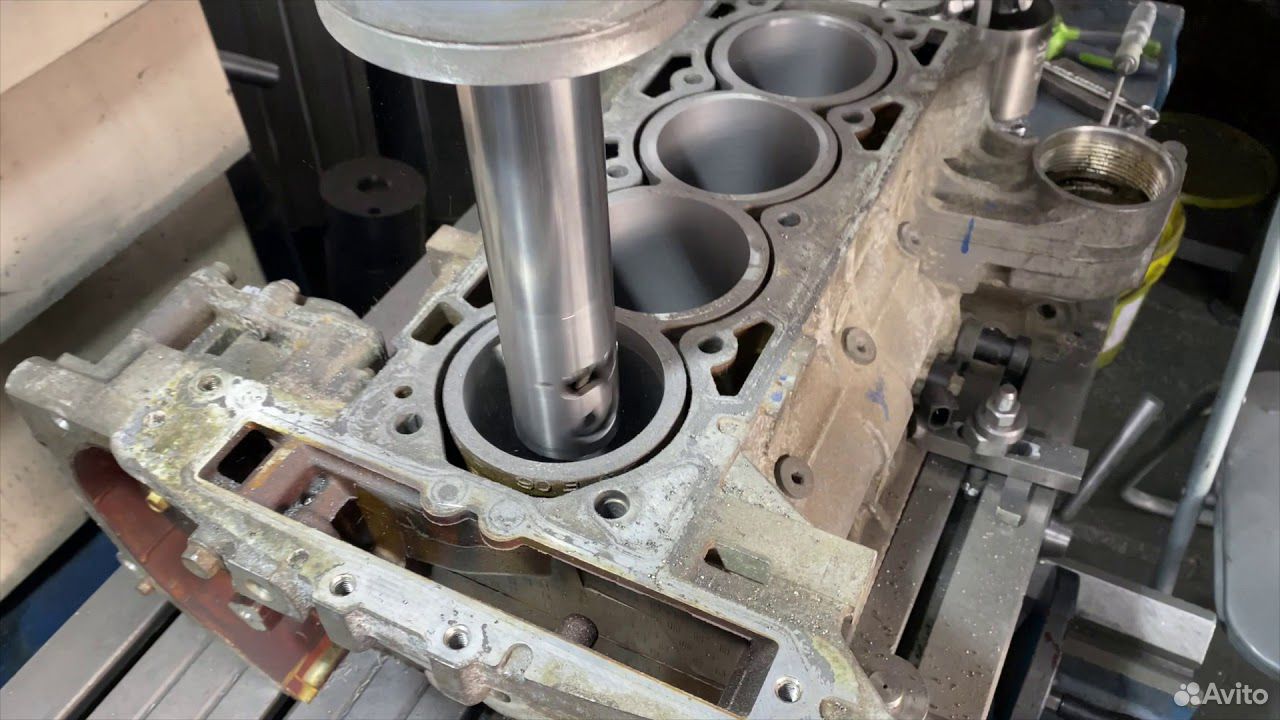
Разобранный блок цилиндров помещают в специальный станок. Механик замеряет размер цилиндров, после чего определяет глубину задиров. Точность обработки поверхностей составляет примерно 0,001 мм. Механик выставляет станок под нужный размер.
Механик замеряет размер цилиндров, после чего определяет глубину задиров. Точность обработки поверхностей составляет примерно 0,001 мм. Механик выставляет станок под нужный размер.
Звоните: +7-499-686-12-80
1. Что такое расточка блока цилиндров, и какие причины приводят к ее необходимости.
Двигатель – важнейший агрегат автомобиля. В результате значительных нагрузок во время рабочего цикла, мотор автомобиля со временем начинает изнашиваться. Возникает нужда в капитальном ремонте ДВС автомобиля. Одним из признаков приближающегося капитального ремонта является падение компрессии в цилиндрах двигателя. Автовладелец начинает чувствовать, что машина плохо «тянет», медленно набирает скорость – другими словами.
Дело в том, что независимо от того, является ли двигатель дизельным или бензиновым, горючая смесь сжимается во время рабочего цикла. Если степень сжатия меньше, чем номинальная, КПД двигателя соответственно уменьшается. Это происходит благодаря увеличению зазоров в месте контакта поршневых колец и поверхностей поршней, в результате естественного износа, чаще всего. В тех случаях, когда в блоке цилиндров установлены сменные гильзы, расточка цилиндров не требуется, достаточно заменить их на новые. Если гильзы в блоке несъемные, то придется их растачивать на специальном станке, приводя форму и размер к нормальному виду.
Помимо расточки гильз может понадобиться ремонт постелей(посадочных мест под шейки) коленчатого вала, если соответствующие втулки были провернуты во время вращения вала. Это может быть вызвано неправильной сборкой двигателя, недостатком моторного масла или сильной его загрязненностью в картере двигателя (обычно – металлической стружкой или песком).
Расточка блока цилиндров, обычно делается при износе стенок цилиндров, когда уже на поверхности появились глубокие царапины (задиры).
Двигатель при такой поломке, начинает есть больше масла, соответственно масло нужно постоянно подливать. В случае, если Вы не подольете вовремя масло до уровня, тогда у Вас будет масленое голодание, как следствие клин двигателя. Но это уже совсем другая поломка. После того, как у Вас разобрали двигатель, и обнаружили износ цилиндров. Вы соответственно должны либо поставить гильзы, либо Вам нужна расточка блока цилиндров под ремонтный поршень.
2. Как происходит расточка блока ДВС (Расточка блока цилиндров, происходит следующим образом).
Разобранный блок цилиндров помещают в специальный станок. Механик замеряет размер цилиндров, после чего определяет глубину задиров. Точность обработки поверхностей составляет примерно 0,001 мм. Механик выставляет станок под нужный размер, после чего начинается расточка блока цилиндров. Во время расточки цилиндра постоянно подается вода, это делается для того, что бы рабочая поверхность не нагревалась, и не было деформации поверхности блока цилиндров. После того, как все цилиндры расточены под один ремонтный размер (один цилиндр нельзя расточить, растачиваются только все сразу под один размер!) нужно сделать протоки для того что бы масло поступало в цилиндры для равномерной смазки. Это называется хонинговка цилиндров. Соответственно хонинговка цилиндров обязательная работа, так как без масленой пленки снова появятся задиры по цилиндрам. Соответственно хонниговка цилиндров происходит следующим образом: Блок цилиндров закрепляется на станину, при том для разных блоков нужна своя станина, для того что бы блок находился под определенным углом по отношению к резцу. Резец на станке настраивается под размер цилиндра, после чего происходит хонинговка цилиндров. Хон делается на каждый цилиндр, если это рядный мотор. В случае, если двигатель V-образный, то возможно сделать или одну сторону, или две. По одному цилиндру ни расточка, ни хонинговка не делается. При этом необходимо восстановить геометрию цилиндра, так как в процессе эксплуатации она неизменно нарушается.
После того, как все цилиндры расточены под один ремонтный размер (один цилиндр нельзя расточить, растачиваются только все сразу под один размер!) нужно сделать протоки для того что бы масло поступало в цилиндры для равномерной смазки. Это называется хонинговка цилиндров. Соответственно хонинговка цилиндров обязательная работа, так как без масленой пленки снова появятся задиры по цилиндрам. Соответственно хонниговка цилиндров происходит следующим образом: Блок цилиндров закрепляется на станину, при том для разных блоков нужна своя станина, для того что бы блок находился под определенным углом по отношению к резцу. Резец на станке настраивается под размер цилиндра, после чего происходит хонинговка цилиндров. Хон делается на каждый цилиндр, если это рядный мотор. В случае, если двигатель V-образный, то возможно сделать или одну сторону, или две. По одному цилиндру ни расточка, ни хонинговка не делается. При этом необходимо восстановить геометрию цилиндра, так как в процессе эксплуатации она неизменно нарушается. Это происходит в результате объективных причин, – поршневые кольца во время рабочего цикла неравномерно трутся о гильзу, в связи с чем плоскость стенок гильзы изнашивается так же неравномерно. Мастер, работающий на станке, на малых скоростях производит обработку поверхностей цилиндра, учитывая необходимые допуска по размерам. Эти размеры рассчитываются исходя из модели двигателя и размеров поршневых колец, которые будут монтироваться на двигатель во время сборки.
Это происходит в результате объективных причин, – поршневые кольца во время рабочего цикла неравномерно трутся о гильзу, в связи с чем плоскость стенок гильзы изнашивается так же неравномерно. Мастер, работающий на станке, на малых скоростях производит обработку поверхностей цилиндра, учитывая необходимые допуска по размерам. Эти размеры рассчитываются исходя из модели двигателя и размеров поршневых колец, которые будут монтироваться на двигатель во время сборки.
3. Заключительный этап. Хонингование.
Хонингование – это своего рода абразивная доводка поверхностей, необходимая для того, чтобы поршневые кольца плавно скользили по поверхности гильзы цилиндра, не образуя задиров. Хонингование производят, как правило, на специальных станках, однако, некоторые автолюбители делают это вручную при помощи специальных насадок.
После расточки блока необходимо произвести тщательную его промывку и продувку сжатым воздухом. Все частицы стружки нужно удалить.
4. Особенности эксплуатации ДВС.
Операции по расточке блока ДВС – процедура, с которой сталкивается большинство автомобилистов. Чаще всего – это плановое мероприятие при капитальном ремонте двигателя. Однако автолюбителям нужно следить, чтобы замена моторного масла производилась вовремя и по всем правилам. Необходимо стараться эксплуатировать мотор в щадящем режиме, то есть плавный разгон при плавном торможении. Тогда мотор обязательно проработает долго и без отказов
Расточка блока цилиндров двигателя | Тюнинг ателье VC-TUNING
Расточка блока цилиндров двигателяДанная процедура заказывается в VC-tuning, только под определенные тюнинг проекты.
Информационная статья в разделе TT.
Для увеличения технических показателей двигателя (в данном случае это мощность) возможна расточка блока цилиндров.
Стенки цилиндров поршневой системы двигателя автомобиля имеют достаточный запас толщины. Если немного уменьшить это значение, то можно значительно увеличить объём внутреннего пространства цилиндров. Такие манипуляции позволят сжигать большее количество горючего за тоже время, что и до расточки, и, следовательно, мощность двигателя достаточно хорошо возрастает.
Расточка головки блока цилиндров является сложным технологическим процессом, который требует достаточно много профессиональных навыков и наличия специального оборудования. Провести такую доработку двигателя в личном гараже не получится, придётся отправить весь механизм поршневой системы в специально оборудованную автомастерскую.
Для того чтобы увеличение объёма цилиндров прошло гладко, необходимо сообщить мастеру, производящему ремонт вашего автомобиля, размер гильз. Расточенные гнезда под гильзы должны соответствовать своим размерам, иначе поршни будут работать неправильно и это повлечет за собой сбой всей системы. Перечислим основные требования, которые должны знать не только работники ремонтных автомастерских, предъявляемые к ремонтным гильзам блока цилиндров, это:
Перечислим основные требования, которые должны знать не только работники ремонтных автомастерских, предъявляемые к ремонтным гильзам блока цилиндров, это:
- Эллипс и форма гильзы должны быть не больше значения в 0,02мм, величина ширины стенки – 0,01мм.
- Обработка поверхности гильзы должна производиться по классу точности – не ниже 8.
- При обработке гильзы нужно учитывать припуск на расточку, который выбирают из каталога для ремонтных гильз.
 Если полученный зазор меньше значения в 0,15 – все в порядке и поршневая система будет работать без посторонних стуков.
Если полученный зазор меньше значения в 0,15 – все в порядке и поршневая система будет работать без посторонних стуков. Поделывая расточку блока цилиндров на токарном станке, автомеханик должен выдерживать соосность цилиндров относительно базовой стороны. Параллельность деталей поршневой системы согласуют с соответствующими частями распределительного вала. При проведении расточки блока цилиндров оставляют припуск в 0,1 – 0,15мм. Это расстояние обеспечит избежание перекоса при хонинговании головки блока.
Процесс хонингования – обязательная операция при улучшении показателей мощности двигателя автомобиля. С наружной поверхности цилиндра и внутренней части гнезда под головку блока цилиндров хонингованием снимают слой материала, оставленного на припуск. Технологический процесс хонингования выполняется по определенной схеме.
Ремонт двигателей расточкой блока цилиндров
К расточке блока цилиндров прибегают в самых крайних случаях:
- В цилиндры могли попасть посторонние предметы, в результате чего из строя вышла крышка блока цилиндров, а сами цилиндры получили значительные царапины.
- В процессе работы двигателя, на стенках цилиндров выработался металл, что привело к образованию овальности цилиндров, и соответственно привело к ослаблению степени сжатия газовой бензиновой смеси, и значительному уменьшению мощности двигателя.
- Увеличение мощности двигателя за счет увеличения объема камеры цилиндров (форсирование двигателя). В этом случае, за один ход цилиндров воспламеняется большее количество газовой бензиновой смеси, что ведет к увеличению энергии взрыва.
Расточка блока цилиндров
Расточка цилиндров (увеличение их внутренних диаметров), производится под вполне конкретный размер, который называется ремонтным размером. Существуют два вида ремонтных размеров – первый и второй. После второй расточки цилиндры не ремонтируются, в виду недостаточной толщины их стенок. Под каждый ремонтный размер существуют вполне определенные размеры металлических ремонтных гильз, которые также называются гильзы первого и второго ремонта.
Выбор ремонтных гильз происходит строго по соответствующему каталогу. Выбирая соответствующие гильзы нужно учитывать размеры припуска, которые требуется для проведения последующих расточек.
Выбирая соответствующие гильзы нужно учитывать размеры припуска, которые требуется для проведения последующих расточек.
Расточка цилиндров производится в мастерских или заводских условиях на вертикальных фрезерных станках повышенной точности. Скорость вращения фрезы очень незначительная, чтобы снять толщины металла с точностью 0,001мм, при этом сохранить цилиндрическую и вертикальную точность цилиндров. Во время расточки, очень важно сохранить параллельность цилиндров по длине и перпендикулярность, относительно базы. Параллельность цилиндров привязывается к постели распределительного вала, а не к самому корпусу блока.
Расточка производится с небольшим припуском, который позволяет сохранить нетронутым верхний слой, толщиной 0,1-0,15мм. Применение такого припуска позволит не перекоситься оси цилиндров, при последующей обработке расточенных цилиндров.
Дальнейшая, чистовая обработка расточенных цилиндров, заключается в снятии с применением более точного оборудования оставленного припуска, для получения идеально чистой внутренней поверхности цилиндров. Такая окончательная обработка поверхности цилиндров, носит название хонингование. По окончании хонингования, в расточенные цилиндры вставляются металлические гильзы, и двигатель собирается в рабочее положение.
Такая окончательная обработка поверхности цилиндров, носит название хонингование. По окончании хонингования, в расточенные цилиндры вставляются металлические гильзы, и двигатель собирается в рабочее положение.
Расточка в Самаре: отзывы, адреса, телефоны
Вадим Гость
16.10.2018 | 13:54
Отдавал в расточку два цилиндра от мотоцикла. По предварительному звонку и потом на месте назвали стоимость работ – полторы тысячи. И время на исполнение – пара дней. Специально уточнял.
Отдал детали в работу, ждать пришлось две недели, а при расчете с меня затребовали ДВОЙНУЮ стоимость от названной ранее! Типа, “мы назвали стоимость работ за 1 цилиндр”. Забирал цилиндры в выходные, на месте была только какая-то девушка. Приезжать еще раз для разбирательств в другой день в такую даль я не стал. Отдал трёшку.
Насколько я понял, в работе столкнулись с какими-то сложностями, из-за этого времени ушло в несколько раз больше, что и решили компенсировать, слупив с меня двойную цену. Непорядочно это.
Непорядочно это.
Оценка: 1 из 5 – очень плохо
спец Гость
09.10.2015 | 20:56
Адрес на схеме показан не точный, они не на кирова 73, а на кирова 73 “В”. Это где автошкола, там на шлагбауме нужно записаться и проехать внутрь в бокс №3.
Не соглашусь с предыдущим отзывом – за много лет работы с ними ничего плохого сказать не могу. Выполняли такие работы за которые другие мастерские не брались. вот пример – обратился к ним с блоком “кулак дружбы” и таким же коленвалом с пожилой мицубиси (сам хозяин машины наотрез отказался покупать бу движок), у них блоки не варят, но подсказали куда обратиться проварить дыру. после чего загильзировали цилиндры, отшлифовали плоскости на блоке, исправили и напылили коленвал, головки шлифонули и потом подсказали где можно проверить постель блока… Так вот конкретно этот автомобиль ездит уже второй год!
Оценка: 5 из 5 – отлично
Сергей Гость
07. 09.2015 | 08:23
09.2015 | 08:23
Созвонился с этими “специалистами”, привез им блок и коленвал… Вал лежал мертвым грузом 4 дня, после чего его всетаки отдефектовали и отказались точить, блок пролежал 7 дней и так же уехал не расточенным, т.к. их суперстанки не точат с такой точностью… По телефону же всегда бодрым голосом рапортуют о том что все в работе и вот уже сейчас будет готово…
Оценка: 1 из 5 – очень плохо
Алдексей Гость
16.10.2013 | 18:07
Я сам живу в Оренбуржской области, возникла проблема с движком – вскрытие показало, что в цилиндрах задиры(((( Думал, что попал на блок. Знакомые мотористы посовытовали обратиться к этим специалистам, позвонил, договорился на 7:30 утра приехать (!!!!), сказали – так смогут сделать за день. Короче сделали гильзовку, шлифанули коленвал и шлифанули головки – все это без очереди, чтобы мне одним днем уехать! СПАСИБО огромное им!!
Короче от меня – только 5 балов !
Оценка: 5 из 5 – отлично
Володя Гость
08. 08.2013 | 12:59
08.2013 | 12:59
Работаю с этой компанией относительно недавно, около года. Очень понравилось качество и отношение! Самое лучшее соотношение цена- качество! Что еще сказать, коллеги, рекомендую!
С уважением, Владимир.
Оценка: 5 из 5 – отлично
Расточка блоков цилиндров
Расточка цилиндров. От 1 210 руб за цилиндр.Сроки выполнения расточк в 2019 году – 1 день! В наличии на складе большое количество поршней разных ремонтных размеров! Полностью модернизирован и расширен станочный парк! Новые расточные и хонинговальные станки. Максимальное качество, минимальные сроки- адекватные цены!
Компанией Центр «МОТОР» выполняется расточка любых блоков цилиндров: расточка чугунных блоков, расточка алюминиевых блоков, расточка V-образных и W-образных блоков, расточка блоков цилиндров Subaru.
При расточке блока, цилиндры обрабатываются под ремонтные поршни увеличенного диаметра: сначала растачиваются, а потом хонингуются.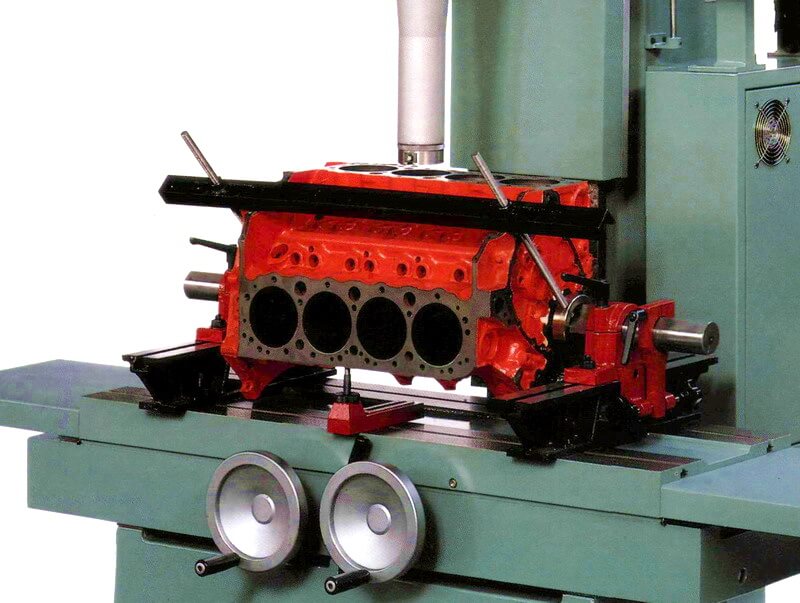 Хонинговка – это обработка поверхности цилиндра специальными абразивными брусками: получается очень точное отверстие в цилиндре(отклонение не более 0,01 мм) и на поверхность наносятся риски, в которых задерживается масло – исключается сухое трение поршня и колец по цилиндру. Если риски будут слишком глубокими, то это вызовет повышенный расход масла (оно просто будет сгорать), а если мелкими – то увеличится трение и износ поршней и колец, поэтому при расточке блока огромное внимание уделяется хонинговке. Очень многое зависит от брусков и станка – мы используем специальные станки и абразивные бруски фирмы “Sunnen” (США) – на сегодняшний день лучшие в мире, обеспечивающие стабильную точность и качество. «Плато»-хонингование входит в стоимость работ по расточке блока цилиндров.
