Ремонт микрометров своими руками
Самое подробное описание: ремонт микрометров своими руками от профессионального мастера для своих читателей с фотографиями и видео из всех уголков сети на одном ресурсе.
При ремонте микрометров подлежат устранению дефекты измерительных поверхностей, износ резьбы микрометрического винта и гайки, неисправность стопорного приспособления, неисправность мерок, прилагаемых к микрометру, и другие дефекты.
Непараллельность измерительных плоскостей микрометра, образовавшуюся вследствие износа, исправляют доводкой. Доводка микрометров осуществляется набором чугунных и стеклянных притиров, состоящих из трех-четырех штук. Применяют преимущественно притиры круглой или квадратной формы. Притиры отличаются друг от друга по толщине на 0,12 мм (для комплекта из четырех штук) или на 0,17 мм (для комплекта из трех штук).
Перед ремонтом измерительные поверхности микрометра тщательно промываются, и регулируется плавность хода микрометрического винта.
Непараллельность измерительных поверхностей шпинделя и пятки устраняется доводкой измерительной поверхности пятки, причем шаржируется только одна сторона притира, а другая для скольжения смазывается стеарином или парафином.
При доводке шпиндель закрепляется намертво стопором. Если же исправляемая поверхность неперпендикулярна оси шпинделя, то ее доводят в специальном доводочном приспособлении (фиг. 180). Это приспособление охватывает шпиндель по диаметру и создает дополнительное направление при доводке. Исправляемая измерительная поверхность шпинделя должна выступать на 0,005 мм от направляющей плоскости приспособления.
Нет видео.
| Видео (кликните для воспроизведения). |
Фиг. 180.
Доводка плоскости микрометрического винта.
При доводке скобу микрометра укрепляют в тиски. Притир слегка зажимается между измерительными поверхностями и ему сообщают круговые и продольные движения. После доводки необходимо проверить, не перекрывает ли скошенный край измерительного барабана нулевой штрих масштабной гильзы.
Если измерительные поверхности микрометра поправить доводкой трудно, их предварительно шлифуют. Шлифование производят на круглошлифовальном или плоскошлифовальном станке в приспособлении, в котором закрепляют микрометр за цилиндрическую часть шпинделя. После шлифования микрометр доводят.
Доведенные плоскости проверяют при помощи набора плоскопараллельных интерференционных стекол (см. фиг. 39).
Если при вращении измерительного барабана один из его краев касается масштабной гильзы и оставляет на ней кольцевые штрихи, — это означает, что имеется перекос барабана или искривлен шпиндель микрометра. Чтобы исправить перекос барабана, пригоняют места посадки его на шпиндель.
Небольшой износ микрометрического винта и гайки иногда удается устранить их взаимной притиркой друг в друге с применением пасты ГОИ. При большем износе (свыше 0,01—0,015мм) микрометрические винты заменяются новыми или же ставятся новые микрометрические головки, так называемые микрометры без скобы.
Регулирование измерительного давления трещотки производят при помощи изменения угла наклона ее зубьев (фиг. 181).
Фиг. 181.
Регулирование давления трещотки микрометра.
Часто встречающимся дефектом поступившего в ремонт микрометра является износ, повреждение или утеря установочной мерки. В этом случае обычно изготовляют новые мерки. Шлифование и доводка мерок осуществляется в приспособлении, изображенном на фиг. 182.
Фиг. 182.
Доводка мерок к микрометрам.
Как-то в одной из тем, участник, сообщая диаметр имеющегося у него провода для намотки трансформатора, в каждом следующем сообщении, указывал несколько иной размер, а когда на это обратили его внимание, признался, что замеры он производит при помощи линейки. Думаю, что без спора ясно, что для этих целей нужен хотя бы штангенциркуль, а по-хорошему микрометр. Микрометр у меня был. Вот только у него с посадочного места «слетел» барабан.
Как подступиться к нему понятия не имел. Отдавать в ремонт профи тоже смысла не было – уж больно он старенький, да и где искать этого профи. И я рискнул.
Отдавать в ремонт профи тоже смысла не было – уж больно он старенький, да и где искать этого профи. И я рискнул.
Открутил трещётку – 9 (направление – против часовой стрелки), снял пружинные шайбы и барабан – 6, который вышел с посадочного места, на котором он должен был быть закреплён, предположительно каким-то клеем, без всякого усилия. Придумывать каким клеем его закрепить и как при этом, умудриться с первого раза, выставить шкалу на стебле – 5 со шкалой на барабане «по нулям» не стал (считаю, что это и есть самая главная сложность в подобном ремонте), а просверлил в барабане отверстие.
Затем нарезал резьбу М2 под соответствующий винт, который и стал стопором барабана по месту его установки. Причём замечу, позволяющим, по мере необходимости, производить регулировку точности замеров без какой-либо разборки измерительного инструмента. Теперь, закрутив микрометрический винт – 3 до упора с пяткой – 2, возвратил на место барабан, установил нулевые риски шкал «по нулям» и закрутил (с некоторым усилием) винт М2, зафиксировав этим самым барабан по месту.
Поставил на место пружинные шайбы, закрутил до упора трещотку и открутив на несколько миллиметров микрометрический винт, закрутил его уже при помощи трещётки до её срабатывания.
Риски «по нулям» с первого раза не совпали – и это нормально. Ослабил винт М2, вновь выставил риски на ноль, закрутил винт М2, снова открутил микрометрический винт и опять закрутил используя трещотку.
Всё получилось – прибор заработал как надо.
- 1 – скоба,
- 2 – пятка,
- 3 – микрометрический винт,
- 4 – стопорный винт,
- 5 – стебель,
- 6 – барабан,
- 7 – накатный выступ,
- 8 – установочный колпачок,
- 9 – трещотка
Дальнейшая эксплуатация восстановленного микрометра показала полную состоятельность установки на барабан винта М2 в качестве дополнительного стопора. Точность производимого измерения практически соответствует заявленной заводом – изготовителем (0,01 мм). Иметь такое суждение позволяет то, что используя его, удаётся легко отличить разность диаметров не только особо тонких проводов, но и дорогой качественной рыболовной лески. Её диаметр был известен и равнялся 6 и 7 микронам (0,06 мм и 0,07 мм). Так, что для радиолюбительских нужд его хватает с лихвой. Приобретать новый микрометр мало кто из радиолюбителей будет (цена «кусается»), а вот купить на «барахолке» старенький, да вдобавок неисправный и успешно отремонтировать – вполне реально. С пожеланием успеха,
Иметь такое суждение позволяет то, что используя его, удаётся легко отличить разность диаметров не только особо тонких проводов, но и дорогой качественной рыболовной лески. Её диаметр был известен и равнялся 6 и 7 микронам (0,06 мм и 0,07 мм). Так, что для радиолюбительских нужд его хватает с лихвой. Приобретать новый микрометр мало кто из радиолюбителей будет (цена «кусается»), а вот купить на «барахолке» старенький, да вдобавок неисправный и успешно отремонтировать – вполне реально. С пожеланием успеха,
Доброго времени суток. Сегодня поговорим о том, как грамотно использовать микрометр при выполнении измерений габаритных размеров деталей.
Для начала сформулируем определения того, что именно называется микрометром (далее МК).
Нет видео.| Видео (кликните для воспроизведения). |
МК – это инструмент, который проводит измерения с «космической» точности. Погрешность просто ничтожна и находится в пределах до 1 мкм (микрона).
Для справки 1 мкм – 0,000001 м.
Сейчас в продаже можно найти различных представителей «МК»:
В качество опытного образца рассмотрим МК 25. Число «25» указывает на максимальную ширину детали, которую можно измерить данным инструментом (размер указан в мм).
При выполнении практической части, измерим несколько подготовленных объектов: заклепка, кабельный наконечник, кусок текстолита.
Первое, с чего следует начать – это увеличить расстояние между неподвижным упором (пяткой) и винтом, немного больше предполагаемого размера объекта. Для этого покрутим барабан.
Расположив деталь в образовавшемся проёме, начинаем уменьшать расстояние между пяткой и винтом. Для того, чтобы не повредить измеряемую деталь и микрометрический винт (сильным усилием) расстояние уменьшаем вращением трещотки (а не барабана!).
Как только прибор выдал несколько щелчков – это означает, что предмет зажат между упором и винтом и измерение выполнено успешно.
Винт можно застопорить при помощи фиксатора.
Теперь внимательно смотрим на шкалы инструмента. Двойная, что располагается на «стебле» и одинарная на самом барабане.
Верхняя половина двойной шкалы определяет количество целых частей миллиметра (цена деления – 1 мм).
Для хвостовика заклепки 2 целых мм, для кабельного наконечника 2 целых мм, для текстолита 1 целая мм.
Нижняя половина двойной шкалы определяет количество десятых частей миллиметра (0,5 мм). В случае если нижнюю метку не видно, смотрим на показания одинарной шкалы.
Для хвостовика заклепки нижнюю метку не видно. Для кабельного наконечника ситуация повторяется. Для текстолита 0,5 мм.
Одинарная шкала определяем количество сотых частей миллиметра (цена деления 0,01 мм).
Суммируем полученные значение.
Диаметр хвостовика заклепки 2,13 миллиметра. Диаметр кабельного наконечника 2,42 мм. Толщина текстолита 1,58 мм.
Шкала со временем сбивается. Поэтому важно периодически или перед каждым «сеансом измерения» проводить калибровку прибора. Чтобы выполнить её нужно закрутить микрометрический винт до упора (трещоткой!) и посмотреть совпадает ли нулевая насечка на одинарной шкале (на барабане) с горизонтальной полосой на стебле. В случае несовпадения, подкрутим стебель спец ключом (обычно идёт в комплектухе).
