Оборудование для расточки блока цилиндров
Виды и особенности станков для расточки блока цилиндров
Сам процесс расточки цилиндров – операция не слишком долгая. Но достаточно много времени уходит на то, чтобы блок цилиндров правильно установить на рабочем столе вертикального расточного станка. Ведь геометрия расточенных цилиндров, геометрия всех других поверхностей и их положение относительно друг друга, зависят от того, насколько правильно и точно будет выставлен блок цилиндров на расточном станке.
Какие станки могут использоваться для расточки блока цилиндров?
Для решения этой задачи могут применяться три варианта станков. Первый вариант – вертикально-расточные станки для расточки блока цилиндров. Используются в подавляющем количестве случаев.
Второй вариант – координатно-расточные станки. Это более дорогое оборудование, позволяющее особо точно выставлять режущий инструмент, особо точно позиционировать блок цилиндров на рабочем станке. Все настройки режимов резания происходят в электронном виде.
Чрезвычайная точность обработки на координатно-расточных станках достигается за счет использования серводвигателей и электронного управления. Все данные по позиционированию устанавливаемого на рабочий стол блока цилиндров, все передвижения шпинделя станка высвечиваются на дисплее.
Координатно-расточные станки используются гораздо реже и только в достаточно крупных сервисах. Это связано с высокой ценой такого станка.
Вертикально-расточной станок для расточки блока цилиндров
Третий вариант станков – горизонтально-расточные. Используются крайне редко.
Возможен вариант, когда вместо вертикально-расточных станков используются несколько модернизированные фрезерные станки. Но нужно сказать, что проблема таких станков в том, что часто не удается достигнуть нужной точности резания и основное – точно выполнить установку блока цилиндров на рабочий стол станка.
Расположение цилиндров в двигателе может быть как вертикальным, так и V-образным. Поэтому существуют разные рабочие столы на вертикально-расточных станках. Если для установки и позиционирования блока цилиндров с вертикальным расположением цилиндров подойдет станок с обычным рабочим столом, на котором блок цилиндров устанавливается на горизонтальной плоскости, то для V-образных двигателей нужен поворотный рабочий стол, чтобы совместить оси цилиндров с осью шпинделя.
Поэтому существуют разные рабочие столы на вертикально-расточных станках. Если для установки и позиционирования блока цилиндров с вертикальным расположением цилиндров подойдет станок с обычным рабочим столом, на котором блок цилиндров устанавливается на горизонтальной плоскости, то для V-образных двигателей нужен поворотный рабочий стол, чтобы совместить оси цилиндров с осью шпинделя.
Основная проблема расточки блока цилиндров заключается именно в том, чтобы правильно позиционировать блок цилиндра по отношению к нескольким плоскостям.
Координатно-расточной станок для расточки блока цилиндров
Если это сделано неправильно или не совсем точно, можно получить вместо идеально расположенных поверхностей, поверхности которые будут несоосны и не перпендикулярны. Если цилиндры так расточить, затем получится, что расположение и ход поршней будет неправильным. Это вызовет неправильные зазоры в поршневой группе, износ деталей от трения. Причем этот износ будет неравномерным.
Это связано с тем, что при проточке на расточном станке может появляться конусность цилиндров. Или не исчезнет эллипсоидность цилиндров. А именно устранение эллипса цилиндра является одним из приоритетов расточки.
Некоторые станки для расточки блока цилиндров поддерживают функцию хонингования головки цилиндра. Для этого в шпиндель вставляется хонинговальная головка. Процесс хонингования обычно происходит после выполнения проточки цилиндров на расточном станке. В некоторых случаях хонингование происходит вместо классической расточки.
Для чего нужна расточка цилиндров двигателя?
Расточка цилиндров нужна, если цилиндры двигателя потеряли свою геометрическую форму в процессе эксплуатации. Это происходит в результате трения колец поршня о поверхность цилиндра. Изменение геометрии цилиндра, естественно не такое, чтобы его можно было увидеть невооруженным взглядом. Изменение формы (эллипсность или конусность) цилиндра выясняется при помощи специального мерительного инструмента, который вставляется в шпиндель расточного станка.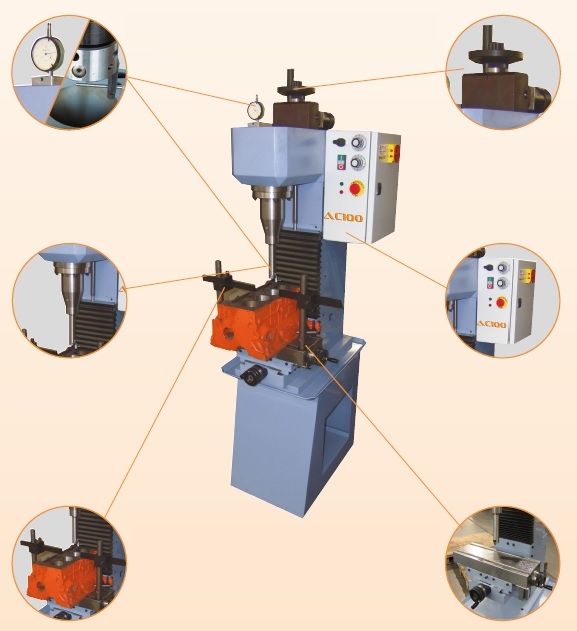 Измерить обычным штангенциркулем подобные изменения тоже не удастся.
Измерить обычным штангенциркулем подобные изменения тоже не удастся.
Кроме изменения геометрии цилиндра выполняется и изменение диаметра цилиндра в процессе работы. Причем это происходит неравномерно. В процессе проточки поверхностей диаметр цилиндра, естественно, увеличивается. Но цилиндр нельзя растачивать бесконечно, и потом ставить новые кольца под расточенный размер. Существуют определенные пределы ремонтной расточки. Как только достигается этот предел дальше растачивать нельзя. И нужно менять весь узел.
Горизонтально-расточной станок для расточки блока цилиндров
Расточка цилиндров убирает раковины, или механический износ, который образуется на зеркале цилиндра. Убираются так же задиры и заусенцы. Но нужно понимать, что если глубина механического локального износа больше определенных пределов, растачивать становится бессмысленно. Сколько не убирай металл с внутренней поверхности, механическое повреждение все равно остается. И из-за этого нарушаются зазоры между кольцами и поверхностью цилиндра. А это приводит к падению компрессии, перерасходу топлива, перерасходу масла.
При работе двигателя внутри цилиндров образуется выработка в виде вертикальных рисок. И это приводит к тому, что происходит, своего рода, разгерметизация всей системы. Т.е. кольца поршня могут и прилегать нормально к поверхности цилиндра, но за счет вертикального дефекта, газы будут прорываться не в ту сторону. Расточка, при определенной глубине такого дефекта, может спасти.
Расточка цилиндра выполняется и в случае, если двигатель подвергается форсированию. Это нужно для того, чтобы увеличить мощность двигателя, за счет увеличения объема цилиндра.
Но следует понимать, что если просто расточить цилиндры и увеличить объем двигателя, форсирование двигателя, как таковое не произойдет.
Нужен целый комплекс мероприятий, по увеличению поступления воздуха, отладки газораспределительной системы, замены выхлопной системы под новые условия. Отлаживается или меняется топливная система.
Нужно понимать, что без опыта работы на расточном станке, именно в плане расточки цилиндров, браться за такую работу нерационально. Даже вполне подготовленный токарь-расточник не всегда справится с этой задачей. Слишком много ошибок можно допустить, прежде всего, по позиционированию блока цилиндров на рабочем столе станка.
Вертикально-расточные станки для ремонта блока цилиндров
Максимальный диаметр расточки | мм | 31 – 155 |
Максимальная глубина расточки | мм | 350 |
Максимальная ширина фрезерования | мм | 298 |
Макс. площадь фрезерования | мм | 200 x 825 |
Максимальное перемещение головки шпинделя (диам) | мм | 530 |
Расстояние от оси шпинделя до колонны | мм | 335 |
Размер рабочего стола | мм | 400 x 1000 |
Макс. перемещение стола | мм | 880 |
Максимальное поперечное перемещение стола | 100 | |
Скорости вращения шпинделя (6) | Об/мин | 105 – 210 – 280 |
Скорость подачи рабочей головки шпинделя (3), за оборот | мм | 0.06 – 0.12 – 0.18 |
Подача головки шпинделя быстрая, вверх/ вниз, в минуту | мм | 1200 |
Скорость подачи стола (2), в минуту | мм | 52 – 104 |
Рабочая подача головки шпинделя и вращение шпинделя | кВт | 1.2 – 0.9 |
Быстрый ход шпиндельной головки вверх и вниз | кВт | 0.060 |
Подача стола | кВт | 0. |
Заточный станок | кВт | 0.190 |
Размеры станка (ДхШхВ) | мм | 2570х1175х1920 |
Вес нетто | кг |
1800 |
Вес брутто | кг | 2000 |
Сроки изготовления | раб./дней | 90 |
 072
072CB155 стандартная комплектация: 1. Параллельная опора
2. Измерительный прибор
CB155M стандартная комплектация: 1. Универсальный адаптер 2. Фрезерная головка 3. Ms3 step down bush 4. Параллельная опора
5. Измерительный прибор
Дополнительная комплектация (для CB155/CB155M)
1. MA31 шпиндель с измерительным прибором 2. MA52 шпиндель с измерительным прибором 3. MA60 шпиндель 4. MA53 и MA60 используйте такой же измеряющий прибор 5. Встроенное быстрое зажимное приспособление 6. Универсальное приспособление V-блока 7. Приспособление V-блока 90 и 60
8. Зажимное устройство цилиндра мотоцикла
Станки для расточки цилиндров
Станки для расточки цилиндров в блоках обязательные элементы любого СТО. Без такого оборудования невозможно произвести капитальный ремонт двигателя. На данной странице представлены станки различного размера, мощности, а так же совмещающие в себе и прочие полезные функции. Обратите внимание на нашу продукцию ниже, многие образцы оборудования могу включать дополнительные функции, которые значительно облегчат вам техническое оснащение вашей СТО.
PDF-файл со станками для расточки цилиндров
Обращайтесь к нашим менеджерам, если вы хотите купить станок для расточки цилиндров в России. Они дадут всю необходимую информацию об условиях поставки, сроках и ценах.
Станок для расточки цилиндра модели FT7, предназначен для работы с блоками двигателей как больших, так и маленьких размеров. Рабочая часть легко перемещается по всему периметру обрабатываемого блока, благодаря инновационному подходу к схематическому устройству станка. Станок имеет электронную систему управления с панелью, которая оснащена всеми необходимыми индикаторами для высокоточной работы.
Рабочая часть легко перемещается по всему периметру обрабатываемого блока, благодаря инновационному подходу к схематическому устройству станка. Станок имеет электронную систему управления с панелью, которая оснащена всеми необходимыми индикаторами для высокоточной работы.
Комплектация стандартного образца включает центрирующее устройство, шпиндель со штифтом, цифровой индикатор с циферблатом. Машина запускается с помощью панели управления, с помощью которой регулируется глубина расточки, скорость вращения рабочей части и другие компоненты интенсивности обработки детали. Благодаря автоматической настройке и регулировке рабочего процесса станок FT7 всегда позволяет добиться отличного качества шлифовки.
Широкий ряд комплектующих, стандартных для современных станков для расточки цилиндра, в модели FT7 дополнены небольшими, но весьма качественными приборами, среди которых: смазочная система стола и колонны, элемент подающий головку и другие.
| Модель | FT7 |
| 39 – 180 мм | |
| Масса нетто / брутто | 1500 / 1800 кг |
| Максимальная рабочая глубина | 400 мм |
| Максимальное поперечное перемещение шпинделя | 58 мм |
| Мощность мотора подачи шпинделя | 0,4 кВт |
| Скорость вращения шпинделя | 50 – 1000 об/м |
| Скорость вращения шпинделя шаг | 5 – 16 мм / с |
| Максимальное продольное перемещение шпинделя | 1058 мм |
| Минимальная шлифовочная подача | 0,005 мм |
| Максимальная шлифовальная подача | 0,5 мм |
| Диапазон вращения шпинделя кормов | 0.42 – 0.80 мм / с |
| Общий размер | 1600 x 950 x 2095 мм |
| Мощность двигателя | 1,1 кВт |
Расточный станок AC 170 был разработан для удовлетворения потребностей всей линейки (30 – 170 мм) легковых и грузовых блоков цилиндров. Шлифование превосходного качества и высокой точности достигается путем сочетания испытанных механических схем и инновационных технических решений, которые позволяют улучшить производительность и адаптивность станка. Все компоненты, поставляемые в стандартной комплектации AC 170, такие как центрирующее устройство со штифтом на шпинделе и циферблатный индикатор, панель управления со всеми функциями для быстрого доступа ко всем элементам управления, или индикатор глубины расточки, помогают оператору быстрее и с меньшими трудностями выполнить свою работу. Кроме того, регулируемая скорость вращения шпинделя с цифровым индикатором позволяет получать отличное качество шлифовки. Маленькие, но полезные приборы, такие как система смазки колонны и стола или быстрая подача головки входят в и без того широкий комплект оборудования.
Шлифование превосходного качества и высокой точности достигается путем сочетания испытанных механических схем и инновационных технических решений, которые позволяют улучшить производительность и адаптивность станка. Все компоненты, поставляемые в стандартной комплектации AC 170, такие как центрирующее устройство со штифтом на шпинделе и циферблатный индикатор, панель управления со всеми функциями для быстрого доступа ко всем элементам управления, или индикатор глубины расточки, помогают оператору быстрее и с меньшими трудностями выполнить свою работу. Кроме того, регулируемая скорость вращения шпинделя с цифровым индикатором позволяет получать отличное качество шлифовки. Маленькие, но полезные приборы, такие как система смазки колонны и стола или быстрая подача головки входят в и без того широкий комплект оборудования.
| Модель | AC 170 |
| Диаметр обрабатываемого цилиндра | 30 – 170 мм |
| Продольный ход стола | 850 мм |
| Высота блока | 650 мм |
| Ход резца максимальный | 1020 мм |
| Подвижность стола | 1030 х 370 мм |
| Поперечный ход стола | 120 мм |
| Мощность двигателя шпинделя | 1,5 кВт |
| Подача резцов | 0,12 мм / об. |
Станок BM160 – это вертикально расточный станок, который способен не только обрабатывать цилиндры, но и обрабатывать фрезерную плоскость. Он весьма легок в освоении технологичного процесса, благодаря современной системе управления, которую внедрили в управление данного станка. Любой оператор очень быстро освоит все особенности станка BM160 для расточки цилиндра, благодаря операционной системе EasyTouch.
Преимущества станка BM160 перед подобными моделями:
- Оборудование имеет четкое движение по всем осям и направлениям станка, которое достигается с помощью программного обеспечения.
- Станок имеет небольшой размер, с рабочей зоной не больше 1.
 5 кв. метра, при этом, нисколько не уступая машинам с аналогичными показателями крутящего момента, достигающими 200 – 500 оборотов в минуту.
5 кв. метра, при этом, нисколько не уступая машинам с аналогичными показателями крутящего момента, достигающими 200 – 500 оборотов в минуту. - Шпиндельная система включает 3 варианта оснащения. Режущий инструмент имеет видов MA52 и MA60 достигает 1.5 мм, и имеет точность расточки не более 0,005 мм.
- Фрезы станка имеют 8 резцов, которые способны удирать до 1 мм за движение вне зависимости от материала.
 5 кв. метра, при этом, нисколько не уступая машинам с аналогичными показателями крутящего момента, достигающими 200 – 500 оборотов в минуту.
5 кв. метра, при этом, нисколько не уступая машинам с аналогичными показателями крутящего момента, достигающими 200 – 500 оборотов в минуту.| Модель | BM160 |
| Растачивания | 160 мм |
| Максимум рабочая глубина | 350 мм |
| Максимальная фрезеровальная площадь | 300 × 800 мм |
| Номинальный крутящий момент на 50-500 оборотов в минуту | 120 нм |
| Номинальный крутящий момент на 500-780 оборотов в минуту | 100 нм |
| Мощность двигателя шпинделя | 4 кВт |
| Мощность двигателя рабочего стола | 0,4 кВт |
| Мощность двигателя шпинделя вертикальное движение | 0,4 кВт |
| Габаритные размеры | 2670 × 1170 × 1920 мм |
| Размер упаковки | 2200 × 1200 × 2200 мм |
| Масса нетто / брутто | 1800 / 2100 кг |
TXM170A, TXM200A, TXM250A это серия станков для расточки цилиндров вертикального типа является одним из самых популярных и распространённых станков. Каждая из его разновидностей имеет схожие характеристики и назначение. Символы в названии являются аббревиатурой, в которой под буквами T, X и M, значатся технологические процедуры, для которых и создан данный станок:
- T – расточка цилиндров
- X – фрезерование плоскости
- M – шлифование плоскости
Цифры в названии моделей обозначают максимальный размер растачиваемого диаметра отверстия цилиндров двигателя. Данная машина для обработки деталей моторной группы, широко применяется в таких процедурах как: расточка цилиндров блока ДВС, расточка гильз блока цилиндров моторов и компрессоров, сверление отверстий, расточка отверстий высокой точности, шлифовка плоскостей, фрезерование поверхности блока картера. Модели станка TXM170A, TXM200A и TX250A, имеют размер упаковки 1900x2250x2280 мм. Данные модели поставляется так же в альтернативных видах исполнения, и большим количеством аксессуаров дополнительного навесного оборудования, среди которых дополнительные расточные шпиндели, внутренний микрометр, универсальный прибор.
Модели станка TXM170A, TXM200A и TX250A, имеют размер упаковки 1900x2250x2280 мм. Данные модели поставляется так же в альтернативных видах исполнения, и большим количеством аксессуаров дополнительного навесного оборудования, среди которых дополнительные расточные шпиндели, внутренний микрометр, универсальный прибор.
| Модель | TX170A | TX200A | TX250A |
| Максимальная длина расточки, мм | 400 | 500 | 500 |
| Максимальный растачиваемый диаметр, мм | 170 | 200 | 250 |
| Скорость вращения шпинделя, мин-1 | 120 до 1200 | ||
| Плоскость шлифования, мм | 400 × 1000 | ||
| Максимальный диаметр сверления, мм | 30 | ||
| Плоскость фрезерования, мм | 400 × 1000 | ||
| Скорость подачи шпинделя, мм/мин | 14 до 900 | ||
| Расстояние от торца шпинделя до поверхности стола, мм | 0 до 700 | ||
| Перемещение шпинделя, мм | 700 | ||
| Расстояние от оси шпинделя до вертикальных направляющих, мм | 375 | ||
| Ускоренные перемещения шпинделя, мм/мин | 1000 | ||
| Продольная подача стола, мм/мин | 32 до 1350 | ||
| Рабочая поверхность стола, мм | 500 × 1250 | 500 × 1500 | |
| Максимальное поперечное перемещение стола, мм | 200 | ||
| Максимальное продольное перемещение стола, мм | 1500 | ||
| Количество Т-образных пазов | 5 | ||
| Мощность двигателя, кВт | 42860 | ||
| Точность | Шероховатость при фрезеровании | Ra 3.2 | |
| Шероховатость при расточке | Ra 2.5 | ||
| Измеренная точность | H7 | ||
| Шероховатость при шлифовании | Ra 0.8 | ||
| Габаритные размеры упаковки, мм | 2250 × 1900 × 2280 | ||
| Габаритные размеры станка, мм | 2600 × 1630 × 2300 | ||
| Масса нетто/брутто, кг | 3300 / 3600 | 3500 / 3800 |
Станок модели T8018, в трех видах исполнения T8018A, T8018B и T8018C в любой момент можно заказать у нас. Данный аппарат предназначен для расточки отверстий блока цилиндра. Станок T8018 отличается особенно высокоточной работой, так как имеет бесступенчатую регулировку режимов работы. Оператор станка может свободно определять режимы вращения шпинделя.
Данный аппарат предназначен для расточки отверстий блока цилиндра. Станок T8018 отличается особенно высокоточной работой, так как имеет бесступенчатую регулировку режимов работы. Оператор станка может свободно определять режимы вращения шпинделя.
Модель T8018B имеет коробку скоростей, которая превосходно подходит для автоматического определения частоты вращения рабочей части.
Станок модификации T8018C имеет удлиненную рабочую часть, Шпиндель этой модификации способен намного глубже проникать в обрабатываемый блок, благодаря чему используется для расточки цилиндров удлиненных блоков.
