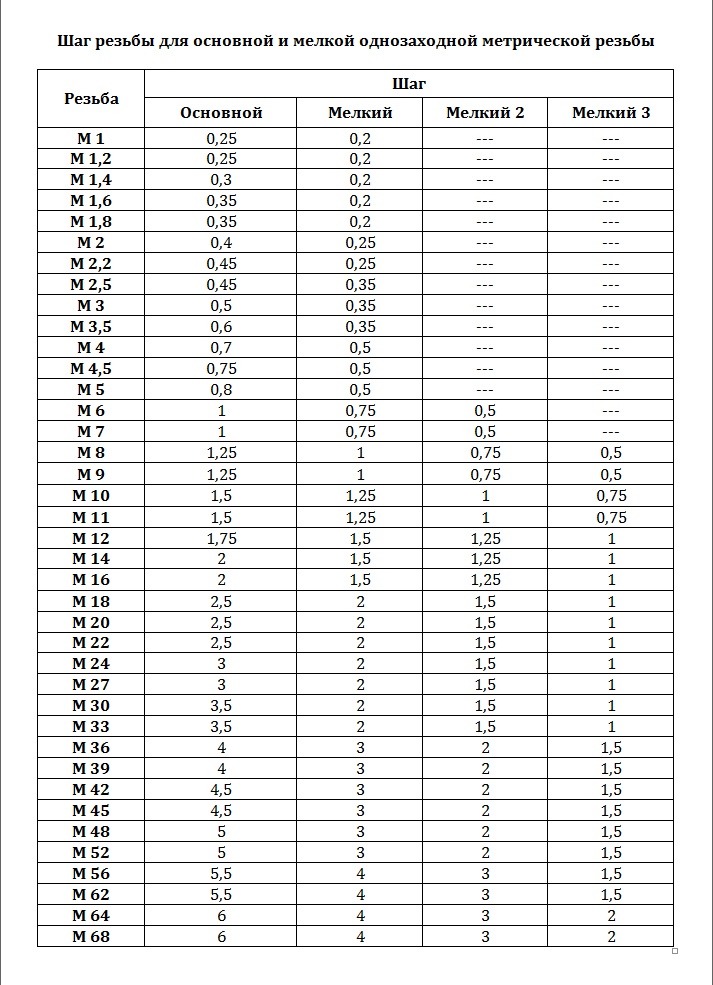
Шаги основной и мелкой метрической резьбы крепежа в таблице
8 (800) 333-15-79
+7 (812) 244-72-72
+7 (812) 677-17-27
+7 (495) 966-64-95
Главная»Полезная информация» Таблица размеров шага основной и мелкой метрической резьбы
Шаг резьбы Р – расстояние по линии, параллельной оси резьбы, между средними точками ближайших одноимённых боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы.
ГОСТ 8724-2002 – стандарт на метрические резьбы общего назначения с профилем по ГОСТ 9150, с диаметрами от 0,25 до 600 мм, с шагом от 0,075 до 8 мм.
| Резьба | Шаг резьбы | |||
|---|---|---|---|---|
| Основная резьба | Мелкая резьба | |||
| мелкая | мелкая 2 | супермелкая | ||
| М1 | 0. |
(0.2) | ||
| М1.2 | 0.25 | (0.2) | ||
| М1.4 | 0.3 | (0.2) | ||
| М1.6 | 0.35 | (0.2) | ||
| М1.8 | 0.35 | (0.2) | ||
| М2 | 0.4 | (0.25) | ||
| М2.2 | 0.45 | (0.25) | ||
| М2.5 | 0.45 | (0.35) | ||
| М3 | 0.5 | (0.35) | ||
| М3.5 | 0.6 | (0.35) | ||
| М4 | 0. 7 7 |
0.5 | ||
| М5 | 0.8 | 0.5 | ||
| М6 | 1.0 | 0.75 | 0.5 | |
| М8 | 1.25 | 1.0 | 0.75 | 0.5 |
| М10 | 1.5 | 1.25 | 1.0 | 0.75 |
| М12 | 1.75 | 1.5 | 1.25 | 1.0 |
| М14 | 2.0 | 1.5 | 1.25 | 1.0 |
| М16 | 2.0 | 1.5 | 1.0 | |
| М18 | 2.5 | 2.0 | 1.5 | 1.0 |
| М20 | 2.5 | 2.0 | 1.5 | 1.0 |
| М22 | 2. 5 5 |
2.0 | 1.5 | 1.0 |
| М24 | 3.0 | 2.0 | 1.5 | 1.0 |
| М27 | 3.0 | 2.0 | 1.5 | (1.0) |
| М30 | 3.5 | 2.0 | 1.5 | (1.0) |
| М33 | 3.5 | 2.0 | 1.5 | |
| М36 | 4.0 | 3.0 | 2.0 | 1.5 |
| М39 | 4.0 | 3.0 | 2.0 | 1.5 |
| М42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
| М45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
| М48 | 5.0 | (4.0) 3.0 | 2.0 | 1.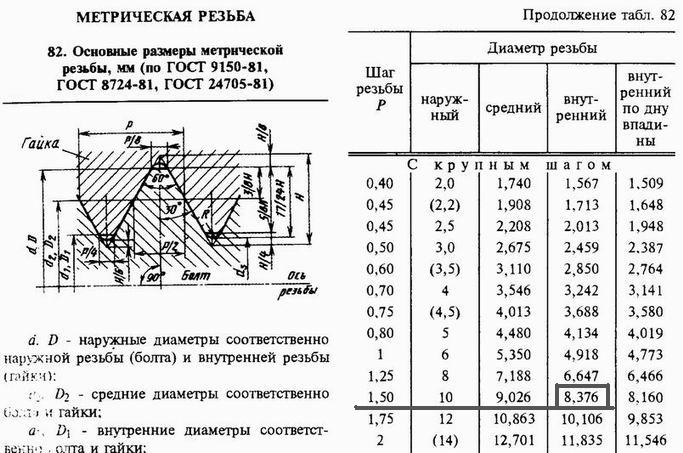 5 5 |
