Расточная головка своими руками
Расточная головка – это основной инструмент для выполнения работ по обработке существующих отверстий до заданных параметров. Подобные работы: будь то расширение сквозного отверстия до нужного диаметра или смещение его относительно изначально заданной оси – производятся только по окончании сверлильных работ.
Расточные головки могут устанавливаться на различные типы станков. Существуют специализированные координатно-расточные агрегаты, конструкция которых оптимально подходит для расточных работ. Кроме того, аналогичную обработку можно выполнять на токарных или фрезерных станках.
Устройство, виды и принцип работы расточных головок
Расточная головка – это основной инструмент для выполнения работ по обработке существующих отверстий до заданных параметров. Подобные работы: будь то расширение сквозного отверстия до нужного диаметра или смещение его относительно изначально заданной оси – производятся только по окончании сверлильных работ.
Расточные головки могут устанавливаться на различные типы станков. Существуют специализированные координатно-расточные агрегаты, конструкция которых оптимально подходит для расточных работ. Кроме того, аналогичную обработку можно выполнять на токарных или фрезерных станках.
Конструктивные особенности расточных головок
Конструкция инструмента позволяет разместить одновременно несколько резцов. Практика показала, что оптимальное число режущих элементов – 2 при условии их радиально расположения. Такая конфигурация обладает следующими преимуществами:
- Благодаря сбалансированному расположению точность обработки повышается.
- Снижается уровень вибрации.
- Динамические показатели станка улучшаются.
Увеличение количества резцов негативно влияет на баланс головки. Вследствие этого расточные работы не будут обладать высокой точностью, особенно на высоких оборотах, что снижает производительность станка.
Монтаж расточной головки на металлообрабатывающий агрегат осуществляется на шпиндельный вал, который передает момент вращения от привода станка. Во избежание вылета головки в процессе эксплуатации инструмент фиксируется винтами или гайками.
Во избежание вылета головки в процессе эксплуатации инструмент фиксируется винтами или гайками.
Основными узлами расточной головки являются:
- Ступица. Следуя из названия, ступица устанавливается на шпиндель станка с помощью хвостовика. Для надежного крепления имеются четыре винта, из которых два параллельно фиксируют пиноль.
- Пиноль. Место монтажа рабочего резца расточной головки.
- Ползун. Подвижный элемент пиноли. Движение осуществляется путем вращения приводного винта. Служит регулировочным механизмом для выставления резцов по центрам.
- Хвостовик. Узел для передачи вращательного момента от шпиндельной части к режущим элементам.
Конструкция детали и принцип работы
Вообще, расточная головка позволяет разместить как один, так и сразу несколько режущих элементов, однако советуют прибегать к оптимальной конструкции с двумя радиально расположенными зубьями, так как это:
- Способствует уравновешиванию радиальной составляющей силы нарезки, что положительно сказывается на точности;
- Значительно сокращает поток идущей от инструмента вибрации;
- В принципе положительно сказывается на динамике процесса расточки.


Крепление расточной головки осуществляется в шпинделе станка(на основном исполнительном органе фрезерного станка, то есть, по сути, вращающем валу, который передаёт усилие от двигателя станка), при этом корпус детали накрепко фиксируется при помощи гайки (или группы гаек, или с помощью микрометрических винтов).
Принцип работы инструмента
Хвостовик вставляется в конусное отверстие шпиндельного механизма координатно-расточного станка. Для точной работы без вибрации хвостовая часть головки должна в точности повторять контуры шпинделя. После монтажа хвостовая часть фиксируется штатным винтом станка.
Согласно требованиям технологии обработки заготовку необходимо тщательно зафиксировать в неподвижном положении во избежание смещения во время расточных работ. Такое положение позволяет головке точно выполнять свои функции с минимальным риском получения брака.
При обработке небольших отверстий, диаметр которых не превышает 40 мм, положение резцов регулируется только перемещением ползуна.
При работе с отверстиями большего диаметра после регулировки ползуна его возвращают в начальное положение и после ослабления крепежных элементов пиноль передвигают в ступицу до упора. Таким образом, расточка выполняется за два этапа.
Принцип работы
Диаметр отверстия, получаемый сверлением, ограничен. Для его увеличения делается расточка.
В шпинделе крепится расточная головка. Резец вставляется в паз ползуна, режущая кромка выставляется по оси вращения. Ходовым винтом инструмент подводится на нужный размер – отверстие плюс глубина резания.
При вращении шпинделя закрепленная на столе деталь движется в сторону станины. Вращающийся по кругу резец обрабатывает отверстие на заданный размер. Затем ползун смещается наружу, и так за каждый проход снимается стружка, увеличивается размер внутренней полости.
Расточка отверстий малого диаметра выполняется торцевыми резцами с длинным стеблем-оправкой. Он вставляется в торец ползуна. Расточка до нужного размера обеспечивается сменой резцов с разной величиной головки. Такие инструменты продаются комплектами с указанием минимального и максимального диаметра.
Расточка до нужного размера обеспечивается сменой резцов с разной величиной головки. Такие инструменты продаются комплектами с указанием минимального и максимального диаметра.
Растачиваемые отверстия делятся:
- сквозные;
- глухие.
Их растачивают одним типом головки, меняют только резцы. Для сквозного устанавливают обычные проходные. Дно глухих полостей зачищают торцевыми с 2 режущими кромками.
По механизму работы и настройки расточные головки делят:
- с ручной подачей;
- автоматические.
Каждый вид имеет свои преимущества.
С ручной подачей
Станочник перемещает салазки с закрепленным в нем резцом вручную, проворачивая ходовой винт ключом. В простых приспособлениях после каждого прохода отпускаются винты, подвигается резец на глубину реза, и снова затягивается крепеж.