Станки T8018 моделей T8018A, T8018B и T8018C, поставляются с рядом дополнительного специального оборудования, а так же аксессуарами, среди которых дополнительные шпиндели, приспособление для работы с V-образными блоками, специальное оборудования для работы с цилиндрами.
Данный станок демонстрирует высокую работоспособность и производительность на любых сроках эксплуатации, а так же имеет несколько весомых достоинств:
- Простота в использовании
- Пневматические элементы работают плавно, быстро и точно
- Станок имеет большую разбежку в регулировании скорости работы шпинделя
- Имеются высокоточные инструменты настройки и измерения (в т. ч. вертикальные)
- Жесткая рабочая часть, уверенно справляется со сплавами любых блоков
| Модель | T8018A | T8018B | T8018C |
| Диапазон частот вращения шпинделя, мин-1 | 140-610 | 175, 230, 300, 350, 460, 600 | |
| Максимальная длина расточки, мм | 450 | 650 | |
| Диапазон растачиваемых диаметров, мм | 30 до 180 | 40 до 180 | |
| Скорость подачи шпинделя, мм | 0.05, 0.10, 0.20 | ||
| Расстояние от оси шпинделя до станины, мм | 320 | 315 | |
| Ускоренные перемещения шпинделя, м/мин | 23774 | ||
| Перемещение шпинделя, мм | 500 | 800 | |
| Перемещение стола | Поперечное, мм | 100 | 150 |
| Продольное, мм | 800 | 1500 | |
| Размер стола, мм | 1200 × 500 | 1680 × 450 | |
| Быстрые перемещения, мм / мин | 2800 | ||
| Габаритные размеры станка, мм | 2000 × 1235 × 1920 | 2680 × 1500 × 2325 | |
| Габаритные размеры упаковки, мм | 1400 × 1400 × 2250 | 1580 × 1910 × 2575 | |
| Мощность двигателя | Главный двигатель, кВт | 3 | 37713 |
| Двигатель ускоренных перемещений, кВт | 0. 75 75 | ||
| Масса нетто / брутто, кг | 2000 / 2200 | 3500 / 3700 |
Модель станка TB8016 это электромеханическая машина, в состав которой входит пневматическая система, которая используется для производства работ по расточке цилиндров моторов различных размеров и характеристик. Чаще всего станок TB8016 используется для обработки блоков V-образного образца. Пневматическая система используется для высокоточной центровки рабочей части. Благодаря такой системе значительно сокращается время необходимое для установки блока в нужное положение.
Среди преимуществ данного оборудования:
- Высокая производительность
- Идеальная точность обработки
- Легкое управление
- Пневматическая система производящая быстрое центрование
- Высокоточные измерительные приборы
- Долгий срок службы машины
- Твердые и долговечные сплавы режущей головки.
| Модель | TB8016 | |
| Скорость быстрых перемещений | 430, 640 мм/с | |
| Максимальная длина расточки | 320 мм | |
| Скорость подачи шпинделя | 0.09 мм/с | |
| Размеры упаковки | 1500 × 1140 × 2070 мм | |
| Масса нетто / брутто | 1300 / 1500 мм | |
| Диаметр расточки | 39 до 160 мм | |
| Перемещение расточной головки | Продольное | 1000 мм |
| Поперечное | 45 мм | |
| Мощность двигателя | 0.85 / 1.1 кВт | |
| V-образный блок | 30°, 45° | |
| Габаритные размеры станка | 1250 × 1050 × 1970 мм | |
| Скорость вращения шпинделя (4 шага) | 125, 185, 250, 370 | |
| Давление воздуха | 0.6 МПа |
Вертикально-расточные станки ROBBI для расточки блоков и цилиндров
Расточные станки ROBBI — это недорогие, но качественные станки, которые выпускаются на основании 75-летнего опыта фирмы в производстве прецизионного оборудования для восстановления двигателей. Станки предназначены для расточки всех типов блоков цилиндров, включая гильзы и цилиндры мотоциклов, с возможностью обработки плоскости. Все модели имеют плавно регулируемую с помощью частотных преобразователей скорость вращения и подачу шпинделя и большой набор оснастки для обработки любых деталей.
Станки предназначены для расточки всех типов блоков цилиндров, включая гильзы и цилиндры мотоциклов, с возможностью обработки плоскости. Все модели имеют плавно регулируемую с помощью частотных преобразователей скорость вращения и подачу шпинделя и большой набор оснастки для обработки любых деталей.
Станки модификаций S, а также станки моделей SPES и OLIMPIA имеют плавно переменную подачу стола и возможность установки фрезерной головки для фрезерования. Окраска в любой цвет по выбору заказчика.
Каждый такой станок спроектирован так, чтобы обеспечить высокую точность и одновременно быть простым в использовании. Поэтому особенности наладки станка разработаны с учетом потребностей оператора и являются быстрыми, простыми и не требуют специальных знаний и навыков. Заключительный выбор легок: станки надежны, удобны и точны, их цены приемлемы, что означает выгодное возвращение инвестиций. Оперативная связь с производителем гарантирует, в случае необходимости, консультации и быструю поставку требуемых запчастей и расходных материалов.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ СТАНКОВ:
- Исключительная жесткость и точность станка благодаря литой чугунной станине.
- Плавная регулировка частоты вращения и вертикальной подачи шпинделя, а также подачи стола.
- Большой выбор расточных шпинделей и приспособлений.
- Быстрые снятие/установка шпинделей.
- Быстрое и точное центрирование шпинделя в цилиндре по индикатору на расточной бабке.
- Быстрая настройка верхнего и нижнего крайних положений шпинделя.
- Простое крепление V-образных и рядных блоков цилиндров.
- Быстрая установка фрезерной головки для обработки плоскости.
- Возможность установки сегментированного шлифовального круга для шлифования плоскостей
- Возможность установки хонинговальных головок для ручного хонингования отверстий.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Диаметры расточки со стандартными шпинделями | мм | 31-150 | 31-180 | 31-320 | 31-320 | 31-400 |
| Максимальная глубина расточки | мм | 380 | 460 | 700 | 860 | 1100 |
| Максимальное вертикальное перемещение расточной головки | мм | 580 | 830 | 930 | 1230 | 1330 |
| Расстояние от стола до расточной головки | мм | 1090-510 | 1260-430 | 1530-600 | 1860-600 | 2130-600 |
| Максимальное расстояние от шпинделя до направляющих колонки | мм | 280 | 340 | 370 | 450 | 520 |
| Используемые размеры стола | мм | 900×370 | 1200×400 | 1550×500 | 1800×600 | 3000×700 |
| Обрабатывающая поверхность для верхней плоскости блока* | мм | 250* | 320* | 380* | 420* | 480* |
| Продольный ход стола | мм | 880 | 980 | 1530 | 1780 | 2530/2950 |
| Поперечный ход стола | мм | 65 | 80 | 130 | 180 | 230 |
| Скорость вращения шпинделя | об/мин | 240-480 | 0-500 | 0-500 | 0-500 | 0-500 |
| Автоматическая подача расточной головки | мм/об | 0,13 | 0,09-0,18 | 0,05-0,25 | 0,05-0,25 | 0,05-0,25 |
| Автоматическая подача стола для обработки плоскости* | мм/мин | — /40-80 | — /40-80 | — /40-80 | 0-150 | 0-150 |
| Главный шпиндельный двигатель вращения | кВт | 1-0,75 | 2 | 3 | 5 | 7,5 |
| Двигатель быстрой подачи расточной головки | кВт | 0,75 | 0,75 | 0,75 | 0,75 | 1,25 |
| Двигатель быстрой автоматической подачи стола для обработки плоскости* | кВт | 0,3/0,17* | 0,3/0,17* | 0,3/0,17* | 0,3/0,17* | 0,3/0,17* |
| Двигатель привода расточной головки | кВт | 0,5 | 0,5 | 0,5 | 0,5 | 1,0 |
| Габариты: длина x ширина x высота | мм | 1700x1080x2000 | 1800x1200x2170 | 2150x1350x2400 | 2800x1500x3170 | 4150x1750x3400 |
| Требуемое рабочее пространство для установки станка | мм | 2580x1145x2230 | 2780x1250x2570 | 3680x1480x2700 | 4780x1750x3570 | 5680x2480x3700 |
| Приблизительно чистый вес | кг | 1350 | 1600 | 2400 | 3600 | 4400 |
| Приблизительно вес брутто | кг | 1600 | 1850 | 2750 | 3850 | 4750 |
| Размеры и объем упаковки | м/м3 | 1,36×1,24×2,20= 3. 710 710 | 1,56×1,30×2,30= 4,664 | 2,65×1,5×2,54 = 6,1215 | 3,56×2,30×3,30= 8,664 | 3,65×2,5×3,54 = 10,1215 |
* Для модификаций станков S и SPES, предусматривающих возможность обработки плоскости блоков цилиндров.
КОМПЛЕКТ СТАНДАРТНОГО ОБОРУДОВАНИЯ
- Электрическое оборудование с системой управления низкого напряжения.
- Полный комплект оснастки, включая фрезерную головку и инструмент для обработки плоскости блоков (модификации S, SPES).
- 2 параллели 100мм с болтами.
- 2 параллели 220мм с болтами (300мм для MAX и SPES).
- 4 фиксирующих зажима с болтами.
- Система управления процессом расточки.
- Система центрирования.
- Система управления подачей расточной головки.
- Набор гаечных ключей.
- Инструкция по эксплуатации и список запасных частей.
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ (НА ЗАКАЗ)
- Электронная система быстрого центрирования с LCD-дисплеем
- Автоматическая плавно переменная подача стола 0-150 мм/мин
- Приспособления и инструмент для заточки резцов, включая электрический двигатель, абразивный круг, алмазный круг, зажимное приспособление.
- Расточные шпиндели различных размеров, комплекты режущего и измерительного инструментом, а также центрирующих устройств.
- Специальный сверлильный шпиндель с конусом Морзе №3.
- Крепление для быстрого зажима рядных блоков цилиндров.
- Универсальное крепление для V-образных блоков.
- Универсальное крепление для зажима гильз.
- Крепление для зажима цилиндров мотоциклов.
- Специальный шпиндель для обработки плоскостей с конусом Морзе №3.
- Нутромеры для измерения диаметра цилиндра различных диапазонов.
- Специальный шлифовальный шпиндель с сегментированным шлифовальным кругом для прецизионной обработки плоскостей.
- Специальное хонинговальное приспособление для хонингования цилиндров с системой подачи СОЖ.

Регулируемое наклонное крепление для зажима V-образных блоков цилиндров. | Автоматическая плавно переменная подача стола | ||
Комплекты расточных шпинделей | Приспособление для заточки резцов |
Наиболее полная информация о расточных станках ROBBI и их дополнительном оборудовании, условиях поставки, гарантиях и многих других полезных вещах представлена в русском каталоге станочного оборудования ROBBI.
Скачать инструкцию по эксплуатации расточного станка для расточки блоков цилиндров в формате PDF (3,9 Мб)
Рекомендуем также посмотреть наше слайд-шоу о том, как производятся станки на заводе ROBBI в Италии.
СМЦ «АБ-Инжиниринг» также поможет сделать эскизный проект и скомплектовать оборудованием участок механической обработки деталей по конкретному техническому заданию.
Вы можете отправить запрос на станочное оборудование ROBBI с нашего сайта.
Сравнение станков ROBBI со станками других производителей
Другие станки ROBBI…
Мы готовы предложить Вам любой вариант оборудования Вашего цеха станками любого производителя — от самой дорогой TOP-модели до самого дешевого, но не менее качественного станка.
Расточка двигателя: процесс, методы, характеристика
Расточка двигателя — сложный технологический процесс, который направлен на ремонт или доработку силового агрегата. Зачастую, говоря народным языком, расточка необходима при проведении капитального ремонта или проведению тюнинга.
Для чего нужна расточка мотора
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П. 82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
 82.000
82.000Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1. 5 5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.
Стоит учитывать, что при неправильно проведенном процессе, описанном в пункте 1, цилиндр расточиться не правильно и двигатель можно будет, попросту, выкинуть. Поэтому растачивать блоки стоит доверять профессионалам.
Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Показания и противопоказания к расточке
К показаниям к проведению расточки являются:
- Износ внутренней части цилиндров, наличие раковин и царапин.
- Возможность восстановления.
- Отсутствие трещин и других похожих повреждений.
- Возможность установки ремонтного комплекта поршневой группы.
- Проведение точных операций по расточке.
А вот к противопоказаниям можно отнести:
- Невозможность восстановить поверхность цилиндров.
- Отсутствие возможности расточки под ремонтный размер (случаи с гильзовкой блока).
- Другие факторы, в которых растачивать блок не целесообразно.
Вывод
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
Производство электротехнического и промышленного оборудования
KRONVUZ – компания, занимающаяся разработкой, производством, а также реализацией оборудования, предназначенного для обслуживания аккумуляторных батарей всех типов:
автомобильных, авиационных железнодорожных, тяговых и других.
В каталоге компании представлен широкий перечень изготавливаемой продукции – зарядные, зарядно-десульфатирующие, зарядно-разрядные, пуско-зарядные и другие виды устройств, а также специализированная металлическая мебель для оснащения аккумуляторных мастерских.
Оборудование для обслуживания аккумуляторных батарей нашего производства совместимо со всеми аккумуляторами, применяемыми в военной, химической, авиационной промышленности, отраслях энергетики, переработки нефти, газа и других.
Электротехническое оборудование
Для обеспечения должной степени безопасности и продления срока и службы аккумуляторные батареи должны храниться в специальных шкафах, к которым предъявляются особые требования.
Одной из разработок инженеров компании KRONVUZ является батарейный шкаф серии ШМА с регулируемыми по высоте полками и возможностью установки источника бесперебойного питания (ИБП). Шкафы серии ШМА используются для хранения большого количества аккумуляторов определенного напряжения.
Устройство поаккумуляторного контроля КРОН-УПК-01
Для контроля температуры электролита и напряжения каждой АКБ, входящей в состав авиационной аккумуляторной батареи, конструкторское бюро компании разработало устройство серии КРОН-УПК.
Оборудование актуально при техническом обслуживании авиационных аккумуляторных батарей, у которых зарядный и разрядный процесс зависит от внутренних параметров аккумулятора.
УНИКАЛЬНОЕ ОБОРУДОВАНИЕ: Зарядные шкафы серии СВЕТОЧ-Авиа
Шкаф серии « Светоч-Авиа» предназначен для заряда или разряда авиационных аккумуляторных батарей. В данном изделии используется запатентованное зарядно-разрядное десульфатирующее устройство, не имеющее мировых аналогов.
Принцип работы устройства основан на новейшем методе преобразования тока и напряжения с использованием импульсного выпрямителя.
Программное обеспечение позволяет отслеживать процесс заряда каждой батареи, самостоятельно задавать зарядно-разрядные циклы и вести базу обслуживаемых АКБ.
Использование зарядных шкафов позволяет обслуживать несколько аккумуляторных батарей согласно заданным алгоритмам, отличающимся друг от друга.
Серия « Светоч-Авиа» представлена одноярусными, двухъярусными и трехъярусными зарядными шкафами.
Передвижные зарядные установки
Электростанции ППЗУ-АД-4-230-1, ПУЗЭ-04 и ПУЗЭ-16 предназначены для заряда или разряда щелочных и кислотных аккумуляторов в полевых условиях.
Главная особенность данного оборудования заключается в возможности автономной работы, как от встроенного дизельного генератора, так и от промышленной сети. Представленные электростанции обеспечивают потребителей однофазным переменным током напряжением 220В с частотой 50Гц.
Специализированный центр компании KRONVUZ по гарантийному, постгарантийному и техническому обслуживанию обеспечивает должный уровень сервиса для своих клиентов.
Постоянное совершенствование, применение современных технологий и оборудования позволяет улучшать выпускаемую продукцию, внедрять новые разработки, отвечающие высоким требованиям качества и надежности.
Статьи
Новости
ОА «ГАРО-Трейд»
Коллектив ОА «ГАРО-Трейд» благодарит коллектив KRONVUZ за длительное…
ПодробнееООО «РН-Пожарная безопасность»
Выражаем компании KRONVUZ благодарность за производство и поставку мобильной…
ПодробнееООО «Вента-Строй»
Компания ООО «Вента-Строй» уже долгое время сотрудничает с KRONVUZ.
Подробнее
ООО «ПГ Комплексные поставки»
KRONVUZ является нашим партнером в области производства и поставки…
ПодробнееС момента своего существования, компания получила более чем 10 000 благодарных клиентов по всей территории России и стран ближнего зарубежья.
Мы нацелены на долгосрочное и плодотворное сотрудничество со всеми своими партнерами и клиентами.
Патенты на изготавливаемое оборудование
Большая часть продукции нашей компании не имеет мировых аналогов, все права защищены соответствующими патентами.
KRONVUZ – крупная компания, специализирующаяся на изготовлении оборудования для обслуживания аккумуляторных автомобильных, авиационных, тяговых и железнодорожных батарей. Единственный в мире производитель уникального оборудования как: Светоч, Зевс и КЗО.
Зарядно-разрядный шкаф Светоч – один из огромного количества наших высокотехнологичных разработок. Изделие базируется на зарядно-разрядном десульфатирующем устройстве, не имеющем аналогов, правообладателем которого является руководитель нашего предприятия. С правами, патентами, сертификатами и прочими документами, вы можете ознакомиться на нашем сайте, в разделе «Информация».
Все оборудование из списка нашего каталога, проходит полный цикл производства на собственном заводе, располагающемся в г. Владимир. Для того, чтобы обезопасить наших клиентов от непорядочных продавцов, рассылающих ложные обвинения в наш адрес, просим Вас изучить раздел с фотографиями нашего производственного предприятия.
ДИПЛОМЫ И НАГРАДЫ
За годы работы компания KRONVUZ удостаивалась многих почетных наград и дипломов, что в очередной раз подтверждает высокое качество производимой продукции.
Если Вы нашли эквивалентное предложение за меньшую стоимость, мы гарантируем те же условия поставки и снижение прайса до найденной Вами цены, а также предоставим дополнительную скидку 5%.
В случае задержки в выставлении счета и коммерческого предложения, а также при возникновении претензий к работе отдела продаж, обращаться к старшему менеджеру.
Уважаемые посетители сайта и потенциальные клиенты! Руководство сайта www.4akb.ru доводит до Вашего сведения, что вся информация, размещенная на нашем сайте, имеет рекламный характер, не содержит предложения со всеми существенными условиями договора, из которого усматривается воля лица, делающего предложение, заключить договор на указанных в предложении условиях (публичная оферта), а является приглашением делать оферту, предусмотренную п. 1 ст. 437 Гражданского Кодекса Российской Федерации. Все существенные условия по приобретению рекламируемой продукции будут указываться в договоре купли-продажи. Всю необходимую информацию по комплектации, ценам, приобретению и поставке рекламируемой на сайте продукции Вы можете получить у наших специалистов по телефону: +7 (4922) 77-77-44
Как просто сделать расточку блока цилиндров
Как известно, во время работы двигателя максимальную нагрузку испытывают на себе блок цилиндров и поршни двигателей. Это обусловлено тем, что эти детали работают в жестких условиях повышенной температуры и давления, даже если кажется, что двигатель автомобиля работает плавно и тихо. В процессе такой жесткой эксплуатации происходит износ этих деталей – поршни трутся об стенки цилиндров.
В итоге они приобретают конусовидную форму, что может негативно повлиять на безопасную работу двигателя. Пусть эти изменения не заметны для не вооруженного глаза, но это не значит, что их нет. Итак, расточка блока цилиндров нужна для создания/восстановления этого элемента двигателя автомобиля. Давайте разберемся детальнее, что такое расточка и хонингование блока цилиндров, и для чего они нужны?Содержание статьи
Для чего нужна расточка?