| М52 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
| М56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
| М60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
| М64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
| М68 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
Вы можете заказать и купить крепёж с крупным и мелким шагом резьбы оптом по договорным ценам в
Метчик для нарезки резьбы: как им правильно пользоваться
Человечество с давних времен ввело в обиход и стало активно использовать резьбу и резьбовые соединения. Сегодня в доме каждого из нас нет такого предмета, который бы не был скреплен резьбой. Поэтому был придуман метчик для нарезки резьбы в домашних условиях.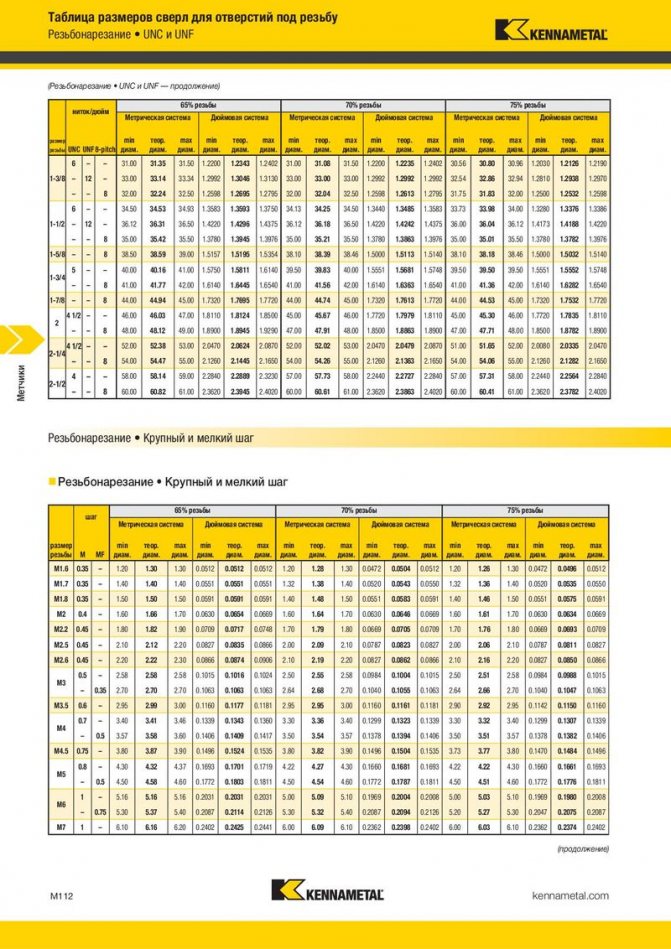
Содержание
- Конструктивные особенности и принцип работы
- Виды метчиков
- По назначению
- По конструкции
- Классификация метчиков в зависимости от видов резьбы
- Метрические
- Дюймовые
- Трубные
- Материалы изготовления
- Критерии выбора
- Нюансы нарезки резьбы
Конструктивные особенности и принцип работы
Первые метчики были несовершенны. Они выглядят как четырёхконечный стрежень с коническим концом, на который наносились зубья для прорезания гаек и других элементов. Сама процедура применения такого метчика также был примитивным. Он ввинчивался в гайку или другой инструмент, образуя тем самым прорези. Однако, такая технология не была совершенна и имела ряд минусов: отрицательный угол и сзади нет режущей поверхности
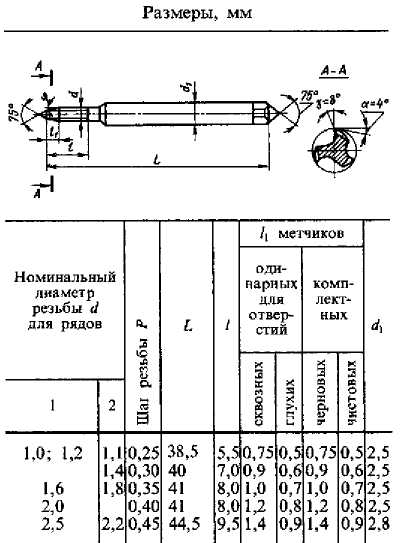
Сегодня метчики наиболее усовершенствованы и имеют в своей конструкции следующие компоненты:
- От 2 до 6 боковых канавок, которые необходимы для удаления образующейся металлической стружки и облегченного подвода смазывающих жидкостей.
