Типы и размеры сверл – Слесарное дело
Промышленность изготовляет сверла следующих типов и размеров:
– спиральные мелкоразмерные с цилиндрическим хвостовиком диаметром от 0,1 до 1,0 мм;
– спиральные с цилиндрическим хвостовиком диаметром от 0,25 до 18 мм;
– с цилиндрическим хвостовиком, оснащенные твердым сплавом, диаметром от 5 до 12 мм;
– спиральные с коническим хвостовиком диаметром от 6 до
80 мм;
– с коническим хвостовиком, оснащенные твердым сплавом (со спиральной или прямой канавкой), диаметром от 6 до 30 мм;
– сверла конические для отверстий под штифты конусностью 1 : 50;
– сверла конические для конусов Морзе;
– сверла спиральные с четырехгранным суживающимся хвостовиком (для трещоток) для сверления отверстий диаметром от 9,5 до 40 мм;
– сверла центровочные диаметром от 0,5 до 12 мм;
– перовые сверла (для обработки глубоких отверстий) диаметром от 35 до 130 мм;
– кольцевые сверла — для обработки больших отверстий (в процессе сверления образуют из материала изделия кольцевые заготовки) диаметром от 90 до 200 мм;
– сверла диаметром от 3,1 до 5,2, изготовленные целиком из специального твердого сплава ВК5М, для сверления вручную твердых сталей;
– сверла, оснащенные пластинками твердых сплавов, используются главным образом для сверления чугуна, твердой и закаленной стали, пластмасс.
Режущие кромки сверла должны быть прямолинейными, одинаковой длины и расположены под равными углами к оси сверла. При невыполнении этих условий сверло во время работы уводит в сторону, а высверливаемое отверстие получается больше диаметра сверла. Правильность заточки спиральных сверл проверяется шаблоном.
Хвостовики сверл в большинстве случаев изготавливаются цилиндрические или с конусом Морзе. Конуса Морзе разделяются по номерам от 0 до 6. Каждому номеру соответствует определенный диаметр, длина и конусность (конусности у всех номеров разные).
| < Предыдущая | Следующая > |
|---|
Сверла по дереву размеры таблица
Размеры сверл под саморезы
главная ⇒ строймат ⇒ метизы ⇒ сверла
Диаметр отверстия под саморез должен быть на 1 – 1.5 (мм) меньше самореза.
| Стандартные | 3. 5 5 | 2.4 | 2 |
| Универсальные | 3.5 | 2.8 | 2.4 |
| 3 | 2 | 1.6 |
| 3.5 | 2.8 | 2.4 |
| 4.2 | 3.2 | 2.8 |
| 4.8 | 3.6 | 3.2 |
| 5.5 | 4.0 | 3.6 |
| 6.3 | 4.8 | 4.0 |
razmery.info
Сверла по дереву – какое из них выбрать?
Сверло является тем самым универсальным инструментом, без которого не обходится ни один, даже самый простейший ремонт. Следует помнить, что для каждого материала существует свой определенный вид сверла. Главное – помнить о том, что режущий инструмент должен быть более твердым, чем то, что надлежит обработать. В зависимости от материала, в котором собираются просверлить отверстие, бывают сверла по дереву, по металлу и по бетону. Существуют также сверла по стеклу, а также по кафельной плитке. Естественно, в каждом конкретном случае используется соответствующий инструмент. Независимо от назначения у каждого сверла имеются: хвостовик, рабочая и режущая части, элементы для отвода стружки.
В зависимости от материала, в котором собираются просверлить отверстие, бывают сверла по дереву, по металлу и по бетону. Существуют также сверла по стеклу, а также по кафельной плитке. Естественно, в каждом конкретном случае используется соответствующий инструмент. Независимо от назначения у каждого сверла имеются: хвостовик, рабочая и режущая части, элементы для отвода стружки.