Расточка – процесс восстановления необходимой геометрии, а также создание необходимого расстояния между стенками цилиндра и поршнями.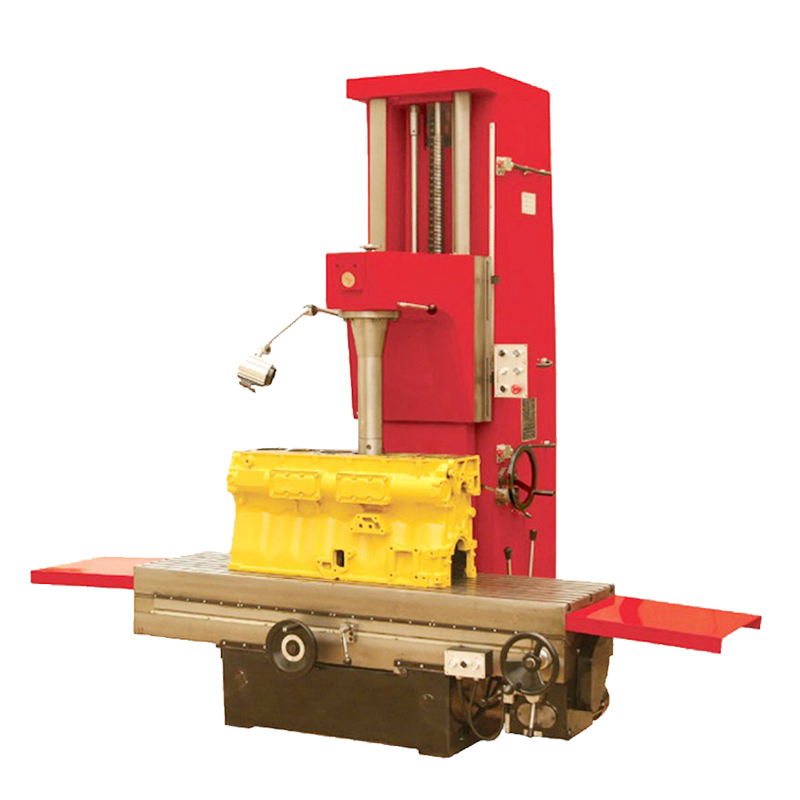 Как известно, цилиндр очень редко выходит из строя, но иногда, такое может произойти. Да, далеко не каждый из цилиндров изнашивается раньше времени, но все-таки, с техникой бывает всякое. Все изношенные цилиндры можно подвергать растачиванию. Расточить блок цилиндров – значит восстановить качественную работу двигателя автомобиля. Как определить, что они износились, и что им необходима реабилитация?
Как известно, цилиндр очень редко выходит из строя, но иногда, такое может произойти. Да, далеко не каждый из цилиндров изнашивается раньше времени, но все-таки, с техникой бывает всякое. Все изношенные цилиндры можно подвергать растачиванию. Расточить блок цилиндров – значит восстановить качественную работу двигателя автомобиля. Как определить, что они износились, и что им необходима реабилитация?
Первым признаком износа является изменение первоначальных размеров кольца поршня. В случае, когда размер меняется хотя бы на пять сотых миллиметра, это верный знак того, что цилиндр в срочном порядке, нужно растачивать. Вторым параметром является изменение размера в местах соприкосновения поршневой юбки со стенками цилиндра. В этом случае даже при отклонении от нормы на три десятых миллиметра чревато последствиями.
Как уже говорилось выше, эти изменения не возможно поймать на глаз. Диагностику и проверку поршней желательно проверять во время планового осмотра при помощи специального инструмента.
Таким образом, даже при изменении на, казалось бы, столь мизерные размеры, необходимо проводить реанимацию системы. Но, более важным, и в это же время опасным, есть образование на стенках цилиндра дефекта в виде ступеньки. Именно этот дефект ускоряет износ не только поршней, но и посадочное место под кольца на поршне, а звук от трения/ударов весьма ощутим. В результате в работе двигателя машины происходит появление вибраций. К тому же, образование формы поршня в эллиптическую мешает плотному примыканию колец к стенкам. Что может привести к нарушению компрессии в двигателе, а также к перерасходу топлива и масла? В худшем случае кольца могут развалиться из-за постоянных ударных нагрузок, что приведет к тому, что стенки цилиндра получат повреждения такой степени, что никакая расточка уже не исправит появившееся дефекты. А это значит, что цилиндр, к сожалению, придется выбросить.
Итак, чтобы восстановить блок цилиндров необходимо применить метод расточки, но для полного восстановления необходимо создание относительной оси и допустимого расположения всех поверхностей.
 И для этого применяется метод обработки металла под названием хонингование.
И для этого применяется метод обработки металла под названием хонингование.Процедура расточки и хонингования
Для того, чтобы провести расточку, необходимо обращаться к специалисту, то есть отгонять машину на станцию технического обслуживания, где есть специальное оборудование, а именно станок для расточки блока цилиндров.
Для выполнения такого рода работы применяется станок с вертикальной подачей. Учитывая тот факт, что это вовсе не сложная работа, но ее качество напрямую зависит от новизны оборудования и от профессионализма станочника. Самой важной задачей является создание цилиндрической формы, это не только главная задача, но и самая сложная. Поэтому пред тем как приступить к обработке, необходимо провести калибровку станка, что бы добиться правильной наружной геометрии на поверхности.
Так же одной из задач является удаление конусности цилиндра. Очень важно выдержать минимальные параметры изменения, это можно сделать, только применяя станок для расточки блока цилиндров, который имеет точность до одной сотой миллиметра. Не маловажной задачей при расточительных работах является соблюдение высокого требования относительно чистоты обрабатываемой поверхности. Высокая степень чистоты – залог быстрой притирки новых деталей.
Итак, как работает станок для расточки блока цилиндров? Заготовка устанавливается и закрепляется на рабочей поверхности станка. Как уже говорилось выше, для этого вида работ применяется станок с вертикальной подачей. В отверстие, которое необходимо расточить подается вал с прикрепленной фрезой, выставленной под нужные размеры. С помощью ручки управления (в старых станках) или же компьютерного управления (присуще современному оборудованию) вал опускается ниже по отверстию, при этом выравнивая его под один размер.
Хонинговка блока цилиндров – необходимая процедура после проведения расточных работ. Этот процесс применяется для достижения максимально круглого и ровного отверстия при условии соблюдения определенного качества поверхностей. Одним словом – это окончательный метод обработки. Процесс хонингования блока цилиндров происходит при постоянном соприкосновении инструмента с заготовкой. Удаление ненужного слоя происходит при помощи шлифовальных средств. Иногда этот процесс называют перекрестным шлифованием. Потому что он одновременно позволяет выполнять движения радиальное и относительно оси. Что бы получить необходимую крутизну углов, мастер регулирует скорость вращения шлифовального материала и скорость подачи заготовки.
Одним словом – это окончательный метод обработки. Процесс хонингования блока цилиндров происходит при постоянном соприкосновении инструмента с заготовкой. Удаление ненужного слоя происходит при помощи шлифовальных средств. Иногда этот процесс называют перекрестным шлифованием. Потому что он одновременно позволяет выполнять движения радиальное и относительно оси. Что бы получить необходимую крутизну углов, мастер регулирует скорость вращения шлифовального материала и скорость подачи заготовки.
Видео “Расточка блока цилиндров”
Посмотрев видеозапись Вы увидите, как происходит процесс расточки блока цилиндров у автомобиля марки “ВАЗ”.
Компания Механика – Расточка блока цилиндров
Расточка блока цилиндров – операция перед хонингованием
(фото: расточка блока цилиндров)
Когда необходим капитальный ремонт двигателя
Итак, расточка блока цилиндров. Эта операция входит в технологическую цепочку капитального ремонта двигателя.
А когда он требуется – капитальный ремонт? О тревожных симптомах мы писали в статье «Хонингование – операция финишная и… самостоятельная». Но следуя логике изложения, напомним о них.
Итак, снижение мощности, падение компрессии, увеличение расхода масла, характерный запах и цвет отработавших газов – все это признаки износа цилиндропоршневой группы. И самое правильное для водителя – прервать эксплуатацию и обратиться к профессиональным ремонтникам, например, в фирму «Механика».
И самое правильное для водителя – прервать эксплуатацию и обратиться к профессиональным ремонтникам, например, в фирму «Механика».
А дальше – квалифицированная диагностика состояния цилиндров, поскольку простая замена поршневых колец, которую предложат на многих сервисах, вряд ли поможет. Нет, нужны замеры, замеры и еще раз замеры!
Снять металл
В зависимости от их результата специалисты «Механики» предложат три варианта:
- только хонингование как основную и одновременно финишную операцию;
- расточка цилиндров в ремонтный размер с последующим финишным хонингованием;
- гильзовка с финишным хонингованием, если последний ремонтный размер уже выбран предыдущей расточкой.
Вариант №2, т.е. расточка в ремонтный размер с финишным хонингованием, является самым распространенным.
(фото: финишное хонингование)
Суть операции в следующем. Вертикальный шпиндель расточного станка с закрепленным резцом вращается и опускается вглубь цилиндра. Резец снимает лишний металл с зеркала, устраняет эллипсность, конусность и ступеньку выработки вблизи верхней мертвой точки поршня (ВМТ).
Важно, что резец, в отличие от хона, закреплен в шпинделе жестко. И если хон при обработке «плавает», волей-неволей повторяя конфигурацию внутренней поверхности цилиндра, то резец совершает рабочий ход строго по вертикали.
Именно этот фактор позволяет выставить инструмент таким образом, чтобы убрать эллипсность, а точнее, яйцеобразную форму изношенного цилиндра. И тем самым восстановить его геометрию – разумеется, уже в ремонтном размере. Кстати, одним только хоном убрать эллипс можно, а вот более причудливые бочкообразные износы – нет.
Казалось бы, операция расточки проста. На деле эта «простота» требует точного оборудования и высочайшей квалификации исполнителя. Об этом далее.
Расточка блока цилиндров в цифрах
Сколько металла снимается при расточке? Правильнее поставить вопрос так: сколько ремонтных размеров существует в современных моторах? Как правило, их два: 0,5 мм и 1 мм от номинала. Встречаются и исключения – 0,25 мм, например. Но это редко.
Встречаются и исключения – 0,25 мм, например. Но это редко.
В компании «Механика» нам рассказали любопытные случаи. Не так давно были популярны пяти- и шестицилиндровые моторы Volvo. И производитель выпускал для них ремонтные поршни 0,2 и 0,4 мм.
Первый размер был никому не нужен – ну прямо как Неуловимый Джо. Почему? А потому что при износе 0,2 мм все продолжали благополучно ездить. А на размер 0,4 мм выходили редко, приезжая на ремонт, как правило, с износом более 0,5 мм. Но ремонтных поршней под этот износ у Volvo не было, поэтому двигатели приходилось гильзовать. Так что опыт у «Механики», прямо скажем, разнообразный.
(фото: расточка цилиндров)
База под расточку: плоскость
В металлообработке едва ли не самое главное – базирование детали. Это важно и в токарном, и во фрезерном деле, и, конечно же, в специальных операциях по ремонту двигателя. Правильно выбранная база – это гарантия соосности, перпендикулярности и параллельности различных элементов детали при обработке. В нашем случае это обеспечение перпендикулярности осей цилиндров и коленчатого вала.
Рядные блоки, как правило, предварительно базируют по плоскости масляного поддона картера. Важно, чтобы эта поверхность была хорошо очищена, остатки прокладки здесь недопустимы.
После установки блока смотрят: а как расположена плоскость головки блока цилиндров (ГБЦ)? Дело в том, что она не всегда параллельна плоскости поддона картера. С помощью щупов и индикатора «выставляется горизонт» плоскости ГБЦ, то есть ее положение в продольном и поперечном направлениях.
Далее блок фиксируется специальными зажимами, мастер с помощью центроискателя выставляет резец на необходимую величину съема и запускает станок.
Если производится ремонт 0,5 мм (от номинала или от первого ремонтного размера), то расточка проводится за один проход. Если по каким-то причинам выполняется ремонт «через размер», то делается два прохода инструмента.
Подача резца автоматическая, и на обработку четырех цилиндров уходит порядка часа.
База под расточку: скалка
Бывает, что привозят рядные блоки, которые уже однажды ремонтировали – когда-то, где-то, у кого-то. И базировали их просто по плоскости масляного поддона, не обеспечивая перпендикулярности осей цилиндров и коленчатого вала.
В этом случае для качественного ремонта требуется базировать блок по постелям коленчатого вала. Да клиент и сам часто просит: сделайте по постелям. Особенно если понимает суть вопроса, являясь, например, спортсменом-гонщиком.
В этом случае для базирования используется скалка – шлифованный металлический стержень, установленный на призмы.
Скалка имитирует коренные шейки коленчатого вала. Выставлять блок в продольном направлении не требуется – только в поперечном, что и делается с помощью индикатора. Далее проводится расточка, гарантирующая перпендикулярность осей цилиндров и «колена».
Но заметьте – до сих пор мы говорили о рядных моторах. А блоки V-образные? Сразу скажем, что их базируют только по постелям коленвала на скалке –иначе сделать это невозможно.
После расточки блока в той же базе (на скалке!) обрабатывают плоскости ГБЦ. Тем самым обеспечивают параллельность этих плоскостей оси коленчатого вала. Кстати, об этом рассказывает руководитель «Механики» Дмитрий Николаевич Даньшов в ролике https://www.youtube.com/watch?v=MJY1PgZfnBA Советуем посмотреть.
Не оставим без внимания и оппозитные двигатели Subaru. Как растачивают их? А вот как: попарно. Сначала один полублок, потом другой.
И в заключение этого раздела подчеркнем особо: при расточке обязательно оставляется припуск на хонингование. Эта финишная операция выполняется всегда!
Преимущества «Механики»
Почему с ремонтом блока (и не только блока) стоит обращаться в компанию «Механика»? Основные аргументы приведены в уже упоминавшейся статье «Хонингование – операция финишная и… самостоятельная» – с ними легко ознакомиться. Мы же сделаем несколько добавлений.
Нельзя не упомянуть тщательность подготовки блока к ремонту. Его скрупулезно очищают и отмывают на специальном оборудовании под давлением. А после завершения операций удаляют технологическую грязь и прочищают масляные каналы – в том числе и ультразвуковым способом.
Его скрупулезно очищают и отмывают на специальном оборудовании под давлением. А после завершения операций удаляют технологическую грязь и прочищают масляные каналы – в том числе и ультразвуковым способом.
Станочный парк «Механики» разнообразен, здесь работают и станки советского производства, о чем руководство говорит с гордостью. Во-первых, поговорка «советское – значит отличное» родилась не на пустом месте. Во-вторых, фирма сама выпускает и модернизирует оборудование, отдельные его узлы и инструмент – здесь умеют и это. Поэтому станки живут долго и служат безотказно.
(фото: производственные цеха Механики)
И заканчивая этот рассказ, вернемся к базированию блока и скалкам. Кроме станков, компания «Механика» производит и специальные приспособления для работы с V-образными блоками. Оно обеспечивает точное базирование блоков на скалке и применяется при обработке плоскостей, гильзовке, расточке и хонинговании. Такую оснастку можно приобрести.
Производство оборудования – тоже аргумент в пользу фирмы, подчеркивающий уровень ее профессионализма.
Автор: Юрий Буцкий, к.т.н.
Расточной станок для блоков цилиндров модели АС 650 A
Shining Industrial Enterprise(China)Co.Ltd.
Вертикально-сверлильный станок Описание Данный вертикально-сверлильный станок разработан для удовлетворения требований работ, требующих высокой жесткости и универсальности. Также доступен широкий выбор
ПодробнееСТАНОК ТОКАРНО-ВИНТОРЕЗНЫЙ ГС526У
СТАНОК ТОКАРНО-ВИНТОРЕЗНЫЙ ГС526У Станки предназначены для выполнения разнообразных токарных работ и для нарезания резьб: мет-рической, модульной, дюймовой, питчевой. Обозначение модели ГС526 приобретает
Обозначение модели ГС526 приобретает
Станок заточной модели ВЗ-384
Станок заточной модели ВЗ-384 Назначение: предназначен для заточки и доводки основных видов инструментов из инструментальной стали, твёрдого сплава, минералокерамики абразивными, алмазными, эльборовыми
ПодробнееТИП 5010 F11 100AL/125AL/160AL
ТИП 5010 F11 100AL/125AL/160AL Головки делительные универсальные Руководство по эксплуатации. www.pozos.ru e-mail:[email protected] СОДЕРЖАНИЕ Предисловие I. Основная спецификация II. Общее устройство и управление
ПодробнееКарусельные станки серии С52
Карусельные станки серии С52 Станок С5225 С5231 С5240 С5250 С5263 Максимальный диаметр точения, мм 2500 3150 4000 5000 6300 Диаметр рабочего стола планшайба, мм 2250 2830 2830 4500 4500 Конус шпинделя
ПодробнееСверлильные станки с ЧПУ
Сверлильный станок с подвижным порталом. Модель 161 216 одна деталь одна деталь 16 1 2 16 Максимальные размеры обрабатываемой две детали две детали детали, мм 1 8 16 1 четыре детали 8 5 четыре детали 1
ПодробнееCNC-TAKANG COMPANY LTD.
Универсальные токарные станки серии TK Особенности моделей станков серии ТК 450, 540, 600, 630, 770, 770N, 840, 840N: ная бабка. Корпус сделан из высокопрочного литого чугуна. вращается в высокоточных
ПодробнееИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
МОДЕЛЬ ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ МАКС. ДИАМЕТР СВЕРЛЕНИЯ 16 мм СЕРИЙНЫЙ НОМЕР ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ Стр. 5-1 СОДЕРЖАНИЕ 1. Назначение и сфера применения 2 2. Технические параметры…2 3. Эксплуатация
ПодробнееКарусельные станки серии С51
Карусельные станки серии С51 Станок Максимальный диаметр точения, мм Диаметр рабочего стола планшайба, мм C5110 C5112 C5116 C5120 C5123 1000 1250 1600 2000 2300 2500 1000 1000 1400 1800 2000 2200 Конус
Подробнее1.
 Зубчатая. 2.Ременная. 3.Реечная. 4.Цепная.
Зубчатая. 2.Ременная. 3.Реечная. 4.Цепная.Зачетная работа по устройству металлорежущих станков и технике безопасности Вариант )Какие механические передачи не применяются в конструкции токарновинторезного станка ТВ 6? Зубчатая 2Ременная 3Реечная
ПодробнееТ е м а 6. ОБРАБОТКА ОТВЕРСТИЙ. Содержание
Т е м а 6. ОБРАБОТКА ОТВЕРСТИЙ Цель изучение технологических возможностей лезвийной обработки отверстий на вертикально сверлильных и координатно расточных станках, основных узлов станков и их назначения,
ПодробнееОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ
1 «ЮЖНЫЙ ЗАВОД ТЯЖЕЛОГО СТАНКОСТРОЕНИЯ» (ООО «ЮЗТС») образован 11 марта 2016 года в рамках реализации инвестиционного проекта Южно-Российский центр тяжелого станкостроения России. Основные производственные
ПодробнееГоризонтальные токарные станки.
Горизонтальные токарные станки. Токарный станок с 23 позиционной револьверной головкой, вращающимся инструментом и противошпинделем Все основные детали станка сделаны из высокопрочного чугуна. Станок может
ПодробнееИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛЬ SDP-25M/SDP-32FM ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ МАКС. ДИАМЕТР СВЕРЛЕНИЯ 25/32 мм СЕРИЙНЫЙ НОМЕР СДЕЛАНО В КИТАЕ SDP-25M/SDP-32FM ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ Стр. 7-1 СОДЕРЖАНИЕ 1.
ПодробнееLeс_15_TKMiM_1АА_AD_LNA_08_12_2016
Leс_15_TKMiM_1АА_AD_LNA_08_12_2016 Содержание 15.1. Резцы 15.2. Инструменты для обработки отверстий 15.3. Фрезы Контрольные вопросы Задания для самостоятельной работы Cписок литературы По назначению (или
ПодробнееУСТАНОВКА СВЕРЛИЛЬНАЯ Р 175М
УСТАНОВКА СВЕРЛИЛЬНАЯ Р 175М РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ 1 Назначение изделия Установка Р 175М предназначена для сверления отверстий диаметром до 13 мм (в стальных заготовках) в условиях ремонтных мастерских.
