Калькулятор размера сверла для метчика | Cheboygan Tool & Tap
Размер и состояние отверстия перед нарезанием резьбы напрямую влияют на успех нарезания резьбы и качество получаемой резьбы. Для достижения наилучших результатов отверстия должны быть гладкими и без заусенцев. Сверла должны быть острыми, чтобы они могли свободно резать. Это особенно важно для материалов, которые упрочняются при работе, таких как некоторые сплавы и нержавеющая сталь. Рассверливание перед нарезанием резьбы желательно во всех случаях и необходимо для качественной работы, особенно в случае конической резьбы.
Часто размер отверстия перед нарезанием резьбы не указывается четко или во многих случаях указывается без надлежащего учета вовлеченных факторов. Дезинформация по этому вопросу может привести к очень высоким затратам на создание потоков.
Американские национальные и унифицированные спецификации резьбы предусматривают максимальную резьбу 83 1/3%. В этих спецификациях также указано минимальное значение, которое варьируется примерно от 53% до 75%, в зависимости от диаметра и шага резьбы.
Например, вполне практично производить резьбу 1/4″-20 UNC на 80% из листового металла толщиной 1/8″; однако было бы нецелесообразно производить такой процент резьбы в отверстии с резьбой глубиной 1/2 дюйма. Резьбу с очень мелким шагом трудно нарезать с большим процентом даже в случае неглубоких отверстий.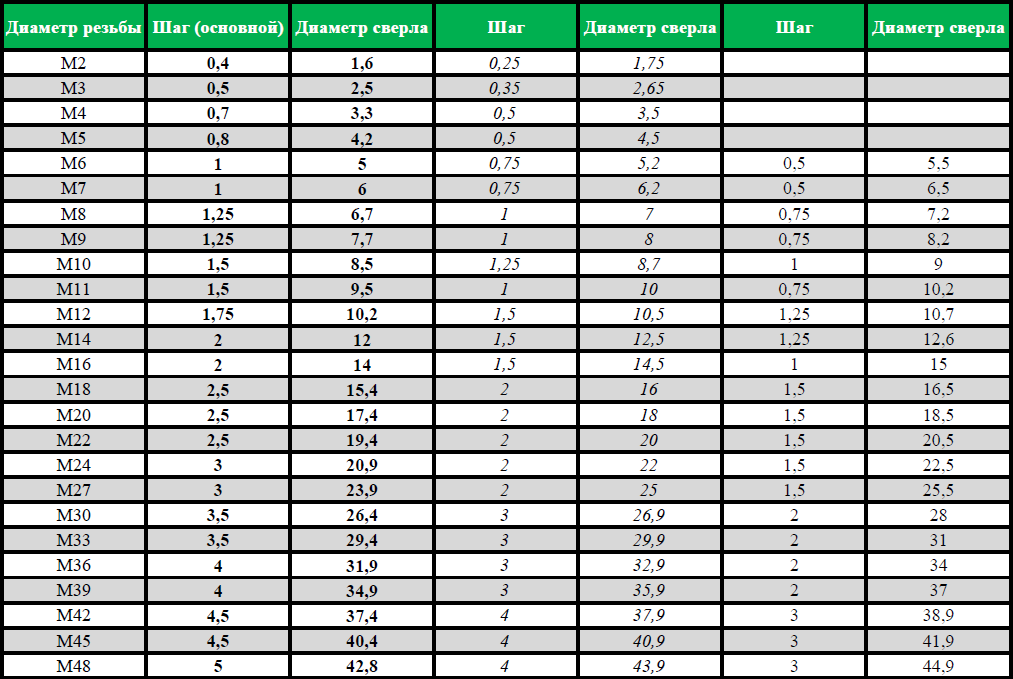
Для наиболее экономичного нарезания резьбы процент нарезания резьбы всегда должен быть настолько низким, насколько это допустимо, а это означает, что используемое сверло для метчика должно иметь наибольший диаметр, допустимый техническими условиями. Второстепенные диаметры для различных процентов американской национальной или унифицированной формы резьбы могут быть получены с использованием констант, показанных ниже. Однако следует помнить, что полученные значения являются второстепенными диаметрами, а не размерами сверла.
Второстепенный диаметр/Размер сверла/Процент резьбы – Таблица »
Общеизвестно, что сверла обычно производят отверстие большего диаметра, чем диаметр сверла, в зависимости от состояния сверла, точности заточки и т. д. , а также материал, который необходимо просверлить.
При нарезании резьбы в некоторых материалах, особенно с мелким шагом резьбы, на вершине резьбы происходит закручивание, так что фактический внутренний диаметр резьбы после нарезания резьбы меньше размера просверленного отверстия.