Расточные системы (обзор продукции и производителей)
И в конце статьи приведем ссылки на наиболее известных производителей расточных систем
Среди представителей расточных систем высокого качества и высоких цен можно отметить следующих производителей:
(расположены в порядке рейтинга, сформированного с точки зрения специалистов нашей компании, основанном на спросе, ассортименте и качестве продукции)
Wohlhaupter https://www.wohlhaupter.de – очень высокое качество модульных расточных систем, диапазон продукции от 0,4 мм до 3255 мм
Big Kaizer https://www.bigkaiser.com – диапазон продукции от 0,4 мм до 3000 мм
Seco https://www.secotools.com – перекрываемый диапазон от 0,3 до 2155 мм
Sandvik https://www.sandvik.coromant.com – диапазон от 1 до 1300 мм, хотя есть и спец.предложения
Big Diashowa http://www.big-daishowa.com
Komet http://www.komet.com – производитель изготавливает также управляемые ЧПУ головки
Nikken http://www.nikken-world. com
com
Kennametal https://www.kennametal.com
Swiss Tool https://swisstools.org – диапазон 0,3 мм – 225 мм
Allied Machine https://www.alliedmachine.com
Rigibore https://www.rigibore.com
Walter http://www.walter-tools.com
Mapal https://www.mapal.com
URMA https://www.urma.ch
WNT https://www.wnt.com
Johne-Co https://www.johne-co.de
Cogsdill https://cogsdill.com – управляемые ЧПУ головки
ColonialTool http://www.colonialtool.com
BTA https://www.bta-tiefbohrsysteme.com
Dummel https://www.duemmel.de
Karned Tools http://www.karnedtools.cz
O.M.G. https://www.omgnet.it
Parlec https://parlec.com
Среди представителей расточных систем среднего ценового диапазона и качества можно выделить таких производителей
(аналогично расположены в порядке рейтинга, сформированного с точки зрения специалистов нашей компании, основанном на спросе, ассортименте и качестве продукции)
D`Andrea http://www. dandrea.com – перекрываемый диапазон продукции от 0,4 до 2800 мм, Итальянская компания с 1961 года производящая расточные системы. Производитель так же изготавливает управляемые ЧПУ расточные системы
dandrea.com – перекрываемый диапазон продукции от 0,4 до 2800 мм, Итальянская компания с 1961 года производящая расточные системы. Производитель так же изготавливает управляемые ЧПУ расточные системы
Iscar https://www.iscar.com – тот же D`Andrea, но с другой наклейкой, но ощутимо дороже…
Ingersoll https://www.ingersoll-imc.de – тот же D`Andrea, но дороже
Pinzbohr http://www.pinzbohr.com- ассортимент более скромный, но не слишком хорошее соотношение цена качество
TaeguTec http://www.taegutec.com/ – не слишком хорошее соотношение цена качество
Narex http://www.narexmte.cz
SAU https://www.sautool.com
Mehi Tools https://www.mehi.fi
Нижний диапазон цен и среднее качество
(здесь сложно составить рейтинг, продукция зачастую весьма схожая и по ценам и по качеству, огромное количество производителей корейских, тайваньских, китайских, цены тоже, иногда скорее соответствуют среднему диапазону цен, иногда в середине между нижним и средним диапазонами. ..)
..)
Остановимся на более часто запрашиваемых, остальных просто перечислим через запятую….
Derek http://www.derekmetal.com – не плохой ассортимент и качество расточных систем китайского фабричного производства
Stanny https://www.stanny.com.tw – тоже большой ассортимент не плохого качества расточной оснастки
Evermore http://www.evermore-tools.com
RBH-Tool https://www.rbh-tools.com
SYIC http://www.syic.com.tw
Vertex http://www.vertex-tw.com.tw
AnnWay https://www.annwaytools.com
Dine Tools http://www.dine.co.kr
Mehi Tools https://www.mehi.fi
Korloy, ZCC-CT, Eroglu, Nine9, Shars, RBT, WD Tools, Gin-Shan и многие др.
Расточная оснастка производства СНГ
Пумори http://www.pumori.ru – Российский производитель, но соотношение цена качество и ассортимент не слишком хорошее
Винт http://www.vinttis.ru – тоже Российский производитель, видимо просто нужно сказать, что расточные системы в их ассортименте есть. ..
..
Оршанский инструментальный завод http://orshiz.by – ассортимент скорее для старого станочного парка, по соотношению цена качество можно найти и более интересный вариант
их виды, устройство и принцип работы
Расточная головка – это основной инструмент для выполнения работ по обработке существующих отверстий до заданных параметров. Подобные работы: будь то расширение сквозного отверстия до нужного диаметра или смещение его относительно изначально заданной оси – производятся только по окончании сверлильных работ.
Расточные головки могут устанавливаться на различные типы станков. Существуют специализированные координатно-расточные агрегаты, конструкция которых оптимально подходит для расточных работ. Кроме того, аналогичную обработку можно выполнять на токарных или фрезерных станках.
Конструктивные особенности расточных головок
Конструкция инструмента позволяет разместить одновременно несколько резцов. Практика показала, что оптимальное число режущих элементов – 2 при условии их радиально расположения. Такая конфигурация обладает следующими преимуществами:
Такая конфигурация обладает следующими преимуществами:
- Благодаря сбалансированному расположению точность обработки повышается.
- Снижается уровень вибрации.
- Динамические показатели станка улучшаются.
Увеличение количества резцов негативно влияет на баланс головки. Вследствие этого расточные работы не будут обладать высокой точностью, особенно на высоких оборотах, что снижает производительность станка.