Хонинговка – это обработка поверхности цилиндра специальными абразивными брусками: получается очень точное отверстие в цилиндре(отклонение не более 0,01 мм) и на поверхность наносятся риски, в которых задерживается масло – исключается сухое трение поршня и колец по цилиндру. Если риски будут слишком глубокими, то это вызовет повышенный расход масла (оно просто будет сгорать), а если мелкими – то увеличится трение и износ поршней и колец, поэтому при расточке блока огромное внимание уделяется хонинговке. Очень многое зависит от брусков и станка – мы используем специальные станки и абразивные бруски фирмы “Sunnen” (США) – на сегодняшний день лучшие в мире, обеспечивающие стабильную точность и качество. «Плато»-хонингование входит в стоимость работ по расточке блока цилиндров.
В случаях, когда расточить блок цилиндров нет возможности (глубокие повреждения либо отсутствие ремонтных запчастей) мы всегда можем предложить
гильзовку блока либо гильзовку отдельных цилиндров.
Стоимость работ по расточке и хонингованию блока цилиндров:
| Отечественные автомобили | Цена за БЛОК |
| ВАЗ, ГАЗ | 3 388 |
| ВАЗ, ГАЗ через ремонт или с переходом на другой диаметр | 3 800 |
| ГАЗ-421, УАЗ (диаметр 100 мм.) | 4 000 |
| Иномарки | Цена за ЦИЛИНДР |
| Иномарка, в том числе через ремонт | 1 210 |
| «Субару» | 1 573 |
| Иномарка- алюсил | 2 420 |
| Двухтактного двигателя от | 1 000 |
| Подхонинговка (восстановление сетки хона) | 440 |
| Работа по одному цилиндру или съем более1 мм | +20% |
Основы растачивания и хода двигателя
Есть только два способа увеличить рабочий объем двигателя: вы можете растачивать его (расточка двигателя увеличивает диаметр цилиндра) или вы можете его перемещать (ход двигателя увеличивает ход коленчатого вала).
Ход двигателя обеспечивает возможность значительно большего увеличения рабочего объема, чем при обычном растачивании двигателя, но также требует большей сложности при выборе и интеграции компонентов. Как и вы, мы хотим узнать, как получить хороший удар (в отличие от того, чтобы его поглаживали), поэтому мы проконсультировались с тремя самыми опытными чудаками в стране – легендарным Хэнком Бехтлоффом, его сыном Скоттом и его сыном Скоттом. брат Аллан.В то время как Хэнк и Скотт по-прежнему активно занимаются шлифованием кривошипов в компании HTC Products, сегодня Аллан разрабатывает кулачковые приложения Winston Cup для Crane.
Информация из этой истории может быть применена для получения большего количества кубических дюймов от двигателя любой марки.
Сколько стоит хороший гребок? Используя стандартную формулу смещения …
Смещение = диаметр отверстия2 x 0,7854 x ход x (количество цилиндров)
. .. мы видим, что на Chevy 454 V-8 (диаметр отверстия 4,25 дюйма x ход поршня 4,0 дюйма) ), а 0.060 дюймов (окончательный размер отверстия 4,31 дюйма) дает двигатель 466,9 куб. (Если бы двигатель был расточен на 0,060 дюйма и сдвинут на 1/4 дюйма, вы бы получили 496 кубических сантиметров).
.. мы видим, что на Chevy 454 V-8 (диаметр отверстия 4,25 дюйма x ход поршня 4,0 дюйма) ), а 0.060 дюймов (окончательный размер отверстия 4,31 дюйма) дает двигатель 466,9 куб. (Если бы двигатель был расточен на 0,060 дюйма и сдвинут на 1/4 дюйма, вы бы получили 496 кубических сантиметров).
Длина штока или высота сжатия поршня (расположение поршневого пальца) не влияют на размер отверстия или длину хода и, следовательно, не влияют на рабочий объем. Однако после изменения хода может потребоваться изменение длины штока и / или положения поршневого пальца, чтобы правильно расположить верх поршня в блоке для желаемого зазора по высоте деки в верхней мертвой точке (ВМТ).
Для определения общей высоты (H) данного поршневого узла:
H = высота сжатия поршня (от центральной линии отверстия до деки) + высота деки поршня (от деки до верхней части блока) + межосевая длина шатуна + 1/2 хода
Вы используете только половину хода, потому что кривошип вращается по дуге, а половина увеличения общего хода поршня происходит в нижней части цилиндра. Требуемое изменение комбинированной межцентровой длины шатуна, высоты сжатия поршня и высоты деки поршня обратно пропорционально половине любого изменения хода.Вы можете компенсировать разницу, изменив любую комбинацию трех переменных (длина штока, высота сжатия поршня или высота деки) на требуемую величину для поддержания размера «H» – какой из них дешевле или проще всего для применения.
Требуемое изменение комбинированной межцентровой длины шатуна, высоты сжатия поршня и высоты деки поршня обратно пропорционально половине любого изменения хода.Вы можете компенсировать разницу, изменив любую комбинацию трех переменных (длина штока, высота сжатия поршня или высота деки) на требуемую величину для поддержания размера «H» – какой из них дешевле или проще всего для применения.
В качестве практического примера факторов, которые необходимо учитывать при пуске двигателя, предположим, что производитель двигателей Ford устанавливает кривошип 302 с ходом 3 дюйма вместо кривошипа с ходом 2,87 дюйма своего стандартного двигателя 289. Он хочет сохранить ту же общую высоту сборки 8,206 дюйма, 0.Высота деки 016 дюймов и высота сжатия поршня 1,60 дюйма, при этом изменяется только длина штока (R). Стержни какой длины нужны?
8,206 = 1,60 + 0,016 + R + (1/2 x 3)
8,206 = 3,116 +
8,206 – 3,116 = (3,116 – 3,116) +
5,09 = рэнд
Так получилось, что это именно то, что Ford делает на стандартных (не Boss) двигателях 302 более короткие стержни 5,09 вместо обычных 5,155-дюймовых стержней 289.
Даже при сохранении той же высоты поршня и деки общая степень статического сжатия повышается из-за увеличения рабочего объема, который сжимается до того же ранее существовавшего объема зазора в ВМТ.Вот почему, несмотря на то, что малый блок Chevy 383 с коротким штоком (длина от центра до центра 5,565 дюйма) может использовать 350 поршней, степень сжатия оказывается выше по сравнению с коэффициентом, полученным с тем же поршнем и 5,7-дюймовым штоком. в стандартном 350.
Шлифование со смещением
Наш гипотетический производитель двигателей Ford установил кривошип с более длинным ходом и более короткие стержни из того же семейства двигателей. Но большие увеличения смещения, которые дает возможность поглаживания, чаще достигаются с использованием модифицированных и / или непроизводственных деталей.Есть несколько способов изменить ход существующего кривошипа. Традиционно самый простой и легкий метод – это процесс, известный как «офсетное шлифование». Обычно при переточке шейки стержня для компенсации износа машинист уменьшает ее диаметр до следующего стандартного доступного подшипника меньшего размера, сохраняя при этом существующее положение центральной линии шейки. Но когда коленчатый вал заземлен со смещением, осевые линии шейки шатуна смещаются дальше от осевых линий коренной шейки подшипника.
Обычно при переточке шейки стержня для компенсации износа машинист уменьшает ее диаметр до следующего стандартного доступного подшипника меньшего размера, сохраняя при этом существующее положение центральной линии шейки. Но когда коленчатый вал заземлен со смещением, осевые линии шейки шатуна смещаются дальше от осевых линий коренной шейки подшипника.
Вместо шлифования шейки с минимальным смещением до следующего стандартного меньшего размера подшипника (что дает лишь небольшое изменение хода), производительное шлифование со смещением обычно уменьшает конечный диаметр шейки до меньшего размера, используемого другим (но все еще широко доступным) соединением стержень.Например, когда шейка штанги Chevy размером 2,10 дюйма с большой шатунной шейкой и малым блоком отшлифована со смещением, размер шейки обычно уменьшается до 2,00 дюймов, что соответствует размеру шейки шатуна с малым блоком 55-67 дюймов. Теоретически переход с цапфы 2,10 на цапфу 2,0 должен позволить увеличить ход на 0,100 дюйма, если ход перешлифован с максимально возможным смещением (смещение его центральной линии на 0,050 дюйма). Однако в реальном мире такое увеличение непрактично: p (Пи, математический оператор, используемый для определения границ круга) – бесконечная фигура, поэтому попытка точно пересечь точку касания двух окружностей разного диаметра. непрактично; нужно преодолеть болтовню инструментов; и обычно вы начинаете с подержанной рукоятки, которая требует нормальной шлифовки для компенсации износа.По этим причинам кривошипно-шлифовальные станки обычно допускают «запас прочности» 0,020 дюйма, поэтому реально достижимое увеличение хода при изменении диаметра шейки на 0,100 дюйма составляет примерно 0,080 дюйма.
Однако в реальном мире такое увеличение непрактично: p (Пи, математический оператор, используемый для определения границ круга) – бесконечная фигура, поэтому попытка точно пересечь точку касания двух окружностей разного диаметра. непрактично; нужно преодолеть болтовню инструментов; и обычно вы начинаете с подержанной рукоятки, которая требует нормальной шлифовки для компенсации износа.По этим причинам кривошипно-шлифовальные станки обычно допускают «запас прочности» 0,020 дюйма, поэтому реально достижимое увеличение хода при изменении диаметра шейки на 0,100 дюйма составляет примерно 0,080 дюйма.
Ребятам из Chevy с малым блоком повезло, что их любимый двигатель имеет два различных размера шейки шатуна. Для многих других двигателей это не так. Фактически, в подавляющем большинстве двигателей, построенных со смещенными кривошипами хода, используются стержни от двигателя другой модели или специальные стержни послепродажного обслуживания.Это может потребовать использования поршней с диаметром пальца, отличным от стандартного (для оригинального двигателя).
Сварка
Двигатели с большими шейками штока (например, Buicks, Oldsmobiles и Ford 351 Windsors) могут достигать довольно приличного увеличения хода за счет шлифования со смещением и нестандартных стержней. Но в большинстве случаев действительно радикальное увеличение инсульта требует других решений. Сварка – это традиционная процедура для получения большого хода. Этот процесс включает добавление материала к верхней стороне шейки стержня, затем переточку до исходного размера шейки стержня, но с перемещением центральной линии шейки наружу по отношению к центральной линии коренного подшипника, тем самым увеличивая ход.Кованые кривошипы являются более подходящими кандидатами для сварки, чем литые кривошипы, но в любом случае традиционная сварка вызывает сильный нагрев, который отрицательно сказывается на металлургической прочности кривошипа. В последние годы были разработаны сложные процессы дуговой сварки под флюсом и повторного нагрева, которые решают эти проблемы, но стоимость сварного стокера, соответственно, выросла до такой степени, что для популярных двигателей, таких как малоблочный Chevy, стокер с индивидуальным заземлением кривошип, сделанный из универсальной необработанной поковки, во многих случаях действительно дешевле. Тем не менее, сварка остается жизнеспособной альтернативой для двигателей сторонних производителей, для которых недоступны универсальные необработанные поковки.
Тем не менее, сварка остается жизнеспособной альтернативой для двигателей сторонних производителей, для которых недоступны универсальные необработанные поковки.
Индивидуальные кривошипы
Когда-то предназначенные для профессиональных гонщиков, нестандартные кованые или заготовленные кривошипы стали все более распространенными в дорогих уличных / полосовых автомобилях. Для наиболее популярных семейств двигателей доступны универсальные “эконо” необработанные поковки. Их качество и металлургия приемлемы для большинства применений. Как правило, универсальная необработанная поковка изготавливается с цапфой стержня эллиптической формы, поэтому в нее можно отшлифовать практически любой ход.Недостатком является то, что шлифование эллиптической шейки до готовой круглой шейки нарушает непрерывность зернистой структуры поковки, фактически сводя на нет ее предполагаемое преимущество перед кривошипом для заготовки. Предполагая, что вы можете себе это позволить, вы, большие руки, можете также купить нестандартную кривошипную рукоятку.
Ограничивающие факторы
Так много возможностей, так мало места. Со всеми опциями строкера в наши дни вы могли бы подумать, что когда дело доходит до создания гигантских двигателей, нет предела. Но реальное увеличение хода ограничено физическими ограничениями блока цилиндров.Мы уже обсуждали проблемы, связанные со штабелированием поршневого узла, но есть и другие проблемы с зазором: большие кривошипы ходового механизма могут удариться о направляющие масляного поддона, и направляющие иногда можно обрезать, но есть опасность взлома масляного канала или водная рубашка. Проблемы с зазором нижней части отверстий цилиндров или распределительного вала также распространены.
Также существует проблема перекрытия между коренной шейкой и шатунной шейкой. Чтобы найти перекрытие (O):
По мере увеличения хода перекрытие в областях кругов, определяемых диаметрами основной и стержневой шейки, уменьшается.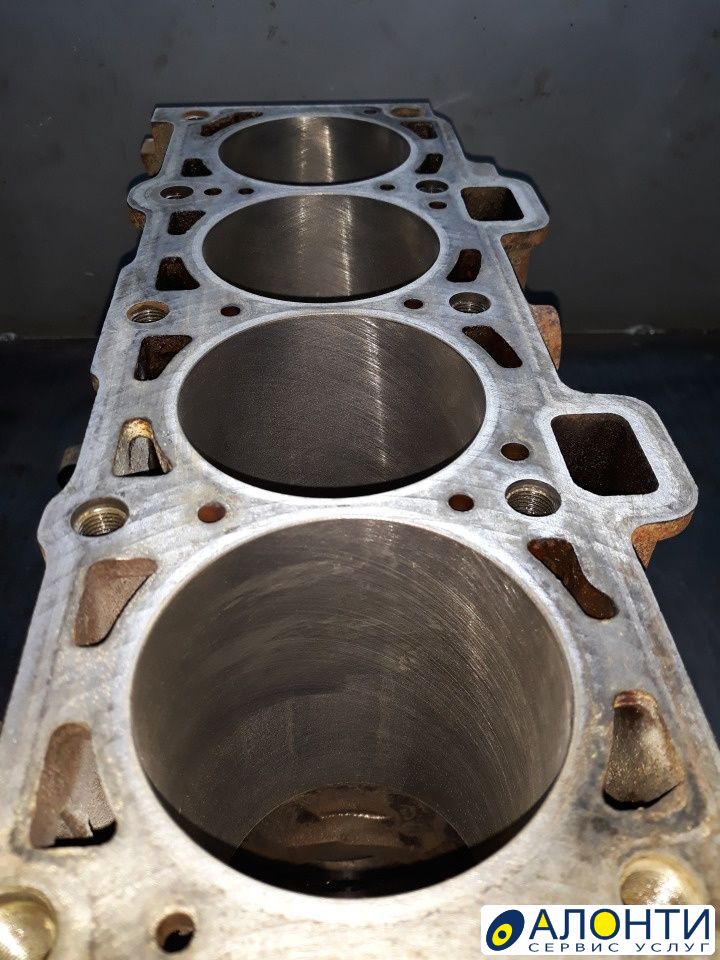 Меньшее перекрытие снижает прочность и жесткость кривошипа. Величина допустимого перекрытия определяется прочностью материала кривошипа, выходной мощностью двигателя и его предполагаемым использованием.
Меньшее перекрытие снижает прочность и жесткость кривошипа. Величина допустимого перекрытия определяется прочностью материала кривошипа, выходной мощностью двигателя и его предполагаемым использованием.
При переточке готового кривошипа в ходовой следует соблюдать осторожность, чтобы не зайти во внутренние масляные каналы. Попытки заварить исходную заглушку прохода и просверлить новый проход обычно оказываются безуспешными; в конечном итоге кривошип трескается в области галтеля.
Проблемы с поршнем
Как мы видели, увеличение хода без внесения других изменений обычно приводит к тому, что поршень выступает из верхней части блока.Более короткие шатуны обычно не лучшее решение; скорее, поршни с увеличенной высотой пальца помогают переместить верхнюю часть поршня обратно под деку. Поршни можно сделать короче, но только до определенной степени – над поршневым пальцем должно быть место для пакета колец. Даже при использовании тонких колец (1/16 -1/16 -1/8 дюйма или метрических эквивалентов) следует учитывать минимальный общий размер от деки поршня до верхней части точечного отверстия около 0,750 дюйма (больше, если предохранительный клапан проходит ниже поршня). деки, как в случае с Chevys с большими блоками).Различные приспособления позволяют пропускать маслосъемное кольцо через область точечного отверстия, есть даже двухкольцевые поршни; Хотя эти решения приемлемы для регулярно выходящих из строя гоночных двигателей, они не рекомендуются для длительного уличного использования. Вы также можете использовать штифт меньшего диаметра и втулку стержня, но «палка меньшего диаметра ломается легче».
деки, как в случае с Chevys с большими блоками).Различные приспособления позволяют пропускать маслосъемное кольцо через область точечного отверстия, есть даже двухкольцевые поршни; Хотя эти решения приемлемы для регулярно выходящих из строя гоночных двигателей, они не рекомендуются для длительного уличного использования. Вы также можете использовать штифт меньшего диаметра и втулку стержня, но «палка меньшего диаметра ломается легче».
Кроме того, нижняя часть поршня должна обеспечивать свободный ход кривошипа при НМТ. Высота противовеса (C) определяется, в первую очередь, длиной штока для заданной величины хода:
C = длина от центра штанги к центру
-Толщина поршня ниже отверстия под палец на запястье
-Значение зазора (обычно 0.100)
| Диаметр шейки штока. | + | Главный жилой диам. | – | Ход коленчатого вала |
| 2 | ||||
| Ход | + | Диаметр главного журнала. | + | Диаметр булавки для запястья. |
| 2 | ||||
Если существует проблема с зазором, можно повторно обработать противовес кривошипа или поршень. Не обрабатывайте противовес заново по дуге окружности, иначе веса будет недостаточно для балансировки.Вместо этого противовес должен быть отшлифован кулачком для обеспечения зазора опытной мастерской по изготовлению шатунов.
Conundrums Con Rod
Двигатели, которые работают в широком диапазоне оборотов (например, двигатели с ускорением или уличные двигатели), лучше всего работают с соотношением шток / ход в диапазоне 1,7: 1. Двигатели, которые работают в узком диапазоне оборотов (такие как сверхскоростные, овальные гусеницы или двигатели для морских гоночных лодок), любят даже более высокие отношения штанги к ходу. По мере увеличения хода стержень должен соответственно удлиняться, чтобы поддерживать оптимальное соотношение стержней, но чем длиннее ход, тем меньше места для установки более длинного стержня. Слишком короткие штоки увеличивают осевую нагрузку на стенки цилиндра и ограничивают максимальную скорость вращения. Итог: на большом гребном ходу используйте стержень максимально возможной длины, исходя из самого маленького практичного поршня.
Слишком короткие штоки увеличивают осевую нагрузку на стенки цилиндра и ограничивают максимальную скорость вращения. Итог: на большом гребном ходу используйте стержень максимально возможной длины, исходя из самого маленького практичного поршня.
Из-за этих сложностей ведущие поставщики послепродажного обслуживания разработали интегрированные комплекты штриховок. У них есть опыт, чтобы знать, что практично, а что нет. Если у вас нет опыта в этой области, стоит проконсультироваться с признанным экспертом, таким как «Хэнк Шатун» (HTC). Тем не менее, вознаграждение в виде дополнительной производительности стоит хлопот – вы можете заставить двигатель выглядеть стандартным снаружи, но незаметно упаковать его дополнительным рабочим объемом внутри…и никто не станет мудрее, пока вы не взорвете их двери.