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
Московский областной политехнический колледж филиал НИЯУ МИФИ ПРАКТИЧЕСКИЕ РАБОТЫ по общепрофессиональной дисциплине: ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ Выполнил Принял Защита учащийся гр. 3-ТМ с оценкой подпись
ПодробнееТОКАРНЫЕ СТАНКИ С ЧПУ (С ПРЯМОЙ СТАНИНОЙ) Модели: 1440 NC, 1740 NC, 1760 NC, 1780 NC, 2040 NC, 2060 NC, 2080 NC. Технические характеристики:
1 ТОКАРНЫЕ СТАНКИ С ЧПУ (С ПРЯМОЙ СТАНИНОЙ) Модели: 1440 NC, 1740 NC, 1760 NC, 1780 NC, 2040 NC, 2060 NC, 2080 NC Технические характеристики: Системы ЧПУ (Fanuc, Fagor, Siemens, Syntec, Lnc). Управление
ПодробнееФрезерный станок с ЧПУ
Фрезерный станок с ЧПУ Силовой пакет компактный, недорогой и высокоточный! Фрезерный станок с ЧПУ современной конструкции. Оснащён простым в пользовании управлением Siemens 802D и мощными сервоприводами
ПодробнееФРЕЗЕРНАЯ ОСНАСТКА. tel.+48 (85) , fax +48 (85)
ФРЕЗЕРНАЯ ОСНАСТКА 207 ФРЕЗЕРНАЯ ОСНАСТКА От поворотных и фрезерных столов, и до делительных устройств и шпиндельного инструмента, все наши продукты проходят тщательный осмотр и должны соответствовать
ПодробнееФорма B3 Форма B7. Форма B1 Форма B5
Резцедержатели для токарных станков с ЧПУ по IN 69880 (VI 3425, ГОСТ 24900-81) Заготовки для изготовления резцедержателей Радиальные резцедержатели Аксиальные резцедержатели Универсальные резцедержатели
ПодробнееСтанок для заточки инструмента ON-25
Станок для заточки инструмента ON-25 Мощность Размеры заточного круга 230В 250Вт 100х50х20мм 5200 об/мин. 50 кг. Спустя какое-то время после покупки любой инструмент требует внимания – у каждой рабочей
50 кг. Спустя какое-то время после покупки любой инструмент требует внимания – у каждой рабочей
Руководство по использованию
Геометрия концевой фрезы Величина затылованной части Ширина ленточки Угол наклона винтовой канавки Вспомогательная режущая кромка Диаметр сердцевины Величина падения затылка Задняя поверхность Главная
ПодробнееKR4A-360 фрезерно-копировальные
Фрезерно-копировальные R 80i станок фрезерно-копировальный шпинделем и колонной, мм – 800 Размеры стола, ммм – 800х600 стола, мм – 150 Частотаа вращения шпинделя, об/мин. – 9000- Мощность, квт. – 2,,2
ПодробнееCNC-TAKANG COMPANY LTD.
Высокоскоростные токарные станки ЧПУ Технические характеристики Характеристики/Модель TNC-03N TNC-03N-20 TNC-06N TNC-08N Функциональные возможности станиной, мм Ø400 Ø400 суппортом, мм Ø120 Ø120 Ø160 Ø200
ПодробнееОсновные цели лаборатории
Лаборатория технологий резания материалов представляет собой высокотехнологичный учебный комплекс, оснащенный действующим станочным металлорежущим оборудованием и новейшими средствами измерения различных
ПодробнееКрупногабаритные головки
Крупногабаритные головки для фрезерных и расточных станков традиционной и портальной компоновки, вертикальных токарных обрабатывающих центров Для качественной механической обработки необходима рационально
ПодробнееÌåõàíè åñêàÿ îáðàáîòêà ñòàëè
Ìåõàíè åñêàÿ îáðàáîòêà ñòàëè Износостойкая листовая сталь и высокопрочная конструкционная листовая сталь относятся к маркам стали, механическую обработку которых можно выполнять инструментами из быстрорежущей
ПодробнееБыстрая перезаточка концевых фрез
Быстрая перезаточка концевых фрез GH 1225 заточка диаметров 12 25 мм GH 413 заточка диаметров 4 13 мм для трехзубых концевых фрез для двухзубых и четырехзубых концевых фрез 1. Высокий КПД, высокое качество
Высокий КПД, высокое качество
УНИВЕРСАЛЬНЫЙ ТОКАРНЫЙ СТАНОК SN-71C
УНИВЕРСАЛЬНЫЙ ТОКАРНЫЙ СТАНОК SN-71C АО TRENS – промышленное предприятие с многолетней традицией по изготовлению станков для металлообработки. Выпуском металлообрабатывающих станков предприятие занимается
ПодробнееООО «НЕВАСТАНКОМАШ» (495) , (812) мнк.
5. ПАСПОРТ СТАНКА 5.. Общие сведения Инвентарный Тип станка: Модель: Предприятие-изготовитель: Заводской Год выпуска Завод потребитель Цех Место установки Дата пуска в эксплуатацию Станок специализированный
ПодробнееТИП 5010 FW80 и ТИП 5020 FB80
ТИП 5010 FW80 и ТИП 5020 FB80 Головки делительные универсальные Руководство по эксплуатации. www.pozos.ru e-mail:[email protected] Уважаемый клиент: Мы благодарны Вам за то, что Вы выбрали этот продукт. Мы
ПодробнееУниверсальный токарный станок SPF-1000PHS
Универсальный токарный станок SPF-1000PHS Напряжение Мощность Макс. диаметр обточки Длина обточки Устройство цифровой индикации Масса 400В 7500Вт 510мм 1000мм 3 оси 2025кг Станок универсальный токарный
ПодробнееКогда необходима расточка блока цилиндров
Во время работы двигателя самые большие нагрузки от трения испытывают цилиндры и поршни двигателей. Это связано с тем, что этим деталям приходится работать в тяжелых условиях повышенных температур и повышенного давления.
Элементы поршней трутся о стенки цилиндров, вызывая тем самым постоянный износ. Причем этот износ может происходить неравномерно, и постепенно цилиндр начинает терять свою первоначальную форму. Но это вовсе не означает, что это изменение формы становится видно глазу.
Возможно Вас заинтересуют следующие услуги
Ремонт шатунов Ремонт коленвала Реставрация постелей распредвала
Наши контактные данные: 8(343)200-88-83, 8(950)657-77-11, e-mail: [email protected]
Для чего нужна расточка блока цилиндров?
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.
 Но не самого поршня, а верхнего кольца поршня.
Но не самого поршня, а верхнего кольца поршня.Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
Как выполняется расточка блока цилиндров?
Операция по восстановлению нужного зазора между стенками цилиндра и поршнями не такая уж и сложная. Достаточно проточить на расточном станке цилиндр до нужного размера, и зазор получается сам собой. Потом останется лишь установить новый поршень.
Достаточно проточить на расточном станке цилиндр до нужного размера, и зазор получается сам собой. Потом останется лишь установить новый поршень.
Обычно для этих операций используют вертикально-расточной станок для расточки блока цилиндров. И правильность расточки зависит от состояния оборудования и квалификации станочника. Однако, это не сложная технологическая операция.
А вот для того, чтобы убрать эффект эллипса, придется повозиться. Восстановление формы цилиндра – вот самая сложная часть процесса. Причина в том, что выработка внутренних поверхностей цилиндра может быть самой разной в различных местах цилиндра. Поэтому перед тем как приступать к расточке, проводят несколько измерений при помощи микрометрических стрелочных приборов. И только после этого выносится решение, как именно нужно протачивать цилиндр, чтобы добиться нужной геометрии поверхности.
Помимо устранения эллипсности расточка блока цилиндров преследует цель убрать и конусность цилиндра. И этот параметр должен быть не более 0,01 мм. На всей длине цилиндра. Подобные операции с такой минимальной погрешность можно делать только на расточных станках, у которых точность проточки еще ниже, чем 0,01 мм.
Помимо этого при растачивании цилиндра должны выдерживаться высокие требования к получаемой чистоте обрабатываемых поверхностей. Чем чище будет обработана поверхность при расточке, тем меньше времени понадобится на притирку новых деталей.
Если чистота обработки будет недостаточной, возникнут проблемы с преждевременным износом колец поршня, с перерасходом масла, перерасходом топлива. Плюс ко всему увеличивается трение, особенно в процессе обкатки, это всегда связано с лишним количеством металлической пыли в масле.
Сверлильный станок– Восстановление двигателя | АМК-ЩОУ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | л 2500 В | |
Макс. | мм | 2540 |
Макс.расстояние от встроенных параллелей до расточной оправки | мм | 850 |
Скорость шпинделя | об / мин | 0-750 |
Быстрая подача | мм / мин | 6–1000 |
Регулируемый толкатель подачи | мм / мин | 6–1000 |
Высокая скорость подачи | мм / мин | 1000 |
Макс. расточная штанга | мм | 680 |
Двигатели | ||
Приводной двигатель шпинделя | кВт | 1.5 |
Подача двигателя привода | кВт | 0,37 |
Размеры | ||
Высота станка | мм | 2200 |
Общая длина станка | мм | 5100 |
Общая ширина станка | мм | 800 |
Требуемое рабочее место | мм | 7600 х 800 |
нетто. вес ок. | кг | 2700 |
Масса брутто прибл. | кг | 3140 |
Объем отгрузки | м³ | 12.82 |
 длина блока
длина блока с.
с. (ящик деревянный)
(ящик деревянный)Мы постоянно совершенствуем наши машины. Таким образом, детали, связанные с любыми описаниями, техническими характеристиками и иллюстрациями, могут изменяться без дополнительного уведомления.
Стандартное оборудование: тропическая установка, двигатель приводной головки, 6 скоростей шпинделя, 2 подачи шпинделя, устройство дистанционного управления ручной подачей, фиксированные параллели, установочные блоки (2 комплекта), люнет, удлинитель вала расточной оправки, микрометр для настройки инструмента с индикатором часового типа, магнитный микрометр V-rest, 2 центрирующих устройства с индикаторами часового типа, 20 шт.инструменты для растачивания, торцевания и снятия фасок, зажимы, болты и ключи, руководство по эксплуатации и каталог запасных частей.
Дополнительное оборудование: расточные оправки, фрезерные головки, втулки смещенных кронштейнов, устройство измерения провисания стержней, приспособление для радиального торцевания, внутренние измерительные приборы, шлифовальный станок, шлифовальный станок для крышек, держатель режущей головки и многое другое.
· Длина станка; 2500 мм (98,4 дюйма)
· Доступно 5 различных расточных оправок, позволяющих растачивать до 110 мм (4.33 “)
· Большой выбор фрез в стандартной комплектации
· Скорость шпинделя до 750 об / мин.
· Черновая и чистовая подачи
Повышенная мощность двигателя может привести к деформации блоков, что потребует переточки коренных подшипников и подшипников распределительного вала. лица Упорный подшипник может быть поврежден из-за захвата подшипника. Расточка коренных подшипников, подшипников распределительного вала, расточка отверстий распределительных валов в головке блока цилиндров и ремонт поверхностей упорных подшипников легко выполняются на линейно-расточной машине AMC-SCHOU , обеспечивая годы качественного обслуживания
– Преимущества точности.
Расточка линии блока цилиндров.
Наименование услугТочность важна при расточке блоков цилиндров.
Благодаря уникальной конструкции блоков цилиндров Aston Martin, неспособность точно обработать туннель коренного подшипника с очень жесткими требуемыми допусками может серьезно сократить срок службы двигателя.
В частности, двигатели 3,7 и 4,0 литра страдают от проблем с давлением масла, если диаметр главного туннеля не соответствует действительности и находится в пределах жестких допусков, установленных Aston Martin.
Мы неоднократно видели, как давление масла значительно снижается при повышении температуры двигателя, а также опасные утечки масла из «механического» заднего главного масляного уплотнения. Для устранения этих неисправностей двигатель требует полной разборки и повторной сборки.
Механизмы DB2 и DB2 MKIII имеют разные проблемы, связанные с выравниванием туннелей коренных подшипников. Крайне важно, чтобы отверстия были круглыми и находились на одной линии с передней главной втулкой; если это не соблюсти, коленчатый вал будет плотно при установке и подвержен заклиниванию и износу подшипников и кривошипа, что приведет к снижению давления масла.
Двигатели V8 имеют тенденцию быть более надежными, и расточка каната не всегда требуется, однако мы видели много случаев, когда «спираль» на задней части коленчатого вала приводила к повреждению заднего главного уплотнения. Из-за того, что снимается только нижняя половина уплотнения (верхняя половина является частью отливки блока), центральную линию коленчатого вала необходимо немного сместить, а всю «туннельную» линию просверлить. Мы также видели случаи, когда крышки коренных подшипников ослаблялись на шпильках, что могло вызвать движение крышки и подшипников.Опять же, после изменения размера штифтов в крышке коренного подшипника потребуется растачивание линии.
Из-за того, что снимается только нижняя половина уплотнения (верхняя половина является частью отливки блока), центральную линию коленчатого вала необходимо немного сместить, а всю «туннельную» линию просверлить. Мы также видели случаи, когда крышки коренных подшипников ослаблялись на шпильках, что могло вызвать движение крышки и подшипников.Опять же, после изменения размера штифтов в крышке коренного подшипника потребуется растачивание линии.
Большинство расточных станков полагаются на вращающуюся центральную штангу, которая удерживается между оправкой. Инструмент настроен на размер и перемещен соответствующим образом. В качестве альтернативы можно использовать станок Line-Hone, этот тип станка использует такую же настройку, но вместо одноточечного резака у него есть камень, который можно регулировать, и стержень / камень перемещается в боковом направлении по основному туннелю.
После долгих исследований компания Aston Workshop решила инвестировать в самый лучший из имеющихся линейно-расточных станков с изготовленными на заказ расточными головками под углом 90 градусов, соответствующими уникальным требованиям двигателей Aston Martin.
С помощью этой машины мы можем установить блоки цилиндров с жесткими допусками для проверки центровки и обработать их в пределах допуска 0,0005 дюйма, установленного Aston Martin. Обычно мы находимся в пределах 0,0001 дюйма (одна десятая от тысячи дюйма) как по размеру, так и по правильности для 6-цилиндрового блока.
Станок также оборудован циклом обработки с ЧПУ. После того, как блок настроен вручную, станок будет выполнять программу, растачивая каждое отдельное отверстие. Это снижает как стоимость, так и время оператора.
Еще одна уникальная особенность заключается в том, что когда блок расточен на линии, мы можем снять головку под углом 90 градусов и обработать поверхность уплотнения поддона точно по туннелю коренного подшипника, не перемещая блок цилиндров. Затем, вращая блок (на той же машине), мы можем приступить к обработке уплотнительной поверхности головки блока цилиндров и мест расположения гильз, как требуется, с точным выравниванием с коленчатым валом.
Мы регулярно обрабатываем блоки для клиентов по всему миру, а также выполняем финишную расточку для поставщиков новых блоков цилиндров.
Свяжитесь с нами, чтобы обсудить ваши требования к обработке.
Способ и устройство для монтажа расточного станка для блока цилиндров
Настоящее изобретение относится к способу и устройству для установки бурового станка на блок цилиндров и т.п. с целью растачивания отверстий цилиндров и т.п. в блоке, и, более конкретно, к такому способу и устройству, в которых выполняется операция растачивания. более простой и точный, а также в котором отверстия сформированы так, что блок двигателя подвергается деформации, аналогичной той, что он испытывает во время работы.
Переносные расточные станки, обычно называемые «расточными оправками», используются для расточки или расточки цилиндров блоков цилиндров. Соответственно, хотя изобретение описано ниже с конкретной ссылкой на способ и устройство для расточки или расточки отверстий цилиндров в блоке цилиндров, будет очевидно, что способ и устройство также могут быть адаптированы для других применений в блоках цилиндров и т.п.
На практике сверлильные станки выполнены в виде удлиненных узлов, включающих бурильную головку, которая может перемещаться в осевом направлении во время операций растачивания.Обычно сверлильный станок используется для формирования отверстия, диаметр которого меньше, по крайней мере, 0,001-0,002 дюйма. После этого цилиндрическое отверстие может быть очень точно определено по размеру с помощью хонинговального станка или подобного. В любом случае конструкция и / или ремонт блоков цилиндров требует точных допусков размеров поршневых цилиндров. В то же время особенно важно, чтобы отверстия были сформированы с точным выравниванием в блоке двигателя, чтобы гарантировать правильную работу двигателя в течение продолжительных периодов времени.
Из уровня техники известно использование различных типов расточных приспособлений для установки расточных станков на блоки двигателя во время растачивания отверстий цилиндров и т. п. Чаще всего буровой станок монтируется на базовой конструкции, которая закрепляется на блоке двигателя. Когда опорная конструкция закреплена на блоке двигателя, бурильный станок может быть смещен для совмещения с одним или несколькими отверстиями в двигателе, чтобы растачивать каждое из них по отдельности. Однако при таких операциях наблюдается ряд недостатков.Первоначально обычно необходимо разжать зажимное приспособление на блоке цилиндров и повторно зажать его, чтобы можно было просверлить весь набор отверстий цилиндров в блоке. Например, обычно зажимное приспособление для растачивания зажимают на одном конце блока при позиционировании сверлильного станка для формирования отверстий на другом конце блока. После этого приспособление для растачивания должно быть повторно зажато на другом конце блока цилиндров, чтобы обеспечить доступ бурового станка к тем отверстиям, которые первоначально были закрыты зажимным приспособлением.
п. Чаще всего буровой станок монтируется на базовой конструкции, которая закрепляется на блоке двигателя. Когда опорная конструкция закреплена на блоке двигателя, бурильный станок может быть смещен для совмещения с одним или несколькими отверстиями в двигателе, чтобы растачивать каждое из них по отдельности. Однако при таких операциях наблюдается ряд недостатков.Первоначально обычно необходимо разжать зажимное приспособление на блоке цилиндров и повторно зажать его, чтобы можно было просверлить весь набор отверстий цилиндров в блоке. Например, обычно зажимное приспособление для растачивания зажимают на одном конце блока при позиционировании сверлильного станка для формирования отверстий на другом конце блока. После этого приспособление для растачивания должно быть повторно зажато на другом конце блока цилиндров, чтобы обеспечить доступ бурового станка к тем отверстиям, которые первоначально были закрыты зажимным приспособлением.
Кроме того, важно упростить и облегчить такие операции растачивания, обеспечивая при этом точное совмещение отверстий внутри блока цилиндров. Также важно сформировать отверстие в блоке цилиндров, которое остается «истинным» во время работы двигателя, например, для обеспечения надлежащего уплотнения между стенками цилиндра и поршнями.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, задачей изобретения является создание приспособления для совмещения сверлильного станка с заготовкой, внутри которой должно быть выполнено отверстие.Изобретение, в частности, предполагает формирование или преобразование различных отверстий в блоке цилиндров и т.п., что облегчает операцию растачивания и обеспечивает очень точное выравнивание и формирование канала внутри заготовки или блока цилиндров.
Более конкретной задачей изобретения является обеспечение приспособления для установки расточного станка на блоке двигателя для расточки или растачивания отверстий цилиндров в блоке цилиндров, при этом приспособление включает пластину, прикрепленную к блоку двигателя посредством болты, которые имеют тенденцию деформировать и / или напрягать блок цилиндров аналогично тому, как это происходит с блоком во время работы двигателя.
Другой конкретной задачей изобретения является создание способа и устройства для обеспечения того, чтобы отверстия цилиндров в блоке цилиндров формировались перпендикулярно оси главного подшипника, эта цель достигается путем размещения фиксирующей пластины на блоке двигателя в заданное выравнивание относительно оси главного подшипника и опора на ней для расточного станка для формирования отверстий цилиндров.
Дополнительные цели и преимущества изобретения становятся очевидными из нижеследующего описания со ссылками на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
ФИГ. 1 представляет собой вид в перспективе бурового станка, установленного на блоке двигателя с помощью приспособления для бурения, содержащего опорную пластину в соответствии с настоящим изобретением.
РИС. Фиг.2 представляет собой вид в плане опорной плиты также показано на фиг. 1.
РИС. 3 – вид по линии III-III на фиг. 2.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
Теперь обратимся к чертежам и, в частности, к фиг.1, настоящее изобретение предусматривает приспособление 11 для растачивания для позиционирования или установки сверлильного станка 12 относительно блока цилиндров двигателя или заготовки 13, в которой сверлильный станок должен сформировать цилиндрическое отверстие.
Внутри этой комбинации сверлильный станок 12 имеет в целом обычную конфигурацию и описывается только кратко ниже, чтобы более четко указать способ взаимодействия между бурильным приспособлением по настоящему изобретению и расточным станком. Точно так же заготовка 13 предпочтительно изображена на фиг.1, как блок цилиндров V-образного типа, имеющий два ряда по четыре цилиндра, расположенных перпендикулярно общей оси главного подшипника. Однако из нижеследующего описания будет очевидно, что приспособление может быть адаптировано для использования с любым из множества блоков двигателя и, соответственно, не ограничено использованием в комбинации с блоком V-образного типа, как проиллюстрировано на фиг. 1.
1.
Также очевидно, что приспособление можно использовать для формирования других цилиндрических отверстий в блоке двигателя и других приложений.Приспособление также может использоваться либо во время изготовления блока цилиндров, когда отверстия изначально сформированы, либо для реформирования или изменения формы отверстий, как это обычно бывает при ремонте двигателя. Кроме того, приспособление можно использовать для установки или позиционирования расточного станка относительно других заготовок, в которых должны быть выполнены точно выровненные и профильные отверстия.