Чтобы выполнить её нужно закрутить микрометрический винт до упора (трещоткой!) и посмотреть совпадает ли нулевая насечка на одинарной шкале (на барабане) с горизонтальной полосой на стебле. В случае несовпадения, подкрутим стебель спец ключом (обычно идёт в комплектухе).
Для начала разберём МК. Сначала специальным ключом открутим трещотку (отверстие 1).
Выкрутим микрометрический винт.
Используя тот же ключ, с небольшим усилием пробуем провернуть стебель микрометра (отверстие 2).
После чего собираем МК обратно. Закручиваем винт и трещотку.
Взять чистый лист бумаги и зажать его между «пяткой» и винтом (затягивая винт трещоткой). После чего извлекаем лист. Таким образом проводится очищение измерительных торцов.
Закручиваем МК трещоткой. Фиксируем положения микрометрического винта фиксатором. С помощью ключа совмещаем отметки на стебеле с отметками на барабане.
Вот и всё. Надеюсь, что изложенный выше материал будет полезен. Спасибо за внимание!
Спасибо за внимание!
- ВНИМАНИЕ! Нужна МозгоПомощь! – 08.11.2017
- Идеальное решение для Хэллоуинской вечеринки – 31.10.2017
- Ограниченное издание: чёрный лимонад – 31.10.2017
- Бюджетный шлем Айзека Кларка из вселенной «Dead Space» – 29.10.2017
- Званый ужин в поместье Брюса Уэйна – 28.10.2017
- Кто скрывается за карнавальной маской? – 27.10.2017
- От улыбки, хмурый день светлей… – 26.10.2017
- Как преодолеть страх перед чужим? – 25.10.2017
- Получи максимум от сверлильного станка – 24.10.2017
- Стать рыцарем абсолютно легко! – 23.10.2017
- Фантастическая история о короне королевы эльфов – 21.10.2017
- 45 выгодных идей для бизнеса по производству на дому часть 2 – 19.10.2017
- 10 профессиональных трюков деревообработчика – 18.10.2017
- Самоделки к Halloween’у (МозгоЧины 2017) – 17.10.2017
- 45 выгодных идей для бизнеса по производству на дому часть 1 – 17.10.2017
Добавить бы ещё пункт — Поверка калибровки.
После калибровки измерительного инструмента необходимо провести минимум 5 измерений различных контрольных пластин из специального комплекта для поверки и калибровки измерительного инструмента, так же именуемого концевыми мерами.
Your browser doesn’t support canvas.
МозгоЧины – сообщество для энтузиастов технического творчества © 2010 – 2018
Микрометр обычно обеспечивает большую точность, чем штангенциркуль, но ограничен меньшим диапазоном измеряемой длины. Они изготовляются с метрической и дюймовой шкалами измерений. В последнее время нашли широкое применение устройства с электронной системой измерения. Сегодня без такого точного прибора невозможно выпустить ни одно современное изделие металлообработки.
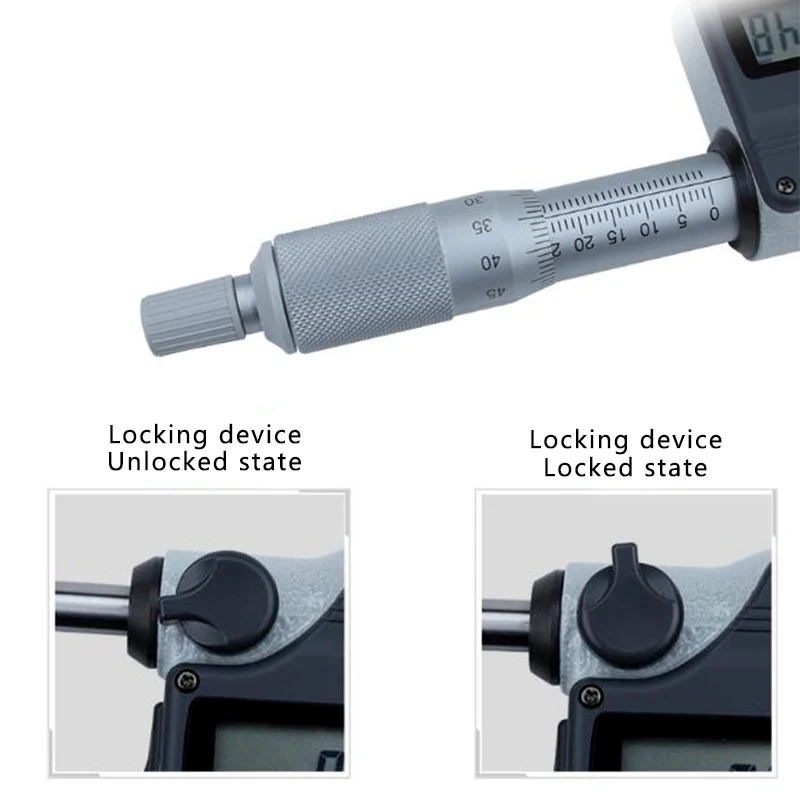
Последние модели устройств оснащены двумя усовершенствованиями, которые помогают выполнить качественно измерения. Первым из них является блокировка винта, которая фиксирует его в любых положениях. Микрометр можно установить в нужное положение, а затем заблокировать. Второе усовершенствование — трещотка, расположенная на конце барабана. Теперь относительно небольшое давление на барабан может привести к значительной силе, действующей между двумя зажимами.
Второе усовершенствование — трещотка, расположенная на конце барабана. Теперь относительно небольшое давление на барабан может привести к значительной силе, действующей между двумя зажимами.
Если усилие будет чрезмерными, оно может вызвать перенапряжение измерительной конструкции, привести к её повреждению и неправильным показаниям. Чтобы преодолеть эту проблему, нужно настроить прибор, в этом помогает барабан, который приводится в движение через трещотку. Существуют три типа микрометров:
- Внешние используются для измерения внешнего расстояния или диаметра с точностью до 0, 001 дюйма.
- Внутренние используются для измерения внутреннего диаметра с точностью до 0, 001 дюйма.
- Глубинные используются для измерения глубины с точностью до 0, 001 дюйма.
Они обычно состоят из таких элементов:
Это очень точное и надёжное измерительное устройство. Однако, работа с микрометром, долговечность и функциональность, будет зависеть от правильного ухода:
- Прежде чем пытаться вращать трещотку, нужно обязательно разблокировать блокирующий зажим.

- Очистить измерительные поверхности чистой тканью до и после измерений.
- Необходимо периодически чистить винт, чтобы предотвратить попадание любых загрязняющих веществ.
- Не оставлять открытым микрометр на жарком солнце, тем более не выполнять измерения нагретым прибором. Это также приведёт к ошибочному чтению показателей.

При проверке обязательно нужно держать его между пяткой и винтом, слегка править и вращать барабан пальцами, аккуратно поворачивая его, когда он зажимается.
Со временем измерительные поверхности могут изнашиваться, что увеличивает расстояние между двумя измерительными частями, поэтому нужна регулировка:
- Поместить чистый лист бумаги между винтом микрометра и пяткой.
- Закрутить барабан на конце до тех пор, пока он не будет слегка зажимать бумагу.
- Медленно вытащить бумагу, чтобы очистить внутренние поверхности пятки и винта.
- Затянуть барабан немного, чтобы полностью закрыть прибор.
- Убедиться, что поверхность винта находится в контакте с пяткой.
- Сравнить индексную линию на шкале с нулевой линией. Если две линии не совпадают, отрегулируйте прибор.

Поэтому она обозначает 1 / 40 или 0, 025. Каждая четвёртая строка, длина которой больше, чем остальные, обозначает 0. 100, она пронумерована.
Скошенная грань делится на 25 равных частей, каждая строка которых составляет 0, 001, и каждая строка может быть или не быть пронумерована, однако, каждая пятая строка пронумерована обязательно.
Шаг винтовой резьбы на метрическом барабане составляет половину миллиметра (0, 5 мм). Одна поворот барабана продвигает винт в сторону или от пятки ровно 0, 5 мм. Линия считывания на гильзе градуирована над центральной длинной линией в миллиметрах (1, 0 мм) с пронумерованным пятым миллиметром. Каждый миллиметр также разделен наполовину (0, 5 мм) ниже центральной длинной линии. Скошенная грань шкалы разделена на пятьдесят равных частей, каждая из которых составляет 0. 01 мм, а каждая пятая строка пронумерована от 0−50.
Таким образом, количество миллиметровых и полумиллиметровых делений, видимых на шкале, плюс число сотых долей миллиметра, обозначенное градацией, которое совпадает с центральной длинной линией на шкале, дают показания. На рисунке выше барабан расположен так, чтобы можно было выставить край скоса между 5 и 6 градусами на верхней стороне шкалы, таким образом, 5, 0 миллиметров.
На рисунке выше барабан расположен так, чтобы можно было выставить край скоса между 5 и 6 градусами на верхней стороне шкалы, таким образом, 5, 0 миллиметров.Он также проходит мимо следующей градуировки на нижней стороне шкалы, таким образом, дополнительный 0, 5 мм. Наконец, выпуск 28 (. 28) на шкале совпадает с центральной длинной линией. Результат измерения будет 5, 00 + 0, 5 + 0, 28 = 5, 78 мм.
Микрометрическое считывание 5. 783 миллиметра.
