Расход электродов на тонну металла
- Расход электродов
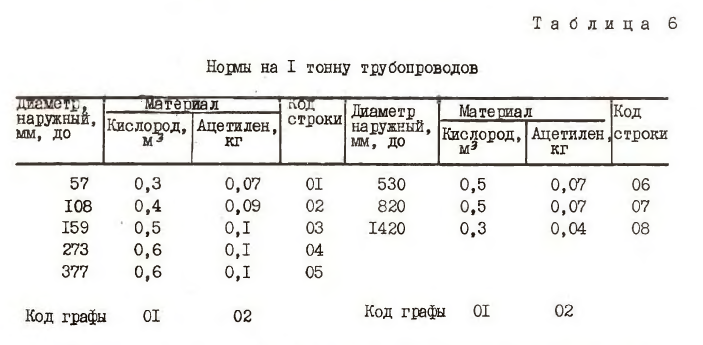
- Расход при сварке труб
- Расход электродов на 1 кг металла
- Расход электродов при сварке вельдолетов
Рассчитывать необходимое количество электродов необходимо еще на первоначальном этапе, когда вы только думаете проводить сварочные работы. Чтобы как можно точнее рассчитать расход электродов. Особенно важно знать, сколько пойдет электродов, когда вы планируете варить большой объем металлических конструкций.
Если вы произведете все расчеты правильно, то сварочный процесс будет протекать по задуманному плану и вам хватит электродов, чтобы закончить работу. Нормой расхода электродов считается максимальная величина абсолютного расхода сварочного материала.
Для того чтобы рассчитать расход электродов при сваривании, есть много методов. К примеру, в некоторых странах используется метод, где определяется расход с помощью массы металла. По этой причине килограммы становятся единицей измерения.
Чтобы вычислить массу металла, нужно умножить площадь поперечного сечения свариваемого металла с плотностью и длиной шва. Когда рассчитываете коэффициент расхода электродов, учитывайте, что разбрызгивание металла, угар и длина огарка тоже влияют на расход электродов.
Если вам сложно рассчитать все на теории, то можете сразу перейти к практике. Для этого сделайте некоторые сварочные работы, определите длину шва и рассчитайте нужно количество электродов.
Ниже приведены коэффициенты электродов в соотношении к маркам электродов:
- 2 группа – К(расх.) = 1.5 – марки электродов: ОЗЛ-Э6, ОЗЛ-5, ЦТ-28, ОЗЛ-25Б;
- 3 группа – К(расх.) = 1.6 – марки электродов: ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21;
- 4 группа – К(расх.) = 1.7 – марки электродов: ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9;
- 5 группа – К(расх.
 ) = 1.8 – марки электродов: ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13;
) = 1.8 – марки электродов: ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13; - 6 группа – К(расх.) = 1.9 – марки электродов: АНЖР-2, ОЗЛ-28, ОЗЛ-27;
 ) = 1.8 – марки электродов: ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13;
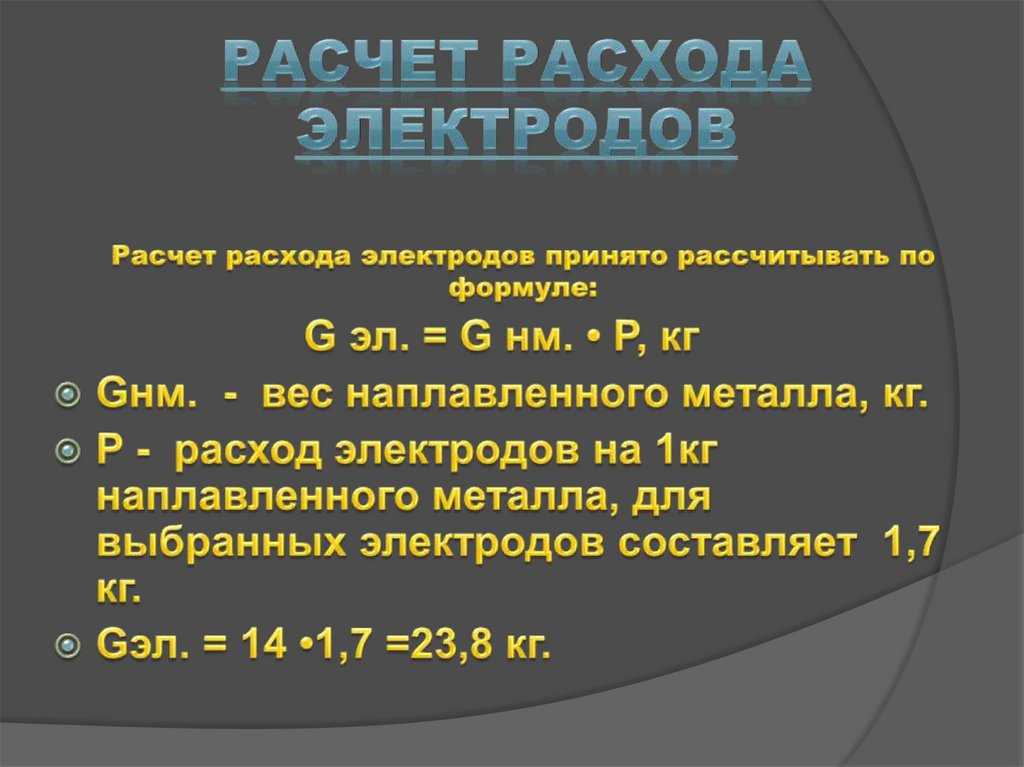
) = 1.8 – марки электродов: ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13;Теперь, чтобы вам было более понятно, давайте проведем расчеты. Допустим, мы наплавили 5 килограммов металла с помощью электродов ОЗЛ-8. Мы сварили много металла, потом посчитали сечение шва, умножили его на длину швов и умножили на густоту. В результате у нас получилось 5 кг.