Посмотреть все 7 фотографий На поршне нестандартного ходового поршня слева нижняя часть масляного кольца находится всего на 0,030 дюйма от верха точечного отверстия – вот и все! Сравните это с консервативным интервалом на складе (справа).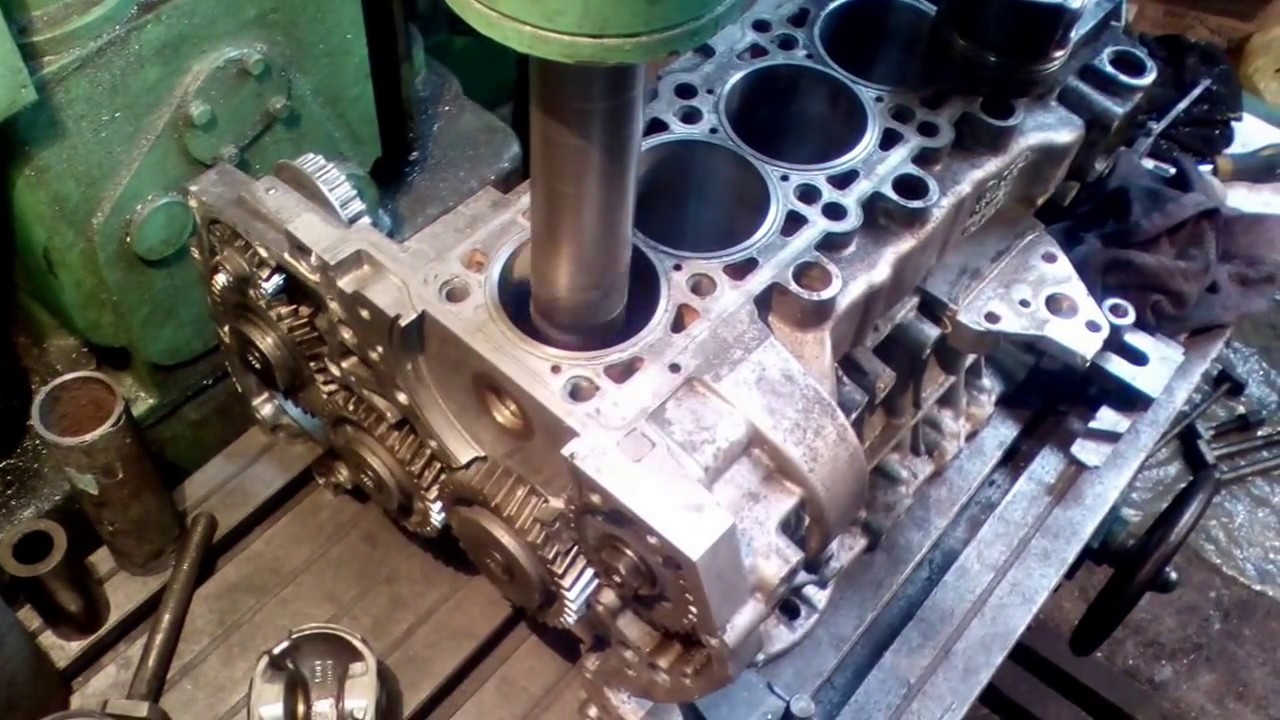
Растачивание, хонингование и балансировка вашего двигателя
Модификация и перестройка двигателей – большой увлеченный проект для людей, которые любят высокопроизводительные автомобили, и тех, кто хочет вдохнуть новую жизнь в любимые автомобили.Работа с механической мастерской для обработки некоторых из более сложных частей модификации и восстановления двигателя вашего автомобиля гарантирует, что работа будет выполнена правильно, поскольку механики в этих мастерских имеют профессиональную подготовку и нужные инструменты, компоненты и автомобильные аксессуары для обеспечения точности нужный. Это особенно важно, когда дело доходит до расточки, хонингования и балансировки двигателя.
Расточка Расточка двигателя предполагает использование машин для расширения и сужения цилиндров.С точки зрения производительности, сверление двигателя может дать вам больше мощности и крутящего момента, поскольку это изменит рабочий объем двигателя.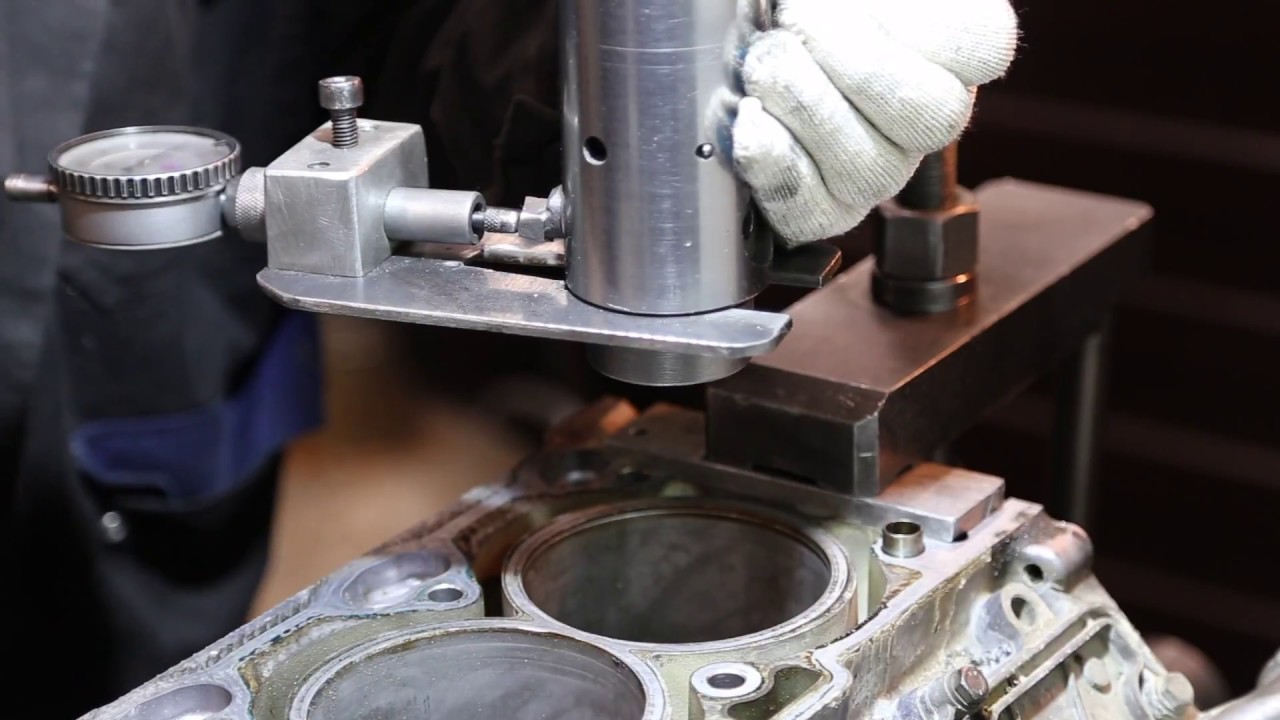 Рабочий объем двигателя относится к рабочему объему всех поршней внутри цилиндров двигателя. Рабочий объем влияет на то, сколько топлива потребляет цилиндр для создания мощности, при этом двигатели с большим рабочим объемом потребляют больше воздуха и топливной смеси за один оборот, что приводит к более мощному сгоранию.
Рабочий объем двигателя относится к рабочему объему всех поршней внутри цилиндров двигателя. Рабочий объем влияет на то, сколько топлива потребляет цилиндр для создания мощности, при этом двигатели с большим рабочим объемом потребляют больше воздуха и топливной смеси за один оборот, что приводит к более мощному сгоранию.
Объем двигателя играет важную роль в определении мощности и крутящего момента вашего двигателя и его экономии топлива.В общем, чем больше рабочий объем вашего двигателя, тем большую мощность он может создать. Меньший рабочий объем может привести к большей экономии топлива.
На самом деле для вычисления смещения используется математическое уравнение:
Объем двигателя = π / 4 * диаметр цилиндра * ход * количество цилиндров.
Рабочий объем – это лишь один из факторов, влияющих на мощность вашего двигателя. Другие факторы включают подачу топлива, расположение клапанного механизма, принудительную индукцию и системы зажигания.В некоторых странах автомобили облагаются налогом в зависимости от объема двигателя.
Растачивание также выполняется при ремонте двигателей механиками. За годы эксплуатации цилиндры двигателя изнашиваются, так как напряжения трения вызывают износ. Растачивание цилиндров двигателя помогает очистить их от мусора, который может накапливаться за годы эксплуатации.
Растачивание двигателя лучше доверить профессиональным механикам, так как неудачная работа может привести к серьезным проблемам. Если отверстие не выполнено правильно, это может привести к детонации в двигателе.
Пуск двигателя – еще один метод увеличения рабочего объема. Ход двигателя позволяет получить больший рабочий объем, чем растачивание, но также требует большой точности при выборе подходящих автомобильных аксессуаров и запчастей.
При такте двигателя механик изменит расстояние, на которое поршень проходит в отверстии цилиндра. Увеличивая расстояние, на которое поршень проходит в цилиндре, механик может увеличить рабочий объем двигателя. Ход двигателя также увеличивает крутящий момент за счет увеличения плеча или рычага коленчатого вала двигателя.
Хонингование включает использование абразива для создания прецизионной поверхности на куске металла. Хонингование используется в различных сферах, например, при чистовой обработке цилиндров автомобильных двигателей.
При хонинговании цилиндров механики используют вращающийся инструмент, снабженный абразивом, для удаления металла изнутри цилиндра. Хонингование цилиндра помогает довести внутреннюю поверхность цилиндра до определенного диаметра и формы. Хонингование выполняется после растачивания, чтобы сгладить неровности поверхности цилиндра, вызванные растачиванием.
Абразивы, обычно используемые при хонинговании, включают карбид кремния и оксид алюминия. Эти абразивы недорогие и универсальные. В последнее время производители высокопроизводительных двигателей все чаще обращаются к алмазным абразивам. Механики больше любят эти абразивы, потому что они могут удерживать режущую кромку дольше, чем другие формы абразивов.
Очень важно правильно отточить. Плохая хонинговальная работа может привести к неправильной посадке поршневых колец, которая будет препятствовать потоку масла, а также к некоторым другим негативным последствиям.
Хонингование затруднено. Среднестатистический механик по теневому дереву не имеет инструментов или технических навыков, чтобы воспроизвести заводскую отделку цилиндра. В некоторых частях страны, где проводятся испытания на выбросы, это может быть проблемой, поскольку неправильно отточенные цилиндры могут привести к тому, что автомобиль не пройдет проверку на выбросы.
БалансировкаБалансировка двигателя – еще одна важная часть восстановления или модификации двигателя. Баланс вашего двигателя влияет на многие аспекты его работы, в том числе на его:
- Долговечность
- Производительность
- Мощность
- Топливная эффективность
- Шум
- Вибрация
- Воздействие на окружающую среду
Короче говоря, балансировка вашего двигателя уравновешивает возвратно-поступательные и вращающие силы, возникающие в вашем двигателе, что позволяет ему работать более плавно и пользоваться большей полезностью и долговечностью. Многие люди не осознают, что их автомобили приводятся в движение за счет мини-взрывов в двигателе, которые происходят во время сгорания. Балансировка двигателя помогает управлять воздействием этих реакций.
Многие люди не осознают, что их автомобили приводятся в движение за счет мини-взрывов в двигателе, которые происходят во время сгорания. Балансировка двигателя помогает управлять воздействием этих реакций.
Одна из основных задач балансировки двигателя – это выравнивание веса различных деталей. Механики должны уравновесить вес поршней, пальцев, колец, шатунов, болтов шатунов и подшипников, чтобы уравновесить силы, действующие на коленчатый вал автомобиля.
При балансировке двигателя механики точно взвешивают детали, чтобы определить, какой поршень и шток самые легкие.Затем механики обрабатывают другие штоки и поршни, чтобы они были равны самому легкому в наборе.
Затем вращающиеся и возвратно-поступательные грузы оцениваются изолированно друг от друга. После того, как веса были определены, на каждой шейке штанги собираются грузики, имитирующие весь вращающийся вес и половину возвратно-поступательного веса. Затем коленчатый вал помещается на балансир двигателя и вращается.
В некоторых случаях механики будут пытаться уравновесить или уравновесить коленчатый вал, чтобы минимизировать вибрации и гармоники в определенном диапазоне оборотов.
Опять же, важно, чтобы работу по балансировке выполнял квалифицированный профессионал с соответствующими инструментами, чтобы обеспечить очень точную балансировку двигателя, особенно если вы проводите повышение производительности своего автомобиля.
Быстро развивающийся рынок запасных частей для автомобилейРемонт двигателей и другие послепродажные работы – это быстро развивающаяся отрасль в США. Американцы любят свои автомобили, и им нравится персонализировать их с помощью уникальных функций или повышать их производительность с помощью двигателя и других модификаций.В США рынок запчастей для автомобилей оценивается примерно в 318,2 миллиарда долларов и насчитывает более 4 миллионов человек.
Среди автолюбителей сильное движение «сделай сам», но многие из даже самых упорных самоделов работают с механическими цехами и другими профессиональными механическими мастерскими для выполнения самых сложных автомобильных работ.
При выборе механической мастерской для ремонта или модернизации двигателя обязательно задавайте следующие вопросы:
Является ли этот магазин надежным поставщиком необходимого мне ремонта или модернизации двигателя? Как его профессиональная репутация в обществе? Если многие из ваших друзей и соседей не могут сказать ничего хорошего о механике, с которым вы собираетесь вести дела, примите это как предупреждение.Репутация – это все в этом бизнесе. Магазины, которые делают хорошую работу, получают хорошие отзывы из уст в уста.
Есть ли в этом магазине подходящие инструменты для работы? Обычным людям может быть немного сложно это оценить. Возможно, стоит потратить время на то, чтобы поговорить с магазином, который вы планируете, узнать, какие инструменты они используют, а затем провести небольшое исследование.
Кажется, персонал заинтересован в его работе? Автолюбители обычно могут сказать, когда их механик разделяет их энтузиазм, а когда они просто делают работу. Механики, которые с энтузиазмом относятся к вашему проекту, с большей вероятностью приложат к нему немного дополнительных усилий.
Механики, которые с энтузиазмом относятся к вашему проекту, с большей вероятностью приложат к нему немного дополнительных усилий.
Team C Performance Center предоставляет автозапчасти и механический цех с полным спектром услуг для автолюбителей в районе Лос-Анджелеса. Компания Team C Performance работает с 1978 года и предлагает сотни высокопроизводительных автозапчастей и автомобильных аксессуаров от более чем 150 производителей. Механический цех может помочь вам с расточкой, хонингованием, настилом, изменением размеров штоков, ремонтом клапанов, полным ремонтом двигателя и многим другим.Посетите сегодня, чтобы узнать, как Team C Performance Center может помочь вам создать автомобиль, о котором вы всегда мечтали.
Источники
1. https://itstillruns.com/bore-out-engine-cylinder-7500753.html
2. http://www.enginebuildermag.com/2002/11/the-smooth-science-of-cylinder-honing/
3. http://www.autocare.org/Secondary.aspx?id=77&gmssopc=1
Стань больше или становись сильнее правильным путем
Больше, сильнее или одновременно больше и сильнее? Когда рабочие характеристики требуют увеличения рабочего объема двигателя или прогнозируемые значения давления в цилиндрах и уровни мощности превышают возможности заводской блокировки, необходимо решить проблему с блоком двигателя. Блок двигателя служит фундаментом для всего двигателя. Его основная цель – установить дом как для цилиндров, так и для вращающегося узла. Он также важен в качестве основного резервуара для охлаждающих и смазочных каналов двигателя.
Блок двигателя служит фундаментом для всего двигателя. Его основная цель – установить дом как для цилиндров, так и для вращающегося узла. Он также важен в качестве основного резервуара для охлаждающих и смазочных каналов двигателя.
Текст и фото Майкла Феррары
ДСПОРТ Выпуск # 105Двигатель больше и больше Boost
Значительное увеличение выработки электроэнергии по сравнению с уровнями мощности, установленными на складе, приведет к увеличению давления в цилиндрах.Это повышенное давление в цилиндрах может потребовать увеличения рабочего объема двигателя, усиления цилиндра или того и другого. Увеличение рабочего объема двигателя требует либо увеличения диаметра цилиндра, либо увеличения хода коленчатого вала двигателя, что часто требует и того, и другого. Увеличение цилиндров потребует некоторой механической обработки, в то время как установка коленчатого вала с более длинным ходом (так называемый «ходовой механизм») обычно требует некоторой шлифовки блока для обеспечения надлежащего зазора вместе с нестандартными поршнями и / или шатунами, которые должны соответствовать кривошипу ходового механизма.
Когда давление в цилиндрах увеличивается из-за значительно превышающих заводские уровни мощности, гильзы OEM в алюминиевых блоках могут выйти из строя. К счастью, для решения этой проблемы доступно множество запчастей для блочных рукавов.
Чугун в сравнении с алюминием
Вплоть до конца 80-х – начала 90-х большинство двигателей большой мощности было основано на чугунных блочных конструкциях. RB26DETT от Nissan, 2JZ-GTE от Toyota и 4G63 от Mitsubishi опирались на чугунные блоки, которые снискали славу среди двигателей Японии с лучшими характеристиками всех времен.Первопроходцы в области импортных характеристик в середине 90-х доказали, что полностью алюминиевый двигатель, такой как серия B от Honda, можно модифицировать, чтобы выжить при таких уровнях мощности, о которых инженеры-изготовители оборудования даже не догадывались. Сегодня чугун больше не используется в качестве материала блока цилиндров, а во всех флагманских платформах, таких как VR38DETT от Nissan, 4B11 от Mitsubishi, MZR от Mazda и серия K от Honda, используются алюминиевые блоки цилиндров. [pullquote] ДО КОНЦА 80-Х И НАЧАЛО 90-Х ГОДА БОЛЬШИНСТВО ДВИГАТЕЛЕЙ ВЫСОКОЙ МОЩНОСТИ БЫЛО ОСНОВАНО НА КОНСТРУКЦИЯХ ЧУГУННЫХ БЛОКОВ [/ pullquote]
[pullquote] ДО КОНЦА 80-Х И НАЧАЛО 90-Х ГОДА БОЛЬШИНСТВО ДВИГАТЕЛЕЙ ВЫСОКОЙ МОЩНОСТИ БЫЛО ОСНОВАНО НА КОНСТРУКЦИЯХ ЧУГУННЫХ БЛОКОВ [/ pullquote]
Чугун и алюминий обладают разными свойствами материала, что приводит к разной конструкции блока цилиндров.Проще говоря, чугун – это более прочный материал с более твердой поверхностью, более устойчивый к износу. Это позволяет чугунным блокам объединять стенки цилиндров как части самого блока. С другой стороны, чугунные блоки тяжелее. Хотя алюминий дает преимущества для снижения веса, это более мягкий материал, который сам по себе будет быстро и чрезмерно изнашиваться в качестве материала цилиндра при прямом контакте с чугунным, высокопрочным чугуном, сталью или другими материалами поршневых колец. Первоначальным решением для конструкций с алюминиевыми блоками была гильза или втулка из чугуна, высокопрочного чугуна или стали, чтобы обеспечить поверхность с надлежащими характеристиками износа относительно поршня и поршневого кольца.Сегодня во многих алюминиевых блоках вместо гильзы наносится покрытие цилиндров плазменным напылением. Nissan VR38DETT, установленный в R35 GT-R, использует эту технологию.
Nissan VR38DETT, установленный в R35 GT-R, использует эту технологию.
Независимо от того, из какого материала он изготовлен, блок является основой, на которой устанавливаются все остальные компоненты двигателя.
Быть занудой
Цилиндры почти всех чугунных блоков цилиндров можно расточить и отточить, чтобы они были на 0,5 мм больше. Некоторые чугунные блоки можно безопасно увеличить до диаметра отверстия, превышающего 1 мм.В то время как многие отечественные производители предлагают высокопроизводительные чугунные блоки с более толстыми стенками цилиндров, только двигатель Nissan RB26DETT имеет такие высокопроизводительные чугунные блоки, доступные от NISMO. NISMO предлагает блок двигателя N1, и за короткое время была произведена партия блоков GT (всего 1000 штук). Эти блоки имеют более толстые поверхности цилиндров и деки, чтобы предоставить больше места для расточки цилиндров, и больше материала для увеличения жесткости и прочности для работы с большой мощностью.
