таблица размеров и стандарты резьбовых соединений
Сложно представить, но резьбовые детали существовали еще в Древней Греции и Риме. Подобные артефакты производились вручную на примитивных токарных станках или в кузницах. Часто гайка из одной пары не подходила к болту из другой партии, что доставляло немало неудобств.
В середине 15-16 в. появился специальный режущий инструмент – метчик. Он позволяет быстро получить внутреннюю резьбу с большой степенью точности.
Краткое содержимое статьи:
- Конструкция
- Применение
- Ручные
- Машинно-ручные
- Гаечные
- Конструктивное исполнение
- Вид нарезаемой резьбы
- Материал
- Фото метчиков для нарезания резьбы
Конструкция
Производители постоянно совершенствуют модельный ряд метчиков, оптимизируя их геометрию под новые материалы и условия обработки. Но базовая стержневидная конструкция остается неизменной. На фото метчиков можно разглядеть ряд типовых решений, среди которых хвостовик, рабочая часть, канавки.
Каждый из них имеет свое назначение:
Канавки образуют режущие кромки, отводят стружку, облегчают подвод СОЖ. Они ориентированы прямолинейно или по винтовой линии. Метчики с левонаправленными винтовыми углублениями применяют при резьбообразовании напроход. Глухие отверстия получают правосторонними винтами. Число канавок варьируется в диапазоне 2-6 шт.
Заборная (режущая) часть выполняет основную работу при формообразовании резьбы, срезая припуск. Она имеет конус 3-20 град, помогающий зубьям лучше врезаться в материал.
Калибрующий участок направляет метчик, предотвращает разбивание отверстия и зачищает резьбу. Для уменьшения трения выполнен с обратным занижением диаметра до 0,1 мм.
Применение
В соответствии с формой резьбового отверстия различают цилиндрические и конические резьбовые инструменты. По сфере применения принято выделять машинные, гаечные и ручные метчики.
Ручные
Незаменимы при проведении слесарных операции в быту и на производстве. На хвостовике отфрезерован квадрат, в который устанавливается вороток. Наборы метчиков содержат черновой, промежуточный и чистовой инструмент, отмаркированный 1, 2, 3 соответственно.
На хвостовике отфрезерован квадрат, в который устанавливается вороток. Наборы метчиков содержат черновой, промежуточный и чистовой инструмент, отмаркированный 1, 2, 3 соответственно.
Машинно-ручные
Используют на фрезерных, токарных, сверлильных и станках ЧПУ. От ручных их отличает короткая заборная часть, способность воспринимать большие нагрузки.
Гаечные
Основная область применения – формирование резьбы в гайках. Благодаря специальной конструкции детали не свинчиваются с метчика, а попадают на его длинный, прямолинейный хвостовик. После завершения операции и снятия метчика готовые гайки складируют в тару.
На резьбонарезных автоматах устанавливают метчики с загнутыми хвостовиками. В процессе работы гайки скапливаются на хвостовике и под давлением друг друга падают в приемник или тару.
Конструктивное исполнение
Насчитывается несколько десятков конструктивных исполнений метчиков для нарезки резьбы. Каждое адаптировано под определенную производственную задачу. По этой классификации выделяют такие типы:
Каждое адаптировано под определенную производственную задачу. По этой классификации выделяют такие типы:
- Бесканавочные. Применяют для алюминия и его сплавов.
- С шахматным положением зубьев. Таким способом уменьшают трение при обработке вязких материалов.
- Ступенчатые. Инструмент условно разделен на 2 участка, один из которых производит резание, а другой выглаживание.
- Комбинированные. Наиболее распространенный вариант – сверло-метчик или метчик-протяжка.
- С каналом для подводки СОЖ. Это увеличивает производительность труда и период стойкости метчика.
- Колокольные. Позволяют получить резьбы диаметром от 50 до 400мм. Число перьев достигает 16 шт.
