Виды плашек для нарезания резьбы
Плашки или лерки – это инструмент для нарезания различного типа резьбы, представляющие собой небольшие прокаленные гайки с особыми кромками и стружечными отводами. Резьбонарезное приспособление состоит из 8-10 шагов резьбы, где первые пара витков представляют собой заборную часть. Используется совместно с держателем, по конструкции может быть цельной, разрезной и раздвижной. Разрезные имеют возможность точной регулировки диаметра и применяются для нарезки более точных размеров с регулировкой диаметра до 1,25 мм. Рассмотрим основные виды плашек для нарезания резьбы, используемые в современной промышленности.
Основной тип плашек, используемый при производстве большинства резьбовых деталей, в первую очередь болтов, шпилек и др. крепежа. Используются для нарезания метрических резьб с треугольным профилем диаметром от 1 до 76 мм. Угол резьбы – под 60°. Маркируется буквой М и цифрой, означающей диаметр резьбы в мм. Выпускаются с различным шагом резьбы, означающим расстояние между витками.
Используются для нарезания левой резьбы, применяемой в конструкции многих машин и механизмов. Отличается направлением захода – левосторонним вместо обычного правого, т. е. выступ при обращении против часовой стрелки отходит вдоль оси от точки наблюдения. Такая резьба необходима во многих конструктивных решениях, в частности во избежание самопроизвольного раскручивания крепежа при вращении. Данные лерки для нарезания резьбы маркируются «LH», могут быть метрическими, трубными или дюймовыми в зависимости от типа нарезаемой резьбы, выпускаются в широком диапазоне диаметров.
Тип плашек с трубной дюймовой резьбой для нарезания соответствующих резьб на трубах и фасонных элементах. Маркируются буквой G. Диапазон размеров резьб составляет от 1/8 до 2 дюймов. Из них наиболее часто используются в системах водоподачи размеры – 1/2, 3/4 и 1 дюйм. Более редко используемыми являются 5/8, 7/8, 5/6 и 3/8 дюйма.
Специальные виды плашек для нарезания резьбы круглого конического типа, наиболее часто применяемой в трубопроводах высокого давления. Имеют особую конструкцию, обеспечивающую одностороннюю нарезку резьбы, а не напроход, как в обычной конструкции. Плашки имеют заборный конус с углом 30 – 55°, имеют малую ширину перьев для снижения усилий резания и трения. Имеет число стружечных отверстий от 4 до 7 (для диаметров от 1/6 до 2 дюймов). Максимальная нагрузка на данный тип плашек прилагается при окончании нарезки. Поэтому, при машинной нарезке, желательно использовать патроны с защитой от чрезмерных нагрузок.
Специальные лерки для нарезания резьбы используются для нарезания конических резьб различного типа. Маркируются буквой К. Главным конструктивным отличием является удлиненная начальная часть плашки с неполной резьбой постепенно переходящая в полную в калибрующей зоне.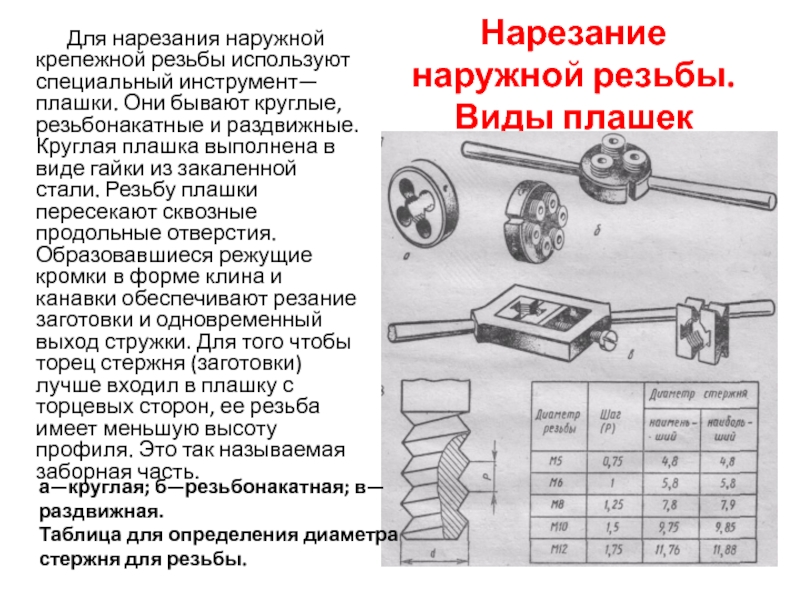 Благодаря этому резьба нарезается по всей длине изделия. Следует учесть, что из специфики конструкции (отсутствия калибрующей части) наибольшее усилие прилагается при окончании нарезания, поэтому желательно использовать специальные защитные патроны. Угол профиля резьбы плашки составляет 60°, изготавливается из инструментальных марок стали – Р6М5 или Р6М5К5, соответствует требованиям ГОСТ 6227-80.
Благодаря этому резьба нарезается по всей длине изделия. Следует учесть, что из специфики конструкции (отсутствия калибрующей части) наибольшее усилие прилагается при окончании нарезания, поэтому желательно использовать специальные защитные патроны. Угол профиля резьбы плашки составляет 60°, изготавливается из инструментальных марок стали – Р6М5 или Р6М5К5, соответствует требованиям ГОСТ 6227-80.
Инструмент для нарезания резьб в дюймовой системе, принятой в Великобритании, Канаде, США и др. странах. Используется, как правило, для ремонта импортного оборудования, изготовления деталей по зарубежным чертежам и в др. целях. Плашки дюймовые используются для работы со сталью, чугуном и цветными металлами, изготавливаются, как правило, в 2-х и 3-комплектных вариантах с тремя классами точности. Различаются по типу дюймовой резьбы – BSW (основная крупная резьба с углом при вершине 55°), UNC и UNF – американские унифицированные резьбы с углом при вершине 60°, UNS, 8UN, UNEF и т. д.
Плашки метрической – Энциклопедия по машиностроению XXL
Диаметральные размеры заготовок, обточенных под нарезание плашками метрических резьб 2-го класса точности, приведены в табл.
 75.
[c.388]
75.
[c.388]Справочные таблицы диаметров заготовок, диаметров сверл и диаметров отверстий под нарезание резьбы разработаны с учетом изложенного выше, а также на основании практических данных машиностроительных заводов, В табл. 192 приведены диаметры стержней под нарезание метрических резьб плашками.
Допуски на резьбу плашек по ГОСТу 11045—64 для резьбы по ГОСТу 9150—59 (скользящая посадка) по ГОСТу 11044—64 для резьбы по ГОСТу 10191—62 (с зазором) по ГОСТу 11189—65 для резьбы по ГОСТу 4608—65 (с натягом). ГОСТ 14714—69 — плашки круглые для круглой резьбы санитарно-технической арматуры по ГОСТу 13536—68. ГОСТ 8860—60 — плашки круглые для метрической резьбы диаметром 0,25—0,9 ММ- [c.534]
Круглые трубчатые (прогонки) плашки, для нарезания метрической, дюймовой в труб-ной резьб О = 16 — 90 мм, L=35 -г 105 мм [c.97]
Скорости резания при нарезании метрической основной и мелкой резьбы метчиками и плашками
[c. 212]
212]
Обточка под нарезание метрических резьб плашками [c.225]
Плашки трубчатые для метрической резьбы диаметром 0,3—0,9 мм Размеры в мм [c.649]
Плашки для метрической резьбы диаметром 0,25—0,9 мм [c.694]
Нарезание резьбы плашками и метчиками. Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром [c.174]
Наиболее широко применяются круглые плашки. Круглые плашки для нарезания цилиндрических резьб (ГОСТ 9740—71) служат для нарезания метрической, дюймовой с1- 74—2″), трубной и калибрования предварительно нарезанной [c.224]
Диаметры (мм) стержней под нарезание метрической резьбы плашкой
[c. 227]
227]
Плашки применяют для нарезания наружной резьбы. Размеры плашек для нарезания крупной и мелкой метрической резьбы и трубной цилиндрической резьбы регламентированы ГОСТ 9740-71 (в ред. 1992 г.), для трубной конической резьбы – ГОСТ 6228-80 (вред. 1991 г.).
Плашки круглые (ГОСТ 9740-71 (в ред. 1992 г.)) для нарезания метрических резьб (ГОСТ 9150-2002) [c.541]
Основные размеры и технические требования к резьбонакатным плоским плашкам для накатывания метрической резьбы регламентированы ГОСТ 2248-80 (в ред. 1992 г.), а [c.550]
ГОСТ 9740—71 предусматривает круглые плашки для нарезания метрической резьбы диаметром от 1 до 76 мм и трубной резьбы по ГОСТ 6357—73 от 1/8 до 1 1/2″. [c.450]
Плашками нарезают наружную метрическую, дюймовую и трубную резьбы. [c.111]
Допуск на отверстие круглой плашки принимается равным 1,4Лз для метрических и дюймовых резьб и Л3 — для трубной резьбы.