На алюминиевых блоках цилиндры без гильзы нельзя расточить и отточить.Это означало бы, что любое отверстие с плазменным напылением нельзя расточить и отточить для установки поршня увеличенного размера. На цилиндрах с гильзой расточка и хонингование заводской гильзы обычно выполняется в индивидуальном порядке. В зависимости от уровня мощности двигателя и величины расточки, необходимой для придания формы бывшему в употреблении цилиндру, может быть целесообразно или нецелесообразно использовать стоковую гильзу. Более распространенное решение для высокопроизводительного алюминиевого блока – это установка втулки какого-либо типа после продажи и процесс обработки для установки втулок в алюминиевый блок.
В рукав или не в рукав?
У концепции «оплетки» алюминиевого блока есть как сторонники, так и критики. Рынок импортных характеристик впервые исследовал гильзы во время стремительного роста турбо-характеристик Honda в середине 90-х годов. В блоке Honda с открытой платформой серии B возникали трещины и выходы из строя гильзы цилиндра, когда уровни мощности взлетали примерно до уровня 300 лошадиных сил. Были опробованы различные возможные исправления и решения, включая «защитные кожухи», втулки с булавками, Т-образные втулки и ступенчатые втулки.Различные механические цеха придерживались разных взглядов как на конструкцию втулок, так и на то, как блок должен обрабатываться, чтобы принять втулки. [pullquote] НЕКОТОРЫЕ СЛИВЫ БЫЛИ ОЧЕНЬ УСПЕШНЫМИ, РЕШЛИ ПРОБЛЕМЫ И ПОЗВОЛИЛИ РЕАЛИЗОВАТЬ 500 ЛС НА ЛИТТ [/ pullquote] В результате, некоторые рукава оказались очень успешными, решив проблемы и позволив получить 500 лошадиных сил на литр. без происшествий реализовать на базе двигателя серии B. К сожалению, в ряде механических цехов это не удалось.В результате сообщения о «проседании» втулок и сопутствующих отказах прокладок были очень частыми, особенно в первые дни процесса. Мы до сих пор слышим об этих неудачах. Тем не менее, DSPORT добилась огромного успеха в своих проектах серии B, которые получили гильзы Benson’s Performance Machine. Конечно, есть и другие механические цеха, которые могут правильно выполнить процесс наложения рукавов.
Были опробованы различные возможные исправления и решения, включая «защитные кожухи», втулки с булавками, Т-образные втулки и ступенчатые втулки.Различные механические цеха придерживались разных взглядов как на конструкцию втулок, так и на то, как блок должен обрабатываться, чтобы принять втулки. [pullquote] НЕКОТОРЫЕ СЛИВЫ БЫЛИ ОЧЕНЬ УСПЕШНЫМИ, РЕШЛИ ПРОБЛЕМЫ И ПОЗВОЛИЛИ РЕАЛИЗОВАТЬ 500 ЛС НА ЛИТТ [/ pullquote] В результате, некоторые рукава оказались очень успешными, решив проблемы и позволив получить 500 лошадиных сил на литр. без происшествий реализовать на базе двигателя серии B. К сожалению, в ряде механических цехов это не удалось.В результате сообщения о «проседании» втулок и сопутствующих отказах прокладок были очень частыми, особенно в первые дни процесса. Мы до сих пор слышим об этих неудачах. Тем не менее, DSPORT добилась огромного успеха в своих проектах серии B, которые получили гильзы Benson’s Performance Machine. Конечно, есть и другие механические цеха, которые могут правильно выполнить процесс наложения рукавов. Выбирая магазин, лучше всего поговорить с покупателями, у которых двигатели исправно работают в течение как минимум года после сборки.Если рукава не соскользнули после 10 000 миль уличной езды, они вряд ли будут двигаться.
Выбирая магазин, лучше всего поговорить с покупателями, у которых двигатели исправно работают в течение как минимум года после сборки.Если рукава не соскользнули после 10 000 миль уличной езды, они вряд ли будут двигаться.
Рукава: сухие, влажные или встроенные?
Darton – самый популярный и уважаемый производитель высококачественных гильз для импортных двигателей на вторичном рынке. Сухие втулки Darton предназначены для применений, когда втулка устанавливается в блок без прямого контакта с охлаждающей жидкостью. Вместо этого устанавливаются «сухие» втулки, при этом окружающая область контактирует с просверленным алюминиевым материалом, образующим исходные стенки цилиндра вокруг заводской гильзы или ствола с плазменным напылением.«Мокрые» гильзы обычно толще, и весь заводской алюминиевый цилиндр по существу заменяется во время этого процесса гильзы. Для некоторых применений Darton предлагает свою запатентованную технологию Modular-Integrated-Deck (M.I.D.), которая сочетает в себе мокрый рукав с интегрированной декой, которая помогает стабилизировать рукав при одновременном укреплении верхней части. Darton также использует фосфатные покрытия, уплотнительные кольца и специальную технологию вихревой охлаждающей жидкости для улучшения характеристик своей линейки гильз. В зависимости от дизайна колоды OEM в блоке Darton может предложить один или несколько стилей рукавов для этого приложения.
Darton также использует фосфатные покрытия, уплотнительные кольца и специальную технологию вихревой охлаждающей жидкости для улучшения характеристик своей линейки гильз. В зависимости от дизайна колоды OEM в блоке Darton может предложить один или несколько стилей рукавов для этого приложения.
Блок-втулки иногда устанавливают с помощью эпоксидной смолы, чтобы гарантировать, что они останутся на месте.
Все украшено
Палуба блока цилиндров должна обеспечивать жесткую поверхность без деформаций, чтобы обеспечить герметичное уплотнение для прокладки головки блока цилиндров после того, как головка блока цилиндров закреплена болтами. Кроме того, площадка должна обеспечивать надлежащий поток охлаждающей жидкости и теплопередачу к головке блока цилиндров, чтобы поддерживать температуру головки блока цилиндров в желаемом диапазоне. Проекты палубы блока двигателя делятся на три категории; закрытые, открытые и полуоткрытые (a.к.а. полузакрытый). В конструкции закрытой палубы просверливают поверхность палубы только для крепления головок, каналов для охлаждающей жидкости, каналов для подачи масла и обратного слива масла. Верхние части цилиндров составляют одно целое с декой. Эта конфигурация встречается во всех чугунных блоках и некоторых высокопроизводительных алюминиевых блоках. В двигателях Honda серии B и ряде других алюминиевых двигателей используется открытая конструкция. В этих конструкциях канал для охлаждающей жидкости залит в верхней части деки. Такая конструкция улучшает охлаждение и уменьшает количество горячих точек в цилиндре, но обеспечивает гораздо меньшую прочность и жесткость в верхней части цилиндра.Когда DART построила свой вторичный блок серии B, они выбрали конструкцию с закрытой декой, чтобы увеличить прочность блока и улучшить уплотнение прокладки головки. Сегодня большинство алюминиевых блоков имеют полуоткрытую конструкцию, которая пытается сбалансировать преимущества каждой конструкции для предполагаемого использования.
Верхние части цилиндров составляют одно целое с декой. Эта конфигурация встречается во всех чугунных блоках и некоторых высокопроизводительных алюминиевых блоках. В двигателях Honda серии B и ряде других алюминиевых двигателей используется открытая конструкция. В этих конструкциях канал для охлаждающей жидкости залит в верхней части деки. Такая конструкция улучшает охлаждение и уменьшает количество горячих точек в цилиндре, но обеспечивает гораздо меньшую прочность и жесткость в верхней части цилиндра.Когда DART построила свой вторичный блок серии B, они выбрали конструкцию с закрытой декой, чтобы увеличить прочность блока и улучшить уплотнение прокладки головки. Сегодня большинство алюминиевых блоков имеют полуоткрытую конструкцию, которая пытается сбалансировать преимущества каждой конструкции для предполагаемого использования.
ОТКРЫТАЯ ПАЛУБА: предлагает общие улучшения охлаждения
ЗАКРЫТАЯ ПАЛУБА: Обеспечивает превосходную прочность в отверстии цилиндра
ПОЛУЗАКРЫТАЯ ПАЛУБА: уравновешивает преимущества открытой и закрытой палубы
Запускаем его вверх
Блок не только является местом расположения цилиндров двигателя, но также отвечает за расположение и удержание коленчатого вала на его оси. Некоторые заводские блоки имеют «пояски», которые значительно увеличивают жесткость нижнего конца блока. На блоках, не использующих заводской пояс, иногда можно установить вторичный пояс или стальные главные колпачки, чтобы укрепить блок. Любое из этих решений требует установки в механическом цехе для обеспечения надлежащего выравнивания и зазоров для коленчатого вала в блоке.
Некоторые заводские блоки имеют «пояски», которые значительно увеличивают жесткость нижнего конца блока. На блоках, не использующих заводской пояс, иногда можно установить вторичный пояс или стальные главные колпачки, чтобы укрепить блок. Любое из этих решений требует установки в механическом цехе для обеспечения надлежащего выравнивания и зазоров для коленчатого вала в блоке.
Новый, подержанный или вторичный рынок
Если кому-то не посчастливится построить Honda B-серии или Nissan RB26DETT, не будет варианта послепродажного блока двигателя.Остается два варианта: начать с нового блока двигателя или использованного сердечника. Для двигателей с внутренним диаметром цилиндра с плазменным напылением, которые не будут иметь рукавов, лучше всего начать с нового блока или блока длиной менее 10 000 миль. [pullquote] КОГДА БУДУТ УСТАНАВЛИВАЮТСЯ РУКАВА, ХОРОШО ИСПОЛЬЗУЕМЫЙ БЛОК МОЖЕТ ДЕЙСТВИТЕЛЬНО ПРЕДЛАГАЕТ НЕКОТОРЫЕ ПРЕИМУЩЕСТВА ПЕРЕД НОВЫМ БЛОКОМ [/ pullquote] Каждый раз, когда требуется установить рукава, хорошо выдержанный старый блок может действительно иметь некоторые преимущества перед новым.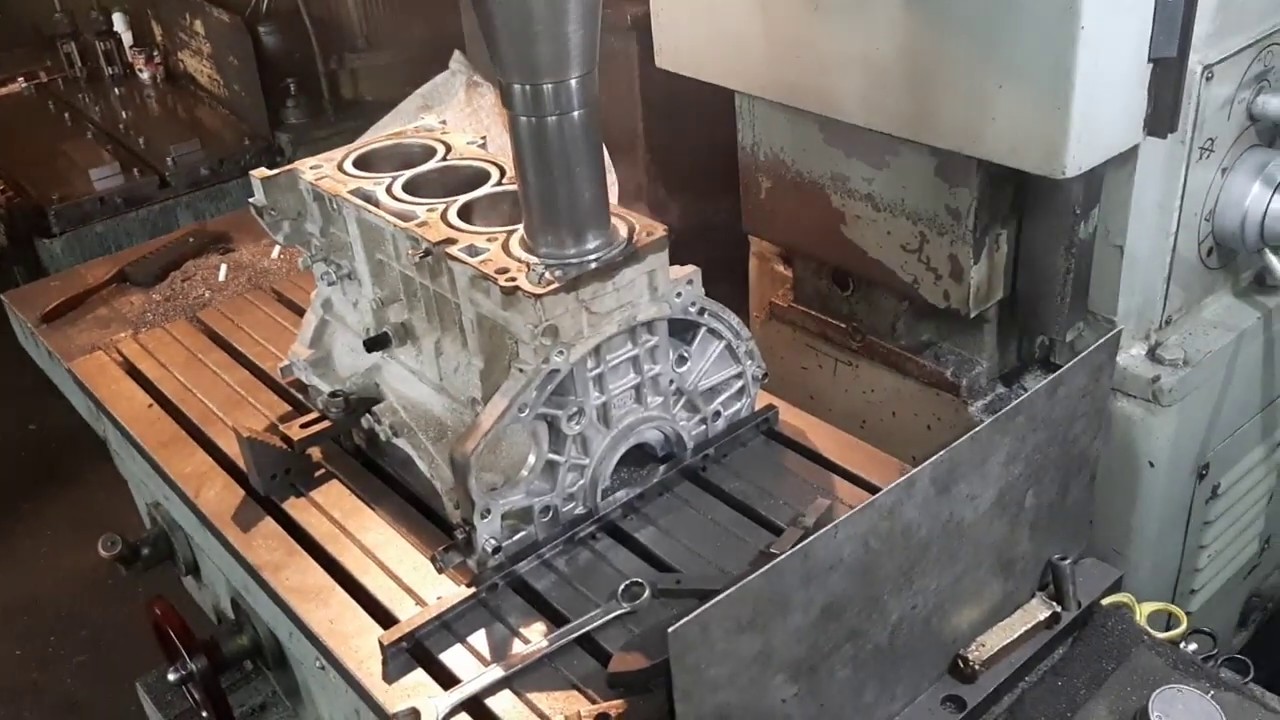 блокировать. Если исходить из того, что использованный двигатель никогда ранее не подвергался растачиванию, декорированию, растачиванию, перегреву или неправильному использованию, то преимущество отработанного двигателя заключается в том, что он подвергается многочисленным тепловым циклам, так что вероятность перемещения алюминиевого материала меньше.
блокировать. Если исходить из того, что использованный двигатель никогда ранее не подвергался растачиванию, декорированию, растачиванию, перегреву или неправильному использованию, то преимущество отработанного двигателя заключается в том, что он подвергается многочисленным тепловым циклам, так что вероятность перемещения алюминиевого материала меньше.
Заполнение
Для дрэг-рейсинга некоторые производители двигателей используют наполнитель водяной рубашки, например Hard Blok. Эти продукты на основе цемента предназначены для значительного увеличения прочности блока и цилиндров за счет заполнения пустот в канале для охлаждающей жидкости специальным цементом. Цемент обладает исключительной прочностью на сжатие, что делает его идеальным наполнителем. Эти специально смешанные цементы имеют характеристики расширения, идентичные чугуну. Некоторые производители двигателей также используют продукт в алюминиевых блоках.Блоки могут быть частично или полностью заполнены. Полностью заполненные блоки не требуют системы охлаждения (в результате чего двигатель охлаждается воздухом), но это делает процесс пригодным только для двигателей дрэг-рейсинга. Частично заполненные блоки ограничивают эффективность системы охлаждения. Тем не менее, в приложениях E85 или метаноле небольшое количество заполненного блока все же может позволить «уличную» конфигурацию.
Частично заполненные блоки ограничивают эффективность системы охлаждения. Тем не менее, в приложениях E85 или метаноле небольшое количество заполненного блока все же может позволить «уличную» конфигурацию.
Другие соображения
Избегайте твердых опор на двигателе.При более высоких уровнях крутящего момента твердые опоры могут вызвать нагрузку на блок, деку и цилиндры и деформировать их. Качественная работа станка имеет решающее значение для максимальной производительности, поэтому обязательно прочтите информацию о механической обработке в Engine Blueprint Guide.
Безупречный расточной станок для блоков цилиндров для разнообразного использования. Местное послепродажное обслуживание.
Невероятное. Сверлильный станок для блоков цилиндров , доступный на Alibaba.com в привлекательных предложениях, является отличным выбором для улучшения разнообразных процессов растачивания. Файл. Сверлильный станок для блоков цилиндров поставляется в разнообразном ассортименте, который включает в себя различные модели и размеры, которые подходят для коммерческого и бытового применения. Собираетесь ли вы проделать новые отверстия или хотите увеличить уже существующие, вы найдете идеальный вариант. Сверлильный станок для блоков цилиндров разобрать вам.
Собираетесь ли вы проделать новые отверстия или хотите увеличить уже существующие, вы найдете идеальный вариант. Сверлильный станок для блоков цилиндров разобрать вам.
Эти. Сверлильный станок для блоков цилиндров изготовлен из невероятно прочных материалов, которые гарантируют, что они проникают во все виды поверхностей и материалов без разрушения. Они очень долговечны, чтобы обеспечить максимально длительный срок службы, безупречно оправдывая все ваши ожидания. Эти. Сверлильный станок для блоков цилиндров прост в использовании, потому что они были разработаны с использованием новейших технологий, направленных на снижение энергии, необходимой для их работы.Например, эти. Сверлильный станок для блоков цилиндров потребляет незначительное количество энергии, поэтому требует минимального количества электроэнергии или топлива.
Все. Сверлильный станок для блоков цилиндров на Alibaba. com поставляется с руководствами пользователя и инструкциями, которые гарантируют, что они не причинят травм операторам и другим лицам. Элегантный дизайн делает их. Сверлильный станок для блоков цилиндров привлекательный внешний вид, добавляющий чувство удовлетворения при работе. В то же время эти.Сверлильный станок для блоков цилиндров сверхбыстрый, чтобы помочь вам быстрее достигать ваших целей и повысить эффективность и продуктивность как в бизнесе, так и дома.
com поставляется с руководствами пользователя и инструкциями, которые гарантируют, что они не причинят травм операторам и другим лицам. Элегантный дизайн делает их. Сверлильный станок для блоков цилиндров привлекательный внешний вид, добавляющий чувство удовлетворения при работе. В то же время эти.Сверлильный станок для блоков цилиндров сверхбыстрый, чтобы помочь вам быстрее достигать ваших целей и повысить эффективность и продуктивность как в бизнесе, так и дома.
Получите максимальную отдачу от своих денег с непревзойденным. Сверлильный станок для блоков цилиндров на Alibaba.com. Более высокой производительности и эффективности, которые вы приобретете, будет достаточно, чтобы понять, почему они стоят каждого пенни. Если вы управляете бизнесом, вы можете вести переговоры о более выгодных сделках и получать более высокую прибыльность благодаря сделкам, предназначенным для. Сверлильный станок для блоков цилиндров оптовиков и поставщиков.
Полное руководство по блокам цилиндров для двигателей Chevy Small Block
Как вы, возможно, подозреваете, количество лошадиных сил выражается в блоках. Однако удивительно, как часто для высокопроизводительного двигателя делается неправильный выбор блока. Это может показаться очевидным, но в любом случае стоит заявить: большие отверстия и большие кубические дюймы всегда будут давать больше полезной мощности, чем маленькие отверстия и маленькие кубические дюймы, даже если меньший двигатель повернут на пропорционально более высокие обороты.Это особенно верно для настоящей уличной машины, которая должна быть качественной и цивилизованной. Единственный фактор, который должен помешать вам использовать блок с самым большим диаметром отверстия / смещения, – это долговременная надежность или деньги. Если вы прочитали и усвоили кажущееся очевидным отказ, вы будете на шаг впереди по крайней мере 25 процентов тех, кто пытается построить недорогой и производительный малоблочный Chevy.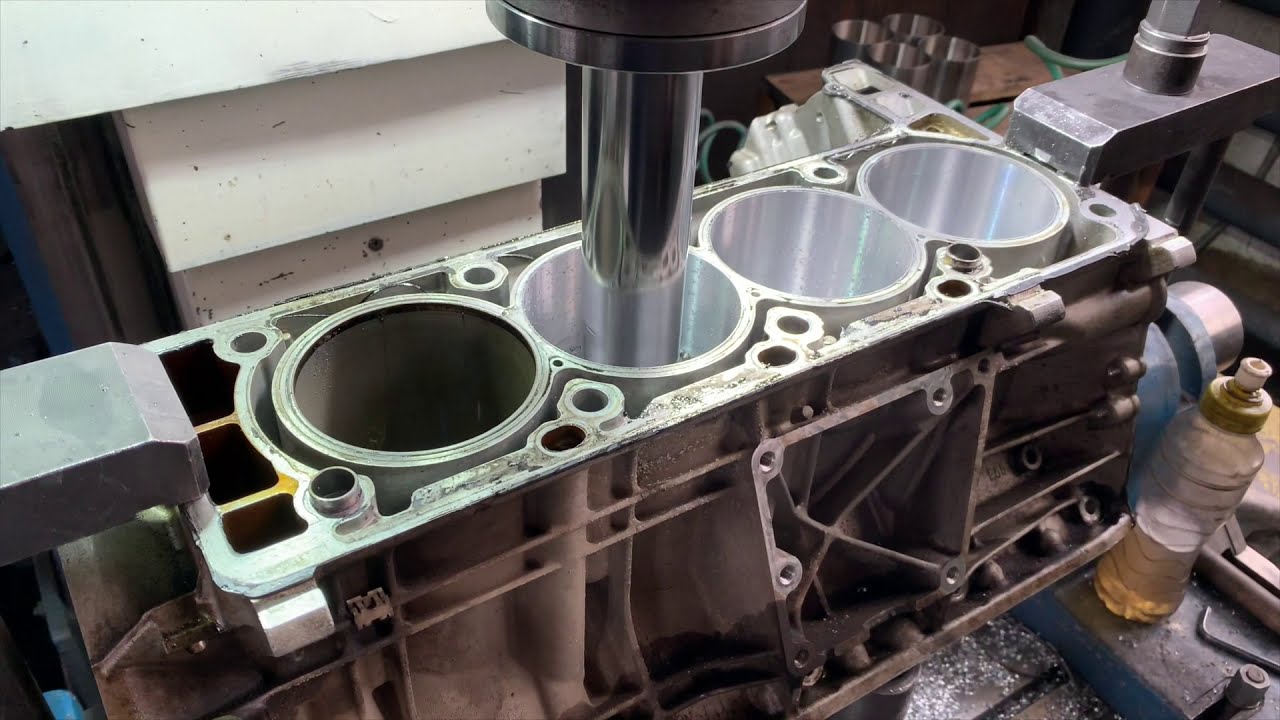 Мы надеемся, что убедившись, что кубики не заменят, давайте начнем с того, на что обращать внимание, а чего следует избегать.