 Стоит отметить, что сами канавки подразделяются на следующие виды: однорадиусные, с прямолинейной задней и передней частями, а также передней – прямолинейной частью и задней – радиусной.
Стоит отметить, что сами канавки подразделяются на следующие виды: однорадиусные, с прямолинейной задней и передней частями, а также передней – прямолинейной частью и задней – радиусной. - Коническая часть для забора. Благодаря такому своему виду она обеспечивает аккуратную работу. а также уменьшает трение между элементами.
- Цилиндрическая калибрующая часть необходима для того, что уменьшать силу трения между метчиком и обрабатываемой поверхностью.
 Стоит отметить, что сами канавки подразделяются на следующие виды: однорадиусные, с прямолинейной задней и передней частями, а также передней – прямолинейной частью и задней – радиусной.
Стоит отметить, что сами канавки подразделяются на следующие виды: однорадиусные, с прямолинейной задней и передней частями, а также передней – прямолинейной частью и задней – радиусной.Виды метчиков
В современности представлено несколько разновидностей метчиков. Каждый из них представлен для определенной работы. Поэтому их классифицируют по двум признакам: по назначению и по конструкции.
По назначению
Так по назначению метчики для нарезки резьбы бывают:
- Слесарные. Чаще всего они ручные. Выпускаются комплектами. В одном комплекте 3 метчика. У каждого из них свое предназначение. Первый необходим для черновой работы и наметки резьбы. Второй для подготовки к финальному этапу. Третий – это завершающий, именно с помощью него доводится до идеала резьба. Их небольшой недостаток состоит в том, что они снимают лишь часть припуска.
- Машинные. Могут использоваться как при обработке руками, так и при работе на станке. Они более устойчивы к механическому воздействию и имеют более укороченную заборную часть.
- Гаечные. Название говорит само за себя. То есть такие метчики предназначены для нарезания резьбы на гайках.
 Третий – это завершающий, именно с помощью него доводится до идеала резьба. Их небольшой недостаток состоит в том, что они снимают лишь часть припуска.
Третий – это завершающий, именно с помощью него доводится до идеала резьба. Их небольшой недостаток состоит в том, что они снимают лишь часть припуска.По конструкции
Метчики также имеют и свои конструктивные особенности. Поэтому их подразделяют на несколько видов:
- Безканавочные. Предназначены для нарезания резьбы в низкоуглеродной стали и алюминии.
- Канавочные. Используются для нарезания глухой резьбы.
- С резьбой в шахматном порядке. Такая технология позволяет уменьшать сопротивление материала.
- Ступенчатые с двумя частями, каждая из которых выполняет свои функции.
- Комбинированные состоят из сверла и метчика одновременно.
- Метчики –протяжки предназначены для нарезания резьбы на токарном станке.
- С наличием внутренней полости за счёт чего происходит охлаждение элемента в процессе нарезания.
- Колокольные. Обычно они сборные и предназначены для нарезания резьбы диаметром от 400 мм и более.

Классификация метчиков в зависимости от видов резьбы
В зависимости от используемого метчика, можно нарезать резьбу различных видов. Каждый из которых необходим в различных областях.
