Расточные головки и их виды для сверлильных, фрезерных станков
Одним из главных инструментов токарно-фрезерного оборудования для обработки заготовок из различных материалов является расточная головка. Она используется для обработки отверстий до достижения необходимых параметров, созданных при помощи литья, высверливания или ковки специализированными приспособлениями. Также она позволяет снизить уровень шероховатости детали после черновой расточки и повысить точность проектных параметров. Кроме отверстий можно изготавливать канавки с внешней стороны деталей определенной глубины. Зачастую расточные работы требуются при мало- или многосерийном производстве металлических изделий.
Оглавление:
- Назначение
- Устройство
- Виды
- Особенности выбора и эксплуатации
- Выгода от их использования
Назначение
Головка считается рабочим инструментом для расточных станков, позволяющим надежно закреплять резцы различного типа.
Головка устанавливается в конус шпинделя фрезерного и токарного станка посредством хвостовика, иногда возможно закрепление в патроне. Ее корпус (исключает произвольное проворачивание шпонкой) фиксируется при помощи гайки. При запуске оборудования происходит движение резцедержателя по направляющим корпусной части. При вращении шпинделя фрезерного станка крутящий момент передается на ходовой винт, соединенный с зубчатой шестерней конического типа при помощи звездочки (упор создается за счет взаимодействия зубьев). Таким образом, происходит радиальная подача инструмента.
Устройство и принцип работы
Расточная головка может закреплять один или несколько резцов, но рекомендуется соблюдать наиболее практичную конструкцию из двух зубьев, расположенных радиально.
- обеспечивается сбалансирование радиальных сил обработки, эффективно повышая ее точность;
- существенно снижаются вибрационные колебания в процессе эксплуатации;
- благоприятно влияет на динамику расточных операций.
Увеличение количества зубьев может ухудшить работу, так как конструкция приобретает усложненную конфигурацию. Тогда расточку на фрезерном станке запрещено проводить на больших оборотах, что снижает производительность и увеличивает вероятность получения брака.
Установка головки необходима именно на шпиндельном валу, так как он является основным механизмом, воспринимающим вращательные действия и передающим его далее на режущий инструмент. При этом требуется обязательная фиксация винтами или гайками, чтобы исключить вылет детали во время расточных работ. Конструктивно она состоит из следующих элементов:
1. Ступица – представляет собой центральную часть, оснащенную отверстием для вставки головки на шпиндельную часть. В качестве крепежной составляющей используется хвостовик, фиксирующийся посредством винтов с четырех сторон. При этом два из них предназначены для присоединения пиноли.
В качестве крепежной составляющей используется хвостовик, фиксирующийся посредством винтов с четырех сторон. При этом два из них предназначены для присоединения пиноли.
2. Пиноль – элемент, фиксирующий резец в нужном положении.
3. Ползун – передвигается внутри пиноли по направляющим посредством приводного винта. Он позволяет контролировать положение режущего приспособления согласно центру отверстия на заготовке.
4. Конусовидный хвостовик – обладает идеально точными размерами с отверстием шпинделя. Именно он обеспечивает передачу крутящего момента.
Принцип работы инструмента достаточно прост. Хвостовик вставляется в конусовидное отверстие шпинделя на положенную глубину и закрепляется винтовым соединением для герметичности. Далее головка фрезерного станка надежно зажимается в оправке или тисках. При обработке отверстий диаметром до 4 см изменение положения производится только благодаря ползуну. Если отверстие достигает 40-85 мм, то он устанавливается в первоначальную точку, ослабляются фиксационные винты, после чего пиноль на максимальную глубину уводится в ступицу.
Разновидности расточных головок
Головки для операций на фрезерном и токарном оборудовании классифицируются на такие типы:
- с ручной подачей;
- с автоматической радиальной подачей.
Ручные
Этот тип обладает наибольшей популярностью, так как она обладает отличными техническими и эксплуатационными характеристиками. Такие расточные головки изготавливаются из высокопрочной стали, которая проходит закаливание под высокой температурой и финальную шлифовку. Именно это позволяет получить идеально гладкую и качественную резьбу или поверхность отверстия в детали. Такие приспособления способствуют выбору необходимого диаметра расточки металлических изделий интервалом 10-470 мм.
Головки с автоподачей
Станки сверлильно-фрезерно-расточной группы зачастую используются в совокупности с головками радиального типа с автоматической подачей для проведения металлообрабатывающих действий. Как правило, это касается таких работ: расточка наружной поверхности изделий любой формы, торцевание, растачивание отверстий и прочее.
Как правило, это касается таких работ: расточка наружной поверхности изделий любой формы, торцевание, растачивание отверстий и прочее.
Другими словами, данный вид может использоваться практически для всех работ на расточных оборудованиях. Головка оснащена подачей автоматического типа, поэтому возможно проведение ступенчатой обработки цветных металлов, сплавов или стали. Также стоит отметить, что такие головки выпускаются в огромном ассортименте, поэтому для выполнения тех или иных операций следует подбирать подходящие модели для обеспечения максимальной эффективности и производительности обработки.
В свою очередь детали подразделяются по глубине расточки отверстий на:
- Малоглубинные – используются для проведения начального этапа работы с изделиями. Они имеют достаточно простую конструкцию и работают в соответствующих режимах, отличающихся друг от друга скоростью подачи и глубиной точения.

- Большеглубинные – применяются для точения достаточно глубоких полостей в заготовках. Система головки более сложная, поэтому включает в себя такие конструктивные элементы: внутренний или внешний отвод стружечного материала, определенное количество кассет сменного типа в качестве режущего приспособления. Подвод резцов также разделяется на внешний или внутренний и определяется по типу обработки.

Основные особенности
Для черновых расточных работ используются головки с двумя резцами, обладающие предварительной регулировкой припуска между ними. Чистовая обработка проводится преимущественно однорезцовыми приспособлениями с определенной прерывностью подачи режущего инструмента: более 0,02 мм на величину диаметра (микроборы), менее 0,01 мм на размер отверстия для головок на примере итальянских «One micron» компании Bakuer. Изделия зачастую обладают минимальным пределом для переналадки, что составляет около 10-40 мм к диаметру отверстия.
Благодаря тому, что головки способны регулировать положение режущего инструмента, перед началом работы можно подобрать наиболее подходящий диаметр точения и размещение фрезы относительно центра отверстия. Такая настройка осуществляется двумя способами: для выставления диаметра – винтовым поджимом, для положения вдоль оси – специальными прокладками. Стоит отметить, что положение резца при переналадке по размеру отверстия не должно смещаться перпендикулярно оси вращения.
Преимущества инструмента
Расточные головки для фрезерного оборудования достаточно многофункциональны, поэтому широко применяются в металлообрабатывающей промышленности. Можно выделить несколько основных достоинств таких приспособлений:
- Могут выпускаться со сменными пластинами высокой прочности.
- Не требуется переточка благодаря направляющим инструмента.
- Исключается переналадка после смены пластин или направляющих за счет точной фиксации.
- Возможна установка резцов с тремя режущими кромками.
- Возможен выбор формы стружколома и типа твердых сплавов режущих пластин без переставления головки.
- Простота монтажа на бор-штангу.
- Расточка отверстий с допуском на диаметр IT8 и IT
- Практически все детали головки для фрезерных станков поддаются замене и пригодны для изделий различных размеров.
- Возможно изготовление по индивидуальным параметрам для выполнения определенных типов работ.

Благодаря вышеперечисленным преимуществам головки для расточки отверстий в металлических заготовках изготавливаются в различных вариациях. Их функциональные возможности позволяют осуществлять обработку максимально легко и быстро, поэтому их часто используют в серийном производстве. Они производятся из высококачественной стали, что обеспечивает надежность и долговечность приспособления. Все зажимные детали также обладают повышенной прочностью, так как от них будет зависеть жесткость крепления головки на шпинделе и режущего инструмента в пиноли.
Вспомогательный инструмент к координатно-расточным станкам
Наша компания предлагает производство и поставку широкой гаммы высокоточного инструмента для станков фрезерно-расточной и токарной групп, а также станков типа обрабатывающий центр с конусами 7:24 и конусами Морзе. Хвостовики 7:24 изготавливаются, в том числе, и по международным стандартам МАS 403 и DIN 69871.
- Патроны цанговые предназначены для зажима инструмента с цилиндрическим хвостовиком с диапазоном размеров от 5 мм до 40 мм с применением переходных втулок-цанг.
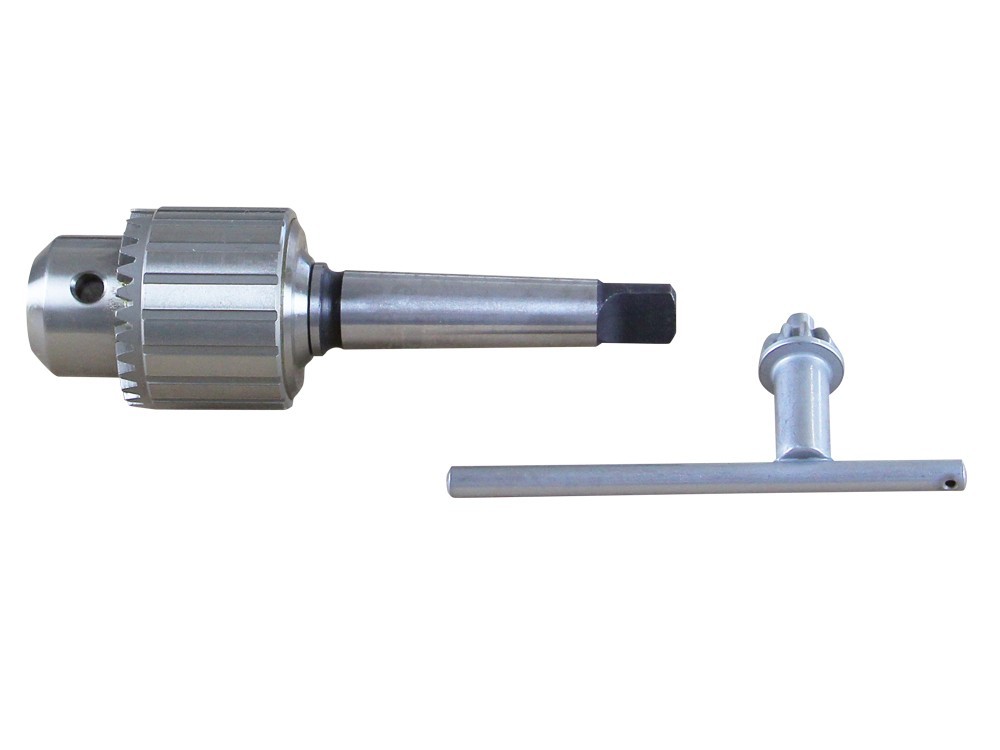
- Патроны сверлильные самозажимные предназначены для зажима инструмента (сверл) с цилиндрическим хвостовиком.
- Патроны для быстросменного инструмента предназначены для крепления инструмента при выполнении технологических переходов сверления, зенкерования, развертывания, снятия фаски, резьбонарезания в одной операции, используя возможность быстрой смены инструмента.
- Патроны расточные предназначены для чистовой расточки отверстий.
- Патроны резьбонарезные с предохранительными головками предназначены для нарезания различных типов правой резьбы метчиками.
- Оправки для торцевых фрез.
- Оправки комбинированные для насадных торцовых фрез и насадных фрез с продольной шпонкой.
- Оправки для дисковых фрез.
- Оправки для концевых фрез.
- Предназначены для крепления различного вида фрез.
- Оправки расточные универсальные в сборе с блоками предназначены для черновой, получистовой и чистовой обработки отверстий Ø 40-360 мм. Применяются на станках с ЧПУ сверлильно-расточной и фрезерной групп.В зависимости от точности обрабатываемого отверстия используются совместно с расточными блоками:
Двухзубыми для черновой и получистовой расточки по 14 квалитету
Однозубыми для получистовой расточки по 9-11 квалитетам
С микрометрической подачей резца (микробора) для чистовой расточки по 7-8 квалитетам - Втулки переходные короткие
- Втулки переходные длинные. Предназначены для крепления инструмента с различными конусами Морзе и для перехода с одного конуса на другой. Применяются в наборе втулок до необходимого размера шпинделя станка.
- Центры вращающиеся.
- Центры и полуцентры упорные.
- Микроскоп–центроискатель ЦО-2
- Центроискатель с иникатором

 Предназначены для крепления инструмента с различными конусами Морзе и для перехода с одного конуса на другой. Применяются в наборе втулок до необходимого размера шпинделя станка.
Предназначены для крепления инструмента с различными конусами Морзе и для перехода с одного конуса на другой. Применяются в наборе втулок до необходимого размера шпинделя станка.Втулки переходные короткие и длинные
Втулки переходные предназначены для крепления инструмента с различными конусами Морзе и для перехода с одного конуса на другой. Применяются в наборе втулок до необходимого размера шпинделя станка.
Центроискатель индикаторный с хвостовиком
Центроискатель индикаторный с хвостовиком 7:24 К30 по ГОСТ25827-93 исп.3 предназначен для предварительной наладки станков: центровки оси шпинделя станка с осью отверстия по внутренней поверхности или поверхностью по внешней окружности в диапазоне от 8 мм до 250 мм. Центроискатели применяются комплектно с индикаторами.
Патроны расточные
Патроны расточные предназначен для чистовой расточки отверстий в диапазоне 8…45 мм с механизмом перемещения резца с различными хвостовиками.
Патроны резьбонарезные
Патроны резьбонарезные с предохранительными головками предназначены для нарезания различных типов правой резьбы метчиками. Применяются на сверлильных, фрезерных, токарных станках и станках типа обрабатывающий центр. Резьбонарезные патроны имеют механизмы осевой компенсации, позволяющие компенсировать разность между подачей станка и шагом метчика, предусмотрен механизм быстрой смены головок предохранительных на другой диаметр метчика.
Головка имеет встроенную предохранительную шариковую муфту с механизмом регулировки передаваемого крутящего момента для нарезания резьбы в различных материалах, что позволяет предохранить метчики от поломки. Это наиболее целесообразно при нарезании резьбы в глухих отверстиях, труднообрабатываемых материалах, при нарезании резьбы с мелким шагом. Головка имеет механизм быстрой смены метчика с надежной фиксацией в течение нескольких секунд.
Патроны цанговые
Патроны цанговые предназначены для зажима инструмента с цилиндрическим хвостовиком с диапазоном размеров от 5 мм до 40 мм с применением переходных втулок-цанг. Патроны цанговые применяются на станках с ЧПУ типа обрабатывающий центр, сверлильно-расточных и фрезерных групп, горизонтально- и вертикально- фрезерных станках.
Патроны цанговые применяются на станках с ЧПУ типа обрабатывающий центр, сверлильно-расточных и фрезерных групп, горизонтально- и вертикально- фрезерных станках.
Патроны сверлильные самозажимные
Патроны сверлильные самозажимные предназначены для зажима инструмента (сверл, фрез) с цилиндрическим хвостовиком. Применяются на металлорежущих станках с ЧПУ, координатно-расточных станках, вертикально-сверлильных универсальных станках.
Использование высококачественных легированных сталей, конструктивные и технологические особенности изготовления позволяют обеспечить надежность данного инструмента при использовании в тяжелых условиях резания.
Оправки комбинированные
Оправки комбинированные для насадных торцовых фрез и с продольной шпонкой.
Выпускаются с хвостовиками различного типа:
-хвостовик по ГОСТ 25827-93 исп.2 (DIN 69871/А)
-хвостовик по ГОСТ 25827-93 исп.3,
-хвостовик по ГОСТ 25827-93 исп.1 (DIN 2080)
-хвостовик по MAS 403 BT
-хвостовик по HSK 63 (для многофункциональных обрабатывающих центров)
Универсальный фрезерный патрон В250
Универсальный фрезерный патрон В250 сочетает в себе высокую точность и жесткость с большим усилием зажима, что позволяет использовать его для выполнения как тяжелой черновой обработки, так и для чистовых операций металлообработки.
Патрон может использоваться в качестве гибкой инструментальной системы с возможностью установки в него различных систем инструмента для выполнения широкого спектра работ: фрезерных, сверлильных, расточных.