Перед более подробным описанием приспособления 11 описываются различные особенности сверлильного станка 12 и блока 13 двигателя, чтобы более четко указать, каким образом эти компоненты взаимодействуют с приспособлением.
Блок 13 цилиндров включает в себя два ряда 14 и 16 отверстий цилиндров, оба из которых расположены перпендикулярно оси или центральной линии 17 множества основных подшипников 18, расположенных в нижней или центральной части блока цилиндров. Каждый ряд отверстий цилиндров проходит вверх и пересекает настил или плоскую поверхность, обозначенную соответственно позициями 19 и 21. Множество резьбовых каналов 22 образовано на каждой из площадок 19 и 21 вокруг отверстий цилиндров, а центрирующие болты 23 проходят вверх от каждого из них. палубы 19 и 21.Центрирующие штифты или штифты 23 служат для обеспечения надлежащего выравнивания обычной головки (не показана) на каждой платформе блока двигателя. Головка имеет проходы, которые совпадают с резьбовыми проходами 22 в деке блока цилиндров. Когда головка устанавливается на место на платформе блока цилиндров с помощью центрирующих болтов 23, дополнительные болты пропускаются через головку и закрепляются в резьбовых каналах 22 под действием заранее определенного крутящего момента, чтобы закрепить головку на месте на блоке цилиндров.
Двигатель, конечно, работает в этой конфигурации с поршнями, расположенными в соответствующих отверстиях поршней и соединенными с коленчатым валом (не показан), поддерживаемым основными подшипниками 18. Для обеспечения правильной работы двигателя желательно, чтобы каждое из отверстий цилиндра должно быть выполнено точно перпендикулярно оси основных подшипников 18, которые поддерживают коленчатый вал. В то же время также желательно, чтобы каждое цилиндрическое отверстие имело точный или истинный цилиндрический размер по своей длине во время работы двигателя, чтобы гарантировать надлежащее уплотняющее взаимодействие между отверстием цилиндра и уплотнительными кольцами (не показаны) на поршнях.Некоторые компоненты, описанные выше, такие как поршни, узлы головки и коленчатый вал, имеют полностью обычную конструкцию и не показаны на чертежах, чтобы более четко проиллюстрировать комбинацию настоящего изобретения.
Для обеспечения правильной работы двигателя желательно, чтобы каждое из отверстий цилиндра должно быть выполнено точно перпендикулярно оси основных подшипников 18, которые поддерживают коленчатый вал. В то же время также желательно, чтобы каждое цилиндрическое отверстие имело точный или истинный цилиндрический размер по своей длине во время работы двигателя, чтобы гарантировать надлежащее уплотняющее взаимодействие между отверстием цилиндра и уплотнительными кольцами (не показаны) на поршнях.Некоторые компоненты, описанные выше, такие как поршни, узлы головки и коленчатый вал, имеют полностью обычную конструкцию и не показаны на чертежах, чтобы более четко проиллюстрировать комбинацию настоящего изобретения.
Сверлильный станок 12 также обычно имеет обычную конфигурацию и включает в себя удлиненный подвижный в осевом направлении блок 24 для подъема и опускания вращающейся режущей головки 26 через каждое отверстие, которое должно быть выполнено в блоке двигателя или обрабатываемой детали. Сверлильный станок также включает в себя двигатель 27 для приведения режущей головки во вращение, а также средство, обозначенное позицией 28, для регулирования осевого перемещения режущей головки блоком 24.Сверлильный станок 12 включает в себя опорную раму 29, имеющую плоскую нижнюю поверхность 31 с Т-образным стержнем 32, расположенным на поверхности 31. Функция плоской поверхности 31 и Т-образной планки 37 обсуждается более подробно ниже в связи с приспособление для бурения по настоящему изобретению.
Как правило, приспособление для бурения 11 содержит опорную пластину 33, которая приспособлена для установки на плоской поверхности, такой как одна из дек 19 или 21 блока 13 двигателя. Опорная пластина 33 также приспособлена для установки или поддержки расточки. машину так, чтобы она находилась в фиксированном положении относительно блока цилиндров.Способ, которым опорная плита 33 выполняет эти функции, более подробно описывается ниже.
Ссылаясь также на фиг. 2 и 3, опорная пластина 33 предпочтительно сформирована из металла и имеет значительную толщину, например от двух до трех дюймов, для сохранения точности размеров. Пластина 33 имеет плоскую нижнюю поверхность 34, параллельную верхней поверхности, приспособленную для опоры на одну из дек, например обозначенную цифрой 19, на блоке 13 двигателя. Опорная пластина 33 также имеет верхнюю поверхность 36, на которой сформирована Т-образный паз 37 для приема Т-образного стержня 32 на расточном станке.С Т-образным стержнем, установленным в прорези 37 с возможностью скольжения, зажимные средства, обозначенные позицией 38, служат для фиксации положения расточного станка вдоль прорези 37. Прорезь 37 образована в съемной вставке 37A, предпочтительно удерживаемой на месте винтами с головкой. (не показано), чтобы облегчить замену вставки, когда паз 37 теряет свою форму из-за продолжающегося использования и т.п.
Пластина 33 имеет плоскую нижнюю поверхность 34, параллельную верхней поверхности, приспособленную для опоры на одну из дек, например обозначенную цифрой 19, на блоке 13 двигателя. Опорная пластина 33 также имеет верхнюю поверхность 36, на которой сформирована Т-образный паз 37 для приема Т-образного стержня 32 на расточном станке.С Т-образным стержнем, установленным в прорези 37 с возможностью скольжения, зажимные средства, обозначенные позицией 38, служат для фиксации положения расточного станка вдоль прорези 37. Прорезь 37 образована в съемной вставке 37A, предпочтительно удерживаемой на месте винтами с головкой. (не показано), чтобы облегчить замену вставки, когда паз 37 теряет свою форму из-за продолжающегося использования и т.п.
В частности, как показано на фиг. 2, опорная плита 33 сформирована с множеством отверстий 39, которые немного больше и совмещены, соответственно, с рядом отверстий цилиндров, обозначенных, например, позицией 14.Опорная плита также имеет множество каналов 41, которые совпадают с резьбовыми каналами 22 в блоке двигателя. Кроме того, базовая пластина имеет отверстие 42 выравнивания для приема болтов выравнивания на блоке цилиндров.
Когда опорная плита установлена на месте на одной платформе блока цилиндров, болты проходят через каналы 41 и ввинчиваются в блок цилиндров. Болты предпочтительно затягиваются до того же уровня, что и для фиксации головки на блоке двигателя.Это особенно важная особенность изобретения, поскольку с болтами, расположенными в каждом из резьбовых каналов 22 и затянутыми описанным выше образом, блок двигателя деформируется или подвергается нагрузке болтами так же, как и во время работы двигателя. Эта особенность изобретения предотвращает относительную деформацию отверстий цилиндров после их формирования на расточном станке и последующего хонингования. Напротив, в предшествующем уровне техники резьбовые каналы 22 не заполнялись ни во время операций растачивания, ни во время операций хонингования.Соответственно, любое напряжение или деформация, вызванные вставкой болтов в эти резьбовые каналы, когда головка расположена на месте на блоке двигателя, создает условия, отличные от тех, которые существуют во время операций расточки и хонингования. Таким образом, в рамках предшествующего уровня техники, даже если в блоке сформировано идеально правильное или круглое цилиндрическое отверстие, относительное искажение может быть вызвано болтами, используемыми в резьбовых каналах для фиксации головки на месте. Эта возможность исключается настоящим изобретением, поскольку, как отмечалось выше, блок двигателя, окружающий канал цилиндра, испытывает аналогичное искажение или напряжение как во время работы двигателя, так и во время операций расточки и / или хонингования.
Таким образом, в рамках предшествующего уровня техники, даже если в блоке сформировано идеально правильное или круглое цилиндрическое отверстие, относительное искажение может быть вызвано болтами, используемыми в резьбовых каналах для фиксации головки на месте. Эта возможность исключается настоящим изобретением, поскольку, как отмечалось выше, блок двигателя, окружающий канал цилиндра, испытывает аналогичное искажение или напряжение как во время работы двигателя, так и во время операций расточки и / или хонингования.
Во время работы Т-образный стержень расточного станка расположен внутри паза 37 и позиционируется относительно выбранного отверстия цилиндра с помощью зажимного средства 38 (см. Фиг. 2 и 3). Затем удлиненный блок 24 используется для подъема и опускания вращающейся режущей головки 26 через соответствующее отверстие цилиндра. После того, как каждое из отверстий цилиндра сформировано расточным станком, опорную пластину 33 предпочтительно оставляют на месте на платформе блока цилиндров во время хонингования отверстий, чтобы цилиндрическое отверстие, образованное в результате операции хонингования, оставалось «истинным». когда головка затягивается на блоке двигателя, а поршни расположены внутри отверстий цилиндров для работы двигателя.
Кроме того, изобретение предусматривает средства для обеспечения того, чтобы каждое из отверстий цилиндра образовывалось точно перпендикулярно центральной линии основных подшипников. По этой причине, подвижный или регулируемый клин элемент 43 выполнен в форме клина полости 44 в соответствии с обеими концов опорной пластины 33. Регулировочных ручками 46 прикреплен к валу 47, который имеет резьбу в элемент в форме клина. Ручка 46 прикреплена к валу 47 с помощью ключа 48 и поддерживается втулкой 49, установленной на кронштейне 50, прикрепленного к опорной плите с помощью 51 болтов.Соответственно, ручка 46 регулировки поворачивается, чтобы сместить клин образного элемента 42 и поднять или опустить соответствующий конец опорной пластины 33 на поверхность палубы 19 блока цилиндров (см. Фиг.3). С опорной пластиной расположена в месте, на одном из палубных поверхностей блока двигателя, микрометр средство может быть использовано для измерения расстояния от каждого конца опорной плиты от основного подшипника центральной линии. Путем регулировки одного или обоих клиновидных элементов опорная пластина 33 размещается точно параллельно с центральной линией основных подшипников.
Фиг.3). С опорной пластиной расположена в месте, на одном из палубных поверхностей блока двигателя, микрометр средство может быть использовано для измерения расстояния от каждого конца опорной плиты от основного подшипника центральной линии. Путем регулировки одного или обоих клиновидных элементов опорная пластина 33 размещается точно параллельно с центральной линией основных подшипников.
С опорной плитой расположено параллельно центральной линией главных подшипников, то скучный машин также расположен относительно оси главных подшипников по опорной плите так, чтобы отверстия цилиндра выполнены в точно перпендикулярном выравнивании к основной опоре ось. Это, конечно, служит для устранения или минимизации напряжения, возникающего при пересечении поршней, расположенных в соответствующих отверстиях цилиндров, и коленчатого вала, поддерживаемого основными подшипниками.
Из предыдущего описания, будет очевидно, что основание не встык с взаимодействующим с палубой 19, когда один конец опорной пластины поднят одним из членов клина, описанных выше.Соответственно, в такое время нежелательно использовать затянутые болты вдоль пластины, так как это может привести к деформации. Однако этот признак изобретения также может быть использован для обеспечения формирования точных или истинных цилиндров в блоке. Предпочтительно, чтобы опорная пластина прикреплена к блоку цилиндров болтами соседних членов клина, с тем, чтобы предотвратить опорную плиту от быть кланялся во время операции сверления. После завершения операции растачивания клиновые элементы могут быть удалены, чтобы гарантировать, что опорная плита прочно опирается на палубу блока цилиндров.После этого опорная плита может быть закреплена болтами, которые затягиваются таким же образом, как описано выше. Затем отверстия цилиндров могут быть заточены для точного определения размеров отверстий, когда они подвергаются нагрузкам так же, как и во время работы двигателя. Соответственно, точный или истинный цилиндр может быть сформирован во время хонингования, который также будет присутствовать при повторной сборке двигателя для работы.
Соответственно, выше было описано приспособление для закрепления расточного станка на блоке двигателя или заготовке для образования цилиндрических отверстий точного положения и формы.Различные модификации очевидны из предыдущего описания. Первоначально приспособление по настоящему изобретению может также использоваться для размещения бурового станка на множестве различных блоков двигателя помимо конкретного блока, показанного на фиг. 1. Тем не менее, отверстие 39 и проходы 41, образованное на опорную плиту, конечно, должны быть сформированы для выравнивания с соответствующими отверстиями цилиндров и резьбовых проходами в любой конкретной головке двигателя. В дополнение, как было отмечено выше, приспособление 11 и расточный станок 12 также могут быть приспособлены для растачивания или расточки других частей блока двигателя, как упомянуто выше.
Дополнительные модификации и вариации ясно видны из предыдущего описания. Соответственно, объем настоящего изобретения определяется только следующей прилагаемой формулой изобретения.
Блок цилиндров Услуги по обработке легковых автомобилей и фургонов от HT Howard | HT Howard
Позвоните нам, чтобы получить консультацию специалиста и расценки на обработку вашего двигателя.
Блоки цилиндров обычно требуют механической обработки из-за какой-либо проблемы или отказа двигателя. Это может включать повторное растачивание из-за износа, связанного с пробегом, который приводит к высокому расходу масла и потере сжатия, растрескивание отверстий и деформация уплотнительных поверхностей в результате сильного перегрева, а также деформация или смещение корпусов подшипников после выхода из строя коленчатого вала. После любой такой поломки ваш блок цилиндров потребует внимания специалиста по механической обработке двигателей, такого как HT Howard.
Расточка цилиндраBerco AC650M Сверлильный станок для цилиндров
Блок цилиндров, требующий растачивания, устанавливается на нашем вертикальном расточно-шлифовальном станке BERCO AC650M. Сначала блок устанавливается и зажимается, затем с помощью индикатора часового типа центрируется каждое отверстие и проверяется на параллельность. Режущая головка настраивается на требуемый размер перед обработкой каждого отверстия по очереди. Во время этой операции в отверстии намеренно остается небольшое количество материала, чтобы его было достаточно для удаления во время финального процесса хонингования.Каждый цилиндр проверяется на размер с помощью калибра для внутреннего диаметра цилиндра.
Сначала блок устанавливается и зажимается, затем с помощью индикатора часового типа центрируется каждое отверстие и проверяется на параллельность. Режущая головка настраивается на требуемый размер перед обработкой каждого отверстия по очереди. Во время этой операции в отверстии намеренно остается небольшое количество материала, чтобы его было достаточно для удаления во время финального процесса хонингования.Каждый цилиндр проверяется на размер с помощью калибра для внутреннего диаметра цилиндра.
Там, где это возможно, можно использовать пластины крутящего момента (или деки) для имитации усилия затяжки болтов головки. Эти пластины, которые чаще используются в специальных / гоночных приложениях, помогают обеспечить механическую обработку отверстий в предварительно напряженном состоянии, что означает, что они будут точно соответствовать своим указанным размерам после установки головки блока цилиндров. Крышки коренных подшипников могут быть установлены в процессе обработки по той же причине.
После растачивания блок цилиндров можно отточить на BERCO AC650M без необходимости в другой настройке или перенести на нашу специализированную машину BERCO STC361 для заточки головок и блоков.
Мы также предлагаем обработку больших отверстий и специализированные услуги, включая офсетную обработку легкосплавных дисков.
Сухие полуфабрикаты фланцевых гильз цилиндров
Гильзы цилиндров Поврежденные или треснувшие отверстия цилиндров обычно ремонтируются с помощью гильз цилиндров сухого типа.Любые неправильные отверстия обрабатываются с увеличенным размером, чтобы принять гильзу гильзы. Затем отверстия хонингуются до точного размера, необходимого для обеспечения посадки с небольшим натягом на футеровке после ее установки. Некоторые вкладыши доступны для конкретных применений, но если они недоступны, стандартные вкладыши могут быть поставлены в широком диапазоне номинальных размеров и обработаны для соответствия практически любому двигателю. При необходимости новую гильзу цилиндра обрабатывают по длине перед вдавливанием в исходное отверстие. В целях безопасности иногда доступны верхние вкладыши с фланцами, но мы также можем обработать блок с защитной ступенькой в нижней части отверстия, чтобы гарантировать, что новый вкладыш останется на месте при любых обстоятельствах.Гильзы цилиндров также доступны для ремонта блоков из сплава, иногда даже тех, которые в стандартной комплектации не имеют гильз. После установки гильзы блок цилиндров потребует повторной замены, чтобы обеспечить правильное уплотнение прокладки.
При необходимости новую гильзу цилиндра обрабатывают по длине перед вдавливанием в исходное отверстие. В целях безопасности иногда доступны верхние вкладыши с фланцами, но мы также можем обработать блок с защитной ступенькой в нижней части отверстия, чтобы гарантировать, что новый вкладыш останется на месте при любых обстоятельствах.Гильзы цилиндров также доступны для ремонта блоков из сплава, иногда даже тех, которые в стандартной комплектации не имеют гильз. После установки гильзы блок цилиндров потребует повторной замены, чтобы обеспечить правильное уплотнение прокладки.
После переточки или перед установкой гильз цилиндров блок требует хонингования. Этот процесс удаляет небольшое количество материала с поверхности просверленного отверстия, чтобы обеспечить точный правильный размер для новых поршней или гильз, которые будут установлены.Для законченного отверстия, готового к установке новых поршней, хонинговальный станок используется для получения требуемой обработки плато и штриховки на поверхности отверстия, что способствует приработке, а также обеспечивает наилучшую отделку для удержания масла. Во время хонингования каждый цилиндр постоянно проверяется на овальность и конусность по всей длине с помощью калибра для внутреннего диаметра цилиндра. Это гарантирует, что он останется в пределах правильных размеров и допусков.
Шлифование концевых зазоров поршневых колец
Кольцевые зазоры Хотя, строго говоря, это не операция механической обработки блока цилиндров, правильная установка зазоров поршневых колец важна для работы любого восстановленного двигателя и должна быть проверена, чтобы убедиться, что они находятся в пределах рекомендуемых допусков для рассматриваемого применения.Для модернизированных или высокопроизводительных двигателей потребуются зазоры больше стандартных, в то время как стандартные двигатели должны иметь точные кольцевые зазоры для обеспечения хорошей эффективности, производительности и выбросов. Концы колец шлифуют с помощью специального приспособления до получения нужного зазора.
Концы колец шлифуют с помощью специального приспособления до получения нужного зазора.
Berco STC361 – Станок для заточки головок и блоков
НапряжениеБлоки цилиндров могут деформироваться на уплотнительных поверхностях прокладок головки так же, как и головки цилиндров.В целом метод ремонта тоже похож. Для блоков, требующих механической обработки, мы используем нашу головку BERCO STC361 и станок для заточки блоков. Оснащенный новейшей одноточечной оснасткой из CBN, станок способен обеспечить критическую чистоту поверхности, необходимую для новейших многослойных стальных прокладок головки как для чугунных, так и для легированных блоков.
Растачивание корпусов коренных подшипников Mitsubishi Evo с использованием нашего станка Berco BT6
РасточкаБлоки цилиндров с поврежденными корпусами коренных подшипников часто можно отремонтировать путем растачивания.С помощью нашего станка BERCO BT6 корпуса коренных подшипников можно либо расточить с увеличенным размером, если имеются подходящие подшипники, либо изменить размер до стандартного после первой обработки линии разъема на блоке или крышке, чтобы уменьшить диаметр и дать некоторый материал для снятия. Мы также можем обработать стальные колпачки и установить их, а также установить усиливающие ремни для гоночных применений.
Позвоните нам, чтобы получить консультацию специалиста и расценки на обработку вашего двигателя.
Asymmetric Boring Revolution от Kennametal
Поскольку инновации в области точности повышают производительность и сокращают расходы Новое решение Kennametal для линейного растачивания асимметричных линий повышает надежность обработки, скорость обработки и качество отверстий, а также снижает необходимость в обслуживании инструмента и обращении с ним.
Прецизионное растачивание – жизненно важный процесс при производстве многих важных компонентов.Точность и качество обработки отверстия кривошипа с несколькими шейками в блоке двигателя напрямую связаны с мощностью и топливной экономичностью, а время, необходимое для этого, напрямую связано с прибылью производителя двигателей. Прецизионные отверстия в многочисленных инженерных компонентах имеют важное значение для критических показателей производительности. Такие отверстия должны соответствовать критическим допускам; но недостатком является то, что прецизионное растачивание может быть дорогостоящим и трудоемким, а небольшая ошибка или ошибка приводит к списанию дорогостоящих деталей. Ответ от Kennametal – решение геометрической и асимметричной расточной оправки, которое довольные пользователи назвали революцией в процессе.