На приведённом выше рисунке этот микрометр имеет дополнительную шкалу Нониуса. Он читается примерно так же, что и в предыдущем примере, однако, более точное чтение может быть получено с помощью шкалы Нониуса. Таким образом, показание будет 5. 00 + 0. 5 + 0. 28 +. 003 = 5. 783 мм. Если пользователю все ещё непонятно, можно в интернете посмотреть описание и видеоурок, как пользоваться микрометром.
https://i.imgur.com/vIkI0fZ.png Микрометрический наконечник, показывающий 0, 276 дюйма. На рисунке выше измеритель расположен так, что он находится между 2 и 3 градуировкой, таким образом, 2 x 0. 100 = 0. 200, три дополнительных подраздела, которые составляют 3 x 0, 025 = 0, 075. Наконец, градуировка 1 на шкале ближе всего к длинной линии, поэтому 1 x 0, 001= 0, 001 дюйма. 0. 200 + 0, 075+ 0, 001, что составляет 0, 276.
На рисунке выше измеритель расположен так, что он находится между 2 и 3 градуировкой, таким образом, 2 x 0. 100 = 0. 200, три дополнительных подраздела, которые составляют 3 x 0, 025 = 0, 075. Наконец, градуировка 1 на шкале ближе всего к длинной линии, поэтому 1 x 0, 001= 0, 001 дюйма. 0. 200 + 0, 075+ 0, 001, что составляет 0, 276.
Как прочитать внешний микрометр с градусом 0, 0001 (с использованием дополнительной шкалы Нониуса).
Многие приборы включают в себя шкалу Нониуса в дополнение к обычным шкалам. Это позволяет производить измерения в пределах 0, 001 миллиметра на метрических микрометрах или 0, 0001 дюйма на дюймовых микрометрах. Дополнительная цифра получается путём нахождения линии, которая лучше всего совпадает с линией на барабане. Номер этой совпадающей строки представляет дополнительную цифру.Горизонтальная шкала отмечена градуировкой каждые 0, 025 (25-тысячных). Каждая 4-я линия, начиная с нуля, нумеруется последовательно. Эти цифры составляют 0. 100 (4 x. 025 = 0. 100), которые считаются 100-тысячными. Границы вертикальной шкалы составляют 0, 001 (1-тысячная). Каждая пятая чёрточка пронумерована. Вертикальные градации шкалы представляют 0, 0001 (десятая часть тысячной доли).Микрометрическое считывание 1. 1551 дюйма. Всего всех пяти цифр: 1, 0000; 0, 1000; 0, 0500; 0, 0050; 0, 0001.
100 (4 x. 025 = 0. 100), которые считаются 100-тысячными. Границы вертикальной шкалы составляют 0, 001 (1-тысячная). Каждая пятая чёрточка пронумерована. Вертикальные градации шкалы представляют 0, 0001 (десятая часть тысячной доли).Микрометрическое считывание 1. 1551 дюйма. Всего всех пяти цифр: 1, 0000; 0, 1000; 0, 0500; 0, 0050; 0, 0001.
Является 1. 1551 дюйма или может быть прочитан как одна тысяча пятьсот пятьдесят одна десятая тысяча дюймов. Другой пример в дюймах с использованием микрометра размером от 0 до 1 дюйма: 0, 300 + 0, 075 + 0, 006 + 0, 0001 = 0, 3811.
Они используются для измерения размеров длины, диаметра или толщины с отображением результата на электронном дисплее. Цифровые микрометры доступны для эксплуатации в большом количестве разных размеров. Обычно имеется от 0 до 25 мм (от 0 до 1 дюйма), от 25 до 50 мм (от 1 до 2 дюймов), от 50 до 75 мм (от 2 до 3 дюймов) и от 75 до 100 мм (от 3 до 4 дюймов) микрометров.
Подготовка измерений:
- Шаг 1: Очистить измерительную поверхность измеряемого предмета чистой тканью.
- Шаг 2: Очистить все измерительные поверхности цифрового внешнего микрометра чистой тканью.
- Шаг 3. Полностью закрыть цифровой внешний микрометр.
- Шаг 4: Поверните барабан, чтобы убедиться, что линия 0 полностью выровнена с линией на шкале. Если используется 25−50 мм, от 50 до 75 мм или микрометры с большим диапазоном, необходимо будет применить соответствующий для калибровки перед измерением. Например, необходимо использовать 25 — миллиметровый для калибровки цифрового микрометра с 25 до 50 мм.
- Шаг 5: Включите кнопку ON / OFF цифрового микрометра. Если он читает 0, вы можете начать измерение. Если он не читает 0, отрегулируйте трещотку до тех пор, пока он не будет читать 0.
- Шаг 6: Включите кнопку mm / in цифрового внешнего микрометра, а затем выберите нужную систему единиц по своему усмотрению.
Не нужно прикасаться к измерительной поверхности микрометра и предмета руками, потому что пот на руках вызывает неточность измерения. Вы должны держать их сухими и чистыми все время.
Вы должны держать их сухими и чистыми все время.
Для того чтобы понимать, как правильно пользоваться микрометром, нужно выполнить:
- Шаг 1: Открыть устройство, вращая барабан.
- Шаг 2: Поместите измеряемый элемент в цифровой микрометр. Убедитесь, что устройство перпендикулярно измеряемым поверхностям.
- Шаг 3: Поверните стопор трещотки, пока винт не будет контактировать с предметом измерения. Не зажимайте прибор плотно на заготовку. Используйте только достаточное давление до остановки трещотки, чтобы изделие могло просто поместиться между пяткой и винтом. Вообще говоря, можно вращать храповой механизм трещотки на три круга после того, когда винт прикоснётся к предмету измерения.
- Шаг 4: Зафиксируйте зажим на цифровом внешнем микрометре, чтобы убедиться, что цифры больше не могут измениться.
Он может обеспечить высокоточное считывание с помощью ЖК — дисплея. Таким образом, вы можете получить показания непосредственно с большого ЖК — дисплея.
Можно также получить показания, читая метки на шкалах измерителя. Обычно пользуются в основном данными с большого ЖК — дисплея цифрового микрометра, потому что оно является более точным. Инструкции по техническому обслуживанию цифрового прибора:
- Не забудьте выключить его после завершения измерения, чтобы продлить срок службы и предотвратить ремонт.
- Никогда не применяйте давление на любой части устройства, опасаясь повредить цепь.
- Очистите измерительную поверхность прибора сухой и чистой тканью, надо разобрать батарею и положить её в сухом месте, если прибор долгое время простаивает.
 40EWR с точностью до 7 микрометров для аналогичного диапазона.
40EWR с точностью до 7 микрометров для аналогичного диапазона.Другими словами, если нужна выдающаяся точность, лучше Mitutoyo 293 — 340 — 30 не бывает. Но если не нужны более 7 микрометров точности для измерений, полностью подойдут соотношением цены и производительности MahR Federal’s 40EWR, поэтому этот прибор больше будет частить в запросах.
Детина полуумный на диване
- Город: г. Железнодорожный МО
- Имя: a****
То есть все показания минус полдесятки? Если ребенок побаловался, то есть перекурутил, механизм под замену, резьба могла умереть.
Вообще у него хвост откручивается, барабан поворачивается до совпадения с нулевым штрихом и хвост снова закручивается.
Проверка точности показаний микрометров осуществляется концевыми мерами длины 5-го разряда через каждые 5 мм шкалы и через 0,12 мм, т. е. через четверть оборота микровинта.
Плоскостность их измерительных поверхностей контролируют с помощью плоских или плоскопараллельных интерференционных стеклянных пластин. Отклонение от плоскостности (в зависимости от класса точности микрометров) колеблется в пределах 0,6…0,9 мкм, или равно трем интерференционным полосам для белого света без учета расстояния 0,5 мм от краев измерительной поверхности.
Параллельность измерительных поверхностей у микрометров с верхним пределом измерений до 100 мм проверяют плоскопараллельными стеклянными пластинами. Комплект состоит из четырех пластин, размеры Н которых отличаются один от другого на величину перемещения микровинта при его повороте на ‘Д оборота. По числу интерференционных полос на поверхностях контакта и по их взаимному расположению определяют действительное отклонение от параллельности.
Для проверки микрометров больших размеров вместо отдельных плоскопараллельных стеклянных пластин применяют комплект их, составленный в виде блоков, в каждом из которых имеются две пластины и одна концевая мера.
Микрометры с пределами измерения, превышающими 100 мм, контролируют с помощью четырех специальных штихмасов, размеры которых также отличаются один от другого на величину, соответствующую XU оборота микровинта. Каждым штихмасом производят проверку в четырех положениях, поворачивая его каждый раз вокруг оси на 90°.
Регулировка и ремонт микрометров. При несовпадении нулевых штрихов шкалы стебля и шкалы барабана, а также при ослаблении винта необходима регулировка микрометров.
При износе измерительных поверхностей микрометра и микрометрического винта и при ослаблении трещотки производят ремонт инструмента. При небольшом износе измерительные поверхности микрометров и пасса-метров (от 0 до 100 мм) доводятся одновременно с помощью мерных цилиндрических притиров. Комплект их состоит из четырех притиров, различающихся по толщине на 0,125 мм. Торцевые рабочие плоскости притиров должны быть строго параллельны.
Комплект их состоит из четырех притиров, различающихся по толщине на 0,125 мм. Торцевые рабочие плоскости притиров должны быть строго параллельны.
Доводку осуществляют в следующей последовательности. Вначале измерительные поверхности доводят притиром до получения их взаимопараллельности. Однако при этом не обеспечивается перпендикулярность поверхностей к оси шпинделя, скорее всего они будут несколько наклонны. Далее доводку производят притиром, который на 0,25 мм больше притира, поэтому при зажиме притира шпиндель провернется на пол-оборота, т. е. произойдет кантовка и перекос уменьшится. Затем поверхности микрометра попеременно доводят притирами. После многократной доводки всеми притирами могут быть достигнуты параллельность поверхностей и перпендикулярность к оси шпинделя.