Какие бывают сверла по дереву
Древесина представляет собой волокнистый материал, а потому для того, чтобы проточить в нем отверстие, необходимы специальные сверла по дереву, имеющие особую форму. Их достаточно много, но чаще всего пользуются следующими:
- Спиральное. Предназначено для высверливания отверстий, обычно от 3 до 52 мм. На конце такого сверла имеется специальное острие, предназначенное для удобства работы.
- Перовое. Используется для сверления не очень толстых досок, а также ДВП и ДСП. Такое сверло не имеет отвода стружки, а потому с его помощью делать глубокие отверстия не очень удобно.

- Сверло Форстнера. Применяется для высверливания глухих отверстий. Оно позволяет сделать отверстие снизу плоским, ровным и гладким. Обычно имеет диаметр от 10 до 50 мм.
- Сверло-коронка по дереву. Применяется для высверливания больших отверстий, с которыми не справится обычное сверло. Внешне представляет собой кольцо с зубьями, в середине которого имеется центровочное сверло. Несколько штук продаются обычно в наборе диаметром от 19 до 127 мм. Глубина сверления коронкой ограничена, как правило, она составляет 22 мм. Есть модели с глубиной сверления до 64 мм. Таким сверлом также можно делать отверстия в пластике или гипсокартоне.
- Сверло-фреза. Используется для отверстий сложной формы, например, для создания закруглений. Режущая часть у сверла-фрезы находится в центре, а потому необходимо сначала засверлиться, а затем уже уходить в сторону.


Рекомендации по выбору сверла
Выбирая любой инструмент, не только сверла по дереву, первое, на что необходимо обратить внимание – внешний вид. Качественный товар ни в коем случае не должен иметь видимых внешних дефектов (сколов, царапин, вмятин). Режущие кромки должны иметь равномерную окраску и быть хорошо заточенными по всей длине.
Следующее, на что нужно обратить свое внимание – это цвет сверла. Именно этот признак поможет определить, какой финишной обработке оно подвергалось. Итак, о чем нам может сказать цвет сверла?
- Серо-стальной. Обработка не выполнялась.
- Черный. Для увеличения прочности сверло подвергалось обработке перегретым паром.
- Золотистый. Это значит, что сверло прошло специальную обработку по снятию внутренних напряжений материала.
- Ярко-золотой. Означает, что поверхность этого инструмента покрыта слоем нитрида титана, что должно сделать его прочнее и продлить срок эксплуатации.
Выбирая сверло, необходимо обратить особое внимание на фирму-производителя.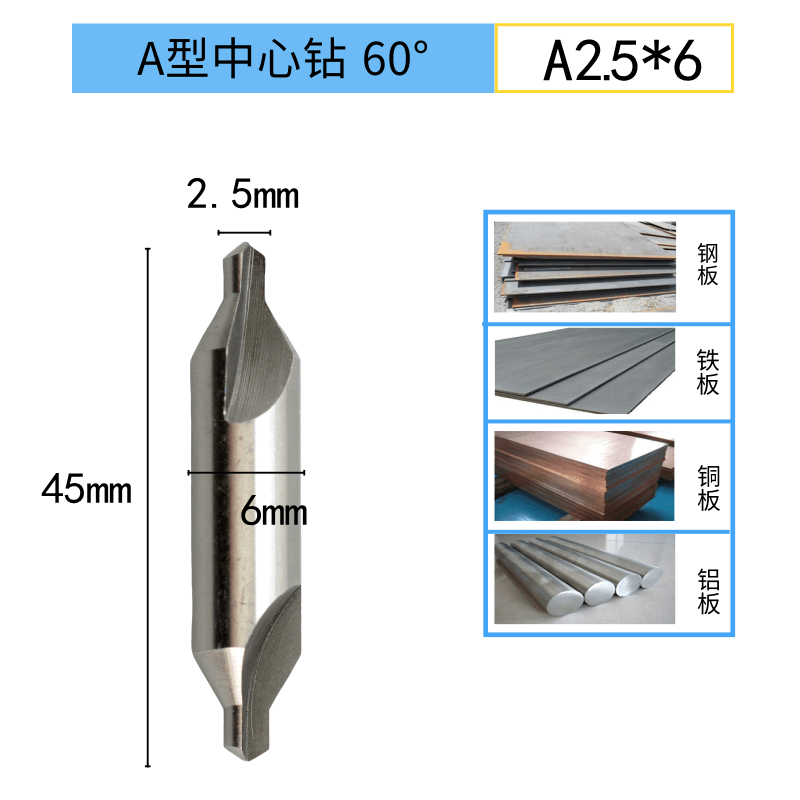 Лучше приобретать продукцию от известных компаний. Это поможет получить не только качественный товар, но также избежать ненужной траты денежных средств.