Метрические
Такие метчики используют для нарезания резьбы в виде равнобедренных треугольников. Маркируются они буквой «М». Для того, чтобы сделать начальное отверстие начерно, используют специальную таблицу диаметров.
Дюймовые
Их рабочая часть выполнена в форме конуса. Диаметр инструмента преимущественно измеряется в дюймах, а количество ниток на дюйм определяет шаг.
Трубные
Применяются для нанесения резьбы на трубные соединения. Можно наносить резьбу как правостороннюю, так и левостороннюю.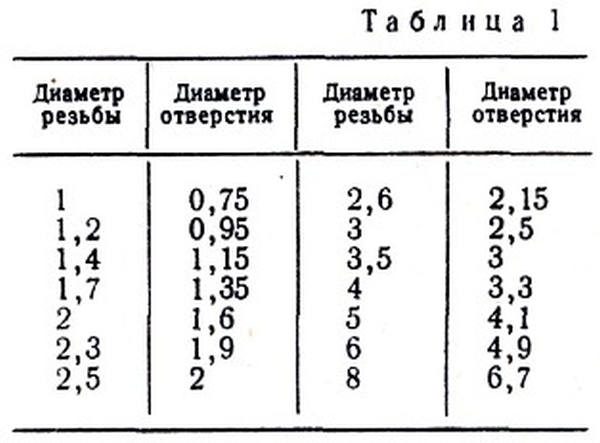
Материалы изготовления
Одним из основных и часто используемых материалов для изготовления метчиков называют высокопрочную нетеплостойкую сталь. Так как метчик работает в условиях низких температур на небольших скоростях. Поэтому можно часто встретить метчик из низкоуглеродистой стали. Бывают они сварные или цельные.
Вторым материалом, из которого изготавливают метчики называют высоколегированную сталь и быстрорежущую сталь. Приборы из этих материалов используют при машинной нарезке резьбы. Потому что температуры в процессе бывают достаточно высокими и достигают отметок в 6500 градусов Цельсия. Кроме того, работа производится на высоких скоростях.
Для автоматических метчиков используют очень твердые и прочные сплавы. После изготовления инструмента, он еще и прокаливается для достижения большей прочности.
Критерии выбора
Важно при проделывании резьбы правильно подобрать метчик и материал, из которого он изготовлен.
- Под определённый вид резьбы подбирается метчик.
- Стоит учесть, из какого материала выполнен метчик и подходит ли он для данных условий.
- Определить необходимость клеймовщика или целого набора инструментов.
- В зависимости от вида материала, в котором будет проделываться резьба, подбирается и ракурс ведущей заточки.
- Необходимо принимать во внимание, то факт, что черновая резьба делается меньшим диаметром, чем это задумано на самом деле. А вот уже рабочий метчик должен соответствовать намеченному планом диаметру.
Как видно, абсолютно любой метчик не подходит для нарезки определенных видов резьбы. Поэтому необходим тщательный подбор оборудования и продумывание всего процесса нарезания.
К тому же важен не только процесс подбора метчика, но и правильная нарезка. При этом стоит соблюдать несколько правил и требований:
- Подготовительный этап включает в себя подбор диаметров по сводной таблице.
- Необходимо ровно установить метчик. Чтобы он был перпендикулярен нарезаемой поверхности.
- Проверить это уровнем.
- Для нарезки лучше всего подходят стандартные метчики.
- Сам процесс нарезки необходимо выполнять аккуратно и неторопливо. Иначе резьба может оказаться бракованной или же есть вариант пораниться.
- После проведения полного оборота резьбы, необходимо делать отпуск на пол-оборота назад, чтобы удалять стружку.
- В сквозных резьбовых отверстиях прочистку проводят с помощью ершика или железной нити, в глухих же приходится прибегать к использованию пылесоса.
- Последним и важным проверочным пунктом можно назвать вкручивание винта в резьбу. Он должен входить прямо и без перекосов, иначе брак.