Вид нарезаемой резьбы
Для каждого типа резьбы используют свой метчик. По этому признаку различают следующие разновидности:
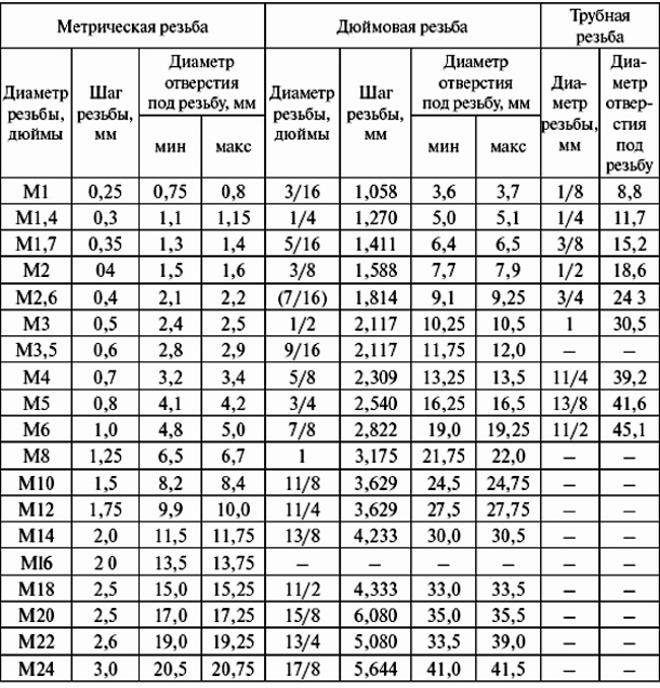
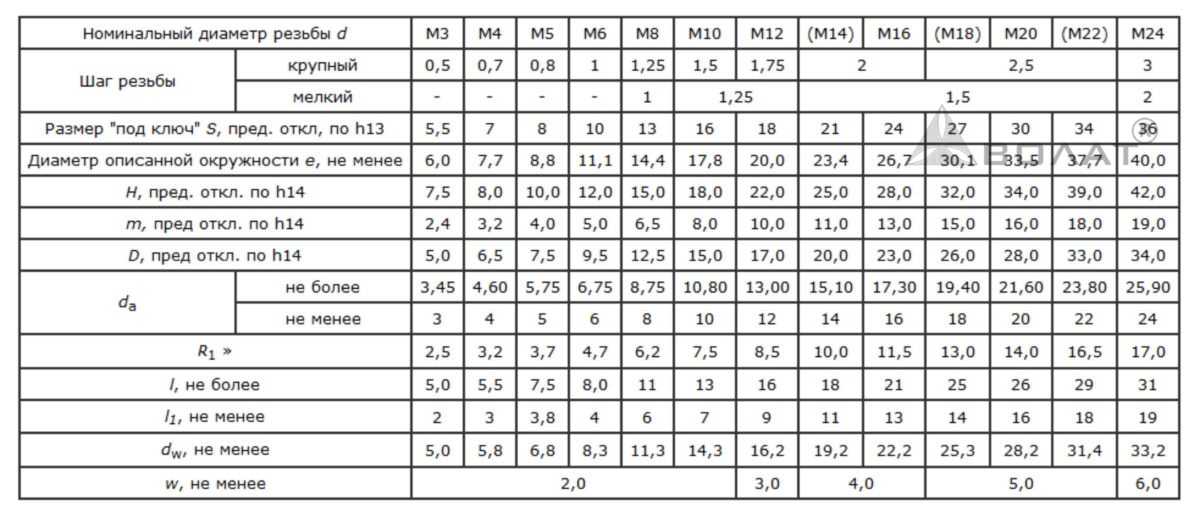
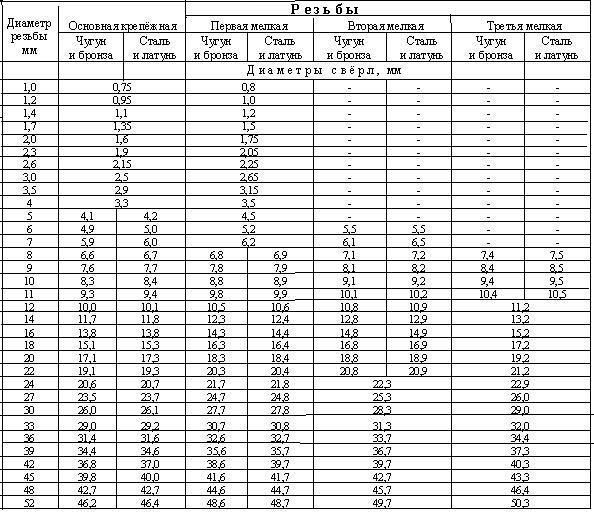
- Метрические, в обозначении присутствует М. Размеры метчиков должны соответствовать ГОСТ 3266.