Такие приспособления можно сделать самостоятельно. Они жесткие, простые, способны снять за один проход толстый слой металла. Поймать размер с припуском 0,005 мм головкой с ручной подачей сложно. Расточными головками с ручной подачей изготавливают только отверстия с ровными поверхностями одного размера.
Расточными головками с ручной подачей изготавливают только отверстия с ровными поверхностями одного размера.
Виды расточных головок
Рассматриваемый металлообрабатывающий инструмент делится на два типа, которые отличаются видом подачи:
Рассмотрим их подробнее.
Головки с ручной подачей
Данный тип использовался на самых первых расточных станках с простейшими системами числового программного управления. Они используются для получистовой обработки отверстий в металлических изделиях с диаметром от 10 до 630 мм. В современных условиях их активно используют в качестве инструмента для выполнения работ, к которым не предъявляют высоких требований по классу точности (до 0,04 мм).
В качестве материала изготовления используется высококачественная инструментальная сталь, которая подвергается высокотемпературной закалке и финишной обработке на шлифовальных станках.
Головки с автоматической подачей
Устройства с автоматической подачей отличаются универсальностью использования.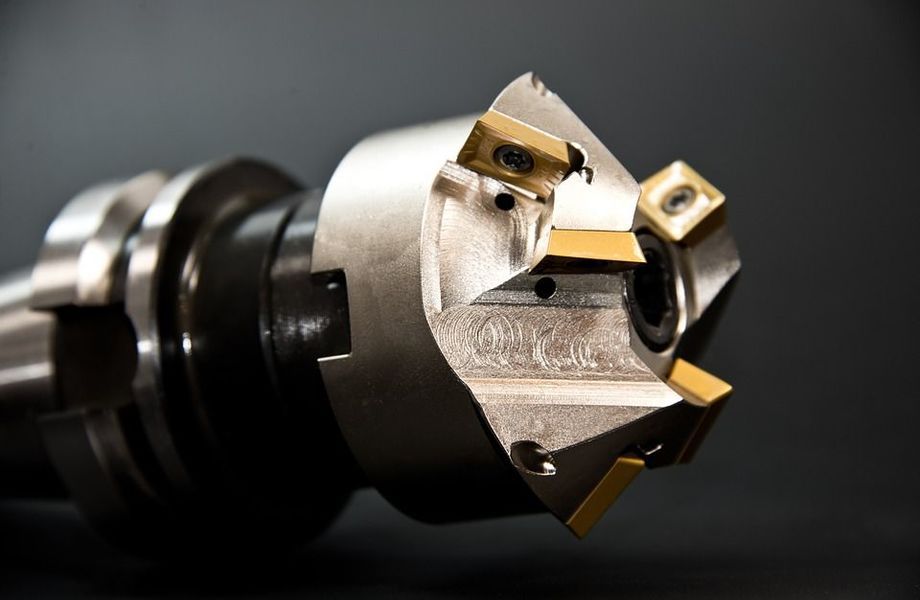 Их применяют для последовательного выполнения следующих видов обработки:
Их применяют для последовательного выполнения следующих видов обработки:
И прочих работ, необходимость в которых может возникнуть в процессе обработки металлических изделий. Универсальная конструкция позволяет устанавливать их не только на фрезерные станки, но на горизонтально-расточное и координатно-расточное оборудование с числовым программным управлением.
В современной металлообрабатывающей промышленности автоматический инструмент играет важную роль, поскольку именно на использование подобного оборудования ориентированы новейшие станки.
Конструкция современных станков, например производства компании SORALUCE, предусматривает установку на одну единицу оборудования сразу нескольких головок. Многошпиндельная модульная система позволяет производить работы различного диаметра и глубины, что увеличивает производительность, исключая затраты времени на замену съемных режущих элементов.
По глубине воздействия выделяют две основные группы:
- Малоглубинные. Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.
- Большеглубинные. Данный тип предназначен для расточки отверстий в металле на большой глубине. По сравнению с малоглубинным инструментом конструкция более сложная за счет наличия механизма по удалению металлической стружки, образовывающейся в процессе эксплуатации. Побочные продукты обработки могут выводиться как внешним, так и внутренним способом. Имеется возможность установки съемных резцов.
 Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.
Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.Расточные головки, их основные преимущества,сферы применения
Данные конструкции имеют специализированное назначение. Их устанавливают на расточной станок для закрепления одного или пары резцов. Такие резцы подбираются мастером в соответствии с желаемым диаметром отверстия.
Головки для расточки принадлежат к числу компонентов, используемых для использования на специализированном оборудовании. Комплексы этого оборудования применяют для осуществления работ по расточке: придания отверстию заданной формы методами сверления, литья, ковки.
Головки используют преимущественно при увеличении диаметров отверстий. Они способствуют уменьшению затраченных усилий при уточнении размера, уменьшении шероховатости поверхности деталей, подвергаемых обработке. Также они удобны, Если требуется сформировать канавки, выемки. Данные приспособления востребованы на металлообрабатывающих предприятиях. Головку крепят в корпусе шпинделя фрезерного станка, используя хвостовик, или на оправке.
Резцы для расточных головок
Все резцы независимо от типа состоят из держателя, на который крепится режущий элемент. Держатель монтируют на штатное место рабочего оборудования.
Строение режущего элемента, который называют головкой, имеет свои особенности:
- Цельные головки изготавливают из высококачественной инструментальной или быстрорежущей стали. Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
- Рабочая часть представляет собой припаянную пластину из высокопрочного сплава, в состав которого входят различные добавки, улучшающие качество материала. Наиболее распространенный тип.
- Встречаются конструкции, в которых режущая пластина крепится к держателю механическим способом. Данный метод применяется для режущих частей из металлокерамических материалов.
 Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.Правила выбора расточной головки
Прежде всего необходимо определиться с назначением инструмента. Для расточных работ чернового типа используют устройства с двумя лезвиями при условии наличия механизма регулировки припуска. Финишную обработку выполняют одним режущим элементом, что позволяет добиться высокой точности работ.