Мы надеемся, что убедившись, что кубики не заменят, давайте начнем с того, на что обращать внимание, а чего следует избегать.
Этот технический совет взят из полной книги «КАК СОЗДАТЬ ДВИГАТЕЛИ CHEVY МАКСИМАЛЬНОЙ ПРОИЗВОДИТЕЛЬНОСТИ». Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой записью в Facebook / Twitter / Google+ или на любых автомобильных форумах или блогах, которые вы читаете. Вы можете использовать кнопки социальных сетей слева или скопировать и вставить ссылку на веб-сайт: https: // www.chevydiy.com/the-complete-cylinder-block-guide-for-chevy-small-block-engines/
Логика блока
Первое и самое важное правило, которое следует соблюдать, – никогда не использовать то, что у вас уже есть, просто потому, что оно у вас есть. Строить что-либо из меньшего количества кубиков, чем вы можете себе позволить (а двигатель на 350 кубических дюймов – вот и все), – это совершенно плохой ход. В конце концов, вы заплатите больше за каждую лошадиную силу, чем если бы в качестве отправной точки использовался более мощный двигатель.Для этого есть четыре причины, и они следующие:
В конце концов, вы заплатите больше за каждую лошадиную силу, чем если бы в качестве отправной точки использовался более мощный двигатель.Для этого есть четыре причины, и они следующие:
- Torque ускоряет транспортное средство, а кубы передают крутящий момент.
- Достижение приличной степени сжатия на двигателе с меньшим размером дюйма ставит под угрозу форму камеры сгорания и, следовательно, мощность, особенно крутящий момент!
- Клапанный механизм будет иметь дело с более высокими оборотами на меньшем двигателе, а высококачественные компоненты для более высоких оборотов станут более дорогими.
- Меньшие отверстия ухудшают размер клапана, который можно использовать.Для Chevy с малым блоком больше лучше в большей степени, чем для большинства других двигателей. Всегда помните об этом при планировании двигателя.
Основа двигателя – блок. Убедитесь, что сборка начинается со звукового блока, должным образом обработанного и подготовленного.
На что обращать внимание
Давайте взглянем на семейное древо маленького квартала Chevy. Представленный в 1955 году на 265 дюймов, он был расширен до 283 кубов в 1957 году.В 1962 модельном году Corvette выпустил 327 кубов. Это был первый из 4-дюймовых двигателей, который положил начало тому, что должно было стать самым распространенным размером отверстия среди малых блоков. Получение 327 дюймов было не просто дополнительным диаметром отверстия. Ход также был увеличен с 3,00 до 3,25 дюйма. Этот ход потребовал увеличения противовесов кривошипа, и, как следствие, внутренняя форма картера была изменена, чтобы обеспечить дополнительный зазор. Как бы хороша ни была модель 327, в 1967 модельном году была представлена модель 350.Этот блок не только мог выдерживать более длинный ход, но и кривошипы для этого смещения были усилены шейками большего размера.
Если есть какие-либо сомнения относительно толщины стенок цилиндра, можно получить грубую направляющую, используя набор носовых суппортов, чтобы добраться до водяной рубашки, как показано здесь. Следующий шаг – измерить регулировочный винт и записать размер.
Следующий шаг – измерить регулировочный винт и записать размер.
После снятия штангенциркуля с блока размер, наблюдаемый при измерении в блоке, восстанавливается.Измерение зазора между торцами суппорта даст достаточно точный размер толщины стенки цилиндра в этой точке.
Здесь видна задняя основная крышка блока ранней модели. В крышке находится двухкомпонентное масляное уплотнение заднего коренного подшипника.
В следующем, 1968 году, был представлен двигатель 307. У него был канал ствола 283 и ход 327. Ему абсолютно не место в программе выступления. С 1967 по 1969 год выпускался 302 с диаметром цилиндра 4 дюйма и ходом поршня 3 дюйма.По сути, он был произведен только для того, чтобы у Chevrolet был двигатель, подходящий для высококлассной Trans Amracing. Следующей важной вехой с точки зрения производительности стало введение в 1970 году блока объемом 400 кубических дюймов. Это во многом отличалось от предыдущего стандартного формата. Во-первых, это был единственный малый блок, который Chevrolet сделал с диаметром отверстия 4,125 дюйма, в отличие от тогдашнего обычного 4-дюймового.
Во-первых, это был единственный малый блок, который Chevrolet сделал с диаметром отверстия 4,125 дюйма, в отличие от тогдашнего обычного 4-дюймового.
Для получения отверстий диаметром 4,125 дюйма были внесены некоторые изменения в литье. Этот блок обычно можно узнать по тому факту, что у большинства из них есть три стопорных заглушки снаружи блока, а не две.Чтобы разместить больший канал в тех же центрах отверстий, необходимо было удалить межцилиндровую водяную рубашку, общую для всех других блоков, кроме блоков Bowtie. Этот тип блока обычно известен как блок «сиамского канала ствола». Наряду с увеличенным размером отверстия блок 400 был сделан для размещения коленчатого вала с более крупными коренными подшипниками. Здесь следует отметить, что на протяжении всего срока службы малого блока GM очень щедро подходила к выбору размеров кривошипа, штока и главной шейки.В результате мы обнаружили, что послепродажные кривошипы, изготовленные из качественных современных материалов, более чем достаточно прочны, даже при меньших размерах, чтобы выдерживать ход до 3,750 дюймов в стальной литой форме и 4 дюйма в кованной / заготовке.
В 1987 году компания Chevrolet внесла несколько серьезных обновлений в смолл-блок. По сути, блоки с этого момента оснащались на заводе гидравлическими роликовыми кулачками вместо кулачков с плоским толкателем. Основание вашей сборки на более позднем роликовом блоке имеет некоторые явные бюджетные преимущества в мощности, потому что с несколькими модификациями подъемника вы можете получить высокофункциональный роликовый клапанный механизм за меньшие деньги, чем восстановление клапанного механизма с плоским толкателем (подробнее об этом в главе 7). .Наряду с заменой гидравлического роликового клапана, завод также изменил способ изготовления заднего главного масляного уплотнения. Здесь были изменены задний коренной подшипник и диаметр масляного уплотнения, а конструкция блока соответствующим образом изменена, чтобы использовать цельное заднее основное уплотнение. Единственная реальная проблема, которая нам здесь нужна, – это взаимозаменяемость между шатунами и блоками от более ранней эпохи, состоящей из двух частей, до более поздней эпохи моноблоков.
Если у вас более ранний дорогостоящий кривошип, может потребоваться комплект для переоборудования заднего главного уплотнения, позволяющий использовать его в более позднем блоке.Однако этот комплект стоит дороже, чем высокопроизводительный кривошип из литой стали, поэтому, если только этот ранний кривошип не является действительно высокопроизводительной деталью, преобразование будет только экономически эффективным.
Цельный блок заднего главного уплотнения легко определить по алюминиевому корпусу уплотнения, прикрепленному болтами к задней части блока.
Самый дешевый комплект для переоборудования заднего главного уплотнения для блока последней модели (после 1987 г.) можно приобрести в AAEQ в Чикаго. Эти комплекты для переоборудования, показанные здесь вместе с инструментом для выравнивания, бывают двух типов: один для маленького уплотнения поддона, а другой – для большого уплотнения поддона.
В дополнение к гидравлическому роликовому кулачку и неразъемному заднему главному уплотнению было внесено множество других конструктивных изменений. Они включали изменение стиля демпфера и изменения гибкой пластины / маховика, чтобы отразить, использовалась ли конструкция кривошипа с внутренней или внешней балансировкой. Этот аспект – то, на что вам нужно обратить пристальное внимание, чтобы окончательная сборка деталей была совместимой; в противном случае двигатель будет далеко не сбалансирован. Мы подробно рассмотрим этот важный вопрос в главе 4.
Они включали изменение стиля демпфера и изменения гибкой пластины / маховика, чтобы отразить, использовалась ли конструкция кривошипа с внутренней или внешней балансировкой. Этот аспект – то, на что вам нужно обратить пристальное внимание, чтобы окончательная сборка деталей была совместимой; в противном случае двигатель будет далеко не сбалансирован. Мы подробно рассмотрим этот важный вопрос в главе 4.
В 1987 году произошли большие изменения в дизайне головок. Это был год хваленых «вихревых» голов. Что касается уличных характеристик в очень широком диапазоне оборотов, это были одни из лучших серийных головок с двумя клапанами на цилиндр, когда-либо производившихся не только GM, но и кем-либо еще. Что касается взаимозаменяемости от ранних блоков к поздним, то это было 100 процентов, пока использовались соответствующие впускной коллектор и крышки клапанов.
Помимо уже упомянутых основных игроков, Chevrolet также выпустила 262-дюймовый мотор, 305-й (который сейчас является одним из самых распространенных) и 267-й.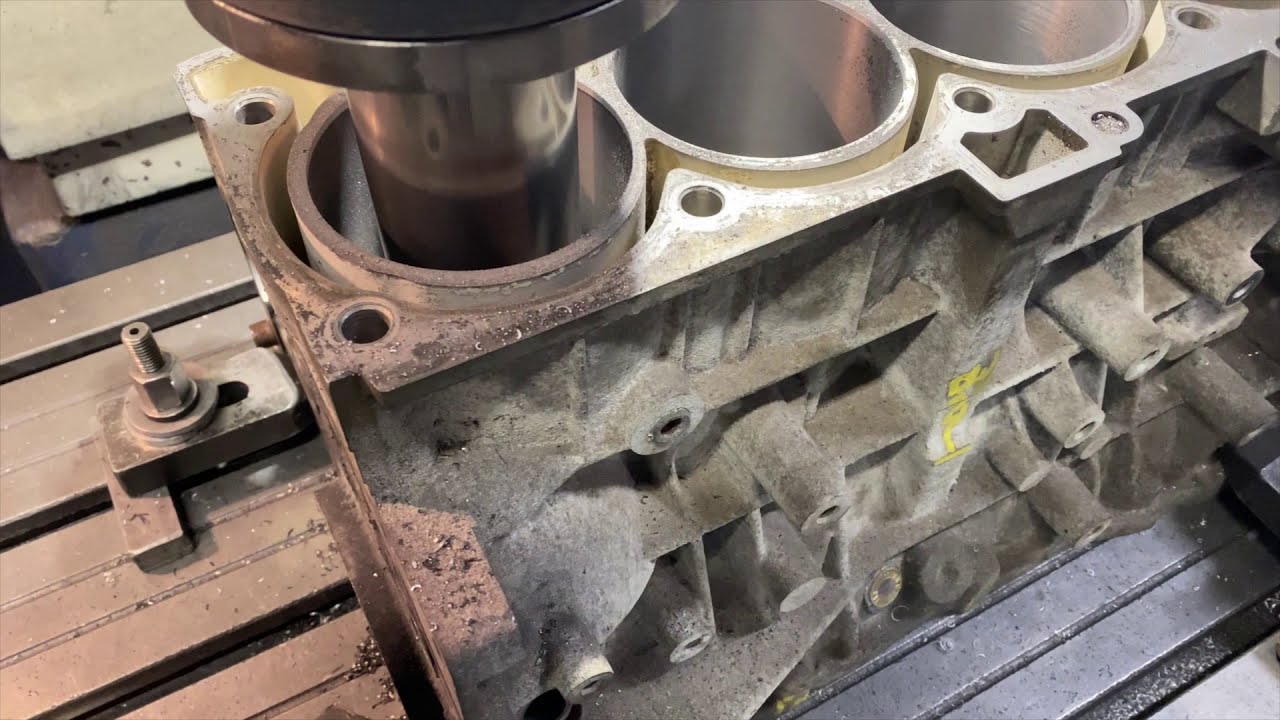 Вы не должны рассматривать какой-либо из этих блоков как основу для высокопроизводительной сборки, особенно при ограниченном бюджете.
Вы не должны рассматривать какой-либо из этих блоков как основу для высокопроизводительной сборки, особенно при ограниченном бюджете.
Помните и никогда не упускайте из виду тот факт, что кубики – это самый простой и дешевый путь к сильным уличным выступлениям.
С момента своего появления в 1955 году как 265-кубовый двигатель Chevy с малым блоком несколько вырос в размерах. Самый популярный и плодовитый блок, 350, и самый большой блок смещения (и теперь относительно редкий) 400-ci блоки – единственные, о которых вы должны беспокоиться.Эти два размера смещения различаются по диаметру и ходу. 350 имеет 4-дюймовое отверстие с ходом 3,48 дюйма. Это не только хорошо зарекомендовавшая себя конфигурация с точки зрения надежности, но еще и 350 ядер на свалке – это, образно говоря, почти пруд пруди.
Есть блоков Chevy 400, но с годами их количество значительно уменьшается из-за износа и использования хот-родов. Их приятно иметь из-за лишних кубиков, но могут возникнуть проблемы. Их может быть немного сложнее эффективно охлаждать при более высокой мощности, и у многих из них стенки отверстия слишком тонкие для мощного двигателя.Знание того, подходит ли блок, который вы, возможно, наблюдаете, этому формату, может быть проблемой. У меня было 400 блоков с настолько тонкими стенками, что при расточке плюс-0,030 отверстия прогибались при прохождении хона. С другой стороны, у меня было 400 блоков, у которых стенки цилиндра были настолько толстыми (0,300 плюс), что они могли быть моделями для оригинального блока Bowtie.
Их может быть немного сложнее эффективно охлаждать при более высокой мощности, и у многих из них стенки отверстия слишком тонкие для мощного двигателя.Знание того, подходит ли блок, который вы, возможно, наблюдаете, этому формату, может быть проблемой. У меня было 400 блоков с настолько тонкими стенками, что при расточке плюс-0,030 отверстия прогибались при прохождении хона. С другой стороны, у меня было 400 блоков, у которых стенки цилиндра были настолько толстыми (0,300 плюс), что они могли быть моделями для оригинального блока Bowtie.
Отказ стержня в любом из отверстий приводит к выбиванию части стенки отверстия в указанном положении.Обычно это не влияет на использование, но вы должны проверить, нет ли трещин в водяной рубашке.
При толщине стенки цилиндра 0,300 и подходящей прокладке головки возможно увеличение внутреннего диаметра 0,125, но обычно 0,060 – это все, что удобно. Такие блоки – отличная находка. Мало того, что отверстие диаметром 4,185 дюйма дает 412 дюймов для развития крутящего момента, но также это большое отверстие помогает немного снять кожух с клапанов (см. Главу 6) для лучшего дыхания.
Главу 6) для лучшего дыхания.
Предпочтительные номера отливок блоков поздних моделей 393638 (1987–1995) и xxx880 (1996–2002)
Эти два блока являются наиболее распространенными и хорошо поддерживаются производителями скоростного оборудования.Блок 327xxx (1992–1997) обычно не используется из-за обратного охлаждения. Это использовалось в Корветах с глушителем на 4 болта и в Camaros / Firebirds с глушителем на 2 болта. Все б / у алюминиевые головки. Блок номер 327xxx также использовался в Caprice, но с железными головками. Этих блоков построено гораздо меньше.
Выбор блока
Первым шагом при выборе блока является проверка совместимости конкретного блока с транспортным средством, в котором установлен двигатель, а также с другими частями, которые вы, возможно, захотите использовать.Если вы строите двигатель более поздней модели, вы можете оставить цельный блок в виде заднего главного уплотнения. В этом случае вы будете искать блок, изготовленный после 1987 года.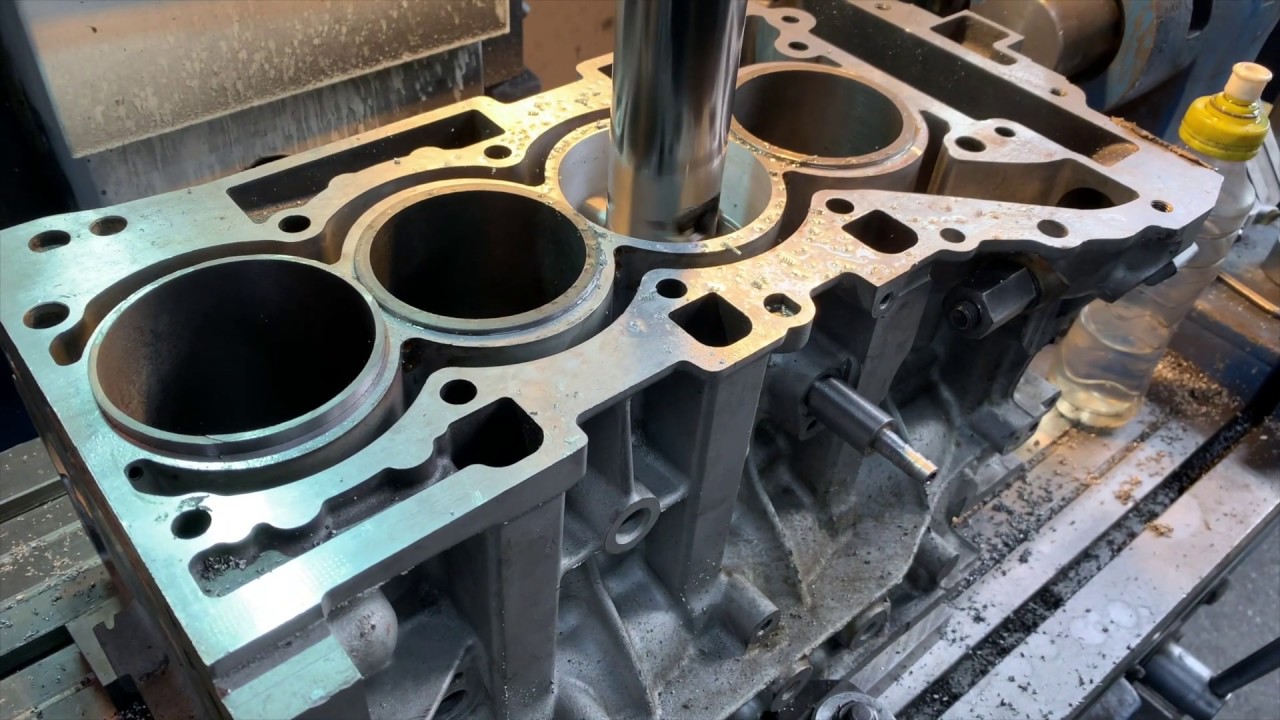 Также необходимо выбрать блок, у которого есть соответствующие внешние приспособления для нужд вашего автомобиля. Ярким примером здесь является резьбовое отверстие для рычага сцепления механической коробки передач. Кроме того, расположение масляного щупа варьируется в моделях примерно после 1976 года.
Также необходимо выбрать блок, у которого есть соответствующие внешние приспособления для нужд вашего автомобиля. Ярким примером здесь является резьбовое отверстие для рычага сцепления механической коробки передач. Кроме того, расположение масляного щупа варьируется в моделях примерно после 1976 года.
Когда вы уверены, что у вас есть совместимый блок, вашей следующей целью будет определение состояния болта коренного подшипника.Вопрос в том, будет ли ваше приложение работать с более дешевым блоком на 2 болта или для этого потребуется 4-болтовой блок?