Удобство и быстрота смены инструмента позволяют эффективно использовать патрон в производстве, где требуется частая переналадка с одного вида работ на другой.
Патрон выпускается с различными типами хвостовиков:
-хвостовик по ГОСТ 25827-93 исп.2 (DIN 69871/А)
-хвостовик по ГОСТ 25827-93 исп.3,
-хвостовик по ГОСТ 25827-93 исп.1 (DIN 2080)
-хвостовик по MAS 403 BT
-хвостовик по HSK 63 (для многофункциональных обрабатывающих центров)
Расточные головки и особенности выбора для фрезерного станка: виды, устройство, особенности работы
Расточная головка относится к числу компонентов оснастки специального оборудования, которое применяется для выполнения расточных работ. Суть последних сводится к приданию отверстий необходимых параметров путем осуществления таких операций, как сверление, литье и ковка.
Основная задача, которую планируется решить с их помощью – придание отверстиям большего диаметра и повышение точности размеров и малой шероховатости поверхности обрабатываемых деталей. При помощи расточного оборудования можно получать отверстия, канавки и выемки. Довольно распространены ситуации, когда к расточным работам прибегают металлообрабатывающие предприятия.
Особенности расточных работ
Чтобы выполнить расточные работы, требуется использовать специальное оборудование, в качестве которого может выступать расточный, фрезерный и токарный станок. Первый станок представляет собой разновидность металлорежущего оборудования, основное назначение которого сводится к выполнению сверления, зенкерования отверстий, фрезерования поверхностей, нарезания резьбы и иных операций. Во многом результат расточных работ зависит от используемого станка, где важно ориентироваться на форму обрабатываемого изделия.
При выполнении подобной обработки создаваемому отверстию обеспечивается высокая точность размеров. Вместе с тем уровень производительности при растачивании не такой высокий, нежели в случае выполнения такой операции, как сверление. В качестве основных рабочих элементов выступают расточные резцы. Всего можно выделить два вида подобных элементов для растачивания:
Вместе с тем уровень производительности при растачивании не такой высокий, нежели в случае выполнения такой операции, как сверление. В качестве основных рабочих элементов выступают расточные резцы. Всего можно выделить два вида подобных элементов для растачивания:
- проходные резцы. С их помощью можно обрабатывать отверстия сквозного типа;
- упорные резцы. Они позволяют выполнять обработку глухих отверстий.
Резец для расточки представляет собой рабочий инструмент, при помощи которого можно растачивать обрабатываемое изделие. В его устройстве можно выделить три ключевые части:
- Пластина, которая может быть сменной и неперетачиваемой;
- Тело расточной оправки;
- Хвостовик.
Выполняя подобную операцию, следует всегда помнить, что резец неизменно имеет больший задний угол по сравнению с рабочими инструментами, с помощью которых выполняется внешняя обработка. Такое решение позволяет головке точно списываться в отверстие. Другой особенностью является то, что она уступает по диаметру отверстию.
Другой особенностью является то, что она уступает по диаметру отверстию.
Расточные работы в большинстве случаев выполняются при помощи специальных ножей, которые позволяют добиться более высокой точности этой операции. В качестве материала для них используется быстрорежущая сталь или же твердые сплавы. Они имеют тот же диаметр, что и выполняемое отверстие. За счет применения ножей можно создавать отверстия в виде идеального цилиндра, для чего приходится осуществлять только один проход.
Процесс растачивания отверстий на станке
К расточке отверстий приступают лишь в тот момент, когда завершают сверление и рассверливание. Целью этих операций является обработка созданного отверстия или придание ему иного положения относительно оси.Для выполнения растачивания на фрезерном станке используют особые резы либо многолезвийные инструменты, манипуляция с которыми заключается в их вращении. Необходимого результата можно также добиться и посредством вращения обрабатываемого изделия.
При первом варианте работы обязательно приходится применять направляющие втулки. Основное их назначение заключается в увеличении прямолинейности и уменьшении увода оси. Что же касается второй схемы обработки, то здесь ось отверстия имеет более прямолинейное положение, но при этом отклонения от оси вращения шпинделя станка отсутствуют.
Расточные работы могут выполняться с применением нескольких видов инструментов:
- Расточный резец. Именно к нему в большинстве случаях прибегают при работе на токарном оборудовании;
- Борштанги. Выполнены в виде скалок, оснащенных резцами. Они являются обязательным рабочим инструментом при работе на вертикальных и горизонтальных расточных станках;
- Расточные головки. Особенностью этого инструмента является высокая цена, а сами они используются для обработки отверстий размером порядка 50-250 мм. К ним прибегают при работе на вертикально-расточном оборудовании;
- трехперые цельные зенкеры. К ним прибегают в целях обработки отверстий, чем диаметр не превышает 32 мм. Обычно они применяются при работе на сверлильных станках;
- четырехперые насадные зенкеры. Основное их назначение заключается в обработке отверстий, размер которых не превышает 80 мм. Они являются обязательным элементом при выполнении расточных работ на сверлильном оборудовании.
 Обычно они применяются при работе на сверлильных станках;
Обычно они применяются при работе на сверлильных станках;Расточная головка — определение
Под этим рабочим инструментом принято понимать приспособление для расточного станка, которое позволяет зафиксировать один или несколько резцов. Местом размещения резцов служит расточная головка. При этом они должны соответствовать диаметру обрабатываемого отверстия. Крепить их можно при помощи микрометрических винтов. Также к ним могут прибегать для создания радиальной подачи.Установка расточной головки производится в конусе шпинделя фрезерного станка при помощи хвостовика. В некоторых случаях ее можно закреплять на оправке. Для фиксации корпуса расточной головки, которая необходима для предотвращения от поворачивания шпонкой, используют гайку, которая заворачивается на оправке. В процессе работы резцедержатель начинает двигаться по направляющим корпуса. Любой оборот шпинделя приводит к вращению винта, который скреплен с конической зубчатой передачей, фиксацию которого обеспечивает звездочка, непосредственно взаимодействующая своим зубом с упором. Это в свою очередь позволяет обеспечивать радиальную подачу.
В процессе работы резцедержатель начинает двигаться по направляющим корпуса. Любой оборот шпинделя приводит к вращению винта, который скреплен с конической зубчатой передачей, фиксацию которого обеспечивает звездочка, непосредственно взаимодействующая своим зубом с упором. Это в свою очередь позволяет обеспечивать радиальную подачу.
Виды расточных головок
Предлагаемые на текущий момент расточные головки для фрезерного оборудования могут быть классифицированы на две основные группы:
- инструмент с ручной подачей;
- устройство автоматической радиальной подачей.
Головки с ручной подачей
Особого внимания заслуживает расточная головка для станка с ручной подачей. Их востребованность обусловлена наилучшими характеристиками. Дело в том, что в качестве материала для нее выступает высококачественная сталь, с которой проводят процедуру термического закаливания и последующую шлифовку.Как раз благодаря подобному решению и удается выполнять гладкие и высококачественные резьбовые поверхности изделия. Что же касается устройства расточной головки, то именно ее особенности позволяют выбирать требуемый диаметр для обрабатываемых поверхностей: этот параметр лежит в диапазоне от 10 до 470 мм.
Что же касается устройства расточной головки, то именно ее особенности позволяют выбирать требуемый диаметр для обрабатываемых поверхностей: этот параметр лежит в диапазоне от 10 до 470 мм.
Головки с автоматической радиальной подачей
Ко второму виду расточных головок для фрезерного оборудования чаще всего прибегают для выполнения различных металлообрабатывающих операций. В первую очередь, когда возникает необходимость в растачивании поверхностей, торцевании, точении любых наружных поверхностей и пр. Иными словами, рассматриваемая разновидность расточных головок подходит для выполнения большого количества операций, которые могут возникать во время обработки стальных заготовок. Если говорить про особенности этой головки, то следует отметить наличие автоматической радиальной подачи, которая и позволяет осуществлять ступенчатую обработку металла.
Также важным моментом является и то, что подобные расточные головки для фрезерного оборудования отличаются достаточно широким выбором. По этой причине следует очень тщательно выбирать это изделие, поскольку это в последующем скажется на результате обработки.
По этой причине следует очень тщательно выбирать это изделие, поскольку это в последующем скажется на результате обработки.
Устройство и принцип работы
В конструкции расточной головки можно выделить следующие основные элементы:- конический хвостовик;
- ступица;
- пиноль.
Местом крепления ступицы служит хвостовик, к которой он фиксируется при помощи четырех винтов. Причем два из них параллельно фиксируют и пиноль. Фиксацию резца обеспечивает ползун, который двигается по двум находящимся внутри пиноли цилиндрическим направляющим. Двигаться ползун заставляет ходовой винт.
Если рассматривать принцип работы расточной головки, то в нем можно выделить следующие особенности. Шпиндель фрезерного станка используется для закрепления хвостовой части, причем последняя фиксируется при помощи штатного затяжного винта. Перед обработкой заготовку помещают в тиски или размещают на столе станка.
Если приходится обрабатывать отверстие размером до 40 мм, то для выбора положения резца по отношению к центру отверстия следует выполнять манипуляции только с ползуном. При работе с отверстиями, чей диаметр не превышает 85 мм, работу по растачиванию выполняют в два приема. Первый этап полностью аналогичен вышеописанной операции. Что же касается второго, то для этого необходимо ползун выставить в изначальное положение, слегка открутить зажимные винты и передвинуть пиноль до упора в ступицу.
При работе с отверстиями, чей диаметр не превышает 85 мм, работу по растачиванию выполняют в два приема. Первый этап полностью аналогичен вышеописанной операции. Что же касается второго, то для этого необходимо ползун выставить в изначальное положение, слегка открутить зажимные винты и передвинуть пиноль до упора в ступицу.
Для сверки диаметра отверстия используется специальная школа, которая находится на торцевой поверхности втулки. К рассматриваемому расточному приспособлению обязательно прилагается рукоятка для ходового винта и зажимных винтов.
Заключение
Работа по обработке отверстий различного диаметра требует применения различных элементов оснастки фрезерного станка. К их числу следует отнести и расточную головку. От этого элемента во многом зависит качество выполнения растачивания изделий. Поэтому необходимо правильно подобрать его с учетом характеристик обрабатываемых отверстий.
 youtube.com/embed/MuGX8VpT6O8″/> Оцените статью: Поделитесь с друзьями!
youtube.com/embed/MuGX8VpT6O8″/> Оцените статью: Поделитесь с друзьями!Простой центроискатель для сверлильного и фрезерного станков своими руками
Расточная головка – это основной инструмент для выполнения работ по обработке существующих отверстий до заданных параметров. Подобные работы: будь то расширение сквозного отверстия до нужного диаметра или смещение его относительно изначально заданной оси – производятся только по окончании сверлильных работ.
Расточные головки могут устанавливаться на различные типы станков. Существуют специализированные координатно-расточные агрегаты, конструкция которых оптимально подходит для расточных работ. Кроме того, аналогичную обработку можно выполнять на токарных или фрезерных станках.
Конструктивные особенности расточных головок
Конструкция инструмента позволяет разместить одновременно несколько резцов. Практика показала, что оптимальное число режущих элементов – 2 при условии их радиально расположения. Такая конфигурация обладает следующими преимуществами:
- Благодаря сбалансированному расположению точность обработки повышается.
- Снижается уровень вибрации.
- Динамические показатели станка улучшаются.

Увеличение количества резцов негативно влияет на баланс головки. Вследствие этого расточные работы не будут обладать высокой точностью, особенно на высоких оборотах, что снижает производительность станка.
Монтаж расточной головки на металлообрабатывающий агрегат осуществляется на шпиндельный вал, который передает момент вращения от привода станка. Во избежание вылета головки в процессе эксплуатации инструмент фиксируется винтами или гайками.
Основными узлами расточной головки являются:
- Ступица. Следуя из названия, ступица устанавливается на шпиндель станка с помощью хвостовика. Для надежного крепления имеются четыре винта, из которых два параллельно фиксируют пиноль.
- Пиноль. Место монтажа рабочего резца расточной головки.
- Ползун. Подвижный элемент пиноли. Движение осуществляется путем вращения приводного винта. Служит регулировочным механизмом для выставления резцов по центрам.
- Хвостовик. Узел для передачи вращательного момента от шпиндельной части к режущим элементам.

Оснастка для координатно-расточных станков
Координатно-расточные станки оснащают многочисленными приспособлениями, измерительным и специальным режущим инструментом для выполнения работ высокой точности. К их числу относят центроискатель с индикатором, оптический центроискатель, оправку-центроискатель, установочный центр, патроны, поворотно-делительные столы и др.
Универсальный резцедержатель
Универсальный резцедержатель (головка расточная) предназначен для расточки отверстий и подрезки торцов во время вращения шпинделя и при автоматической радиальной подаче резца.
Корпус резцедержателя закрепляют в шпинделе станка. Ползун, в котором закрепляют резец, может перемещаться в корпусе по направляющим типа ласточкина хвоста в радиальном направлении.
Ползун, в котором закрепляют резец, может перемещаться в корпусе по направляющим типа ласточкина хвоста в радиальном направлении.
При подрезке торца корпуса резцедержателя вращается вместе со шпинделем станка. Кольцо, соединенное с кольцом рукояткой, удерживается от вращения. В кольце установлены штыри, которые благодаря выточкам и шарикам могут занимать два фиксированных положения: положение Е — включено и положение М — выключено. Звездочка, находясь в корпусе резцедержателя, вращается вместе с ним. При вращении шпинделя станка звездочка своим зубом сцепляется со штырем, находящимся в положении Е, и поворачивается вокруг своей оси. Угол поворота оси звездочки за один оборот шпинделя определяется числом включенных штырей. Поворот звездочки передается на червячную передачу, червяк которой выполнен за одно целое g ней. Ступица червячного колеса представляет собой гайку, в которую ввинчивают винт, который при подрезке торца детали закреплен в ползуне неподвижно. Следовательно, при вращении червячного колеса ползун будет перемещаться в радиальном направлении по неподвижному винту.
Штыри включают (положение Е) и выключают (положение М) при наладке резцедержателя вручную каждый штырь в отдельности, а чтобы штырь при включении не выпал, на кольце имеется буртик. В торце хвостовика резцедержателя имеется масленка.
Микроскоп-центроискатель
Микроскоп-центроискатель предназначен для совмещения кромки обрабатываемой детали или какой-либо ее точки с осью шпинделя и для установки вертикальной плоскости детали параллельно ходу стола или салазок. Корпус микроскопа имеет хвостовик, которым он крепится в конусном отверстии шпинделя станка. В корпусе смонтирована оптическая часть микроскопа, состоящая из объектива, призмы (зеркала), сетки с перекрестием и окуляра.
Схема выверки положения кромки обрабатываемой детали относительно оси шпинделя. Для этой цели пользуются проверочным (визирным) угольником, который устанавливают на обрабатываемую деталь и прижимают рукой. Риска, нанесенная на полированной горизонтальной плоскости, обращенной к микроскопу, должна совпадать с направлением вертикальной плоскости угольника.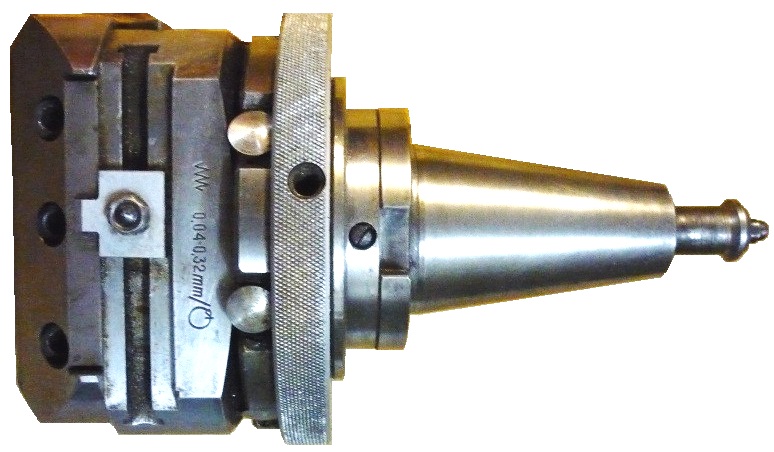 Микроскоп установлен в шпинделе станка. Наблюдая риску на угольнике через окуляр, добиваются такого изображения, при котором риска располагается в середине перекрытия. Вертикальная плоскость риски должна совпадать с опорной поверхностью угольника. К координатно-расточным станкам прикладывают большой набор различных приспособлений, таких, как резцедержатель с точной подачей, универсальный резцедержатель, борштанги и др..