Лучше приобретать продукцию от известных компаний. Это поможет получить не только качественный товар, но также избежать ненужной траты денежных средств.
fb.ru
Выбираем сверло по дереву, как правильно выбрать, советы специалиста
Каждый хозяин, обладающий более менее разносторонним строительным опытом, согласится, что редкая работа на строительной площадке или даже небольшой ремонт обойдется без сверления по дереву. Именно поэтому в арсенале любого строителя должно иметься сверло, которое признано универсальным инструментом, необходимым для выполнения строительных задач любой сложности и направления. Сегодняшний рынок предлагает потребителю большое количество различных видов сверл, и дабы разобраться в таком широком разнообразии и выбрать нужный инструмент, предлагаем вам ознакомиться с предложенными материалами.
Содержание
Сверло. Общие рекомендации по выбору
Прежде чем перейти к непосредственным рекомендациям по выбору сверла по дереву, представляем вашему вниманию стандартные рекомендации по выбору сверла. Качественный инструмент характеризуется отсутствием всевозможных сколов, царапин, вмятин и любых других нарушений целостности. Выявляя косметические дефекты, нельзя забывать про то, что цвет сверла является одной из важных эксплуатационных характеристик инструмента, так как позволяет определить вариант финишной обработки сверла, которая предназначена для упрочнения инструмента. Итак:
Качественный инструмент характеризуется отсутствием всевозможных сколов, царапин, вмятин и любых других нарушений целостности. Выявляя косметические дефекты, нельзя забывать про то, что цвет сверла является одной из важных эксплуатационных характеристик инструмента, так как позволяет определить вариант финишной обработки сверла, которая предназначена для упрочнения инструмента. Итак:
1.Черный цвет – сверло было подвержено обработке перегретым паром в целях повышения прочности;
2.Золотисто-желтый – обработка сверла для снятия металлического напряжения;
3.Ярко-золотой цвет свидетельствует о том, что при обработке сверла использовался нитрид титана, который применяется для повышения сроков эксплуатации;
4.Оттенок «серая сталь» свидетельствует об отсутствии всяческой обработки.
Современные дрели в основном комплектуются набором сверл, но они оказываются в основном модификациями одного и того же изделия, различающегося лишь длиной и диаметром. Именно поэтому приходится самостоятельно подбирать различные виды сверл, которые справятся с различными задачами.
Именно поэтому приходится самостоятельно подбирать различные виды сверл, которые справятся с различными задачами.
Сверло по дереву. Выбираем необходимые виды. Спиральное сверло по дереву
Первым в таком наборе должно быть спиральное сверло по дереву, диаметр которого варьируется от 3 до 52 мм.
Подобный вид сверл снабжается острием, благодаря которому исключается соскальзывание инструмента с обрабатываемой поверхности.
Конический хвостовик помогает также намечать место сверления отверстий. Выбирая сверло, важно помнить, что количество оборотов во время сверления напрямую зависит от диаметра изделия: при работе с мягкими породами дерева и использовании сверла, диаметр которого не превышает 14 мм, рекомендуется устанавливать 1800 оборотов за минуту, при работе с твердыми породами соответственно 900 оборотов. В итоге, получается соотношение, согласно которому скорость сверления обратно пропорциональна диаметру инструмента. Придерживаясь этого правила, вы сможете продлить эксплуатационный срок вашего инструмента.
