Патроны для станков цены, отзывы, каталог, доставка, описание
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓
Показывать по: 306090
Код товара: 11856
Код товара: 11843
Код товара: 11844
Код товара: 11845
Код товара: 11857
16 638p
В корзинуКод товара: 39112
57 722p
В корзинуКод товара: 39101
38 400p
В корзинуКод товара: 39111
36 977p
В корзинуКод товара: 39107
Код товара: 39109
103 729p
В корзинуКод товара: 39099
Код товара: 39102
47 837p
В корзинуКод товара: 39110
103 729p
В корзинуКод товара: 39113
57 722p
В корзинуКод товара: 39105
61 261p
В корзинуКод товара: 39106
55 648p
В корзинуКод товара: 39115
91 891p
В корзинуКод товара: 39116
83 350p
В корзинуКод товара: 39103
55 648p
В корзинуКод товара: 39114
83 350p
В корзинуКод товара: 39118
155 593p
В корзинуКод товара: 39117
98 603p
В корзинуКод товара: 39119
155 593p
В корзинуКод товара: 39120
155 593p
В корзинуПоказывать по: 306090
rustan.ru
Сверлильный патрон для фрезера – Оснастка и инструменты
Здравствуйте.
Когда в очередной раз потребовалось сверлить на фрезере, меня окончательно достало то, что для установки сверлильного патрона мне нужно снимать цанговый патрон. И вот я решил сделать оправку по форме цанги с одной стороны и с конусом под сверлильный патрон с другой.
Были куплены два сверлильных патрона 1.5-13 мм с конусом В16. Китайских. За целых 210 р/шт. Было куплено 2 шт, чтобы отобрать получше для фрезера, а второй поставить на токарный. С гордой надписью “Техмаш” в аккуратной пластиковой коробочке. Надо сказать, что такой патрон был куплен сознательно – ранее купленные 0.6-6 и 3-16 мм патроны той же конторы показали себя хорошо.
Потом взял припасенный для этого кусок прутка 45 стали диаметром 30 мм и в черновую обточил. Далее выкатал индикатором цангу, и пометил положение салазок, потом выкатал индикатором переходник с КМ2 на в16.
Не трогая салазок поставил в центра предварительно обточенную заготовку и за один установ проточил начисто конуса , тело и нарезал резьбу. проверил как стирается краска на конусах. На конусе В16 все хорошо было, а вот конус на цанге совсем немного подгонял шкуркой – у малого диаметра было касание совсем чуть, а у большого полностью.
Шкуркой подогнал, чтобы было равномерное касание по всей поверхности конуса. Обрезал хвост. Легонько насадил поочередно оба патрона и попробовал индикатором как зажимают. Биения были примерно одинаковы у обоих – разница показалась меньше сотки при таком насаживании. Выбрал тот, у которого по ощущениям меньше биение. Пишу “по ощущениям” потому что насаживал легко, а разница в показаниях индикатора около сотки. Так что скорее всего патроны очень сильно похожи, а основное расхождение в неодинаковой насадке на конус. Охладил оправку в морозилке (пока жена не видела), не сильно погрел патрон и насадил.
Не удержался поставил на фрезер и покатал индикатором несколько сверл. На диаметрах 2.5 , 3 биение чуть меньше 1 сотки на диаметрах 4, 5, 6 до 1.5 соток. Меня удовлетворил такой результат. Ради интереса посмотрел что происходит с биениями на больших для этого патрона диаметрах – получил чуть меньше 3 соток на диаметре 12.4. Справедливости ради надо сказать, что такой результат показал абсолютно новый, вытащенный их коробочки и не разу не пользованный патрон. Биения проверял зажимая сверла. Выбирал сверла поновее, с некоцанными хвостовиками.
Вот как-то так.
Наверное это все кто-то уже делал, и не однократно, но я такую оправку делал первый раз и очень доволен результатом. Поэтому на радостях и пишу.
www.chipmaker.ru
Расточные головки и особенности выбора для фрезерного станка: виды, устройство, особенности работы
Расточная головка относится к числу компонентов оснастки специального оборудования, которое применяется для выполнения расточных работ. Суть последних сводится к приданию отверстий необходимых параметров путем осуществления таких операций, как сверление, литье и ковка.Основная задача, которую планируется решить с их помощью – придание отверстиям большего диаметра и повышение точности размеров и малой шероховатости поверхности обрабатываемых деталей. При помощи расточного оборудования можно получать отверстия, канавки и выемки. Довольно распространены ситуации, когда к расточным работам прибегают металлообрабатывающие предприятия.
Особенности расточных работ
Чтобы выполнить расточные работы, требуется использовать специальное оборудование, в качестве которого может выступать расточный, фрезерный и токарный станок. Первый станок представляет собой разновидность металлорежущего оборудования, основное назначение которого сводится к выполнению сверления, зенкерования отверстий, фрезерования поверхностей, нарезания резьбы и иных операций. Во многом результат расточных работ зависит от используемого станка, где важно ориентироваться на форму обрабатываемого изделия.