По определению, растачивание, в отличие от сверления, представляет собой процесс механической обработки, при котором внутренние диаметры задаются относительно оси шпинделя . Этот процесс чаще всего выполняется, когда заготовка удерживается неподвижно, а режущий инструмент вращается и продвигается в заготовку, хотя растачивание также выполняется с помощью регулируемого режущего инструмента и заготовки.
Общие применения для растачивания включают расширение или чистовую обработку отверстий с сердечником, перфорированных или просверленных отверстий и фасонных внутренних поверхностей.Связанные операции, которые иногда выполняются одновременно с растачиванием, включают точение, торцевание, снятие фасок, нарезание канавок и нарезание резьбы.
Представьте себе небольшой блок двигателя с пятью продольными шейками, требующими отверстий для кривошипа. Традиционное мышление для задания чистовой обработки с несколькими цапфами, например, предполагает использование расширителя с несколькими лезвиями с направляющими пластинами со следующим предлагаемым процессом (здесь обозначен как вариант 1. 0):
0):
– Пилотная развертка обрабатывает первую цапфу
– Многолезвийная развертка подается и полу- и окончательная обработка цапф 2–5.
– Затем развертка втягивается.
Преимущество такого процесса состоит в том, что он позволяет использовать на горизонтальных или многоосевых обрабатывающих центрах с ЧПУ и не требует специального расточного станка со специальными приспособлениями. Однако, в зависимости от размера заготовки, станок должен иметь достаточную жесткость, иначе качество может резко упасть.
Кроме того, подача и отвод расширительного инструмента через обработанные отверстия должны выполняться медленно и точно, иначе могут возникнуть следы отвода и / или повреждение режущих кромок.
Другой общий вариант обработки этого типа отверстия – это растачивание линии (вариант 2.0). Основная проблема, которую необходимо решить при этом варианте, заключается в том, как режущие лезвия и направляющие пластины инструмента могут проходить через необработанные шейки с меньшими диаметрами отверстий? Производители станков с ЧПУ ответили на это затруднение, используя обычные расточные оправки и возможности «контрподшипников» на своем оборудовании. Процесс выглядит следующим образом:
– Область обрабатываемой детали станка поднимает блок цилиндров вверх.
– Расточная оправка проходит через компонент в подшипник на противоположном конце.
– Блок цилиндров опускается и зажимается. окончательная обработка
-Блок цилиндров поднимается и расточная оправка втягивается
Процесс ускоряет подачу и выгрузку, а также потому, что инструмент поддерживается с обеих сторон; геометрическое качество готового отверстия улучшено по сравнению с вариантом расширения 1.0. С другой стороны, подъемные функции требуют специального крепления и управления ЧПУ, а необходимая контрподшипник на приспособлении делает невозможной любую дополнительную механическую обработку задней стороны.
Многоосные станки с наклоняемыми рабочими столами и / или наклонными шпинделями вместе с усовершенствованными расточными оправками вносят свой вклад в вариант линейного растачивания 2.1 с расширяемыми направляющими пластинами, где процесс развивается до следующего:
– Пилотная развертка подается и обрабатывает цапфу 5
– Деталь (или стол станка) поворачивается на 180 градусов
– Ось XY обрабатывающего центра регулируется для подачи расточной оправки со смещением от центра
– Расточная оправка с направляющей колодки отцентрированы в цапфе 5
-Раправляющие колодки расширены
-Журналы с 1 по 4 полу- и окончательно обработанные
-Направляющие колодки подаются обратно в
-Сверлильный брус втянут со смещением от центра
Вариант 2.1 использует многоосевую регулировку станка. Она сохраняет преимущества варианта 1.0, устраняя необходимость в какой-либо функции подъема или counterbearing и Вариант 2,0 с опорой на обоих концах инструмента. Недостатки состоят в том, что сложная внутренняя механика этого типа расточной оправки является дорогостоящей и может быть сложной в обращении. Недостаточное использование смазки может повредить чувствительную внутреннюю механику, и при отсутствии точного контроля инструмент может заклинить или зацепиться за заготовку и вызвать повреждение станка, приспособления, инструмента,
и детали.
В сотрудничестве с производителями блоков цилиндров крупного автомобильного производителя инженерный персонал Kennametal усовершенствовал функцию растачивания с помощью Option3.0 , асимметричного растачивания линии. Это геометрический шаг вперед, который подчеркивает преимущества развёртывания и растачивания линии, практически устраняя недостатки обоих.
Как и в большинстве передовых решений, принцип, лежащий в основе, довольно прост. Нормальные диаметры направляющих сделаны полностью из материала или состоят из 3 или более направляющих площадок, что не обеспечивает некоторой степени свободы от стенки отверстия при подаче и подаче. Решение Kennametal поддерживает направляющие пластины в установке, аналогичной типичной развертке с направляющими пластинами, но направляющая пластина, обычно расположенная на 180 ° к режущей кромке, была повернута, поэтому получившаяся конструкция обеспечивает свободу входа и выхода из направляющей части даже при прохождении сквозь нее. сырые отверстия. Эта геометрия позволяет пропускать пруток через необработанные отверстия по эксцентрической траектории. Таким образом, процесс выглядит так:
Решение Kennametal поддерживает направляющие пластины в установке, аналогичной типичной развертке с направляющими пластинами, но направляющая пластина, обычно расположенная на 180 ° к режущей кромке, была повернута, поэтому получившаяся конструкция обеспечивает свободу входа и выхода из направляющей части даже при прохождении сквозь нее. сырые отверстия. Эта геометрия позволяет пропускать пруток через необработанные отверстия по эксцентрической траектории. Таким образом, процесс выглядит так:
– Пилотная развертка подается и заканчивает цапфу 5
-Компонент (или стол станка) поворачивается на 180 градусов
– Асимметричная расточная оправка подается не по центру с помощью оси X-Y обрабатывающего центра
-Инструмент перемещается к центру и обрабатывает цапфы с 1 по 4 одновременно
-Инструмент отводится со смещением от центра с быстрой подачей.
Такое асимметричное растачивание сохраняет все преимущества предыдущего растачивания линии – высококачественные прецизионные отверстия, опоры на обоих концах инструмента, при этом не требуются дорогостоящие подъемные функции, препятствующие опорные подшипники или важные механизмы внутри инструмента. Это также добавляет тот факт, что полные движения подачи и разгрузки могут выполняться с увеличенными скоростями подачи на обычных обрабатывающих центрах, что повышает эффективность процесса.
Естественно, поскольку это решение Kennametal, сменные пластины, предлагаемые с этой эксцентриковой расточной оправкой, также являются усовершенствованными.Высокоточные пластины RI8 имеют восемь режущих кромок с заданной задней конусностью, что обеспечивает высокую скорость подачи. Диаметр можно регулировать с точностью до 1 микрона. Высокое зажимное усилие, обеспечиваемое коническим зажимным винтом, позволяет избежать каких-либо эффектов усадки.
И пластины, и асимметричная расточная оправка сконструированы таким образом, что пластины зажимаются непосредственно в корпусе расточной оправки. Это устраняет необходимость в картриджах, а также в дополнительных допусках и требуемом пространстве.
Это устраняет необходимость в картриджах, а также в дополнительных допусках и требуемом пространстве.
Короче говоря, это решение для асимметричного растачивания увеличивает надежность обработки, скорость процесса и сокращает объем обслуживания и обслуживания инструмента, при этом оно совместимо с обрабатывающими центрами с ЧПУ – решение, которое любой производитель, стремящийся улучшить процесс, найдет совсем не скучным.
Восстановленные блоки цилиндров и цилиндров
Отделение восстановленных блоков цилиндров надежно, точно и надежно. Обработка блока цилиндров – сложный и кропотливый процесс. Мы постоянно стремимся к качеству и вниманию к деталям. Мы проходим подробный 18-этапный процесс обработки наших восстановленных блоков двигателя. Технология CBN дает нам возможность обрабатывать блок двигателя до точной спецификации шероховатости (Ra).Все восстановленные блоки двигателя должны соответствовать спецификациям твердости OEM и иметь 1-летнюю неограниченную гарантию на мили. Блок дизельного двигателя
Процесс обработки восстановленных блоков двигателя
У нас есть 18-балльный процесс для наших восстановленных блоков двигателя.
1. Reman Очистка блока цилиндров
Первый шаг, который мы делаем для наших восстановленных блоков цилиндров, – это очистка всего блока цилиндров, обеспечивающего блок Vat. Мы также очищаем паром поверхности проволочного колеса. Важно тщательно очистить использованный блок цилиндров, так как нам необходимо тщательно осмотреть блок цилиндров на предмет трещин.Многие бывшие в употреблении блоки двигателя приходят к нам с маслом, смазкой и коррозией. Часто бывшие в употреблении блоки двигателя имеют повреждения, вызванные электролизной коррозией, которые необходимо очистить. Мы используем промышленные растворители вместе с проволочными щетками, чтобы восстановить использованный блок двигателя до его первоначального состояния.
2. Блок двигателя Magnaflux Reman
Второй этап процесса восстановления блока цилиндров – это магнафлюкс всего восстановленного блока цилиндров. Мы производим магнафлюкс с Androx 9704 и проверяем в темноте на трещины и структурные дефекты.Если использованный блок цилиндров имеет значительные трещины, которые невозможно сварить, он считается непригодным для использования в восстановленном блоке цилиндров.
3. Осмотрите отверстия поршня
Осматриваем отверстия поршней по мере необходимости. Мы микроприводим отверстия, чтобы определить, можно ли их спасти. Мы также определяем, являются ли отверстия поршня увеличенными или имеют гильзы. Затем мы снимаем кулачковые подшипники с модернизированного блока цилиндров.
4. Проверьте отремонтированный блок цилиндров двигателя с клапанами
Мы проверяем расточку в блоках двигателя после ремонта.Проверяем колпачки на момент затяжки и проверяем прямолинейность расточки. Затем мы режем края и шлифуем отверстия на предмет некруглости. В Capital Reman принято не резать седло. Некоторые в промышленности разрезают седло в восстановленных блоках двигателя, но мы обнаружили, что разрезание седла может снизить размеры.
5. Проверьте поверхность и высоту деки
Затем проверяем поверхность и высоту настила. Визуально осматриваем водяные порты и компрессионные уплотнения на предмет износа. Проверяем коробление прямой кромки.Мы также измеряем высоту палубы всех наших восстановленных блоков двигателя.
6. Проверить верхние рукава
Шестым этапом процесса восстановления блока цилиндров является проверка верхних гильз по мере необходимости. Мы затыкаем отверстия на износ. Мы также проводим визуальный осмотр на предмет коррозии. Важно проверить наличие коррозии, если в используемом блоке двигателя присутствует коррозия, мы немедленно решаем проблему.
7. Проверьте нижние рукава
Седьмой этап процесса восстановления блока цилиндров – проверка нижних втулок по мере необходимости. Мы затыкаем отверстия на износ. Затем снова проверяем на наличие коррозии, как и в случае с верхними рукавами. Очень важно, чтобы все проблемы с ржавчиной были решены до того, как можно будет произвести дальнейшую реконструкцию восстановленных блоков двигателя.
Мы затыкаем отверстия на износ. Затем снова проверяем на наличие коррозии, как и в случае с верхними рукавами. Очень важно, чтобы все проблемы с ржавчиной были решены до того, как можно будет произвести дальнейшую реконструкцию восстановленных блоков двигателя.
8. Определите детали для восстановленного блока цилиндров
Восемь этапов процесса восстановления блока цилиндров состоит в том, чтобы определить, какие восстановленные детали необходимы для восстановления блока цилиндров. Заполняем заявку на материалы и сдаем в наш отдел запчастей.Независимо от формы используемых нами блоков цилиндров, мы всегда заказываем основание блока, подшипники кулачков и пробки масляных каналов. Заглушки масляных каналов – одна из самых важных частей всего восстановленного блока цилиндров, поскольку они обеспечивают постоянный поток масла к работающему двигателю.
9. Просверлите блок двигателя Reman
Девятый этап процесса восстановления блока цилиндров – определение положения в расточном станке. Устанавливаем блок цилиндров в сверлильном станке под прямым углом и в положении для обработки.Затем мы разрезаем наши восстановленные блоки двигателя в соответствии с необходимыми спецификациями OEM. Стандартные разрезы при обработке блока цилиндров находятся в пределах трех тысячных долей дюйма.
10. Хонингование блока двигателя в соответствии со спецификациями OEM
Десятым этапом восстановления блоков цилиндров является дальнейшее хонингование отверстия с помощью нашего хонинговального станка Sunnen. Обработка блока цилиндров на хонинговальном станке Sunnen помогает нам улучшить поверхность. При необходимости мы продолжаем затачивать отверстие, чтобы убедиться, что весь восстановленный блок двигателя соответствует спецификациям OEM.Иногда нам достаточно расточки очень мало, чтобы просто сохранить блок цилиндров в соответствии со стандартными спецификациями; в других случаях нам нужно отточить больше, чтобы полностью восстановить блок цилиндров.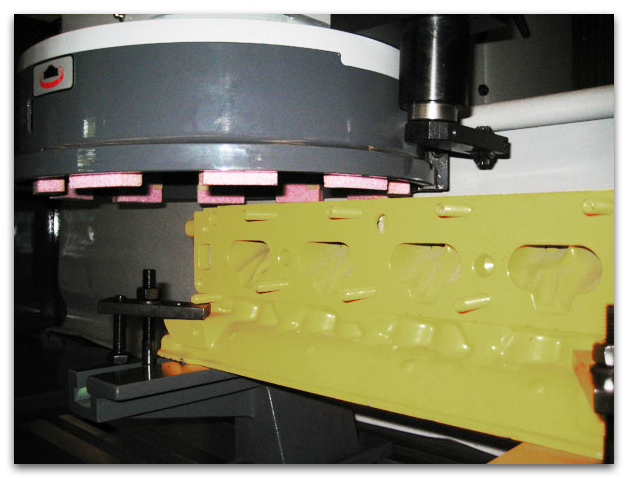 Хонингование блока цилиндров – это точная и утомительная работа.
Хонингование блока цилиндров – это точная и утомительная работа.
11. Осмотрите блок BoreCAT 3306 линии
Одиннадцатый шаг в процессе восстановления блока цилиндров заключается в исправлении расточки трубопровода по мере необходимости. Устанавливаем восстановленные блоки двигателя и убеждаемся, что он квадратный. Мы используем щуп и линейку для проверки признаков деформации металла.Большинство бывших в употреблении блоков цилиндров поступают к нам с деформированным металлом, который необходимо отремонтировать. Затем специалисты нашего механического цеха закрепляют колпачки на мельнице. После того, как мы зажимаем колпачки, мы разрезаем и затягиваем колпачки, а также прорезаем отверстие для линии. Наконец, мы проверяем прямолинейность при обработке блока цилиндров. Если расточка в блоке цилиндров с восстановленным двигателем не прямая, выправьте ее, пока не будет получено точное измерение.
12. Поверхность блока цилиндров
Двенадцатый шаг для восстановленных блоков цилиндров – это создание гладкой поверхности на блоке цилиндров.Мы устанавливаем наши восстановленные блоки цилиндров в наземную машину и обрабатываем весь блок цилиндров. Все наши блоки цилиндров reman расточены и обработаны столько раз, сколько необходимо для получения максимально гладкой поверхности.
13. Обрежьте верхние рукава
Тринадцатый этап процесса восстановления блока цилиндров – обрезка верхних гильз по мере необходимости. Обработка блока цилиндров с правильной центровкой чрезвычайно важна. После правильного совмещения мы разрезаем гильзу с зенковкой.Далее вбиваем рукав на место. В завершение обрезаем по готовому размеру и шлифуем верхние рукава.
14. Паровой пресс Наши восстановленные блоки двигателя
Четырнадцатый этап процесса восстановления блока цилиндров – это окончательная очистка блока цилиндров. Мы пропариваем весь блок двигателя в очень горячей воде с помощью парового пресса. После очистки восстановленных блоков двигателя мы устанавливаем подшипники кулачков и пробки масляных каналов.
15. Инспекция контроля качества
Пятнадцатый этап процесса восстановления блока цилиндров – это проверка качества.Наш отдел контроля качества использует совершенно другой набор откалиброванных инструментов для проверки и измерения дефектов в восстановленных блоках двигателя. Любые ошибки в восстановленном блоке двигателя немедленно исправляются. Иногда требуется вторичная обработка блока цилиндров для получения наиболее точной резки. После прохождения контроля качества ремонтный блок двигателя отправляется на покраску.
16. Пескоструйная очистка или окраска восстановленного блока цилиндров
Шестнадцатый этап процесса восстановления блока цилиндров – покраска.Мы красим наши восстановленные блоки двигателя в заводской цвет или подвергаем пескоструйной очистке весь блок двигателя. Cast Blast – это профессиональная краска для железа, которая используется для обработки чугунных деталей. Cast Blast обладает термостойкостью до 250 градусов и защищает от ржавчины. Мы производим струйную очистку или красим каждый восстановленный блок двигателя, который покидает наше предприятие.
17. Упаковка
Семнадцатый этап процесса восстановления блока цилиндров – упаковка. Весь восстановленный блок двигателя обвязан ремнями, завернут в защитную упаковку и упакован в ящики.Все восстановленные блоки двигателя упакованы таким образом, чтобы не было повреждений при транспортировке.
18. Окончательная отгрузка
Заключительным этапом процесса восстановления блока цилиндров является окончательная отгрузка. Мы проверяем порядок работы, окончательный счет и информацию о гарантии. После того, как все будет проверено, мы отправляем восстановленный блок двигателя, сертифицированный OEM-производителем, в пункт назначения.
Программа гарантии на 1 год
РЕМОНТ РАСПРЕДВАЛЫ, ПОДЪЕМНИКИ / ПОСЛЕДУЮЩИЕ УСТРОЙСТВА, ШАТУНЫ, КОЛЕНЧАТЫЕ ВАЛЫ, ГОЛОВКИ ЦИЛИНДРОВ, БЛОКИ ЦИЛИНДРОВ, ДВИГАТЕЛИ
Capital Reman Exchange, LLC гарантирует, что ее восстановленные продукты не имеют дефектов материалов или изготовления, и предоставляет гарантию, которая включает 12 месяцев неограниченного количества миль, из которых первые 6 месяцев будут включать детали и работу. Во вторые 6 месяцев будут включены запасные части или компоненты, новые или восстановленные в соответствии со спецификациями OEM. Прочтите всю гарантийную программу здесь.
Во вторые 6 месяцев будут включены запасные части или компоненты, новые или восстановленные в соответствии со спецификациями OEM. Прочтите всю гарантийную программу здесь.
Свяжитесь с торговым представителем Capital Reman сегодня для получения дополнительной информации о блоках двигателя!
Цена на рабочую силу– Automotive Machine & Supply Inc.
Обратите внимание, цены могут отличаться из-за разницы в сложности работы; это меню предназначено для оценки.Ознакомьтесь с нашими условиями для получения дополнительной информации. Наличие прайс-листа не является договором между покупателем и продавцом.