Важнейшими характеристиками рассматриваемого инструмента являются:
- Рабочий ход ползуна.
- Максимальное количество оборотов.
- Скорость подачи.

Для начинающих токарей рекомендуем использовать продукцию фирмы Sandvik Coromant. Их головки просты в эксплуатации, что позволяет быстро освоить необходимые навыки.
Расточные головки – не самый популярный инструмент, хотя роль данных приспособлений в области металлообработки сложно переоценить. А вы сталкивались с расточными работами? Операции выполнялись на станках с ЧПУ или нет? Опишите ваши впечатления в комментариях.
Делительные головки своими руками
Существенно повысить функциональность фрезерного станка можно при использовании специальной оснастки, которую называют делительной головкой. Она используется при производстве сложных деталей, так как позволяет проводить поворот заготовки на определенный градус, который устанавливается оператором станка. При покупке токарного или фрезерного станка можно рассчитывать на то, что в комплекте есть оснастка. В некоторых случаях можно сделать ее своими руками.
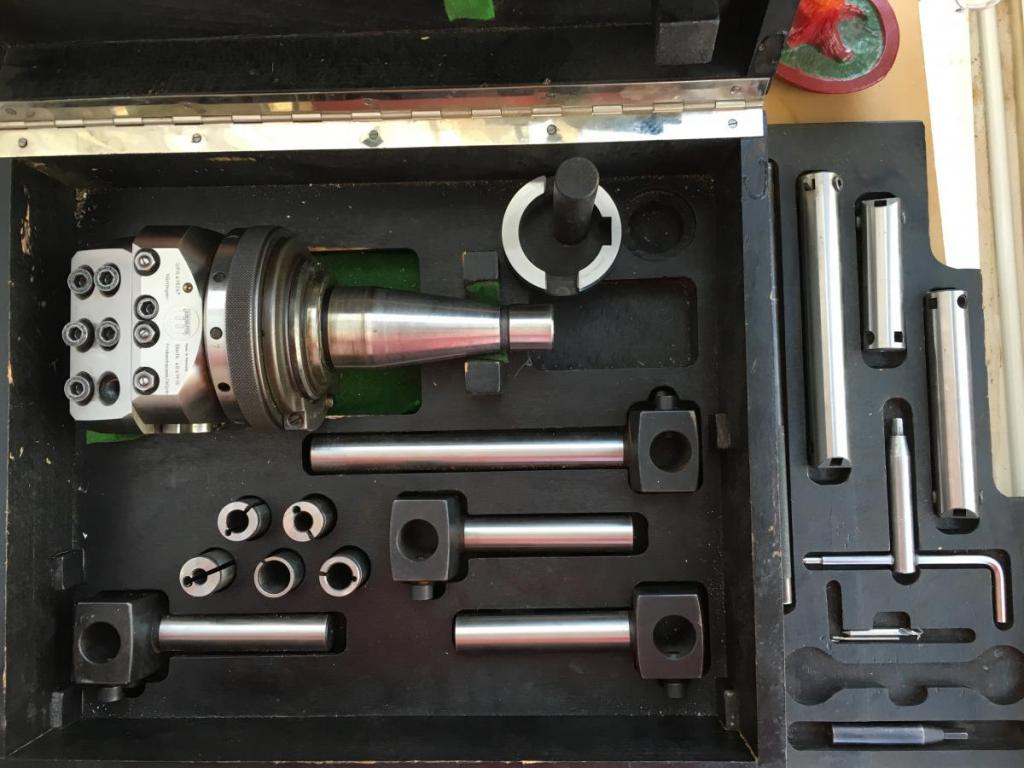
Угловые головки с быстросъемными оправками
Различный угол наклона рабочего инструмента к оси шпинделя станка — 30°, 45°, 60°, 90°. Возможность поворота оправки на 360°. Для контроля угла поворота имеется удобная шкала. Стандартные конусы BT-40, BT-50. Возможно исполнение с конусом IT-40, IT-50. Возможна поставка стопора в комплекте. Максимальная скорость вращения — 2000 об/мин.
Возможность поворота оправки на 360°. Для контроля угла поворота имеется удобная шкала. Стандартные конусы BT-40, BT-50. Возможно исполнение с конусом IT-40, IT-50. Возможна поставка стопора в комплекте. Максимальная скорость вращения — 2000 об/мин.
Для угловых головок NIKKEN выпускает следующие быстросменные оправки (на фото слева направо): оправка для сверления, оправка для нарезания резьбы, оправка для дисковых фрез, оправка для торцевого фрезерования (составная фреза диаметром 50, 60 или 80 мм), цанговая фрезерная оправка. А также оправки для сменных составных фрез, переходник на конус морзе и переходник на сверлильный патрон.
Предназначение оснастки
Для того чтобы получить сложную форму зачастую нужно провести смещение заготовки относительно оси станка на определенный угол. Именно делительная головка может применяться для решения поставленных задач. Стоит отметить, что она может стать отдельной частью фрезерного или токарного станка, так и его составляющей.
Крепление проходит на станине токарного или другого станка. Крепление к станине может проходить несколькими способами, что зависит от типа насадки. Положение подвижного элемента оснастки для токарного станка, устанавливается при помощи нескольких рукояток и диска. Диски имеют определенные отверстия, которые позволяют сохранить положение инструмента, применяемого для установки угла.
Крепление к станине может проходить несколькими способами, что зависит от типа насадки. Положение подвижного элемента оснастки для токарного станка, устанавливается при помощи нескольких рукояток и диска. Диски имеют определенные отверстия, которые позволяют сохранить положение инструмента, применяемого для установки угла.
Рассматриваемая оснастка для токарного оборудования используется для решения нижеприведенных задач:
- Используется фрезерный станок для получения канавок на поверхности детали. Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.