При выполнении подобной обработки создаваемому отверстию обеспечивается высокая точность размеров. Вместе с тем уровень производительности при растачивании не такой высокий, нежели в случае выполнения такой операции, как сверление. В качестве основных рабочих элементов выступают расточные резцы. Всего можно выделить два вида подобных элементов для растачивания:
- проходные резцы. С их помощью можно обрабатывать отверстия сквозного типа;
- упорные резцы. Они позволяют выполнять обработку глухих отверстий.
Резец для расточки представляет собой рабочий инструмент, при помощи которого можно растачивать обрабатываемое изделие. В его устройстве можно выделить три ключевые части:
- Пластина, которая может быть сменной и неперетачиваемой;
- Тело расточной оправки;
- Хвостовик.
Выполняя подобную операцию, следует всегда помнить, что резец неизменно имеет больший задний угол по сравнению с рабочими инструментами, с помощью которых выполняется внешняя обработка. Такое решение позволяет головке точно списываться в отверстие. Другой особенностью является то, что она уступает по диаметру отверстию.
Расточные работы в большинстве случаев выполняются при помощи специальных ножей, которые позволяют добиться более высокой точности этой операции. В качестве материала для них используется быстрорежущая сталь или же твердые сплавы. Они имеют тот же диаметр, что и выполняемое отверстие. За счет применения ножей можно создавать отверстия в виде идеального цилиндра, для чего приходится осуществлять только один проход.
Процесс растачивания отверстий на станке
К расточке отверстий приступают лишь в тот момент, когда завершают сверление и рассверливание. Целью этих операций является обработка созданного отверстия или придание ему иного положения относительно оси.Для выполнения растачивания на фрезерном станке используют особые резы либо многолезвийные инструменты, манипуляция с которыми заключается в их вращении. Необходимого результата можно также добиться и посредством вращения обрабатываемого изделия.
При первом варианте работы обязательно приходится применять направляющие втулки. Основное их назначение заключается в увеличении прямолинейности и уменьшении увода оси. Что же касается второй схемы обработки, то здесь ось отверстия имеет более прямолинейное положение, но при этом отклонения от оси вращения шпинделя станка отсутствуют.
Расточные работы могут выполняться с применением нескольких видов инструментов:
- Расточный резец. Именно к нему в большинстве случаях прибегают при работе на токарном оборудовании;
- Борштанги. Выполнены в виде скалок, оснащенных резцами. Они являются обязательным рабочим инструментом при работе на вертикальных и горизонтальных расточных станках;
- Расточные головки. Особенностью этого инструмента является высокая цена, а сами они используются для обработки отверстий размером порядка 50-250 мм. К ним прибегают при работе на вертикально-расточном оборудовании;
- трехперые цельные зенкеры. К ним прибегают в целях обработки отверстий, чем диаметр не превышает 32 мм. Обычно они применяются при работе на сверлильных станках;
- четырехперые насадные зенкеры. Основное их назначение заключается в обработке отверстий, размер которых не превышает 80 мм. Они являются обязательным элементом при выполнении расточных работ на сверлильном оборудовании.
Расточная головка — определение
Под этим рабочим инструментом принято понимать приспособление для расточного станка, которое позволяет зафиксировать один или несколько резцов. Местом размещения резцов служит расточная головка. При этом они должны соответствовать диаметру обрабатываемого отверстия. Крепить их можно при помощи микрометрических винтов. Также к ним могут прибегать для создания радиальной подачи.Установка расточной головки производится в конусе шпинделя фрезерного станка при помощи хвостовика. В некоторых случаях ее можно закреплять на оправке. Для фиксации корпуса расточной головки, которая необходима для предотвращения от поворачивания шпонкой, используют гайку, которая заворачивается на оправке. В процессе работы резцедержатель начинает двигаться по направляющим корпуса. Любой оборот шпинделя приводит к вращению винта, который скреплен с конической зубчатой передачей, фиксацию которого обеспечивает звездочка, непосредственно взаимодействующая своим зубом с упором. Это в свою очередь позволяет обеспечивать радиальную подачу.
Виды расточных головок
Предлагаемые на текущий момент расточные головки для фрезерного оборудования могут быть классифицированы на две основные группы:
- инструмент с ручной подачей;
- устройство автоматической радиальной подачей.
Головки с ручной подачей
Особого внимания заслуживает расточная головка для станка с ручной подачей. Их востребованность обусловлена наилучшими характеристиками. Дело в том, что в качестве материала для нее выступает высококачественная сталь, с которой проводят процедуру термического закаливания и последующую шлифовку.Как раз благодаря подобному решению и удается выполнять гладкие и высококачественные резьбовые поверхности изделия. Что же касается устройства расточной головки, то именно ее особенности позволяют выбирать требуемый диаметр для обрабатываемых поверхностей: этот параметр лежит в диапазоне от 10 до 470 мм.