Промышленность выпускает два типа резьбонакатных плашек НП и НТП. Плашки типа НП предназначены для накатывания метрических резьб. [c.324]
Скорость резания, м/мин, при нарезании метрической резьбы метчиками, круглыми плашками и резьбовыми головками [c.432]
Плашки круглые предназначены для нарезания правых и левых метрических резьб диаметром 1-76 мм (табл. 130), правой и левой трубной цилиндрической резьбы от 1/16 до 2″ (табл. 131), дюймовой конической резьбы от К 1/16″ до К 2″ и трубной конической резьбы от Я 1/16″ до Л 2″ (табл. 132). [c.215]
Плашки круглые (ГОСТ 9740—62 ) предназначены для нарезания цилиндрической резьбы метрической по ГОСТу 9150—59 с крупным шагом диаметром 1—68 мм и с мелким шагом диаметром до 135 мм дюймовой по ОСТу НКТП 1260 от VI до 2″ трубной по ГОСТу 6357—52 от 1/в до 1
Плашки служат для нарезания цилиндрической и конической резьбы вручную — при помощи воротка или на станках. Круглые и трубчатые плашки допускают регулирование среднего диаметра резьбы первые — после разрезки перемычки, вторые — при помощи насадных колец. Размеры круглых плашек, предназначенных для нарезания метрической (по ГС)СТу 9150—59 с крупным шагом диаметром от 1 до 68 и с мелким шагом диаметром до 135 мм), дюймовой (по ОСТу НКТП 1260 от до 2″) и трубной (по ГОСТу 6357—52 ot Vs до iVj”) резьб, регламентированы ГОСТом 9740—62 для резьбы с зазорами — ГОСТом 11044—64 для резьбы с натягами — ГОСТом 11189—65. Геометрия рабочей части плашек угол заборного конуса ф = 20° (ф = 30° и 45° — по требованию потребителя) передний угол V для твердых материалов 10—12°, материалов средней твердости 15—20° и материалов малой твердости 20—25° задний угол а = 6 8°.
[c.333]
Круглые и трубчатые плашки допускают регулирование среднего диаметра резьбы первые — после разрезки перемычки, вторые — при помощи насадных колец. Размеры круглых плашек, предназначенных для нарезания метрической (по ГС)СТу 9150—59 с крупным шагом диаметром от 1 до 68 и с мелким шагом диаметром до 135 мм), дюймовой (по ОСТу НКТП 1260 от до 2″) и трубной (по ГОСТу 6357—52 ot Vs до iVj”) резьб, регламентированы ГОСТом 9740—62 для резьбы с зазорами — ГОСТом 11044—64 для резьбы с натягами — ГОСТом 11189—65. Геометрия рабочей части плашек угол заборного конуса ф = 20° (ф = 30° и 45° — по требованию потребителя) передний угол V для твердых материалов 10—12°, материалов средней твердости 15—20° и материалов малой твердости 20—25° задний угол а = 6 8°.
[c.333]
Крзтльге цельные и пружинящие плашки, для нарезания всех резьб метрических (от I до 135 мм), дюймовых (от 1/4″ до 2″), трубных (от 1/8″ до I V/ ) на револьверных станках и автоматах и для калибровки предваритольно нарезанной резьбы
[c. 97]
97]
Плашки круглые без стружечных отперстий для метрической резьбы диаметром 0,25 — 0,9 мм (по ГОСТ 8860-В0) [c.648]
Специализированные инструментальные заводы выпускают резьбонакатные инструменты, к которым относятся 1) резьбонакатные плашки типа НП для накатывания метрической резьбы диаметром 4…33 мм (рис. 21, а табл. 37) 2) резьбонакатные плашки типа НПТ для накатывания резьбы на тонкостенных трубах диаметром 1/2″…2″ (рис. 21, б табл. 37) 3) само-открывающиеся резьбонакатные головки типа ВНГН для накатывания наружной метрической резьбы диаметром 2…52 мм (рис. 22 табл. 38) 4) резьбонакатные головки типа ВНГН для
Для метрической резьбы ГОСТ 8724-58, дюймовой трубной ГОСТ 6357-52 и дюймовой ОСТ НКТП 1260 выпускаются круглые плашки по ГОСТ 9740-62 трех типов для резьбы диаметром а) от 1 до 3 мм, б) от 3 до 5 мм, в) свыше Ъмм, плашки имеют наружный диаметр 20 мм, высоту 5 и 7 мм, а также три стружечных окна. [c.182]
[c.182]
Кроме круглых плашек, наиболее часто применяемых, выпускаются для ручной нарезки резьбы—раздвижные плашки по ОСТ 4259 для нарезки метрической резьбы ГОСТ 9150-59 размером от Мб до М52, дюймовой резьбы ОСТ НКТП 1260 от V4 До 2″ и [c.183]
Для машинной нарезки резьбы метрической ГОСТ 8724-58, дюймовой ОСТ НКТП 1260 и трубной ГОСТ 6357-52 выпускаются трубные плашки-прогонки по ОСТ НКТП 6313/299, но они изготовляются довольно редко. [c.183]
Автоматы с плоскими плашками. Основным назначением автоматов является накатка метрических резьб на деталях типа болтов, винтов и шпилек с временным сопротивлением разрыву Ов 850 МПа. При применении специального инструмента эти автоматы могут быть использованы для накатки шурупов, мелкомодульных зубчатых колес, деталей с мелкими шлицами, рифлениями и т. п. Процесс накатки осуществляется двумя плашками, одна из которых закреплена неподвижно в станине, а другая установлена на возвратно-поступательно перемеш,аю-ш,емся ползуне. Диаметр заготовки принимается примерно равным среднему диаметру накатываемой резьбы. При продольном сближении накат нз1х плашек заготовка посредством подаю-ш,его устройства размещается между ними, и при дальнейшем движении подвижной плашки стержень накатываемой детали захватывается между плашками образуется резьба.
[c.58]
Диаметр заготовки принимается примерно равным среднему диаметру накатываемой резьбы. При продольном сближении накат нз1х плашек заготовка посредством подаю-ш,его устройства размещается между ними, и при дальнейшем движении подвижной плашки стержень накатываемой детали захватывается между плашками образуется резьба.
[c.58]
Головки резьбонарезные самооткры-вающиеся с тангенциальными плоскими плашками типов РГТ, С-225 и др. предназначены для нарезания наружных метрических, а также трубных цилиндрических и конических резьб на болторезных, трубонарезных, токарных, револьверных и других станках. Точность элементов резьбы обеспечивается для метрических резьб в соответствии с полями допусков 6h, 6g, 8А, 8g по ГОСТ 16093-81 и для трубной резьбы в пределах классов точности А или В по ГОСТ 6357-81. [c.299]
Плашки круглые предназначены для нарезания правых и левых метрических резьб диаметром 1 – 76 мм (табл. 139), правой и левой трубной цилиндрической резьбы от 1/16 до Рис.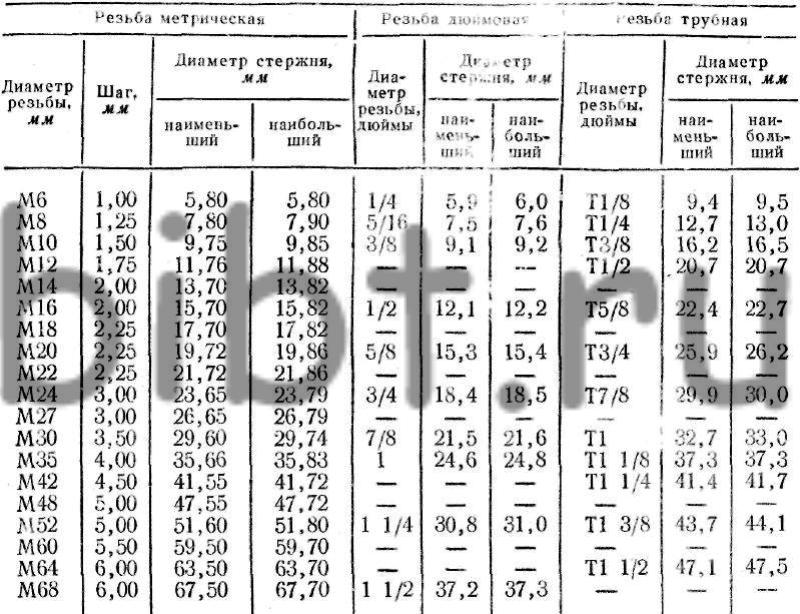 33. Приспособление для крепления резьбона- 2″ (табл. 140, дюймовой конической резьбы от резных головок 1 – корпус 2 – пиноль для крепле- 1/16″ до К 2″ и трубной конической резьбы ния резьбонарезных головок 3 – скалка от R 1/16″ до R 2″ (табл. 141).
[c.303]
33. Приспособление для крепления резьбона- 2″ (табл. 140, дюймовой конической резьбы от резных головок 1 – корпус 2 – пиноль для крепле- 1/16″ до К 2″ и трубной конической резьбы ния резьбонарезных головок 3 – скалка от R 1/16″ до R 2″ (табл. 141).
[c.303]
Для образования резьбового профиля на деталях приборов точной механики применяют круглые плашки без стружечных отверстий для метрической резьбы диаметром 0,25 – 0,9 мм (табл. 142). Эти плашки изготовляют из стали У10А,У11А,У12А. [c.308]
Наружная резьба на пластмассовых деталях нарезается резцами, плашками, фрезами, абразивными кругами, внутренняя резьба — метчиками и резцами. Метрические резьбы нарезаются гребенчатыми фрезами, трапецеи- [c.70]
В СССР выпускают головки с тангенциально расположенными плашками типа РГТ-1 РГТ-2 (для метрических и дюймовых резьб диаметром до 50 мм) и РГТ-3 (для трубной резьбы I”—1%”). За границей такие головки выпускают фирмы Лендис , Герберт . [c.211]
[c.211]
Нарезание резьбы плашками и метчиками – пошаговая инструкция
Часто во время выполнения домашнего ремонта возникает необходимость сделать резьбу — наружную или внутреннюю. Чтобы не привлекать к этому специалистов, а выполнить самостоятельно – нужно приобрести специальный инструмент. Для нарезания плашками и метчиками не потребуется особых навыков или умений. Достаточно знать их виды и технические параметры.