Микроскоп установлен в шпинделе станка. Наблюдая риску на угольнике через окуляр, добиваются такого изображения, при котором риска располагается в середине перекрытия. Вертикальная плоскость риски должна совпадать с опорной поверхностью угольника. К координатно-расточным станкам прикладывают большой набор различных приспособлений, таких, как резцедержатель с точной подачей, универсальный резцедержатель, борштанги и др..
Центроискатель с индикатором
Центроискатель с индикатором предназначен для совмещения отверстий обрабатываемой детали, закрепленной на столе станка с осью шпинделя для выверки перпендикулярности торца детали к оси шпинделя для установки вертикальной плоскости или образующей цилиндрической поверхности обрабатываемой детали параллельно ходу стола или салазкам.
Корпус центроискателя закрепляют на линейке, которую конусным хвостовиком устанавливают в шпинделе. При контроле внутренних цилиндрических поверхностей щуп прижимается к проверяемой поверхности усилием пружины индикатора через, рычаг.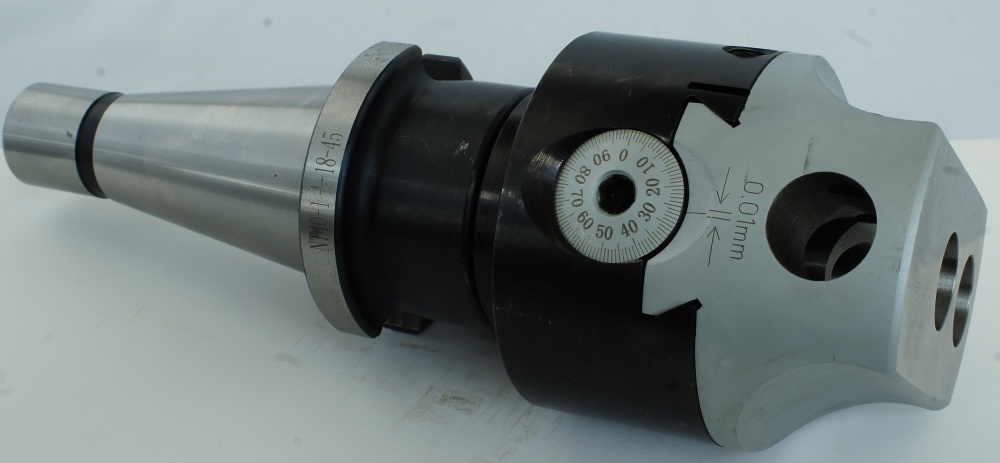 При контроле наружных цилиндрических поверхностей рукоятку со штоком необходимо вытянуть из корпуса центроискателя и развернуть на 90°. При этом пружина подаст шток вперед. Щуп будет прижиматься к контролируемой поверхности усилием пружины. При проверке торцов щуп вывинчивается, а индикатор закрепляется измерительным штифтом вниз. Схемы выверки: формы и расположения различных поверхностей внутренних цилиндрических, наружных цилиндрических, горизонтальных и вертикальных.
При контроле наружных цилиндрических поверхностей рукоятку со штоком необходимо вытянуть из корпуса центроискателя и развернуть на 90°. При этом пружина подаст шток вперед. Щуп будет прижиматься к контролируемой поверхности усилием пружины. При проверке торцов щуп вывинчивается, а индикатор закрепляется измерительным штифтом вниз. Схемы выверки: формы и расположения различных поверхностей внутренних цилиндрических, наружных цилиндрических, горизонтальных и вертикальных.
К координатно-расточному станку, как правило, прилагают два делительных стола. Делительный механизм и конструкция планшайбы обоих столов одинаковы, но отличаются наличием устройства для наклона планшайбы.
Горизонтальный поворотно-делительный стол
Шпиндель стола может вращаться с планшайбой относительно вертикальной оси. Установку деталей на поворотно-делительном столе применяют для работы в прямоугольной и полярной системах координат. Основное назначение горизонтальных поворотно-делительных столов состоит в точном отсчете угловых величин поворота, что при одновременном применении прямоугольной системы координат дает возможность производить обработку и в полярной системе координат, при которой координатами являются расстояние между осями отверстий и угол, отсчитываемый от измерительной базы. Поворотно-делительный стол закрепляют на столе станка после тщательной выверки относительного положения плоскостей планшайбы поворотно-делительного стола и плоскости стола.
Поворотно-делительный стол закрепляют на столе станка после тщательной выверки относительного положения плоскостей планшайбы поворотно-делительного стола и плоскости стола.
Положение оси вращения шпинделя относительно плоскости планшайбы проверяют индикатором, укрепленным в специальной оправке в шпинделе станка. При обработке деталей с поворотом стола следует совместить ось вращения шпинделя с осью поворота делительного стола. Такое совмещение осуществляют с помощью индикаторного центроискателя.
Обработка отверстий, расположенных по радиусу окружности в плоских деталях, может быть выполнена как в полярной, так и в прямоугольной системе координат.
Горизонтальный поворотно-делительный Стол может вращаться только в горизонтальной плоскости.
Универсальный поворотно-делительный стол
Стол имеет два делительных устройства: первое отсчитывает угол поворота плоскости планшайбы вокруг вертикальной оси (0—360°), а второе—угол наклона от 0 до 90°. На универсальных поворотно-делительных столах размечают и обрабатывают детали, оси отверстий и плоскости которых расположены под заданными углами относительно их установочной и измерительной баз. При одном установе детали можно расточить и разметить отверстия, заданные как в прямоугольной, так и в полярной системе координат.
На универсальных поворотно-делительных столах размечают и обрабатывают детали, оси отверстий и плоскости которых расположены под заданными углами относительно их установочной и измерительной баз. При одном установе детали можно расточить и разметить отверстия, заданные как в прямоугольной, так и в полярной системе координат.
Отсчет угловых величин наклона оси шпинделя универсально- поворотного стола с механической измерительной системой можно производить с точностью 1—2, а с применением оптической измерительной системы с точностью 1—6.
Универсально-поворотные столы устанавливают на столе станка так, чтобы их установочные сухари попадали в точные Т-образные пазы стола. При установке универсально-поворотного стола проверяют параллельность рабочей плоскости поворотного стола и перемещения шпинделя или стола станка, вертикальность при горизонтальном расположении оси планшайбы, поворотного стола, перпендикулярность рабочей плоскости планшайбы оси шпинделя станка. Эти проверки осуществляют индикатором, установленным в специальной оправке в шпинделе станка.
Выверка оси поворотного стола относительно оси шпинделя станка с помощью индикаторного центроискателя и центрирующего стержня с шаровым наконечником.
Вспомогательный инструмент
В комплект вспомогательного инструмента для координатно-расточных станков может входить девять сменных цанг диаметрами 4, 5, 6, 8, 10, 12, 14, 16 и 18 мм для крепления инструмента с цилиндрическим хвостовиком и сверлильный патрон для сверл диаметром до 10 мм. Со станком также может поставляться два комплекта переходных втулок для крепления инструмента с конусным хвостовиком в приемном конусе Шпинделя, пружинный керн для разметки на станке и пробчатый стол для крепления обрабатываемых деталей небольшой высоты или требующих крепления на вертикальную плоскость. Коробчатый стол снабжен Т-образными пазами на двух строго перпендикулярных плоскостях.
Принцип работы инструмента
Хвостовик вставляется в конусное отверстие шпиндельного механизма координатно-расточного станка. Для точной работы без вибрации хвостовая часть головки должна в точности повторять контуры шпинделя. После монтажа хвостовая часть фиксируется штатным винтом станка.
Для точной работы без вибрации хвостовая часть головки должна в точности повторять контуры шпинделя. После монтажа хвостовая часть фиксируется штатным винтом станка.
Согласно требованиям технологии обработки заготовку необходимо тщательно зафиксировать в неподвижном положении во избежание смещения во время расточных работ. Такое положение позволяет головке точно выполнять свои функции с минимальным риском получения брака.
При обработке небольших отверстий, диаметр которых не превышает 40 мм, положение резцов регулируется только перемещением ползуна.
При работе с отверстиями большего диаметра после регулировки ползуна его возвращают в начальное положение и после ослабления крепежных элементов пиноль передвигают в ступицу до упора. Таким образом, расточка выполняется за два этапа.
Конструкция детали и принцип работы
Вообще, расточная головка позволяет разместить как один, так и сразу несколько режущих элементов, однако советуют прибегать к оптимальной конструкции с двумя радиально расположенными зубьями, так как это:
- Способствует уравновешиванию радиальной составляющей силы нарезки, что положительно сказывается на точности;
- Значительно сокращает поток идущей от инструмента вибрации;
- В принципе положительно сказывается на динамике процесса расточки.

При этом увеличение зубьев положительно на работе не скажется, так как это влечёт за собой усложнение всей конструкции, плюс, лишает возможности оператора за станком работать на больших скоростях (чревато появлением брака).
Крепление расточной головки осуществляется в шпинделе станка(на основном исполнительном органе фрезерного станка, то есть, по сути, вращающем валу, который передаёт усилие от двигателя станка), при этом корпус детали накрепко фиксируется при помощи гайки (или группы гаек, или с помощью микрометрических винтов).
Основными же компонентами конструкции такого оборудования являются следующие детали:
- Ступица – центральная часть оборудования с небольшим отверстием, которое необходимо для насадки на крутящий элемент. Место крепления данной детали – это хвостовик, описанный ниже, крепёж осуществляется через четыре винта, два из которых дополнительно соединяют пиноль;
- Пиноль, который закрепляет уже режущий элемент;
- Ползун, который представляет собой перемещающуюся деталь внутри пиноли по двум направляющим с помощью ходового винта. С его помощью можно осуществлять регулировку положения режущего компонента относительно центра имеющегося отверстия;
- Конусовидный хвостовик, точно соответствующий по размерам переднему отверстию шпинделя. Через данную деталь передаётся вращение инструменту.
 С его помощью можно осуществлять регулировку положения режущего компонента относительно центра имеющегося отверстия;
С его помощью можно осуществлять регулировку положения режущего компонента относительно центра имеющегося отверстия;Процесс работы с расточной головкой заключается в следующем:
- Хвостовик вставляется в шпиндель (в конусовидное отверстие), после чего затягивается винтом для обеспечения герметичности;
- После этого деталь накрепко должна быть установлена в тисках или каком-либо другом подобном оборудовании;
- Если необходимо расточить отверстие менее 40 мм, то регулировка положения режущего компонента осуществляется только с помощью ползуна;
- В случае расточки отверстия большего диаметра (до 85 мм) следует сначала повторить описанное в пункте выше, после чего ползун переместить в его начальное положение, ослабить крепящие винты и перевести пиноль в ступицу до упора.

Ниже представленно видео подготовки расточной головки к работе и непосредственное ее использование.
Виды расточных головок
Рассматриваемый металлообрабатывающий инструмент делится на два типа, которые отличаются видом подачи:
- Ручные.
- Автоматические.
Рассмотрим их подробнее.
Головки с ручной подачей
Данный тип использовался на самых первых расточных станках с простейшими системами числового программного управления. Они используются для получистовой обработки отверстий в металлических изделиях с диаметром от 10 до 630 мм. В современных условиях их активно используют в качестве инструмента для выполнения работ, к которым не предъявляют высоких требований по классу точности (до 0,04 мм).
В качестве материала изготовления используется высококачественная инструментальная сталь, которая подвергается высокотемпературной закалке и финишной обработке на шлифовальных станках.
Головки с автоматической подачей
Устройства с автоматической подачей отличаются универсальностью использования. Их применяют для последовательного выполнения следующих видов обработки:
Их применяют для последовательного выполнения следующих видов обработки:
- расточки;
- торцевания;
- точения.
И прочих работ, необходимость в которых может возникнуть в процессе обработки металлических изделий. Универсальная конструкция позволяет устанавливать их не только на фрезерные станки, но на горизонтально-расточное и координатно-расточное оборудование с числовым программным управлением.
В современной металлообрабатывающей промышленности автоматический инструмент играет важную роль, поскольку именно на использование подобного оборудования ориентированы новейшие станки.
Конструкция современных станков, например производства компании SORALUCE, предусматривает установку на одну единицу оборудования сразу нескольких головок. Многошпиндельная модульная система позволяет производить работы различного диаметра и глубины, что увеличивает производительность, исключая затраты времени на замену съемных режущих элементов.
По глубине воздействия выделяют две основные группы:
- Малоглубинные. Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.
- Большеглубинные. Данный тип предназначен для расточки отверстий в металле на большой глубине. По сравнению с малоглубинным инструментом конструкция более сложная за счет наличия механизма по удалению металлической стружки, образовывающейся в процессе эксплуатации. Побочные продукты обработки могут выводиться как внешним, так и внутренним способом. Имеется возможность установки съемных резцов.
 Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.
Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.Делительная и расточная головка для фрезерного станка
Делительная фрезерная головка является дополнительным оборудованием, которое расширяет возможности фрезерного станка в работах по металлу.
В первую очередь, фрезерная головка используется для производства различных инструментов — метчиков, зенкеров, разверток, фрез и т. д. Применяют ее, также при работе с профильными деталями машин — звездочки, зубчатые колеса.
д. Применяют ее, также при работе с профильными деталями машин — звездочки, зубчатые колеса.
Универсальная делительная головка
Использование такого устройства позволяет вырезать пазы и шлицы на отдельных поверхностях, обрабатывать торцы деталей, формировать грани у гаек и головок болтов, и многие другие технологические операции.
При выполнении работ на фрезерном станке вертикальной ориентации используется вертикальная фрезерная головка с вертикальным расположением шпинделя.
Виды делительных головок
Как дополнительное оборудование, для работ по металлу с профильными деталями, фрезерная головка может быть установлена на фрезерном станке любого типа (горизонтальном, вертикальном, универсальном).
Разделяются такие устройства по нескольким видам:
- простая;
- универсальная;
- оптическая.
Простая делительная головка
Применяется в случае, когда возникает необходимость деления окружности, по которой вращается обрабатываемая деталь. Такого типа приспособления имеют делительный диск (лимб), который закреплен на шпинделе самой головки и имеет отверстия или шлицевые деления, количеством 12, 24, 30, для фиксации защелки.
Такого типа приспособления имеют делительный диск (лимб), который закреплен на шпинделе самой головки и имеет отверстия или шлицевые деления, количеством 12, 24, 30, для фиксации защелки.
Простая делительная головка для фрезерного станка
Диски, которые имеют 12 отверстий (делений) позволяют разделить один оборот детали вокруг своей оси на 2, 3, 4, 6, 12 одинаковых частей. Наличие 24-х меток позволяет сделать такое же деление в следующем порядке — 2, 3, 4, 6, 12, 24 части. Диск, имеющий 30 отверстий, делит круг вращения детали на 2, 3, 5, 6, 15, 30 частей.
Изготовленные своими руками, под конкретные нужды в работе по металлу, диски могут иметь другие показатели по параметрам деления, в том числе и на неравные части.
В простой делительной головке шпиндель поворачивается с помощью червячной передачи. Червячное колесо, которое насажено на шпиндель, выполняет функции делительного диска с тремя рядами отверстий. При вращении рукоятки, которая находится на одном валу с червяком, происходит изменение положения шпинделя.
Использование червячной передачи позволяет получать плавное вращение, при котором задача попасть штифтом в нежное отверстие на диске значительно облегчается.
Такое устройство позволяет проводить деление, без каких либо дополнительных механизмов, простым поворотом диска. Этот метод деления называют непосредственным. Для выполнения более широких функций, простая головка может и не подойти, поэтому существует другой вариант — универсальный.
Резцы для расточных головок
Все резцы независимо от типа состоят из держателя, на который крепится режущий элемент. Держатель монтируют на штатное место рабочего оборудования.
Строение режущего элемента, который называют головкой, имеет свои особенности:
- Цельные головки изготавливают из высококачественной инструментальной или быстрорежущей стали. Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
- Рабочая часть представляет собой припаянную пластину из высокопрочного сплава, в состав которого входят различные добавки, улучшающие качество материала. Наиболее распространенный тип.