Блок цилиндров | Головки и клапаны | Поршни и стержни | Коленчатый вал | Маховик | Сборка двигателя
Разборка и осмотр |
Очистка чана | Пресса и подвеска | Сварка и изготовление | ТормозаБлок цилиндров
ПРАЙС-ЛИСТ МАГАЗИНА МАШИНЫАвтомобили и малые двигатели. Запросите более крупные дизельные двигатели / двигатели для грузовиков. Мотоциклы см. На сайте www.amsMotoMachine.com. изм. 16.12.19
LM200 Удаление и замена стопорных пробок . Для лучшей очистки / промывки охлаждающих каналов блока. Установлены новые заглушки (продаются отдельно). Цена за блок $ 33,75
LM202 Снять заглушки масляной камбуза . Для облегчения промывки / очистки масляных каналов. Цена за блок или голову $ 22,50
LM204 Vat Clean / Jet Wash Block (используйте LM206 для дизельных блоков). Блок горячей ванны / струйной мойки удаляет большую часть масла, жира, грязи и краски. Некоторые пятна краски могут остаться. Промыты все масляные каналы и каналы охлаждающей жидкости. Включает экологические сборы. $ 79 9000 9
LM206 Vat Clean / Jet Wash Дизельный блок. Горячая обдирка или струйная мойка блока удаляет большую часть масла, жира, грязи и краски. Могут остаться пятна / засохшие на грязи или краске. Промыты все масляные каналы и каналы охлаждающей жидкости. Включает экологические сборы.$ 99
Горячая обдирка или струйная мойка блока удаляет большую часть масла, жира, грязи и краски. Могут остаться пятна / засохшие на грязи или краске. Промыты все масляные каналы и каналы охлаждающей жидкости. Включает экологические сборы.$ 99
LM208 Диаметр отверстия и шлифовка 1 цил. Диаметр минимального диаметра 2,750 / 70 мм. Цилиндр имеет прецизионное растачивание и алмазное хонингование с плато, облегчающим посадку поршневого кольца. Включает время первоначальной настройки. $ 135
LM209 Диаметр отверстия и шлифовка 1 цил. Максимальный диаметр отверстия 2,749 / 69,99 мм Цилиндр имеет прецизионное растачивание и алмазное хонингование с плато, облегчающим посадку поршневого кольца. Включает время первоначальной настройки. $ 239
LM212 2-цилиндровый блок цилиндров с отверстием и шлифовкой.Цилиндры имеют прецизионное растачивание и алмазное хонингование с плато, что облегчает посадку поршневых колец. Включает время первоначальной настройки. $ 150
LM214 Precision Bore & Hone 3-4-5 Цилиндровый блок. Цилиндры имеют прецизионное растачивание и алмазное хонингование с плато, что облегчает посадку поршневых колец. Цена за цилиндр, $ 69
LM215 Прецизионный блок цилиндров с отверстием и хонингованием 6-8-10-12. Цилиндры имеют прецизионное растачивание и алмазное хонингование с плато, что облегчает посадку поршневых колец.Цена за цилиндр, $ 59
LP203 HI-PERF BORE Cyl для больших поршней от + 1 мм / 060 дюймов до +3 мм / 120 дюймов $ 89
LM216 Flex Hone Cyl. При простом повторном звонке в двигатель, без переточки и хонингования цилиндров, гибкое хонингование уменьшает остекление цилиндра для облегчения посадки поршневых колец. Включает промывку после хонингования. Цена за цилиндр. $ 10
LP201 HI-PERF DIAMOND PLATEAU HONE CYL $ 30
LM218 Набор зазоров для поршневых колец. Концевые зазоры поршневых колец измеряются в цилиндрах блока, а затем прецизионные зазоры должны соответствовать требованиям
Концевые зазоры поршневых колец измеряются в цилиндрах блока, а затем прецизионные зазоры должны соответствовать требованиям
. Включает верхний зазор, 2 и и маслосъемные кольца; цена за цилиндр, $ 11,50
Установочная втулка LM220 (сухая, без фланца) 1 st Втулка, используйте LM222 для каждой дополнительной втулки. Гильзы (продаются отдельно) используются для ремонта сильно изношенных или треснувших цилиндров. Включает отверстие в блоке для установки сухой, не фланцевой втулки. Охлаждаемая гильза вдавливается в блок для надежной термоусадки.Некоторые гильзы требуют только хонингования для чистовой обработки, в то время как другие требуют расточки и хонингования, чтобы соответствовать поршням (см. Выше дополнительные цены для хонингования или расточки и хонингования). Цена включает начальную наладку машины для гильзы 1 st , $ 120
LM222 Установите дополнительную втулку того же размера (сухая, без фланца). Цена за рукав 90 $
LP205 HI-PERF SLEEVE блок. СУХОЙ ВЕРХНИЙ ФЛАНЕЦ $ 112,50
LP207 HI-PERF SLEEVE блок, 1 LOW STEP WET / DRY $ 135
LP209 Блок РУКАВОВ HI-PERF, MULTI STEP WET / DRY $ 175
LP213 HI-PERF ORING BLOCK минимум 49 долларов, 135 долларов в час
LM228 Снятие и замена кулачкового подшипника – 1 st Подшипник, используйте LM230 для дополнительных подшипников.Включает время первоначальной настройки, микропроцессорное обследование и испытательную установку зазоров кулачка или промежуточного вала. Цена на подшипник 1 st $ 49
LM230 Remove & Replace Add’l Cam Bearing. Включает зазоры кулачка или промежуточного вала для микроволн и контрольной установки. Цена за подшипник $ 26
LM236 Поверхностный блок блока, большинство 2-3-4-5-6 рядных блоков.![]() Дека выровнена относительно оси коленчатого вала и прецизионно фрезерована до надлежащей шероховатости поверхности Ra, что обеспечивает отличное уплотнение прокладки головки.$ 118
Дека выровнена относительно оси коленчатого вала и прецизионно фрезерована до надлежащей шероховатости поверхности Ra, что обеспечивает отличное уплотнение прокладки головки.$ 118
LM238 Surface Block Deck, большинство блоков V4-V6-V8. Дека выровнены относительно оси коленчатого вала и прецизионно фрезерованы до надлежащей шероховатости поверхности Ra, что обеспечивает отличное уплотнение прокладкой головки. $ 139
LM246 Микрофон и проверка отверстий и центровки коренных подшипников. Это определяет / гарантирует, что коленчатый вал будет правильно вращаться в блоке без трения или заедания коренных подшипников. $ 75
LM250 Subaru – Выровнять основные отверстия. Прецизионное сверление отверстия коренного подшипника блока.Включает установочные штифты R&R. $ 429
LP219 HI-PERF БЛОК ДЛЯ ШТИФТОВ $ 59
LM266 VW – Чемодан для очистки НДС. Удаляет большую часть масла, жира, грязи и краски. Могут остаться пятна или засохшие на грязи / краске. Включает масляные каналы для промывки под высоким давлением. $ 69
LM268 VW – Корпус для очистки и выравнивания отверстий под обдув. 12-13-15-1600 Кейсы. Пакетная цена со скидкой на очистку корпуса ванны и выравнивание отверстий ее коренных подшипников для установки подшипников увеличенного размера (продаются отдельно).Включает в себя обработку упорных поверхностей по мере необходимости. $ 139
LM270 VW – футляр для термической обработки / снятия напряжения. Часто корпус VW деформируется при перегреве двигателя. Центральные опоры коренных подшипников не стыкуются друг с другом; вызывая потерю давления масла. В 1963 году мы впервые применили процесс термообработки, который использовался для снятия напряжения и повторной выпрямления деформированного корпуса. $ 135 Примечание: есть вероятность, что корпус слишком напряжен / деформирован, чтобы его можно было выпрямить. Невозможно предугадать.Если термообработка не увенчалась успехом, мы не будем взимать плату за попытку. Также для термообработанных корпусов требуются LM268, LM 272 и, возможно, LM274.
Невозможно предугадать.Если термообработка не увенчалась успехом, мы не будем взимать плату за попытку. Также для термообработанных корпусов требуются LM268, LM 272 и, возможно, LM274.
LM272 VW – выравнивающая развертка Кулачок Отверстия подшипников. Это верно для некруглых и смещенных отверстий кулачков в корпусах VW 13-15-1600. 67,50 $
LM274 VW – Установите резьбовые вставки Saver. Отверстия под шпильки с резьбовой головкой в корпусе просверлены и нарезаны резьбой для стальных вставок. Включает в себя 16 вкладышей для предохранения корпуса и проверку посадки втулки цилиндра.$ 135
LM276 VW – Футляр для крупнокалиберных кувшинов. Включает в себя шпильки под головку R&R и площадку для прокладок, обращенных к точке, если необходимо. Пожалуйста, предоставьте цилиндр для установки. $ 159
LM278 VW – Только дека с прокладкой цилиндрической втулки. При необходимости включает шпильки под головку R&R. $ 135
LM280 VW – Сварной суперпласт в чемодане. Для усиления корпуса рядом с цилиндром № 3 и снижения риска растрескивания, особенно при установке цилиндров с большим внутренним диаметром, толстая пластина из магниевого сплава приваривается методом TIG.Корпус должен быть голым и чистым. Включает стоимость пластины из магнитного сплава. $ 135
LM282 VW – Кассета для сверл и метчиков для полнопоточных масляных каналов. Корпус должен быть чистым и чистым. Фитинги продаются отдельно. $ 95
LM284 VW – Корпус машины для уплотнения песка шкива. Уплотнение продается отдельно. Включает в себя шкив для механической обработки уплотнения, необходим, $ 135
LM286 VW – Отверстия для снятия фаски. Часто, когда используются высокопроизводительный кулачок или подъемники, отверстия подъемника корпуса должны иметь фаску для большего зазора. $ 90
$ 90
LM288 Porsche 911 – Установите вкладыши шпилек с головкой защитного кожуха. Футляр без оболочки; при необходимости включает в себя шпильки R&R. Включает 24 вкладыша в стальном корпусе. $ 270
Примечание. Выше приведен неполный список предлагаемой нами стандартной и высокопроизводительной обработки. Если вы не видите в списке то, что вам нужно, позвоните нам по телефону 817-335-9331. Спасибо
Вернуться к началу
Головки и клапаны
ПРАЙС-ЛИСТ МАГАЗИНОВ МАШИНЫАвтомобильные и малые двигатели.Запросите более крупные дизельные двигатели / двигатели для грузовиков. Мотоциклы см. На сайте www.amsMotoMachine.com. изм. 10.04.20
LM088 Разобрать головку блока цилиндров . Осмотрите, проверьте микрофон и визуально оцените такие компоненты, как отливка головки, седла клапанов, клапаны, направляющие, пружины, кулачки, толкатели кулачков, подъемники, коромысла (при наличии) с целью оценки напора для восстановления. $ 69
LM090 Очистка головки цилиндров с ндс .Обработайте головку в ванне с горячим моющим средством / в моечной машине, чтобы удалить большую часть грязи, жира, масла и нагара. (Примечание: может остаться нагар, масло, жир и пятна. Мы предлагаем дробеструйную очистку за дополнительную плату.) Очистка ндс на голову, 29 9000 долларов США9
LM092 Клапаны для проверки герметичности . К каждому впускному и выпускному отверстию головки применяется вакуум, чтобы проверить герметичность клапанов на их седлах. На человека, $ 15
LM094 Головка блока цилиндров для проверки давления . Машина герметизирует и нагнетает давление в рубашке охлаждения головки воздухом, когда она погружена в воду или опрыскивается жидкостью, чтобы выявить утечки или трещины в рубашке охлаждающей жидкости. $ 35
$ 35
LM096 PT HT PT Выпрямление головки цилиндров . Процесс выпрямляет головку блока цилиндров, которая была сильно перегрета; которые в противном случае были бы списаны из-за чрезмерного измельчения. Правка головки OHC / DOHC также устраняет или снижает дополнительные расходы на выравнивание расточки деформированных отверстий кулачка; и предотвращает ошибки DTC синхронизации / настройки кулачка. Головка проходит испытания под давлением перед термообработкой и снятием напряжения. После термообработки головка снова испытывается давлением на предмет остаточных трещин.$ 169
LM100 Отсечной клапан / седло; Большинство головок с 1 или 2 цилиндрами . Обычно это называется работой клапана и состоит из: удаления нагара с клапанов; осмотреть пружины и клапаны; Обработайте клапаны и седла клапанов надлежащим многоугольным профилем. Вакуумное испытание герметичности каждого клапана на его седле. Пружины для испытания давлением; установите уплотнения штока в соответствии с требованиями (уплотнения продаются отдельно). Собрать клапаны и пружины в головке; и сделать окончательный вакуумный тест контроля качества. $ 159 на душу населения
LM102 Отсечной клапан / седло; Головка OHV с 2 клапанами на цилиндр; 3-4-5-6-8 Цил .Обычно это называется работой клапана и состоит из: удаления нагара с клапанов; осмотреть пружины и клапаны; Обработайте клапаны и седла клапанов надлежащим многоугольным профилем. Вакуумное испытание герметичности каждого клапана на его седле. Пружины для испытания давлением; установите уплотнения штока в соответствии с требованиями (уплотнения продаются отдельно). Собрать клапаны и пружины в головке; и сделать окончательный вакуумный тест контроля качества. Поскольку головки OHV выпускаются с 3, 4, 5, 6 или 8 цилиндрами, мы оцениваем эту прецизионную работу за клапан 20 долларов
. LM104 Отсечной клапан / седло; Головки SOHC / DOHC с 2 клапанами на цилиндр; Большинство 3-4-5-6-8 цил . Обычно это называется работой клапана и состоит из: удаления нагара с клапанов; осмотреть пружины и клапаны; Обработайте клапаны и седла клапанов надлежащим многоугольным профилем. Вакуумное испытание герметичности каждого клапана на его седле. Пружины для испытания давлением; установите уплотнения штока в соответствии с требованиями (уплотнения продаются отдельно). Собрать клапаны и пружины в головке; сделать окончательный вакуумный тест контроля качества. Поскольку головки бывают 3, 4, 5, 6 или 8 цилиндров, мы оцениваем эту прецизионную работу за клапан в размере 22 9000 долларов США9.
Обычно это называется работой клапана и состоит из: удаления нагара с клапанов; осмотреть пружины и клапаны; Обработайте клапаны и седла клапанов надлежащим многоугольным профилем. Вакуумное испытание герметичности каждого клапана на его седле. Пружины для испытания давлением; установите уплотнения штока в соответствии с требованиями (уплотнения продаются отдельно). Собрать клапаны и пружины в головке; сделать окончательный вакуумный тест контроля качества. Поскольку головки бывают 3, 4, 5, 6 или 8 цилиндров, мы оцениваем эту прецизионную работу за клапан в размере 22 9000 долларов США9.
LM106 Отсечной клапан / седло; Головки с несколькими клапанами на цилиндр; Большинство 3-4-5-6-8 цил .Обычно это называется работой клапана и состоит из: удаления нагара с клапанов; осмотреть пружины и клапаны; Обработайте клапаны и седла клапанов надлежащим многоугольным профилем. Вакуумное испытание герметичности каждого клапана на его седле. Пружины для испытания давлением; установите уплотнения штока в соответствии с требованиями (уплотнения продаются отдельно). Собрать клапаны и пружины в головке; сделать окончательный вакуумный тест контроля качества. Поскольку головки бывают 3, 4, 5, 6 или 8 цилиндров, мы оцениваем эту прецизионную работу за клапан в размере 17 9000 долларов США.
LM114 Регулирующий клапан; Головки с 2 клапанами на цилиндр; Прокладки и негидравлические .Головки с негидравлическими толкателями кулачка ковша, в которых используются прокладки для регулировки зазора клапана, требуют установки кулачков и толкателей, после чего измеряется зазор клапана; рассчитана требуемая толщина регулировочной шайбы; и установлена подходящая прокладка. Все клапанные зазоры проверяются в последний раз для контроля качества. При необходимости прокладки продаются отдельно. Цена за клапан, $ 13
LP000 HI-PERF CNC ПОРТ РАБОТА С СМЕШАННЫМ КЛАПАНОМ = 2X Цена работы клапана «LM»
LP101 ПОЛНОСТЬЮ ПОРТОВАЯ ГОЛОВКА НА ЦИЛ МИНИМУМ 1 час, 135 долл. США / час
США / час
LP111 МИНИМУМ ИСПЫТАТЕЛЬНОЙ ГОЛОВКИ 1 час, 135 долл. США / час
LP625 КЕРАМИЧЕСКОЕ ПОКРЫТИЕ КАМЕРА СГОРАНИЯ головки блока цилиндров $ 35
LP627 Термобарьерное ПОКРЫТИЕ ВЫХЛОПНЫХ ОТВЕРСТИЙ $ 18
LP629 Керамический ВЫПУСКНОЙ КОЛЛЕКТОР $ 95
LP631 Ceramic COAT HEADER $ 129
LM116 Регулирующий клапан; Головки с несколькими клапанами на цилиндр; Прокладки и негидравлические .Головки с несколькими клапанами на цилиндр и негидравлические толкатели кулачка ковша, в которых используются прокладки для регулировки зазора клапана, требуют установки кулачков и толкателей, после чего измеряется зазор клапана; рассчитана требуемая толщина регулировочной шайбы; и установлена подходящая прокладка. Все клапанные зазоры проверяются в последний раз для контроля качества. При необходимости прокладки продаются отдельно. Цена за клапан, $ 10
LM118 Регулирующий клапан, каждый; Без регулировочных шайб, без гидравлики . Головки с твердыми негидравлическими толкателями кулачков ковша, в которых не используются прокладки для регулировки зазора клапана, требуется временная установка кулачков, толкателей и клапанов, после чего измеряется зазор клапана; высота установленного клапана подобрана для обеспечения надлежащего зазора клапана.Кулачок и клапаны стационарно установлены, и все клапанные зазоры проверяются в последний раз для контроля качества. Этот процесс избавляет от покупки всех новых сегментов последователей. Цена за клапан, $ 12
LM120 Установить установленную высоту клапана; Гидравлический толкатель . Для головок с гидравлическими толкателями кулачка требуется, чтобы установленная высота клапана находилась в определенном диапазоне. Клапаны временно устанавливаются, измеряется высота клапана; длина штока клапана до седла регулируется для достижения надлежащей установленной высоты клапана. Цена за клапан, $ 7
Цена за клапан, $ 7
LM126 Гидравлический подъемник для очистки и удаления воздуха / Кулачок Привод . Чтобы гидравлический подъемник / толкатель не удерживал клапан в открытом состоянии, вызывая пропуски зажигания, гидравлический подъемник / толкатель сжимается, чтобы удалить изнутри старое масло, а затем тщательно очищается и осматривается. Примечание. Некоторые производители двигателей предлагают заменять гидравлические подъемники / толкатели. Даже после прокачки и очистки подъемник / толкатель может не «накачаться» и потребовать замены.Заказчик несет ответственность за повторное использование старых подъемников / толкателей. Никаких гарантий. Стоимость Clean & Bleed на одного подъемника составляет 6 9000 долларов США.
LM128 R&R Коромысло в сборе / очистка и осмотр . Большинство узлов коромысел требуют тщательной разборки, очистки ванны и промывки масляных каналов, осей валов и проверки их на износ, регулировочных шайб проверяют на наличие трещин, наконечников коромысел проверяют на износ перед тем, как снова аккуратно собирать их. Обычно эта работа занимает около часа и стоит 67 9000 долларов США.
LM130 Полировка Кулачок / Вал коромысла .Распредвалы и / или валы коромысел часто требуют микрополировки, чтобы восстановить чистоту поверхности подшипников. Цена за вал, $ 30
LM138 Поверхностная головка, большинство 2-3-4 головок цилиндров . Мы обрабатываем деку прокладок на головках с помощью прецизионного станка, который использует вставку из CBN или алмазной вставки. Это оставляет очень гладкую / ровную поверхность для максимального уплотнения и долговечности прокладки головки. $ 79 9000 9
LM140 Поверхностная головка, большинство головок 5-6 цилиндров . Мы обрабатываем деку прокладок на головках с помощью прецизионного станка, который использует вставку из CBN или алмазной вставки. Это оставляет очень гладкую / ровную поверхность для максимального уплотнения и долговечности прокладки головки. $ 89
Это оставляет очень гладкую / ровную поверхность для максимального уплотнения и долговечности прокладки головки. $ 89
LM148 Поверхностный коллектор . Часто коллектор коробится там, где он плотно прилегает к головке блока цилиндров. Мы можем снова обработать его ровно и снова, чтобы он плотно прилегал. $ 89
Направляющая обратного и сервисного клапана LM150 . Ключ к надежной работе клапана – это отличные направляющие клапана. Мы используем специальный калибр диаметра Sunnen для точного измерения каждой направляющей, для проверки как размера, так и геометрического износа, такого как раструб, цилиндр, овальность и истирание.Измеряем установленную высоту направляющей; мы проверяем каждый шток клапана и сравниваем его с направляющим отверстием, чтобы обеспечить надлежащие зазоры. Неподходящие направляющие заменяются без дополнительной оплаты труда. Стоимость указана за руководство, 11,25 доллара США. Направляющие продаются отдельно.
LM154 Таблица размеров OD . Для некоторых головок требуются направляющие с внешним диаметром +0,001 дюйма или +0,002 дюйма. Часто новые сменные направляющие доступны только +0,005 дюйма и / или слишком длинные, или не имеют необходимости, чтобы соответствовать уплотнению штока клапана. Расширение головки для установки большей направляющей исключает возможность повторной сборки головок в будущем.Вместо этого мы обрабатываем слишком большую направляющую для головы. Отрежьте его до нужной длины и при необходимости обработайте для уплотнения штока. Цена за гида, $ 15
LM156 Направляющая клапана индивидуального изготовления . Используйте LM158 в качестве дополнительного руководства. ДОБАВИТЬ РУКОВОДСТВО. Если для головки потребуется направляющая большего размера, намного больше, чем любой другой доступный, мы держим под рукой пруток из марганцевой бронзы и можем изготовить направляющую по индивидуальному заказу. Требуется немного больше времени, чтобы настроить токарный станок и оснастку для изготовления направляющей 1 st , поэтому она стоит 59 долларов плюс прутка из бронзы из Mn, проданного на дюйм.