Монтаж расточной головки на металлообрабатывающий агрегат осуществляется на шпиндельный вал, который передает момент вращения от привода станка. Во избежание вылета головки в процессе эксплуатации инструмент фиксируется винтами или гайками.
Основными узлами расточной головки являются:
- Ступица. Следуя из названия, ступица устанавливается на шпиндель станка с помощью хвостовика. Для надежного крепления имеются четыре винта, из которых два параллельно фиксируют пиноль.
- Пиноль. Место монтажа рабочего резца расточной головки.

- Ползун. Подвижный элемент пиноли. Движение осуществляется путем вращения приводного винта. Служит регулировочным механизмом для выставления резцов по центрам.
- Хвостовик. Узел для передачи вращательного момента от шпиндельной части к режущим элементам.

Принцип работы инструмента
Хвостовик вставляется в конусное отверстие шпиндельного механизма координатно-расточного станка. Для точной работы без вибрации хвостовая часть головки должна в точности повторять контуры шпинделя. После монтажа хвостовая часть фиксируется штатным винтом станка.
Согласно требованиям технологии обработки заготовку необходимо тщательно зафиксировать в неподвижном положении во избежание смещения во время расточных работ. Такое положение позволяет головке точно выполнять свои функции с минимальным риском получения брака.
При обработке небольших отверстий, диаметр которых не превышает 40 мм, положение резцов регулируется только перемещением ползуна.
При работе с отверстиями большего диаметра после регулировки ползуна его возвращают в начальное положение и после ослабления крепежных элементов пиноль передвигают в ступицу до упора.
 Таким образом, расточка выполняется за два этапа.
Таким образом, расточка выполняется за два этапа.Виды расточных головок
Рассматриваемый металлообрабатывающий инструмент делится на два типа, которые отличаются видом подачи:
- Ручные.
- Автоматические.
Рассмотрим их подробнее.
Головки с ручной подачей
Данный тип использовался на самых первых расточных станках с простейшими системами числового программного управления. Они используются для получистовой обработки отверстий в металлических изделиях с диаметром от 10 до 630 мм. В современных условиях их активно используют в качестве инструмента для выполнения работ, к которым не предъявляют высоких требований по классу точности (до 0,04 мм).
В качестве материала изготовления используется высококачественная инструментальная сталь, которая подвергается высокотемпературной закалке и финишной обработке на шлифовальных станках.
Головки с автоматической подачей
Устройства с автоматической подачей отличаются универсальностью использования. Их применяют для последовательного выполнения следующих видов обработки:
Их применяют для последовательного выполнения следующих видов обработки:
- расточки;
- торцевания;
- точения.
И прочих работ, необходимость в которых может возникнуть в процессе обработки металлических изделий. Универсальная конструкция позволяет устанавливать их не только на фрезерные станки, но на горизонтально-расточное и координатно-расточное оборудование с числовым программным управлением.
В современной металлообрабатывающей промышленности автоматический инструмент играет важную роль, поскольку именно на использование подобного оборудования ориентированы новейшие станки.
Конструкция современных станков, например производства компании SORALUCE, предусматривает установку на одну единицу оборудования сразу нескольких головок. Многошпиндельная модульная система позволяет производить работы различного диаметра и глубины, что увеличивает производительность, исключая затраты времени на замену съемных режущих элементов.
По глубине воздействия выделяют две основные группы:
- Малоглубинные. Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.
- Большеглубинные. Данный тип предназначен для расточки отверстий в металле на большой глубине. По сравнению с малоглубинным инструментом конструкция более сложная за счет наличия механизма по удалению металлической стружки, образовывающейся в процессе эксплуатации. Побочные продукты обработки могут выводиться как внешним, так и внутренним способом. Имеется возможность установки съемных резцов.
 Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.
Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.Оснастка для координатно-расточных станков
Координатно-расточные станки оснащают многочисленными приспособлениями, измерительным и специальным режущим инструментом для выполнения работ высокой точности. К их числу относят центроискатель с индикатором, оптический центроискатель, оправку-центроискатель, установочный центр, патроны, поворотно-делительные столы и др.
Универсальный резцедержатель
Универсальный резцедержатель (головка расточная) предназначен для расточки отверстий и подрезки торцов во время вращения шпинделя и при автоматической радиальной подаче резца.
Корпус резцедержателя закрепляют в шпинделе станка. Ползун, в котором закрепляют резец, может перемещаться в корпусе по направляющим типа ласточкина хвоста в радиальном направлении.
При подрезке торца корпуса резцедержателя вращается вместе со шпинделем станка. Кольцо, соединенное с кольцом рукояткой, удерживается от вращения. В кольце установлены штыри, которые благодаря выточкам и шарикам могут занимать два фиксированных положения: положение Е — включено и положение М — выключено. Звездочка, находясь в корпусе резцедержателя, вращается вместе с ним. При вращении шпинделя станка звездочка своим зубом сцепляется со штырем, находящимся в положении Е, и поворачивается вокруг своей оси. Угол поворота оси звездочки за один оборот шпинделя определяется числом включенных штырей. Поворот звездочки передается на червячную передачу, червяк которой выполнен за одно целое g ней. Ступица червячного колеса представляет собой гайку, в которую ввинчивают винт, который при подрезке торца детали закреплен в ползуне неподвижно. Следовательно, при вращении червячного колеса ползун будет перемещаться в радиальном направлении по неподвижному винту.