Длинное и перовое сверла. Ищем компромисс
Важным инструментом в наборе считается длинное сверло по дереву. Выбирая такие сверла по дереву, размеры которых напрямую зависят от их диаметра, важно учитывать размеры самой электродрели, так как инструмент, характеризующийся диаметром 10 мм, будет достигать в длину 45 см и иметь соответствующий вес. Дрель, оснащенная подобным сверлом, едва ли сможет сделать хотя бы несколько оборотов, и именно поэтому, при работе с такими сверлами строители рекомендуют воспользоваться малооборотистыми дрелями-миксерами.
Наличие в наборе винтового сверла по дереву обусловлено тем, что, зачастую необходимо просверлить отверстия в материале против хода волокон.
Диаметр сверл данного типа может варьироваться от 10 до 50 мм, а длина от 400 до 1100 мм. На конце таких сверл можно обнаружить винт небольших размеров, характеризующийся мелкой резьбой, а форма инструмента позволяет легко справляться с проблемой отведения стружки.
В поисках компромисса между сверлом большого диаметра, необходимым для сверления больших отверстий, и весом инструмента, нужно обогатить свой набор перовым сверлом по дереву. Подобные инструменты иногда называются перьевыми, так как сверление отверстия происходит благодаря перу, расположенному на конце стержня определенной длины. Но подобный компромиссный вариант также характеризуется своими недостатками, так как форма перового сверла затрудняет процесс отведения стружки, что является весьма значительным минусом при работе с отверстиями большой глубины. Зачастую подобные инструменты применяются при сверлении толстых досок или ДВП и выпускаются с определенными показателями длины, часто не превышающими 20 см.
Однако, благодаря возможности установить удлинитель, можно значительно увеличить длину перового сверла. Хвостовик шестигранной формы, наличием которого характеризуются перовые сверла, позволяет крепко удерживать сверло в патроне. Это очень пригодится при сверлении отверстий под дверные замки.
Кольцевые сверла и сверла Форстнера. Советы мебельщикам
Кольцевые сверла по дереву или, так называемые «коронки», награжденные данным эпитетом из-за внешнего и структурного сходства с короной, являются незаменимыми в наборе сверл опытного строителя. Способность проделывать отверстия самого большого диаметра, с чем не смогут справиться ни спиральные, ни перовые сверла, выделяет кольцевое сверло среди других вариантов сверл. Коронки внешне напоминают кольцо, снабженное зубьями, и продаются в наборах в качестве насадок на одну основу, снабженную центровочным сверлом.
Всем мебельщикам и людям, имеющим отношение к созданию и ремонту мебели, пригодятся сверла Форстнера, используя которое можно высверлить глухое отверстие с ровным донышком. Диаметр инструмента, который покрыт специальным защитным сплавом для продления срока эксплуатации, варьируется от 10 до 50 мм. Рекомендуемое количество оборотов при работе с данным видом сверл от 2500 до 1000 в зависимости от твердости обрабатываемой породы древесины.
Рекомендуемое количество оборотов при работе с данным видом сверл от 2500 до 1000 в зависимости от твердости обрабатываемой породы древесины.
Как заточить сверло по дереву? Основные рекомендации
Знаете ли вы, как заточить сверло по дереву? Этот вопрос интересует всех рассудительных строителей, желающих продлить эксплуатационные сроки своему рабочему инструменту. Заточка описываемого инструмента – мероприятие, справиться с которым под силу лишь хозяину с богатым опытом, который не раз практиковался в данном виде работы. Поэтому, перед тем, как заняться заточкой нового рабочего инструмента, специалисты рекомендуют набить руку, затачивая старые сверла, которые в случае неудачи будет не так жалко.