Когда в ремонт поступают микрометры с таким износом измерительных поверхностей, который выявляется с помощью угольника или лекальной линейки, осуществляют раздельную доводку шпинделя и пятки. Торец шпинделя доводят в специальном приспособлении. Оно состоит из плиты, цанги, в которую вставляется шпиндель микрометра, и зажимного кольца, предназначенного для закрепления шпинделя в цанге. Нижнюю плоскость плиты доводят строго перпендикулярно относительно оси отверстия. Шпин дель микрометра вставляют в цангу так, чтобы его то рец возвышался над плоскостью плиты на 0,03…0,04 мм и после закрепления зажимным кольцом доводят. Об работанный шпиндель ввертывают в микрометр и при ступают к доводке поверхности пятки.
Пятку доводят в собранном виде с помощью приспособления, представляющего собой диск, выполненный за одно целое с цангой. Диск установлен по скользящей посадке на шпиндель микрометра и закрепляется кольцом. Опорная поверхность диска доведена строго перпендикулярно оси отверстия. После установки и закрепления диска на шпинделе микрометра приступают к доводке пятки; при этом пасту наносят только на одну рабочую сторону притира, а другую тщательно промывают и смазывают тонким слоем раствора стеарина в бензине.
Контроль обработанных измерительных поверхностей осуществляется интерференционным способом с помощью набора плоскопараллельных стеклянных пластин. Инструмент обезжиривают в бензине, тщательно протирают и на доведенную поверхность накладывают стеклянную пластину. Слегка прижав пластину к поверхности, наблюдают световые полосы, по которым и судят о качестве доводки.
Для доводки поверхностей микрометрических винтов микрометров с пределом измерения 150…800 мм слесарь-лекальщик С. П. Григорьев разработал приспособление, показанное на рис. 3. На основании приспособления имеются три выступа с пазами, в которых закреплены хвостовики со стеблями. Плоскости основания пазов строго перпендикулярны.
Изготовляют приспособление следующим образом. У бывших в употреблении микрометров с пределом измерения 0…25 мм отрезают скобы и оставляют хвостовики со стеблями. Затем хвостовики шлифуют по месту паза. Установив все три хвостовика и проверив их поверхности по стеклянной плите 4, в проушинах основания сверлят по два отверстия и запрессовывают в них штифты.
При обработке микровинтов барабаны устанавливают по нониусу в нулевое положение и осуществляют предварительную доводку поверхностей, затем их 3—4 раза поворачивают на ‘Д оборота (на 0,12 мм) и окончательно доводят. После этого микровинты снимают с приспособления, устанавливают в ремонтируемые микрометры и производят контроль.
При несовмещении нулевого деления на барабане микрометра с нулевым делением на шкале необходимо отвернуть головку микрометра на 1—2 оборота и, потянув за барабан в сторону скобы, снять с корпуса шпинделя. Установив затем барабан в правильном (нулевом) положении, поворотом головки микрометра закрепляют его на шпинделе стопорным винтом.
Плавный ход микрометрического винта характеризуется отсутствием люфта и заеданий на некоторых участках. Люфт обычно ощущается рукой, а заедания можно определить, повернув винт за головку трещотки по всему диапазону шкалы микрометра. Если при этом трение винта в гайке на некоторых участках будет настолько велико, что трещотка станет провертываться вхолостую вокруг оси, значит он имеет неравномерный износ и подлежит замене или исправлению.
Люфт устраняют поворотом конусной гайки, навернутой на гайку винта. При неравномерном износе винта его исправляют доводкой специальным разрезным резьбовым притиром.
Микрометр устанавливается на нуль или соответствующее начальное показание шкалы 25 мм, 50 мм и т.д. с помощью установочных мер в зависимости от интервалов измерений микрометра.
В положении плотного соприкосновения измерительных поверхностей микрометра (измерительного винта и пятки) или измерительных поверхностей с установочной мерой, соответствующей начальному показанию шкалы (25 мм, 50 мм и т.д.) закрепить стопор микровинта вращением винта стопора по часовой стрелке до прочного зажатия (рис.3).
Рис.3. Закрепление винтового стопора гладкого микрометра
Разъединить барабан и микровинт, для чего охватить левой рукой барабан за накатной выступ, а правой установочный колпачок повернуть против часовой стрелки (на себя) до появления осевого люфта барабана на микровинте (рис.4).
Рис. 4. Освобождение барабана микрометра
4. Освобождение барабана микрометра
Совместить нулевой штрих шкалы барабана с продольным штрихом шкалы стебля, для чего скобу микрометра охватить левой рукой, как показано на (рис.5), причем пальцами левой руки удерживать барабан в положении совпадения нулевых штрихов, а правой вращать установочный колпачок по часовой стрелке до полного закрепления барабана на микровинте.
Освободить стопор микровинта, вращая его против часовой стрелки.
Проверить правильность выполненной установки микрометра, для этого отвести микровинт от пятки, вращая его за трещотку против часовой стрелки на 3 – 4 оборота и затем, вращая измерительный барабан за трещотку, снова подвести микровинт к пятке. В этом положении нулевой штрих шкалы барабана должен совпасть с продольным штрихом шкалы стебля, а срез барабана должен находиться над нулевым штрихом шкалы стебля. Погрешность установки (отсчет по точной шкале) не должна превышать одного деления точной шкалы (10 мкм).
Рис. 5. Закрепление барабана микрометра установочным колпачком
5. Закрепление барабана микрометра установочным колпачком
Если установка с первого раза не удалась, то ее повторяют до тех пор, пока не будет достигнута необходимая точность совпадения нулевых штрихов. Если погрешность установки не будет обеспечена, то микрометр считается не пригодным к использованию.
94.180.79.188 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Автор статьи: Антон Кислицын
Я Антон, имею большой стаж домашнего мастера и фрезеровщика. По специальности электрик. Являюсь профессионалом с многолетним стажем в области ремонта. Немного увлекаюсь сваркой. Данный блог был создан с целью структурирования информации по различным вопросам возникающим в процессе ремонта. Перед применением описанного, обязательно проконсультируйтесь с мастером. Сайт не несет ответственности за прямой или косвенный ущерб.
Сайт не несет ответственности за прямой или косвенный ущерб.
Как разобрать микрометр – Измерительный инструмент и оборудование
Вы читать и понимать прочитанное умеете? Или читали сообщения седого и нубаса по диагонали, а на фото разобранного микрометра вообще не смотрели? Вот ГДЕ вы увидели совет провернуть стебель?!
я как раз внимательно читал и ответ на ваш вопрос вот тут
достаточно просто повернуть ключом обойму стебля с рисками, до нужного Вам сближения.

и вот тут
1. Микрометр так устроен, что втулка 3 проворачивается с усилием в детали 2
где “втулка 3” – это стебель, а “деталь 2” – это скоба
Если вы знаете, как нужно, почему не делаете?
Не делаю, потому что знаю только теорию, а разница между теорией и практикой в том, что если неправильно знаешь теорию, то переучил ее и все, а практика она такая, что если вдруг неправильно сделал, то придется выкинуть деталь.
Посмотрев на фото, можно заметить конусную посадку винта в барабан. Вот возьмите съёмник, и стащите барабан. Или выбейте винт молотком. Или выдавите его прессом. Или погрейте барабан, чтобы он расширился и сам соскочил.
Ну вот – это уже более конкретный совет. Почему сам не додумался – додумался, но исходя из того, что это МИКРОМЕТР считал, что работа грубым инструментом типо молотка тут недопустимы и по этому ждал более деликатного способа или подтверждения этого предположения.
нужно открутить трещотку используя маленький ключик, затем сдернуть барабан, он там на конусе.
 Если не сдергивается, значит тянуть сильнее. Советов выше уже надавали.
Если не сдергивается, значит тянуть сильнее. Советов выше уже надавали.Тут тоже самое – вы лишь второй человек, который это советует, другие советовали идти другим путем.
Итог (таки вот как калибровать этот микрометр):
Вариант 1: если при сведении губок микрометр недоходит до нуля по рискам барабана и останавливается на двойке например, то нужно маленьким ключиком открутить трещотку, выкрутить барабан и в место трещотки вкрутить какой-нить болт до упора и постучать по шляпке этого болта молотком… дальше как обычно, собираем все в обратном порядке ничего не затягивая и после выставления нуля, затягиваем ключиком трещотку.
Вариант 2: если при сведении губок у микрометра по барабану, стоит 0, но при этом риски на стебле не на нуле, тогда нужно регулировать большим ключиком сам стебель
Попробую завтра замутить видео, т.к. реально подобного типа микрометр почему то никто не калибровал. .. или ютуб по каким то причинам запихал этот ролик в самый конец списка – на миллион первое место.
.. или ютуб по каким то причинам запихал этот ролик в самый конец списка – на миллион первое место.
П.С. а вообще судя по регулировке это реально наипростейший китайский микрометр, т.к. в некоторых случаях (вариант 2) барабаном не получится отрегулировать – на конусе можно только проворачивать барабан, но нельзя сместить влево или вправо – его либо не натянешь сильнее на конус либо он будет болтаться… тут то и приходится регулировать стеблем.
Проверка и ремонт микрометрических инструментов
Проверка и ремонт микрометрических инструментов
Категория:
Помощь рабочему-инструментальщику
Проверка и ремонт микрометрических инструментов
Микрометры изготовляются в соответствии с требованиями, установленными стандартами и инструкциями, а также заводскими нормалями.