- На деталях проводится формирование граней. При создании гаек нестандартного размера, хвостовиков и различных инструментов нужно проводить использование делительной головкой, которая позволяет устанавливать размеры, угол и другие параметры с высокой точностью.
- Шлицы и пазы также довольно часто фрезеруются на поверхности. Зачастую для этого проводится смещение заготовки на определенный угол. При этом отметим, что делительная головка позволяет достигать размеров высокой точности.
 При этом отметим, что делительная головка позволяет достигать размеров высокой точности.
При этом отметим, что делительная головка позволяет достигать размеров высокой точности.Вышеприведенные моменты определяют то, что рассматриваемая оснастка зачастую просто незаменима. Сделать ее можно самостоятельно для фрезерного и токарного оборудования.
Как выбрать?
При выборе фрезы следует в первую очередь обращать внимание на материал, из которого произведено изделие. Это должны быть очень твердые сплавы или сталь. На рынке можно встретить фрезы и из более экзотичных материалов, например, выполненные из порошковых металлов. Ответить на вопрос, какой материал для головок лучше, невозможно. Выбор изделий подобного типа полностью зависит от материала, с которым предполагается работать.
А также на выбор покупки сильно повлияет скорость, с которой будет вращаться шпиндель. В ситуации, когда на станке будут обрабатываться мягкие металлы, такие как алюминий, твердосплавные головки будут неэффективны. Для станков, скорость шпинделя которых не превышает 6000 об/мин, для алюминия рекомендуется использовать быстрорежущую сталь при условии, что диаметр фрезы больше 1/2.
При меньших размерах – карбид вольфрама.
В продаже имеются фрезы самых разных размеров. При необходимости можно найти микрофрезы, которые используются для работы с совсем мелкими деталями. При выборе и покупке фрез следует обязательно учитывать, что диаметр почти всех концевых фрез указывается с большой погрешностью.
В ситуации, когда будущая работа должна быть выполнена с высокой точностью, рекомендуется проводить пробную резку, таким способом определяя настоящий диаметр. Обычное измерение диаметра не так эффективно, как пробная резка, поэтому ее использование считают более надежным методом.
При изучении ассортимента головок следует обращать внимание на то, какие ножи – торцевые или профильные – на ней установлены. Шлифовальная головка, например, имеет специальную маркировку, которая помогает выбрать изделие с необходимой зернистостью рабочей поверхности.
А также при выборе необходимых деталей следует учитывать, что импортные ускорительные головки обойдутся в несколько раз дороже, чем изделия отечественного производства.
Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве. Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
Для создания рассматриваемого элемента нужны следующие компоненты:
- для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции. Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо;
- также понадобится токарный патрон и лимб. Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана;
- для того чтобы ограничить ход обработки устанавливается стопорящий винт.

Сама конструкция имеет достаточно много особенностей, которые следует учесть при изготовлении своими руками.
Классификация
Существует определенная классификация системы смещения заготовки на определенный угол:
- Простые – довольно просто создать этот вариант исполнения, он прост в настройке и использовании. Основными элементами можно назвать шпиндель, на котором крепится заготовка, а вторым лимб, который имеет на поверхности несколько отверстий. Конструкция проста и надежна, но не может использоваться при получении сверхточных деталей.
- Комбинированные – управление выполняется с помощью рукоятки. Число нажатий оказывает то, что насколько заготовка отклоняется от центральной оси. Комбинированный вариант исполнения применяется при производстве сложного устройства.
- Универсальный – это устройство представляет сложный технологический комплекс, для управления которым используется рукоятка и делительный диск. Конструкция имеет несколько систем зубчатых колес. В некоторых случаях этот ДГ называют дифференциальным.
 В некоторых случаях этот ДГ называют дифференциальным.
В некоторых случаях этот ДГ называют дифференциальным.Классификация устройства
Делительная головка для фрезерного станка таблица технических параметров определяет то, какие именно работы можно проводить на той или иной оснастке. Рассматривая классификацию делительной головки, отметим следующие разновидности устройства.
- Простая модель. Ее отличительными чертами можно назвать небольшой вес и простоту управления. Главная часть конструкции представлена шпинделем, который соединен с дисковым лимбом.
- Совмещенная модель. Подобный вариант исполнения можно регулировать специальной рукояткой. Путем увеличения количества нажатий можно увеличить удаление центровой оси обрабатываемой заготовки от установленного режущего инструмента.
- Универсальные образцы, представленные комплексными моделями. Настройка в этом случае проводится при помощи дискового элемента и рукоятки. Сложность конструкции обуславливается наличием дифференциальных зубчатых шестерен.
Ремонт практически каждого варианта исполнения сложен, так как нужно знать принцип работы и проводить изготовление всех деталей.
Технические характеристики
Самодельная делительная головка должна обладать определенными техническими характеристиками, среди которых отметим:
- максимальный диаметр или габаритные размеры заготовки. Этот параметр достаточно важен. Его следует учитывать при создании самодельной делительной головки. максимальный диаметр указывается для токарного оборудования, для фрезерного указывается ширина, длина и высота, то есть линейные размеры;
- соотношение червячной пары;
- диаметр сменного колеса;
- диаметр выходного шпинделя;
- диаметр используемого патрона;
- цена одного деления лимба. Лимб необходим для поворота заготовки на определенный градус. Цена деления указывает на точность работы оборудования;
- максимальная ширина шпонок. Фрезерное оборудование часто используется для создания шпонок на поверхности. Самодельная делительная головка нужна для образования нескольких шпонок;
- масса конструкции. Этот параметр определяет сложности использования конструкции.

Устройство делительной головки
Стоит учитывать, что самодельная делительная головка может обладать различной точностью.
Порядок настройки и применения
Как пользоваться делительной головкой на фрезерном станке и осуществлять переходы? Это зависит от приобретенной модели, цены деления шкалы и других характеристики. Актуальные стандарты тоже важны: для деталей VIII класса точности следует руководствоваться данными ГОСТ 1.758, для IX – 1.643.