Заточка сверла не такое уж частое мероприятие, так как заточенный инструмент характеризуется длительным сроком эксплуатации.
Самым сложным момент в процессе заточки считается соблюдение изначальных геометрических и конфигурационных особенностей сверла, то есть градуса, под которым оно было заточено в процессе производства. Однако сверла для работы с деревом, в отличие от своих аналогов для металла и бетона, производятся из более мягкой стали и могут затачиваться ручным способом при использовании специального напильника.
Однако сверла для работы с деревом, в отличие от своих аналогов для металла и бетона, производятся из более мягкой стали и могут затачиваться ручным способом при использовании специального напильника.
Если вы решили использовать электрическое точило, то нужно позаботиться об организации струи воды, поток которой будет постоянно литься на кончик сверла, подвергаемого заточке, предохраняя его от перегревания. Сверло затачивается краем диска, а после формирования нужной «геометрии» сверла нужно выполнить «доводку», подавая инструмент на диск в очень медленном темпе, что обеспечит высокое качество заточки и ее остроту.
Если планируется частая заточка, то специалисты рекомендуют организовать дополнительное оснащение, в которое будет помещаться сверло, тем самым регулируя угол заточки и делая его постоянным.
Автор: Сергей и Светлана Худенцовы
strgid.ru
Сверла по дереву
| Все товары Выбрать магазин | Показывать: |
| Сортировать по: Популярности Рейтингу Возрастанию цены Убыванию цены | Отображать по: 24 48 68 товаров |
Для получения отверстий в деревянных изделиях с помощью дрели необходимы специальные сверла по дереву. У них особая конструкция с центрирующим сверлом и буртиками, благодаря которой отверстия в дереве получаются аккуратные, с ровными кромками.
У них особая конструкция с центрирующим сверлом и буртиками, благодаря которой отверстия в дереве получаются аккуратные, с ровными кромками.
Классификация сверл по дереву
- Перовые сверла обычно изготавливают из быстрорежущей стали. В их конструкции предусмотрен центрирующий элемент и две режущих кромки, выполненных в виде пластинки (лопатки), например SPARKY 190740. Оснасткой этого типа лучше выполнять глубокие отверстия большого диаметра, особенно если применять удлинитель хвостовика.
- Спиральные сверла по дереву, такие как Bosch 2608595522, понадобятся для выполнения небольших отверстий диаметром до 20 мм. Представляют собой цилиндрический стержень с двумя канавками, которые играют роль и режущих частей, и элементов для отвода стружки.
- Сверла Фостнера, например Bosch 2608597108, лучше выбирать, если предстоит сверлить как сквозные, так и глухие отверстия. Главное преимущество их использования — полученные отверстия с очень ровными стенками. Конструкция таких сверл тоже особенная — две основных и две кольцевых кромки (или два подрезчика и два основных резца).
- Сверло Левиса — это остро заточенная спираль с центрирующим сверлом. С ее помощью можно легко просверлить отверстия глубиной до 600 мм. Благодаря продуманной конструкции оснастка легко входит в материал и без труда выходит после окончания работы, сохраняя края детали ровными, без сколов.
- Кольцевые сверла нужны для сквозных отверстий большого диаметра – более 25 мм. По своему виду они похожи на коронки по дереву, которые фиксируются в патроне дрели специальным хвостовиком-держателем. Рабочий процесс похож, скорее, не на сверление, а на пиление: ведь по кромке режущей части расположены остро заточенные зубья, которыми и выполняется вся работа.

Главные характеристики
- Тип хвостовика показывает, подходит ли выбранное сверло к патрону дрели. Производители выпускают сверла по дереву с различными хвостовиками. Самым распространенным является цилиндрический хвостовик, но его минус — проворачивание сверла в патроне. Следующий тип — шестигранный, может фиксироваться в обычном трехкулачковом патроне или держателе бит на ¼ дюйма. Наиболее современным является хвостовик типа SDS-plus. Такой хвостовик используют в основном в легких дрелях для строительных работ небольшого масштаба.