- Дюймовые конические. Единицей измерения диаметра является английский дюйм, равный 25,4 мм.
 Вместо шага записывают число ниток (витков), приходящихся на 1”. Чем оно больше, тем мельче шаг резьбы.
Вместо шага записывают число ниток (витков), приходящихся на 1”. Чем оно больше, тем мельче шаг резьбы. - Трубные цилиндрические. Обозначаются буквой G, после которой ставится цифра, соответствующая проходному диаметру. Шаг резьбы метчиков измеряются в витках на дюйм.
- Трубные конические, маркируемые символом R или Rc. Резьба нарезается на поверхности с конусностью 1:16. Нарезание резьбы происходит до упора.
 Вместо шага записывают число ниток (витков), приходящихся на 1”. Чем оно больше, тем мельче шаг резьбы.
Вместо шага записывают число ниток (витков), приходящихся на 1”. Чем оно больше, тем мельче шаг резьбы.Материал
В качестве заготовок для изготовления ручных метчиков используют недорогие низкоуглеродистые стали марок У10А, У12А. Это связано с тем, что инструмент работает на небольших скоростях с незначительным нагревом.
Машинные метчики, работающие в тяжелых условиях с принудительным охлаждением, выпускают из быстрорезов Р6М5, Р18 и твердых сплавов на основе вольфрама, молибдена и кобальта.
Фото метчиков для нарезания резьбы
 youtube.com/embed/4JuLJQQx-ZM?rel=0&showinfo=0″ frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/4JuLJQQx-ZM?rel=0&showinfo=0″ frameborder=”0″ allowfullscreen=”allowfullscreen”> Также рекомендуем просмотреть:
- Как выбрать набор гаечных ключей
- Как пользоваться стуслом
- Набор головок с трещоткой
- Как сделать трубогиб своими руками
- Обзор современных трубных ключей
- Шарнирный вороток
- Как сделать кувалду своими руками
- Виды плашек для нарезания резьбы
- Пистолет для забивания гвоздей
- Как выбрать стамеску
- Какой выбрать напильник
- Труборез для стальных труб
- Как выбрать ножовку по металлу
- Как выбрать ножовку по дереву
- Шестигранные ключи
- Как выбрать хорошие кусачки
- Виды отверток и их назначение
- Сантехнический трос для прочистки канализации
- Виды молотков
- Какой колун лучше выбрать
- Как выбрать хороший ручной рубанок
- Отличия между плоскогубцами и пассатижами
- Инструкция как сделать топор своими руками
- Современные бокорезы
- Как выбрать хорошие круглогубцы
- Инструкция как выбрать и применять порошковый огнетушитель
- Как выбрать разводной ключ
ГОСТ 3266-81.