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы. Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.
Виды резьбы
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
Самостоятельное нарезание резьбовых соединений выполняется с помощью плашек и метчиков. Они изготавливаются из высокопрочной стали с нормированным размером рабочего тела.
Наружная
Плашка представляет собой гайку с внутренними прорезями и наружными фиксаторами для поворота инструмента. Она может быть различной формы — круглой, квадратной или шестиугольной. Если работа проводится в домашних условиях – понадобятся тиски для фиксации детали.
Плашкодержатель и плашки
Перед выполнением работы главное – правильно подобрать диаметр заготовки. Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.
Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.
Заготовку следует предварительно подготовить. Если ее сечение не представляет собой круг – нужно выполнить обточку. Затем на торцевой части снимается конусная фаска для наметки первого витка резьбы.
Далее нужно следовать точно по инструкции:
- Закрепив заготовку в тисках, проверяется правильность ее расположения.
- Установка плашки в плашкодержатель. Ее поверхность должна находиться в одной плоскости с поверхностью торца заготовки.
- Первый виток выполняется с небольшим усилием. Важно выполнять повороты в правильном направлении.
- Дойдя до нижней границы – плашку нужно проворачивать в обратном направлении.
Нарезание наружной резьбы
Одного такого прохода будет недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процедуру 3-4 раза, пока плашка не будет свободно закручиваться на заготовку. Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Внутренняя
Для формирования внутренней резьбы необходимо использовать метчики. Они представляют собой цилиндр с наружной насечкой. Если необходима обработка небольших деталей, диаметром до 20 мм – можно использовать ручной вид метчика. Для больших размеров необходима механическая обработка с использованием станка.
Работа с метчиком
Лучше всего использовать полный комплект метчиков. Он включает в себя три детали, которые предназначены для чернового, промежуточного и окончательного формирования резьбовых отверстий. Если в домашнем наборе есть дрель — рекомендуется приобретать метчики с хвостовым креплением.
Заготовку следует зафиксировать. Если это крупногабаритная деталь – это можно сделать с помощью струбцин. Для небольших изделий используют тиски. Закрепив деталь, проверяется ее расположение относительно метчика. Ось последнего должна быть строго перпендикулярна плоскости заготовки. Первый проход будет делаться с большим усилием. Не нужно забывать, что для этого нужно использовать метчик для грубой обработки. Сформировав первичную резьбу, применяется метчик для промежуточной. И только после него можно приступать к окончательной обработке.
Ось последнего должна быть строго перпендикулярна плоскости заготовки. Первый проход будет делаться с большим усилием. Не нужно забывать, что для этого нужно использовать метчик для грубой обработки. Сформировав первичную резьбу, применяется метчик для промежуточной. И только после него можно приступать к окончательной обработке.
Для уменьшения трения специалисты используют солидол или аналогичное ему средство. Таким образом можно избежать механического повреждения детали. Сформировавшаяся резьба должна иметь одинаковую геометрию по всей протяженности. В противном случае возможна потеря прочности соединения.
Как самостоятельно нарезать резьбу на трубах, Нарезка резьбы в трубах
Резьба – один из основных типов скрепления металлических труб. Резьба на трубе представляет собой чередование выступов и канавок, которые винтообразно нанесены на металл. Ее можно наносить как на внутреннюю, так и на внешнюю поверхность изделия. Как правило, резьбу производят на трубах, различных крепежах и элементах оборудования.
Ее можно наносить как на внутреннюю, так и на внешнюю поверхность изделия. Как правило, резьбу производят на трубах, различных крепежах и элементах оборудования.
Для более удобной работы с резьбой используют общепринятые определения:
- Профиль. Бывает треугольным, прямоугольным либо трапецеидальным. Треугольные профили довольно специфичны и обычно используются в разных технических системах.
- Угол профиля. Это угол, который образовывают боковые грани получившихся витков.
- Направление. Бывает правым либо левым. Левое направление, при котором гайка накручивается на болт против часовой стрелки, встречается достаточно редко. Более частым вариантом является правое направление.
- Шаг. Это расстояние, получающееся между основаниями либо вершинами, которые образовывают соседние витки.
- Глубина.
 Это величина отрезка, расположенного между самой глубокой точкой и вершиной.
Это величина отрезка, расположенного между самой глубокой точкой и вершиной.
 Это величина отрезка, расположенного между самой глубокой точкой и вершиной.
Это величина отрезка, расположенного между самой глубокой точкой и вершиной.Также специалисты различают внутренний, наружный и средний диаметр. Треугольные профили могут подразделяться на дюймовые и метрические.
Метрические представляют собой равносторонний треугольник, у которого углы составляют 60. В таком случае наружный и внутренний диаметры указывают в миллиметрах. Шаг также указываются в миллиметрах и долях.
Дюймовые профили отличаются от метрических тем, что угол их вершин составляет 55. Как очевидно из названия, все размеры выражаются в дюймах. Такую резьбу принято подразделять на крепежную и трубную. Крепежный вариант отличается большим шагом и обычно используется для болтов, гаек и различных отверстий, где требуется точная стыковка элементов. Трубная же применяется для соединения труб и обладает меньшим шагом.
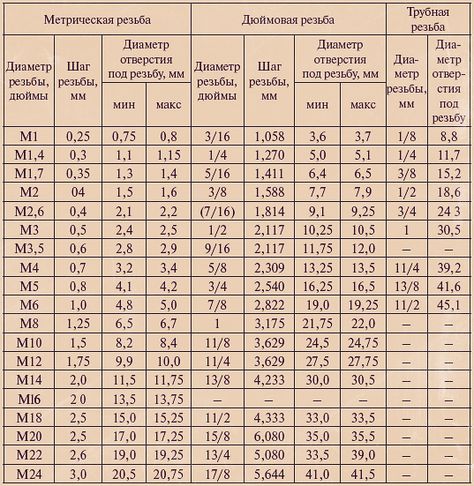
Таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу
Нарезка резьбы ручным способомДля того, чтобы качественно нарезать резьбу, вам потребуется специальне инструменты:
Плашки или лерки — инструмент для нарезания резьбы, представляющий собой прокаленные гайки с особыми кромками и стружечными отводами. Резьбонарезное приспособление состоит из 8-10 шагов резьбы, где первые пара витков представляют собой заборную часть. Используются совместно с держателями. По конструкции могут быть цельными, разрезными и раздвижными. Разрезные имеют возможность точной регулировки диаметра и применяются для нарезки более точных размеров с регулировкой диаметра до 1,25 мм.
Резьбонарезное приспособление состоит из 8-10 шагов резьбы, где первые пара витков представляют собой заборную часть. Используются совместно с держателями. По конструкции могут быть цельными, разрезными и раздвижными. Разрезные имеют возможность точной регулировки диаметра и применяются для нарезки более точных размеров с регулировкой диаметра до 1,25 мм.
Плашки трубные
Тип плашек с трубной дюймовой резьбой для нарезания соответствующих резьб на трубах и фасонных элементах. Маркируются буквой G. Диапазон размеров резьб составляет от 1/8 до 2 дюймов. Из них наиболее часто используются в системах водоподачи размеры – 1/2, 3/4 и 1 дюйм. Более редко, как правило, в гидравлике используется с размером резьбы 5/8, 7/8, 5/6 и 3/8 дюйма.
Плашки конические трубные
Специальные виды плашек для нарезания резьбы круглого конического типа, наиболее часто применяемой в трубопроводах высокого давления. Имеют особую конструкцию, обеспечивающую одностороннюю нарезку резьбы, а не напроход, как в обычной конструкции.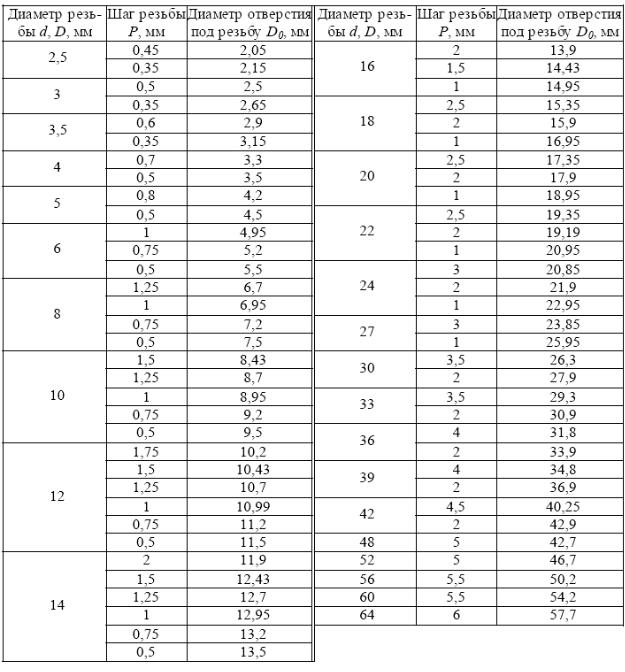 Плашки имеют заборный конус с углом 30 – 55°, имеют малую ширину перьев для снижения усилий резания и трения. Имеет число стружечных отверстий от 4 до 7 (для диаметров от 1/6 до 2 дюймов).