Микрометры должны иметь трещотку или другое устройство, которое обеспечивало бы постоянство измерительного усилия, и стопорное устройство для закрепления микрометрического винта. Конструкция микрометров должна обеспечивать возможность установки их в исходное положение при соприкосновении измерительных поверхностей между собой или с установочной мерой. При таком совмещении (нулевом отсчете) нулевой штрих шкалы стеблй виден целиком. Ширина штрихов на стебле равна 0,2…0,05 мм, а на барабане 0,1…0,05 мм. Ширину штрихов проверяют на инструментальном микроскопе.
Конструкция микрометров должна обеспечивать возможность установки их в исходное положение при соприкосновении измерительных поверхностей между собой или с установочной мерой. При таком совмещении (нулевом отсчете) нулевой штрих шкалы стеблй виден целиком. Ширина штрихов на стебле равна 0,2…0,05 мм, а на барабане 0,1…0,05 мм. Ширину штрихов проверяют на инструментальном микроскопе.
Перекос плоской измерительной поверхности микрометрического винта при зажатии стопора не должен превышать 1 мкм для микрометров с верхним пределом измерения до 100 мм и 2 мкм — более 100 мм.
Скобы микрометров делают жесткими, чтобы изменение показаний от изгиба при усилии в 1 кгс, направленном по оси винта, не превышало 2…12 мкм (в зависимости от величины верхнего предела измерения — от 5 до 600 мм).
Погрешность показаний и отклонение от параллельности плоских измерительных поверхностей микрометров не должны превышать 2…12 мкм (в зависимости от предела измерения —от 5 до 600 мм).
Допускаемое измерительное усилие для микрометров равно 500… 900 гс. В качестве стабилизатора измерительного усилия микрометров служит пружина с зубом трещотки. Величину измерительного усилия можно изменить, регулируя усилие пружины или угол зуба трещотки. С уменьшением угла уменьшается и измерительное усилие.
В качестве стабилизатора измерительного усилия микрометров служит пружина с зубом трещотки. Величину измерительного усилия можно изменить, регулируя усилие пружины или угол зуба трещотки. С уменьшением угла уменьшается и измерительное усилие.
Микрометры изготовляются с термически обработанными или оснащенными твердым сплавом ВК.2М или
ВК4М измерительными поверхностями. Шероховатость стальных измерительных поверхностей должна быть не ниже а = 0,04…0,02, а твердосплавных — а =0,08…0,04 мкм.
Рассмотренные выше погрешности основных элементов микрометра в сумме не должны превышать погрешностей, регламентированных ГОСТом 6507—78, — от ±1,5 до ±4,0 мкм в зависимости от верхних пределов измерения микрометров.
Рис. 1. Проверка параллельности измерительных поверхностей микрометра.
Реклама:
Читать далее:
Методы проверки микрометрических инструментов.
Статьи по теме:
§ 59. Механик по вооружению / КонсультантПлюс
2-й разряд
Характеристика работ. Участие в сборке и установке систем вооружения и в навешивании грузов на летательные аппараты под руководством механика по вооружению более высокой квалификации. Проверка геометрических размеров отдельных простых деталей систем вооружения с применением контрольно-измерительного инструмента (штангенциркуля, микрометра, шаблонов, калибров). Комплектование деталей по узлам систем вооружения после их промывки, протирки, сушки, смазки. Расконсервация простых деталей систем вооружения. Проведение вспомогательных работ при подготовке к монтажу систем вооружения. Демонтаж и разборка простых узлов систем вооружения. Резка листового материала ручными ножницами, ножовками.
Участие в сборке и установке систем вооружения и в навешивании грузов на летательные аппараты под руководством механика по вооружению более высокой квалификации. Проверка геометрических размеров отдельных простых деталей систем вооружения с применением контрольно-измерительного инструмента (штангенциркуля, микрометра, шаблонов, калибров). Комплектование деталей по узлам систем вооружения после их промывки, протирки, сушки, смазки. Расконсервация простых деталей систем вооружения. Проведение вспомогательных работ при подготовке к монтажу систем вооружения. Демонтаж и разборка простых узлов систем вооружения. Резка листового материала ручными ножницами, ножовками.
Должен знать: технические условия на изготовление простых деталей систем вооружения; основные сведения о работе и назначении узлов систем вооружения; правила демонтажа и разборки простых узлов систем вооружения; технические условия на расконсервацию деталей систем вооружения; назначение и правила применения простого измерительного инструмента; правила чтения простых чертежей; причины появления коррозии деталей систем вооружения и способы ее устранения; типы горюче-смазочных материалов и правила работы с ними.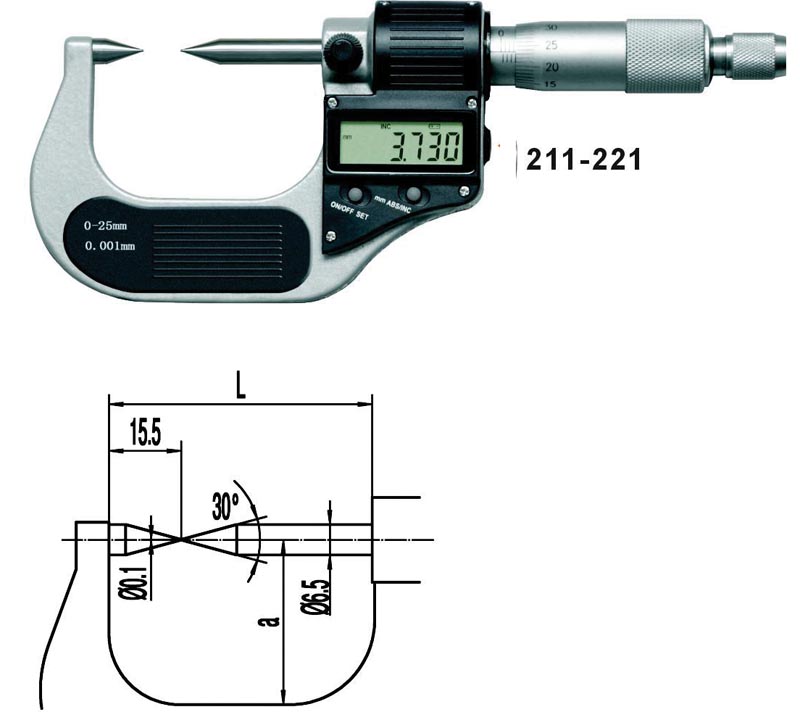
Примеры работ
1. Балки, болты – чистка и смазка.
2. Балки переходные, патронные ящики, распределительные коробки – демонтаж, разборка, сборка.
3. Держатели кассетные основного и дополнительного люков – демонтаж.
4. Жгуты – замена хомутов.
5. Каркасы для катушек трансформаторов и дросселей – изготовление из изоляционных материалов.
6. Кнопки электрообогревателей – сборка.
7. Патронные ящики, подводные рукава, ролики направления патронных лент – промывка, чистка, смазка, расконсервация.
8. Спецфермы, спецподвески, шкворневые головки – разборка.
Открыть полный текст документа
Устройства задания перемещений (ИЦФР.442261.001, ИЦФР.442261.001-01)
Разработки
Устройства задания перемещений (ИЦФР.442261.001, ИЦФР.442261.001-01)
Предназначено для задания зазоров (перемещений) между торцевой поверхностью преобразователей вихретоковых (ПВ) датчиков осевого сдвига (перемещения, зазора) в диапазоне измерения до 4 мм при их производстве и в эксплуатации.
Область применения – настройка и поверка (калибровка) датчиков перемещения и датчиков осевого сдвига. УЗП осуществляют имитацию поверхности контролируемой детали агрегата и задание зазоров в диапазоне измерения датчиков. Зазор задается с помощью электронного (для ИЦФР.442261.001 тип 60.30039 фирмы Brown & Sharpe) или механического (для ИЦФР.442261.001-02 тип МГ Н25) микрометра, включенных в Госреестр.
Основные технические характеристики:
| Диапазон задаваемых зазоров, мм | 0 – 4 |
| Погрешность задания перемещения, не более, мкм | ±3 |
| Погрешность задания зазоров,( абсолютная), не более, мкм | ±10 |
| Погрешность задания “нулевого” зазора: | |
| для ПВ с установочной резьбой М16, М18, не более, мкм | ±7 |
| для ПВ с установочной резьбой М10, М12, 3/8″, не более, мкм | ±5 |
| Масса, кг | 0,5 |
Исполнения УЗП отличаются:
1) типом применяемого микрометра:
– электронный микрометр (микрометрическая головка) серии MICROMASTER тип 60. 30039 фирмы Brown & Sharpe TESA, Швейцария;
30039 фирмы Brown & Sharpe TESA, Швейцария;
- микрометр (микрометрическая головка) МГ Н25 ГОСТ 6507-90;
2) вариантом используемой скобы, обеспечивающей максимальное расстояние от торца втулки (под установку ПВ) до сменного диска:
– 17 мм;
– 36 мм.
| Обозначение | Тип микрометра | Расстояние от торца втулки до диска, мм | |
| максимальное | рабочий диапазон | ||
*ИЦФР.442261.001 | электронный микрометр МГ 60.30039 | 17 | 1 – 17 |
| ИЦФР.442261.001-01 | 36 | 20 – 36 | |
| *ИЦФР.442261.001-02 | микрометр МГ Н25 | 17 | 6 – 17 |
| ИЦФР.442261.001-03 | 36 | 25 – 36 | |
*УЗП ИЦФР.442261.001 и ИЦФР.442261.001-02 рекомендуется использовать для проверки датчиков производства ФГУП “РФЯЦ – ВНИИЭФ” и ООО “НПО ВНИИЭФ – ВОЛГОГАЗ”.
Для закрепления ПВ с различными установочными размерами УЗП комплектуется сменными втулками с резьбой М10, М12, М16, М18, 3/8″.
В комплект УЗП входят калибровочные диски из указанных потребителем марок стали.