- Встречаются конструкции, в которых режущая пластина крепится к держателю механическим способом. Данный метод применяется для режущих частей из металлокерамических материалов.
 Наиболее распространенный тип.
Наиболее распространенный тип.Расточные головки различаются по способу применения:
- Для глухих отверстий.
- Для сквозных отверстий.
На приспособлениях для несквозных отверстий пластина имеет треугольную форму. Это очень удобно при выполнении расточных работ, которые начинают с центра отверстия. Чем длиннее держатель, тем больше диапазон действия инструмента.
Существуют и универсальные расточные резцы, на которых предусмотрена установка сменных пластин различных форм, что позволяет выполнять разнообразные работы одним и тем же держателем.
Хроники фрилансера
Хотелось доделать одну деталь, приобрел расточную головку, под конус км2 и 6ть мм резец. К большому сожалению как всегда продали немного поломанное -(зажимной винт для резца надо менять). Ну и не было квадратных ключей в комплекте, это я знал заранее. Цена была в 5-ть раз дешевле нового китайского изделия.
Ну и не было квадратных ключей в комплекте, это я знал заранее. Цена была в 5-ть раз дешевле нового китайского изделия.
Разобрал, смазал это дело внутри. почистил, собрал. Головка сделана хорошо, точность сборки замечательная. Но резец не зажимается нормально, поэтому работать пока не возможно. Виноват раздолбанный установочный болт. Проблема в том что резьба установочного винта там нестандартная M8*1.00*10мм. Просто так найти не получилось. Вероятно буду подрезать туда стандартный или вытачивать другой. Благо дело, после «Таврии» у меня остался набор «нестандартных» плашек.
«Проточил» пару резцов. Были они на 12мм изначально. На первый, при расточке, дал слишком большую нагрузку (1мм съем с радиуса — 1000 об/мин) и поломал. Второй сделал с выемкой. Державка из обычной стали. Непонятно зачем ее зачернили.
Вкратце — понравился инструмент, хорошо и плавно регулируется по диаметру. модно делать отверстия от 7 мм вроде как. Точно не замерял, но по дюралюминию — работать достаточно удобно и приятно.
Upd. Начал делать установочный винт М8*1.00. Цена на 5-ток таких винтов на ибее, если с доставкой — зашкаливает под 16-ть долларов. Если вам надо — следует искать по словосочетанию — M8 x 10mm Metric Fine Pitch 1.0 Socket Grub Screws. Конечно я не сделаю такой супер болт, но стоимость сделанного будет около 7-ми гриваков. И то потому, что взял в качестве заготовки болт от УСП12. Собственно другого ничего под руками не было. А хотелось попрочней. Болт, оказалось, не закален ни разу, проточился спокойно. Теперь осталось нарезать резьбу м8*1. Буду делать это плашкой, она хоть и нестандартная но явно — не 16 долларов стоит.
Вот проточено уже, под диаметр 8,0 мм. Кстати, наконец, после лекций Леонтьева, дошло что станок снимает с диаметра. Все никак не мог понять.
Кстати, — очень тяжко дается отрезание таких заготовок. Станок «не тянет». Наверное надо будет просто отрезным диском резать, он в проксоне очень неплохо работает.
Upd. Вероятно было правильное настроение, нашел и плашку м8*1 и нарезал нормально. Резьбу делал зажимая плашку между головкой токарника и разведенным патроном в задней бабке. Получилось достаточно неплохо. Честно говоря не знаю как иначе так же точно ее нарезать, не меняя шестерни в гитаре (пока ниразу не менял). В итоге имею рабочую расточную головку.
Резьбу делал зажимая плашку между головкой токарника и разведенным патроном в задней бабке. Получилось достаточно неплохо. Честно говоря не знаю как иначе так же точно ее нарезать, не меняя шестерни в гитаре (пока ниразу не менял). В итоге имею рабочую расточную головку.
Слева — сделанный винт, справа тот что был в комплекте с головкой. Сделал под простой прямой шлиц, совершенно не представляю как можно сделать квадратное отверстие 5*5 мм. Наверное как-то выдолбить.
Новый винт в расточной головке.
Вид сверху, немного больше выступает хотя это дело поправимое, вприципе. Будет мешать — сделаю второй вариант, покороче. Кусок УСП12-го винта еще остался.
Вот такие дела, остается сделать или купить парочку ключей-квадратов 4*4, для перемещения и фиксации головки.
Upd. Кроме того пришлось немного укоротить держатель, сначала на заточном, потом зажал в токарном и
снял пару миллиметров, потом промыл дыру спиртом, смазал.
Оказалось, что максимальное отверстие обработки у головки — 30,5мм. Прямо скажем немного. Хотелось бы раза в два больше.
Прямо скажем немного. Хотелось бы раза в два больше.
Качество обработки поверхности — отличное. Особенно большого отверстий. На меньших, очевидно надо повышать скорость вращения на чистовых проходах, или скорость подачи. Головка регулируется в сотых миллиметра по диаметру съема.
Вероятно можно также проточить и держатель со смещением до 6-ти мм, что даст дополнительные 6мм к диаметру съема, но под рукой не было 4-х кулачковой токарной головки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Правила выбора расточной головки
Прежде всего необходимо определиться с назначением инструмента. Для расточных работ чернового типа используют устройства с двумя лезвиями при условии наличия механизма регулировки припуска. Финишную обработку выполняют одним режущим элементом, что позволяет добиться высокой точности работ.
Важнейшими характеристиками рассматриваемого инструмента являются:
- Рабочий ход ползуна.
- Максимальное количество оборотов.
- Скорость подачи.

Для начинающих токарей рекомендуем использовать продукцию фирмы Sandvik Coromant. Их головки просты в эксплуатации, что позволяет быстро освоить необходимые навыки.
Расточные головки – не самый популярный инструмент, хотя роль данных приспособлений в области металлообработки сложно переоценить. А вы сталкивались с расточными работами? Операции выполнялись на станках с ЧПУ или нет? Опишите ваши впечатления в комментариях.
Принцип работы
Диаметр отверстия, получаемый сверлением, ограничен. Для его увеличения делается расточка.
В шпинделе крепится расточная головка. Резец вставляется в паз ползуна, режущая кромка выставляется по оси вращения. Ходовым винтом инструмент подводится на нужный размер – отверстие плюс глубина резания.
При вращении шпинделя закрепленная на столе деталь движется в сторону станины. Вращающийся по кругу резец обрабатывает отверстие на заданный размер. Затем ползун смещается наружу, и так за каждый проход снимается стружка, увеличивается размер внутренней полости.
Расточка отверстий малого диаметра выполняется торцевыми резцами с длинным стеблем-оправкой. Он вставляется в торец ползуна. Расточка до нужного размера обеспечивается сменой резцов с разной величиной головки. Такие инструменты продаются комплектами с указанием минимального и максимального диаметра.
Растачиваемые отверстия делятся:
Их растачивают одним типом головки, меняют только резцы. Для сквозного устанавливают обычные проходные. Дно глухих полостей зачищают торцевыми с 2 режущими кромками.
По механизму работы и настройки расточные головки делят:
- с ручной подачей;
- автоматические.
Каждый вид имеет свои преимущества.
С ручной подачей
Станочник перемещает салазки с закрепленным в нем резцом вручную, проворачивая ходовой винт ключом. В простых приспособлениях после каждого прохода отпускаются винты, подвигается резец на глубину реза, и снова затягивается крепеж.
Такие приспособления можно сделать самостоятельно. Они жесткие, простые, способны снять за один проход толстый слой металла. Поймать размер с припуском 0,005 мм головкой с ручной подачей сложно. Расточными головками с ручной подачей изготавливают только отверстия с ровными поверхностями одного размера.
Они жесткие, простые, способны снять за один проход толстый слой металла. Поймать размер с припуском 0,005 мм головкой с ручной подачей сложно. Расточными головками с ручной подачей изготавливают только отверстия с ровными поверхностями одного размера.
С автоматической радиальной подачей
Автоматическая подача осуществляется за счет специальной муфты, передающей при включении вращение со шпинделя на ходовой винт. Это позволяет менять положение резца на любом участке по длине отверстия и выполнять канавки, конусы, фигурные вырезы.
Приспособления с автоматической радиальной подачей ползуна – резца, менее жесткие. Они снимают за один проход не более 0,02 мм металла. Точность настройки высокая, до 0,002 мм.
Оснастка для фрезерных станков – общая информация
Сложно ли обучаться работе на фрезерном станке? Скорее всего, сложно. Однако изучить основные приемы на таком оборудовании, будет гораздо проще, если вы сможете ознакомиться с основными комплектующими и принадлежностями, которые вам необходимы для работы. В данном материале речь пойдет про то, какая существует оснастка для фрезерных станков.
В данном материале речь пойдет про то, какая существует оснастка для фрезерных станков.
Стоит отметить, что к оснастке относят такие виды приспособлений как фрезы, патроны и оправки. Без использования таких комплектующих, даже самый современный фрезерный станок представляет собой лишь груду металла. Использование вышеназванных приспособлений позволяет осуществить производство даже самой сложной детали.
Виды
комплектующих для фрезерных станков.Безусловно, самым главным приспособлением в работе фрезерного станка, является фреза. Такая деталь представляет собой тело вращения, оснащенное зубьями. В зависимости от геометрии режущего инструмента, зависит и форма поверхности, которая получается после обработки. Используя в работе различные комбинации, существует возможность осуществить производство детали, имеющей прямую, фасонную или цилиндрическую форму.
Оснастка, предназначенная для крепления инструментов.
Оснастка различается между собой по материалу изготовления. Те виды оснасток, которые используются в процессе обработки деревянных изделий, невозможно использовать для обработки металла.
Те виды оснасток, которые используются в процессе обработки деревянных изделий, невозможно использовать для обработки металла.
По способу крепления, оснастка делится на два типа – насадную и концевую. В насадной насадке инструмент надевают на шпиндель при помощи оправки. В свою очередь, в концевой насадке инструмент зажимается при помощи патрона, а также цанги. Отметим, что оправки также разделены на два типа. Центровые виды оправок могут иметь конический хвостик. Размер таких элементов соответствует размеру шпинделя. На оправки данного типа можно закреплять два режущих инструмента. В результате, производственный процесс становится более эффективным. Концевые фрезы конического типа закрепляются в шпинделе и затягиваются винтом. В том случае, если размер хвостика режущего инструмента не подходит под размеры шпинделя, то используются переходные втулки. Для использования концевой фрезы цилиндрической формы, требуется применить специальный патрон, имеющий цангу. На сегодняшний день, все вышеперечисленные комплектующие, а также инструменты можно купить в компании Балтексим.
Посетив сайт компании Балтексим, каждый человек имеет возможность ознакомиться со всеми видами оснасток предлагаемых компанией. Отметим, что купить комплектующие для фрезерного станка достаточно просто. Для этого вам необходимо связаться с одним из менеджеров компании и обсудить основные нюансы совершения покупки. В случае необходимости, наш сотрудник сможет предоставить бесплатную консультацию по поводу товаров данного типа, представленных в каталоге компании. Отметим, что такой расходный материал для фрезерных станков отличается высоким качеством и надежностью. Среди прочих преимуществ, продаваемых комплектующих, можно выделить:
- доступную стоимость;
- предоставление гарантии на товар;
- долговечность эксплуатации.
Благодаря тому, что мы стремимся работать на результат, совершить такую покупку можно в кратчайшие сроки. Если вы впервые покупаете комплектующие, то нами могут быть даны рекомендации по поводу выбора того или иного товара, соответствующего техническим особенностям выбранного оборудования. Совершив покупку у нас, вы останетесь ей довольны и вполне возможно, обратитесь в компанию Балтексим и в дальнейшем будущем.
Совершив покупку у нас, вы останетесь ей довольны и вполне возможно, обратитесь в компанию Балтексим и в дальнейшем будущем.
Опубликовано: , Обновлено:
Головки расточные концевые – Энциклопедия по машиностроению XXL
Головки расточные концевые ГОСТ [c.749]В табл. 2 даны основные размеры борштанг, на которых можно укреплять призматические резцы, плавающие развертки, разъемные расточные блоки и насадные расточные головки. Размеры концевых двухрезцовых расточных головок приведены в табл. 3. Резцы могут быть выставлены для обработки с разделением снимаемого припуска между резцами или для обработки двухрезцовым инструментом с установкой резцов на один диаметр. Разъемные блоки (табл. 4) применяют для обработки соосных отверстий.
[c.401]
Разъемные блоки (табл. 4) применяют для обработки соосных отверстий.
[c.401]
Расточные головки и патроны двухрезцовые расточные головки, насадные головки для концевых оправок и борштанг, различный инструмент с радиальной подачей резца. [c.52]
Зенкеры диаметром 10 – 20 мм головки расточные двухлезвийные 80 – 250 мм и оправки однолезвийные диаметром 30 – 180 мм фрезы концевые диаметром 40 мм [c.468]
Для обработки отверстий резцами, расточными пластинами и головками на расточных станках применяют борштанги и концевые (консольные) оправки. [c.308]
Для более точного отсчета перемещения стола станка в поперечном и продольном направлениях и шпиндельной головки по вертикали применяют второй способ. Расточный станок оборудуют неподвижными и подвижными упорами с индикаторами, лотками для штихмасов и набором постоянных штихмасов. На фиг 125,в приведено такое индикаторное устройство. Здесь 1 — зажим 2 — концевой калибр 3 — пружинные прихваты 4 — микрометрический штихмас 5 — указатель для линейки 6 — индикатор 7 — шпиндельная бабка. [c.287]
[c.287]
На расточных станках можно производить разнохарактерные работы сверление и рассверливание отверстий сверлами зенкерование рассверленных или литых отверстий растачивание обыч- йое и алмазное гладких и ступенчатых отверстий последующее развертывание рассверленных, зенкерованных или расточенных отверстий подрезание торцов токарными и пластинчатыми резцами, фрезерными головками с помощью радиального суппорта, установленного на шпиндель растачивание и обтачивание поверхностей с помощью планшайбы нарезание резьбы метчиками и резцами фрезерование пазов концевыми и дисковыми фрезами, а также фрезерование фасонных поверхностей набором фрез. [c.52]
Вспомогательные инструменты, применяемые при работе на горизонтально-расточных станках, условно можно разделить на три группы консольные или концевые инструменты, двухопорные, расточные головки и патроны. [c.46]
Концевые двухрезцовые расточные головки (табл. 58) применяют для обработки отверстий диаметром 85—300 мм. [c.54]
[c.54]
Двухрезцовый инструмент применяется двух типов концевые, или насадные, головки с креплением в конусе шпинделя разъемные блоки и расточные головки с креплением на борштанге и опорой в задней стойке. [c.56]
Рис. 3.34 (продолжение) с диапазоном зажима 20-40 мм 5 – втулка переходная для концевых фрез 6 – патрон цанговый с диапазоном зажима 5-20 мм 7 – втулка переходная для инструмента с конусом Морзе с лапкой 8 – втулка переходная с конусом Морзе с резьбовым отверстием 9 – державка для регулируемых патронов, втулок и оправок 10 – оправка расточная для чернового растачивания отверстий II – оправка расточная для чистового растачивания 12 – оправка сборная для чистового растачивания 13 – оправка для подрезных пластин 14 – головка расточная двухзубая 15 – головка расточная универсальная 16 – патрон регулируемый цанговый с диапазоном зажима 5-25 мм 17 – втулка регулируемая с внутренним конусом Морзе 18 – втулка регулируемая длинная с внутренним конусом Морзе 19 – оправка регулируемая для насадных зенкеров и развёрток 20 – патрон регулируемый резьбонарезной 21 – оправка регулируемая для чернового растачивания 22 – оправка регулируемая расточная двухзубая 23 – оправка регулируемая для крепления пластин первых сверл 24 – оправка регулируемая для дисковых фрез 25 – патрон расточной регулируемый 26 – патрон сверлильный трехкулачковый с конусом Морзе 27 – патрон резьбонарезной с конусом Морзе 28 – патрон расточной с конусом Морзе 29 – оправка для насадных зенкеров и разверток с конусом Морзе [c.