Головки с автоматической радиальной подачей
Ко второму виду расточных головок для фрезерного оборудования чаще всего прибегают для выполнения различных металлообрабатывающих операций. В первую очередь, когда возникает необходимость в растачивании поверхностей, торцевании, точении любых наружных поверхностей и пр. Иными словами, рассматриваемая разновидность расточных головок подходит для выполнения большого количества операций, которые могут возникать во время обработки стальных заготовок. Если говорить про особенности этой головки, то следует отметить наличие автоматической радиальной подачи, которая и позволяет осуществлять ступенчатую обработку металла.
Также важным моментом является и то, что подобные расточные головки для фрезерного оборудования отличаются достаточно широким выбором. По этой причине следует очень тщательно выбирать это изделие, поскольку это в последующем скажется на результате обработки.
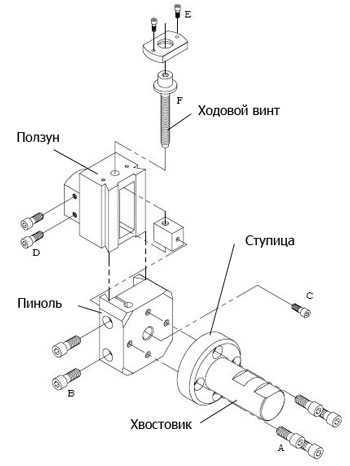
Устройство и принцип работы
В конструкции расточной головки можно выделить следующие основные элементы:- конический хвостовик;
- ступица;
- пиноль.
Местом крепления ступицы служит хвостовик, к которой он фиксируется при помощи четырех винтов. Причем два из них параллельно фиксируют и пиноль. Фиксацию резца обеспечивает ползун, который двигается по двум находящимся внутри пиноли цилиндрическим направляющим. Двигаться ползун заставляет ходовой винт.
Если рассматривать принцип работы расточной головки, то в нем можно выделить следующие особенности. Шпиндель фрезерного станка используется для закрепления хвостовой части, причем последняя фиксируется при помощи штатного затяжного винта. Перед обработкой заготовку помещают в тиски или размещают на столе станка.
Если приходится обрабатывать отверстие размером до 40 мм, то для выбора положения резца по отношению к центру отверстия следует выполнять манипуляции только с ползуном. При работе с отверстиями, чей диаметр не превышает 85 мм, работу по растачиванию выполняют в два приема. Первый этап полностью аналогичен вышеописанной операции. Что же касается второго, то для этого необходимо ползун выставить в изначальное положение, слегка открутить зажимные винты и передвинуть пиноль до упора в ступицу.
Для сверки диаметра отверстия используется специальная школа, которая находится на торцевой поверхности втулки. К рассматриваемому расточному приспособлению обязательно прилагается рукоятка для ходового винта и зажимных винтов.
Заключение
Работа по обработке отверстий различного диаметра требует применения различных элементов оснастки фрезерного станка. К их числу следует отнести и расточную головку. От этого элемента во многом зависит качество выполнения растачивания изделий. Поэтому необходимо правильно подобрать его с учетом характеристик обрабатываемых отверстий.
Оцените статью: Поделитесь с друзьями!stanok.guru
Расточная головка для фрезерного станка
Использование станочной оснастки и приспособлений существенно расширяет возможности станков и обрабатывающих центров. Хоть эти элементы конструкции и не входят в обязательный комплект, который поставляется со всем оборудованием, так как участвуют далеко не во всех операциях, их наличие может существенно облегчить работу. Некоторая оснастка используется для фиксирования заготовки, другая – для расширения списка функций станка. Правильный выбор приспособлений поможет решить многие вопросы на производстве. Расточная головка для фрезерного станка применяется в процессе выполнения расточных работ. Использование приспособления поможет не только придать отверстиям больший диаметр, но и минимизировать шероховатость. Также повысится точность размеров.
Необходимость оснастки, ее виды и назначение
Расточная головка поможет в фиксировании одного или же нескольких резцов, соответствующих диаметру отверстия на заготовке. Крепеж производится с применением микрометрических винтов. В некоторых случаях на производстве данная оснастка используется и для создания радиальной подачи.
Выделяют два вида расточных головок для фрезерного станка:
- для ручной подачи;
- для радиальной подачи.
В первом случае расточная головка позволяет делать более точные детали. Она участвует в создании правильного диаметра для обрабатываемой внутренней поверхности отверстия. В итоге получают не только точные расчеты, но и гладкую поверхность.
Расточная головка для радиальной подачи применяется в нескольких видах операций. Это и растачивание, и торцевание, и даже точение. Кроме того, автоматическая подача позволяет обеспечивать ступенчатую обработку металла – снимать слой за слоем, добиваясь лучшего эффекта и высокой степени шлифовки. Важен и тот факт, что оснастка такого типа отличается широким диапазоном диаметров, а следовательно, правильный подбор может быть затруднен. Неправильный выбор приспособления может повлиять на результат обработки.