Теперь мы умножаем массу наплавленного металла (5) на коэффициент. Для наших электродов он составляет 1.6. Итак, 5 х 1.6 = 8. Получается, чтобы наплавить 5 кг металла нам необходимо приблизительно 8 кг электродов ОЗЛ-8.
Когда проводите расчеты, помните, что нужно быть точным, потому как даже небольшая погрешность может завысить ваши расходы на покупку электродов или, наоборот, вам может не хватить того количества, которое вы уже приобрели.
К примеру, чтобы наплавить тонну металла, нам нужно рассчитать количество электродов. Считаем: 1000 х 1. 6 = 1 600 кг электродов ОЗЛ-8.
6 = 1 600 кг электродов ОЗЛ-8.
Электроды для наплавки цн-12м
FAQ – Вопрос | Ответ
Электроды hitachi
Как рассчитать расход электродов на 1 тонну металлоконструкций: формула, алгоритм, особенности
Время на чтение: 3 мин
855
Эффективность работы сварщика зависит не только от правильного подбора расходников, но и от расчета необходимого их количества.
Просчитывается это с учетом модели самих сварочных стержней, а также с учетом свойств свариваемого металла.
Мы подскажем вам, как правильно вычислить нужное количество расходных материалов для сварочных работ и предоставим нужные для этого формулы и таблицы.
Содержание статьиПоказать
- От чего зависит расход материалов
- Рассчитываем расход электродов
- Экономим расходники
- Особенности сваривания различных деталей
- В заключение
От чего зависит расход материалов
 Инструкция для чайников” src=”https://www.youtube.com/embed/qPsr5CkQgWk?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Инструкция для чайников” src=”https://www.youtube.com/embed/qPsr5CkQgWk?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Факторов, влияющих на расход электродов для дуговой сварки – множество, вплоть до усталости сварщика. Основные факторы – используемое оборудование, толщина свариваемых деталей, марка и диаметр сварочного стержня, режим сварки.
Многое, конечно, зависит и от профессиональной подготовки сварщика.
Очень важно подобрать правильную марку электрода, в зависимости от типа и толщины свариваемого металла, и правильно выставить параметры сварки на аппарате.
Для точного просчета необходимого количества расходников надо знать некоторые детали. Необходимо предварительно просчитать массу наплавленного металла. Обычно это не более 2% от общей массы детали.
Рассчитывается расход электродов по формуле, мы предоставим ее вам дальше. Также необходимо измерить параметры шва (длину, ширину и необходимое их количество).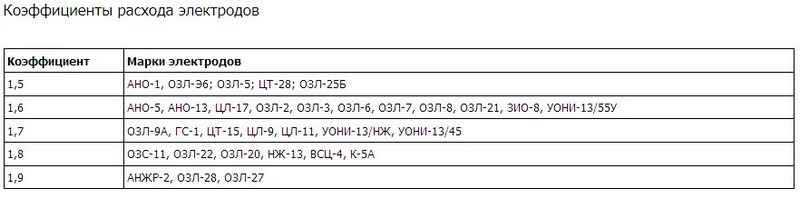
Под рукой необходимо иметь информацию о нормах расходования, которая показывает, сколько металла будет наплавлено на один метр шва.
Эта информация содержится в нормативных документах в табличной форме. Данные эти отличаются в зависимости от марки электрода. Рассчитываются они двумя методами – физическим и теоретическим.