 Метчики машинные и ручные. Конструкция и размеры (69717)
Метчики машинные и ручные. Конструкция и размеры (69717)‘* Предельные отклонения размера d для хвостовиков в посадочной части: повышенной точности — h9, нормальной точности Ш – –Г. МАШИНЫ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
Группа Г23
Изменение № 1 ГОСТ 3266—81 Метчики машинно-ручные. Конструкция и размеры
Принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 6 от 21.10.94)
Зарегистрировано Техническим секретариатом МГС № 1087
За принятие изменения проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика Республика Армения Республика Беларусь Грузия Республика Казахстан Киргизская Республика Республика Молдова Российская Федерация Республика Узбекистан Украина | Азгосстандарт Армгосстандарт Госстандарт Беларуси Грузстандарт Госстандарт Республики Казахстан Киргизстандарт Молдовастандарт Госстандарт России Узгосстандарт Госстандарт Украины |
На обложке и первой странице под обозначением стандарта исключить обозначения: (СТ СЭВ 569-77, СТ СЭВ 570-77, СТ СЭВ 571-77, СТ СЭВ 572-77). 119*; / на «/, не более»; L на L hl6;
119*; / на «/, не более»; L на L hl6;
таблицы 1—7 дополнить сноской:
«* Предельные отклонения размера d для хвостовиков в посадочной части: повышенной точности — h9, нормальной точности — Ы1»;таблицы 2, 6 дополнить примечанием:
«Примечание. Для метчиков с шейкой допускается увеличение
длины рабочей части до /+у »•
Таблица 2. Графы «L hl6» и «/, не более». Заменить значения для резьбы:
d = 5,5 мм — 60 на 62, 16 на 17;
d = 8,0 и 9,0 мм и Р = 1,00 мм — 69 на 72, 19 на 22;
d = 10 мм и Р = 1,25 и 1,00 мм — 76 на 80, 20 на 24.
Таблица 3. Графы «L hl6» и «/, не более». Заменить значения для резьбы:
d = 5,5 мм — 58 на 62, 16 на 17;
d = 8,0 и 9,0 мм и | Р = 1,00 мм — 69 на 72, 19 на 22; |
d = 10,0 мм и Р = | 1,00 и 1,25 мм — 76 на 80, 20 на 24. |
d = 11,0 мм и Р = | 1,50 мм — 80 на 85, 24 на 25; |
d = 12,0 мм и Р = | 1,25 мм — 84 на 89, 24 на 29; |
d = 14,0 мм и Р = | 1,25 мм — 90 на 95, 25 на 30; |
d = 18,0 и 20,0 мм и Р = 1,50 мм — 104 на 112, 29 на 37;
d = 22,0 мм и Р = 1,50 мм — ИЗ на 118, 33 на 38;
d = 24,0 мм и Р = 2,00 мм, Р = 1,50 мм — 120 на 130, 35 на 45;
d = 32,0 мм и Р = 1,50 мм — 127 на 137.
Таблица 4. Графа «J,h9». Для диаметра резьбы d = 5,0 мм и Р = 0,50 мм дополнить значением: 4,00.
Таблица 6. Графы «£ hl6» и «/, не более». Заменить значения для резьбы:
74” – 65 на 66, 18 на 19;
7,,” – 70 на 72, 20 на 22;
’10 ’ ’
у/(‘ – 25 на 24;
– 90 на 89, 28 на 29;
7/ – 100 на 102;
7/ – ПО на 112, 36 на 37;
78” – 120 на 118, 40 на 38;
1 [/8” – 140 на 138, 50 на 48;
1 74” — 150 на 151, 50 на 51;
1 7S” – 160 на 162, 60 на 57;
1 7/ – 185 на 187, 60 на 67.
Таблица 7. Графа «Номинальный диаметр резьбы d».
Заменить слово: «дюймы» на «обозначение размера резьбы»;
заменить наименование графы: «Число ниток на 1″» на «Число шагов на длине 25,4 мм».
Пример условного обозначения. Заменить слова: «с номинальным диаметром резьбы d = 72“» на «с обозначением размера резьбы ‘/”■».
Пункт 5. Заменить ссылку: СТ СЭВ 214—75 на ГОСТ 10549—80.
Пункт 6 дополнить абзацем:
«Предельные отклонения длины квадрата метчиков для хвостовиков диаметров, мм, должны быть не более:
до 18 ±0,8
св. 18 ±1,6».
Пункт 13. Заменить ссылку: ГОСТ 3449—71 на ГОСТ 3449—84.
Стандарт дополнить пунктом — 14:
«14. Размеры метчиков с проходным хвостовиком для метрической резьбы диаметром свыше 52 мм по ИСО 529—93 приведены в приложении 3».