Точная обработка
Прецизионное точение – еще один из видов обработки металлов, где важна высокая точность и выверенность всех материалов, инструментов и действий. И оснастка играет тут не последнюю роль. Ведь при растачивании с последующей алмазной шлифовкой очень важно учесть все малейшие нюансы станка. Прецизионное точение осуществляется на высоких скоростях резания от 100 м/мин до 1000 и даже более, но при этом сравнительно малыми подачами. Также минимальной будет и глубина резания и расточки. Стоит отметить, что такой вид работы возможен только на станках с высокой вибрационной устойчивостью.
Так как прецизионное точение производится и на фрезерных станках, можно сказать, что оснастка в виде расточной головки также участвует в процессе. И можно говорить о том, что приспособление может вынести большие скорости резания без повреждений и быстрого выхода их строя.
Условия приобретения
Токарный и резьбонарезной инструмент можно приобрести в каталоге ООО ТД «ЧТС». Тут представлены только проверенные модели инструмента и оснастки от европейских производителей, занимающих лидирующие места в рейтинге изготовителей комплектующих для станков и обрабатывающих центров.
Мы трудимся на рынке предоставления данных услуг уже более 20 лет, и всегда знаем, что предложить клиенту. Опытные менеджеры подберут наиболее подходящий инструмент и приспособления, учитывая особенности станков. Демократичная ценовая политика и доставка по всей территории Российской Федерации – наши главные отличия от конкурентов.
tdchts.ru
Головка расточная для фрезерного станка
Расточная головка
Расточные работы, основная цель которых заключается в придании уже существующим отверстиям требуемых параметров, могут выполняться с помощью расточного, фрезерного и токарного станков. Подобные работы (например, первичная обработка созданного ранее отверстия или смещение его положения относительно оси) выполняются только после окончательного завершения сверления (или рассверливания).
Растачиваемые работы, выполняемые на фрезерном станке, требуют особых инструментов. Так, ими могут выступать либо многолезвийные (многорезцовые), либо фрезы, которые представляют собой постоянно вращающиеся в процессе работы тела, покрытые одновременно износостойкими и прочными зубцами. Фрезы являются одними из самых главных инструментов, что позволяют производить обработку металлических поверхностей и отличаются большим разнообразием.
Фактически расточная головка представляет собой деталь спецоборудования, основное предназначение которой – удерживание описанных выше зубцов (или резцов, зависит от выбора основного инструмента работы) при осуществлении с их помощью сверления, расточки или других операций (фрезеровки).
Конструкция детали и принцип работы
Вообще, расточная головка позволяет разместить как один, так и сразу несколько режущих элементов, однако советуют прибегать к оптимальной конструкции с двумя радиально расположенными зубьями, так как это:
- Способствует уравновешиванию радиальной составляющей силы нарезки, что положительно сказывается на точности;
- Значительно сокращает поток идущей от инструмента вибрации;
- В принципе положительно сказывается на динамике процесса расточки.
При этом увеличение зубьев положительно на работе не скажется, так как это влечёт за собой усложнение всей конструкции, плюс, лишает возможности оператора за станком работать на больших скоростях (чревато появлением брака).
Крепление расточной головки осуществляется в шпинделе станка(на основном исполнительном органе фрезерного станка, то есть, по сути, вращающем валу, который передаёт усилие от двигателя станка), при этом корпус детали накрепко фиксируется при помощи гайки (или группы гаек, или с помощью микрометрических винтов).
Основными же компонентами конструкции такого оборудования являются следующие детали:
- Ступица – центральная часть оборудования с небольшим отверстием, которое необходимо для насадки на крутящий элемент. Место крепления данной детали – это хвостовик, описанный ниже, крепёж осуществляется через четыре винта, два из которых дополнительно соединяют пиноль;
- Пиноль, который закрепляет уже режущий элемент;
- Ползун, который представляет собой перемещающуюся деталь внутри пиноли по двум направляющим с помощью ходового винта. С его помощью можно осуществлять регулировку положения режущего компонента относительно центра имеющегося отверстия;
- Конусовидный хвостовик, точно соответствующий по размерам переднему отверстию шпинделя. Через данную деталь передаётся вращение инструменту.
Процесс работы с расточной головкой заключается в следующем:
- Хвостовик вставляется в шпиндель (в конусовидное отверстие), после чего затягивается винтом для обеспечения герметичности;
- После этого деталь накрепко должна быть установлена в тисках или каком-либо другом подобном оборудовании;
- Если необходимо расточить отверстие менее 40 мм, то регулировка положения режущего компонента осуществляется только с помощью ползуна;
- В случае расточки отверстия большего диаметра (до 85 мм) следует сначала повторить описанное в пункте выше, после чего ползун переместить в его начальное положение, ослабить крепящие винты и перевести пиноль в ступицу до упора.
Ниже представленно видео подготовки расточной головки к работе и непосредственное ее использование.
Виды расточных головок
Классификация существующих ныне расточных головок может производиться по двум критериям: по способу подачи механизма и по глубине обработки полостей.
Так, в настоящее время выделяется два основных типа подачи механизма: ручная и автоматическая. Расточные головки, снабжённые каким-либо из указанных механизмов, предназначены для разных комплексов работ, потому у каждого вида есть свои достоинства и недостатки, и имеет смысл остановиться на каждом из них.