Затем результаты сравниваются, и вычисляется погрешность. Об этом мы также расскажем далее.
Еще один фактор, влияющий на расходование сварочных стержней – тип шва, от него зависит масса наплавленного металла. Вот таблица основных параметров:
Рассчитываем расход электродов
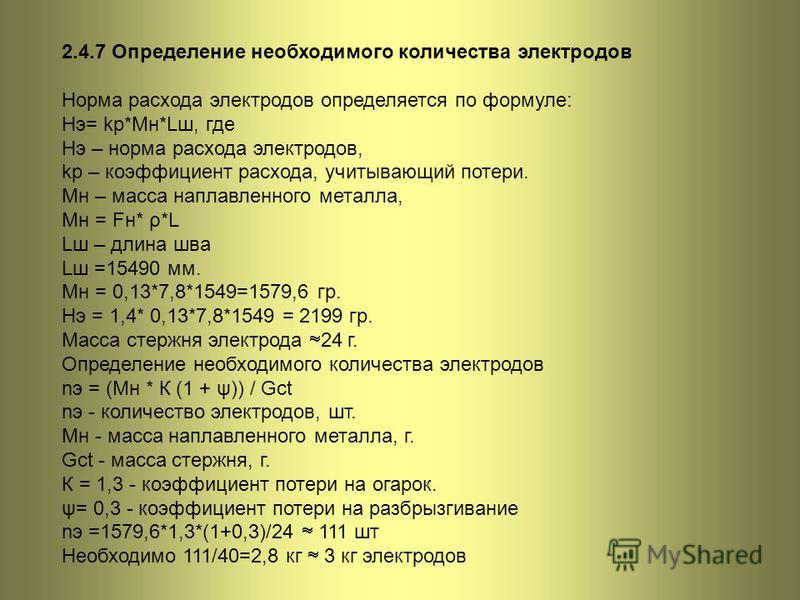
Вот формула для расчета расхода электродов при сварке различных деталей, в частности, труб:
Н=М x К, где М – общая масса металла, а К – коэффициент, который мы можем найти в справочных таблицах, таких как эта.
Начинаем мы всегда с расчета массы металла. Здесь мы можем обойтись без нормативных источников, достаточно знать параметры шва и проволоки.
Замеряем шов и считаем, используя формулу G = F x L x M. Здесь F – общая площадь поперечного сечения, L – длина шва, М – масса проволоки.
Используя две эти формулы, мы можем достаточно точно вычислить необходимое количество электродов на одну тонну металла. Из-за того, что погрешность существует при любом расчете, рекомендуется сделать пробный замер, наложив шов на тестовый образец.
По мере приобретения необходимого опыта, ваши замеры будут все точнее и точнее. Представляем вашему вниманию таблицы с нормами расходования электродов для одного метра шва и одного стыка трубы.
Экономим расходники
Опытные сварщики знакомы с секретами, которые позволяют сократить расход электродов. Здесь важно, чтобы наша экономия никак не повлияла на качество работы.
Вот эти советы профессионалов:
- Использование полуавтоматического сварочного оборудования позволяет снизить расходование электродов на 5-10 % в сравнении с методом ручной сварки;
- Правильно выставленный на аппарате режим сварки также поможет нам контролировать расходование материалов. Установленные вами параметры, такие как сила тока и напряжение, должны соответствовать типу электродов и толщине свариваемого металла. Не превышайте необходимые значения, особенно, если вы используете тонкие стержни, это заметно увеличит их расход. Не забывайте проверять настройки аппарата при смене электродов.
- Необходимо научиться правильно выбирать положение для сваривания. Это умение приходит с опытом, а для новичков есть достаточное количество справочного материала.
 Установленные вами параметры, такие как сила тока и напряжение, должны соответствовать типу электродов и толщине свариваемого металла. Не превышайте необходимые значения, особенно, если вы используете тонкие стержни, это заметно увеличит их расход. Не забывайте проверять настройки аппарата при смене электродов.
Установленные вами параметры, такие как сила тока и напряжение, должны соответствовать типу электродов и толщине свариваемого металла. Не превышайте необходимые значения, особенно, если вы используете тонкие стержни, это заметно увеличит их расход. Не забывайте проверять настройки аппарата при смене электродов.Эти советы помогут вам снизить расход материалов, не рискуя при этом ухудшить результат работы. Результат будет зависеть от вашего опыта, а не от количества используемых расходных материалов.
Особенности сваривания различных деталей
Еще одна характеристика свариваемых деталей, способная повлиять на расход – их форма. Нормы для деталей специфической формы, например труб, отличаются от норм для сваривания обычных листов металла.