Поворот звездочки передается на червячную передачу, червяк которой выполнен за одно целое g ней. Ступица червячного колеса представляет собой гайку, в которую ввинчивают винт, который при подрезке торца детали закреплен в ползуне неподвижно. Следовательно, при вращении червячного колеса ползун будет перемещаться в радиальном направлении по неподвижному винту.
Штыри включают (положение Е) и выключают (положение М) при наладке резцедержателя вручную каждый штырь в отдельности, а чтобы штырь при включении не выпал, на кольце имеется буртик. В торце хвостовика резцедержателя имеется масленка.
Микроскоп-центроискатель
Микроскоп-центроискатель предназначен для совмещения кромки обрабатываемой детали или какой-либо ее точки с осью шпинделя и для установки вертикальной плоскости детали параллельно ходу стола или салазок. Корпус микроскопа имеет хвостовик, которым он крепится в конусном отверстии шпинделя станка. В корпусе смонтирована оптическая часть микроскопа, состоящая из объектива, призмы (зеркала), сетки с перекрестием и окуляра.
Схема выверки положения кромки обрабатываемой детали относительно оси шпинделя. Для этой цели пользуются проверочным (визирным) угольником, который устанавливают на обрабатываемую деталь и прижимают рукой. Риска, нанесенная на полированной горизонтальной плоскости, обращенной к микроскопу, должна совпадать с направлением вертикальной плоскости угольника. Микроскоп установлен в шпинделе станка. Наблюдая риску на угольнике через окуляр, добиваются такого изображения, при котором риска располагается в середине перекрытия. Вертикальная плоскость риски должна совпадать с опорной поверхностью угольника. К координатно-расточным станкам прикладывают большой набор различных приспособлений, таких, как резцедержатель с точной подачей, универсальный резцедержатель, борштанги и др..
Центроискатель с индикатором
Центроискатель с индикатором предназначен для совмещения отверстий обрабатываемой детали, закрепленной на столе станка с осью шпинделя для выверки перпендикулярности торца детали к оси шпинделя для установки вертикальной плоскости или образующей цилиндрической поверхности обрабатываемой детали параллельно ходу стола или салазкам.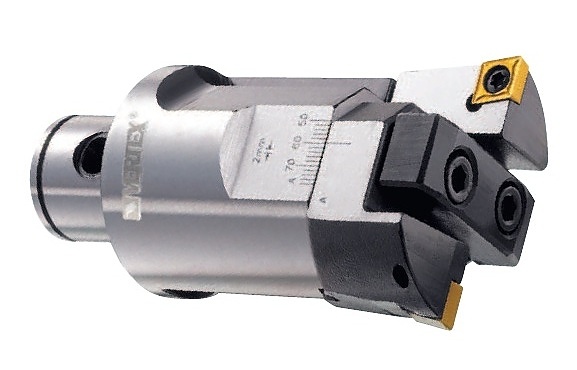
Корпус центроискателя закрепляют на линейке, которую конусным хвостовиком устанавливают в шпинделе. При контроле внутренних цилиндрических поверхностей щуп прижимается к проверяемой поверхности усилием пружины индикатора через, рычаг. При контроле наружных цилиндрических поверхностей рукоятку со штоком необходимо вытянуть из корпуса центроискателя и развернуть на 90°. При этом пружина подаст шток вперед. Щуп будет прижиматься к контролируемой поверхности усилием пружины. При проверке торцов щуп вывинчивается, а индикатор закрепляется измерительным штифтом вниз. Схемы выверки: формы и расположения различных поверхностей внутренних цилиндрических, наружных цилиндрических, горизонтальных и вертикальных.
К координатно-расточному станку, как правило, прилагают два делительных стола. Делительный механизм и конструкция планшайбы обоих столов одинаковы, но отличаются наличием устройства для наклона планшайбы.
Горизонтальный поворотно-делительный стол
Шпиндель стола может вращаться с планшайбой относительно вертикальной оси. Установку деталей на поворотно-делительном столе применяют для работы в прямоугольной и полярной системах координат. Основное назначение горизонтальных поворотно-делительных столов состоит в точном отсчете угловых величин поворота, что при одновременном применении прямоугольной системы координат дает возможность производить обработку и в полярной системе координат, при которой координатами являются расстояние между осями отверстий и угол, отсчитываемый от измерительной базы. Поворотно-делительный стол закрепляют на столе станка после тщательной выверки относительного положения плоскостей планшайбы поворотно-делительного стола и плоскости стола.
Установку деталей на поворотно-делительном столе применяют для работы в прямоугольной и полярной системах координат. Основное назначение горизонтальных поворотно-делительных столов состоит в точном отсчете угловых величин поворота, что при одновременном применении прямоугольной системы координат дает возможность производить обработку и в полярной системе координат, при которой координатами являются расстояние между осями отверстий и угол, отсчитываемый от измерительной базы. Поворотно-делительный стол закрепляют на столе станка после тщательной выверки относительного положения плоскостей планшайбы поворотно-делительного стола и плоскости стола.
Положение оси вращения шпинделя относительно плоскости планшайбы проверяют индикатором, укрепленным в специальной оправке в шпинделе станка. При обработке деталей с поворотом стола следует совместить ось вращения шпинделя с осью поворота делительного стола. Такое совмещение осуществляют с помощью индикаторного центроискателя.
Обработка отверстий, расположенных по радиусу окружности в плоских деталях, может быть выполнена как в полярной, так и в прямоугольной системе координат.
Горизонтальный поворотно-делительный Стол может вращаться только в горизонтальной плоскости.