Комплект поставки: ИЦФР.442261.001 или (ИЦФР.442261.001-01, ИЦФР.442261.001-02, ИЦФР.442261.001-03), ИЦФР.442261.001РЭ, ИЦФР.442261.001ЭТ
Спиральный окулярный микрометр – Большая Энциклопедия Нефти и Газа, статья, страница 1
Спиральный окулярный микрометр
Cтраница 1
Спиральный окулярный микрометр состоит из корпуса 21, в котором на шаровой опоре вращается круговая микрометрическая шкала с двойной спиралью Архимеда. В корпусе 21 в оправе установлена шкала десятых долей миллиметра. Внутри корпуса 21 установлены также направляющие ролики. На пластине снизу крепятся прижимные ролики. Вращение, круговой шкалы осуществляется маховичком 22 с трибкой. [1]
На неподвижной пластине спирального окулярного микрометра ОМС нанесены линейная шкала с десятью делениями и индекс, а на подвижной пластине – десять с небольшим витков двойной спирали Архимеда и разделенная на 100 делений круговая шкала, как показано на рис. 3.22. Длинные оцифрованные штрихи с отметками 10, 11 и 12 представляют собой изображение миллиметровой шкалы, даваемое объективом основного прибора, на котором установлен окулярный микрометр. Цена деления линейной шкалы и цена витка спирали равны 0 1 мм каждая, а цена деления круговой шкалы равна 0 001 мм. Для отсчета по миллиметровой шкале основного прибора вращением маховичка устанавливают спиральную шкалу так, чтобы штрих миллиметровой шкалы, находящийся в зоне ее витков, пришелся точно посередине ближайшего к нему двойного витка спирали. Целые миллиметры отсчитываются по штриху миллиметровой шкалы, десятые доли – по линейной шкале, считая от нулевой отметки, а сотые и тысячные доли миллиметра – по круговой шкале, причем на глаз можно оценить приблизительно и десятитысячные доли миллиметра.
[3]
3.22. Длинные оцифрованные штрихи с отметками 10, 11 и 12 представляют собой изображение миллиметровой шкалы, даваемое объективом основного прибора, на котором установлен окулярный микрометр. Цена деления линейной шкалы и цена витка спирали равны 0 1 мм каждая, а цена деления круговой шкалы равна 0 001 мм. Для отсчета по миллиметровой шкале основного прибора вращением маховичка устанавливают спиральную шкалу так, чтобы штрих миллиметровой шкалы, находящийся в зоне ее витков, пришелся точно посередине ближайшего к нему двойного витка спирали. Целые миллиметры отсчитываются по штриху миллиметровой шкалы, десятые доли – по линейной шкале, считая от нулевой отметки, а сотые и тысячные доли миллиметра – по круговой шкале, причем на глаз можно оценить приблизительно и десятитысячные доли миллиметра.
[3]
Отсчетный микроскоп со спиральным окулярным микрометром служит для отсчета по шкале компаратора. Отсчетный микроскоп неподвижно укреплен на правом конце траверсы. [4]
[4]
Отсчетные микроскопы со спиральным окулярным микрометром имеют индивидуальное освещение от лампочки ЗвХЗвт через трансформатор. [5]
Отсчетный микроскоп 4 со спиральным окулярным микрометром помещен в корпус измерительной головки. С противоположной стороны на корпусе измерительной головки установлен патрон с лампочкой для освещения шкалы. [6]
Разборка отсчетного микроскопа со спиральным окулярным микрометром производится так же, как разборка микроскопа, изображенного на фиг. [7]
Конструкция отсчетного микроскопа головки аналогична конструкции отсчетного микроскопа со спиральным окулярным микрометром ( см. выше Прибор для проверки угловых делений), но не имеет коробки со спиральной пластиной. [8]
В микроскопе УИМ-21 продольное и поперечное смещение стола измеряется посредством отсчетных микроскопов со спиральными окулярными микрометрами. Следовательно, в данном устройстве отсутствуют измерительные винты и исключены погрешности, вызываемые неточностью изготовления винтовых пар. Отсчетные микроскопы установлены неподвижно. Продольные измерения возможны в пределах до 200 мм, а поперечные – до 100 мм.
[9]
Следовательно, в данном устройстве отсутствуют измерительные винты и исключены погрешности, вызываемые неточностью изготовления винтовых пар. Отсчетные микроскопы установлены неподвижно. Продольные измерения возможны в пределах до 200 мм, а поперечные – до 100 мм.
[9]
Оптическая схема прибора состоит из осветителя для подсветки миллиметровой шкалы и отсчетного микроскопа со спиральным окулярным микрометром. [10]
В микроскопе УИМ-21 продольное и поперечное смещения стола измеряются с помощью отсчетных микроскопов со спиральными окулярными микрометрами. [11]
Пределы измерения компаратора ИЗА-2 0 – 200 мм, цена деления основной шкалы 1 мм, цена деления спирального окулярного микрометра 0 001 мм. Возможен визуальный отсчет 0 0001 мм. [13]
Шкала наблюдается через отсчетный микроскоп, элементами которого являются объектив 4, сетки 5, 6 и окуляр 7 спирального окулярного микрометра. [15]
[15]
Страницы: 1 2
Микрометр – выбираем наилучший товар
Микрометром называется универсальный измерительный инструмент, в основе которого лежит преобразовательный механизм – микропара, состоящая из винта и гайки. С помощью данного прибора можно измерять линейные размеры в абсолютной или относительной величине, используя контактный метод. Особенностью микрометра является измерение с очень малой погрешностью, примерно от 2 до 50 мкм, конечно, в зависимости от того, какой класс точности конкретной модели инструмента. В этой статье мы подробно расскажем о микрометре, а также расскажем, на какие детали следует обращать внимание, чтобы купить микрометр в магазине или Интернете.
Принцип работы и назначение микрометра
Конструкция
данного инструмента представляет собой несколько основных деталей – это скоба,
а также микрометрические винт и гайка. Также, в конструкции микрометра
присутствует запрессованная пятка. В результате компоновки этих деталей, получается
прибор, с помощью которого можно проводить точные замеры.
Также, в конструкции микрометра
присутствует запрессованная пятка. В результате компоновки этих деталей, получается
прибор, с помощью которого можно проводить точные замеры.
Так, деталь, которая измеряется, охватывается торцевыми поверхностями винта и запрессованной пятки. Для того чтобы ограничить измерительное усилие, современные модели микрометров снабжают трещотками, поэтому, во время плотного соприкосновения поверхности детали и прибора, трещотка проворачивается с треском. Так, после трех щелчков трещотки, проворачивать микровинт больше не нужно. Теперь – вам следует смотреть на то, что показывает прибор. Так, одна из шкал прибора указывает на основной размер детали, а вторая шкала, расположенная на барабане, укажет на доли размеров.
Здесь, стоит
также указать о шаге винта. Наиболее распространенным шагом, считается 0,5 и 1
мм. Что же касается деления шкалы, то в большинстве случаев, на барабане
содержится от 50 до 100 делений, с помощью которых можно узнавать отсчет в 0,01
мм. Данный параметр является наиболее распространенным, но также существуют
микрометры, имеющие отсчет в 0.005, а также в 0,002 и 0,001 мм.
Данный параметр является наиболее распространенным, но также существуют
микрометры, имеющие отсчет в 0.005, а также в 0,002 и 0,001 мм.
Виды и классификация микрометров
Итак, в зависимости от конструкции и функциональности, микрометры разделяют на несколько категорий. Так, существуют:
– гладкие и рычажные;
– а также трубные и резьбовые микрометры.
Наиболее распространенным типом данного измерительного прибора, является гладкий микрометр. С его помощью можно определить точные размеры большинства деталей и заготовок.
Пример использования микрометра
Итак, давайте рассмотрим измерение микрометром на типичном и распространенном примере. Предположим, вам нужно измерить сверло по металлу. Пусть размер сверла и указывается на хвостовике детали, однако во время производства всегда возникают погрешности, поэтому нам необходимо определить, насколько она мала или высока.
В первую
очередь, необходимо раздвинуть торцевые концы микрометра. Это необходимо
сделать путем вращения барабана. Раздвинув торцы до необходимых размеров,
понемногу начинаете зажимать сверло в приборе. При этом, зажимать необходимо не
с помощью барабана, а с помощью трещотки. Как только слышите три щелчка,
останавливаетесь и смотрите показания.
Это необходимо
сделать путем вращения барабана. Раздвинув торцы до необходимых размеров,
понемногу начинаете зажимать сверло в приборе. При этом, зажимать необходимо не
с помощью барабана, а с помощью трещотки. Как только слышите три щелчка,
останавливаетесь и смотрите показания.
Обратите внимание на неподвижную часть шкалы. Она укажет грубый размер, так как цена деления здесь составляет 1 мм, поэтому смотрим количество целых миллиметров детали (в нашем случае, сверла). Предположим, получилось около 4 мм. Теперь, обращаете внимание на верхнюю шкалу. Она указывает на значение, к примеру, 0,5 мм. В этом случае, метки у этой шкалы располагаются между метками нижней шкалы. Это необходимо для того чтобы было удобно смотреть на значения в 0,5 миллиметра. Итак, к примеру, получаем 4,5 мм.
Теперь,
осталось сложить значение, указанное на барабане. Так, оно будет показывать нам
значение сотых долей миллиметра. Предположим, оно указывает на значение 17. Это
значит, что у нас есть еще дополнительные 0,17 мм, поэтому складываем это
значение с 4,5 мм, и получаем точное значение в 4,67 мм. Производитель же,
указывает на значение 4,7 мм, поэтому погрешность составила 0,03 мм.