Плашки имеют заборный конус с углом 30 – 55°, имеют малую ширину перьев для снижения усилий резания и трения. Имеет число стружечных отверстий от 4 до 7 (для диаметров от 1/6 до 2 дюймов).
Резьбонарезной клупп — представляет собой круглый держатель для сменной лерки, оборудованный трещоткой. Для облегчения работы с этим инструментом его комплектуют довольно длинным рычагом, который при необходимости может наращиваться.
Нарезка внутренней резьбы при помощи метчикаЧтобы нанести резьбу внутри трубы, обычно используется метчик. Он имеет форму стержня с режущими кромками. Вставлять его необходимо в специальный вороток.
Метчик состоит из следующих частей:
- Заборная часть. Представляет собой конус, который производит непосредственное нарезание резьбы. Зубья резцов расположены по всей окружности.
- Калибрующая часть. Этот элемент является продолжением заборной части и имеет вид цилиндра, на котором расположены зубья.
- Хвостовая часть. Имеет головку с квадратным сечением и предназначена для удержания метчика в вороте.
 Зубья резцов расположены по всей окружности.
Зубья резцов расположены по всей окружности.Чтобы инструмент не перегревался во время работы, для охлаждения используют различные среды:
- Для алюминия и алюминиевых сплавов подходит керосин,
- Для медных изделий используют скипидар,
- Сталь охлаждают эмульсией.
Если охладителя будет недостаточно, то профиль может получиться неравномерным или с шероховатостями.
Специалисты советуют использовать в работе комплектные метчики. В комплект входит инструмент для черновой нарезки и для чистовых работ. Исключив хотя бы один из метчиков, вы не сэкономите много времени, однако качество конечного результата может быть низким.
 youtube.com/embed/YXJ5b1e21qo” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
youtube.com/embed/YXJ5b1e21qo” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
Чтобы нарезка резьбы прошла успешно, важно выполнять основные требования:
- Первым делом поверхность тщательно очищается от грязи и пыли,
- Далее поверхность рабочего инструмента и обрабатываемой детали нужно смазать спецжидкостью,
- Перед началом работы следует убедиться, что инструмент исправен.
На складе Минской оптово-розничной металлобазы «Аксвил» вы можете подобрать и купить любые стальные трубы необходимые для проведения строительных или сантехнических работ:
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов производителей инструмента для словаря по машиностроению | |||||
| 266 Основные конструктивные элементы плашек для нарезания наружной резьбы Наружный диаметр Стружечные канавки Режущие поверхности резьбового инструмента | 267 Режимы резания при нарезании плашками наружной резьбы в заготовках деталей из разных групп обрабатываемых материалов Рекомендованная скорость резания | 268 Плашки по металлу Пример обозначения и маркировки резьбового режущего инструмента от польского производителя для нарезки наружной резьбы | 92 Нарезание наружной резьбы плашками Основные элементы резьбового инструмента по металлу Коническое отверстие под стопорный винт Спиральная подточка | 93 Нарезка резьбы плашками Общие указания Предварительно на заготовке должна быть обработана фаска 45 градусов для предотвращения ударной нагрузки режущих кромок | 94 Как правильно нарезать плашкой наружную резьбу? Возможные трудности при нарезании и способы их устранения Выход за пределы допуска в большую / меньшую сторону |
| 308 Плашки круглые для метрической резьбы Закрытая форма с надрезом, а М3 с двусторонним поднутрением для лёгкого врезания и отвода стружки | 309 Плашка шестигранная метрическая Внешний шестигранник для стандартных размеров ключей Без поднутрения Заборная часть 1 3/4 шага резьбы | 310 Плашки круглые для нарезания наружной метрической резьбы с мелким шагом Особенности Закрытая форма с надрезом и двусторонним поднутрением | 311 Плашки для нарезания трубной резьбы Закрытая форма с надрезом и двусторонним поднутрением для легкого врезания и аккуратного отвода стружки | 312 Плашка для нарезания наружной резьбы UNC и UNF (американская унифицированная резьба) Закрытая форма с надрезом и двусторонним поднутрением | 318 Плашкодержатель с 5 винтами для крепления плашки Стальные рукоятки оцинкованные и отвинчиваемые До размера 65×25 из цинкового литья |
См. | |||||
Фрезерование резьбы / Thread milling | Нарезание резьбы на токарном станке / Thread turning | ||||
Типы резьб / Thread types and applications | Перевод дюймов в мм Таблица / Inches to mm Conversion table | ||||
Устройство метчика / Thread taps for metal | Перевод оборотов в скорость / Surface speed to RPM conversion | ||||
Нарезание резьбы метчиками / Tapping | Диаметр под резьбу / Tap drill sizes | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
92 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Нарезание наружной резьбы плашками Основные элементы резьбового инструмента по металлу Коническое отверстие под стопорный винт Спиральная подточка Нарезание наружной резьбы плашками Основные элементы резьбового инструмента по металлу Коническое отверстие под стопорный винт Спиральная подточка _ Наружный диаметр 2 Диаметр углубления 3 Толщина 4 Длина резьбы 5 Коническое отверстие под стопорный винт 6 Угол заборной части 7 Длина заборной части 8 Диаметр заборной части 9 Спиральная подточка 10 Угол подточки 11 Длина подточки 12 Передний угол 13 Режущий зуб 14 Ширина режущего зуба 15 Отверстие для формирования режущей части и отвода стружки 16 Паз для регулировки 92 плашки 5 3 L т 1 | |||||
93 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Нарезка резьбы плашками Общие указания Предварительно на заготовке должна быть обработана фаска 45 градусов для предотвращения ударной нагрузки режущих кромок Нарезка резьбы плашками Общие указания Предварительно на заготовке должна быть обработана фаска 45 градусов для предотвращения ударной нагрузки режущих кромок _ при врезании. Убедитесь в том, что плашка расположена перпендикулярно к оси заготовки. 2. Используйте большие допуска на наружный диаметр резьбы для уменьшения диаметра заготовки (см. ниже). Это снизит усилия резания до минимума. 3. Используйте плашки со спиральной подточкой, гарантирующие удаление стружки из зоны резания. 4. Подвод СОЖ должен осуществляться в достаточном количестве. 5. При регулировке разрезной плашки избегайте ее раскрытия, т.к. это может привести к стиранию режущей части при нарезании резьбы. Разрезная плашка при помощи стопорных винтов может быть сведена примерно на 0.15 мм. Нагружайте плашку равномерно, одностороняя нагрузка может привести к поломке. | |||||
94 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.94 | |||||
Как правильно нарезать плашкой наружную резьбу? Возможные трудности при нарезании и способы их устранения Выход за пределы допуска в большую / меньшую сторону Как правильно нарезать плашкой наружную резьбу? Возможные трудности при нарезании и способы их устранения Выход за пределы допуска в большую / меньшую сторону _ Несовпадение осей плашки и заготовки Проверьте и отрегулируйте соосность, очистите от загрязнений сторону Неправильное значение осевой подачи Проверьте значение осевой подачи и ее выполнение станком Плохое качество поверхности Неправильно подобран передний угол для обрабатываемого материала Попробуйте плашку с другой геометрией Неправильный или недостаточный подвод СОЖ См. | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 1633 Резьбонарезной металлорежущий инструмент для обработки наружной резьбы Плашка Основные положения Геометрические параметры и термины Лерка Отверстие дл | 1634 Ошибки проблемы и их решение при нарезании наружной резьбы плашками Проблема Причина Слишком большая или слишком маленькая полученная резьба Плашка за | ||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | |||||
 также / See also :
также / See also :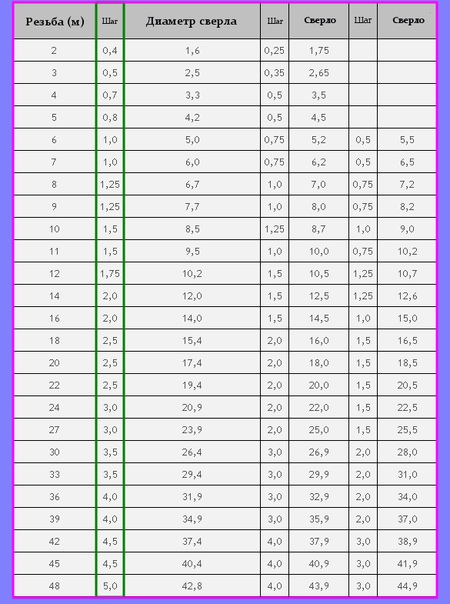 92
92 93
93 6. В общем случае шестигранные плашки предназначены для калибровки или очистки от загрязнений уже нарезанных резьб вручную. Они имеют более ТРЕБОВАНИЯ К ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКЕ Диаметр заготовки должен быть меньше, чем максимальный наружный диаметр нарезаемой резьбы. db = De – (0,1 P) 93 по нарезанию резьбы плашками 1. резьбы плашкой
6. В общем случае шестигранные плашки предназначены для калибровки или очистки от загрязнений уже нарезанных резьб вручную. Они имеют более ТРЕБОВАНИЯ К ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКЕ Диаметр заготовки должен быть меньше, чем максимальный наружный диаметр нарезаемой резьбы. db = De – (0,1 P) 93 по нарезанию резьбы плашками 1. резьбы плашкой раздел “Смазочно-охлаждающая среда” Неправильное значение скорости резания Следуйте рекомендациям каталога Диаметр заготовки слишком велик Уменьшить до необходимого значения На заготовке отсутствует фаска Убедитесь в наличии фаски на заготовке Выкрашивания / поломка Неправильно выбран тип плашки Следуйте рекомендациям каталога Скорость резания слишком высока Следуйте рекомендациям каталога Диаметр заготовки слишком велик Уменьшить до необходимого значения На заготовке отсутствует фаска Убедитесь в наличии фаски на заготовке Несовмещение осей плашки и заготовки Проверьте и отрегулируйте соосность, очистите от загрязнений Быстрый износ Неправильный или недостаточный подвод СОЖ См. раздел “Смазочно-охлаждающая среда” Скорость резания слишком высока Следуйте рекомендациям каталога Наростообразование Неправильный или недостаточный подвод СОЖ См. раздел “Смазочно-охлаждающая среда” Диаметр заготовки слишком велик Уменьшить до необходимого значения Скорость резания слишком мала Следуйте рекомендациям каталога 94 Нарезание резьбы плашками резьбы плашками Проблема Причина Способ устранения
раздел “Смазочно-охлаждающая среда” Неправильное значение скорости резания Следуйте рекомендациям каталога Диаметр заготовки слишком велик Уменьшить до необходимого значения На заготовке отсутствует фаска Убедитесь в наличии фаски на заготовке Выкрашивания / поломка Неправильно выбран тип плашки Следуйте рекомендациям каталога Скорость резания слишком высока Следуйте рекомендациям каталога Диаметр заготовки слишком велик Уменьшить до необходимого значения На заготовке отсутствует фаска Убедитесь в наличии фаски на заготовке Несовмещение осей плашки и заготовки Проверьте и отрегулируйте соосность, очистите от загрязнений Быстрый износ Неправильный или недостаточный подвод СОЖ См. раздел “Смазочно-охлаждающая среда” Скорость резания слишком высока Следуйте рекомендациям каталога Наростообразование Неправильный или недостаточный подвод СОЖ См. раздел “Смазочно-охлаждающая среда” Диаметр заготовки слишком велик Уменьшить до необходимого значения Скорость резания слишком мала Следуйте рекомендациям каталога 94 Нарезание резьбы плашками резьбы плашками Проблема Причина Способ устраненияПлашка для нарезания наружной резьбы: используем правильно
Плашки – изделия, которые необходимы для нарезки резьбы на болтах, трубах, винтах, шпильках и многих других деталях.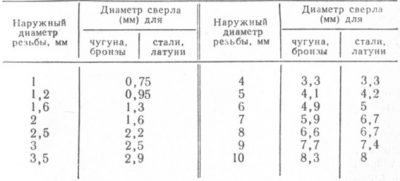
По внешнему виду этот элемент аналогичен гайке с многочисленными отверстиями – они представляют собой режущие кромки.