 601]
601]Фрезерование на расточных станках выполняется довольно часто. Наружные плоскости, расположенные перпендикулярно к оси шпинделя, обрабатываются торцовой фрезой. Фрезерование плоскостей, расположенных параллельно оси шпинделя, выполняется крупными концевыми спиральными фрезами или торцовой фрезой при помощи угловой фрезерной головки. Концевые фрезы для уменьшения длины оправки выбираются несколько большего диаметра, чем шпиндель станка. При этом длина фрезы не должна превышать 2—2,5 диаметра из-за отжима шпинделя при фрезеровании. Концевые спиральные фрезы изготовляются с зубом, наплавленным быстрорежущей сталью для черновых проходов чгще применяются наборы спиральных фрез со вставными ножами. Фрезерование угловой головкой более производительно, но не всегда может быть применено из-за радиусов, остающихся после фрезерования в начале и в конце прохода и подлежащих доделке на других станках. [c.355]
| Рис. 156. Расточные головки а – двухрезцовая концевая б – насадная в – разъемная г – для упоров, применяемая при подфезке торцов и расточке выточек д – разъемная расточная с двумя резцами для установки на борштанге |
 Для консольной расточки применяются двухрезцовые концевые расточные головки, закрепляемые в шпинделе стайка (фиг. 50). Закрепляемые в них резцы по конструкции и размерам соответствуют резцам /ля разъемных блоков (см. табл. 61). Основные размеры концевых расточных голо-В015. приведены в табл. 62.
[c.146]
Для консольной расточки применяются двухрезцовые концевые расточные головки, закрепляемые в шпинделе стайка (фиг. 50). Закрепляемые в них резцы по конструкции и размерам соответствуют резцам /ля разъемных блоков (см. табл. 61). Основные размеры концевых расточных голо-В015. приведены в табл. 62.
[c.146]Фрезы. Наряду с чисто расточными работами на расточных станках широко практикуется фрезерование деталей фрезами и фрезерными головками. Концевые, цилиндрические и торцовые фрезы с крупными и нормальнььми зубьями применяются для обработки пазов. В большинстве случаев — это инструменты, изготовленные из быстрорежущей стали. В последнее время стали широко использоваться фрезы с напаянными винтовыми твердосплавными пластинками. Особенно хорошие результаты дает применение фрез с углом подъема винтовых канавок, увеличенным до 45° (фиг. 55). [c.120]
Ф резерование плоскостей, пазов и канавок на расточных станках— довольно распространенные операции. Наружные плоскости, расположенные перпендикулярно к оси шпинделя, обраба -тываются на таких станках торцовыми фрезами или фрезерными головками. Фрезерование же поверхностей, параллельных оси шпинделя, производится крупнозубыми концевыми фрезами с винтовыми канавками или фрезерными головками.
[c.205]
Наружные плоскости, расположенные перпендикулярно к оси шпинделя, обраба -тываются на таких станках торцовыми фрезами или фрезерными головками. Фрезерование же поверхностей, параллельных оси шпинделя, производится крупнозубыми концевыми фрезами с винтовыми канавками или фрезерными головками.
[c.205]
Непосредственно в хвостовики или через переходники и, тинители с помощью резьбового соединения могут устанавливаться расточные головки 7 н 8 с микрометрическим регулированием расточные патроны 12 цанговые патроны с разрезными цангами 13 патроны для концевых фрез larkson 14 [c.262]
Циклы растачивания
Код G85 вызывает стандартный цикл растачивания. Операция растачивания применяется для получения отверстий высокой точности с хорошей чистотой поверхности. В качестве инструмента используется расточной патрон с настроенным на определенный радиус резцом. Формат для цикла G85 похож на формат цикла сверления:
В качестве инструмента используется расточной патрон с настроенным на определенный радиус резцом. Формат для цикла G85 похож на формат цикла сверления:
G98 G85 Х10.0 Y10.0 Z-10.0 R10.0 F30
Цикл G85 выполняет перемещение расточного резца до дна отверстия на рабочей подаче с вращением шпинделя. Когда резец достигает дна, инструмент выводится из отверстия также на рабочей подаче.
Рис. 8.7. Процесс растачивания цилиндрического отверстия
Существует множество разновидностей цикла растачивания, которые отличаются друг от друга поведением при выводе инструмента из обработанного отверстия. В табл. 8.3 приведены наиболее распространенные расточные циклы.
Таблица 8.3. Расточные циклы
| Цикл растачивания | Описание цикла |
|---|---|
| G76 | При достижении дна отверстия расточной резец ориентируется определенным образом, и сдвигается от боковой поверхности (стенки) отверстия и выводится на ускоренной подаче. Для правильной работы с этим циклом необходимо правильно сориентировать инструмент при настройке и установке, иначе можно сломать инструмент или испортить деталь Для правильной работы с этим циклом необходимо правильно сориентировать инструмент при настройке и установке, иначе можно сломать инструмент или испортить деталь |
| G85 | Стандартный расточной цикл. Инструмент вводится в отверстие на рабочей подаче. При достижении заданной координаты инструмент выводится из отверстия на рабочей подаче |
| G86 | При достижении дна отверстия шпиндель прекращает вращаться и выводится из отверстия на ускоренной подаче. На боковой поверхности (стенке) отверстия, скорее всего, останется вертикальная риска |
| G87 | Поведение цикла может быть различным. У одних станков этот цикл выполняет растачивание за несколько рабочих операций, аналогично циклу прерывистого сверления. У других станков шпиндель останавливается на дне отверстия и выводится из него вручную. На большинстве современных ОЦ является циклом обратного растачивания |
| G88 | Аналогично G87. На дне отверстия можно задать время выдержки |
| G89 | Аналогично G85. На дне отверстия можно задать время выдержки На дне отверстия можно задать время выдержки |
кулачки расточных фрез (кулачки вертикальных токарных патронов) – патроны и кулачки
1. Наши кулачки расточных фрез полностью изготавливаются по индивидуальному заказу для использования на вертикальных токарных станках, тяжелых горизонтальных токарных станках, станках для глубокого сверления, вальцешлифовальных станках, сварочных позиционерах и т. Д. Эти кулачки расточных станков зажимают тяжелые и огромные заготовки, прикрепленные болтами к зажимным патронам, имеющим параллельную T -пазы и радиальные Т-образные пазы. Обычно один набор губок для расточных фрез включает 4 или 8 губок, но на самом деле вы можете запросить любое количество губок для расточных фрез в одном наборе в соответствии с требованиями приложения;
2.Эти губки для расточных фрез зажимают очень большие и тяжелые заготовки на вертикально-расточных или горизонтальных токарных станках. В некоторых случаях заводской вес достигает сотен тонн. Иногда устройства для увеличения зажимного усилия, такие как винты для увеличения зажимного усилия или рычажные зубчатые передачи, устанавливаются на губки расточного станка, чтобы один оператор мог эффективно приложить усилия зажима, достаточные для закрепления тяжелых работ;
В некоторых случаях заводской вес достигает сотен тонн. Иногда устройства для увеличения зажимного усилия, такие как винты для увеличения зажимного усилия или рычажные зубчатые передачи, устанавливаются на губки расточного станка, чтобы один оператор мог эффективно приложить усилия зажима, достаточные для закрепления тяжелых работ;
3. Для любых размеров губок бурильных фрез, цельные и двухкомпонентные строительные губки могут быть изготовлены на заказ в соответствии с вашими конкретными требованиями.В случае конструкции, состоящей из двух частей, губки расточного станка могут также иметь губки с мягким верхом, а также губки с твердым верхом, поэтому его можно использовать как для черновой, так и для тонкой обработки;
4. Основание кулачков расточного стана изготовлено из цельной литой стали, а верхние кулачки с закаленными и шлифованными зубцами из кованной легированной стали, полностью закалены до твердости HRC 45 – 48. По сравнению с закаленными верхними кулачками, закалены закалкой. верхние кулачки имеют гораздо большую глубину закалки, что позволяет очень долго изнашиваться при зажимных работах;
верхние кулачки имеют гораздо большую глубину закалки, что позволяет очень долго изнашиваться при зажимных работах;
5.Закаленные и отшлифованные верхние поверхности верхних кулачков позволяют точно позиционировать заготовки. Могут поставляться мягкие губки для случаев зажима заготовок при тонкой обработке;
6. Стандартные размеры наших кулачков расточного станка: 8 “X6”, 10 “X7”, 12 “X7”, 14 “X7”, 14 “X9”, до 600 мм X 320 мм (длина основания X по оси отверстий для болтов расстояние) или на заказ в зависимости от размера патрона, на котором будут устанавливаться губки расточной фрезы. Также доступны кулачки расточной фрезы, которые крепятся болтами к одинарным радиальным Т-образным пазам на патронах, с отверстиями для болтов на каждом конце основания кулачков.Иногда такие челюсти расточного станка используются как опора на сварочных позиционерах;
7. Подъем резьбовых отверстий в верхней части основания челюсти для подъема с помощью рым-болтов для безопасного и легкого обращения с челюстями расточной фрезы;
8. Каждый комплект губок расточного станка включает любое количество комплектов губок расточного станка по запросу. Наряду с губками для расточной фрезы могут быть предложены такие аксессуары, как Т-образные болты и гайки, поперечные шпонки с защитой от толчков;
Каждый комплект губок расточного станка включает любое количество комплектов губок расточного станка по запросу. Наряду с губками для расточной фрезы могут быть предложены такие аксессуары, как Т-образные болты и гайки, поперечные шпонки с защитой от толчков;
9.Для эффективного увеличения зажимного усилия каждой челюсти расточной фрезы можно выбрать комплект шестерен, увеличивающий зажимное усилие, и винтовые штоки, увеличивающие зажимное усилие, для установки на челюсти расточного станка.
8 “x6” из двух частей b кулачки для кольцевых фрез, поставленные французскому заказчику, который занимается производством клапанов.
600×230 мм Губки для расточных фрез, поставлены заказчику из США, который является крупным производителем горного оборудования.Этот набор кулачков расточного станка был установлен на вертикальном токарном станке с диаметром поворота 8000 мм.
450×240 мм кулачки расточного станка, поставленные заказчику в сфере производства ядерного оборудования, Длина основания кулачка 450 мм, расстояние между осевыми линиями болтовых отверстий 240 мм (т. е. расстояние между двумя соседними Т-образными пазами, параллельными друг другу на патроне машина). Этот набор губок для расточных фрез был установлен на сверхмощный горизонтальный токарно-расточной станок с ЧПУ с поворотом 2500 мм и диаметром 18000 мм.До н.э., они зажимали детали до 120 тонн. Зубчатые передачи, прикрепленные болтами к основанию челюстей, эффективно увеличивают зажимные усилия челюстей расточных фрез, так что один оператор может приводить в движение винтовые штоки челюстей для приложения достаточного зажимного усилия к огромным и тяжелым заготовкам.
е. расстояние между двумя соседними Т-образными пазами, параллельными друг другу на патроне машина). Этот набор губок для расточных фрез был установлен на сверхмощный горизонтальный токарно-расточной станок с ЧПУ с поворотом 2500 мм и диаметром 18000 мм.До н.э., они зажимали детали до 120 тонн. Зубчатые передачи, прикрепленные болтами к основанию челюстей, эффективно увеличивают зажимные усилия челюстей расточных фрез, так что один оператор может приводить в движение винтовые штоки челюстей для приложения достаточного зажимного усилия к огромным и тяжелым заготовкам.
Двухкомпонентные кулачки для расточных фрез 225 x 125 мм, поставленные заказчику из США, который использовал их на своем вертикальном токарном станке с ЧПУ Youji.
Двухкомпонентные губки 300×180 мм для расточных фрез для польского заказчика.Этот набор губок используется на вертикально-расточном станке Tos с патроном 4000 мм. Набор мягких губок для зажимных работ при тонкой обработке поставлялся с этим набором двухкомпонентных губок для расточных фрез.
Набор мягких губок для зажимных работ при тонкой обработке поставлялся с этим набором двухкомпонентных губок для расточных фрез.
| Для серьезных фрезерных работ фрезерные патроны Glacern в пять раз превосходят традиционные цанговые патроны и обладают невероятной прочностью и высокой точностью.
Благодаря нашей уникальной конструкции, снижающей вибрацию, этот инструмент идеально подходит для черновой, чистовой и даже твердой фрезерования.Встроенные игольчатые подшипники обеспечивают до 140% больше
опорная поверхность по сравнению с традиционными конструкциями и обеспечивает надежный зажим без деформации даже при тяжелом фрезеровании. Наши патроны проходят криогенную обработку при минусовых температурах
что предотвращает деформацию со временем. Никелированная и закаленная до 55 HRC. Конус и критические поверхности отшлифованы с точностью до TIR менее 0,0002 дюйма с концентричностью 0,00015 на отверстии цанги. Держатели MC75 имеют 0.Максимальная нагрузка 750 дюймов, поставляется с гаечным ключом в комплекте и совместим со следующими понижающими цангами:
MC125 держатели имеют максимальную нагрузку 1,250 дюйма, поставляются с гаечным ключом в комплекте и совместимы со следующими понижающими цангами:
Характеристики
|
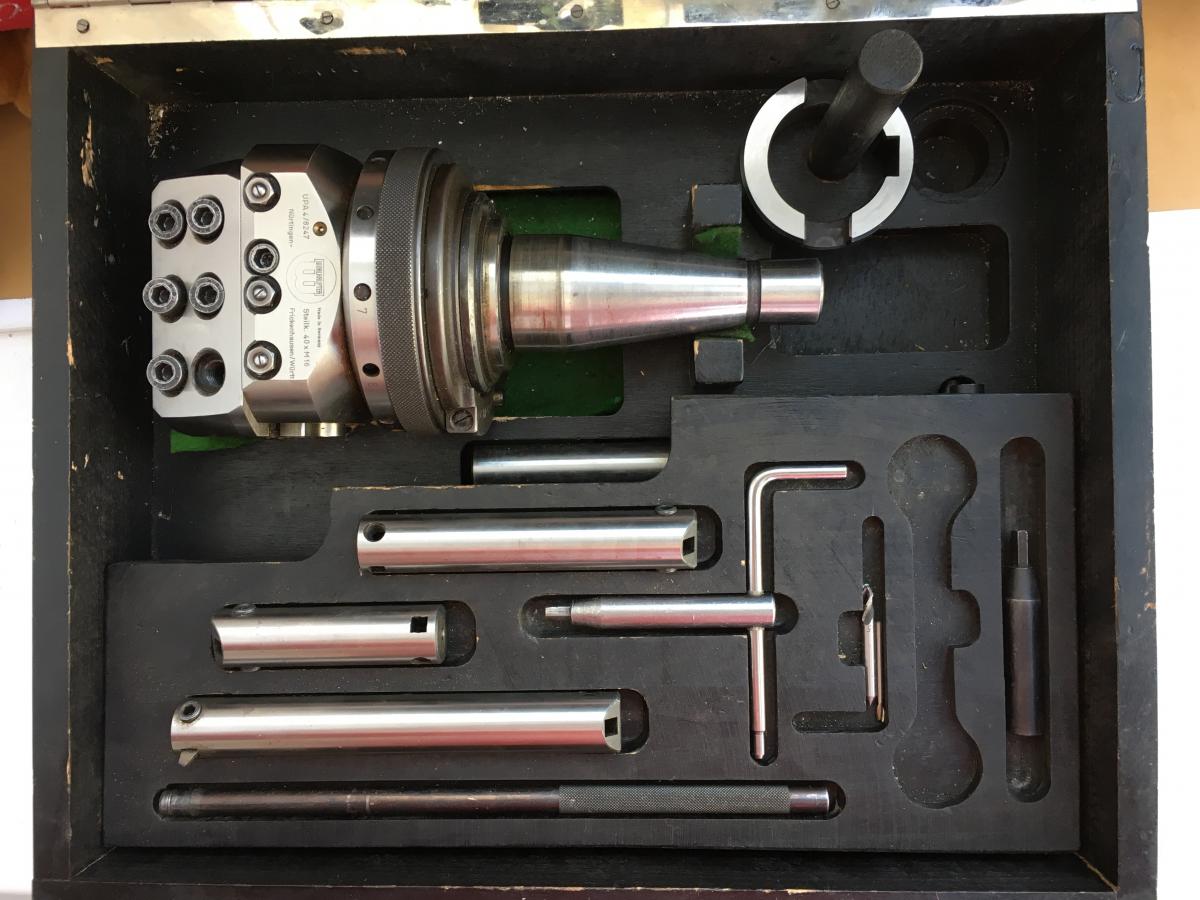
 5 при 20 000 об / мин
5 при 20 000 об / мин Смещенная расточная головка – производственные процессы 4-5
После центрирования заготовки на поворотном столе поверните шпиндель вручную так, чтобы кончик индикатора прошел по внутренней части отверстия. Отрегулируйте положение фрезерного стола по мере необходимости до тех пор, пока не будет замечено отклонение иглы.