Производитель же,
указывает на значение 4,7 мм, поэтому погрешность составила 0,03 мм.
На что обратить внимание при покупке?
Конечно же, прежде чем купить микрометр, необходимо обратить внимание на несколько основных деталей. Прежде всего, это производитель инструмента. Цена микрометра будет очень сильно зависеть от этого показателя, так как приборы качественных производителей, стоят на порядок выше, нежели модели «кустарного» производства.
При покупке, обращайте внимание на качество металла, из которого сделан инструмент, на качество нанесенных разметок, делений и цифр. Обязательно проверьте трещотку микрометра. Еще лучше, если вы возьмете с собой деталь, точно измеренную заранее, и опробуете её на потенциальном приобретении. Если размер в точности совпадает, что ж, можно спокойно совершать покупку. Если же нет – за данным товаром остается много вопросов, которые, скорее всего, оттолкнут вас от идеи его приобретения.
Еще об измерительно-разметочных инструментах:
– Уровень строительный
– Штангенциркуль
– Рулетка строительная
– Угольник металлический
– Линейка стальная
– Правило с уровнем
– Шнур отбивочный
– Рулетка геодезическая
загрузка. ..
..
: как это работает?
Короче говоря, идея, лежащая в основе работы микрометров, заключается в сочетании этих двух: принципа работы дифференциального винта и увеличения расстояния, которое зависит от диаметра гильзы. На этой странице мы объясняем только принцип работы микрометра механического типа.
Дифференциальный винт
Изображение резьбыСогласно Википедии,
«Дифференциальный винт – это механизм, используемый для небольшой и точной регулировки расстояния между двумя объектами (например, при фокусировке микроскопа, перемещении наковальни микрометр, или позиционирующая оптика) ».
Этот механизм, винт дифференциала, позволяет шпинделю перемещаться вперед и назад очень незначительным движением. В лучшем микрометре он может достигать 0,0001 мм за регулировку. Этот механизм действует только в соответствии с тем, как шпиндель действует в прямом и обратном направлении.
Увеличение расстояния
По мере того, как шпиндель движется в направлении вращения, расстояние до него очень хорошо видно. Таким образом, когда шпиндель перемещается на 1 мм в прямом направлении, расстояние вращения определенно больше, чем это.Расстояние вращения гильзы равно ее окружности.
Таким образом, когда шпиндель перемещается на 1 мм в прямом направлении, расстояние вращения определенно больше, чем это.Расстояние вращения гильзы равно ее окружности.
Поясним это на следующем примере.
Когда наперсток полностью вращается, расстояние регулировки в прямом направлении составляет 1 мм. С другой стороны, расстояние регулировки в направлении вращения (окружность) составляет 10 мм. Сказав это, мы можем сделать вывод, что соотношение составляет 1:10.
Это происходит при увеличении.
Каждый раз, когда шпиндель перемещается на 1 мм вперед, наперсток также перемещается на 10 мм в направлении вращения.Предположим, микрометр имеет разрешение 0,1 мм. Как можно было прочитать градуировку 0,1 мм, 0,2 мм, 0,3 мм,… и 0,9 мм с шагом 1 мм? Он слишком узкий. Возможно, вы не захотите это читать.
Все будет по-другому, если вместо этих градуировок (0,1 мм, 0,2 мм, 0,3 мм и 0,9 мм) мы используем наперсток. Если окружность гильзы по линейному закону составляет 10 мм, должно быть видно, как на ней нанесены 10 линий градуировки. Итак, мы можем печатать 0,1 мм на 1 мм.
Итак, мы можем печатать 0,1 мм на 1 мм.
При этом каждый раз шпиндель перемещается вперед в диапазоне 0.1 мм, наперсток вращается на 1 мм. Пространство 1 мм увеличено до 10 делений , которые состоят с интервалом 0,1 мм для каждой градуировки. Помните, что это только пример. Настоящие микрометры имеют более 10 делений.
Если вам нужно более четкое объяснение, то видео ниже вам очень поможет. Принцип работы микрометра объясняется на временном интервале от 1:24 до 4:43.
Другой способ понять, как работают микрометры
Перед тем, как прочитать всю статью, мы рекомендуем вам знать все термины, указанные ниже:
Роберт Хьюитт [CC BY-SA 3. 0], через Wikimedia Commons
0], через Wikimedia Commons- Pitch . Шаг – это ближайшее расстояние между двумя ближайшими вершинами резьбы. Его также можно описать как ближайшее расстояние одного полного оборота в прямом направлении.
- Шпиндель . Шпиндель – это подвижная часть микрометра, которая крепится к измеряемым объектам. На самом деле это длинный металл, доходящий до храповика.
- Шпиндель с резьбой . Это часть шпинделя с резьбой.Почти половина шпинделя имеет резьбу как винт.
Чтобы понять, как работает микрометр, вам лучше посмотреть непосредственно на внутренний механизм. Если вы разберете микрометр, вы обнаружите, что шпиндель на самом деле представляет собой цилиндрический металлический стержень с длинной резьбой. Однако он скрыт, потому что его закрывают гильза и ствол (наперсток).
Видео выше поможет вам лучше визуализировать разборку микрометра. Смотрите с 5:16 до 12:35 минут.Из видео вы также увидите, как на самом деле находится шпиндель.
Этот шпиндель с резьбой – ключевая часть микрометра. Именно здесь проявляется принцип работы дифференциального винта. Если присмотреться, то ствол (наперсток) соединяется со шпинделем. Таким образом, когда вы вращаете наперсток, шпиндель также будет вращаться и двигаться вперед или назад по желанию.
Предположим, что шаг разбираемого микрометра составляет 1 мм, а диапазон измерения – 25 мм (≈1 дюйм). Можно сделать вывод, что в нем должно быть не менее 25 потоков (25: 1 = 25).
Можно сделать вывод, что в нем должно быть не менее 25 потоков (25: 1 = 25).
Самая интересная часть микрометра – это 1 мм выше. Он будет снова разделен или увеличен на количество делений, имеющихся на наперстке. Если предположить, что наперсток обеспечивает 50 делений (от 0 до 49), это означает, что разрешение составляет 0,02 (1 мм: 50 = 0,02). Итак, увеличение в 50 раз. Кроме того, заявлено, что микрометр способен определять любую толщину, длину или перемещение на 0,02 мм.
Наиболее распространенная наименьшая шкала в миллиметрах.Чтобы нанести эти 50 градуировок на наперсток, и они должны быть легко различимы, расстояние между каждой отметкой должно составлять 1 мм в длину. При этом общая окружность составляет 50 мм при линейном измерении.
Это увеличение очень помогает при измерениях. Вы, конечно же, не хотите читать ужасно крошечные 50 делений на расстоянии 1 мм, не так ли? Еще раз, наперсток помогает значительно увеличить пространство на 1 мм в более широкое пространство на 50 мм.
Заключение
Принцип работы микрометров на самом деле потрясающий.Он способен обнаруживать любое движение на очень маленьком расстоянии. Даже можно еще раз уточнить.
После прочтения этой статьи, пожалуйста, ответьте на вопросы ниже!
- Какая самая важная часть микрометра позволяет микрометру перемещаться на очень небольшое расстояние и измерять до 0,001 мм?
- Как вы могли получить это число 0,001 мм?
Ответы:
- Шпиндель с резьбой и диаметр наконечника .Резьба позволяет шпинделю двигаться вперед и назад при очень небольшом движении. Кроме того, диаметр наперстка позволяет увеличивать это небольшое расстояние на более мелкие.
- Это значение 0,001 мм, указанное выше, получено из расчета . Расстояние вперед на один оборот делится на количество делений. У него большая зависимость между точностью и диаметром гильзы. Чем шире диаметр, тем меньше может быть число.
|
MTI Спонсоры Семинар по термоэлектричеству MTI-UCSD Лаборатория по изготовлению аккумуляторов 3 MTI-UCSD VISTEC Cylindrical Cell Pilot LineMTI спонсирует постдокторские награды Предстоящие выставки: | ||||||||||||||||||||||||||
 Компактная конструкция корпуса позволяет легко работать внутри перчаточного ящика для сохранения и предотвращения загрязнения электролита и активных материалов во время разборки корпуса. Простое управление с защитным кожухом позволяет клиентам освоить процедуру разборки за 5 минут.
Компактная конструкция корпуса позволяет легко работать внутри перчаточного ящика для сохранения и предотвращения загрязнения электролита и активных материалов во время разборки корпуса. Простое управление с защитным кожухом позволяет клиентам освоить процедуру разборки за 5 минут. 

Контролируемая разборка коллоидных агрегатов, удерживаемых на границах раздела жидкостей, с использованием магнитных диполярных взаимодействий
Гипотеза: Индуцированная полем сборка / разборка парамагнитных коллоидов сильно зависит от конфигурации приложенного поля, химического состава поверхности частиц, наличия поблизости внешней границы или плотности частиц. Ожидается, что улавливание частиц на границе раздела жидкость-жидкость будет способствовать развитию различных маршрутов сборки / разборки вместе с новыми подходами к управляемому манипулированию самособирающимися структурами и изготовлению новых функциональных узорчатых поверхностей.
Ожидается, что улавливание частиц на границе раздела жидкость-жидкость будет способствовать развитию различных маршрутов сборки / разборки вместе с новыми подходами к управляемому манипулированию самособирающимися структурами и изготовлению новых функциональных узорчатых поверхностей.
Эксперименты: Мы изучаем обратимые маршруты разборки, которые возникают в линейных агрегатах магнитных частиц микрометрового размера, адсорбированных на поверхности раздела жидкости, когда приложенное поле резко отклоняется от ограничивающей поверхности: расстегивание цепей, агрегированных сбоку, частичная фрагментация цепей, постепенное разделение мономеров и резкий коллоидный взрыв.