Стандарт дополнить приложением — 3:
ПРИЛОЖЕНИЕ 3
Обязательное
Размеры метчиков диаметром свыше 52 мм по ИСО 529—93
Размеры в мм
Обозначение резьбы | Номинальный диаметр резьбы d | Шаг Р | 1, не более | L Ы6 | d, h9* |
М55х1,5 | 55 | 1,5 | 45 | 175 | 35,5 |
М55х2 | 2,0 | ||||
М55хЗ | 3,0 | 70 | 200 | ||
М55х4 | 4,0 | ||||
М56х1,5 | 56 | 1,5 | 45 | 175 | |
М56х2 | 2,0 | ||||
М56хЗ | 3,0 | 70 | 200 | ||
М56х4 | 4,0 | ||||
М56х5,5 | 5,5 |
Продолжение
Обозначение резьбы | Номинальный диаметр резьбы d | Шаг Р | 1, не более | L Ы6 | 4 h9* |
М60х5,5 | 60 | 5,5 | 76 | 221 | 40,0 |
М64х6 | 64 | 6,0 | 79 | 224 | |
М68х6 | 68 | 234 | 45,0 | ||
М70х6 | 70 | ||||
М72х6 | 72 | ||||
М75х6 | 75 | ||||
М76х6 | 76 | 83 | 258 | 50,0 | |
М80х6 | 80 | ||||
М85х6 | 85 | 86 | 261 | ||
М90х6 | 90 | ||||
М95х6 | 95 | 89 | 279 | 56,0 | |
МЮОхб | 100 |
* Предельные отклонения размера d для хвостовиков в посадочной части: повышенной точности — Ь9, нормальной точности — hl 1.
(ИУС № 4 1999 г.)Редактор А. Л. Владимиров
Технический редактор О. Н. Никитина
Корректор Л. Я. Митрофанова
Сдано в наб. 22.09.93. Подп. в печ. 12.05.94. Уел. п. л. 5,81. Усл. кр.-отт. 5,93»
Уч.-изд. л. 6,65. Тир. 665 экз. С 1302.
Ордена «Знак Почета» Издательство стандартов, 107076, Москва, Колодезный пер., 14.
‘Калужская типография стандартов, ул. Московская, 256. Зак. 1976
Скачать бесплатно
Таблица метчиков UNC/UNF Threads – указаны размеры метчиков, размеры сверления, шаг, (количество резьбы на дюйм) основной наружный диаметр, основной рабочий диаметр, основной меньший диаметр наружной резьбы и основной внутренний диаметр внутренней резьбы для резьбы UNC/UNF