Универсальный поворотно-делительный стол
Стол имеет два делительных устройства: первое отсчитывает угол поворота плоскости планшайбы вокруг вертикальной оси (0—360°), а второе—угол наклона от 0 до 90°. На универсальных поворотно-делительных столах размечают и обрабатывают детали, оси отверстий и плоскости которых расположены под заданными углами относительно их установочной и измерительной баз. При одном установе детали можно расточить и разметить отверстия, заданные как в прямоугольной, так и в полярной системе координат.
Отсчет угловых величин наклона оси шпинделя универсально- поворотного стола с механической измерительной системой можно производить с точностью 1—2, а с применением оптической измерительной системы с точностью 1—6.
Универсально-поворотные столы устанавливают на столе станка так, чтобы их установочные сухари попадали в точные Т-образные пазы стола. При установке универсально-поворотного стола проверяют параллельность рабочей плоскости поворотного стола и перемещения шпинделя или стола станка, вертикальность при горизонтальном расположении оси планшайбы, поворотного стола, перпендикулярность рабочей плоскости планшайбы оси шпинделя станка. Эти проверки осуществляют индикатором, установленным в специальной оправке в шпинделе станка.
При установке универсально-поворотного стола проверяют параллельность рабочей плоскости поворотного стола и перемещения шпинделя или стола станка, вертикальность при горизонтальном расположении оси планшайбы, поворотного стола, перпендикулярность рабочей плоскости планшайбы оси шпинделя станка. Эти проверки осуществляют индикатором, установленным в специальной оправке в шпинделе станка.
Выверка оси поворотного стола относительно оси шпинделя станка с помощью индикаторного центроискателя и центрирующего стержня с шаровым наконечником.
Вспомогательный инструмент
В комплект вспомогательного инструмента для координатно-расточных станков может входить девять сменных цанг диаметрами 4, 5, 6, 8, 10, 12, 14, 16 и 18 мм для крепления инструмента с цилиндрическим хвостовиком и сверлильный патрон для сверл диаметром до 10 мм. Со станком также может поставляться два комплекта переходных втулок для крепления инструмента с конусным хвостовиком в приемном конусе Шпинделя, пружинный керн для разметки на станке и пробчатый стол для крепления обрабатываемых деталей небольшой высоты или требующих крепления на вертикальную плоскость. Коробчатый стол снабжен Т-образными пазами на двух строго перпендикулярных плоскостях.
Коробчатый стол снабжен Т-образными пазами на двух строго перпендикулярных плоскостях.
Резцы для расточных головок
Все резцы независимо от типа состоят из держателя, на который крепится режущий элемент. Держатель монтируют на штатное место рабочего оборудования.
Строение режущего элемента, который называют головкой, имеет свои особенности:
- Цельные головки изготавливают из высококачественной инструментальной или быстрорежущей стали. Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
- Рабочая часть представляет собой припаянную пластину из высокопрочного сплава, в состав которого входят различные добавки, улучшающие качество материала. Наиболее распространенный тип.
- Встречаются конструкции, в которых режущая пластина крепится к держателю механическим способом. Данный метод применяется для режущих частей из металлокерамических материалов.
Расточные головки различаются по способу применения:
- Для глухих отверстий.
- Для сквозных отверстий.

На приспособлениях для несквозных отверстий пластина имеет треугольную форму. Это очень удобно при выполнении расточных работ, которые начинают с центра отверстия. Чем длиннее держатель, тем больше диапазон действия инструмента.
Существуют и универсальные расточные резцы, на которых предусмотрена установка сменных пластин различных форм, что позволяет выполнять разнообразные работы одним и тем же держателем.
Режущий инструмент и схемы обработки на расточных станках
На расточных станках применяют расточные резцы, сверла, зенкеры, развертки, метчики, фрезы. Наиболее широко используют расточные резцы. Обработку проводят проходными, подрезными, канавочными и резьбовыми расточными резцами.
Наибольшее распространение имеет расточный инструмент, выполненный в виде консольной расточной оправки 1
с закрепленным в ней стержневым резцом
2
(рис. 67,
а
).Установку резца на заданный диаметр обрабатываемой поверхности осуществляют регулированием его вылета. Точная настройка инструмента облегчается при использовании расточных резцов-вставок с микрометрическим регулированием размера (рис. 67,
Точная настройка инструмента облегчается при использовании расточных резцов-вставок с микрометрическим регулированием размера (рис. 67,
б
). Расточные оправки, у которых резцы установлены в диаметрально противоположных сторонах, обеспечивают большую точность обработки. Это объясняется тем, что радиальные силы, действующие на резцы, взаимно уравновешиваются. Благодаря этому уменьшаются упругие деформации оправки. Такие инструменты называют расточными головками (рис. 67,
в
,
г
).
Для подрезки применяют резцы, режущая часть которых сделана с главным углом в плане 900 (рис. 67, г
).
Рис.67. Инструменты для обработки на расточных станках
В качестве рабочей части расточного инструмента в настоящее время обычно используют многогранные повторно не затачиваемые пластинки из твердого сплава или композита, закрепляют их механически. Тип пластины и ее расположение определяется формой обрабатываемой поверхности и схемой ее обработки.
На расточных станках с ЧПУ, как правило, применяют сборный расточной инструмент. Это позволяет значительно уменьшить его номенклатуру. Он включает в себя унифицированный хвостовик (рис. 67, д
), удлинительный элемент
2
и головку
3
.Хвостовики расточного инструмента для станков с магазином имеют специальные элементы, за которые схват автооператора удерживает его при транспортировании к шпинделю из магазина и обратно.