К несомненным плюсам расточных головок с ручной регулировкой (универсальная расточная головка) подающего механизма относят возможность создавать отверстия с очень высокой точностью (0,04 мм на диаметр). Вдобавок к этому можно отметить то, что основным материалом является прошедшая процедуру термической обработки высококачественная сталь, что обеспечивает возможность выполнения гладких резьбовых изделий и исключает возможность брака. Диаметр поверхностей, которые могут быть обработаны подобными головками, варьируется от 10 до 450 (иногда до 470) мм.
 Расточные головки с автоматической радиальной подачей (автоматическая расточная головка) позволяет осуществлять последовательную обработку поверхности заготовки, что значительно расширяет потенциальную область работы над металлом. Именно такой вид головок позволяет не только осуществить растачивание, но и торцевание, точение и так далее. Подобные головки находят своё применение не только на фрезерных станках, но и на агрегатных и станках с ЧПУ (числовым программным управлением), что объясняется их общей компактностью, универсальностью и отсутствием необходимости применения в больших масштабах режущего инструмента.
Расточные головки с автоматической радиальной подачей (автоматическая расточная головка) позволяет осуществлять последовательную обработку поверхности заготовки, что значительно расширяет потенциальную область работы над металлом. Именно такой вид головок позволяет не только осуществить растачивание, но и торцевание, точение и так далее. Подобные головки находят своё применение не только на фрезерных станках, но и на агрегатных и станках с ЧПУ (числовым программным управлением), что объясняется их общей компактностью, универсальностью и отсутствием необходимости применения в больших масштабах режущего инструмента.
По глубине обработки полостей среди расточных головок выделяют:
- Малоглубинные расточные головки, предназначенные для предварительного этапа обработки металлических поверхностей. Обычно такие головки отличаются тем, что обладают очень простой конструкцией, имеют несколько режимов работы, которые отличаются между собой глубиной прорезки и скоростями подачи. Плюс, такие головки имеют сразу несколько резов, которые жёстко закрепляются винтами в оправке;
- Большеглубинные головки, которые применяются для создания очень глубоких полостей и зачастую имеют сложную систему, включающую в себя несколько режущих сменных кассет и внешним (или внутренним) выводом стружки из полости. Подвод также может быть внешним или внутренним.
Выбор расточной головки
Основные различия между продаваемыми сегодня расточными головками заключается в разности диаметров и диапазонов расточки обрабатываемой поверхности. При выборе подобного спец. оборудования необходимо опираться на:
- Диапазон перемещения ползуна;
- Частоту допустимых оборотов
- Скорость подачи (как ручной, так и автоматической).
В настоящее время популярно несколько компаний-производителей, которые предлагают достаточно широкий ассортимент товара. Особой популярностью же пользуются расточные головки компании «Wohlhaupter», поскольку данные модели одновременно и просты в эксплуатации, и позволяют проводить достаточно сложные операции (например, проработку сразу нескольких канавок, различающихся меж собой по параметрам).
Обратить внимание следует и на продукцию компании «Sandvik Coromant», которые предлагают похожие по параметрам инструменты; при этом некоторые модели подойдут даже для новичков в токарном деле (например, «CoroBore 820», который является одним из самых простых для освоения инструментов, способен работать в 4 режимах и может быть настроен на работу как в режиме использования нескольких лезвий одновременно, так и с только одним).
Отлично зарекомендовала себя на рынке и испанская компания «Pinzbohr», которая, в основном, ориентирована на модели среднего и бюджетного класса и предлагает едва ли не самое большое количество различных моделей расточных головок в этих сегментах рынка.
Заключение
Поскольку расточные головки находят в настоящее время своё применение не только на фрезерных станках, но и на расточных разных типов (горизонтальн
i-perf.ru
Цанговые патроны для фрезерного станка

Цанговые патроны для фрезерного станка используются для надежной фиксации фрез, сверл, оправок с цилиндрическим хвостовиком в шпинделе. Изделия представляют собой пружинящую втулку с разрезом. Цанги изготавливаются по ГОСТ 25557-82, ГОСТ 26539-85, ГОСТ 25827-93 (DIN 69871).
Применение цанговых патронов
- Фрезерные станки с ЧПУ типа обрабатывающего центра.
- Горизонтально и вертикально фрезерное оборудование.
- Сверлильно-расточные и фрезерные группы.
Особенности конструкции цанговых патронов
Корпус. Элемент является основным в оснастке и предназначен для фиксации во фрезерном станке. В корпус вставляется цанга с режущим инструментом. Изделие изготавливается из прочных сплавов, устойчивых к деформации и механическим повреждениям, а также противостоящих коррозии.
Цанга. Элемент представляет собой втулку, в которую вставляется хвостовик фрезы. При закручивании гайки происходит равномерное обжатие и фиксация режущего инструмента. В корпус патрона можно вставлять цанги разного диаметра для использования различных фрез и других элементов.