Таблица метчиков UNC/UNF Threads — указаны размеры метчиков, размеры сверления, шаг, (количество резьбы на дюйм) основной наружный диаметр, базовый эффективный диаметр, базовый вспомогательный диаметр наружной резьбы и базовый вспомогательный диаметр внутренней резьбы для резьбы UNC/UNF.
|
| Размер метчика | НФ/НЗ UNF/UNC | Резьбы на дюйм | Основной основной диаметр (дюймы) | Базовый эффективный диаметр (дюймы) | Основной второстепенный диаметр доп.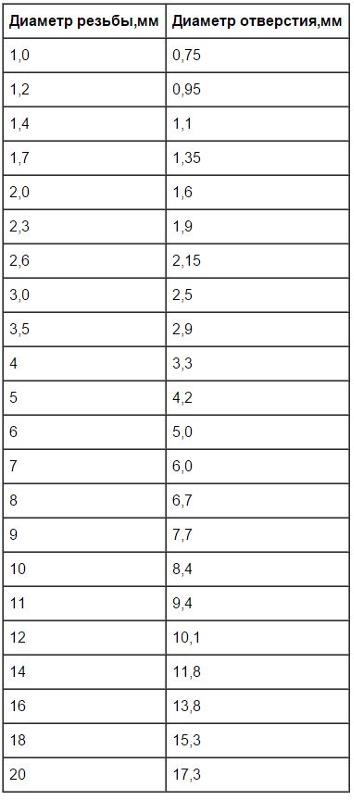 резьба (дюймы) резьба (дюймы) | Основной второстепенный диаметр внутр. резьба (дюймы) | Размер сверла |
0-80 | УНФ | 80 | .0600 | .0519 | .0447 | .0465 | 3/64 |
| 1-64 | УНК | 64 | .0730 | . 0629 0629 | .0538 | .0561 | #54 |
2-56 | УНК | 56 | .0860 | .0744 | .0641 | 0,0667 | #50 |
2-64 | УНФ | 64 | .0860 | .0759 | .0668 | . 0691 0691 | № 50 |
4-40 | УНК | 40 | .1120 | .0958 | .0813 | .0849 | № 43 |
4-48 | УНФ | 48 | .1120 | .0985 | .0864 | .0894 | № 42 |
5-40 | УНК | 40 | . | .1088 | .0943 | .0979 | № 38 |
5-44 | УНФ | 44 | .1250 | .1102 | .0971 | .1004 | № 37 |
6-32 | УНК | 32 | .1360 | . 1177 1177 | .0997 | .1042 | № 36 |
6-40 | УНФ | 40 | .1360 | .1218 | .1073 | .1109 | #33 |
8-32 | УНК | 32 | .1640 | .1437 | .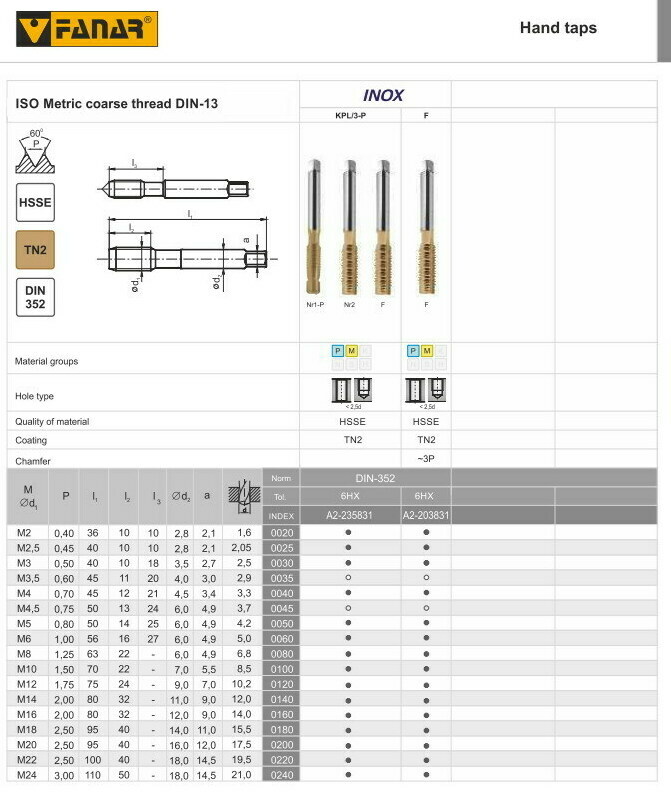 1257 1257 | .1302 | № 29 |
8-36 | УНФ | 36 | .1640 | .1460 | .1299 | .1339 | № 29 |
10-24 | УНК | 24 | .1900 | .1629 | .1389 | . 1449 1449 | № 25 |
10-32 | УНФ | 32 | .1900 | .1697 | .1517 | .1562 | #21 |
1/4-20 | УНК | 20 | .2500 | .2175 | .1887 | .1959 | #7 |
1/4-28 | УНФ | 28 | . | .2268 | .2062 | .2113 | #3 |
5/16-18 | УНК | 18 | .3125 | .2764 | .2443 | .2524 | Ф |