Как отцентрировать шпиндель над центром поворотного стола.Вот некоторые из используемых методов.
Выполните следующую процедуру:
1. Совместите вертикальную головку со столом станка.
2. Установите поворотный стол на стол фрезерного станка.
3. Вставьте контрольную пробку в центральное отверстие поворотного стола.
4. Установите циферблатный индикатор на шпиндель фрезерного станка.
5. Когда циферблатный индикатор просто выровнял верхнюю часть тестовой заглушки, вручную поверните шпиндель станка и приблизительно совместите заглушку со шпинделем.
6. Приведите циферблатный индикатор к диаметру пробки и проверните шпиндель рукой.
7. Регулируйте стол станка за ручки продольной (X) и поперечной подачи (Y), пока циферблатный индикатор не будет регистрировать движение.
8. Заблокируйте стол и опору фрезерного станка и еще раз проверьте центровку.
9. При необходимости отрегулируйте.
Сделал кусок латуни 3/8 ″ и поставил на него точку под углом 60 градусов.Он должен поместиться в держателях концевой фрезы. Этот метод будет весьма полезен для различных операций по настройке. | |
Для выполнения зрительной позиции. Ваш глаз довольно хорошо оценивает, когда два круга находятся в центре. Обычно в пределах 0,010 ″ Иногда. | |
Чтобы получить действительно точную цифру, нужно указать на поворотном столе. Для окончательной регулировки для центрирования на той же стороне люфта, которая будет использоваться при резке. Таким образом, если резак перемещается из центра в правую сторону, то нужно, чтобы резак двигался в том же направлении при регулировке центра.Если на изнаночной стороне люфт, то хорошо бы перекомпенсировать и начать заново, двигаясь с правильной стороны. | |
Для размещения зажимного приспособления или заготовки на поворотном столе. Я начинаю с первоначального приблизительного построения. | |
Центрирование зажимного приспособления или заготовки по центру поворотного стола. |
 На фото это выглядит так, как будто кончик индикатора висит в пространстве, но на самом деле он касается обратной стороны отверстия в поворотном столе.Затем я провожу стол на 360 градусов, наблюдая за максимальным отклонением индикатора. Затем поверните шпиндель на 90 градусов влево и на 90 градусов вправо. Истинный центр будет на полпути между двумя показаниями.
На фото это выглядит так, как будто кончик индикатора висит в пространстве, но на самом деле он касается обратной стороны отверстия в поворотном столе.Затем я провожу стол на 360 градусов, наблюдая за максимальным отклонением индикатора. Затем поверните шпиндель на 90 градусов влево и на 90 градусов вправо. Истинный центр будет на полпути между двумя показаниями. Для этого поверните поворотный стол и отрегулируйте заготовку до тех пор, пока я не добьюсь равномерного биения по всему периметру.
Для этого поверните поворотный стол и отрегулируйте заготовку до тех пор, пока я не добьюсь равномерного биения по всему периметру.Часто необходимо выполнить операцию поворотного стола на нескольких идентичных заготовках, каждая из которых имеет обработанное отверстие в центре. Чтобы быстро выровнять каждую заготовку, можно сделать специальную заглушку, подходящую для центрального отверстия заготовки и отверстия в поворотном столе. Как только шпиндель станка выровнен с поворотным столом, каждую последующую деталь можно выровнять быстро и точно, поместив ее на заглушку.
Если имеется всего несколько деталей, которые не оправдывают изготовление специальной заглушки, или если в детали нет отверстия в центре, можно использовать следующий метод для центрирования детали на поворотном столе.
1. Совместите поворотный стол со шпинделем вертикальной фрезерной головки.
2. Слегка зажмите заготовку на поворотном столе в центре. Не перемещайте рукоятки продольной (X) или поперечной (Y) подачи.
Не перемещайте рукоятки продольной (X) или поперечной (Y) подачи.
3. Выключите червячный механизм поворотного стола.
4. Установите индикатор часового типа в шпиндель фрезерного станка или стол фрезерного станка, в зависимости от заготовки.
5. Приведите циферблатный индикатор в контакт с поверхностью, которая будет отображаться, и поверните поворотный стол вручную.
6. С помощью стержня из мягкого металла постучите по заготовке (в направлении от движения индикатора) до тех пор, пока на индикаторе не будет зарегистрировано движение за полный оборот поворотного стола.
7. Плотно зажать заготовку и еще раз проверить точность настройки.
Для фрезерования конца заготовки до определенного радиуса или для обработки круглых пазов с определенным радиусом необходимо следовать следующей процедуре.
1. Выровняйте вертикальный фрезерный станок под углом 90 * к столу.
2. Установите циферблатный индикатор на шпиндель фрезерного станка.
3. Установить поворотный стол на стол фрезерного станка.
4. Отцентрируйте поворотный стол по шпинделю станка, используя тестовую заглушку в столе и циферблатный индикатор на шпинделе.
5. Установите шкалы продольной (X) подачи и поперечной подачи (Y) на ноль.
6. Установите заготовку на поворотный стол, совместив центр радиальных вырезов с центром стола. Для этого можно использовать специальную беседку.Другой метод – совместить центр радиального пропила с помощью вигглера, установленного в шпинделе станка.
7. Переместите поперечную или продольную подачу (в зависимости от того, что более удобно) на величину, равную требуемому радиусу.
8. Зафиксируйте стол и седло.
9. Установите подходящую концевую фрезу.
10. Установите правильную скорость (об / мин).
11. Поверните заготовку, используя маховик подачи поворотного стола, к начальной точке реза.
12. Установите глубину пропила и обработайте радиус до размера, указанного на чертеже, используя ручную или механическую подачу.
1. Когда используется угловая расточная головка?
2. Назовите три основных компонента расточной головки.
3. Почему стопорный винт затягивается после регулировки салазок инструмента.
4. Почему на салазках для инструментов имеется несколько отверстий для размещения расточных инструментов?
5. От чего зависит скорость резания при растачивании?
6.С какой целью можно использовать поворотный стол?
7. Зачем нужно отверстие в центре поворотного стола?
8. Кратко опишите, как можно центрировать поворотный стол с помощью вертикального фрезерного шпинделя.
9. Кратко опишите, как отдельная деталь будет центрирована на поворотном столе.
10. Объясните, как можно резать большой радиус с помощью поворотного стола.
Эта глава была получена из следующих источников.
- Процедуры нарезки резьбы , разработанные Университетом штата Айдахо по технологии «Бурение и нарезание резьбы», CC: BY-SA 3. 0.
- Трамвай , полученный от Tramming Mill Head Университетом Айдахо, CC: BY-SA 3.0.
- Циферблатный индикатор (фото) получен из Dial Gauge от Викимедиа, CC: BY-SA 3.0.
- Процедуры фрезерного станка взяты из «Инструменты машиностроения» Массачусетского технологического института, CC: BY-NC-SA 4.0.
- Поворотный стол , полученный из поворотного стола Университета Айдахо, CC: BY-SA 3.0.
 0.
0.Наши инструменты – F Butkiewicz & Sons
Шлифовальное оборудование
1 – # 22-42 Роторно-шлифовальный станок Blanchard с 42-дюймовым магнитным патроном и индикаторным датчиком для измерения во время цикла шлифования.
1 – Цинциннати № 2 Шлифовальный станок для инструментов и фрез, оснащенный рабочей головкой, патроном и мертвыми точками для круглого шлифования.
1 – К.О. Lee # B 600 Шлифовальный станок для инструментов и фрез со стандартным оборудованием.
1 – Плоскошлифовальный станок Covel # 10 с патроном с постоянными магнитами Walker # 618, рабочая поверхность 6 “X 18”.
3 – Инструментальные шлифовальные станки типа Baldor на пьедестале
1 – Ленточный шлифовальный станок Delta 6 “X 15”
1 – Шлифовальный станок Sterling Model DV
Токарные станки с ЧПУ
1 – Токарный станок с ЧПУ Dainichi F-35 с управлением Fanuc OT-F.Гидравлический патрон 15 дюймов с программируемой задней бабкой. Диаметр 21,65 дюйма. качели над станиной, диаметр поворота 16,93 дюйма X длина поворота 49,20 дюйма. Поворачивайте люнет с возможностью поворота диаметром 1,18–5,51 дюйма.
1 – Токарный станок с ЧПУ Mori Seiki SL-25/500 с автоматической системой диалогового программирования Fanuc 10TF. 10-дюймовый 3-кулачковый гидравлический патрон с задней бабкой. Поворотные направляющие 20,5 дюймов, диаметр 10,2 дюйма X 20,9 дюйма, увеличивающая способность поворота.
1 – Токарный станок с ЧПУ Samsung SL-30 с программным обеспечением Fanuc OiTD Control и Manual Guide.Гидравлический патрон 12 дюймов с программируемой задней бабкой. Диаметр 25,6 дюйма. качаться над станиной, диаметр 15,8 дюйма X длина поворота 41,3 дюйма.
Оснастка для этих станков состоит из большого выбора правосторонних и левосторонних, токарных, расточных, проточных и резьбовых инструментов. Также имеются накатные инструменты, полировальные инструменты, специальные держатели, головки отверстий, держатели метчиков, губки с твердыми и мягкими отверстиями, губки цанговых патронов, патроны цанговых патронов, торцевые пластины и центры под напряжением. У нас также есть большой выбор твердосплавных пластин различных марок и геометрий.
Вертикальные обрабатывающие центры
2 – Bridgeport Interact 720 VMC с графическим управлением Heidenhain TNC 355 с диалоговым форматом и форматом G-кода. 20 устройство автоматической смены инструмента с большим запасом цанговых патронов с цангами, держателей концевых фрез, держателей метчиков, держателей конусов Морзе, держателей фрезерных станков, расточных головок и удлинителей. Диапазон обработки 30 “X 16” X 24 “X, Y Z.
1 – Bridgeport VMC-800/22 с управлением Heidenhain 410 с полной графикой, диалоговым форматом и форматом G-кода.Устройство автоматической смены инструмента 22 с большим запасом цанговых патронов, цанговых патронов, держателей концевых фрез, держателей корпусных фрез, расточных головок, стержней, жестких держателей метчиков и держателей конусов Морзе. Диапазон обработки 31,5 “X 20,1” X 19,7 “. Шестисекундная смена инструмента с ускоренной подачей 1260 дюймов / мин. 40-6000 об / мин со шпинделем 15 л.с. .
Токарные станки для двигателей
1 – South Bend 16 “Swing X 48” центров, шестерни QC, 3- и 4-кулачковые патроны, лицевая пластина, люнет, стандартные и квадратные резцедержатели и конус.
1 – Саут-Бенд 17 “качели X 78” центров, Кв. Шестерни, 3- и 4-кулачковые патроны, лицевая панель, люнет, стандартные и квадратные резцедержатели, а также конус.
1 – Логан 10 “качели X 24”, центровые, лев. C. шестерни с цанговым патроном, 3- и 4-кулачковыми патронами, лицевой пластиной, люнетом, специальным держателем штамповочной головки и оснащены автоматическим разъединением полугайки для одноточечной нарезки резьбы в узкие разгрузочные канавки или заплечики.
2 – Logan, 10 “качели X 24”, центры Q.C. шестерни и оборудованный, как указано выше.
Токарные станки с револьверной головкой
1 – Jones & Lamson, диаметр прутка 5,3 дюйма, цанги, 12-дюймовый трехкулачковый пневматический и ручной патрон.
1 – Bardons & Oliver # 2, цанговый патрон круглого сечения 1 дюйм, квадрата 11/16 дюйма и шестигранника 7/8 дюйма. Токарные станки, штамповочные головки, ползунковые инструменты с фланцевым креплением и другие прочие инструменты.
1 – Warner & Swasey # 4, емкость цанги 2 дюйма, квадрат 1-3 / 8 дюйма и шестиугольник 1-3 / 4 дюйма. Токарные станки, накатные инструменты, штамповочные головки и 10-дюймовый пневматический патрон с 3 кулачками.
Фрезерные станки
1 – Cervina # 4 Универсальный стол 15-3 / 4 “X 66-3 / 4”.Стандартное оборудование и беседки.
1 – Горизонтальная мельница Kearney & Trecker 7-1 / 2 HP 3CH со столом 15 “X 54”. Стандартное оборудование с ускоренным ходом.
1 – Kearney & Trecker No. 2 Модель C E с ускоренным ходом, оснащенная приставкой для вертикальной головки Rusnok.
2 – Cervina # VH 3 Вертикальные мельницы. Таблица 11-3 / 4 “X 55”. Стандартный инструмент.
Прецизионные расточные станки
1 – Координатно-расточной станок Pratt & Whitney, стол 16 “X 30”.Со стандартным измерительным оборудованием стержневого типа. Стоп индикаторного типа на пиноли для точного контроля глубины.
2 – Расточные станки Ex-Cell-O Style 2112 со столами 12 “X 21”. Оснащен упорами индикаторного типа для точного контроля глубины. Также оснащен универсальным креплением, V-образными тисками и ручным поперечно-подвижным столом.
1 – Ex-Cell-0 Style 2112 с двухсторонней буровой матрицей с четырьмя шпинделями и гидравлическим поперечно-подвижным столом.
Сверлильные станки
2 – Один шпиндель Powermatic с конусом Морзе №3.
1 – Одиночный шпиндель Барнса с конусом Морзе №4.
3 – Одиночный шпиндель Delta с конусом Морзе №2.
1 – Шпиндель Walker Turner 2 с конусом Морзе № 2.
2 – Шпиндель Walker Turner 4 с винтовыми патронами.
1 – Шпиндель Walker Turner 6 с конусом Морзе № 2.
1 – Шпиндель Клаузинга 4 с конусом Морзе №2. Оборудование для вышеперечисленных сверлильных станков состоит из резьбонарезных головок, патронов, модифицированных штамповочных головок для спусковых штампов, а также метчиков и приспособлений для механической подачи.
2 – Deka Многошпиндельный, 18 и 28 шпиндель, стандартное оборудование, цикл сверления глубоких отверстий и нарезания резьбы.
1 – Natco E 5 Многошпиндель в стандартной комплектации.
1 – Natco G 5 Многошпиндель со стандартной насадкой.
Разное оборудование и машины
2 – Bakewell (Warner & Swasey) №1 GE для нарезания ходовых винтов со всеми стандартными ходовыми винтами.
1 – Вертикально-расточный шпиндель Snyder 2 с гидроцилиндрами и патронами.Оснащен сферической приставкой для точения.
2 – 12 “Peerless автоматическая горизонтальная отрезная пила
2 – Ленточная пила Grob с горлом 10″ X 14 “. Оборудована для ленточной опиловки
1 – Прецизионный хонинговальный станок Sunnen Модель MBB-1400
Гидравлический пресс Greenard 1 – 10 тонн
1 – Dake No. 1-1 / 2 Arbor Press. Производительность 1-1 / 2 тонны
1 – Электропечь Huppert No. ST 4KW 0-2000 ° F с муфелем 6 “X 6” X 8 “
1 – Сварочный аппарат Miller, 250 А MIG
1 – Сварочный аппарат Lincoln, 200 А переменного тока
1 – Насос охлаждающей жидкости высокого давления Balcrank
1 – Аппарат для кислородно-ацетиленовой сварки и резак Airco
1 – Автопогрузчик Mitsubishi 5000 #
Инспекционное оборудование
Mitutoyo Gage Blocks.От 100 до 18 дюймов A + Grade
Mitutoyo Gage Blocks .100 до 18 дюймов A Grade
Weber Gage Blocks. От 0,1 до 18 дюймов с точностью до 0,000004 дюйма
Внутренние микрометры до 12 дюймов
Внешние микрометры до 16 дюймов
Электронные микрометры от 0 до 2 дюймов с .0001: деления
Цифровые и циферблатные штангенциркули на 6 дюймов
Циферблатные индикаторыс ходом от 0,020 до 1000 дюймов и с делениями от 0,001 до 0,0001 дюйма.