Скорость резания, подачу и глубину резания при растачивании определяют, как и для точения. На горизонтально-расточных станках обрабатывают внутренние (цилиндрические, торцовые и резьбовые), наружные (торцовые и цилиндрические) поверхности вращения, а также плоские поверхности.
Растачивание цилиндрических поверхностей производят расточными проходными резцами (рис. 67, а
). Подрезание торцов небольших размеров делают инструментом для подрезных работ (рис. 66,
б
).
Рис. 67. Схемы обработки поверхностей на расточных станках
Некоторые горизонтально-расточные станки имеют планшайбу с радиальным суппортом.
Внутренние цилиндрические поверхности очень большого диаметра растачивают расточным резцом, установленным на планшайбе станка в оправке (рис.67, в
). Главное движение совершает инструмент, вращающийся вместе с планшайбой. Аналогичным образом обрабатывают короткие наружные цилиндрические поверхности (рис. 67,
г
).
Наружные торцовые поверхности, внутренние канавки и другие аналогичные элементы деталей обрабатывают соответствующими резцами, закрепленными в радиальном суппорте. Резец, вращаясь, перемещается с радиальным движением подачи (рис. 67, д, е
).
На горизонтально-расточных станках, не имеющих планшайбы и радиального суппорта, внутренние цилиндрические поверхности большого диаметра и наружные цилиндрические поверхности обрабатывают фрезерованием. В этом случае система ЧПУ обеспечивает одновременные поперечное движение подачи заготовки и вертикальное движение подачи инструмента. Вертикальную плоскость можно фрезеровать торцовой насадной фрезой. Пазы фрезеруют соответствующими концевыми фрезами, причем движение подачи совершает или заготовка при горизонтальном положении паза, или инструмент, если паз ориентирован вертикально. При использовании специальных приспособлений и устройств на горизонтально-расточном станке расточными резцами можно обрабатывать конические и фасонные поверхности. Нарезание резьбы производят резьбовыми резцами и метчиками.
Пазы фрезеруют соответствующими концевыми фрезами, причем движение подачи совершает или заготовка при горизонтальном положении паза, или инструмент, если паз ориентирован вертикально. При использовании специальных приспособлений и устройств на горизонтально-расточном станке расточными резцами можно обрабатывать конические и фасонные поверхности. Нарезание резьбы производят резьбовыми резцами и метчиками.
Поверхности со сложным контуром обрабатывают фрезерованием. На горизонтально-расточных станках производят также обработку заготовок сверлами, зенкерами и развертками.
Обработка заготовок на координатно- и алмазно-расточных станках имеет свои особенности. Основным видом работ на координатно-расточных станках является растачивание цилиндрических отверстий консольными оправками. На этих станках можно обрабатывать каждое отверстие с очень высокой точностью и обеспечивать точное расстояние между отверстиями. Необходимый для этого точный отсчет перемещений заготовки относительно инструмента осуществляют с помощью специальных оптических устройств. Они позволяют совместить ось обрабатываемого отверстия с осью шпинделя с погрешностью не более 0,001 мм. Перед началом растачивания стол, салазки и шпиндельную бабку фиксируют, благодаря чему достигают высокой точности растачивания. В инструментальном производстве координатно-расточные станки используют также для контроля линейных размеров и разметки высокоточных заготовок.
Они позволяют совместить ось обрабатываемого отверстия с осью шпинделя с погрешностью не более 0,001 мм. Перед началом растачивания стол, салазки и шпиндельную бабку фиксируют, благодаря чему достигают высокой точности растачивания. В инструментальном производстве координатно-расточные станки используют также для контроля линейных размеров и разметки высокоточных заготовок.
Алмазно-расточные станки имеют высокие точность и жесткость. Для них характерна обработка с высокими скоростями резания (100÷1000 м/мин), малыми подачами (0,01÷0,15 мм/об) и небольшими глубинами резания (0,05÷0,3 мм). В качестве инструмента используют расточные резцы, закрепленные в консольных оправках. Режущую часть инструмента делают из твердых сплавов, керамических материалов и алмаза. На алмазно-расточных станках обрабатывают с высокими точностью и производительностью внутренние цилиндрические и торцовые поверхности. Заготовку устанавливают на стол станка, вертикальное движение подачи совершает инструмент. Растачивание на таких станках обеспечивает высокое качество поверхности.
Растачивание на таких станках обеспечивает высокое качество поверхности.
Глава 14
Правила выбора расточной головки
Прежде всего необходимо определиться с назначением инструмента. Для расточных работ чернового типа используют устройства с двумя лезвиями при условии наличия механизма регулировки припуска. Финишную обработку выполняют одним режущим элементом, что позволяет добиться высокой точности работ.
Важнейшими характеристиками рассматриваемого инструмента являются:
- Рабочий ход ползуна.
- Максимальное количество оборотов.
- Скорость подачи.
Для начинающих токарей рекомендуем использовать продукцию фирмы Sandvik Coromant. Их головки просты в эксплуатации, что позволяет быстро освоить необходимые навыки.
Расточные головки – не самый популярный инструмент, хотя роль данных приспособлений в области металлообработки сложно переоценить. А вы сталкивались с расточными работами? Операции выполнялись на станках с ЧПУ или нет? Опишите ваши впечатления в комментариях.