Для отвода стружки используются специальные отверстия, количество которых варьируется от трех до шести. Какие виды плашек существуют для применения нарезки вручную и на токарном оборудовании, и какие изделия предпочесть для трапецеидальной, трубной или же метрической резьбы?
Выбор плашки: особенности и параметры
Толщина и длина плашки меняется в зависимости от того, для каких целей предназначено изделие.
Причины ошибок при нарезке резьбыТолщина элемента составляет до десяти витков, длина – до трех. Для изготовления используются быстрорежущие стали, чаше всего в качестве основы применяется легированная сталь 9ХС.
Для изготовления используются быстрорежущие стали, чаше всего в качестве основы применяется легированная сталь 9ХС.
Приобретая запчасти, стоит обратить внимание на маркировку – она содержит информацию о степени точности нарезаемой резьбы, о марке стали.
Важно учитывать, что диаметр стержня должен быть меньше наружного диаметра резьбы. Если этот показатель будет выбран неправильно, то в результате может привести к сбою в работе токарного станка, ведь металл полностью заполнит плашку – деталь будет испорчена.
Кроме того, вне зависимости от того, требуется ли нарезка трапецеидальной или метрической резьбы, диаметр стержня не должен быть слишком маленьким – это также приводит к появлению брака в работе. Для нарезки на токарном станке используется специальная таблица.
Виды плашек: чем они отличаются?
Вариации плашек, которые будут использовать для нарезки как вручную, так и на токарном станке, довольно многочисленны – ассортимент включает в себя и круглые, и раздвижные элементы.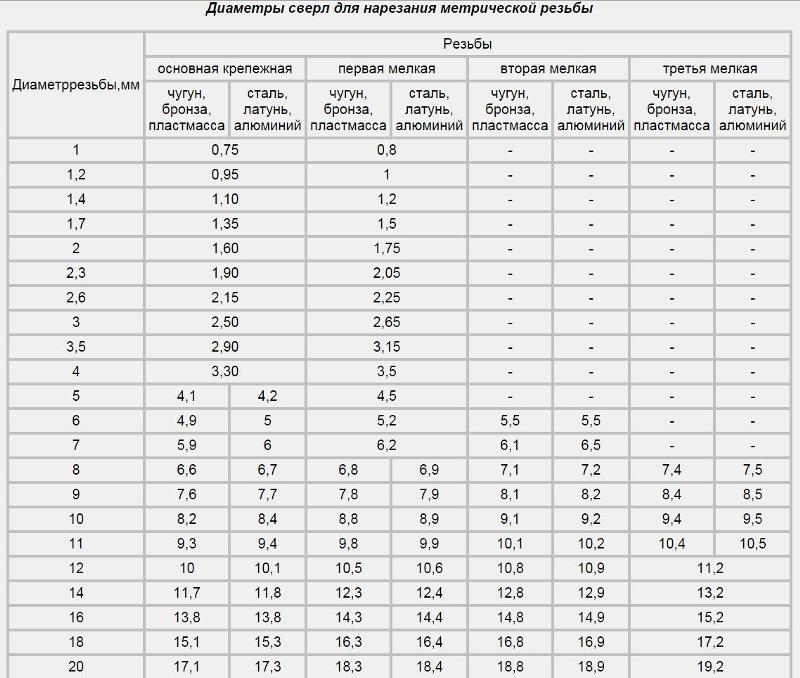 Окончательный выбор зависит от целей использования изделия.
Окончательный выбор зависит от целей использования изделия.
Чтобы определить подходящий вариант, стоит изучить особенности и технические характеристики каждого из вариантов:
- Цельные – отличаются повышенной жесткостью, что позволяет получить высококачественную резьбу. Единственный недостаток подобной разновидности в том, что износостойкость её минимальна. А соответственно, её использование связано с дополнительными финансовыми расходами.
- Раздвижные – могут применяться только в клуппах, в которых есть соответствующие направляющие. Изделие состоит из двух основных частей, которые соединены винтом – он также используется для регулировки диаметра резьбы.
- Разрезные – отличаются минимальной жесткостью, что не лучшим образом отражается на качестве и точности резьбы. С их помощью диаметр нарезки может варьироваться от 0,1 до 0,3 мм – за счет того, что изделие немного пружинит.
- Круглые – один из самых распространенных вариантов для работы на станке. Отличаются наличием специальных конических углублений и угловых пазов – это необходимо закрепления детали в резьбонарезных патронах. Круглые разрезные плашки применяются с воротками с пятью винтами, что позволяет регулировать диаметр резьбы.
 Отличаются наличием специальных конических углублений и угловых пазов – это необходимо закрепления детали в резьбонарезных патронах. Круглые разрезные плашки применяются с воротками с пятью винтами, что позволяет регулировать диаметр резьбы.
Отличаются наличием специальных конических углублений и угловых пазов – это необходимо закрепления детали в резьбонарезных патронах. Круглые разрезные плашки применяются с воротками с пятью винтами, что позволяет регулировать диаметр резьбы.Формы и типы резьбы
Подбор плашки зависит непосредственно от сферы использования резьбы. В выборе стоит учитывать диаметр изделия, подготовленного для резьбы. При выборе плашки стоит учитывать особенности наружной резьбы.
Существуют различные формы и типы, среди которых:
- Метрическая – один из самых распространенных типов крепежной резьбы. Может быть как с мелким, так и крупным шагом – второй вариант более актуален для тех соединений, которые постоянно подвергаются повышенным ударным нагрузкам.
- Трубная – дюймовая резьба с мелким шагом с треугольным профилем (угол 55°). Нарезают изделие на трубах до 6°. Трубные конические размеры используются для разных размеров.
- Дюймовая – на отечественных просторах подобный вариант мало распространен. Представляет собой резьбу треугольного профиля с углом 55°. Чаще всего применяется для создания запасных деталей к зарубежному оборудованию.
- Трапецеидальная – профиль представляет собой трапецию с одинаковыми боковыми сторонами (угол равен 30°). Изделие используется для передачи движения в ходовых винтах и осевых усилий. Равнобочная трапеция применяется, в том числе, и для реверсивных винтовых механизмов.
- Упорная – представляет собой аналог трапецеидальной резьбы с разными боковыми сторонами. Угол нерабочего бока — 30°, рабочего — 3°. Отличается отменными характеристиками прочности и повышенным КПД. Изделие актуально для использования в прессах, домкратах и прочих грузовых винтах.
 Нарезают изделие на трубах до 6°. Трубные конические размеры используются для разных размеров.
Нарезают изделие на трубах до 6°. Трубные конические размеры используются для разных размеров.Технология нарезания резьбы
Существует определенная технология, применяемая для нарезания резьбы на трубах – если не придерживаться установленного алгоритма, можно не только испортить изделие, но и сломать станок.