Нюансы нарезки резьбы
Как и в любом деле здесь есть свои хитрости и нюансы работы с метчиком. Используя их, можно добиться успеха в нарезании резьбы дома или на производстве. Во-первых, в материале, в котором будет сверлиться резьба, делают небольшое углубление с помощью керна или обычного молотка.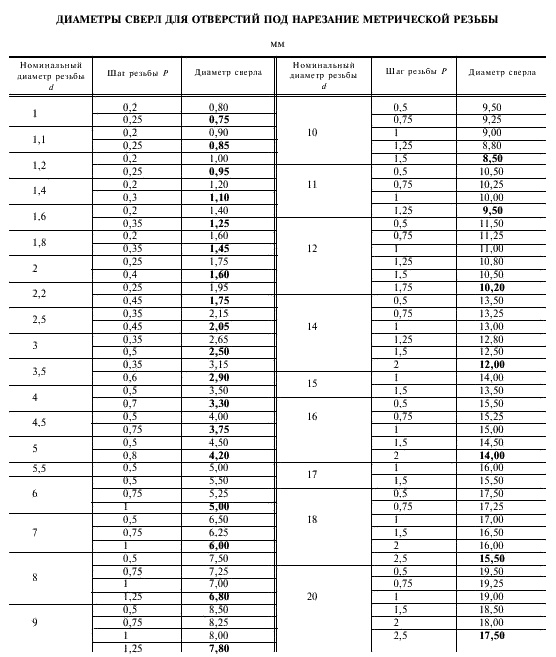 Это облегчит точное попадание сверла. Во-вторых, сверло необходимо смазать, это сократит сопротивление и трение между материалами. Смазывают обычно тем, что имеется под рукой: свиное сало, машинное масло или солидол. В-третьих, при работе с маленькой деталью, ее необходимо закрепить в слесарные тиски. Иначе она будет постоянно двигаться, что испортит резьбу. Сам же метчик требуется постоянно смазывать. В-четвертых, нужно помнить о том, что в основном для получения качественной резьбы используется, как минимум три метчика. Каждый из которых имеет свой диаметр и особенности. Подводя итог, можно сказать, что нарезание резьбы – процесс далеко не простой. Первый опыт бывает далеко не идеальным. Поэтому стоит опробовать свои способности на других ненужных материалах. Кроме всего прочего, перед началом работ, внимательно и тщательно изучить все нюансы и сложности работы, разобраться в подборе и видах метчиков, чтобы не попасть впросак.
Это облегчит точное попадание сверла. Во-вторых, сверло необходимо смазать, это сократит сопротивление и трение между материалами. Смазывают обычно тем, что имеется под рукой: свиное сало, машинное масло или солидол. В-третьих, при работе с маленькой деталью, ее необходимо закрепить в слесарные тиски. Иначе она будет постоянно двигаться, что испортит резьбу. Сам же метчик требуется постоянно смазывать. В-четвертых, нужно помнить о том, что в основном для получения качественной резьбы используется, как минимум три метчика. Каждый из которых имеет свой диаметр и особенности. Подводя итог, можно сказать, что нарезание резьбы – процесс далеко не простой. Первый опыт бывает далеко не идеальным. Поэтому стоит опробовать свои способности на других ненужных материалах. Кроме всего прочего, перед началом работ, внимательно и тщательно изучить все нюансы и сложности работы, разобраться в подборе и видах метчиков, чтобы не попасть впросак.
Далее приведена таблица типоразмеров метчиков, для правильного подбора инструмента.
| Маркировка и размеры, мм | Шаг | Сверление под резьбу |
|---|---|---|
| М3 | 0,5 | 2,5 |
| М4 | 0,7 | 3,3 |
| М5 | 0,8 | 4,2 |
| М6 | 1,0 | 5,0 |
| М8 | 1,25 | 6,7 |
| М10 | 1,5 | 8,5 |
| М12 | 1,75 | 10,2 |
| М14 | 2 | 12,0 |
| М16 | 2 | 14,0 |
| М18 | 2,5 | 15,4 |
| М20 | 2,5 | 17,4 |
| М22 | 2,5 | 19,4 |
| М24 | 3 | 20,9 |
| М27 | 3 | 23,9 |
Используя данные таблицы, можно правильно подобрать метчик и тем самым сделать качественную резьбу.
Сегодня без современных технологий никуда. В том числе и резьбовые соединения, которые присутствуют везде: в квартире, на улице, торговых центрах и предметах мебели. Именно поэтому и был придуман такой прибор, как метчик. Его использование значительно упростило и облегчило жизнь. В особенности это качается тех, кто занимается строительством на дому и освоил технику нарезания резьбы.