РАСТОЧНАЯ ОСНАСТКА
СХЕМА КОМПЛЕКТАЦИИ ОПРАВОК РАСТОЧНЫХ БЛОКАМИ РАСТОЧНЫМИ ОПРАВКИ РАСТОЧНЫЕ
БЛОКИ РАСТОЧНЫЕ ОДНОРЕЗЦОВЫЕ
БЛОКИ РАСТОЧНЫЕ ДВУХРЕЗЦОВЫЕ
Оправки расточные с цилиндрическим хвостовиком
Обозначение 6300-4011.00 Диапазон расточки 40…63 мм.
Оправки расточные с коническим хвостовиком типа ВЕ по ГОСТ 25557-2006
Патроны расточные
Предназначены для чистовой расточки отверстий Ø 8…45 мм. Применяется на станках с ЧПУ, сверлильно-расточных и фрезерных групп, а такжена станках типа «ОЦ». Патрон расточной имеет точный механизм перемещения резца. Цена деления лимба – 0,01 мм на диаметр расточки.
Резцы расточные и оправка рекомендуемые к патронам расточным 6300-4018
Марка твердосплавной режущей пластинки оговаривается при заказе.
Головки расточные с микрометрической регулировкой режущей кромки
Предназначены для чистового растачивания отверстий диаметром от 45 до 125 мм на многооперационных станках сверлильно-фрезерно-расточной группы с ЧПУ и ручным управлением.
-погрешность перемещения резца ±0,01мм на один оборот лимба -цена деления шкалы лимб-гайки 0,02мм на диаметр расточки -исполнения хвостовиков по ГОСТ 25827-93 (возможно изготовление с различными стандартами хвостовика DIN,MAS) -применяются с напайными державочными резцами по ГОСТ9795-84 и резцами с СМП (поставляемыми по отдельному заказу).
Головка расточная для черновой и получистовой расточки отверстий
Предназначены для чернового растачивания отверстий диаметром от 55 до 140 мм на многооперационных станках сверлильно-фрезерно-расточной группы с ЧПУ и ручным управлением на расточных станках .
-исполнения хвостовиков по ГОСТ 25827-93, ГОСТ 25557-2006 (возможно изготовление по отдельному заказу с различными стандартами хвостовика DIN,MAS,Конус Морзе) -применяются с напайными державочными резцами по ГОСТ9795-84 и резцами с СМП (поставляемыми по отдельному заказу)
Головки расточные GWZA
НАЗНАЧЕНИЕ
Головки расточные GWZA применяются на координатно-расточных, горизонтально- расточных, фрезерных станках, станках с ЧПУ для высокоточной расточки внутренних поверхностей, обточки наружных поверхностей и торцов и т.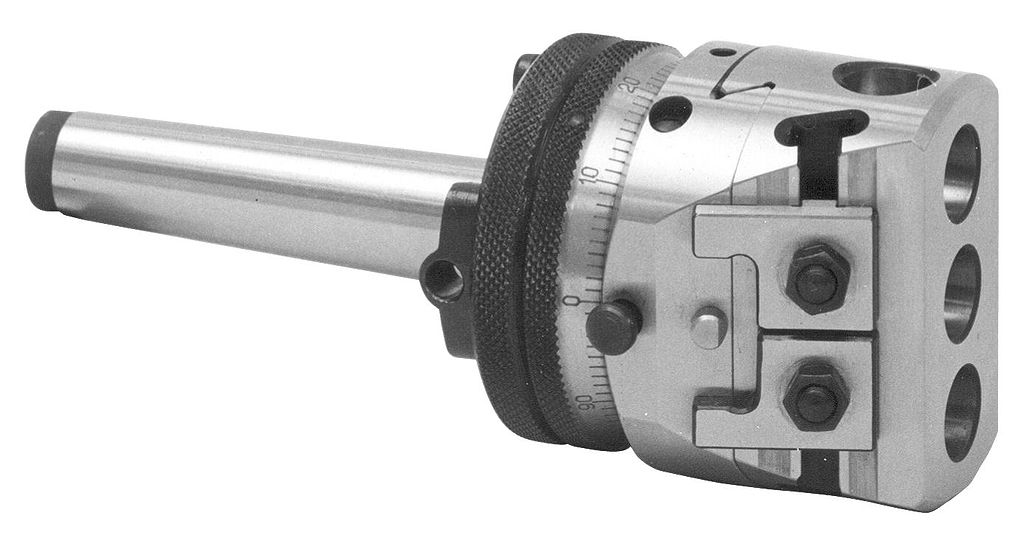 п.
п.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
•Диаметр расточки – 2 – 250 мм •Диаметр хвостовика резцов – 18 мм •Перемещение ползуна — ±15 мм •Градуировка шкалы подачи – 0,005 мм •Оборот ручной подачи – 3 мм •Оборот автоматической подачи – 0,02; 0,04; 0,06 мм •Габаритные размеры – 84х58х80 мм
УСТРОЙСТВО ИЗДЕЛИЯ
1- штифт защиты от перегрузки 2 – стопорное кольцо 3 – приводное кольцо 4 – корпус с направляющими 5 – цилиндрический штифт 6 – винт с внутренним шестигранником 7 – Т-образный сухарь 8 – ползун 9 – зажимной винт 10 — стопорный винт 11 – червяк 12 – тормозное кольцо 13 — рукоятка
ПРАВИЛА ЭКСПЛУАТАЦИИ
·Перед установкой головки в станок необходимо ее расконсервировать. ·Крепление головки в шпинделе станка осуществляется с помощью зажимного винта, ввинчиваемого в резьбовое отверстие с тыльной стороны хвостовика. ·Выберите расточной резец, установите его в одно из отверстий в ползуне 8 (в соответствии с обрабатываемой заготовкой), отрегулируйте и зафиксируйте винтом 9. ·Смазку направляющих поверхностей производить один раз в смену с предварительной очисткой этих мест от стружки, пыли и грязи. ·Запрещается прикладывать к любым деталям ударную нагрузку. ·Головки должны эксплуатироваться в закрытом помещении, в котором отсутствуют пары кислот и другие примеси, могущие вызвать коррозию. ·Для долговременного хранения головку необходимо вычистить, покрыть коррозионно стойкой смазкой и упаковать в полиэтиленовый мешок.