В общем случае предварительная отладка и подготовка к эксплуатации сводится к выбору сектора, исходя из диаметра окружности и нужного количества частей. Требуется выполнить такие действия:
- • перевести полный цикл (360 градусов) в необходимое число шагов;
- • высчитать подходящий синус угла;
- • повернуть диск на только что найденную радиальную величину;
- • зафиксировать зажимом (или рукояткой узла) корпус и разместить основной инструмент в таком положении.
Обычно производители в своей инструкции указывают формулу, по которой рассчитывается угол делительной головки, поэтому посмотрим, как работать с УДГ дальше, не будем останавливаться только на вычислениях, перейдем к практике.
Итак, необходимо установить заготовку в оправку аппарата и, при продольной подаче, реализовать нужную операцию. При этом следует учитывать шаг, который зависит от того, что за задача выполняется. Например, при создании зубцов дискретное движение должно равняться дистанции между впадинами соседних элементов.
Производительность можно повысить без ущерба для качества: для этого следует возвращать стол в исходное положение в ускоренном режиме. Фиксацию в отверстии диска надежнее всего осуществлять пружиной.
Почему делают своими руками?
При рассмотрении самодельного варианта исполнения следует учесть нижеприведенные моменты:
- Устройство имеет малую стоимость благодаря использованию элементов б/у.
- Все работы можно выполнить самостоятельно без использования услуг квалифицированного специалиста.
- Надежность устройства может зависеть от многого. При выполнении работы следует контролировать качество сборки на каждом этапе
- Использовать самодельный вариант исполнения можно только при производстве малого количества деталей, точность которых меньше.
- Ремонтопригодность можно назвать достоинством устройства.

К недостаткам можно отнести то, что конструкция не позволяет получать детали высокого качество и точности размеров.
В заключение отметим, что стоимость промышленного варианта исполнения достаточно велика, но и служит он гораздо дольше, чем самодельная оснастка. Только при наличии определенного опыта можно провести создание самодельной делительной головки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Хроники фрилансера
Хотелось доделать одну деталь, приобрел расточную головку, под конус км2 и 6ть мм резец. К большому сожалению как всегда продали немного поломанное -(зажимной винт для резца надо менять). Ну и не было квадратных ключей в комплекте, это я знал заранее. Цена была в 5-ть раз дешевле нового китайского изделия.
Разобрал, смазал это дело внутри. почистил, собрал. Головка сделана хорошо, точность сборки замечательная. Но резец не зажимается нормально, поэтому работать пока не возможно. Виноват раздолбанный установочный болт. Проблема в том что резьба установочного винта там нестандартная M8*1.00*10мм. Просто так найти не получилось. Вероятно буду подрезать туда стандартный или вытачивать другой. Благо дело, после «Таврии» у меня остался набор «нестандартных» плашек.
Виноват раздолбанный установочный болт. Проблема в том что резьба установочного винта там нестандартная M8*1.00*10мм. Просто так найти не получилось. Вероятно буду подрезать туда стандартный или вытачивать другой. Благо дело, после «Таврии» у меня остался набор «нестандартных» плашек.
«Проточил» пару резцов. Были они на 12мм изначально. На первый, при расточке, дал слишком большую нагрузку (1мм съем с радиуса — 1000 об/мин) и поломал. Второй сделал с выемкой. Державка из обычной стали. Непонятно зачем ее зачернили.
Вкратце — понравился инструмент, хорошо и плавно регулируется по диаметру. модно делать отверстия от 7 мм вроде как. Точно не замерял, но по дюралюминию — работать достаточно удобно и приятно.
Upd. Начал делать установочный винт М8*1.00. Цена на 5-ток таких винтов на ибее, если с доставкой — зашкаливает под 16-ть долларов. Если вам надо — следует искать по словосочетанию — M8 x 10mm Metric Fine Pitch 1.0 Socket Grub Screws. Конечно я не сделаю такой супер болт, но стоимость сделанного будет около 7-ми гриваков. И то потому, что взял в качестве заготовки болт от УСП12. Собственно другого ничего под руками не было. А хотелось попрочней. Болт, оказалось, не закален ни разу, проточился спокойно. Теперь осталось нарезать резьбу м8*1. Буду делать это плашкой, она хоть и нестандартная но явно — не 16 долларов стоит.
И то потому, что взял в качестве заготовки болт от УСП12. Собственно другого ничего под руками не было. А хотелось попрочней. Болт, оказалось, не закален ни разу, проточился спокойно. Теперь осталось нарезать резьбу м8*1. Буду делать это плашкой, она хоть и нестандартная но явно — не 16 долларов стоит.
Вот проточено уже, под диаметр 8,0 мм. Кстати, наконец, после лекций Леонтьева, дошло что станок снимает с диаметра. Все никак не мог понять.
Кстати, — очень тяжко дается отрезание таких заготовок. Станок «не тянет». Наверное надо будет просто отрезным диском резать, он в проксоне очень неплохо работает.
Upd. Вероятно было правильное настроение, нашел и плашку м8*1 и нарезал нормально. Резьбу делал зажимая плашку между головкой токарника и разведенным патроном в задней бабке. Получилось достаточно неплохо. Честно говоря не знаю как иначе так же точно ее нарезать, не меняя шестерни в гитаре (пока ниразу не менял). В итоге имею рабочую расточную головку.
Слева — сделанный винт, справа тот что был в комплекте с головкой. Сделал под простой прямой шлиц, совершенно не представляю как можно сделать квадратное отверстие 5*5 мм. Наверное как-то выдолбить.
Сделал под простой прямой шлиц, совершенно не представляю как можно сделать квадратное отверстие 5*5 мм. Наверное как-то выдолбить.
Новый винт в расточной головке.