Таблица метчиковТаблица метчиков
Эммануэль Админ • 16 июля 2021 г. Опубликовано в Графики
Наиболее распространенный способ изготовления внутренней внутренней резьбы — просверлить отверстие меньше основного диаметра, а затем использовать метчик для изготовления резьбы. Это обычно называют нарезным сверлом по размеру резьбы, которую необходимо произвести. Хороший способ решить, какой диаметр сверла выбрать, — это использовать справочную таблицу сверла для метчиков, как в примерах ниже. NC — Национальная крупная резьба, NF — Национальная тонкая резьба
NC — Национальная крупная резьба, NF — Национальная тонкая резьба
| Размер винта или болта/ссылки, чтобы выстучать | Размер сверла | (Ближайшая дробная часть:) | Десятичные дюймы |
| 0-80 НФ | 3/64″ | 3/64″ | .0469 |
| 1-64 НЗ | #53 | – | .0595 |
| 1-72 НФ | #53 | 1/16″ | .0595 |
| 2-56 НЗ | #50 | – | .0700 |
| 2-64 НФ | #50 | – | .0700 |
| 3-48 НЗ | #47 | 5/64″ | .0785 |
| 3-56 НФ | #45 | – | .0820 |
| 4-36 НР | #44 | – | .0860 |
| 4-40 НЗ | #43 | 3/32″ | . 0890 0890 |
| 4-48 НФ | #42 | 3/32 дюйма | .0935 |
| 3–0,60 мм | 2,5 мм | – | .0984 |
| 1/8-40 НР | #38 | – | .1015 |
| 5-40 НЗ | #38 | – | .1015 |
| 5-44 НФ | #37 | – | .1040 |
| 6-32 НЗ | #35 | 7/64″ | .1100 |
| 6-36 НР | #34 | – | .1110 |
| 6-40 НФ | #33 | – | .1130 |
| 6-48 НР | #31 | – | .1200 |
| 4–0,70 мм | 3,4 мм | – | .1338 |
| 4–0,75 мм | 3,4 мм | – | .1338 |
| 8-32 НЗ | #29 | – | .1360 |
| 8-36 НФ | #29 | 9/64″ | .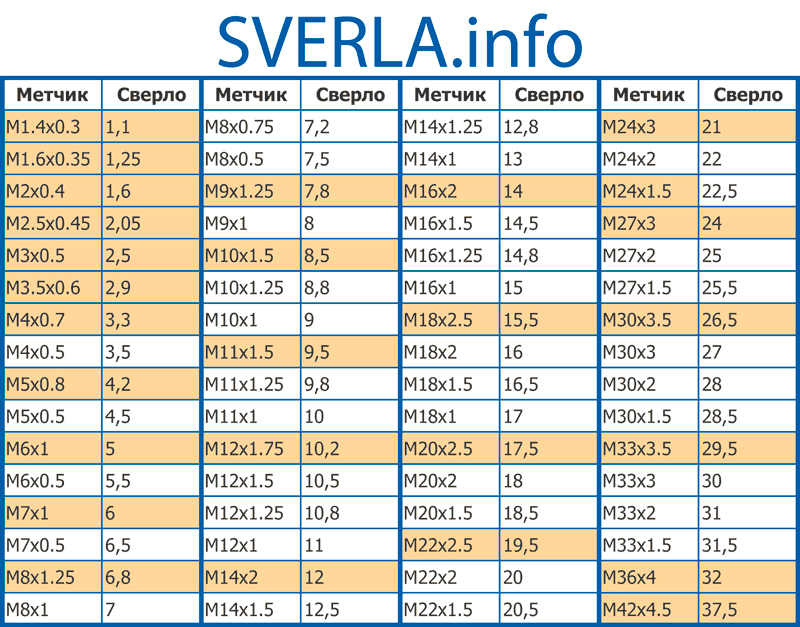 1360 1360 |
| 8-40 НР | #28 | – | .1405 |
| 3/16-24 НР | #26 | – | .1470 |
| 10-24 НЗ | #25 | 5/32″ | .1495 |
| 3/16-32 НР | #22 | – | .1570 |
| 10-32 НФ | #21 | 5/32″ | .1590 |
| 5–0,90 мм | 4,2 мм | – | .1653 |
| 5–0,80 мм | 4,3 мм | – | .1693 |
| 12-24 НЗ | #16 | 11/64″ | .1770 |
| 12-28 НФ | #14 | 3/16″ | .1820 |
| 12-32 ФНЭ | #13 | – | .1850 |
| 14-20 НР | #10 | – | .1935 |
| 1/4-20 НЗ | #7 | 13/64″ | .2010 |
| 14-24 НР | #7 | – | . 2010 2010 |
| 6–1,00 мм | 5,2 мм | – | .2047 |
| 1/4-24 НР | #4 | – | .2090 |
| 1/4-28 НФ | #3 | 7/32″ | .2130 |
| 1/4-32 NEF | 7/32″ | 7/32″ | .2188 |
| 1/4-40 НР | #1 | – | .2280 |
| 7–1,00 мм | 6,1 мм | 15/64″ | .2401 |
| 5/16-18 НЗ | литер F | 17/64″ | .2570 |
| 8–1,25 мм | 6,9 мм | 17/64″ | .2716 |
| 5/16-24 НФ | лтр.I | – | .2720 |
| 8–1,00 мм | 7,1 мм | – | .2795 |
| 5/16-32 НЭФ | 9/32 дюйма | 9/32″ | .2812 |
| 9–1,25 мм | 7,9 мм | – | . 3110 3110 |
| 3/8-16 НЗ | 5/16″ | 5/16″ | .3125 |