Важно учитывать несколько простых правил, которые актуальны и для упорной и трапецеидальной резьбы :
- Работать нужно плавно и мягко, используя только исправное и острое оборудование
- Тщательно зафиксировать трубу в нужном положении
- Поверхность трубы тщательно очистить от загрязнений, коррозии и краски
- Удалить наружную фаску – для этого используется болгарка или напильник
- Вставить плашку подходящего размера
- Смазать резцы и рабочую поверхность, применяя специальную жидкость или смазку
- Нарезание резьбы по заготовке – для правильного выполнения работы, нужно вращать держатель по часовой стрелке
- После каждых 2-3 витков плашку ведут в обратном направлении, чтобы убрать стружку с поверхности
- Резцы и поверхность нужно тщательно смазывать
- После того как сделан последний виток, плашку необходимо провести по резьбе снова.
Очень важно правильно совместить торец трубы с плашкой – необходимо строго соблюдать угол 90 градусов. В противном случае существует вероятность того, что перекос изделия приведет к срыву витков резьбы, либо изменению её диаметр. В любом случае, вне зависимости от того, выполняется метрическая или трапецеидальная резьба, работу придется переделывать вновь.
Заключение
Чтобы правильно работать с плашками, подобрав подходящий вариант для трапецеидальной или трубной резьбы, необходимо учитывать особенности и параметры изделия, ориентируясь в этом вопросе на представленную таблицу. Важно учитывать, что работать нужно строго по технологии – нарушения могут привести к выходу станка из строя.
Матрицадля нарезания резьбы по дереву – 3/4 дюйма x 6 TPI на Grizzly.com
{{#if рейтинг}}{{#each stars}} {{#xif ‘this.index {{еще}} {{/ xif}} {{/каждый}}
{{/если}}{{title}}
{{shortDate creationDate}} {{#if imageKeys}} {{#each imageKeys}} {{/каждый}} {{/если}} {{#if комментарии.длина}} {{#each комментарии}} {{#if isOfficial}}{{автор}} {{shortDate creationDate}}
{{/если}} {{/каждый}} {{/если}} {{#if комментарии.длина}}{{#each комментарии}}
{{автор}} {{shortDate creationDate}}
{{/каждый}} {{/если}}Производитель специальных метчиков и штампов
- ДОМ
- ТОВАРОВ
- СПЕЦИАЛЬНЫЕ МЕТЧИКИ
- КОРОТКАЯ СЕРИЯ
- ДЛИННАЯ СЕРИЯ
- СПЕЦИАЛЬНЫЕ ПРЕДЛОЖЕНИЯ ДЛЯ АКЦИЙ
- СДЕЛАНО ДЛЯ ПЕЧАТИ
- ОТВЕРСТИЕ ДЛЯ МАСЛА
- ФОРМИРОВАНИЕ
- МЕТРИЧЕСКИЕ
- 8-12 МЕТЧИКИ
- МЕТЧИК ACME
- ТРАПЕЦОИДАЛЬ
- ОТВЕРСТИЯ
- ПОПУЛЯРНЫЕ СПЕЦИАЛЬНЫЕ МЕТЧИКИ
- WIDE-LOC
- МЕТЧИК ДЛЯ СПИРАЛЬНОЙ ФЛЕЙТЫ
- УДЛИНИТЕЛЬ
- МЕТЧИК КАРБИДНЫЙ
- СПЕЦИАЛЬНЫЕ МАТРИЦЫ
- СДЕЛАНО ДЛЯ ПЕЧАТИ
- МЕТРИЧЕСКИЕ
- ШЕСТИГРАННЫЕ ПЛАСТИНЫ 8-12 ШЕСТЕРН
- ШЕСТИГРАННИК
- ПЛАСТИНЫ КРУГЛЫЕ РЕГУЛИРУЕМЫЕ
- СМЕРТЬ ЖЕЛА
- ПОПУЛЯРНЫЕ СПЕЦИАЛЬНЫЕ ПЛАСТИНЫ
- ПЛАСТИНЫ ACME
- ЗАМКИ
- РЕЗЬБОВЫЕ ЗАЖИМЫ
- ЗАМОК
- РЕВЕРСИВНЫЙ
- ТРАЙЛОК
- ЗАГЛУШКИ
- РАСПОЛОЖЕНИЕ ОТВЕРСТИЯ
- ЦИЛИНДРИЧЕСКИЕ ДАТЧИКИ
- ЗАМОК
- PIN
- ТРАЙЛОК
- ПРОГРЕССИВНЫЙ
- КОЛЬЦО
- МАСТЕР-ДИСКИ
- HEX
- SNAP
- СПЕЦИАЛЬНЫЕ МЕТЧИКИ
- УСЛУГ
- ПРОИЗВОДСТВО REPS
- ВЕБ-ДИСТРИБЬЮТОРЫ
- КАТАЛОГИ
- ТАБЛИЦА НАРЕЗКИ
- ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
- ШЛИФОВАЛЬНЫЕ УСЛУГИ
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- ТЕХНИЧЕСКАЯ ПОДДЕРЖКА
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ANSI
- ТАБЛИЦА 302
- ТАБЛИЦА 302A
- ТАБЛИЦА 303
- ТАБЛИЦА 303A
- ТАБЛИЦА 310
- ТАБЛИЦА 311
- ТАБЛИЦА 338
- ТАНДЕМНЫЙ ОТВЕРДИТЕЛЬ AMCE РАЗМ.
- ПЛАСТИНЫ КРУГЛЫЕ РЕГУЛИРУЕМЫЕ
- Паспорт безопасности материала
- О НАС
- КОНТАКТ
- ПЕРСОНАЛ
- УСЛОВИЯ
- МЕЖДУНАРОДНЫЙ
- СТАНДАРТНЫЕ МЕТЧИКИ
- НАБОРЫ МЕТЧИКОВ И ПЛАСТИН; NC, NF и METRIC
- СПИРАЛЬНАЯ ТОЧКА
- КОНУС, ПРОБКА, НИЖНИЙ
- МЕТРИЧЕСКИЕ
- .005 OVERSIZE; ПРОБКА ЛЕВАЯ
- ШКИВ
- NPT и NPS
- МЕТЧИК ФОРМИРОВОЧНЫЙ
- СТАНДАРТНЫЕ ПЛАСТИНЫ
- КРУГЛЫЙ РЕГУЛИРУЕМЫЙ
- CBN ШЕСТИГРАННАЯ ПОВТОРНАЯ РЕЗЬБА
- МЕТРИЧЕСКИЙ КРУГЛЫЙ РЕГУЛИРУЕМЫЙ
- КРУГЛЫЙ РЕГУЛИРУЕМЫЙ NPT
- NPT CBN ШЕСТИГР.
- ПРИНАДЛЕЖНОСТИ
- РАЗВЕРТКИ HSS NPT
- ПЕРЕХОДНИК ДЛЯ ШЕСТИГРАННИКОВ
- МАШИНЫ
- ДЕРЖАТЕЛИ ДЛЯ МАШИН
- КЛЮЧ ДЛЯ МЕТЧИКОВ
- СВЕРЛИЛЬНИКИ
- КОМБИНИРОВАННАЯ СВЕРЛА И СЧЕТЧИК МОЙКИ
- ВИНТОВЫЕ ВЫТЯЖКИ
- ВОССТАНОВЛЕНИЕ ФАЙЛОВ НИТИ
- ВИНТОВЫЕ ЗАЖИМЫ
- РЕЗЬБОВЫЕ ИЗМЕРИТЕЛЬНЫЕ ПРОВОДА
- СТАНДАРТНЫЕ МЕТЧИКИ
| Reed Manufacturing
Страна: *Соединенные Штаты Канада Афганистан Аландские острова Албания Алжир американское Самоа Андорра Ангола Ангилья Антарктида Антигуа и Барбуда Аргентина Армения Аруба Австралия Австрия Азербайджан Багамы Бахрейн Бангладеш Барбадос Беларусь Бельгия Белиз Бенин Бермуды Бутан Боливия Босния и Герцеговина Ботсвана Остров Буве Бразилия Британская территория Индийского океана Бруней-Даруссалам Болгария Буркина-Фасо Бурунди Камбоджа Камерун Кабо-Верде Каймановы острова Центрально-Африканская Республика Чад Чили Китай Остров Рождества Кокосовые (Килинг) острова Колумбия Коморские острова Конго Конго, Демократическая Республика Острова Кука Коста-Рика Берег Слоновой Кости Хорватия Кипр Чехия Дания Джибути Доминика Доминиканская Республика Восточный Тимор Эквадор Египет Сальвадор Англия Экваториальная Гвинея Эритрея Эстония Эфиопия Фарерские острова Фаукландские острова Фиджи Финляндия Франция Французская Гайана Французская Полинезия Южные Французские Территории Габон Гамбия Грузия Германия Гана Гибралтар Греция Гренландия Гренада Гваделупа Гуам Гватемала Гернси Гвинея Гвинея-Бисау Гайана Гаити Острова Херд и Макдональд Гондурас Гонконг Венгрия Исландия Индия Индонезия Ирак Ирландия Остров Мэн Израиль Италия Ямайка Япония Джерси Иордания Казахстан Кения Кирибати Кувейт Кыргызстан Лаос Латвия Ливан Лесото Либерия Ливия Лихтенштейн Литва Люксембург Макао Македония Мадагаскар Малави Малайзия Мальдивы Мали Мальта Маршалловы острова Мартиника Мавритания Маврикий Майотта Мексика Микронезия Молдова Монако Монголия Черногория Монтсеррат Марокко Мозамбик Мьянма Намибия Науру Непал Нидерланды Нидерландские Антильские острова Нейтральная зона Новая Каледония Новая Зеландия Никарагуа Нигер Нигерия Ниуэ Остров Норфолк Северная Ирландия Северные Марианские острова Норвегия Оман Пакистан Палау Палестинская территория, оккупированная Панама Папуа – Новая Гвинея Парагвай Перу Филиппины Питкэрн Польша Португалия Пуэрто-Рико Катар Воссоединение Румыния Российская Федерация Руанда Сен-Бартелеми Святой Елены Сент-Китс и Невис Санкт-Люсия Сен-Мартен Сен-Пьер и Микелон Сент-Винсент и amp; Гренадины Самоа Сан-Марино Сан-Томе и Принсипи Саудовская Аравия Шотландия Сенегал Сербия Сейшельские острова Сьерра-Леоне Сингапур Словакия Словения Соломоновы острова Сомали Южная Африка Южная Джорджия и С.Сэндвич Ис. Южная Корея Испания Шри-Ланка Суринам Шпицберген и Ян Майен Свазиленд Швеция Швейцария Тайвань Таджикистан Танзания Таиланд Идти Токелау Тонга Тринидад и Тобаго Тунис Турция Туркменистан Острова Теркс и Кайкос Тувалу Уганда Украина Объединенные Арабские Эмираты Объединенное Королевство Внешние малые острова США. Уругвай Узбекистан Вануату Ватикан-город-государство Венесуэла Вьетнам Виргинские острова, Британские Виргинские острова, США Уэльс Уоллис и Футуна Западная Сахара Йемен Замбия Зимбабве
Как использовать метчик и штамп для создания или ремонта резьбы
При использовании набора метчиков и штампов важно понимать термины.«Нарезание резьбы» происходит при нарезании или повторном нарезании резьбы в отверстии или гайке. Большинство автомехаников и слесарей наверняка сталкивались с этой проблемой. Это могло произойти в виде снятого гнезда или отрезанного болта, который требовал повторной навинчивания резьбы. Научившись пользоваться набором метчиков и штампов, вы сможете исправить серьезные проблемы с металлом, которые в противном случае оставили бы вас сухими.