Вид сверху, немного больше выступает хотя это дело поправимое, вприципе. Будет мешать — сделаю второй вариант, покороче. Кусок УСП12-го винта еще остался.
Расточная головка для фрезерного станка: своими руками
Конструктивные особенности
Особенность конструкции фрезерных станков – пиноль установлена неподвижно и только вращается вокруг своей оси. Расточная головка обеспечивает радиальное перемещение резца. Она состоит:
- конический хвостовик;
- пиноль;
- ползун с резцедержателем;
- ходовой винт.
Хвостовик заводится плотно в конус шпинделя и крепится к нему. Он передает вращательный момент всему приспособлению.
Пиноль жестко прикручивается болтами к хвостовику. По ее направляющим перемещается ползун. Направление и размер смещения устанавливается ходовым винтом. На ползуне, параллельно направляющим, вырезан паз под резец. Стебель зажимается сбоку болтами.
По ее направляющим перемещается ползун. Направление и размер смещения устанавливается ходовым винтом. На ползуне, параллельно направляющим, вырезан паз под резец. Стебель зажимается сбоку болтами.
Важно!При черновой расточке применяется 2 резца. Они направлены в противоположные стороны. Прямая линия между режущими кромками проходит через ось вращения. Это позволяет быстрее делать расточку. Осевые напряжения на резцах компенсируют друг друга и гасят вибрацию. Чистовые проходы делаются 1 резцом.
Принцип работы
Диаметр отверстия, получаемый сверлением, ограничен. Для его увеличения делается расточка.
Справка! Сверловкой можно получить отверстие с точностью по размеру и чистотой обработки не выше 3 класса. Под подшипники, валы и другие сопрягаемые детали нуден 7-8 класс.
В шпинделе крепится расточная головка. Резец вставляется в паз ползуна, режущая кромка выставляется по оси вращения. Ходовым винтом инструмент подводится на нужный размер – отверстие плюс глубина резания.
Ходовым винтом инструмент подводится на нужный размер – отверстие плюс глубина резания.
При вращении шпинделя закрепленная на столе деталь движется в сторону станины. Вращающийся по кругу резец обрабатывает отверстие на заданный размер. Затем ползун смещается наружу, и так за каждый проход снимается стружка, увеличивается размер внутренней полости.
Расточка отверстий малого диаметра выполняется торцевыми резцами с длинным стеблем-оправкой. Он вставляется в торец ползуна. Расточка до нужного размера обеспечивается сменой резцов с разной величиной головки. Такие инструменты продаются комплектами с указанием минимального и максимального диаметра.
Справка! Увеличение диаметра достигается наличием нескольких посадочных мест под резец. На универсальных головках имеется до 3 мест под резец на разном расстоянии от оси вращения и гнезда сбоку, растачивать большие диаметры.
Виды
Растачиваемые отверстия делятся:
- сквозные;
- глухие.

Их растачивают одним типом головки, меняют только резцы. Для сквозного устанавливают обычные проходные. Дно глухих полостей зачищают торцевыми с 2 режущими кромками.
По механизму работы и настройки расточные головки делят:
- с ручной подачей;
- автоматические.
Каждый вид имеет свои преимущества.
С ручной подачей
Станочник перемещает салазки с закрепленным в нем резцом вручную, проворачивая ходовой винт ключом. В простых приспособлениях после каждого прохода отпускаются винты, подвигается резец на глубину реза, и снова затягивается крепеж.
Такие приспособления можно сделать самостоятельно. Они жесткие, простые, способны снять за один проход толстый слой металла. Поймать размер с припуском 0,005 мм головкой с ручной подачей сложно. Расточными головками с ручной подачей изготавливают только отверстия с ровными поверхностями одного размера.
С автоматической радиальной подачей
Автоматическая подача осуществляется за счет специальной муфты, передающей при включении вращение со шпинделя на ходовой винт. Это позволяет менять положение резца на любом участке по длине отверстия и выполнять канавки, конусы, фигурные вырезы.
Приспособления с автоматической радиальной подачей ползуна – резца, менее жесткие. Они снимают за один проход не более 0,02 мм металла. Точность настройки высокая, до 0,002 мм.
Особенности выбора
Для расточки отверстий малого диаметра и небольшой глубины подойдут универсальные головки. Изготавливать детали со сквозными отверстиями без переходов, выполнять черновую расточку получится быстрее жесткими ручными конструкциями головок.
Большие партии деталей, расточку отверстий с переходами, канавками и другими элементами, выполнят головки с автоматической подачей на станке с ЧПУ.
Изготовление своими руками
Изготовление приспособления для расточки на фрезерном станке следует начинать с пиноли.
- Сделать чертеж будущей головки.
- Отрезать кусок квадратного проката, подходящий по размеру пиноли.
- Прострогать направляющие.
- Сделать на противоположной плоскости отверстия под крепление с хвостовиком.
- Просверлить и нарезать резьбу в боковых плоскостях. В них будут закручиваться болты, зажимающие ползун.
- На ползуне сделать ответные направляющие.
- На противоположной стороне выбрать полочки, оставив выступ под резцедержатель.
- Выфрезеровать паз под стебель резца. Сбоку просверлить отверстия и нарезать резьбу М6. В них будут закручиваться болты, зажимающие инструмент.
Хвостовик должен иметь конус такой же по номеру, как и у шпинделя. К нему крепится пиноль.
Важно!Самостоятельно изготовить конус сложно, нужны навыки и доступ к токарному и шлифовальному станку. Проще использовать готовую оправку.
Расточная головка превращает простой фрезерный станок в универсальный. На нем после фрезеровки выполняется сверловка и расточка отверстий разных диаметров с одной установки детали. Это значительно упрощает обработку, повышает производительность.
Резцы для расточных головок
Все резцы независимо от типа состоят из держателя, на который крепится режущий элемент. Держатель монтируют на штатное место рабочего оборудования.