16-24 5/ | УНФ | 24 | .3125 | . 2854 2854 | .2614 | .2674 | я |
3/8-16 | УНК | 16 | .3750 | .3344 | .2983 | .3073 | 5/16 |
3/8-24 | УНФ | 24 | .3750 | .3479 | . 3239 3239 | .3299 | Вопрос |
7/16-14 | УНК | 14 | .4375 | .3911 | .3499 | .3602 | У |
16-20 июля | УНФ | 20 | .4375 | .4050 | .3762 | .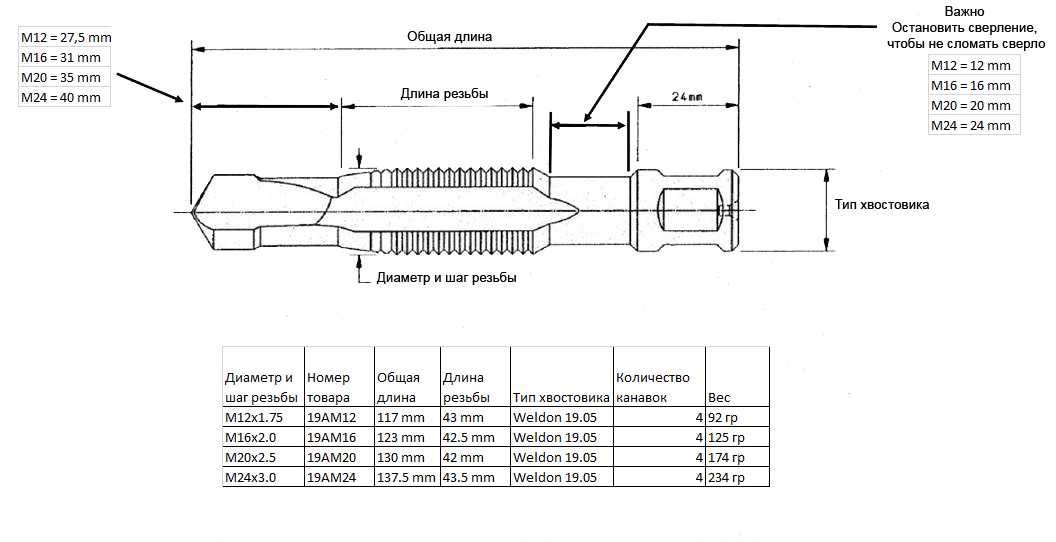 3834 3834 | 25/64 |
1/2-13 | УНК | 13 | .5000 | .4500 | .4056 | .4167 | 27/64 |
1/2-20 | УНФ | 20 | .5000 | .4675 | .4387 | .4459 | 29/64 |
16-12 сентября | УНК | 12 | . | .5084 | .4603 | .4723 | 31/64 |
16-18 сентября | УНФ | 18 | .5625 | .5264 | .4943 | .5024 | 33/64 |
5/8-11 | УНК | 11 | .6250 | . 5660 5660 | .5135 | .5266 | 17/32 |
5/8-18 | УНФ | 18 | .6250 | .5869 | .5568 | .5649 | 37/64 |
3/4-10 | УНК | 10 | .7500 | .6650 | . 6273 6273 | .6417 | 21/32 |
3/4-16 | УНФ | 16 | .7500 | .7094 | .6733 | .6823 | 16.11. |
7/8-9 | УНК | 9 | .8750 | .8028 | 0,7387 | . 7547 7547 | 49/64 |
7/8-14 | УНФ | 14 | .8750 | .8286 | .7874 | .7977 | 13/16 |
1-8 | УНК | 8 | 1.000 | .9188 | .8466 | .8647 | 7/8 |
1-12 | УНФ | 12 | 1. | .9459 | .8978 | .9098 | 59/64 |
1 1/8-7 | UNC | 7 | 1.1250 | 1.0322 | .9497 | .9704 | 63/64 |
1 1/8-12 | УНФ | 12 | 1.1250 | 1. 0709 0709 | 1.0228 | 1.0348 | 1 3/64 |
| 1 1/4-7 | УНК | 7 | 1.2500 | 1.1572 | 1,0747 | 1,0954 | 1 7/64 |
| 1 3/8-6 | УНК | 6 | 1.3750 | 1,2667 | 1.1705 | 1.1946 | 1 13/64 |
| 1 1/2-6 | UNC | 6 | 1,5000 | 1,3917 | 1,2955 | 1. 3196 3196 | 1 11/32 |
| 1 3/4-5 | УНК | 5 | 1.7500 | 1.6201 | 1,5046 | 1,5335 | 1 35/64 |
| 2-4,5 | УНК | 4 1/2 | 2.0000 | 1,8557 | 1,7274 | 1,7594 | 1 25/32 |
 1250
1250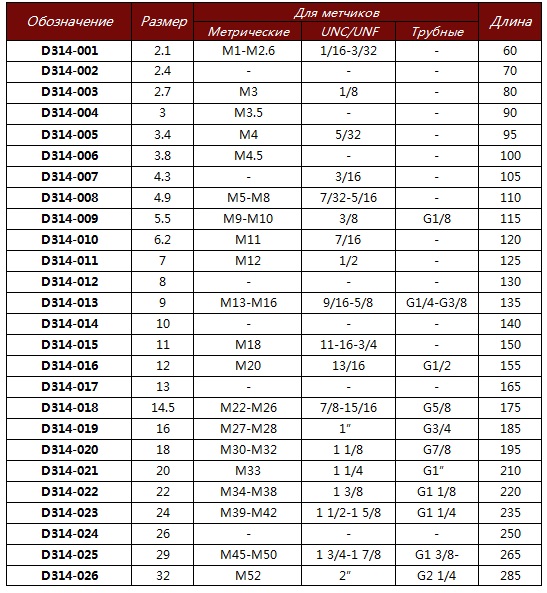 2500