| 9–1,00 мм | 8,1 мм | – | .3189 |
| 9–0,75 мм | 8,3 мм | – | .3268 |
| 3/8-24 НФ | Ltr.Q | 21/64″ | .3320 |
| 10–1,50 мм | 8,7 мм | – | .3425 |
| 10–1,25 мм | 8,9 мм | 11/32″ | .3503 |
| 10–1,00 мм* | 9,1 мм | – | .3583 |
| 7/16-14 НЗ | лтр.U | 23/64″ | .3680 |
| 11–1,50 мм | 9,7 мм | – | .3818 |
| 7/16-20 НФ | 25/64″ | 25/64 дюйма | .3906 |
| 12–1,75 мм | 10,5 мм | – | .4133 |
| 12–1,50 мм | 10,7 мм | 27/64″ | . 4212 4212 |
| 1/2-13 НЗ | 27/64″ | 27/64″ | .4219 |
| 12–1,25 мм* | 10,9 мм | 27/64″ | .4291 |
| 1/2-20 НФ | 29/64″ | 29/64″ | .4531 |
| 1/2-24 НР | 29/64″ | 29/64″ | .4531 |
| 14–2,00 мм | 12,2 мм | – | .4803 |
| 9/16-12 НЗ | 31/64 дюйма | 31/64 дюйма | .4844 |
| 14–1,50 мм | 12,7 мм | – | .4999 |
| 14–1,25 мм* | 12,8 мм | – | .5039 |
| 9/16-18 NF | 33/64 дюйма | 33/64″ | .5156 |
| 5/8-11 НЗ | 17/32″ | 17/32″ | .5312 |
| 16–2,00 мм | 14,2 мм | 35/64″ | .5590 |
| 5/8-18 НФ | 37/64″ | 37/64 дюйма | . 5781 5781 |
| 16–1,50 мм | 14,7 мм | – | .5787 |
| 16/11-11 НШ | 19/32″ | 19/32″ | .5938 |
| 18–2,50 мм | 15,8 мм | 39/64 дюйма | .6220 |
| 16/16-16 НР | 5/8″ | 5/8″ | .6250 |
| 3/4-10 НЗ | 21/32″ | 21/32″ | .6562 |
| 18–1,50 мм* | 16,8 мм | – | .6614 |
| 3/4-16 НФ | 11/16″ | 11/16″ | .6875 |
| 20–2,50 мм | 17,8 мм | 11/16″ | .7008 |
| 7/8-9 НЗ | 49/64″ | 49/64″ | .7656 |
| 7/8-14 НФ | 13/16″ | 13/16″ | .8125 |
| 22–1,50 мм | 20,9 мм | – | .8228 |
| 7/8-18 НР* | 53/64 дюйма | 53/64 дюйма | . 8281 8281 |
| 24–3,00 мм | 21,4 мм | 53/64 дюйма | .8425 |
| 1,8 НЗ | 7/8″ | 7/8″ | .8750 |
| 24–2,00 мм | 22,3 мм | – | .8779 |
| 1.12 НФ | 59/64″ | 59/64″ | .9219 |
| 1-14 НР | 15/16″ | 15/16″ | .9375 |
| 1 1/8-7 НЗ | 63/64 дюйма | 63/64″ | .9844 |
| 1 1/8-12 НФ | 1 3/64 дюйма | 1 3/64 дюйма | 1.0469 |
| 1 1/4-7 НЗ | 1 7/64 дюйма | 1 7/64 дюйма | 1.1094 |
| 1 1/4-12 НФ | 1 11/64 дюйма | 1 11/64 дюйма | 1.1719 |
| 1 3/8-6 НЗ | 1 7/32 дюйма | 1 7/32 дюйма | 1.2188 |
| 1 3/8-12 НФ | 1 19/64″ | 1 19/64″ | 1,2969 |
| 1 1/2-6 НЗ | 1 11/32″ | 1 11/32″ | 1,3438 |
| 1 1/2″-12 НФ | 1 27/64″ | 1 27/64″ | 1. 4219 4219 |
Для метчика 3/8 дюйма сверло должно иметь диаметр 5/16 дюйма и длину обычно 6 дюймов. Метчик 3/8 дюйма можно использовать для многих проектов «сделай сам» в зависимости от того, какой материал вы используете. Метчик 3/8 дюйма идеально подходит для работы с различными типами металла, а также используется для повторной нарезки застрявшей или поврежденной углеродистой стали. .