Строение режущего элемента, который называют головкой, имеет свои особенности:
- Цельные головки изготавливают из высококачественной инструментальной или быстрорежущей стали. Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
- Рабочая часть представляет собой припаянную пластину из высокопрочного сплава, в состав которого входят различные добавки, улучшающие качество материала. Наиболее распространенный тип.
- Встречаются конструкции, в которых режущая пластина крепится к держателю механическим способом. Данный метод применяется для режущих частей из металлокерамических материалов.
 Данный метод применяется для режущих частей из металлокерамических материалов.
Данный метод применяется для режущих частей из металлокерамических материалов.Расточные головки различаются по способу применения:
- Для глухих отверстий.
- Для сквозных отверстий.
На приспособлениях для несквозных отверстий пластина имеет треугольную форму. Это очень удобно при выполнении расточных работ, которые начинают с центра отверстия. Чем длиннее держатель, тем больше диапазон действия инструмента.
Существуют и универсальные расточные резцы, на которых предусмотрена установка сменных пластин различных форм, что позволяет выполнять разнообразные работы одним и тем же держателем.
Принцип работы инструмента
Хвостовик вставляется в конусное отверстие шпиндельного механизма координатно-расточного станка. Для точной работы без вибрации хвостовая часть головки должна в точности повторять контуры шпинделя. После монтажа хвостовая часть фиксируется штатным винтом станка.
Согласно требованиям технологии обработки заготовку необходимо тщательно зафиксировать в неподвижном положении во избежание смещения во время расточных работ. Такое положение позволяет головке точно выполнять свои функции с минимальным риском получения брака.
Такое положение позволяет головке точно выполнять свои функции с минимальным риском получения брака.
При обработке небольших отверстий, диаметр которых не превышает 40 мм, положение резцов регулируется только перемещением ползуна.
При работе с отверстиями большего диаметра после регулировки ползуна его возвращают в начальное положение и после ослабления крепежных элементов пиноль передвигают в ступицу до упора. Таким образом, расточка выполняется за два этапа.
Источники
- https://vseostankah.com/po-metallu/golovka-rastochnaya-dlya-frezernogo-stanka.html
- https://WikiMetall.ru/oborudovanie/rastochnaya-golovka.html
[свернуть]
Самодельная расточная головка | Хобби-машинист
werz99
Зарегистрировано
- #1
Стандартная расточная головка заняла бы слишком много места на моем маленьком оптимальном фрезерном станке BF16. Поэтому я решил сделать свой:
Характеристики:
-встроенный МТ2
-высота 40мм (без хвостовика и борштанги)
– Диаметр 52 мм
– Шпиндель M7 x 0,5
– Циферблат: 0,0125 мм на деление (40 делений)
– Расточные оправки 10 мм
Изготовление из:
silverhawk
H-M Supporter — Diamond Member
- #2
Отлично выглядит!
Отправлено с моего SM-T500 с помощью Tapatalk
Norseman C.
 B.
B.Зарегистрировано
- #3
Отличная работа! Год или три назад я сделал 2-дюймовую буровую головку для себя, и мне очень нравится использовать 9.0022 инструмент, который вы сделали сами. Я тоже разместил свой в магазине инструментов на форуме ………..
werz99
Зарегистрировано
- #4
Я там посмотрел. Интересный дизайн, да и выглядит очень качественно. Я скачал чертежи и буду изучать их.
Интересный дизайн, да и выглядит очень качественно. Я скачал чертежи и буду изучать их.
9t8z28
Зарегистрировано
- #5
Очень круто! Это скучная голова дизайна Стива Кэмпбелла? Если да, то я сделал такой же примерно год назад, за исключением того, что я использовал 60-градусный ласточкин хвост и внес несколько незначительных изменений, чтобы удовлетворить мои потребности. Мне нужна была маленькая точная расточная головка, а китайцы ее просто не режут, поэтому я сделал свою. Он работает очень хорошо и надежно. Я планирую построить еще один (диаметром 2 дюйма) и собираюсь внести несколько изменений, чтобы можно было использовать индексируемую насадку, такую как Mesa Tools делает для головок Criterion.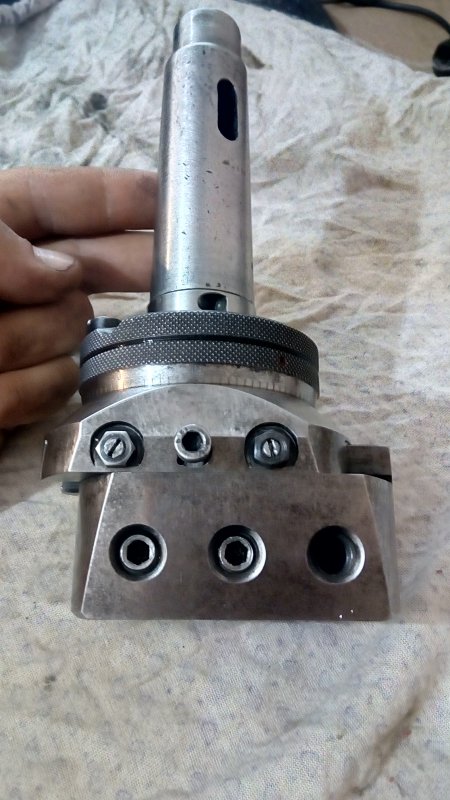
Вот ссылка на мою. https://www.hobby-machinist.com/thr…cutter-for-making-homemade-boring-head.71700/
А вот насадка для инструмента Mesa https://www.mesatool.com/product-page /2-расточная головка
werz99
Зарегистрировано
- #6
Отличная расточная головка, которую вы сделали!
Спасибо за подсказку с меза-насадкой. – Очень интересный аддон, который теперь находится в моем списке задач и нуждается в дальнейшем изучении. только что рассмотрел несколько решений и сделал свою собственную версию для моей маленькой мельницы. Также планируется еще меньшая версия. ..