Выводы: Комбинируя эксперименты, моделирование и теоретические аргументы, мы выясняем различные механизмы диссоциации, на которые сильно влияют тонкие изменения в ориентации приложенного поля, положение частицы относительно удерживающей границы и взаимная индукция частиц. Более того, мы показываем, что понимание механизмов может быть применено для точного определения отрыва частиц в двумерных бинарных смесях.
Более того, мы показываем, что понимание механизмов может быть применено для точного определения отрыва частиц в двумерных бинарных смесях.
Ключевые слова: Коллоидные монослои; Интерфейс жидкость-жидкость; Магнитные коллоиды; Взаимная индукция; Смачивание частиц; Самостоятельная сборка.
8 простых шагов для выполнения профилактического обслуживания дозатора
Джордж занимается международными стандартами и метрологией более 20 лет, работая с коллегами в ISO, ASTM International (ранее Американское общество испытаний и материалов), CLSI и NCSL International (ранее Национальная конференция лабораторий стандартов).
Он возглавляет рабочую группу ISO, отвечающую за разработку нового стандарта для автоматизированных систем обработки жидкостей, после того, как он был одним из авторов и руководил разработкой ISO / IWA 15, которая была опубликована в 2015 году. Он бывший председатель ISO рабочая группа, отвечающая за пипетки и другие устройства с поршневым приводом, где он предложил разработать новый стандарт ISO для «Процедуры фотометрических эталонных измерений для определения объема» (ISO 8655-8).Джордж также является техническим экспертом по пересмотру всех частей стандартов серии ISO 8655 и предложил разработать новый стандарт ISO по обучению операторов и технике дозирования.
Он бывший председатель ISO рабочая группа, отвечающая за пипетки и другие устройства с поршневым приводом, где он предложил разработать новый стандарт ISO для «Процедуры фотометрических эталонных измерений для определения объема» (ISO 8655-8).Джордж также является техническим экспертом по пересмотру всех частей стандартов серии ISO 8655 и предложил разработать новый стандарт ISO по обучению операторов и технике дозирования.
Его глубокие знания в области метрологии применены в текущей редакции технического отчета ISO по оценке неопределенности для фотометрического эталонного метода, в многочисленных статьях, а также во всей линейке продуктов Artel.
Являясь председателем технической консультативной группы США при техническом комитете ISO, отвечающем за лабораторное оборудование, Джордж отвечает за достижение консенсуса среди американских экспертов и формулирование этих позиций американского консенсуса в международном техническом комитете ISO.
Джордж возглавляет подкомитет ASTM по лабораторному оборудованию и является секретарем головного комитета. Его метрологический опыт был применен при пересмотре стандартов калибровки весов ASTM E898 и E617, на которые имеется ссылка в USP (Фармакопея США).
Его метрологический опыт был применен при пересмотре стандартов калибровки весов ASTM E898 и E617, на которые имеется ссылка в USP (Фармакопея США).
Он является соавтором глав о пипетках и процессах обработки жидкостей в текущем издании CSLI QMS-23.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Электрический микрометр
Электрический микрометр



% PDF-1.5
%
808 0 объект
>
эндобдж
xref
808 84
0000000016 00000 н.
0000003133 00000 п.
0000003247 00000 н.
0000004701 00000 п.
0000004738 00000 н.
0000004852 00000 н.
0000006919 00000 н.
0000008966 00000 н.
0000011146 00000 п.
0000013276 00000 п.
0000015338 00000 п.
0000017232 00000 п.
0000019150 00000 п.
0000021194 00000 п.
0000023844 00000 п.
0000028851 00000 п. 0000029350 00000 п.
0000032566 00000 п.
0000032962 00000 н.
0000033078 00000 п.
0000033157 00000 п.
0000033254 00000 п.
0000033422 00000 п.
0000033805 00000 п.
0000033902 00000 п.
0000034067 00000 п.
0000034181 00000 п.
0000039495 00000 п.
0000039534 00000 п.
0000045815 00000 п.
0000045854 00000 п.
0000050360 00000 п.
0000050435 00000 п.
0000058389 00000 п.
0000058428 00000 п.
0000060715 00000 п.
0000060790 00000 н.
0000060813 00000 п.
0000060891 00000 п.
0000061269 00000 п.
0000061335 00000 п.
0000061451 00000 п.
0000061857 00000 п.
0000061932 00000 п.
0000061955 00000 п.
0000062033 00000 п.
0000062411 00000 п.
0000062477 00000 п.
0000062593 00000 п.
0000063001 00000 п.
0000063076 00000 п.
0000063099 00000 п.
0000063177 00000 п.
0000063256 00000 п.
0000063353 00000 п.
0000063525 00000 п.
0000063875 00000 п.
0000063941 00000 п.
0000064057 00000 п.
0000064453 00000 п.
0000064550 00000 п.
0000064719 00000 п.
0000065092 00000 п.
0000068460 00000 п.
0000029350 00000 п.
0000032566 00000 п.
0000032962 00000 н.
0000033078 00000 п.
0000033157 00000 п.
0000033254 00000 п.
0000033422 00000 п.
0000033805 00000 п.
0000033902 00000 п.
0000034067 00000 п.
0000034181 00000 п.
0000039495 00000 п.
0000039534 00000 п.
0000045815 00000 п.
0000045854 00000 п.
0000050360 00000 п.
0000050435 00000 п.
0000058389 00000 п.
0000058428 00000 п.
0000060715 00000 п.
0000060790 00000 н.
0000060813 00000 п.
0000060891 00000 п.
0000061269 00000 п.
0000061335 00000 п.
0000061451 00000 п.
0000061857 00000 п.
0000061932 00000 п.
0000061955 00000 п.
0000062033 00000 п.
0000062411 00000 п.
0000062477 00000 п.
0000062593 00000 п.
0000063001 00000 п.
0000063076 00000 п.
0000063099 00000 п.
0000063177 00000 п.
0000063256 00000 п.
0000063353 00000 п.
0000063525 00000 п.
0000063875 00000 п.
0000063941 00000 п.
0000064057 00000 п.
0000064453 00000 п.
0000064550 00000 п.
0000064719 00000 п.
0000065092 00000 п.
0000068460 00000 п. 0000077604 00000 п.
0000081957 00000 п.
0000082344 00000 п.
0000082737 00000 н.
0000083099 00000 п.
0000083482 00000 п.
0000085315 00000 п.
0000085639 00000 п.
0000086025 00000 п.
0000086413 00000 п.
0000086968 00000 п.
0000091038 00000 п.
0000105977 00000 н.
0000110459 00000 п.
0000128685 00000 н.
0000136647 00000 н.
0000144609 00000 н.
0000146805 00000 н.
0000153637 00000 н.
0000001976 00000 н.
трейлер
] / Назад 12034940 >>
startxref
0
%% EOF
891 0 объект
> поток
h [LSw S, – =) eNUUMYP9EnCVped4 ~ @
z ~ 2WAU8V ٸ orm
UC
0000077604 00000 п.
0000081957 00000 п.
0000082344 00000 п.
0000082737 00000 н.
0000083099 00000 п.
0000083482 00000 п.
0000085315 00000 п.
0000085639 00000 п.
0000086025 00000 п.
0000086413 00000 п.
0000086968 00000 п.
0000091038 00000 п.
0000105977 00000 н.
0000110459 00000 п.
0000128685 00000 н.
0000136647 00000 н.
0000144609 00000 н.
0000146805 00000 н.
0000153637 00000 н.
0000001976 00000 н.
трейлер
] / Назад 12034940 >>
startxref
0
%% EOF
891 0 объект
> поток
h [LSw S, – =) eNUUMYP9EnCVped4 ~ @
z ~ 2WAU8V ٸ orm
UC
568-130
% PDF-1.6 % 3 0 obj > эндобдж 85 0 объект > поток 2009-02-20T11: 15: 15ZCorel VENTURA 8 – [568130.vp] 2009-02-20T11: 21: 38-06: 002009-02-20T11: 21: 38-06: 00application / pdf
 0 для Windows NTuuid: 1a9ef229-3bd2-4e30-9963-4827e41645b2uuid: 0e2c882b-fd01-40df-bf1c-a86723b3ef04 конечный поток
эндобдж
5 0 obj
>
эндобдж
4 0 obj
> / Тип / Страница >>
эндобдж
23 0 объект
> / Тип / Страница >>
эндобдж
35 0 объект
> / Тип / Страница >>
эндобдж
36 0 объект
> поток
HW ێ 8)) $ = @ t; YmmtIn [ś $ _ & IZ4ɺSU} y # Ii%, P- 펑 ~ ЀJgNQ ɰSWYIW% KJ6 놀 kkJ} («F /] Q nh P {8zx = YOlPkjSD! M ^ T = uVe [ а DVyh5 (9I-QO 2, HSj.
0 для Windows NTuuid: 1a9ef229-3bd2-4e30-9963-4827e41645b2uuid: 0e2c882b-fd01-40df-bf1c-a86723b3ef04 конечный поток
эндобдж
5 0 obj
>
эндобдж
4 0 obj
> / Тип / Страница >>
эндобдж
23 0 объект
> / Тип / Страница >>
эндобдж
35 0 объект
> / Тип / Страница >>
эндобдж
36 0 объект
> поток
HW ێ 8)) $ = @ t; YmmtIn [ś $ _ & IZ4ɺSU} y # Ii%, P- 펑 ~ ЀJgNQ ɰSWYIW% KJ6 놀 kkJ} («F /] Q nh P {8zx = YOlPkjSD! M ^ T = uVe [ а DVyh5 (9I-QO 2, HSj.