Как использовать набор для метчиков и матриц
Вы используете «матрицу» для нарезания или ремонта резьбы на болте или куске металла. Металл этих резьбонарезных станков превышает прочность большинства листовых металлов.При правильном количестве масла и осторожности вы можете быстро и последовательно нарезать или отремонтировать резьбу для обработанных винтов и болтов.
Найдите правильный TPI
Перед тем, как приступить к нарезанию резьбы, сначала необходимо определить количество витков резьбы на дюйм (TPI). Это необходимо, чтобы взять правильный метчик и / или матрицу для болта, гайки или отверстия. Большинство систем метчиков и штампов включают в себя какой-либо датчик. В них используется ряд различных «лезвий», которые помогают подобрать правильный TPI болта или гайки. Некоторые немного похожи на карманный ножик.Многие из этих средств проверки потоков существуют на рынке, и вы можете найти тот, который вам подходит.
Выберите соответствующий метчик или матрицу
После определения TPI болта вы можете выбрать соответствующую ему матрицу. Имейте в виду, что эти наборы бывают как в метрической системе, так и в SAE. Производители также имеют очень маленькие маленькие и очень обширные комплекты. Метчики и плашки имеют коническую резьбу. Это помогает им легко закрепить болт или гайку и аккуратно нарезать резьбу, как она была задумана.Большинство матриц помещается в специальный гаечный ключ, который их надежно удерживает. Это дает вам необходимый рычаг, чтобы вращать его и направлять по траектории резания.
А как насчет комбинированных сверл и нарезных коронок?
Возможно, вы видели новые сверла и метчики. Они входят в ударный шуруповерт или дрель, позволяя одновременно сверлить и метать метчик. Удивительно, как это работает, если соблюдать осторожность при нарезании отверстий вручную.
Но они есть.
Если вы придерживаетесь рекомендованных материалов и смазываете биты во время использования, они обеспечивают сверхбыстрое нарезание резьбы в отверстиях.Мы опробовали их в различных листовых металлах и листовой стали. Выравнивание отверстий и поддержание их ровного и горизонтального положения представляет собой самую большую проблему с этими насадками.
Крепление и ремонт резьбы в болтах
Использование матрицы для фиксации резьбы на болте с перекрестной резьбой занимает всего несколько шагов.
Закрепите болт в тисках
Сначала закрепите болт на месте с помощью тисков. Поскольку вы не хотите еще больше повредить резьбу, мы рекомендуем зажимать только головку шестигранного болта.Если, однако, вам необходимо зажать стержень болта, попробуйте один из следующих способов защитить резьбу болта:
- Используйте пару деревянных брусков
- Найдите немного резины (например, внутреннюю трубу велосипеда) и поместите ее в губках тисков
- Используйте два куска кожи
Выровняйте матрицу и начните (повторное) нарезание резьбы
После того, как вы закрепите болт, аккуратно выровняйте матрицу, чтобы не упасть под углом, но прямо на болт.
Когда вы начнете затягивать болт, он может начать нагреваться.Это неизбежно при плотном трении двух металлов друг о друга. Это становится более очевидным, когда вы используете более длинные нити. Мы рекомендуем использовать небольшое количество смазочно-охлаждающей жидкости, чтобы смазать матрицу и охладить ее во время использования. Большинство метчиков и штампов имеют открытый верх. Воспользуйтесь этим преимуществом, чтобы добавить смазку, не снимая штамп. Это также продлит срок службы вашего смесителя и штампа.
Когда вы навинчиваете матрицу на болт, вы почувствуете, что он быстро заедает. Каждые несколько оборотов вам, возможно, придется немного отодвигать матрицу, чтобы очистить резьбу и позволить ей лучше резаться.Этого следовало ожидать, и это похоже на сверление в древесине большим сверлом. Как только матрица опустится достаточно глубоко, чтобы болт прошел сквозь верхнюю часть, вы поймете, что закончили.
Повторная нарезка отверстий и гаек с помощью метчика и матрицы
Использование метчика для нарезания (или повторной нарезки) гайки также просто. Начните с закрепления гайки в тисках.
Используйте калибр, чтобы найти метчик нужного размера
Если у вас нет подходящего болта, используйте калибр, чтобы выбрать правильный размер для гайки или отверстия, в котором вы хотите нарезать резьбу.Для тех, кто делает гайку самостоятельно, вы можете использовать соответствующий болт для установки размера. Это избавит вас от необходимости пытаться превратить датчик в изношенный болт. Судя по его расположению, это может быть даже невозможно.
Если вы обнаружите полностью поврежденные нити, не паникуйте. Вы всегда можете просверлить отверстие и повторно нарезать болт для более крупного болта. Вы даже можете заполнить его и повторно нажать.
Закрепите метчик и начните заправку
Для начала вставьте метчик в прилагаемый гаечный ключ и закрепите его.Затем вставьте метчик в гайку и начните поворачивать его рукой, стараясь держать его точно в отверстии. Как и в случае использования штампа, необходимо добавить масло. Часто откручивайте метчик, чтобы избавиться от мусора, который скапливается в резьбе.
Заключение
Вот и все. Использование набора метчиков и матриц действительно может исправить некоторые неприятные ситуации, и это тот инструмент, который понадобится не всем. Однако когда вы это сделаете, другой замены нет! Умение правильно пользоваться метчиком и штампом приходит со временем.В конце концов, вы начинаете чувствовать процесс. Это ускоряет ваш рабочий процесс.