Зажимная гайка. Крепеж предназначен для прижима цанги с насадкой. При закручивании гайки фреза фиксируется в патроне и не смещается в течение рабочего процесса. Крепеж имеет прорези под специальный ключ, который обычно поставляется в комплекте.
Основные преимущества
Цанговый патрон для фрезерного станка выгодно отличается от других типов зажимной оснастки по нескольким параметрам:
- равномерно фиксирует режущий инструмент. При заворачивании гайки цанга контактирует с большой площадью хвостовика, причем усилие будет одинаковым в каждой точке. Такой способ фиксации существенно уменьшает вибрации при работе, а также не допускает смещения оси инструмента при боковой нагрузке, обеспечивая хорошую центровку. Цанговые патроны повышают качество и точность обработки металла, особенно при манипуляциях с мелкими деталями, когда необходимо строго выдержать параметры изделия;
- подходит для использования с различными типами фрез. Корпус патрона является универсальным, поэтому во время работы с разными деталями потребуется менять только режущий элемент. Это значительно ускоряет производственный процесс. Достаточно просто ослабить гайку ключом и раскрутить вручную для установки цанги нужного диаметра;
- обеспечивает минимальное биение. Радиальные колебания внутреннего конуса, в котором фиксируется цанга, относительно внешнего конуса хвостовика не превышает 0,005-0,010 мм.
Виды цанговых патронов
Изделия классифицируются по нескольким признакам. В зависимости от назначения различают цанговые патроны для фрезерных станков следующих видов:
- подающие. Стальная цанга имеет три продольных разреза, которые образуют лепестки со сходящимися концами. Подобная конструкция обладает хорошей пружинящей способностью, что позволяет легко устанавливать и плотно фиксировать деталь подходящего размера внутри патрона. При выполнении операции подающая труба с навинченной цангой приходит в движение, еще сильнее сдвигая лепестки;
- зажимные. Цанга изготавливается в виде втулки с несколькими пружинящими лепестками, число которых соответствует диаметру крепления. Например, трехлепестковая цанга используется для фиксации деталей 3 мм, 4-лепестковая — до 80 мм, 5-лепестковая — 80 мм и более. Угол при вершине равен 30 градусам.
Подающие патроны считаются более надежными, но для закрепления оснастки каждый раз необходимо использовать специальный ключ, чтобы извлекать корпус. Зажимные модификации используются в случаях, когда фрезы во время работы приходится часто менять.
В зависимости от конструкции различают следующие виды цанговых патронов для фрезерного станка:
- с одной или двумя зонами зажима. Второй вариант обеспечивает более жесткую фиксацию рабочего элемента, так как удерживает его в двух точках оси;
- глухие или сквозные. Выбор патрона зависит от длины обрабатываемой заготовки. Сквозное изделие позволяет фиксировать элементы, длина которых определяется габаритами станка. Крепление глухого патрона ограничивает размеры заготовки, так как одна сторона корпуса запаяна;
- цанги для метчиков. Изделие имеет паз для квадрата, обеспечивающий компенсацию по оси;
- цанги ER. Наиболее востребованный вид патронов со сквозным отверстием и двумя зонами зажима.
Большинство частных мастеров и предприятия обычно приобретают наборы оснастки различных диаметров для выполнения различных задач. В комплекте поставляются цанги нескольких видов и размеров, а также специальный ключ для быстрого закручивания зажимной гайки. При выборе изделий необходимо учитывать все типы заготовок, которые планируется обрабатывать на станке.
stankomach.com
СИСТЕМА РАСТОЧНАЯ МОДУЛЬНАЯ
СИСТЕМА РАСТОЧНАЯ МОДУЛЬНАЯ с микрометрической регулировкой режущей пластины по диаметру
Расточные оправки по ТУ РБ 300207906.108-2011 предназначены для чистового растачиваний отверстий Ø63-Ø360 мм с допуском H7-H9. В качестве режущих пластин применяются сменные многогранные твердосплавные пластины производства «Sandvik», «Iscar», «Mitsubishi». Используются на многооперационных станках сверлильно-фрезерно-расточной группы с ЧПУ и ручным управлением, в гибких производственных системах.Расточная головка применяется с хвостовиком 7:24 К50 по ГОСТ 25827 (возможно изготовление с различными стандартами хвостовика DIN,MAS)
Применения модульной системы дает следующие преимущества:
-возможность сборки оправок любой длинны;
-применение всех основных типов хвостовиков;
-сокращения номенклатуры используемого инструмента
Диапазон расточки D min=63 мм D max=360мм
Цена деления лимба – 0,02 мм на диаметр расточки.
Точность выставления по нониусу –0,002 мм на диаметр расточки.
Модульная расточная система
Модульная система состоит из оправок базовых, адаптеров, головок расточных и удлинителей. Система позволяет собирать инструмент различной конфигурации, длины и диапазонов расточки.
1 – головка расточная ГРТМ.Д 63… ГРТМ.Д 360.
2 – удлинитель – 6285-4007.
3 – оправка базовая – 6301-4020.