·Смазку направляющих поверхностей производить один раз в смену с предварительной очисткой этих мест от стружки, пыли и грязи. ·Запрещается прикладывать к любым деталям ударную нагрузку. ·Головки должны эксплуатироваться в закрытом помещении, в котором отсутствуют пары кислот и другие примеси, могущие вызвать коррозию. ·Для долговременного хранения головку необходимо вычистить, покрыть коррозионно стойкой смазкой и упаковать в полиэтиленовый мешок.
ПАРАМЕТРЫ ТОЧНОСТИ
Перпендикулярность перемещения головки относительно оси хвостовика: GWZ-50, GWZ-50А – 0,01/20 мм GWZ-75, GWZ –75А – 0,01/30 мм GWZ-100, GWZ-100А – 0,012/50 мм ·Точность смещения головки (при смещении на 0,05 мм) – 0,008 мм
КОМПЛЕКТ ПОСТАВКИ
Головка расточная – 1 шт. Ключ – 3 шт. Техническая документация – 1 комплект
ГОЛОВКИ РАСТОЧНЫЕ GWZ
Головки для чистового растачивания с периферийной режущей кромкой – Расточные инструменты – Продукция
Ваши данные в настоящее время проверяются нашей командой.
Этот процесс обычно занимает от 30 минут до 3 часов.
После проверки вы можете заказать и купить всю нашу продукцию.
Переключить навигацию
Меню
Счет
Настройки
Язык
RU
- DE
- Франция
- ЭТО
Искать
Держатели пластин доступны для многих типов пластин (TP, TC, CC с разными углами), а также аксессуары для торцевых канавок.
Доступны следующие продукты:
- Цифровые головки для чистового растачивания EWE: Прецизионные цифровые расточные головки EWE и EWN серии 310 имеют одинаковые диапазоны расточки и размеры корпуса и позволяют использовать одни и те же принадлежности.
- Головки для чистового растачивания EWN: Программа расточных инструментов EWN с одной режущей кромкой для чистовой обработки охватывает впечатляющий диапазон диаметров и включает всего 7 прецизионных расточных головок.
- Сбалансированные головки для чистового растачивания EWB: Расточные головки с автобалансировкой, серия 310 EWB, обеспечивают идеальную балансировку во всем рабочем диапазоне благодаря встроенному уравновешивающему механизму.
- EWB-AL Сбалансированная головка для чистового растачивания: Изготовлены из высокопрочного алюминия с твердым покрытием, что делает их пригодными для высокоскоростной обработки отверстий большего диаметра.
- Балансируемая головка для чистового растачивания EWP-UP: Первая и единственная в мире аналоговая головка, которая гарантирует регулировку 0,001/Ø от нониуса, механическую точность на самом высоком уровне.
- Головки для чистового растачивания EW: Эти головки предназначены для использования в сочетании со стальными или твердосплавными расточной оправками Ø 14 и Ø 16 мм из программы принадлежностей.

Магазин по
Варианты покупок
- Использование
Применение Прецизионные расточные головки Держатели инструментов Аксессуары
- Конкретный продукт
Конкретный продукт Аналоговый Цифровой Обработка глубоких отверстий
- Область редактирования
- Категория
8 Статья
Посмотреть как Сетка Список
8 шт.
Показывать
12 24 36 Все
на страницу
Сортировать по Бестселлеры Сейчас в списках желаний Количество отзывов Самые популярные Самая большая экономия Цена: от низкой к высокой Цена: от высокой к низкой Наиболее просматриваемые Новый Должность наименование товара Цена Установить нисходящее направление
Расточные головки и принадлежности
Расточные головки применяются на координатно-расточных станках, а также на сверлильных и фрезерных станках для прецизионного растачивания больших диаметров. Отверстия на скользящей пластине расточной головки используются для крепления расточных оправок.
Универсальные расточные головки могут быть установлены на любой хвостовик.
Товаров: 24.
Сортировать по:
Релевантность
Показано 1-24 из 24 позиций
Активные фильтры
Быстрый просмотр270,60 зл.
220 без НДС
Диаметр расточной головки: 50 мм;
Диаметр хвостовика борштанги: 12 мм
Список желаний
Сравнивать
Быстрый просмотр
3 163,56 злотых
2572 без НДС
Диаметр хвостовика борштанги: 18 мм;
Диаметр сверления: 5 – 250 мм;
Конический хвостовик: Морзе 3
Список желаний
Сравнивать
Быстрый просмотр
123,00 зл.
100 без НДС
Диаметр хвостовика борштанги: 12 мм | Диаметр сверления: 10 – 125 мм
Список желаний
Сравнивать
Быстрый просмотр
89,79 зл.
73 без НДС
Конический хвостовик: Morse MT2 | Монтажная резьба: 1 1/2″ – 18
Список желаний
Сравнивать
Быстрый просмотр
3 163,56 злотых
2572 без НДС
Диаметр хвостовика борштанги: 18 мм;
Диаметр отверстия: 5 – 250 мм;
Конический хвостовик: Морзе 4
Список желаний
Сравнивать
Быстрый просмотр
175,89 зл.