LM158 Custom Make Add’l Guide . Поскольку токарный станок и инструменты уже настроены после изготовления направляющей 1 st , мы снижаем цену на изготовление любых дополнительных направляющих того же размера. Цена за направляющую 33 доллара плюс проданных прутков из Mn-бронзы за дюйм.
LM160 Установить седло клапана . Используйте LM162 для дополнительного места. Мы снимаем старое седло, обрабатываем новое седло клапана / зенковку, затем нагреваем головку и охлаждаем седло перед вдавливанием седла в головку цилиндра.Мы также механически фиксируем сиденье в качестве дополнительного удерживающего средства для дополнительной надежности. На настройку фрезерного станка и оснастки требуется немного дополнительного времени, поэтому установка сиденья 1 st стоит 69 долларов США. Сиденья продаются отдельно.
LM162 Установите дополнительное седло клапана того же размера . Поскольку фрезерный станок и инструменты уже настроены после установки седла клапана 1 st , мы снижаем цену за установку любых дополнительных седел клапана того же размера. Цена за место 33 $.75 Сиденья продаются отдельно.
LM164 Ремонт резьбы свечей зажигания . Мы используем различные методы для восстановления резьбы свечей зажигания в головке блока цилиндров. За отверстие, включая вставку или геликоил, 30,00 $
LM166 Ремонт сломанного болта / шпильки . Используйте LM168 для EDM. Мы используем различные методы для удаления / ремонта порезанной или сломанной шпильки или болта. За каждую, включая наиболее распространенные вставки или геликоил, 45 $
LM168 Электроэрозионный станок, мин. .Всякий раз, когда сверло или легкая деталь ломается в детали, мы можем точно удалить их с помощью электроэрозионного станка, который разрушает твердый металл. $ 79 9000 9
LM172 Развертка Кулачок Отверстия . Используйте LM174 для Volvo. Часто при перегреве головки или блока отверстия их кулачковых подшипников перестают быть выровненными; что может привести к заеданию кулачка и разрыву ремня ГРМ или к худшему. Если выровнять отверстия подшипников кулачка, кулачок снова начнет свободно вращаться. Цена за камеру, $ 89
Используйте LM174 для Volvo. Часто при перегреве головки или блока отверстия их кулачковых подшипников перестают быть выровненными; что может привести к заеданию кулачка и разрыву ремня ГРМ или к худшему. Если выровнять отверстия подшипников кулачка, кулачок снова начнет свободно вращаться. Цена за камеру, $ 89
LM174 Ream Кулачок Отверстия на Volvo DOHC с крышкой клапана .В этом двигателе часть крышки клапана используется для удержания кулачков на месте, что затрудняет и требует много времени для выравнивания отверстий подшипников кулачков. Цена за камеру, $ 135
LM176 Кулачок OHC с цилиндрическим отверстием, 1 st brg . Используйте LM178 для каждого дополнительного подшипника. Когда кулачок заедает в головке или блоке, или если он изнашивается сверх пределов, мы можем выровнять отверстие в головке или блоке, чтобы принять вставку подшипника / восстановить правильный кулачок до зазоров в отверстии. За каждую вставку по 135 долларов США продаются отдельно.
LM178 Дополнительный кулачок со совмещенным отверстием Brg . Поскольку станок и инструменты уже настроены для расточки подшипника 1 st , мы можем предоставить вам скидку на любые дополнительные отверстия под подшипник кулачка. За каждую $ 45
LM180 Hone / Polish Cam Brg Отверстие . Часто кулачковые ножки лишь слегка пытаются зацепить распредвал; недостаточно, чтобы потребовать развертывания или совмещения расточки – вместо этого мы можем отшлифовать их или отполировать, чтобы восстановить правильную посадку кулачка.Цена за камеру, $ 59
LM192 Работа головного клапана с воздушным охлаждением VW, на голову . Сюда входят: очистка чана / дробеструйная очистка головки, пружин, фиксаторов и держателей. Удаление нагара с клапанов; осмотреть пружины и клапаны; Обработайте клапаны и седла клапанов надлежащим многоугольным профилем. Вакуумное испытание герметичности каждого клапана на его седле. Пружины для испытания давлением; Собрать клапаны и пружины в головке; и сделать окончательный вакуумный тест контроля качества. На человека, $ 85
LM194 VW Поверхность головки с воздушным охлаждением, на голову .Чтобы обеспечить герметичность цилиндров на головке без утечек сжатия, мы нарезаем и восстанавливаем посадочные поверхности цилиндров на головке до надлежащего уровня и отделки. На душу населения, $ 67,50
LM196 Работа клапана Porsche 911, на голову . Сюда входят: очистка чана / дробеструйная очистка головки, пружин, фиксаторов и держателей. Удаление нагара с клапанов; осмотреть пружины и клапаны; Обработайте клапаны и седла клапанов надлежащим многоугольным профилем. Вакуумное испытание герметичности каждого клапана на его седле.Пружины для испытания давлением; установка уплотнений штока (уплотнения продаются отдельно). Собрать клапаны и пружины в головке; и сделать окончательный вакуумный тест контроля качества. На душу населения, $ 67
LM198 Porsche 911 Поверхностная головка, каждый. Чтобы гарантировать герметичность цилиндров на головке без утечек сжатия и правильное соединение опоры кулачка, мы разрезаем и восстанавливаем посадочные поверхности цилиндра на головке до нужного уровня и обработки Ra. На душу населения, $ 67
Примечание. Выше приведен неполный перечень предлагаемой нами стандартной и высокопроизводительной обработки. Если вы не видите в списке то, что вам нужно, позвоните нам по телефону 817-335-9331.Спасибо
К началу
Поршни и штоки
ПРАЙС-ЛИСТ МАГАЗИНОВ МАШИНЫАвтомобильные и малые двигатели. Запросите более крупные дизельные двигатели / двигатели для грузовиков. Мотоциклы см. На сайте www.amsMotoMachine.com. изм. 14.12.19
LM400 Mic & Check Rod, 1 стержень st . Используйте LM401 для дополнительных стержней. Включает отверстие под подшипник микрофона и проверку прямолинейности. 20 $ за 1 st стержень
LM401 Дополнительная штанга для микрофона и чека. Включает в себя отверстие под подшипник и проверку прямолинейности. 10 долларов за дополнительную удочку.
LM402 Втулка стержня, 1 стержень st . Используйте LM403 для дополнительных стержней. Снимите, установите и точно установите втулку пальца. Втулка продается отдельно. 60 $ за 1 st стержень
LM403 Дополнительный стержень с втулкой. Снять, установить и точно подогнать втулку пальца. Втулка продается отдельно. 30 долларов за дополнительную удочку.
LM404 Big End стержня для изменения размера – используйте LM406 для дополнительных стержней того же размера.Включает проверку прямолинейности и прецизионную обработку большого конца стержня. 1 ул Штанга 85 $
LM406 Увеличить размер добавочной штанги Big End – такого же размера. 43 доллара США за дополнительную удочку
LM408 R&R Поршень с плавающим пальцем – Снимите и / или замените поршень на шатуне; с плавающей булавкой на запястье. За поршень $ 10
LM410 R&R Поршень с прессовой штифтом, 1 st Поршень – Используйте LM411 для дополнительных поршней. Снимите и / или замените поршень на шатуне; с запрессованной булавкой на запястье.
67 $ за 1 st поршень
LM411 R&R Дополнительный поршень со штифтом прессовой посадки – Снимите и / или замените поршень на шатуне; с запрессованной булавкой на запястье. 14 долларов США за дополнительный поршень
Только балансирная штанга LM414, 1 штанга st . Используйте LM415 для дополнительных стержней. Выполните цифровую балансировку большого конца удилища, малого конца и всего. 39 $ за 1 st стержень
LM415 Только добавочный стержень для балансира. Выполните цифровую балансировку большого и малого конца удилища и всего.18 долларов за дополнительную удочку
LM416 Микрофон и контрольный поршень. Включает канавки под стопорные кольца. За поршень $ 20
LM420 Балансировочный поршень. Поршень с цифровой балансировкой (включая штифт и кольца, если таковые имеются) За поршень 20 долларов США
LM460 VW-Rebush 311 Стержень. Включает новую втулку 311-105-431A) на шток 22 долл. США
LP621 DFL ЮБКА ПОРШНЯ $ 18
LP623 Ceramic COAT PISTON TOP $ 18
Примечание. Выше приведен неполный список стандартной и высокопроизводительной обработки, которую мы предлагаем – если вы не видите в списке то, что вам нужно, позвоните нам по телефону 817-335-9331 .Спасибо
К началу
Коленчатый вал
ПРАЙС-ЛИСТ МАГАЗИНОВ МАШИНЫАвтомобили и двигатели малой мощности. Запросите более крупные дизельные двигатели / двигатели для грузовиков. Мотоциклы см. На сайте www.amsMotoMachine.com. изм. 14.12.19
LM300 Польский кривошип. Микрополировка обеспечивает надлежащее качество поверхности шейки, что улучшает смазывание и увеличивает срок службы подшипников. $ 69
LM304 Grind Crank – кривошип с 1 или 2 цилиндрами. Включает очистку ванны, проверку и правку кривошипа, повторное шлифование шейки (цапф), микрополировку. $ 188
LM306 Grind Crank – большинство кривошипов для 4-5-6-8 цилиндров. Включает очистку ванны, проверку и правку кривошипа, повторное шлифование шейки, микрополировку. $ 245
LM308 Grind Crank – с сетью разного размера. Включает очистку ванны, проверку и правку кривошипа, повторное шлифование шейки, микрополировку. $ 270
LP301 HI-PERF GRIND STROKER CRANK $ 399
LM314 Опорный подшипник R&R. Снять и заменить направляющий подшипник / втулку $ 22,50
LM316 Пресс-шестерни. Снять и / или заменить кривошипную шестерню (и) $ 27,50
Только разная деталь весов LM320. (Используйте LM516 для маховика) Уравновесите одну деталь, например шкив или вентилятор. $ 88
LM322 Только балансирный шатун – без груза. Цифровая динамическая балансировка кривошипа, не требующая грузиков. $ 135
LM324 Только противовес. Цифровая динамическая балансировка кривошипа, требующая грузиков. $ 225
Балансировочный двигатель LM330 – без груза. Цифровая динамическая балансировка кривошипа двигателя; и цифровая балансировка деталей, совершающих возвратно-поступательное движение. $ 239
LP305 ДВИГАТЕЛЬ HI-PERF BALANCE в сборе, без BOB WTS тяжелый металл стоимостью 300 долларов США продается отдельно
LM332 Балансировочный двигатель – с грузиками. Расчет грузиков, цифровая динамическая балансировка кривошипа двигателя; и цифровая балансировка деталей, совершающих возвратно-поступательное движение.$ 325
LP307 ДВИГАТЕЛЬ HI-PERF BALANCE в сборе, с BOB WTS 380 долл. США тяжелый металл продается отдельно
LP311 НОЖ HI-PERF или РУКОЯТКА с круглой кромкой $ 200
LP313 CROSS DRILL CRANK HI-PERF $ 100
LP317 HI-PERF O / S CHAMFER ОТВЕРСТИЯ ДЛЯ МАСЛА $ 67,50
LP319 HI-PERF R&R ЗАГЛУШКИ МАСЛЯНОГО ГАЛА $ 135
LM340 VW-Press Кривошипные шестерни. $ 27,50
LM342 VW-R&R Маховик; голая рукоятка. Установить маховик и установить люфт; с кривошипом не в сборе $ 39
LM344 VW-R&R Маховик; в случае. Установить маховик и установить люфт; с кривошипом в сборе. $ 125
LM346 Шатуны VW-R & R на кривошипе. Установить шатуны на кривошип. $ 39
LM348 VW-сверло для 8 установочных штифтов; голая рукоятка. Кривошип и / или маховик на 8 установочных штифтов; кривошип не собран в корпусе.$ 135
LM350 VW-Сверло для 8 установочных штифтов; в случае. Кривошип и / или маховик на 8 установочных штифтов; кривошип в сборе в корпусе. При необходимости включает обработку плоского конца кривошипа. $ 225
LM324 Porsche 911 – Шлифовальный рычаг (без азотирования) . Включает микрополировку. $ 350
Примечание. Выше приведен неполный перечень предлагаемой нами стандартной и высокопроизводительной обработки. Если вы не видите в списке то, что вам нужно, позвоните нам по телефону 817-335-9331.Спасибо
К началу
Маховик
ПРАЙС-ЛИСТ МАГАЗИНОВ МАШИНЫАвтомобили и двигатели малой мощности. Запросите более крупные дизельные двигатели / двигатели для грузовиков. См. Мотоциклы. изм. 01 /02/19
LM500 МАХОВИК СТУПЕНЧАТЫЙ $ 75
LM502 ШЛИФОВАЛЬНЫЙ МАХОВИК 1 ОТРЕЗНЫЙ / ПЛОСКИЙ $ 65
LM504 МАХОВИК С ДВОЙНОЙ МАССОВОЙ ШЛИФОВКОЙ $ 159
LM510 R&R ШПИЛЬКИ $ 15
LM512 ВЫВЕРЛИТЬ ШПИЛЬКИ $ 45
LM514 R&R КОЛЬЦО $ 54
LM516 БАЛАНСИРНЫЙ МАХОВИК $ 88
LP501 ОСВЕЩЕНИЕ И БАЛАНСИРНЫЙ МАХОВИК $ 179
Примечание. Выше приведен неполный перечень предлагаемой нами стандартной и высокопроизводительной обработки. Если вы не видите в списке то, что вам нужно, позвоните нам по телефону 817-335-9331.Спасибо
К началу
Двигатель в сборе
ПРАЙС-ЛИСТ МАГАЗИНА МАШИНЫАвтомобильные и малые двигатели. Запросите более крупные дизельные двигатели / двигатели для грузовиков. См. Мотоциклы. изм. 11 /03/20
ДВИГАТЕЛЬ LM800 РАЗБОРКА, осмотр и оценка $ 200
LM814 КОРОТКИЙ БЛОК В СБОРЕ БОЛЬШИНСТВО 3-4 ЦИЛИСТОВ Стандартный двигатель стоимостью 500 долларов Добавьте 250 долларов за высокопроизводительный / модифицированный двигатель.
LM816 КОРОТКИЙ БЛОК В СБОРЕ БОЛЬШИНСТВО 5-6 ЦИЛОВ Стандартный мотор стоимостью 600 долларов Добавьте 300 долларов за высокопроизводительный / модифицированный двигатель.
LM818 В СБОРЕ КОРОТКИЙ БЛОК БОЛЬШЕ 8 ЦИЛИРОВКИ Стандартный мотор 665 долларов Добавьте 335 долларов за высокопроизводительный / модифицированный двигатель.
LM824 СБОРКА ДЛИННОГО БЛОКА БОЛЬШЕ 3-4 CYL стандартный мотор 750 долл. Добавьте 375 долл. США за высокопроизводительный / модифицированный двигатель.
LM826 СБОРКА ДЛИННЫЙ БЛОК БОЛЬШОЙ 5-6 CYL Стандартный двигатель стоимостью 850 долларов Добавьте 425 долларов за высокопроизводительный / модифицированный двигатель.
LM828 СБОРКА ДЛИННЫЙ БЛОК МАКСИМАЛЬНО 8 ЦИЛИРОВОЧНЫЙ Мотор 975 долларов США Добавьте 500 долларов США за высокопроизводительный / модифицированный двигатель.
LM850 VW – СБОРКА НИЖНЕЙ КОНЦЕПЦИИ 1600 ТОЛЬКО стандартный двигатель за 375 долларов. Добавьте 50 долларов за высокопроизводительный / модифицированный двигатель.
LM852 VW – СБОРКА ДЛИННОГО БЛОКА ТОЛЬКО 1600 Мотор за 500 долларов Добавьте 150 долларов за высокопроизводительный / модифицированный двигатель.
LM858 VW – В СБОРЕ 1600 ТОЛЬКО стандартный двигатель за 975 долларов Добавьте 250 долларов за высокопроизводительный / модифицированный двигатель.
Примечание. Выше приведен неполный список предлагаемой нами стандартной и высокопроизводительной обработки. Если вы не видите в списке то, что вам нужно, позвоните нам по телефону 817-335-9331. Спасибо
Вернуться к началу
Разборка и осмотр
ПРАЙС-ЛИСТ МАГАЗИНА МАШИНЫАвтомобили и двигатели малой мощности. Запросите более крупные дизельные двигатели / двигатели для грузовиков. См. Мотоциклы. изм. 11 /03/20
LM088 Разобрать головку блока цилиндров .Осмотрите, проверьте микрофон и визуально оцените такие компоненты, как отливка головки, седла клапанов, клапаны, направляющие, пружины, кулачки, толкатели кулачков, подъемники, коромысла (при наличии) с целью оценки напора для восстановления. $ 69
ДВИГАТЕЛЬ LM800 РАЗБОРКА, осмотр и оценка $ 200
Примечание. Выше приведен неполный перечень предлагаемой нами стандартной и высокопроизводительной обработки. Если вы не видите в списке то, что вам нужно, позвоните нам по телефону 817-335-9331. Спасибо
К началу
Очистка ванн
ПРАЙС-ЛИСТ МАГАЗИНА МАШИНЫАвтомобили и малые двигатели.Запросите более крупные дизельные двигатели / двигатели для грузовиков. См. Мотоциклы. изм. 01 /02/19
LM600 VAT CLEAN MISC PARTS. Минимальная плата 67,50 долларов США. Включая плату за вывоз мусора.
LM610 ПРОМЫВКА МАСЛЯНЫЙ ОХЛАДИТЕЛЬ и испытание под давлением $ 27
L999 Дробеструйная очистка / дробеструйная очистка – указывается по запросу. Примечание: мы не используем стеклянные бусины.
Примечание. Выше приведен неполный перечень предлагаемой нами стандартной и высокопроизводительной обработки. Если вы не видите в списке то, что вам нужно, позвоните нам по телефону 817-335-9331.Спасибо
К началу
Пресс и подвеска
ПРАЙС-ЛИСТ МАГАЗИНА МАШИНЫАвтомобили и двигатели малой мощности. Запросите более крупные дизельные двигатели / двигатели для грузовиков. См. Мотоциклы. изм. 01 /02/19
LM710 PRESS WH BRG – Basic brg без фиксатора. Доступна услуга пока-у-ожидания за 75 долларов.
LM712 PRESS WH BRG с фиксирующей манжетой / ABS 120 долл. США в режиме ожидания.
LM714 PRESS 1 PC ПЕРЕДНИЙ ПОДШИПНИК 90 долларов США, пока доступна услуга ожидания.
LM716 PRESS 2 PC BRG – SET ENDPLAY $ 175, пока доступна услуга ожидания.
ВТУЛКА ПОДВЕСКИ LM718, минимальная плата 67,50 долл. США / 135 долл. США в час.
LM720 ПРЕССОВЫЙ СОЕДИНИТЕЛЬ, большинство приложений 59 долл. США за штуку
LM722 ШАРОВОЙ ПРЕСС-СОЕДИНЕНИЕ для большинства применений по 39 долл. США за штуку
LM724 РАЗНЫЕ ПРЕСС-РАБОТЫ минимум 67 долларов.50/135 долларов в час
LM730 REBUSH SPRINDLES (ПАРА) большинство приложений 169 долл. США минимум
Примечание. Выше приведен неполный перечень предлагаемой нами стандартной и высокопроизводительной обработки. Если вы не видите в списке то, что вам нужно, позвоните нам по телефону 817-335-9331. Спасибо
К началу
Сварка и изготовление
ПРАЙС-ЛИСТ МАГАЗИНА TIG, MIG, SMAW, кислородно-ацетиленовая сваркаПлазменная резка с ЧПУ
Литье из песка и пенопласта (алюминий, латунь)
Металлические ножницы, штамповка, гибка, скользящие валки, штамповка
Ручные токарные станки и токарные станки с ЧПУ
Ручные фрезы
ЧПУ Фрезы 3, 4 и 5 осей
Цилиндрическое шлифование
Дизайн и прототип
Пожалуйста, позвоните, чтобы узнать цену
К началу
Тормоза
ПРАЙС-ЛИСТ МАГАЗИНААвтомобили и двигатели малой мощности.