Расточная головка с микрометрической регулировкой
Диапазон расточки D min=63 мм D max=360мм
Цена деления лимба – 0,02 мм на диаметр расточки
Точность выставления по нониусу –0,002 мм
Обозначение | D расточки | L | кг |
ГРТ.Д63-6.00.000 | 63…83 | 65 | 1,5 |
ГРТ.Д80-4-1-1.00.000 | 82…112 | 85 | 2,29 |
Обозначение | D расточки | L | кг |
ГРТМ.Д180-5.00.00.000 | 110…180 | 115 | 3,32 |
ГРТМ.Д240-5.00.00.000 | 180…240 | 7,81 | |
ГРТМ.Д300-5.00.00.000 | 240…300 | 5,29 | |
ГРТМ.Д360-5.00.00.000 | 300…360 | 5,94 |
Оправка базовая
Обозначение | Стандарт хвостовика | К | D | d | L | кг |
6301-4020 | ГОСТ 25827-93 исп.3 | 50 | 63 | 36 | 60 | 3,6 |
6301-4020-01 | 100 | 3,9 | ||||
6301-4020-02 | DIN 69871-A ISO (7388/1) ГОСТ 25827-93 исп.2 | 60 | 3,5 | |||
6301-4020-03 | 100 | 3,7 | ||||
6301-4020-04 | ГОСТ 25557-2006 | Метр. 80 | 60 | 9,2 | ||
6301-4020-05 | 100 | 11,0 |
Удлинитель
Обозначение | D | d | L | кг |
6285-4007 | 63 | 36 | 80 | 2,1 |
6285-4007-01 | 120 | 3,2 |
Головки расточные с микрометрической регулировкой режущей кромки
Предназначены для чистового растачивания отверстий диаметром от 45 до 125 мм на многооперационных станках сверлильно-фрезерно-расточной группы с ЧПУ и ручным управлением.
-погрешность перемещения резца ±0,01мм на один оборот лимба
-цена деления шкалы лимб-гайки 0,02мм на диаметр расточки
-исполнения хвостовиков по ГОСТ 25827-93 (возможно изготовление с различными стандартами хвостовика DIN,MAS)
-применяются с напайными державочными резцами по ГОСТ9795-84 и резцами с СМП (поставляемыми по отдельному заказу).
Обозначение | Диапазон рас. Dmin …Dmax | L | l | К | □a | Обозначение |
ГРТ.50.65.160 | 45…65 | 286 | 160 | 50 | 10 | 4,13 |
ГРТ.50.65.250 | 377 | 250 | 5,0 | |||
ГРТ.50.80.160 | 60…80 | 286 | 160 | 12 | 4,87 | |
ГРТ.50.80.300 | 427 | 300 | 7,03 | |||
ГРТ.50.95.160 | 75…95 | 286 | 160 | 6,2 | ||
ГРТ.50.95.350 | 477 | 350 | 10,8 | |||
ГРТ.50.125.160 | 90…125 | 286 | 160 | 16 | 7,9 | |
ГРТ.50.125.350 | 477 | 350 | 15,4 | |||
ГРТ.40.65.160 | 45…65 | 253 | 160 | 40 | 10 | 2,25 |
ГРТ.40.65.230 | 323 | 230 | 3,0 | |||
ГРТ.40.80.160 | 60…80 | 253 | 160 | 12 | 3,03 | |
ГРТ.40.80.300 | 393 | 300 | 5,2 | |||
ГРТ.40.95.160 | 75…95 | 253 | 160 | 4,0 | ||
ГРТ.40.95.350 | 443 | 350 | 7,6 |
При заказе следует указывать:
-обозначение расточной головки или диапазон растачиваемого отверстия (D),
-стандарт хвостовика,
-длину в сборе (L),
-марку сплава и форму стружколома твердосплавной пластины.
Головка расточная для черновой и получистовой расточки отверстий
Предназначены для чернового растачивания отверстий диаметром от 55 до 140 мм на многооперационных станках сверлильно-фрезерно-расточной группы с ЧПУ и ручным управлением на расточных станках.