143 без НДС
Диаметр хвостовика борштанги: 18 мм | Диаметр отверстия: 12–225 мм
Список желаний
Сравнивать
Быстрый просмотр
89,79 зл.
73 без НДС
Конический хвостовик: Morse MT2 | Монтажная резьба: 1 1/2″ – 18
Список желаний
Сравнивать
Быстрый просмотр
3 163,56 злотых
2572 без НДС
Диаметр хвостовика борштанги: 18 мм;
Диаметр отверстия: 5 – 250 мм;
Конический хвостовик: ISO40 (DIN2080)
Список желаний
Сравнивать
Быстрый просмотр
664,20 зл.
540 без НДС
Диаметр расточной головки: 100 мм;
Диаметр хвостовика борштанги: 25 мм
Список желаний
Сравнивать
Быстрый просмотр
344,40 зл.
280 без НДС
Диаметр хвостовика борштанги: 25 мм | Диаметр сверления: 15 – 320 мм
Список желаний
Сравнивать
Быстрый просмотр
97,17 зл.
79 без НДС
Конический хвостовик: Морзе 3 | Монтажная резьба: 1 1/2″ – 18
Список желаний
Сравнивать
Быстрый просмотр
3 228,75 злотых
2625 без НДС
Диаметр хвостовика борштанги: 18 мм;
Диаметр отверстия: 5 – 250 мм;
Конический хвостовик: ISO50 (DIN2080)
Список желаний
Сравнивать
Быстрый просмотр
97,17 зл.
79 без НДС
Конический хвостовик: Morse MT3 | Монтажная резьба: 1 1/2″ – 18
Список желаний
Сравнивать
Быстрый просмотр
118,08 зл.
96 без НДС
Конический хвостовик: Morse MT4 | Монтажная резьба: 1 1/2″ – 18
Список желаний
Сравнивать
Быстрый просмотр
118,08 зл.
96 без НДС
Конический хвостовик: Morse MT4 | Монтажная резьба: 1 1/2″ – 18
Список желаний
Сравнивать
Быстрый просмотр
141,45 зл.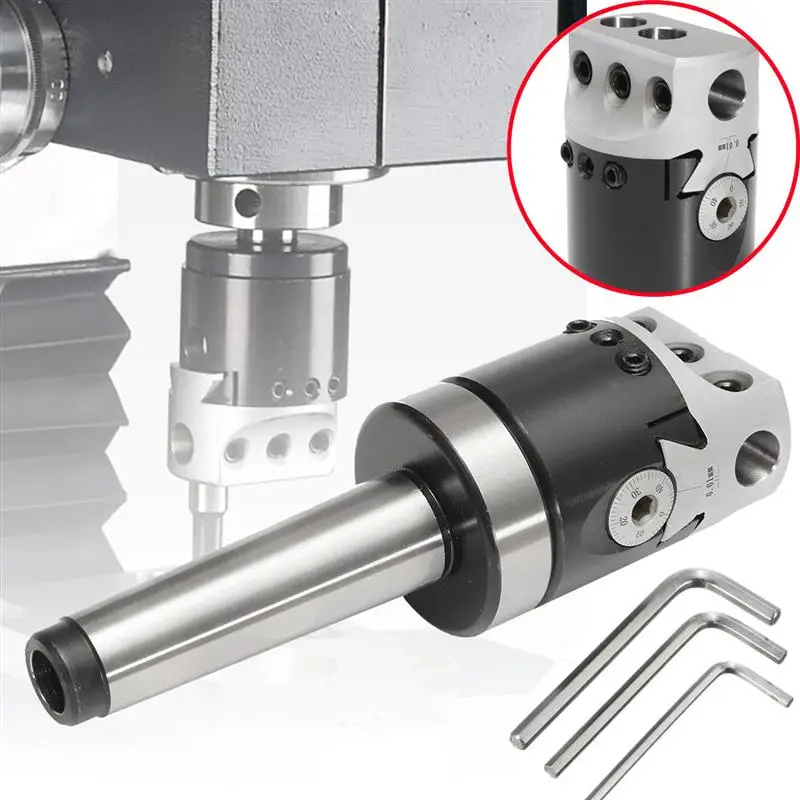
115 без НДС
Конический хвостовик: Morse MT5 | Монтажная резьба: 1 1/2″ – 18
Список желаний
Сравнивать
Быстрый просмотр
141,45 зл.
115 без НДС
Конический хвостовик: Morse MT5 | Монтажная резьба: 1 1/2″ – 18
Список желаний
Сравнивать
Быстрый просмотр
123,00 зл.
100 без НДС
Конический хвостовик: ISO30 (DIN2080) | Монтажная резьба: 1 1/2″ – 18
Список желаний
Сравнивать
Быстрый просмотр
135,30 зл.
110 без НДС
Конический хвостовик: ISO40 (DIN2080) | Монтажная резьба: 1 1/2″ – 18
Список желаний
Сравнивать
Быстрый просмотр
270,60 зл.
220 без НДС
Конический хвостовик: ISO50 (DIN2080) | Монтажная резьба: 1 1/2″ – 18
Список желаний
Сравнивать
Быстрый просмотр
162,36 зл.
132 без НДС
Конический хвостовик: DIN40 (DIN69871) | Монтажная резьба: 1 1/2″ – 18
Список желаний
Сравнивать
Быстрый просмотр
282,90 зл.