Когда дело доходит до эксплуатационных характеристик, блоки с двумя болтами подверглись некоторой критике. Блок с двумя болтами может работать с гораздо большей мощностью, чем обычно считается. Когда бюджет действительно ограничен, примите во внимание тот факт, что блок с двумя болтами может выдерживать мощность свыше 500 л.с. при замене обычных основных болтов на основные шпильки ARP. Если вы сможете получить блок с 4 болтами, тем лучше, но они пользуются большим спросом, и их запрашиваемая цена отражает это.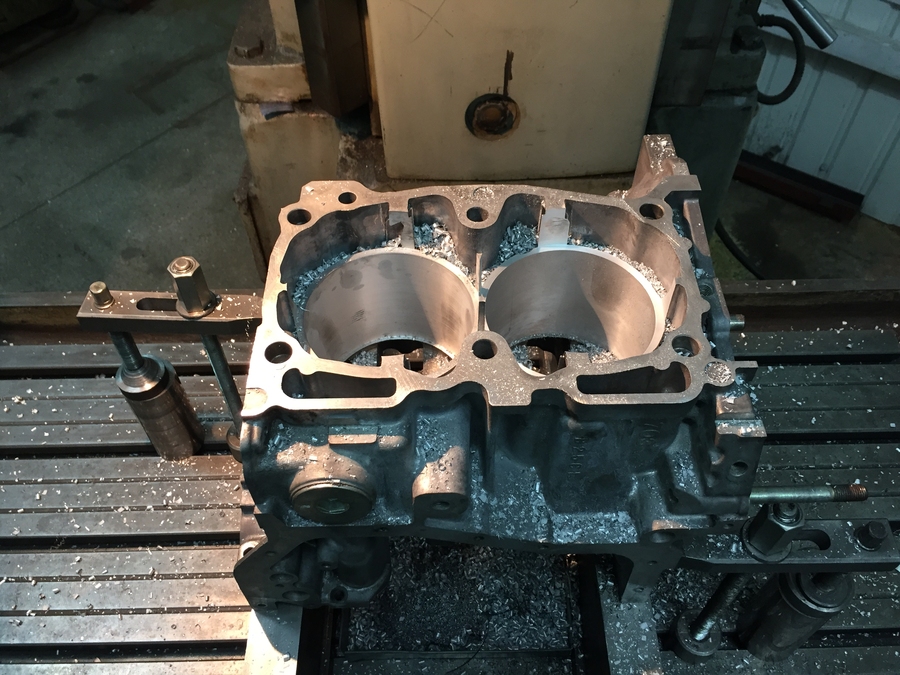 Во многих местах вам придется заплатить от 50 до 100 долларов больше за привилегию получить эти дополнительные болты коренных подшипников.
Во многих местах вам придется заплатить от 50 до 100 долларов больше за привилегию получить эти дополнительные болты коренных подшипников.
Литейный материал
Если предположить, что мы имеем дело с литьем звука без явных дефектов, а его размер составляет 350 дюймов или более, на самом деле не существует такой вещи, как плохой блок Chevy. Есть просто хорошо или лучше. Среди блоков до 1987 года наиболее востребованными являются блоки с высоким содержанием никеля. Эти блоки отлиты из чугуна с двухпроцентным содержанием никеля, который затвердевает и значительно увеличивает срок службы отверстия.Лучше всего достать блоки с цифрами 10 или 20 в области, обычно находящейся под крышкой цепи привода ГРМ. В них один процент олова и два процента никеля. Олово используется для лучшего стекания расплава в литейную форму.
Эти блоки 10/20 наименее подвержены растрескиванию. Кроме того, поскольку они легче разливаются, у них меньше всего проблем с горячими точками, вызванными пористым металлом. Если вы найдете блок, у которого есть только одно число, то есть 10 или 20, это означает, что в нем нет дополнительного олова, но есть один или два процента никеля.Если на блоке нет номера, то в нем нет ни олова, ни никеля. Можно ожидать, что эти блоки изнашиваются быстрее, чем другие, но с современными маслами они по-прежнему годны для более чем 100 000 миль.
Если вы найдете блок, у которого есть только одно число, то есть 10 или 20, это означает, что в нем нет дополнительного олова, но есть один или два процента никеля.Если на блоке нет номера, то в нем нет ни олова, ни никеля. Можно ожидать, что эти блоки изнашиваются быстрее, чем другие, но с современными маслами они по-прежнему годны для более чем 100 000 миль.
Расположение правого блока
Есть два способа найти подходящий блок: один позволит сохранить ваши руки относительно чистыми, а другой – наверняка – нет. Второй способ доставит вам больше основных деталей и сэкономит деньги, но потребует много хлопот. Сначала мы разберемся с этим методом.
Второй путь предполагает покупку ядра, как правило, со свалки или аналогичного источника. Вам нужно будет идентифицировать это ядро по номеру отливки. Пока вы занимаетесь этим, вы также можете идентифицировать головки цилиндров. Скорее всего, какие головы идут с этим мотором, не те, которые вам нужны, особенно если это мотор от смога. По сути, то, что вы ищете, – это 350 или 400. Если вы не нацеливаетесь на длинный блок, оснащенный головками Vortec, которые вы собираетесь использовать (а не на вторичные головки), вам следует покупать полный блок без головок.Это позволит вам измерить отверстия и, возможно, увидеть, есть ли внутренние повреждения в двигателе. Со старыми двигателями это реальность, которую нужно учитывать. Если вы можете позволить себе немного больше (обычно на 50-100 долларов больше), то двигатель поздней модели (после 1987 года) имеет некоторые существенные преимущества. Эти двигатели поставлялись с системой впрыска топлива, и гораздо более точный дозатор топлива в цикле холодного пуска привел к значительному снижению износа канала ствола. Преимущество здесь в том, что если двигатель проехал не более 120 000 миль и проходил регулярное обслуживание, в большинстве случаев вы можете обойтись без хонинговальных работ по очистке, чтобы восстановить состояние отверстия / поршня до состояния «как новое».Кроме того, эти двигатели более поздних моделей имеют гораздо лучшие штоки, и стандартные поршни также хороши, потому что они имеют очень хороший пакет колец с низким сопротивлением.
По сути, то, что вы ищете, – это 350 или 400. Если вы не нацеливаетесь на длинный блок, оснащенный головками Vortec, которые вы собираетесь использовать (а не на вторичные головки), вам следует покупать полный блок без головок.Это позволит вам измерить отверстия и, возможно, увидеть, есть ли внутренние повреждения в двигателе. Со старыми двигателями это реальность, которую нужно учитывать. Если вы можете позволить себе немного больше (обычно на 50-100 долларов больше), то двигатель поздней модели (после 1987 года) имеет некоторые существенные преимущества. Эти двигатели поставлялись с системой впрыска топлива, и гораздо более точный дозатор топлива в цикле холодного пуска привел к значительному снижению износа канала ствола. Преимущество здесь в том, что если двигатель проехал не более 120 000 миль и проходил регулярное обслуживание, в большинстве случаев вы можете обойтись без хонинговальных работ по очистке, чтобы восстановить состояние отверстия / поршня до состояния «как новое».Кроме того, эти двигатели более поздних моделей имеют гораздо лучшие штоки, и стандартные поршни также хороши, потому что они имеют очень хороший пакет колец с низким сопротивлением. Если вы собираетесь купить двигатель более поздней модели, покупайте его с надетыми головами, потому что это защищает отверстия от элементов. Если кто-то снимает головки, то состояние отверстий прямо здесь – под уклон. Пройдет немного времени, прежде чем ржавчина решит, что повторное растачивание является необходимостью, а не вариантом.
Если вы собираетесь купить двигатель более поздней модели, покупайте его с надетыми головами, потому что это защищает отверстия от элементов. Если кто-то снимает головки, то состояние отверстий прямо здесь – под уклон. Пройдет немного времени, прежде чем ржавчина решит, что повторное растачивание является необходимостью, а не вариантом.
После того, как вы выбрали двигатель, который вам нужен, снимите демпфер кривошипа, крышку цепи привода ГРМ и цепь привода ГРМ, чтобы проверить содержание сплава олова и никеля в блоке.Точность отливки блоков до 1987 года была далека от точного процесса. С обновлением в 1987 году было добавлено больше прецизионных отливок, так что это еще одно преимущество более позднего гидравлического роликового блока. Если вы смотрите на более ранний блок, вам временно необходимо установить, претерпел ли блок не более чем минимальный сдвиг сердечника во время процесса литья. Это можно приблизительно оценить по равномерной толщине металла вокруг отверстий подъемника и отверстий подшипников кулачка на обоих концах блока. Чем ровнее, тем сильнее, вероятно, будет блокировка.
Чем ровнее, тем сильнее, вероятно, будет блокировка.
Если на этом этапе блок выглядит стоящим, снимите поддон, если вы еще этого не сделали, и осмотрите его на предмет очевидных внутренних повреждений блока. Наиболее частое повреждение – отсутствие деталей со дна отверстий из-за поломки стержня.
Если блок прошел эту проверку и соответствует вашему болту коренного подшипника и бюджетным требованиям, купите его. Прежде чем оставить тему сети с двумя или четырьмя болтами, я должен отметить, что преобразование вполне возможно.
Вы можете найти часть сети из блока с 4 болтами, который в противном случае был бы утилизирован, или преобразовать сеть с 2 болтами в сеть с 4 болтами, используя неоригинальные стальные колпачки. В любом случае, им понадобится примерка и расточка. С точки зрения прочности, колпачки для угловых болтов на вторичном рынке являются лучшим вариантом, поскольку они повышают целостность блока. К сожалению, даже несмотря на то, что некоторые заглушки послепродажного обслуживания имеют очень разумную цену (PRW здесь много чего), установка может быть немного дорогостоящей и ее следует рассматривать вне рамок сборки с ограниченным бюджетом, но не настолько, чтобы бюджет простирался до 5000 долларов. отметка.
отметка.
Разборка и очистка
Когда вы будете удовлетворены сборкой блока, соскребите с него большую часть грязи, прежде чем вытащить его. По дороге домой остановитесь на автомойке, сделанной своими руками. Используя обезжириватель Gunk и щетинную щетку, очистите двигатель и обработайте его горячей водой под давлением. Когда вы вернете его в гараж, установите его на подставку для двигателя и приготовьте инструменты для разборки. Не пытайтесь выполнить восстановление без стенда двигателя; они стоят всего 45 долларов за достаточно прочную подставку.
Поскольку двигатель разобран, вы должны искать признаки потенциальных проблем. Ваша первая задача – вытащить коллектор, если он все еще на месте. Если это двухцилиндровый коллектор, выбросьте его. Если это четырехствольный, отложите его в сторону. Вы можете принять решение о выборе коллектора после прочтения главы 8. Следующим элементом, который необходимо разобрать, является сборка клапанного механизма. Если вы работаете с очень ограниченным бюджетом, проверьте каждый наконечник рокера и шарнирную часть на предмет износа. Если они выглядят многоразовыми, прикрепите каждый рычаг к его шаровой опоре и поместите его с толкателем (а затем и подъемником) в пластиковый пакет, чтобы они оставались группой, что дает им больше шансов на повторное использование.Снимите головки и отложите их в сторону для последующей оценки.
Если они выглядят многоразовыми, прикрепите каждый рычаг к его шаровой опоре и поместите его с толкателем (а затем и подъемником) в пластиковый пакет, чтобы они оставались группой, что дает им больше шансов на повторное использование.Снимите головки и отложите их в сторону для последующей оценки.
Убедившись, что масло слито, переверните двигатель и снимите поддон. Затем снимите всасывающий патрубок масляного насоса и крышку и загляните внутрь насоса. Если шестерни в хорошем состоянии, вероятно, вам не нужно покупать новый насос. Если насос в порядке, замените крышку, затем снимите насос в сборе и поместите его в мешок.
Теперь удалите основные детали с нижнего конца. Сначала снимайте все штанги в сборе по одному, нумеруя их по ходу.Если мотор обслуживался часто, шатун, вероятно, не нуждался в переточке. Это означает, что вам нужно проявлять особую осторожность, чтобы не повредить шейки болтами стержня при снятии стержней. Для этого при разборке наденьте короткий кусок резинового шланга на резьбу болта штока.
При снятии крышек шатунов внимательно осмотрите их и шейку кривошипа. Если материал подшипника полностью изношен и это сталь по стали, или если шток изменил цвет из-за температуры, вам необходимо проверить обе детали перед их повторным использованием.Это означает испытание кривошипа на наличие трещин и проверку отверстий шатуна на размер и круглость. Идеальная ситуация состоит в том, чтобы шейки кривошипа имели нулевой или минимальный износ, а коренные и шатунные подшипники шейки были в хорошем состоянии. Не то чтобы вы использовали подшипники повторно, но хорошее состояние здесь указывает на то, что двигатель ухожен.
Удаление узла штока и поршня из последней части отверстия часто может вызвать проблемы. Износ и / или скопление нагара будут означать, что верхнее кольцо наткнется на ступеньку наверху отверстия.Вы можете просто приложить достаточно силы, чтобы вытолкнуть поршни, что нормально, если вы собираетесь покупать новые поршни.
Однако более поздние поршни, выпущенные после 1987 года, часто пригодны для повторного использования и без особых проблем будут иметь мощность 425 л.с. По этой причине я рекомендую немного потерпеть; способ сделать эту работу – соскрести весь нагар с верхней части каждого отверстия перед попыткой снятия поршня. Если после этого поршень не выходит относительно легко, вам все равно понадобились новые, потому что размер ступеньки указывает на необходимость повторного расточки.Хороший совет по разборке здесь – иметь коробку с большим количеством скомканной бумаги прямо под поршнем, потому что, когда кольца выйдут из верхней части отверстия, узел поршень / шток упадет, как камень. Если вас не поймает помощник или вы не приземлитесь, вы можете повредить контактную площадку кольца до такой степени, что поршень выйдет из строя.
Независимо от статуса при снятии, осмотрите каждый узел поршень / шток, поскольку он снят с блока. Равномерный рисунок износа юбки по оси штифта указывает на то, что шток прямой.Если он смещен в одну сторону, вероятно, стержень погнут. Если это так, выбросьте его. Времена выпрямления стержней прошли. Для проверки прямолинейности требуется приспособление, и затраты на это не стоят затраченных усилий, потому что новые стержни гораздо большей прочности доступны по очень разумной цене. Не используйте повторно стержни, которые могут показывать даже малейшие признаки отклонения от истинного положения, потому что даже незначительная ошибка может привести к значительному увеличению трения двигателя, что существенно снижает мощность. Чтобы вы знали, как важны прямые штанги, знайте, что всего одна изогнутая штанга может набрать 20 лошадиных сил!
После снятия блока необходимо проверить его на предмет возможных трещин и износа.При появлении трещин в первую очередь можно прибегнуть к увеличительному стеклу. Что касается износа отверстий, имейте в виду, что если вы чувствуете гребень ногтем, то, по крайней мере, ваш блок потребует заточки для очистки.
Если вы работаете с очень ограниченным бюджетом и тщательно выбираете блок, есть большая вероятность, что вы сможете обойтись без повторного скучания блока. Во многих случаях мне приходилось доводить износостойкие блоки до 5 тысячных, чтобы удалить гребень. Затем я брал поршни, которые выходили из этих отверстий, накатывал юбки и затем напильником вставлял поршни в отверстия.
Конечно, это звучит как далеко не идеальный способ создания высокопроизводительного двигателя, но мы говорим о бюджете. Этот скупой путь намного более жизнеспособен, чем можно было ожидать. У меня были поршни с накаткой с пробегом более 100000 миль, и после последующих 80000 миль по улицам и случайного проезда по драг-полосе износ юбки составил всего 0,0003 дюйма. Если предположить, что максимальный допуск на износ составляет 0,001 или около того, это означает, что юбки поршней годны еще на пару сотен тысяч миль.Если вы приобрели блок поздней модели, для вас открыты некоторые очень жизнеспособные варианты экономии. Поскольку коэффициент износа обычно очень низкий, мы обнаруживаем, что в отверстиях и поршнях осталось достаточно срока службы, чтобы их можно было полностью повторно использовать для двигателей с умеренными и средними характеристиками. Заводские спецификации зазоров между юбкой поршня и стенкой предназначены для обеспечения бесшумной работы поршня без ударов. Это не лучший вариант для мощности, так как влечет за собой дополнительное трение поршня. Это означает, что обычно мы можем точить около 0.002 дюйма из блока и получить оптимальные зазоры между поршнем и стенкой. Это еще кое-что о поршневой ситуации, но мы разберемся с этим и о спасении поршней в главе 4.
Ладно, дальше с блоком. Следующий шаг – посмотреть на дно отверстий. В наши дни многие из старых небольших блоков уже хотя бы раз прошли реконструкцию, а ваш мог быть восстановлен раньше. Убедитесь, что блок был повторно расточен и / или линия стала красной. Вы ищете заводной канал ствола или (конечно, не более чем) практически нулевой износ +0.030, например. Блок с коэффициентом износа 0,030 и с какими-либо последствиями может не очиститься при +0,040, а около 50 процентов блоков слишком тонкие для приложения производительности при +0,060. Прежде чем я подумаю о том, чтобы установить блок на +0,060, я провожу ультразвуковую проверку всех стволов, чтобы определить жизнеспособность ствола 0,060. По моему опыту, примерно половина блоков будет хороша, и их стены будут толще, чем я предпочитаю. Более поздние блоки кажутся более последовательными с точки зрения толщины стенок цилиндра. Это важно, потому что сдвиг ядра может в конечном итоге стать решающим фактором между жизнеспособным 0.060-над и запретить.
Как упоминалось ранее, проверьте, не сломалась ли когда-нибудь штанга в блоке. Свидетельством этого обычно является кусок металла, выколотый на дне канала ствола. Если это произошло, это не значит, что блок теперь бесполезен, поскольку большинство блоков переживают эту катастрофу. Это означает, что вы должны проверить блок на трещину. В то время как трещина, возможно, не сильно увеличилась во время обычного уличного использования, мы собираемся потребовать от нее гораздо больше, поэтому в блоке не должно быть трещин.
Что делать, если вы обнаружите, что у вашего блока есть вкладыш; это конец? Нет, у меня есть блоки, которые мне хорошо послужили, и по той или иной причине такая деталь, как булавка для запястья, вышла из строя и выдолбила цилиндр. Их спасла облицовка. У меня есть блок с гильзой в каждом банке, и он выдержал множество динамометрических испытаний на уровне около 600 л.с. Что мне не нравится, так это блок с двумя смежными вкладышами, потому что я чувствую, что это может нарушить целостность блока в области электросети.
В конце концов, все сводится к толщине стенок блока, а также к правильной установке футеровки.Работа не сложная, поэтому в большинстве случаев достаточно блока с вкладышами. Если вы обнаружите, что в отверстии цилиндра имеется большое количество царапин из-за ослабления пальца на запястье, если оно соответствует вашим требованиям и всем остальным аспектам, выясните стоимость облицовки.
Блок-планка
На этом этапе вы должны иметь представление о том, можно ли использовать блок, поэтому в будущем вам предстоит поездка в механический цех. Если вы собираетесь выполнить работу, описанную на следующих страницах, это потребует довольно много труда.Возможно, вы сочтете целесообразным отнести блок в свою механическую мастерскую, чтобы проверить его звуком, чтобы убедиться, что он стоит затраченных усилий. Не во всех механических мастерских есть звуковой тестер, поэтому обращайтесь к нам. Для получения дополнительной информации прочтите предстоящий раздел «Профессиональная чистка и проверка».
Если вы хотите сэкономить несколько долларов, сделайте следующее задание, сняв с блока различные заглушки. Удаление любой пробки блока – дело техники. Замораживающие пробки по бокам и на задней части блока легко снимаются.Все, что вам нужно, это большой круглый пуансон, большой молоток и пара замков с каналом. Техника заключается в том, чтобы вставить стопорную пробку в блок так, чтобы одна сторона вращалась внутрь, а другая выходила наружу. Это позволяет ухватиться за внешний край и, используя закругленную сторону канала, зафиксироваться на блоке, поддеть его. Как только вы освоите это, обычно требуется около 60 секунд на каждую вилку.
Пробки масляного камбуза, особенно в задней части блока, могут представлять проблему. Их можно удалить двумя способами.Высверлите их или воспользуйтесь кислородно-ацетиленовой горелкой, чтобы убедить их легко выбраться. Я предпочитаю факельный метод. Методика заключается в том, чтобы нагреть свечи до докрасна, а затем облить их моторным маслом. Нагревание свечи приводит к ее расширению и размягчению. Блок, будучи более прохладным вокруг себя, вдавливает заглушку; так, при охлаждении заглушка становится меньше. Когда масло попадает на раскаленную свечу, оно становится тоньше и под действием капилляров втягивается в резьбу.
После этого вы обнаружите, что розетка на четверть квадрата их просто откручивает.Когда вы снимаете блок свечей, обязательно достаньте тот, который находится в масляной камбузе под крышкой заднего коренного подшипника, потому что за ним почти всегда есть мусор.