Электронный индикатор с делениями 0,00005 дюйма.
Супермикрометр Pratt & Whitney M-1471
Компаратор Starret
Калибры с защелкой от 0 до 6 дюймов
Калибры резьбовых пробок от крепежных винтов №3 до 5/8 дюйма в NC и серии NF и до 1-1 / 16 дюйма в NF.
Калибры для резьбовых колец от% “- 20 до 11/2” -16
Калибры для трубной резьбы от l / 8 “-27 до 2” -l 1-1 / 2
Стальные поверхностные пластины 36 “X 48” и 18 “X 24”
Гранитные поверхностные плиты 6 “X12” и 12 “X 24”
24 “Вернье-датчик высоты
24″ Круглый квадрат
Циферблат Sunnen для измерения внутреннего диаметра от 3/8 “до 6”
Tumico Циферблатные калибры от Vi “до 6”
Манометры Meyer от 0,060 до 0,750 дюйма
Большой ассортимент пробок для пробок
Mitutoyo Surftest 211
F.Butkiewicz & Sons 206 Harrison Ave Omro, WI 54963 Телефон: (920) 685-5561
Фрезерный патрон и цанги – Система расточной головки
Система расточной головки
БОЛЬШЕ ЗАПРОСISO / GSK
62000
Цанговый патрон для гравировального станка
БОЛЬШЕ ЗАПРОСГСК
62001
Гаечный ключ
БОЛЬШЕ ЗАПРОСISO / GER
62002
Цанговый патрон для гравировального станка
БОЛЬШЕ ЗАПРОСGER
62003
Гаечный ключ
БОЛЬШЕ ЗАПРОСBT / GSK
62004
Высокоскоростной патрон
БОЛЬШЕ ЗАПРОСБТ / ТСК
62006
Высокоскоростной патрон
БОЛЬШЕ ЗАПРОСTSK / GSK
62008
Зажимная гайка
БОЛЬШЕ ЗАПРОСТСК
62009
Гаечный ключ
БОЛЬШЕ ЗАПРОССК
62010
Цанга
БОЛЬШЕ ЗАПРОСBT / GER
62012
Высокоскоростной патрон
БОЛЬШЕ ЗАПРОСBT / SBL
62014
Цанговый патрон Slim-Fit
БОЛЬШЕ ЗАПРОСSK / SBL
62016
Цанговый патрон Slim-Fit
БОЛЬШЕ ЗАПРОСHSK / SBL
62018
Цанговый патрон Slim-Fit
БОЛЬШЕ ЗАПРОСSBL
62020
Цанга
БОЛЬШЕ ЗАПРОСBT / C
62022
Патрон фрезерный Multi-Lock
БОЛЬШЕ ЗАПРОСBT / MLT
62024
Патрон фрезерный Multi-Lock
БОЛЬШЕ ЗАПРОСBT / ER
62026
ER Цанговый патрон
БОЛЬШЕ ЗАПРОСBT / ER
62032
ER Цанговый патрон
БОЛЬШЕ ЗАПРОСBT / SLN
62036
Держатель концевой фрезы с боковой фиксацией
БОЛЬШЕ ЗАПРОСBT / SLN
62038
Держатель концевой фрезы с боковой фиксацией
БОЛЬШЕ ЗАПРОСBT / FMA
62040
оправка для торцевых фрез
БОЛЬШЕ ЗАПРОСBT / FMA
62042
оправка для торцевых фрез
БОЛЬШЕ ЗАПРОСBT / FMB
62044
оправка для торцевых фрез
БОЛЬШЕ ЗАПРОСBT / FMB
62046
оправка для торцевых фрез
БОЛЬШЕ ЗАПРОСBT / MTA
62048
Переходник с конусом Морзе
БОЛЬШЕ ЗАПРОСБТ / МТБ
62050
Переходник с конусом Морзе
БОЛЬШЕ ЗАПРОСDAT / C
62052
Патрон фрезерный Multi-Lock
БОЛЬШЕ ЗАПРОСDAT / MLT
62054
Патрон фрезерный Multi-Lock
БОЛЬШЕ ЗАПРОСDAT / ER
62056
Цанговый патрон
БОЛЬШЕ ЗАПРОСDAT / ER
62058
Цанговый патрон
БОЛЬШЕ ЗАПРОСDAT / ER
62060
Цанговый патрон
БОЛЬШЕ ЗАПРОСDAT / ER
62062
Цанговый патрон
БОЛЬШЕ ЗАПРОСDAT / ER
62064
Цанговый патрон
БОЛЬШЕ ЗАПРОСDAT / SLN
62066
Держатель концевой фрезы с боковой фиксацией
БОЛЬШЕ ЗАПРОСDAT / FMB
62068
оправка для торцевых фрез
БОЛЬШЕ ЗАПРОСDAT / MTA
62070
Переходник с конусом Морзе
БОЛЬШЕ ЗАПРОСHSK / MLT
62072
Фрезерный патрон Multi-Lock
БОЛЬШЕ ЗАПРОСHSK / ER
62074
Цанговый патрон
БОЛЬШЕ ЗАПРОСHSK / ER
62076
Цанговый патрон
БОЛЬШЕ ЗАПРОСHSK / SLN
62078
Держатель концевой фрезы с боковой фиксацией
БОЛЬШЕ ЗАПРОСHSK / SLN
62080
Держатель концевой фрезы с боковой фиксацией
БОЛЬШЕ ЗАПРОСHSK / SLN
62082
Держатель концевой фрезы с боковой фиксацией
БОЛЬШЕ ЗАПРОСHSK / FMB
62084
оправка для торцевых фрез
БОЛЬШЕ ЗАПРОСHSK / MTA
62086
Переходник с конусом Морзе
БОЛЬШЕ ЗАПРОСMLC
62088
Фрезерный патрон Multi-Lock
БОЛЬШЕ ЗАПРОСNT / ER
62090
Держатель цанги
БОЛЬШЕ ЗАПРОСNT / SLN
62092
оправка для торцевых фрез
БОЛЬШЕ ЗАПРОСNT / FMA / FMB
62094
оправка для торцевых фрез
БОЛЬШЕ ЗАПРОСNT / MTA
62096
Переходник с конусом Морзе
БОЛЬШЕ ЗАПРОСMT
62098
Коническая втулка Морзе
БОЛЬШЕ ЗАПРОСR8 / MT
62100
R8 Гильза для сверления
БОЛЬШЕ ЗАПРОСMT2-5
62101
Коническая оправка
БОЛЬШЕ ЗАПРОСBT / OSL
62102
Держатель масляного отверстия с боковым замком
БОЛЬШЕ ЗАПРОСOSL
62104
Прямая втулка для держателя масляного отверстия с боковым замком
БОЛЬШЕ ЗАПРОСBT / OHER
62108
Цанговый патрон с масляным отверстием
БОЛЬШЕ ЗАПРОСДТ / МТ
62110
Набор для нарезания резьбы сверлом
БОЛЬШЕ ЗАПРОСDE / ER
62112
Двухсторонний цанговый патрон ER с прямым хвостовиком для токарного станка-автомат
БОЛЬШЕ ЗАПРОСC / ER
62114
Цанговый патрон ER с прямым хвостовиком для токарного станка-автомат
БОЛЬШЕ ЗАПРОСMTB / ER
62116
Держатель цанги
БОЛЬШЕ ЗАПРОСR8 / ER
62118
Держатель цанги
БОЛЬШЕ ЗАПРОСC / ER
62120
Прямой хвостовик
БОЛЬШЕ ЗАПРОСC / ER
62122
Прямой хвостовик
БОЛЬШЕ ЗАПРОССТ / ЕР
62124
ER Набор пружинных цанговых патронов
БОЛЬШЕ ЗАПРОССТ / ЕР
62126
ER Набор пружинных цанговых патронов
БОЛЬШЕ ЗАПРОСR8 / ER
62128
ER Набор пружинных цанговых патронов
БОЛЬШЕ ЗАПРОСMT / ER
62130
ER Набор пружинных цанговых патронов
БОЛЬШЕ ЗАПРОСBT / ER
62134
ER Набор пружинных цанговых патронов
БОЛЬШЕ ЗАПРОСDAT / ER
62136
ER Набор пружинных цанговых патронов
БОЛЬШЕ ЗАПРОСОЗ
62138
Цанговый патрон
БОЛЬШЕ ЗАПРОСOZ25
62142
Цанги
БОЛЬШЕ ЗАПРОСOZ32
62144
Цанги
БОЛЬШЕ ЗАПРОСOZ25
62146
Комплект цангового патрона
БОЛЬШЕ ЗАПРОСOZ32
62148
Комплект цангового патрона
БОЛЬШЕ ЗАПРОСNT-MCST
62150
Держатель цангового патрона для фрезерования
БОЛЬШЕ ЗАПРОСБТ-МЦСТ
62152
Держатель патрона цангового патрона
БОЛЬШЕ ЗАПРОСДАТ-МЦСТ
62154
Держатель цангового патрона для фрезерования
БОЛЬШЕ ЗАПРОССТ
62156
Цанга
БОЛЬШЕ ЗАПРОСМЦСТ
62158
Гаечный ключ
БОЛЬШЕ ЗАПРОСМЦСТ
62160
Комплект системы патрона фрезерной цанги
БОЛЬШЕ ЗАПРОСTP
62162
Метчик ER с прямым хвостовиком
БОЛЬШЕ ЗАПРОСER8
62168
ER 8 Цанги
БОЛЬШЕ ЗАПРОСER8
62169
ER Набор 8 цанговых патронов
БОЛЬШЕ ЗАПРОСER11
62170
ER 11 Цанги
БОЛЬШЕ ЗАПРОСER11
62171
Набор цанг ER 11
БОЛЬШЕ ЗАПРОСER16
62172
ER 16 Цанги
БОЛЬШЕ ЗАПРОСER16
62173
Набор цанг ER 16
БОЛЬШЕ ЗАПРОСER20
62174
ER 20 Цанги
БОЛЬШЕ ЗАПРОСER20
62175
ER 20 Набор цанговых патронов
БОЛЬШЕ ЗАПРОСER25
62176
ER 25 Цанги
БОЛЬШЕ ЗАПРОСER25
62177
Набор цанг ER 25
БОЛЬШЕ ЗАПРОСER32
62178
ER 32 Цанги
БОЛЬШЕ ЗАПРОСER32
62179
Набор цанг ER 32
БОЛЬШЕ ЗАПРОСER40
62180
ER 40 Цанги
БОЛЬШЕ ЗАПРОСER40
62181
ER 40 Набор цанговых патронов
БОЛЬШЕ ЗАПРОСER50
62182
ER 50 Цанги
БОЛЬШЕ ЗАПРОСER50
62183
Набор цанг ER 50
БОЛЬШЕ ЗАПРОСER16
62196
ER 16 Цанги
БОЛЬШЕ ЗАПРОСER20
62198
ER 20 Цанги
БОЛЬШЕ ЗАПРОСER25
62200
ER 25 Цанги
БОЛЬШЕ ЗАПРОСER32
62202
ER 32 Цанги
БОЛЬШЕ ЗАПРОСER40
62204
ER 40 Цанги
БОЛЬШЕ ЗАПРОСER16
62206
ER 16 Цанги
БОЛЬШЕ ЗАПРОСER20
62208
ER 20 Цанги
БОЛЬШЕ ЗАПРОСER25
62210
ER 25 Цанги
БОЛЬШЕ ЗАПРОСER32
62212
ER 32 Цанги
БОЛЬШЕ ЗАПРОСER40
62214
ER 40 Цанги
БОЛЬШЕ ЗАПРОСER
62216-26
ER Цанги
БОЛЬШЕ ЗАПРОСМТБ
62228
Стяжные шпильки
БОЛЬШЕ ЗАПРОСМТБ
62230
Стяжные шпильки
БОЛЬШЕ ЗАПРОСPS
62232
Стяжные шпильки
БОЛЬШЕ ЗАПРОСPS
62234
Стяжные шпильки
БОЛЬШЕ ЗАПРОСPS
62236
Стяжные шпильки
БОЛЬШЕ ЗАПРОСPS
62238
Стяжные шпильки
БОЛЬШЕ ЗАПРОСPS
62240
Стяжные шпильки
БОЛЬШЕ ЗАПРОСPS
62242
Стяжные шпильки
БОЛЬШЕ ЗАПРОСNH
62250 ~ 58
Гайка цанги
БОЛЬШЕ ЗАПРОСWH
62260 ~ 68
Ключ цанговый
БОЛЬШЕ ЗАПРОСВт
62270/75
Скребок для конуса шпинделя типа Bt
БОЛЬШЕ ЗАПРОСW-CR
62280
Грязесъемник шпинделя типа BT
БОЛЬШЕ ЗАПРОСW-HSK
62290
Грязесъемник конуса шпинделя
БОЛЬШЕ ЗАПРОСЛД
62310
Инструмент для затяжки
БОЛЬШЕ ЗАПРОСЛДБ
62315
Инструмент для затяжки
БОЛЬШЕ ЗАПРОСЛДИ
62320
Инструмент для затяжки
БОЛЬШЕ ЗАПРОСLDAC
62325
Инструмент для затяжки
БОЛЬШЕ ЗАПРОСLDA
62330
Инструмент для затяжки
БОЛЬШЕ ЗАПРОСTCP
62340
Инструмент для затяжки
цанговых патронов против.Патроны | Производственная обработка
Цангиобычно используются, когда диаметр захватываемой детали или стержня составляет от 1/16 дюйма до 2,5 дюйма. По сравнению со стандартными трехкулачковыми патронами с мягкими кулачками, стандартные цанги обычно дешевле и точнее для зажима в диапазоне от малого до среднего. И наоборот, трехкулачковые патроны обычно неэффективны и громоздки, когда они используются для захвата таких мелких предметов.
Трехкулачковые патроны оснащены жесткими или мягкими (обрабатываемыми) губками, которые обычно растачиваются или поворачиваются после того, как патрон прикреплен к станку, чтобы он мог выполнять различные работы.
Сегодня токарные станки с ЧПУ, доступные в Соединенных Штатах, обычно оснащены стандартным клиновым трехкулачковым приводным патроном в качестве зажимного приспособления. Этот тип патрона оснащен жесткими или мягкими (обрабатываемыми) кулачками, которые обычно растачиваются или поворачиваются после того, как патрон прикреплен к станку, чтобы он мог выполнять различные работы.
Некоторые ключевые преимущества кулачкового патрона – это положительная длина и возможность захвата, которые проистекают из того факта, что функция механического замыкания перпендикулярна центральной линии.Это обеспечивает положительное положение по оси Z для всех обрабатываемых деталей. Важно всегда обращаться к руководству производителя для получения информации о соответствующих усилиях зажима, необходимых для требуемой скорости шпинделя.
Стандартные цанговые цанги, используемые при выборе патрона для адаптации цанги для токарного станка с ЧПУ, перемещаются по оси Z в зависимости от того, насколько изменяется диаметр захватываемой поверхности. Стандартное практическое правило состоит в том, что на каждые 0,001 дюйма изменчивости поверхности захвата деталь будет перемещаться на 0.003 дюйма по оси Z. Стандартные цанги для втягивания обеспечивают наиболее надежный контакт и лучшую силу захвата, когда деталь захватывается непосредственно под углом головки цанги. В свою очередь, цанговый патрон получает механическое усилие закрытия непосредственно от внутреннего угла шпинделя или цангового патрона.
Когда используется зажимное приспособление цангового типа, захватываемая и обрабатываемая деталь будет находиться ближе к подшипникам передней бабки на станке или индексирующем приспособлении, чем в случае использования приводного патрона.Это обеспечивает хорошую жесткость, точность и округлость. Поскольку стандартные патроны прикрепляются к головке шпинделя, они, как правило, имеют больший вылет, что может вызвать консольный эффект, который может повлиять на жесткость и точность.
Для стандартных патронов необходимо использовать жесткие кулачки, или пользователь должен расточить несколько наборов мягких кулачков для различных размеров.