-исполнения хвостовиков по ГОСТ 25827-93, ГОСТ 25557-2006 (возможно изготовление по отдельному заказу с различными стандартами хвостовика DIN,MAS,Конус Морзе)
-применяются с напайными державочными резцами по ГОСТ9795-84 и резцами с СМП (поставляемыми по отдельному заказу)
Обозначение | D раст. | D | □S | L | кг |
ГРТ.1.50.70.160 | 55…70 | 40 | 12 | 160 | 3,9 |
ГРТ.1.50.70.250 | 250 | 4,8 | |||
ГРТ.1.50.90.160 | 70…90 | 50 | 16 | 160 | 4,6 |
ГРТ.1.50.90.315 | 315 | 7,0 | |||
ГРТ.1.50.110.200 | 90…110 | 63 | 200 | 6,7 | |
ГРТ.1.50.110.400 | 400 | 11,6 | |||
ГРТ.1.50.140.160 | 110…140 | 80 | 20 | 160 | 7,9 |
ГРТ.1.50.140.350 | 350 | 15,0 | |||
ГРТ.1.50.180.160 | 140…180 | 100 | 25 | 160 | 9,5 |
ГРТ.1.50.180.250 | 250 | 13,7 |
Обозначение | D раст. | D | □S | L | кг |
ГРТ.2.50.70.160 | 55…70 | 40 | 12 | 160 | 3,9 |
ГРТ.2.50.70.250 | 250 | 4,8 | |||
ГРТ.2.50.90.160 | 70…90 | 50 | 16 | 160 | 4,6 |
ГРТ.2.50.90.315 | 315 | 7,0 | |||
ГРТ.2.50.110.200 | 90…110 | 63 | 200 | 6,7 | |
ГРТ.2.50.110.400 | 400 | 11,6 | |||
ГРТ.2.50.140.160 | 110…140 | 80 | 20 | 160 | 7,9 |
ГРТ.2.50.140.350 | 350 | 15,0 | |||
ГРТ.2.50.180.160 | 140…180 | 100 | 25 | 160 | 9,5 |
ГРТ.2.50.180.250 | 250 | 13,7 |
Обозначение | D раст. | D | □S | L | кг |
ГРТ.1.80.70.160 | 55…70 | 40 | 12 | 160 | 3,9 |
ГРТ.1.80.70.250 | 250 | 4,8 | |||
ГРТ.1.80.90.160 | 70…90 | 50 | 16 | 160 | 4,6 |
ГРТ.1.80.90.315 | 315 | 7,0 | |||
ГРТ.1.80.110.200 | 90…110 | 63 | 200 | 6,7 | |
ГРТ.1.80.110.400 | 400 | 11,6 | |||
ГРТ.1.80.140.160 | 110…140 | 80 | 20 | 160 | 7,9 |
ГРТ.1.80.140.350 | 350 | 15,0 | |||
ГРТ.1.80.180.160 | 140…180 | 100 | 25 | 160 | 9,5 |
ГРТ.1.80.180.250 | 250 | 13,7 |
Обозначение | D раст. | D | □S | L | кг |
ГРТ.2.80.70.160 | 55…70 | 40 | 12 | 160 | 3,9 |
ГРТ.2.80.70.250 | 250 | 4,8 | |||
ГРТ.2.80.90.160 | 70…90 | 50 | 16 | 160 | 4,6 |
ГРТ.2.80.90.315 | 315 | 7,0 | |||
ГРТ.2.80.110.200 | 90…110 | 63 | 200 | 6,7 | |
ГРТ.2.80.110.400 | 400 | 11,6 | |||
ГРТ.2.80.140.160 | 110…140 | 80 | 20 | 160 | 7,9 |
ГРТ.2.80.140.350 | 350 | 15,0 | |||
ГРТ.2.80.180.160 | 140…180 | 100 | 25 | 160 | 9,5 |
ГРТ.2.80.180.250 | 250 | 13,7 |
При заказе следует указывать: обозначение расточной головки или диапазон растачиваемого отверстия(D), стандарт хвостовика, длину рабочей части(L)
Патроны расточные
Обозначение | кг | Хвостовик | ||
6300-4018 | 2,26 | Хвостовик Tr… | 36 | |
6300-4018-01 | 3,29 | 48 | ||
6300-4018-02 | 1,66 | Конус Морзе тип АЕ… | 3 | |
6300-4018-03 | 1,95 | 4 | ||
6300-4018-04 | 2,73 | 5 | ||
6300-4018-05 | 2,57 | ГОСТ 25827-93 исп.3 Конус №… | 40 | |
6300-4018-06 | 4,08 | 50 | ||
6300-4018-07 | 1,69 | DIN 69871-A Конус №… | 30 | |
6300-4018-08 | 2,18 | 40 | ||
6300-4018-09 | 3,08 | 45 | ||
6300-4018-10 | 3,88 | 50 | ||
- Предназначены для чистовой расточки отверстий Ø 8…45 мм.
- Применяются на станках с ЧПУ, сверлильно-расточных и фрезерных групп, а также на станках типа «ОЦ», координатно-расточных, многошпиндельных автоматах ТУ2-035-776-80
Патроны расточные имеют точный механизм перемещения резца.
Цена деления лимба – 0,01 мм на диаметр расточки.
Резцы расточные и оправка рекомендуемые к патронам расточным 6300-4018
ТУ2-035-898-82
Обозначение | D раст. | L | кг |
2142-4022 | 8…13 | 70 | 0,037 |
2142-4022-01 | 12…19 | 90 | 0,057 |
2142-4022-02 | 18…26 | 115 | 0,166 |
2142-4022-03 | 25…45 | 140 | 0,266 |
Марка твердосплавной пластины указывается при заказе.
Обозначение oправки | D раст. | Обозначение резца | L | кг |
6300-4019-06 | 20…44 | 2142-0418 | 20 | 0,31 |
25…52 | 2142-0422 | 25 | 0,31 |
baltpromservis.ru