Последняя работа – забить установочные дюбели головки в водяную рубашку. Иногда это не сквозные отверстия. Если они не сразу попадают в водяную рубашку, попросите их удалить в механической мастерской – у большинства из них есть специальный инструмент. Наконец, проверьте, что все критические головки и
Резьба главного болтав порядке.Вам наверняка придется пробивать все отверстия под болты метчиком. Это позволит достичь двух вещей: во-первых, очистка потоков установит их пригодность для дальнейшего использования; а, во-вторых, подготовит их к дальнейшему использованию. Обратите внимание, что только чистая резьба в хорошем состоянии обеспечит правильный предварительный натяг болта, чтобы удерживать прокладку головки при затяжке болтов.
Детали предварительной обработки
На некоторых фотографиях, разбросанных по этим страницам, показаны детали, которые можно сделать, чтобы улучшить как внешний вид, так и способность вашего блока к обратному сливу масла.Это должно быть выполнено перед любой очисткой блока в механическом цехе.
Детализация также может дать немного больше мощности, а также повысить надежность. Здесь снова пригодится ваша шлифовальная машина. Детализация занимает много времени, но оплата механической мастерской, даже если бы они были знакомы с работой, обошлась бы вам в несколько сотен долларов. Это означает, что вы можете считать, что ваша кофемолка уже погашена.
Наиболее востребованными являются отводы (слева направо) 7/16, 3/8, 5/16, 1/4 грубого помола и 1/4 трубы.
Чтобы насосу было немного легче выполнять свою работу, очистите область вокруг крепежного болта насоса на задней магистрали и смешайте его с выпускным отверстием, ведущим в блок.
Есть много острых углов, которые можно вынести извне с внешней стороны блока.
На этом виде области крепления фильтра вы можете увидеть, как проход в фильтр и выходы были упрощены, чтобы облегчить поток и снизить падение давления на подшипниках.
Начнем с задних основных колпачков. Взгляните на фото рядом, и вы увидите, как масляная канавка вокруг крепежного болта масляного насоса: а) очищена; и, Б) сделать глубже, если он слишком мелкий. Затем эта канавка совмещается с отверстием, ведущим вниз через основную крышку. Идея состоит в том, чтобы «протечь» по масляным каналам, чтобы уменьшить потери давления по мере продвижения масла от насоса к подшипникам. Таким образом мы уменьшили или полностью исключили необходимость в энергоемком насосе высокого давления и большого объема.
Затем осмотрите входные и выходные отверстия в корпусе масляного фильтра. Растушуйте эти отверстия в отливке. Вы также можете внести некоторые изменения в масляный насос, но мы поговорим об этом в главе 5.
Отверстия для возврата масла
Мы не хотим, чтобы внутри картера двигалось больше масла, чем необходимо. На блоках до 1987 года, в которых использовались кулачки с плоскими толкателями, есть отверстия для возврата масла в центре долины подъемника. Масло, капающее через эти отверстия в нижней части картера, попадает во вращающийся узел.Лучше иметь возврат масла на любом конце блока. В задней части блока масло может возвращаться рядом с приводом распределителя.
Это отверстие следует отшлифовать и прочистить. Для этого есть две веские причины. Во-первых, мы хотим, чтобы масло как можно быстрее возвращалось в поддон, а во-вторых, эти области в задней части блока представляют собой ловушку для литейного песка. Если в отливке остался песок, почти наверняка он будет именно здесь. Плавная шлифовка блока в этой области устранит это.
Другая область, над которой нужно работать, находится в передней части блока. Два больших отверстия возле дна выемки подъемника должны быть отшлифованы, чтобы масло могло стекать вниз и выходить из передней части блока через крышку привода распределительного механизма. Если вы собираетесь использовать обычные утюги с плоским торцевым покрытием, не рекомендуется заправлять распределительный вал маслом из-за недостатка масла, потому что плоский толкатель из обычного железа живет или умирает из-за качества его смазки.
Проверьте участки, которые сливают масло обратно в картер на вашем стандартном блоке, и вы увидите, что переделка, показанная здесь, значительно улучшает обратный слив.
На этом снимке видны латунные стояки. Чтобы выполнить эту работу, вам понадобится кран на 1/4 и несколько фитингов с двойным концом на 1/4 из местного хозяйственного магазина.
В случае кулачка с плоским толкателем ценность закрытия отверстий в центре выемки подъемника является спорной. Однако, если будет использоваться роликовый кулачок или плоские подъемники с твердым покрытием, то смазка интерфейса распределительный вал / подъемник будет гораздо менее важной. Это означает, что вы можете сократить чрезмерный сток из этой области, установив стояки или заглушки в отверстиях выемки подъемника.Я предпочитаю противоточные трубы, так как они позволяют картеру и впадине свободно дышать, не позволяя проходить через них значительному количеству масла.
Следующая работа, хотя и требует много времени и несколько дорого, но важна. Постучите по резьбе отверстий под болты головки и коренного подшипника с помощью нового метчика из высококачественной / быстрорежущей стали (не используйте дешевый метчик в пластиковой коробке из автомагазина, если он не совсем новый). Эти блоки резьбы должны быть чистыми и в хорошем состоянии, в противном случае не будут реализованы необходимые зажимные усилия.
Профессиональная чистка и проверка
Зайдя так далеко, пора отнести блок в местную механическую мастерскую. Первый шаг машиниста – очистить блок. Будет использован один из двух методов очистки: горячая цистерна или горячая печь / дробеструйная обработка. Второй метод, безусловно, лучший, потому что он оставляет отливки лучше, чем новые.
Осмотрите блок перед обработкой. Если у вашего машиниста есть звуковой тестер, проверьте толщину стенки отверстия.Как я уже указывал, они могут значительно различаться как по ровности, так и по общей толщине стенок на 350 блоках и, тем более, на 400 блоках. Во времена, когда еще не было акустических тестеров, большинство 350 блоков для повышения производительности обычно просверливались только на 0,030 больше. Однако, поскольку есть много блоков, которые уже прошли стандартное отверстие и 30 отверстий с увеличенным отверстием, стоит еще раз изучить практичность, если это необходимо, более крупного отверстия.
Есть много 350 блоков, которые пройдут 60 и все равно оставят больше материала, чем многие, всего лишь на 30.Если у вас есть такой блок, вы можете увеличить его до 60. Лично я, поскольку я использую закись азота, мне не нравится, когда толщина стенок канала падает намного ниже 0,150, и я предпочитаю видеть их на уровне 0,180 или более.
Если у вашего машиниста нет звукового тестера, это не конец света. Одно время доступность высокопроизводительных поршней ограничивалась диапазоном от +0,030 до +0,060. Однако за последние несколько лет ситуация изменилась, и бюджетные высокопроизводительные поршни можно купить практически любого удобного размера.Если у вас есть мотор, который изношен при +0,030, посмотрите, очистится ли он при +0,040. Ваш машинист посоветует вам. Если он не очистится при +0,040, а вам нужно набрать +0,060, имейте в виду, что на этом этапе лучше всего провести звуковой тест блока, если вы не ожидаете выходную мощность менее 350 л.с.
Подвижные отверстия
Из-за смещения стержня в процессе литья отверстия редко находятся в середине окружающего стержня металла. Может быть неприятно обнаружить, что большая часть стенок цилиндра достаточно толстая, чтобы их можно было перетянуть, но только один или два цилиндра тонкие с одной стороны до такой степени, что вы не хотите использовать блок.Эта очевидная проблема может быть не такой большой, как вы думаете. Поскольку поршни и шток в сборе имеют значительную свободу движения вбок, можно перемещать отверстия по длине блока (чаще всего они тонкие), чтобы цилиндры можно было расточить по центру по отношению к окружающему материалу. их.
Например, если стенка цилиндра составляет 0,220 с одной стороны и только 0,160 с другой, и цель состоит в том, чтобы расточить на 0,030 больше, целесообразно переместить цилиндр на величину до 0.025, если допускает износ отверстия. Такое перемещение означает, что большая часть материала отрывается от толстой стороны, оставляя разброс из стороны в сторону 0,195 и 0,155 вместо 0,205 и 0,130. В то время как этот процесс не может продолжаться бесконечно долго, определенно целесообразно переместить отверстия на 0,025, что часто будет иметь значение, использовать блок или нет. Лучше всего то, что он позволяет использовать отверстия большего диаметра, которые были бы невозможны без помощи звуковых испытаний.
Сторона отверстий с более высокой нагрузкой является основной упорной поверхностью, поэтому более желательна большая толщина стенки.Если вы смотрите на переднюю часть двигателя, основная упорная поверхность – это левая сторона цилиндров. Если стенка цилиндра с этой стороны особенно толстая, у вас есть еще один вариант выработки энергии. Это не дает значительного преимущества для двигателя с низкой степенью сжатия, но для двигателя с высокой степенью сжатия это того стоит.
Этот вариант включает смещение отверстий в направлении упорной поверхности. Это приводит к тому, что шток имеет большее усилие на коленчатом валу сразу после верхней мертвой точки (ВМТ).В нормальном положении в ВМТ поршень, палец, шток и кривошип лежат на общей центральной линии, так что независимо от давления на поршень крутящий момент на кривошипе отсутствует. Смещение позволяет кривошипу быстрее начать передачу крутящего момента от давления сгорания в цикле. Обычно здесь примерно 0,020 из-за ограничений прокладки головки.
Обычно для достижения этого эффекта используют поршень со смещенным штифтом. Однако у этого есть недостатки, потому что большинство производителей поршней не любят производить поршни Chevy со смещением.Кроме того, поршень со смещенным пальцем имеет большую нагрузку с одной стороны, чем с другой. Он взводится в канале ствола и увеличивает трение стенки ствола. Обычно это не является недостатком, пока смещение поршня не будет в районе 0,060 или более. Однако, когда вы переходите к смещению 0,020 в блоке (если для этого есть материал), недостатков нет.
Операции по обработке
Покупаете ли вы уже готовый блок или берете с собой свой, самое время обсудить операции механической обработки.Поскольку обработка стоит денег, важно получить максимальную отдачу от вложенных средств. Даже самый ограниченный бюджет должен позволить достаточно денег на то, чтобы каким-то образом отточить отверстия для их очистки. Давайте сначала посмотрим, какой вариант является потенциально самым дешевым. Если вы потратили немного больше денег и купили более поздний гидравлический роликовый блок (начиная с 1987 модельного года), есть очень реальный шанс, что вы в конечном итоге сэкономите деньги в целом. Поскольку износ канала ствола на этих двигателях с впрыском топлива может быть намного ниже, есть лучшая, чем одна из трех, возможность, что вы можете просто «замазать» отверстия и восстановить их до почти нового состояния.Даже если у вас нет средства для удаления глазури, его можно купить, скажем, в Auto Zone или NAPA, как правило, менее чем за 28 долларов. Используйте электродрель приличного размера на малой скорости и много WD-40 в качестве смазки, и вы сможете сделать хорошее копирование повторной заточки примерно за две минуты на одно отверстие. Выполняя операцию по удалению глазури, будьте осторожны, чтобы не пройти сквозь отверстия слишком далеко, потому что это приведет к попаданию средства для удаления глазури в главные колпачки и разрушению камней. Если вы можете позволить себе потратить деньги на правильную работу по заточке цилиндра, тем лучше.По расчетам, он будет стоить около 100 долларов или около того.
Поскольку износ цилиндров на последних моделях двигателей с впрыском топлива часто бывает незначительным или незначительным, мы часто спасали их для дальнейшего использования с помощью ничего, кроме такого средства, как этот, от NAPA или большинства других магазинов запчастей.
Для высокопроизводительного двигателя расточка цилиндров должна выполняться на таком станке, как этот, в T&L. Для точности позиционирования отверстия относятся к основным подшипникам.
Важно качество хонинговальных работ.Хонингование головок камнями и специальными щетками было инновацией 1990-х годов для улучшения стенок цилиндра и уменьшения количества песка. В этих хонинговальных головках камни соединены с жесткими нейлоновыми щетками, которые следят за камнем и в процессе этого уменьшают количество хонинговальных обломков, вдавливаемых в поверхность отверстия. Этот тип хонинговальной головки создает более долговечные отверстия, которые меньше подвержены износу при обкатке. После обкатки они обеспечивают лучшую герметичность в течение более длительного времени. Найдите механический цех, в котором используется такая хонинговальная головка.
В наши дни любой приличный, высокопроизводительный двигатель наконец-то доводится до головного блока цилиндров, называемого «пластиной деки» на верхней части блока. Это вызывает напряжения, возникающие при установке головки блока цилиндров. Эта операция позволяет получить более округлые и газонепроницаемые отверстия при сборке двигателя. Хонингование таким способом обходится дороже, чем хонингование без настила на заводской производственной линии.
Метод «палуба-пластина» – лучший вариант, но если ваш бюджет не позволяет этого, лучший план (если базовое хонингование – это все, чего хватит в бюджете) – использовать обычные поршневые кольца из мягкого железа.Эти кольца, в зависимости от типа канавки поршневого кольца, могут варьироваться от очень дешевых до относительно недорогих. Если отверстие цилиндра подготовлено немного на более шероховатой стороне, как это рекомендуется для этого типа кольца, они быстро войдут и – в определенной степени – компенсируют тот факт, что отверстие не такое круглое, как могло бы быть. . Прежде чем выбрать этот путь, прочтите главу 4, потому что здесь есть некоторые недостатки.
Если вы выберете путь «палуба-плита», дополнительное качество такого отверстия будет частично потрачено зря, если вы не будете использовать более качественное и долговечное кольцо.Это почти наверняка означает трату денег на верхние кольца с молибденовым покрытием, которые более прочные и прослужат намного дольше. Обычно, если вы предусмотрели в бюджете работу по хонингованию плиты настила, она является частью сделки по переточке и затачиванию, и новые поршни будут фигурировать в уравнении. Однако, если ваш двигатель последней модели был действительно хорош с точки зрения внутреннего диаметра, то заточение плиты настила на пару тысячных долей (доведение зазора между юбкой и поршнем в центре пальца до 0,004 дюйма) будет означать идеальный зазор для штатных поршней.
Ваш механический цех может предложить выровнять коренные подшипники. Мой комментарий здесь – забыть об этом. Это расходы, которые в большинстве случаев приносят мало прибыли. Впоследствии можно выполнить выравнивание, хонингование в том маловероятном случае, если кривошип не будет свободно вращаться во время сборки. Многие производители двигателей будут утверждать, что трение должно быть сведено к минимуму.
Точно мои настроения, но выравнивание, вероятно, этого не сделает. Вот логика этого утверждения. Небольшой блок Chevy мощностью 700 л.с. может крутить из угла в угол на целых 1/16 дюйма.Следовательно, в рабочих условиях подшипники не находятся в одном положении. Даже если бы они были точно выровнены, маловероятно, что двигатель выдает значительно больше лошадиных сил. Почему? Потому что кривошип находится в масляном слое. Коленчатый вал гнется. Он способен поглотить этот изгиб. Независимо от того, какая сила может быть, возможная потеря крутящего момента возникает из-за силы, умноженной на радиус, на котором действует трение. Если коэффициент трения равен нулю, то независимо от того, насколько велики изгибающие силы, потери крутящего момента будут нулевыми, потому что любое число, умноженное на ноль, все равно равно нулю.
Используя основные подшипники в качестве ориентира, деки блоков имеют квадратную форму и разрезаются параллельно сети на высоте деки 9000 дюймов.
Последней операцией на блоке для серьезных усилий должно быть хонингование плиты настила, как показано здесь.
Три передних маслосборника должны иметь резьбу для трубной заглушки 1/4. Не нажимайте слишком далеко, иначе прилегающие камбузы будут заблокированы.
Прежде чем вы даже подумаете об установке головок, убедитесь, что пробка камбуза вставлена и запломбирована.
Сначала удалите заусенцы с отверстий подъемника с помощью инструмента для удаления заусенцев или надфиля, а затем обработайте шлифовальной головкой, как показано здесь.
У нас нет нулевого трения в подшипниках, но оно низкое. Масляная пленка между кривошипом и его подшипниками очень жесткая. Даже если подшипники сильно отклонены от линии, не будет заметной разницы в мощности, наблюдаемой на маховике. Тестирование с намеренно деформированными блоками и кривошипами подтверждает эту теорию.Суть в том, что проверьте центровку коренных подшипников, установив только подшипники (без уплотнения), смазанные очень жидким маслом, и затяните крышки. Если рукоятка вращается свободно, вы в деле и более 100 долларов на благо.
Операция обработки, на которую обязательно стоит выделить бюджет, – это «укладка блоков». Небольшой блок Chevy имеет высоту палубы 9,025 дюйма. Практически каждый изготовленный поршень заканчивается на 0,025 дюйма по внутреннему диаметру, что ставит под угрозу желаемое закаливающее действие и, по крайней мере, на 350-х годах, доступ к более высоким степеням сжатия.Укладка блока до 9000 дюймов для прокладки Fel-Pro 0,038 или 9,010 для стальной прокладки стоит от 8 до 10 л.с. и снижает требования к октановому числу.
Если вы хотите сделать пробную сборку, сначала установите блок, чтобы обеспечить зазор 0,028 между головкой и поршнем, когда используется плотно прилегающий поршень. Некоторые из моих более состоятельных и предприимчивых друзей по двигателестроению снизили допуск на гашение до 0,022. Я бы не советовал этого делать, если вы не готовы пожертвовать частями, экспериментируя. Улучшив работу зоны гашения, мы отодвигаем двигатель дальше от детонации, увеличивая степень сжатия.Хорошее гасящее действие может позволить использовать до одного дополнительного соотношения.
Второй момент, который следует отметить, заключается в том, что на двигателях меньшего размера есть проблема с получением высокого сжатия из-за дополнительного объема полости сгорания, находящегося в блоке. Этот объем уже вреден для мощности, поскольку ограничивает гасящее действие и снижает степень сжатия. Укладывая блок, мы уменьшаем вместимость в верхней части блока примерно на 5 кубических сантиметров.
Другой причиной использования настила является то, что поверхность настила между двумя центральными цилиндрами непосредственно под выпускными клапанами может опускаться.Нередко можно увидеть, что эта область снижается от 0,002 до 0,004. Дешевые прокладки головки со стальными шайбами хорошо подходят для плоских деталей. Если блок не плоский, будет труднее удерживать стальную прокладку головки, и вы можете купить более дорогие композитные прокладки в более позднее время. Сделайте это прямо сейчас или сделайте это снова позже – выбирайте!
Предпоследняя небольшая работа, которую легко не заметить. Три передних заглушки камбуза обычно запрессовываются. Они должны быть нарезаны на трубную резьбу 1/4 дюйма.Металла для этого осталось не так много, поэтому при нарезании резьбы нужно соблюдать осторожность.
Последняя операция, которую нужно сделать с блоком, – снять фаски со всех острых кромок, оставшихся после обработки. Эту обработку выполняет либо завод, либо ваш машинист. Острые края, оставшиеся на сетевых отверстиях, необходимо отпилить надфилем. Также важны возможные острые кромки, оставшиеся на отверстиях подъемника. При очистке блоков методом запекания / дробеструйной обработки по краям отверстий подъемника могут остаться заусенцы. Они могут сбрить масло и привести к тому, что подъемники изнашиваются намного быстрее, чем это было бы в противном случае.Обязательно сделайте фаску не менее 0,005 дюйма вокруг верхней и нижней части отверстий подъемника. Хотя это можно сделать с помощью напильника, на то, чтобы попасть на кривошипную сторону отверстий подъемника, требуется очень много времени. Лучший способ удалить заусенцы здесь – взять маленькую «щетку для бутылок» с отверстием подъемника и пройти сквозь отверстия. Он удалит металл из углов намного быстрее, чем из самого отверстия подъемника.
Легкий путь к успеху – блокировка
Вместо того, чтобы тратить время на охоту на свалках, вы можете приобрести блок (с любой обработкой, которую вы можете себе позволить), готовый к работе.Есть много компаний, которые будут делать блоки. В прошлом, когда я был в затруднительном положении, когда нужно было подготовить движок журнала вовремя, чтобы уложиться в срок, у меня был Speed-O-Motive в Западной Ковине, Калифорния, я получал блок и готовил его для меня. Блок прибыл на грузовике в комплекте с полностью сбалансированным вращающимся узлом. С учетом этого Speed-O-Motive может сделать для вас короткий блок от самого простого (от 2000 до 3500 долларов), как они это сделали для меня. По большей части основная сделка – зачистка блока, очистка, просверливание, шлифовка плиты настила, деформация, установка кулачковых подшипников и слой краски для защиты – поможет вам работать с минимальными затратами.