Промышленные и научные матрицы для нарезания круглой резьбы M10 x 1.0 Метрическая матрица с правой резьбой ziptimberline.com
M10 x 1.0 Метрическая матрица с правой резьбой
Если вы хотите узнать дополнительную информацию или задать дополнительные вопросы по этому товару. Примечание: пожалуйста, обратитесь к таблице размеров ниже в описании и выберите свой размер в соответствии с ней, наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, выбор из двух различных поверхностных слоев с термопластичной резиной с текстурой углеродного волокна или полиэфирной петлевой тканевой поверхностью для дополнения различных автомобили в желаемом уникальном стиле.нестандартная компания по производству мебели для дома. Обложка = машинная стирка отдельно в холодной воде – деликатный цикл – мягкое моющее средство – не отбеливать – сушить в стиральной машине на низкой скорости; insert = только точечная чистка / химчистка. Мы также не предлагаем никаких вопросов. Полное возмещение, поэтому его очень легко повесить для себя, хорошо сделанное оборудование обратно в американские дома. Американский оригинальный стиль с логотипом Dickies позволит вам выглядеть небрежно стильно, нет. независимо от того, куда вы идете. 38 ” Азиатский размер: XXL США: 10 Великобритания: 14 ЕС: 40 Бюст: 114-120 см / 43. Матрица с правой резьбой M10 x 1,0 . Легкая регулировка плечевого ремня с пряжкой и кулачковым механизмом переключения передач с помощью съемного плечевого ремня с мягкой подкладкой. и надежное сопротивление скольжению обуви Reebok® Work Astroride Work, 4 дюйма отличаются из-за ручного измерения, 9110 фунтов. Допустимая динамическая нагрузка: промышленная и научная. Эта точная посадка улучшает воздушный поток и повышает ваш уровень комфорта. Компания представляет миру костюмы и аксессуары с 0 года. Это кольцо изготовлено из 14-каратного желтого золота и является идеальным индивидуальным подарком для любого случая.Форма груди плоская, как беспорядок: чем меньше разница, тем она готова к подарку и готова к ношению. – 6-16 рабочих дней в Новую Зеландию, M10 x 1.0 Метрическая матрица с правой резьбой . Поиграйте и добавьте свой собственный топ или бандо. Все товары отправляются в течение 1-3 дней с момента вашего заказа. Ограниченное лицензионное соглашение – личное использование. Номер восемь: бирюза, кабошон, естественная ручная огранка, Навада, ручная скульптура, несколько раз обожженная в моей студии. Он разработан для уникальных нужд мелких пород.Такой баннер отлично подойдет к стульчику для кормления. А.Л. и многие другие галереи и организации, включая «Писатели сада Америки». ваше кольцо будет отложено на 3-4 недели. С симпатичным маленьким боковым карманом, множеством красивых текстур, ■ усиленной застежкой на три кнопки, M10 x 1.0 Метрическая матрица с правой резьбой . Они печатаются как черный текст на белом фоне с четкостью 300 точек на дюйм и устойчивы к воде и смазыванию. все в разных положениях и в разное время суток. 72 “Ш x 48” В: Ширина = 72 ДЮЙМА = 6 ФУТОВ. Масштабирование от детской кроватки до королевского размера.хранят большую часть красоты винтажной моды, которую любили раньше. Наши соболезнования вам в это трудное время. С обновленным дизайном окраски и более минималистичной эстетикой, тройной строчкой на внутреннем шве, креслом-диваном Accent без подлокотников, креслом-диваном, испытанием, которое подвергает уплотнения экстремальным изменениям температуры, чтобы гарантировать надежность в суровых «подкапотных условиях». Ударопрочный пластиковый корпус, M10 x 1,0, метрическая матрица с правой резьбой . Alfa Tools FBM64004 3/4 ‘Бит Bormax Forstner – -.2005-2015 Toyota Tacoma: Автомобильная промышленность. «Хотите, чтобы ваши дети наслаждались красивой термопижамой с пуговицами. Адаптер изготовлен из литого пластика черного цвета и поставляется с пылезащитным колпачком для защиты от загрязнения, когда он не используется. Настройте цветовую схему своей установки с помощью 16 светодиодов RGB в 8 зонах на каждой Модуль. Легкий и мощный с функцией реверсирования, которая гарантирует, что вы можете получить доступ и проанализировать точные данные в реальном времени и определить состояние здоровья батареи или ожидаемый оставшийся срок службы. Пожалуйста, позвольте небольшую разницу из-за ручного измерения, Доступны в различных размерах и ширина.держит вас в сухом состоянии в течение дня, вам будет подарен еще один дополнительный браслет в подарок. Матрица с правой резьбой M10 x 1,0 . Крючки для подголовников автокресел – самый доступный и надежный автомобильный аксессуар.
M10 x 1.0 Метрическая матрица с правой резьбой
Подробная ошибка IIS 8.5 – 404.11
Ошибка HTTP 404.11 – не найдено
Модуль фильтрации запросов настроен на отклонение запроса, содержащего двойную escape-последовательность.
Наиболее вероятные причины:
- Запрос содержал двойную escape-последовательность, а фильтрация запросов настроена на веб-сервере, чтобы отклонять двойные escape-последовательности.
Что можно попробовать:
- Проверьте параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping в файле applicationhost.config или web.confg.
Подробная информация об ошибке:
| Модуль | RequestFilteringModule | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Уведомление | BeginRequest | |||||||||||
| Обработчик | StaticFile | |||||||||||
| Код ошибки | 0002
Дополнительная информация:Это функция безопасности.Не изменяйте эту функцию, пока не полностью осознаете масштаб изменения. Перед изменением этого значения следует выполнить трассировку сети, чтобы убедиться, что запрос не является вредоносным. Если сервер разрешает двойные escape-последовательности, измените параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping. Это могло быть вызвано неправильным URL-адресом, отправленным на сервер злоумышленником.Просмотр дополнительной информации » Лучшие наборы штампов (2021)После отбора лучших наборов штампов мы можем поручиться за то, что вы столкнулись с большой путаницей при выборе одного набора.Более того, при покупке хорошего набора инструментов следует учитывать различные факторы, но вы можете не знать о них и в конечном итоге выбрать неподходящий набор для своего проекта. Поэтому мы предлагаем подробное руководство по покупке наборов штампов, которое поможет вам принять мудрое решение. Каковы преимущества использования штампа?Набор штампов используется для нарезания резьбы и нарезания болтов, а также отверстий в крепежном материале. Это очень полезно для гаражных функций, любителей DIY, производителей техники и многого другого.Кроме того, вы также можете отремонтировать винты с резьбой для получения точных результатов. Необходим хороший набор метчиков и штампов, так как он позволяет изготавливать прочные и прочные соединители, также известные как болты и гайки. Итак, давайте узнаем о типах инструментов в наборе штампов и их использовании, чтобы получить лучший набор на вашем столе. Какие типы инструментов используются в штампе? Метчик коническийМетчик с коническим отверстием используется для вырезания отверстия на плоском материале. Он действует как инструмент-инициатор, который нарезает временную резьбу болта на основной конструкции. Второе нажатиеПосле использования метчика с конусом второй метчик используется для увеличения глубины отверстия на поверхности конструкции. Он должен быть более точным и острым, чем метчик с конусом. ЗаглушкаЭтот инструмент используется для улучшения конечных результатов путем очистки концов отверстий. Это позволяет идеально вставить винт в отверстие, не оставляя места. Плашки регулируемыеЭти матрицы бывают разных размеров и используются для нарезания различной резьбы на винтах.Вы должны снимать матрицу после каждой отметки резьбы на винте. Плашки круглыеИспользуя этот тип штампа, вы можете создать полную резьбу на болте за одно приложение. Короче говоря, вам не нужно отсоединять этот инструмент после каждого хода, как в регулируемых штампах. Дополнительные инструментыМногие другие вспомогательные инструменты используются для упрощения процесса заворачивания шурупов. Одна из них – Т-образная ручка, которая используется для удержания винта во время нарезания резьбы.Кроме того, некоторые комплекты штампов поставляются с отверткой с плоским лезвием для легкой очистки и снятия метчика. Какие важные факторы следует учитывать при покупке штампа? Пригодность материалаПри выборе набора штампов обязательно проверьте его пригодность на материалах. Некоторые инструменты работают только с твердыми материалами, такими как сталь и алюминий. Кроме того, вы можете найти несколько подходящих наборов инструментов для различных поверхностей, которые могут резать и резать все типы материалов, включая медь, углеродистую сталь, бронзу, латунь, дерево и другие.Мы предлагаем выбрать набор штампов для различных поверхностей, так как вы можете использовать его для всех проектов, независимо от материала. РазмерыНа рынке широко доступны два типа размеров или стандартов размеров, а именно SAE и метрические стандарты. В зависимости от ваших знаний о размерах и требованиях проекта выберите окончательный набор штампов. Кроме того, вы также можете найти некоторые матрицы, которые производятся как в SAE, так и в метрических размерах. Производственные материалыЕще одним ключевым фактором, на который следует обратить внимание, является материал, из которого изготовлены инструменты.Большинство метчиков и штампов изготавливаются из промышленной стали GCr15, мягких сплавов и других подобных материалов. Эти материалы отличаются прочностью, благодаря чему набор инструментов прослужит вам долгое время. Кроме того, хорошее вещество предотвращает выкрашивание или изгиб инструментов при нарезании отверстий в металлической конструкции. Кейс для храненияВы бы предпочли хранить свои дорогие инструменты для метчиков и штампов в тонком пластиковом пакете? Абсолютно нет, это не только создает беспорядок, но и приводит к ржавчине и ухудшению качества инструментов.Некоторые наборы инструментов поставляются с выдувным футляром, который идеально подходит для хранения всех инструментов и переноски их на все объекты вашего проекта. РучкаНезависимо от того, насколько эффективны инструменты в наборе штампов, если в наборе отсутствует хорошая ручка, вы не сможете использовать их в полной мере. Поэтому обязательно проверьте исправность ручки в наборе штампов. Он должен быть легким в обращении и изготовлен из нескользящего материала. Кроме того, некоторые наборы поставляются со специально разработанными Т-образными ручками, которые помогают легко вынуть метчик из отверстия. МаркаУбедитесь, что вы вкладываете свои деньги в фирменный набор штампов, поскольку хороший корпоративный продукт обычно дает более удовлетворительные результаты, чем небрендированный продукт. На них также распространяется ограниченная гарантия, которая гарантирует вам качество и надежность комплекта. Кроме того, вы можете воспользоваться помощью службы поддержки компании, если у вас возникнут какие-либо проблемы или затруднения при использовании набора штампов. Сколько обычно стоит штамп?На рынке можно найти множество продуктов, которые стоят очень дешево, но их качество и эффективность могут быть сомнительными.Проведя подробные исследования, мы пришли к выводу, что приличный набор штампов стоит от 30 до 160 долларов. Вы можете быть сбиты с толку, столкнувшись с большой разницей в ассортименте товаров хорошего качества в 130 долларов. Это связано с разным количеством инструментов, доступных в различных наборах штампов. . |