Другие распространенные размеры сверлМетчик 3/8″ имеет разный шаг резьбы. Метчик 3/8″-16 имеет 16 витков на дюйм, а метчик 3/8″-24 имеет 24 витка на дюйма. Несмотря на то, что оба имеют диаметр 3/8 дюйма, разница в шаге резьбы требует разных размеров сверл для каждого метчика.
Влияет ли материал на размер сверла? Выбор неправильного размера отверстия и сверла перед нарезанием резьбы для болта может испортить материалы и даже весь проект. Тип используемых материалов влияет не только на размер сверла, но и на глубину отверстия, шаг резьбы и глубину резьбы, используемую для метчика 3/8 дюйма. используйте подручные материалы, чтобы протестировать варианты и найти то, что работает лучше всего.0005
Для большей точности рекомендуется по возможности использовать сверлильный станок. Перфораторы отлично подходят для сверления бетонных материалов, а электрические дрели хорошо работают с деревом. При использовании ручной дрели сохраняйте жесткую стойку и начинайте с меньшей насадки, поскольку малейшие движения могут сделать отверстие слишком большим в некоторых материалах или сломать сверло.
Ссылки по теме:
- Метчиковые сверла
- Сверла
Связанные посты и информация
Почтовые теги:
Комментариев пока нет
Пожалуйста, войдите, чтобы оставить комментарий.
Вернуться на главную страницу блога
Общайтесь с нами с помощью LiveChat
Таблица размеров метчиков и информация –
Когда дело доходит до сверления отверстий под метчики, необходимо знать размер сверла. Знание правильного размера сверла для конкретного метчика важно для достижения успеха, когда дело доходит до нарезания резьбы. В этом сообщении блога наши инженеры обсудят размер сверла для метчика 12 мм и размер сверла. Мы […]
Вам нужно сверло размером М16? Размеры метчиков и сверл являются важным компонентом любого процесса обработки и ключевым компонентом успеха любого проекта. Знание подходящего размера метчика и сверла может помочь вам сэкономить время и деньги, а нарезание резьбы сверлом соответствующего размера поможет […]
Что такое размер сверла метчика 0-80? Метчиковые сверла используются в металлообработке для создания внутренней резьбы в отверстии. Размер сверла определяется размером желаемой резьбы, который измеряется в витках на дюйм (TPI). Размер сверла метчика 0-80 — один из самых маленьких метрических метчиков […]
Вы ищете подходящий размер сверла для резьбы M12 x 1,0? Этот пост в блоге предоставит вам ответы, которые вам нужны. Здесь наши инженеры обсудят, что такое размер сверла для метчика M12 x 1,0, и объяснят, какой размер отверстия вам нужно просверлить для M12. Мы также […]
Планируете ли вы нарезать отверстие диаметром 5 мм для метрической резьбы? Вы знаете размер сверла для метчика 5 мм? Если нет, то этот пост в блоге для вас! Здесь наши инженеры обсудят, что такое размер сверла для метчика 5 мм и размер его сверла. Мы также посмотрим, что […]
Размер резьбы под резьбу — это диаметр отверстия, которое просверливается перед нарезанием резьбы в отверстии. Этот размер связан с размером метчика и зависит от типа используемого метчика. В этой статье наши инженеры обсудят размер сверла для метчика 14 мм. Преимущества использования […]
Нарезание резьбы является ключевой частью многих строительных и ремонтных работ. Но как узнать, какой размер сверла использовать для создания отверстия нужного размера? Вот тут-то и появляется формула размера метчика. В этом сообщении в блоге наши инженеры объяснят формулу размера метчика и как ее использовать […]
Вы ищете подходящий размер сверла для метчика 10 мм? Если это так, вы пришли в нужное место! В этом сообщении блога наши инженеры обсудят размер сверла для метчика 10 мм, размер сверла и многое другое. Для вашего удобства мы также предоставим таблицу размеров метрических метчиков и сверл […]
При работе с трубами и фитингами важно знать правильный размер сверла для резьбы.