..
9t8z28
Зарегистрировано
- #7
werz99 сказал:
Хорошая точеная буровая головка у вас получилась!
Спасибо за подсказку с меза-насадкой. – Очень интересный аддон, который сейчас в моем списке дел и нуждается в дальнейшем изучении..
У меня также есть ласточкин хвост 60° (копирование дизайна Рэнди Ричардса для резака), и я никогда не слышал о «дизайне Стива Кэмпбелла» – просто посмотрел несколько решений и сделал свой собственный вариант для моей маленькой мельницы.
Посмотреть вложение 368750Нажмите, чтобы развернуть…
 Также планируется еще меньшая версия…
Также планируется еще меньшая версия… Спасибо. Первоначально меня беспокоил 60-градусный ласточкин хвост, но это не имело никакого значения. Единственная причина, по которой я вижу сейчас использование 45 вместо 60, заключается в том, что расточная головка еще меньше, и вы ищете большую площадь контакта ласточкина хвоста.
9t8z28
Зарегистрировано
- #8
Вот ссылка на другую фотографию насадки Mesa, которая показывает вам больше ее конструкции.
werz99
Зарегистрировано
- #9
Еще раз спасибо
rwm
Роберт
- #10
Очень красиво! Я думал об этом.
Роберт
Основы горизонтального растачивания | Family Handyman
Горизонтальное бурение, бестраншейная копка, наклонно-направленное бурение — как бы вы это ни называли, это может быть именно то решение, которое вы искали.
1 / 8
DitchWitch Зачем Копать, когда можно B руда?Установки для наклонно-направленного бурения позволяют толкать, тянуть и вращать буровые штанги под землей с минимальным нарушением ландшафта, тротуаров, дорог и т. д. Направленное бурение предпочтительнее прокладывания траншей, когда речь идет о установке подземных коммуникаций, таких как водопровод, канализация, газ , электрический телефон, оптоволокно и т. д. Но это не так популярно в мире жилищного строительства, и это ошибка.
2 / 8
через www.drilingas.lt/en/home/ Основы бурения: Направленное бурение, иногда называемое бестраншейным рытьем, выполняется путем прокалывания грунта буровым долотом/головкой под небольшим углом. Бит вращается и проталкивается через почву. Полюса добавляются последовательно, чтобы увеличить радиус действия. После достижения желаемой глубины наконечник сверла выравнивается, чтобы поддерживать горизонтальность ствола. Когда отверстие достигает места назначения, через отверстие протягивается труба, линия или канал.
Когда отверстие достигает места назначения, через отверстие протягивается труба, линия или канал.
3 / 8
DitchWitch Рулевое управлениеПомимо агрессивных твердосплавных зубьев буровые головки оснащены электроникой, которая посылает радиосигнал. Сигнал улавливается приемником над землей, который постоянно определяет местоположение буровой головки. Человек, держащий трубку, разговаривает с оператором машины, чтобы сообщить ему, в каком направлении двигаться. Некоторые высококачественные машины имеют бортовую систему, которая позволяет оператору самостоятельно видеть, в каком направлении движется долото.
4 / 8
Советы Construction Pro Изменение направления Это обычная конфигурация режущей головки. По форме напоминает утконос. Когда голова вращается, она проходит прямо через почву. Когда необходимо изменить направление, человек, управляющий машиной, останавливает вращение труб и вместо этого просто проталкивает их сквозь почву. Голова будет менять направление в зависимости от ее ориентации. Есть еще несколько методов: в одном используется труба с изогнутым концом, а в другом — направленная струя воды под высоким давлением.
Голова будет менять направление в зависимости от ее ориентации. Есть еще несколько методов: в одном используется труба с изогнутым концом, а в другом — направленная струя воды под высоким давлением.
5 / 8
Советы Construction Pro Бурильная трубаБурильная труба, также известная как бурильная штанга, бурильная штанга или бурильная колонна, бывает различной длины и ширины в зависимости от размера машины и размера необходимого отверстия. . Эта труба с резьбой похожа на стальную водопроводную трубу, но рассчитана на высокий крутящий момент. Диаметр трубы варьируется от 1 дюйма до 36 дюймов и больше. Трубы не только скручиваются и проталкиваются сквозь почву, они также подают воду или другой буровой раствор для охлаждения буровой головки и электроники внутри нее, а в некоторых случаях вода помогает управлять головкой. Большинство машин автоматически соединяют и разбирают трубу.
6 / 8
DitchWitch Вытягивание После того, как буровая установка вышла из земли в нужном месте, буровая головка снимается, а на ее место устанавливается «расширитель» или «расширитель». Задние развертки бывают разных размеров в зависимости от размера протягиваемой трубы, линии или канала. Затем труба, линия или трубопровод подсоединяется к заднему расширителю и вытягивается к буровой установке.
Задние развертки бывают разных размеров в зависимости от размера протягиваемой трубы, линии или канала. Затем труба, линия или трубопровод подсоединяется к заднему расширителю и вытягивается к буровой установке.
7 / 8
Советы Construction Pro M Машина Опции В основном существует два типа машин: автономные и удаленные. Удаленные буровые установки можно прикрепить к кузову грузовика, прицепу или погрузчику с бортовым поворотом. Они часто питаются от гидравлического давления, обеспечиваемого отдельным источником питания. Автономные буровые установки более популярны, поскольку их установка занимает меньше времени, и их можно маневрировать в труднодоступных местах. Многие машины имеют гусеничный привод и могут легко перемещаться по пересеченной или нестабильной местности. Буровые машины имеют выносные опоры, которые вдавливаются в землю, чтобы предотвратить их отталкивание назад при движении труб вперед. А у некоторых есть бортовые резервуары для воды для охлаждения головы.