Полную информацию о таких нормах необходимо искать в нормативных документах.
 Их надо обязательно изучить, чтобы иметь представление об общих отличиях.
Их надо обязательно изучить, чтобы иметь представление об общих отличиях.Не всегда удается выполнить нормы расхода, зачастую условия, в которых производятся сварочные работы, не позволяют выполнить все нормативные условия, но необходимо стараться максимально приблизиться к необходимым показателям.
В заключение
Мы рассказали вам основные правила расчета, теперь дело за вами. Обязательно изучите все необходимые нормативные документы, несмотря на их большое количество, это будет вам полезно. Новичкам советуем поискать в сети справочные материалы.
Также в интернете вы можете найти калькулятор расчета расхода электродов. На начальном этапе он может быть вам очень полезен.
В дальнейшем вы научитесь делать необходимые вычисления самостоятельно. Желаем вам успехов в работе!
Желаем вам успехов в работе!
AISI | Дуговая электропечь Производство стали
%PDF-1.6 % 64 0 объект > эндообъект 61 0 объект >поток Версия PScript5.dll 5.2.22011-11-02T13:24:15-04:002008-10-03T09:36:42-04:002011-11-02T13:24:15-04:00application/pdf
Энергетические аспекты электрогидрометаллургии (Конференция)
Энергетические аспекты электрогидрометаллургии (Конференция) | ОСТИ. GOV
GOVперейти к основному содержанию
- Полная запись
- Другое связанное исследование
Рассмотрены факторы, влияющие на расход энергии в электрогидрометаллургических процессах. Обзор показывает, что увеличение производительности электролизеров требует увеличения расхода электроэнергии на единицу веса продукта, но приводит к снижению потребности в нагреве. Для электролиза с высокой плотностью тока необходимо значительное изменение гидродинамических условий в ячейке, и предложенные методы рассмотрены.
- Авторов:
- Баутиста, Р. Г.; Флетт, Д. С.
 Г.; Флетт, Д. С.
Г.; Флетт, Д. С.- Дата публикации:
- Исследовательская организация:
- Лаборатория Уоррена Спринга, Стивенидж (Великобритания)
- Идентификатор ОСТИ:
- 7215875
- Номер(а) отчета:
- ИС-М-83; КОНФ-761109-12
- Номер контракта с Министерством энергетики:
- W-7405-ENG-82
- Тип ресурса:
- Конференция
- Отношение ресурсов:
- Конференция: 69-е ежегодное собрание AICHE, Чикаго, Иллинойс, США, 28 ноября 1976 г.
- Страна публикации:
- США
- Язык:
- Английский
- Тема:
- 32 ЭНЕРГОСБЕРЕЖЕНИЕ, ПОТРЕБЛЕНИЕ И ИСПОЛЬЗОВАНИЕ; ЭЛЕКТРОМЕТАЛЛУРГИЯ; ПОТРЕБЛЕНИЕ ЭНЕРГИИ; МЕТАЛЛЫ; ПРОИЗВОДСТВО; ЭЛЕКТРОЛИТИЧЕСКИЕ ЯЧЕЙКИ; МЕТАЛЛУРГИЧЕСКАЯ ПРОМЫШЛЕННОСТЬ; ОБЗОРЫ; ТИПЫ ДОКУМЕНТОВ; ЭЛЕМЕНТЫ; ПРОМЫШЛЕННОСТЬ; МЕТАЛЛУРГИЯ; 320303 * – Энергосбережение, потребление и использование – Промышленные и сельскохозяйственные процессы – Оборудование и процессы
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Баутиста, Р.Г., и Флетт, Д.С. Энергетические соображения в электрогидрометаллургии . США: Н. П., 1976.
Веб.
США: Н. П., 1976.
Веб.
Копировать в буфер обмена
Баутиста, Р. Г., и Флетт, Д. С. Энергетические аспекты электрогидрометаллургии . Соединенные Штаты.
Копировать в буфер обмена
Баутиста Р. Г. и Флетт Д. С. 1976.
«Энергетические соображения в электрогидрометаллургии». Соединенные Штаты. https://www.osti.gov/servlets/purl/7215875.
Копировать в буфер обмена
@статья{osti_7215875,
title = {Энергетические соображения в электрогидрометаллургии},
автор = {Баутиста, Р.Г. и Флетт, Д.С.},
abstractNote = {Рассматриваются факторы, влияющие на потребление энергии в электрогидрометаллургических процессах. Обзор показывает, что увеличение производительности электролизеров требует увеличения расхода электроэнергии на единицу веса продукта, но приводит к снижению потребности в нагреве.