Некоторые цанги содержат сменные вкладыши, которые доступны для различных размеров. Это снижает стоимость зажима, но не гарантирует оптимальной соосности или точности.Обычные цанговые патроны и колодки имеют тенденцию быть менее точными, поскольку колодки механически адаптируются к основной цанге во время использования. Со стандартными патронами необходимо использовать жесткие кулачки или пользователь должен расточить несколько наборов мягких кулачков для различных размеров. Мягкие губки также могут быть адаптированы для установки фиксирующего механизма для подушек цанги. Это обеспечивает большую гибкость.
Стандартные закаленные и шлифованные цанги более точны и обеспечивают более длительную концентричность, чем твердые или мягкие кулачки стандартного кулачкового патрона.Это происходит главным образом потому, что цанговый патрон захватывает и размещает деталь по всей ее периферии, тем самым обеспечивая обрабатываемой детали положительное положение и захват. Цанги также лучше подходят для захвата деталей во время вторичных операций. Способность цанги полностью захватывать периферию детали обеспечивает более высокую степень концентричности вращения, таким образом создавая более круглую деталь, чем это было бы возможно при использовании стандартного кулачкового патрона.
Стандартные закаленные и шлифованные цанги более точны и обеспечивают более длительную концентричность, чем твердые или мягкие кулачки стандартного кулачкового патрона.
Цанговые патронытакже лучше подходят для захвата профилей и специальных форм, чем три равноотстоящих кулачка патрона. Для получения оптимальных результатов захвата и обработки разработчик цангового патрона может выбрать количество сегментов или сегментов, соответствующее конкретному применению. Когда требуется высокая концентрическая точность, цанги, как правило, являются наиболее популярным выбором для зажимных приспособлений, поскольку их можно заказать и изготовить с жесткими допусками (0,0002 / 0,0001 TIR). И наоборот, когда на станке растачиваются мягкие кулачки, точность может быть такой же, как у станка.
У каждого зажимного приспособления есть свое место в токарном процессе. Как и во многих других случаях металлообработки, приложение определяет степень точности, необходимую для рабочего держателя. Прочтите «Правильный выбор оснастки», чтобы узнать, как решить, какой процесс крепления заготовки лучше всего подходит для данной области применения.
Для получения дополнительной информации о цангах и патронах прочтите «Множество сторон оснастки».
| Диаметр зажима | ||||
| Цанга | Отверстие для заказа | Допустимый размер стержня | Для наилучшего концентричности | Заземление отверстия для заказа до |
| 5C Стандартный | дробное | +0.002 до -0,001 | 0,001 размер отверстия под заказ | 0,001 под заказ отверстие |
| 5C Стандартный | Десятичное число | от +0,002 до -0,001 | Такой же, как размер отверстия для заказа | То же, что и отверстие для заказа |
| 16C Стандартный | дробное | от +0,002 до -0,001 | 0,001 размер отверстия под заказ | 0,001 под заказ отверстие |
| 16C Стандартный | Десятичное число | +0.002 до -0,001 | Такой же, как размер отверстия для заказа | То же, что и отверстие для заказа |
| Винт | дробное | от +0,002 до -0,001 | 0,001 размер отверстия под заказ | 0,001 под размер заказа |
| Винтовой станок | Десятичное число | от +0,002 до -0,001 | Такой же, как размер отверстия для заказа | То же, что и отверстие для заказа |
| Master Collets | Размер отверстия | Отверстие для заказа | ||
A Расточная головка для фрезерного станка Taig
Изготовление расточной головки для
Тайг Мельница
Часть первая
Расточная головка является одним из
те инструменты, которые человек
можно использовать на
регулярно или только сейчас и
затем, в зависимости от типа вещей
ваша сборка
в вашем магазине.Что бы ни
дело трудно заменить другим
инструмент для этого, когда
это необходимо. Я использовал
мухорезка вместо одного, но
отрегулировав насадку на
, можно изменить размер необходимого отверстия.
сложный. Скучная головка имеет
микрометр, регулирующий циферблат
, что позволяет легко
задача.
Мне попались планы на
этот, когда я сказал Стиву Кэмпбеллу
что я
планировал сделать один
скоро. Он был достаточно мил, чтобы предложить мне
отпечатки
для хорошего, который он разработал
несколько лет назад это соответствовало тайгу
фрезерный станок
шпиндель.Это можно сделать
для шпинделя старого типа 3 / 4-16
нос, или более
единиц ЭР-16 недавнего производства.
Стив любезно дал
разрешение на использование его отпечатков в этом проекте,
и вы можете
увидеть их по следующей ссылке;
Taig Отпечатки расточной головки фрезерного станка.
(файл .PDF, поэтому вы
нужна программа для чтения Adobe, если у вас нет
уже получил)
Спасибо, Стив!
Проект начинается с
кусок круглого ложа 12L14 CRS, 1 5/8 ”
диаметр и длина 1 1/2 дюйма.
Установлен в четырехкулачковом исполнении
вставил и набрал номер.
немного длиннее, чем размер
, указанный в печати, чтобы
оставьте немного лишнего материала для отделки
концы, и оставить
небольшого места для локтя для моего собственного
навыки обработки. Так уж получилось, что четырехкулачковый патрон
здесь использовались, но для этого подойдут и три челюсти.
Конец обращен, и диаметром 1,125 дюйма обточен на длину .600 “.
Кое-что о размерах запасов;
Для круглых CRS 12L14 размер ложи 1 5/8 “, начиная с этого
размер упрощает работу
так как оставил немного лишнего OD для доработки позже. Если 1
Ложа 1/2 “- это все, что можно найти, это
подойдет, но не оставляет лишнего материала для отделки, поэтому
когда придет время чистить
наружу сверлильной головки после выполнения других шагов,
будет чуть меньше
размер, указанный на принтах.Не ахти какое дело. Используйте то, что
есть под рукой.
Конец тогда центр
с пятнами, просверленными и просверленными до диаметра
.815 “. Эта бурильная головка
изготавливается для установки на Taig
Шпиндель ЭР-16. Если вы используете
фреза с резьбой шпинделя 3 / 4-16
, тогда необходимо
отрегулируйте размер отверстия для нарезания резьбы
подача.
Глубина отверстия составляет
глубже, чем указано в принте, потому что конец детали
осталось немного надолго, просто на время.Это будет
доведена до надлежащей длины в более позднем
шаг. Это просто личное предпочтение. Кажется проще
мне, чтобы начать такие вещи,
немного длиннее и обрезать позже.
Когда просверленное отверстие
готово, инструмент по форме похож на сверлильный инструмент
используется для облицовки нижней части
отверстие плоское.
Теперь какой-нибудь способ резки
потоки необходимы, чтобы сделать поток, который будет
установите расточную головку
на шпиндель.
Есть несколько способов сделать это.
У меня есть старый токарный станок, который сделает
резьбонарезных работ, вот что
здесь будет использоваться. Я думаю Стив
сказал, что использовал резьбофрезерование,
, и если цех оборудован
с фрезой с ЧПУ вы все
набор. Если на вашем рабочем столе стоит токарный станок с ЧПУ
, то вы
есть другой вариант. Другой способ
идти одним касанием. При использовании смесителя
необходимо соблюдать особую осторожность.
приниматься, чтобы выбить отверстие правда.
Конечно, это нужно было бы сделать
с использованием задней бабки токарного станка.
для поддержки и направления крана.Ты
также потребуется два крана, по крайней мере,
. Конический метчик
начать отверстие, и нижний кран, чтобы
получить резьбу около дна
отверстия. Они не
нужно идти до самого дна, но
нужно будет иметь полные потоки
с точностью до пары потоков
расстояние снизу.
Если метод нарезания резьбы
единственный вариант, тогда может быть пора сделать
дружите с полностью экипированным машинистом
, или в
хотя бы тот, у кого есть возможности многопоточности
его токарный станок.Покупка метчиков
за 3 / 4-16 – это не слишком
дорого, но если вы думаете об этом
для резьбы m22x1,5
шпинделя ER-16 есть
будут серьезные деньги
участвует. Мало кто будет
счастлив, потратив 80-90 долларов на двоих.
краны, которые они будут использовать только один раз.
Хорошо, вернемся к картинке
над. Я проделываю это со своим старым
Токарный станок 6х12. На рисунке
угол установлен для
инструмент для нарезания резьбы. Не было
рыбий хвост с таким маленьким V-образным калибром
в моем магазине, так что вот
регулируемый транспортир используется для
проверьте угол режущего инструмента
.В
транспортир установлен на 30 градусов, и один из
квадратные кромки прилегают к обработанной поверхности отверстия
тело головы. Тогда инструмент можно
приспособлен к ножке транспортира.
С нарезанной резьбой
первый большой шаг сделан.
Здесь стоит упомянуть
что хотя включение этой штуки
на токарном станке Taig,
резьба явно была
нет. Сделал переходник носа шпинделя
для этого старого токарного станка Craftsman
, который нарезает резьбу
работа по дому.Адаптер позволяет
Мастера использовали патроны Taig, поэтому на
токарную обработку выполняли на
детали, весь патрон и заготовка были
перенесен на резьбонарезной станок
без каких-либо
мешает кулачкам патрона или
кусок, который он держит.
Крупный план внутренней нитеобрезатель, для любопытных.
По окончании нарезания резьбы эта часть тела
обращены на длину
указано на чертеже.Как только это будет сделано, два крайних
резьбы вырезаны из
отверстие для обеспечения направляющей фальца для резьбы на фрезерном станке
нос шпинделя. Я тоже
вырежьте 1 1/2 резьбы, ближайшую ко дну отверстия, так как
инструмент для нарезания резьбы не может достигать
самый низ канала ствола. Это предохранит нос шпинделя от
натыкаясь на
частично сформированная резьба.
Перед тем, как продолжить, и не снимая деталь с патрона,
резьбовой конец пробовал
для установки на носик шпинделя Taig.Край канала ствола, на котором
кусок соответствует радиусу на
шпиндель был воронен, а затем навинчен. Блестящее кольцо, показывающее
в синении показывает, что
резьба в корпусе позволяет ему правильно сидеть на шпинделе.
После того, как будет показано, что деталь подходит к шпинделю должным образом, она может
убрать из
четырехкулачковый патрон. Большой конец корпуса закончен в
три челюсти, как видно здесь.
Перед тем, как начать этот шаг, я отрегулировал захватную часть и
лицо челюстей.Для
поправляя, я использовал шайбу того же размера, что и меньшая часть корпуса,
до упора
к задней части челюстей, и взял поверхностный разрез до истины. Используя
шайба или диск та же
размер заготовки сделает патрон очень точным для этого размера.
Затем корпус патрона вставляется в тиски на мельнице, чтобы разрезать гаечный ключ.
квартиры. Первая квартира отрезается куском
сидит на дне тисков.Второй разрез сделан
используя первый разрез в качестве ориентира, и это важно
чтобы сделать этот шаг правильно, так как следующие шаги зависят от квартир
параллельны и прорезаны на одинаковую глубину в обоих
направления. Эти две плоские части были вырезаны, чтобы обеспечить полный гаечный ключ.
плоская ширина 0,995 дюйма, как указано в печати. I
отклонился от печати, так как я сделал только две квартиры и сделал
их глубина всего 0,200 дюйма. Я просто предпочитаю
посмотрите на это над шестигранной формой.
(Кто-то может сказать, что я был ленив, но если бы это было
в случае, я бы вообще не стал его строить …)
Следующий шаг очень важен. Корпус буровой головки устанавливается на
его сторона в тисках, а одна из
квартиры обозначены как идеально вертикальные, как
возможный. Здесь приветствуется сбор нитей,
поскольку остальные этапы фрезерования этой детали зависят от ее правильности.
Не нарушая настройки, найдите края, а затем центральную линию
большего диаметра детали
для сверления отверстия под регулировочный винт.Это глубокая дыра
немного, поэтому его нужно очистить
довольно часто. После первых 3/8 дюйма или около того, снимая бит каждые 0,1 дюйма
стоит сделать.
После завершения отверстия используется концевая фреза 1/4 “для изготовления счетчика.
расточка по отпечатку.
Если вы позволите немного увеличить диаметр вашей детали, как я, у вас будет
принять это во внимание, когда
выполнение таких операций, как сверление и растачивание до определенной глубины.
Другими словами, вам нужно добавить
на глубину любым избытком, который вы допускаете для чистовой обработки.
Остальные фрезерные операции на этой детали выполняются в
это положение в тисках. Модель
деталь устанавливается так, чтобы дно двух гаечных ключей было заподлицо с
верхняя поверхность
тиски. Слегка затяните тиски, постучите по детали мягким
молотком и затяните тиски
красиво и уютно.
Первый шаг фрезерования – вырезать паз одной кромкой точно на
центральная линия. Это составляет
ориентир для продолжения удаления материала по обе стороны от
центральная линия.Обратите внимание на
наберите показания на мельничных столах, чтобы вы могли ссылаться на эту отправную точку
по мере необходимости.
На снимке слева показана основная часть удаленного материала и
готов к обрезке ласточкин хвост. С
г.
расположение левого края этой широкой щели известно (если она была вырезана
туда, где показан отпечаток), его можно использовать
как образец для фрезы “ласточкин хвост”. Диаметр фрезы
также известен, и расположив одну его сторону против
левой поверхности вырезанной области количество подачи, необходимое для
отрезать ласточкин хвост можно набрать.
На снимке справа показан частично разрезанный ласточкин хвост. Несмотря на то что
резак действительно острый, тоже маленький
нежный. Стружку необходимо убирать после каждого прохода, если только
используется охлаждающая жидкость. Не пользуюсь флудом
но используйте смазку для резки при использовании такого инструмента. Подача
примерно 0,010-0,015 дюйма за проход, вероятно, составляет
обо всем, что можно спросить о резаке этого типа. Эти
Нельзя использовать резаки для резки пуха
сторона подачи резца вращения.Резать только против вращения
кромок фрезы, иначе вы сломаете инструмент.
При выполнении этого разреза резак также мог занять около 0,0005 дюйма.
снизу. Когда ласточкин хвост
разрез был завершен, резак прошел по остальной части нижней части,
1) чтобы убедиться, что резак
ласточкин хвост прямо туда, где дно встречается с углом
ласточкин хвост, и, 2) убедиться, что весь
поверхность низа выреза была ровной.
Примечание:
Необходимый инструмент – это фреза диаметром 3/4 под углом 45 градусов.
Доступен у любого поставщика инструмента.
Затем последней работой для фрезы было снятие пленки поверх
кусок. Опять же только
около 0,0005 дюйма – это все, что нужно, и все поверхности будут
параллельно. Они наверное
уже были, но это просто для уверенности.
Когда ласточкин хвост готов, гнездо для гайки и ходового винта фиксатор можно фрезеровать.
Карман вырезается с помощью концевой фрезы 1/8 “. Есть много
Удаляемый материал для Wee
мельница вот так, так что на это нужно время. Хороший, острый конец с четырьмя зубьями
мельница выполнит свою работу
примерно через час. Часто выдувайте стружку, иначе концевая фреза
“наезжать” на них. Жесткий
на его режущих кромках.
Следующим шагом будет просверлить отверстия под винты с утолщениями и нарезать резьбу.
Подобные вещи всегда происходят на последнем этапе… Пока
резка того, что должно было быть
расточка для двух внешних винтов на основном корпусе, один из
флейты пойманы
кусок и вытащил его из тисков. Резак может иметь
было немного скучновато, но это
сейчас сложно сказать. К тому времени, когда я услышал предательскую болтовню
указывает на проблему, это тоже было
поздно. Такое случается. К счастью, кусок
не полная потеря. Я сделал
небольшое изменение того, что требуют отпечатки, чтобы сэкономить часы
работай.Кроме того,
сопрягаемую поверхность, поцарапанную фрезой, необходимо обрезать
опять же всего
чтобы избавиться от натянутого бора.
Ну ладно. По крайней мере, это не было чем-то действительно серьезным, вроде сломанный кран.
Вместо правильных расточенных отверстий для двух винтов с головкой под торцевой ключ 1/4 дюйма
концевая фреза была использована
сделать ровную поверхность для стыковки каждого из саморезов. Этот
оставляет кусок идеально
можно использовать, несмотря на мою небольшую проблему с фрезерованием.