2500 5625
5625 000
000Таблица метчиков Метрическая резьба
Таблица метчиков Метрическая резьба |
| Кран размер | Базовый
майор диаметр (мм) | Базовый
майор диам (дюймы) | мм за нить | Дрель
размер (мм) | Дрель
размер (дюймы) |
М1,6 х 0,35 | 1,6 мм | . | .35 | 1,25 мм | #55 |
М2 х 0,4 | 2мм | .0787 | .4 | 1,6 мм | #52 |
М2,5 х 0,45 | 2,5 мм | .0984 | . | 2,05 мм | № 46 |
М3 х 0,5 | 3 мм | .1181 | .5 | 2,5 мм | № 39 |
М3,5 х 0,6 | 3,5 мм | .1378 | .6 | 2,9мм | № 32 |
М4 х 0,7 | 4 мм | . | .7 | 3,3 мм | № 30 |
М5 х 0,8 | 5 мм | .1969 | .8 | 4,2 мм | #19 |
М6 х 1 | 6 мм | .2362 | 1 | 5 мм | #8 |
М8 х 1,25 | 8 мм | . | 1,25 | 6,8мм | Н |
М8 х 1 | 8 мм | .3150 | 1 | 7 мм | Дж |
М10 х 1,5 | 10 мм | .3937 | 1,5 | 8,5 мм | Р |
М10 х 1,25 | 10 мм | . | 1,25 | 8,8 мм | 32.11 |
М12 х 1,75 | 12мм | .4724 | 1,75 | 10,2 мм | 13/32 |
М12 х 1,25 | 12мм | .4724 | 1,25 | 10,8 мм | 27/64 |
М14 х 2 | 14мм | . | 2 | 12мм | 15/32 |
М14 х 1,5 | 14мм | .5512 | 1,5 | 12,5 мм | 1/2 |
М16 х 2 | 16мм | .6299 | 2 | 14мм | 35/64 |
М16 х 1,5 | 16мм | . | 1,5 | 14,5 мм | 37/64 |
М18 х 2,5 | 18мм | .7087 | 2,5 | 15,5 мм | 39/64 |
М18 х 1,5 | 18мм | .7087 | 1,5 | 16,5 мм | 21/32 |
М20 х 2,5 | 20 мм | . | 2,5 | 17,5 мм | 16.11. |
М20 х 1,5 | 20 мм | .7874 | 1,5 | 18,5 мм | 47/64 |
М22 х 2,5 | 22 мм | .8661 | 2,5 | 19,5мм | 49/64 |
М22 х 1,5 | 22 мм | . | 1,5 | 20,5 мм | 13/16 |
М24 х 3 | 24 мм | .9449 | 3 | 21 мм | 53/64 |
М24 х 2 | 24 мм | .9449 | 2 | 22 мм | 7/8 |
М27 х 3 | 27 мм | 1,0630 | 3 | 24 мм | 15/16 |
М27 х 2 | 27 мм | 1. |
 0630
0630 45
45 1575
1575 3150
3150 3937
3937 5512
5512 6299
6299 7874
7874 8661
8661