Это позволит вам установить заглушки фиксатора, кулачка и масляного камбуза. И не помешает, если я еще раз напомню вам не забыть заглушку, которая входит в секцию камбуза под задней основной крышкой. Кроме того, чтобы избежать установки головки и обнаружения гигантской утечки масла: не упускайте из виду резьбовую пробку на задней правой стороне лицевой поверхности деки блока.
Детализация после обработки
На этом этапе я предполагаю, что вы получили свой собственный блок и выполнили на нем механическую обработку, или что вы получили наиболее обработанный блок от компании, поставляющей блоки.
Во-первых, давайте начнем с проверки верха отверстий. В механическом цехе на них должна была быть сделана небольшая фаска для облегчения установки поршневого узла в отверстия. Без фаски кольца почти наверняка будут зависать при каждой попытке установить поршень в блок. Эта фаска не должна быть ни слишком большой, ни слишком маленькой. Если он слишком большой, кольца, особенно узкие, такие как направляющие масляного кольца, могут выскочить из-под кольцевого компрессора и потенциально повредиться во время сборки или даже помешать сборке.Если фаска слишком мала, сборка будет затруднена. Однако слишком маленькая фаска встречается редко, но я хочу сказать, что механический цех должен был снять фаску на вершинах отверстий. Если они этого не сделали, не ходите в этот магазин снова, потому что это их неудача.
На этом блоке была проведена базовая подготовка, но все же потребовалось около четырех часов работы. Здесь готовят пару слоев грунтовки и пару слоев моторной эмали.
Хорошо, хватит за то, чтобы придавать большое значение снятию фаски на отверстии.Теперь давайте поговорим о вещах, которые механический цех не сделал, если вы не приобрели блок высокого класса.
Сначала, используя сверло для снятия фаски диаметром около 3/4 дюйма в медленном сверле, снимите фаски со всех отверстий под болты на лицевой поверхности деки. Это особенно важно, если у вас уже есть блок. После этого выполните окончательную чистку резьбы, хорошенько постучав по головке и отверстиям под болты коренного подшипника.
То, что вы видите здесь, представляет собой декорированный и отточенный блок, готовый к работе. Для работы кулачковых подшипников требуется специальный установочный инструмент.Либо арендуйте один из AutoZone, либо еще лучше, если вы никогда не выполняли эту работу, попросите профессионала установить их в механической мастерской. Ожидайте заплатить в районе 20 долларов плюс стоимость подшипников.
Давайте теперь обратим внимание на отверстия. Хонингование имеет неприятную привычку пропитывать стенки отверстия шлифовальной крошкой. Если в вашем механическом цехе используется упомянутая ранее щеточная хонинговальная головка, эта проблема значительно уменьшится. Хонинговальная крошка очень абразивна и приведет к быстрому износу колец, если ее не снять.Хонинговальную крошку удалить не так-то просто. Обычные чистящие растворители не удаляют его быстро. Рекомендуемый способ – использовать щетку с жесткой щетиной, горячую воду и средство для мытья посуды и протереть отверстия. Эту очистку горячей мыльной водой следует считать незаменимой. После того, как это будет сделано, за этим можно будет продолжить небольшой трюк по производству энергии, который я использовал на протяжении многих лет. После того, как вы почистите отверстия, опрыскайте их грязью. Затем с помощью губки Scotch-Brite протрите отверстия крутой, почти вертикальной спиралью, пока они не станут скользкими, как лед.Это занимает всего две-три минуты на одно отверстие. Затем, используя больше клея, удалите засохшие отложения и тщательно промойте блок водой. Обдуйте блок воздуховодом и нанесите WD-40 на все обработанные поверхности.
Пришло время проверить, действительно ли отверстия чистые. Возьмите белое бумажное полотенце, сбрызните его небольшим количеством WD-40 и протрите отверстия. Если они действительно чистые, белое полотенце не изменится в цвете. Если они все еще не чистые, вы обнаружите, что бумажное полотенце приобрело серый цвет от хонинговальных брусков.
Гильза для растачивания цилиндров Растачивание противоточных устройств IL, IN, MO, KY, IA, WI
Сухие втулки давно используются для ремонта поврежденных и изношенных блоков цилиндров из чугуна и алюминия. Если цилиндр имеет чрезмерный конусный износ или имеет трещины, царапины или другие повреждения, высверливание поврежденного цилиндра и установка ремонтной втулки часто может спасти блок. Аналогичным образом, если все цилиндры сильно изношены, все цилиндры в блоке можно переставить, чтобы вернуть цилиндры к новым размерам.
Основным преимуществом использования втулок перед растачиванием цилиндров и установкой поршней и колец увеличенного размера является экономия средств за счет отсутствия необходимости замены поршней и колец. Кроме того, многие блоки слишком тонкие, чтобы надежно выдерживать растачивание без втулок. И если мы говорим об алюминиевом блоке со встроенными железными втулками, как в последней модели Chevy LS V8, обработка оригинальных втулок и установка новых (мокрых или сухих) может быть единственным способом сохранить (или изменить) блок.
Рабочие характеристики
Для высокопроизводительных применений муфты также имеют ряд преимуществ.Смещение блока цилиндров ограничено расстоянием между центрами отверстий и толщиной отливки. Если блок представляет собой отливку из толстых стенок, вы можете увеличить рабочий объем двигателя, растачивая цилиндры для увеличения размера и / или используя кривошип. Шатуны Stroker популярны, потому что требуют меньшего количества модификаций. Кривошипы с длинным ходом хороши для низкого крутящего момента, но конфигурация с коротким ходом и большим отверстием под квадрат лучше подходит для высоких оборотов. Следовательно, если вы создаете двигатель с высокими рабочими характеристиками, вы можете захотеть увеличить размер отверстия, а не полагаться на увеличенный ход для создания большей мощности.
Если вы устанавливаете сухие втулки в блок для увеличения рабочего объема, вы можете удалить только определенное количество металла, прежде чем у вас закончится блок для поддержки больших гильз цилиндра. Один из способов преодолеть этот предел – выполнить преобразование мокрой муфты. Имеющиеся цилиндры подвергаются механической обработке и на их место устанавливаются мокрые гильзы. Установка требует точной обработки с ЧПУ и, очевидно, требует значительных модификаций блока, чтобы он мог работать с мокрыми гильзами. Но результат того стоит.Мокрые рукава обычно могут выдерживать гораздо более высокую мощность и тепловые нагрузки, поскольку охлаждающая жидкость находится в прямом контакте с внешней стороной рукава. Следовательно, вы не только получите больший рабочий объем, но также увеличите прочность и надежность. Комплекты для переоборудования мокрых гильз доступны для некоторых импортных двигателей последних моделей, а также для отечественных двигателей V8, таких как двигатели Chevy LS.
Советы по установке сухой втулки Одно из наиболее важных решений, которое вам придется принять при установке сухой втулки, – это то, какой размер посадки с натягом подходит для конкретного применения.Алюминиевые блоки имеют большее тепловое расширение, чем блоки из чугуна, поэтому они обычно (но не всегда) требуют большей посадки с натягом, чтобы муфты не двигались. Но сколько помех?
Ответы зависят от того, кого вы спрашиваете. Разные поставщики гильз давали нам разные рекомендации. Согласно одному из них, для большинства алюминиевых блоков обычно требуется посадка с натягом от 0,003 до 0,004 дюйма между безфланцевыми втулками и блоком, чтобы втулки оставались на месте. Если в блок можно установить втулку с фланцем, то натяг может вообще не понадобиться.Другой сказал, что посадка с натягом от 0,0015˝ до 0,003˝ – это все, что вам нужно для большинства алюминиевых блоков, и если вы выйдете намного дальше 0,004˝, вы, вероятно, исказите блок. Деформация отверстия – это плохо, потому что оно препятствует тому, чтобы отверстие получилось круглым, когда вы его затачиваете. Это, в свою очередь, помешает хорошему уплотнению колец и приведет к потерям на сжатие и продувке – ни то, ни другое не является хорошим для выбросов или производительности. Один поставщик сказал, что они полностью изменили свое мнение о посадке с натягом для некоторых применений в алюминиевых двигателях.Втулки можно установить с минимальным натягом (от 0,0005˝ до 0,001˝) и зафиксировать на месте с помощью анаэробного герметика. На нижнюю треть цилиндра наносится герметик, такой как Loctite 518, для удержания его на месте и предотвращения миграции масла вверх между нижним концом втулки и блоком. Все, что попадает между муфтой и блоком (будь то масло, нагар или даже воздух), может помешать хорошей теплоотдаче. Для чугунных блоков с водяным охлаждением общая рекомендация по установке сухих безфланцевых втулок заключается в использовании около.0015˝ до .002˝ посадки с натягом. Один из способов упростить установку втулки при улучшении теплопередачи – слегка затонировать цилиндр с помощью песчинок №280 после того, как он будет расточен для установки втулки. Более гладкая отделка внутри отверстия улучшит контакт металла с металлом между втулкой и блоком, когда втулка вставлена на место.
На некоторых двигателях небольшого рабочего объема с воздушным охлаждением (например, мотоциклетных и небольших двигателей) может потребоваться дополнительная посадка с натягом, поскольку цилиндры работают при более высоких температурах.Мы слышали о производителях двигателей, которые использовали посадку с натягом от 0,006˝ до 0,008˝ с натягом, чтобы гарантировать, что гильзы остаются на месте. Следует помнить о том, что если вы устанавливаете гильзы только для одного поврежденного цилиндра в блоке, то необходимо его отремонтировать. гильза может несколько исказить соседние цилиндры, особенно если вы используете посадку с большим натягом. В результате могут возникнуть проблемы с уплотнением колец, потери на сжатие и прорыв в соседних цилиндрах.
Один из способов минимизировать или исправить деформацию отверстия цилиндра – использовать торсионные пластины при расточке и хонинговании блока.Фактически, упорные пластины могут потребоваться на многих тонкостенных блоках (с муфтой или без нее) для достижения действительно хорошей обработки отверстия, круглой и прямой. Установите упорную пластину и прокладку головки на блок, затем затяните болты головки в соответствии со спецификациями перед хонингованием.
Измерение интерференции
Чтобы точно определить величину натяга, вам нужны два измерения: средний внешний диаметр (OD) втулок и средний внутренний диаметр (ID) отверстий в блоке.Для измерения этих размеров вам понадобится точный микрометр с внешним диаметром и микрометр с внутренним диаметром или калибр внутреннего диаметра.
Измерьте длину рукава вверху, посередине и внизу. Запишите числа. Затем поверните втулку на 90 градусов и повторите измерение. Усредните вместе все эти числа, чтобы рассчитать средний наружный диаметр муфты. Чем шире рукав, тем лучше.
Затем проделайте то же самое с отверстием. Измерьте верхнюю, среднюю и нижнюю часть, затем поверните калибр или микрофон ID на 90 градусов и повторите.Опять же, усредните числа вместе. Как и раньше, чем кругленнее и прямее отверстие, тем лучше. Размеры внутреннего диаметра отверстия должны быть меньше размеров внешнего диаметра втулки, чтобы обеспечить посадку с натягом.
Вычтите средний внутренний диаметр отверстия из внешнего диаметра втулки, чтобы определить посадку с натягом.
Более простая установка
Старый способ установки сухой втулки заключался в том, чтобы поместить ее в отверстие, положить деревянный брусок поверх втулки и затем вбить его в блок молотком.Возможно, это сработало много лет назад, когда размеры и зазоры не так важны, как сегодня, но такая процедура установки не имеет места в сегодняшних механических цехах.
Рекомендуемый способ установки втулок – охлаждение или замораживание втулок и предварительный нагрев блока. Помещение рукавов в бытовую морозильную камеру обычно приводит к уменьшению их внешнего диаметра примерно на 0,002˝. Упаковка их сухим льдом или опрыскивание жидким азотом обычно приводит к еще большей усадке.003˝ или около того. Это часто позволяет рукавам сразу же вставлять их с минимальными усилиями или без них, что снижает риск повреждения или деформации рукавов. Небольшой предварительный нагрев блока примерно до 120 градусов также немного откроет отверстия, что упростит установку. Если вам нужно приложить силу, чтобы вставить втулку на место, используйте оправку, чтобы вдавить ее. Не бейте по ней молотком!
Вот еще один совет для производителей высокопроизводительных двигателей: снимите напряжение с блока после наложения на него гильзы. Это можно сделать, установив блок на вибростол и позволив ему встряхиваться с высокой частотой в течение 15–30 минут.Криогенная обработка блока (замораживание до минус 300 градусов по Фаренгейту ниже нуля в длительном медленном цикле замораживания и оттаивания) – еще один метод, который может снять напряжение с блоков и уменьшить деформацию блока.
Чистовая обработка цилиндров
После установки втулок внутренняя часть цилиндра может быть обработана в соответствии со спецификациями. Для правильной посадки и уплотнения колец требуется отделка, удобная для колец. Под «дружественным к кольцам» мы подразумеваем покрытие, которое обеспечивает хорошую поддержку колец, удерживает масло и не требует длительного периода обкатки.Для большинства поздних моделей и двигателей с высокими характеристиками это означает выход на плато.
Обработка отверстия плато – это то, что в конечном итоге образуют все типы колец, когда они полностью посажены, поэтому чем ближе отверстие может быть предварительно обработано до состояния плато, тем меньше будут изнашиваться кольца и цилиндры при обкатке двигателя, лучше кольца будут запечатываться с самого начала, и тем дольше кольца прослужат.
Для колец из молибдена можно использовать двухэтапный процесс хонингования для достижения плато.Сначала отшлифуйте обычным абразивным материалом на основе карбида кремния с зернистостью # 280. Затем коротко прикоснитесь к отверстиям абразивным камнем №400 или нанесите несколько ударов абразивным нейлоновым хонинговальным инструментом или щеткой.
Если цилиндры хонингованы алмазными камнями, вы можете обработать отверстия более мелким алмазом, мелкозернистым абразивным абразивом или щеткой.
Если вы не наносите плато на цилиндры, хонингование камнями из карбида кремния зернистостью # 220 хорошо работает с обычным чугуном или хромированными кольцами.Используйте абразивные камни №280 для колец с молибденовым покрытием или абразивные камни от №320 до №400 для молибденовых колец, если двигатель строится для гонок или гонок.
После заточки цилиндров не забудьте очистить их теплой мыльной водой и щеткой, чтобы удалить весь хонинговальный и металлический мусор. Это часто упускаемый из виду шаг, который может в спешке испортить новый набор колец.
Мокрая гильза для дизельного двигателя
Если вы восстанавливаете дизельный или промышленный двигатель с мокрыми гильзами, посадка с натягом не является проблемой.Большинство таких лайнеров представляют собой простую установку со скользящей посадкой, и многие из них предварительно обработаны в соответствии со спецификациями. Тем не менее, вы должны уделять пристальное внимание состоянию расточенных отверстий в блоке, чтобы вкладыши поддерживались должным образом, особенно если двигатель ранее ремонтировался. Если цековка, поддерживающая фланец гильзы, повреждена или корродирована, ее необходимо будет заново обработать, чтобы обеспечить надлежащую поддержку гильзы.
Используйте тип смазки для уплотнений, указанный производителем. Использование неправильного типа смазки может вызвать набухание уплотнения, что приведет к неправильной установке лайнера.
Если старые футеровки имеют сильный налет извести или накипи снаружи, необходимо очистить рубашки охлаждения в блоке, а также остальную часть системы охлаждения. Все, что прилипает к внешней стороне лайнера, может препятствовать передаче тепла.
Для многих дизельных двигателей последних моделей требуются гильзы цилиндров, закаленные индукционным нагревом, из высокопрочного чугуна или другого типа из высококачественного износостойкого сплава железа. Более дешевые материалы не выдержат и, скорее всего, приведут к быстрому износу и преждевременному выходу из строя.Лайнер хорошего качества должен легко прослужить 500 000 миль или более в грузовике повышенной проходимости класса 8.
Выступ вкладыша также должен быть правильным для правильного уплотнения прокладки головки. Если одна гильза цилиндра расположена выше, чем гильзы в соседних цилиндрах, это может повлиять на герметичность.
Сверлильные и фрезерные станки для блока цилиндров – Восстановление двигателя | АМК-ЩОУ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | К / СМ 1200 В | CM 1800V | CM 2500V | |
Диапазон растачивания | мм | 32-350 | 32-350 | 32-350 |
Макс. расточная головка путешествия | мм | 780 | 780 | 780 |
Расстояние шпиндельной головки до стойки | мм | 410 | 410 | 510 |
Макс. дистанционно-расточная направляющая к столу | мм | 1460 | 1460 | 1460 |
Скорость шпинделя | об / мин | 50-1200 | 50-1200 | 50-1200 |
Подача расточного | мм / мин | 20-1500 | 20-1500 | 20-1500 |
Поверхность стола | мм | 1525×450 | 2130×450 | 2540×600 |
Траверса стола продольная | мм | 1350 | 2025 | 2675 |
Макс. длина фрезерования (только CM) | мм | 1050 | 1725 | 2275 |
Скорость стола (только CM) | мм / мин | 0-1200 | 0-1200 | 0-1200 |
Перемещение стола в поперечном направлении | мм | 140 | 140 | 140 |
Макс заготовка на станке | кг | 1000 | 1200 | 2500 |
Ширина фрезерования (только CM) | мм | 300 | 300 | 400 |
Дополнительная ширина фрезерования | мм | 400 | 400/500 | 300/500 |
Макс. расстояние между центрами внешних цилиндров | мм | 1200 | 1800 | 2500 |
Двигатели | ||||
Двигатель шпинделя | кВт | 4 | 4 | 4 |
Двигатель расточной подачи | кВт | 0.75 | 0,75 | 0,75 |
Двигатель подачи стола | кВт | 0.55 | 0,55 | 0,55 |
Размеры | ||||
Требуемая рабочая высота | мм | 3010 | 3010 | 3200 |
Высота столба | мм | 2720 | 2720 | 2905 |
Общая длина станка | мм | 2365 | 3330 | 3600 |
Общая ширина станка | мм | 1720 | 1720 | 1900 |
Требуемое рабочее место | мм | 3700×1720 | 5380×1720 | 6000×1900 |
нетто. вес около | кг | 3200 | 4500 | 5800 |
Масса в упаковке прибл.(ящик деревянный) | кг | 3600 | 5300 | 6400 |
Транспортный объем м³ | м³ | 9.30 | 15,84 | 22,72 |
Мы постоянно совершенствуем наши машины. Таким образом, детали, связанные с любыми описаниями, техническими характеристиками и иллюстрациями, могут изменяться без дополнительного уведомления.
Стандартное оборудование: Все машины оснащены бесступенчатыми двигателями, централизованной смазкой, микрометрами для наладки инструмента, установочными блоками с болтами и ключами, циферблатным индикатором контроля глубины, руководством по эксплуатации и т. Д.
Дополнительное оборудование: 7 расточных шпинделей, каждый с твердосплавными державками и высокоскоростными пластинами (включая инструменты для центрирования и снятия фасок), расточные инструменты с твердосплавными напайками (также доступен шлифовальный станок), приспособление для хранения и загрузки (для быстрого шпинделя) обмен), расточные стойки (универсальные и регулируемые), приспособления для переворачивания клиновых блоков, быстродействующие зажимы, дополнительные установочные блоки и многое другое.
· Мощный двигатель 4 кВт (5,5 л.с.) для регулируемой скорости шпинделя
· Вращение шпинделя до 1200 об / мин.
· Двигатель переменной подачи расточки
· 1500 мм / мин (60 дюймов / мин) быстрый отвод шпинделя из цилиндра
· Регулируемая скорость стола от 0 до 1200 мм / мин (0-47 дюймов / мин)
· Усиленная конструкция
AMC-SCHOU Расточные и фрезерные станки для блоков цилиндров оснащены новым мощным двигателем для вращения шпинделя и одноразовыми вставками для твердосплавных державок, которые позволяют чрезвычайно быстро переточку цилиндров до 350 мм (13.75 дюймов). Все машины оснащены автоматической централизованной смазкой. Шпиндели, рассчитанные на качественное обслуживание в течение всей жизни, и чрезвычайно прочная конструкция станка являются вашей гарантией быстрой работы от пола до пола на многие годы – Преимущества точности.
.