- Длина зависит от того, отверстия какой глубины нужно просверлить. Если предполагаются сквозные, то надо знать толщину материала, а если глухие — то необходимую глубину отверстия. На нашем сайте представлены сверла по дереву различной длины: от 10,5 мм до 600 мм.
- Диаметр сверла напрямую влияет на диаметр отверстия. При выборе нужно учитывать крайне важный факт: в процессе сверления плотного материала возникает биение сверла. В итоге готовое отверстие получается большего диаметра, нежели было задумано. Вот почему нужно выбирать сверло с чуть меньшим диаметром.
 Наиболее современным является хвостовик типа SDS-plus. Такой хвостовик используют в основном в легких дрелях для строительных работ небольшого масштаба.
Наиболее современным является хвостовик типа SDS-plus. Такой хвостовик используют в основном в легких дрелях для строительных работ небольшого масштаба.В нашем интернет-магазине можно купить сверла по дереву маленького диаметра, например — 2 мм Bosch 2608595518, и больших диаметров – до 55 мм FIT IT 36165. Оформить заказ можно двумя способами — через Личный кабинет, заполнив специальную форму, или по телефону 8-800-333-83-28. Опытный менеджер расскажет более подробно о выбранной модели оснастки.
Опытный менеджер расскажет более подробно о выбранной модели оснастки.
Производители
Наверх
Вниз
www.vseinstrumenti.ru
Размеры сверл по бетону – размеры инфо
Буры по бетону
Здесь целесообразнее будет говорить про буры по бетону для перфоратора, а не про сверла. Основное отличие бура заключается в его хвостовике. Сверло имеет хвостовик цилиндрической формы. Бур для перфоратора SDS, в частности его хвостовая часть, выполняется согласно установленным стандартам и используется для работы именно с перфоратором.
К примеру, бур SDS max являет собой высокопроизводительный режущий инструмент, который предназначается для перфораторов весом более пяти килограммов и выше, с глубиной бурения до двухсот миллиметров.
Наиболее распространенным вариантом для перфоратора является бур SDS plus, так как он используется преимущественно с легким инструментом.
Буры для сверления в бетоне отверстий сравнительно небольшой глубины и малого диаметра, по своим внешним характеристикам напоминают сверла. Их стержень имеет форму шнека, а режущая часть и наконечник изготавливаются из твердосплавных материалов. Свела по бетону для перфоратора имеют несколько скругленную форму, это необходимо для того, чтобы повысить надежность инструмента, который испытывает серьезные ударные нагрузки. Необходимо понимать, что буры не охлаждают, не затачивают и не закаляют, в отличие от сверл, поэтому вопрос «охлаждать ли при работе бур по бетону?», имеет однозначный ответ — нет.
Их стержень имеет форму шнека, а режущая часть и наконечник изготавливаются из твердосплавных материалов. Свела по бетону для перфоратора имеют несколько скругленную форму, это необходимо для того, чтобы повысить надежность инструмента, который испытывает серьезные ударные нагрузки. Необходимо понимать, что буры не охлаждают, не затачивают и не закаляют, в отличие от сверл, поэтому вопрос «охлаждать ли при работе бур по бетону?», имеет однозначный ответ — нет.
Виды изделий
Типоразмеры хвостовиков сверл для электродрели
Особенность сверла для бетона — наличие особой напайки, выполненной из сплава очень большой прочности, по твердости практически, как алмаз. Такие победитовые инструменты превосходят по прочности все прочие изделия.
Их можно классифицировать как:
- Сверло для дрели. Хвостовик конструкции выполнен в форме цилиндра или многогранника.
- Сверло для перфоратора. Хвостовик имеет форму цилиндра с выемками, а на его поверхности имеется маркировка SDS MAX или SDS PLUS.

Сделать отверстие в железобетоне, с использованием простой дрели, не всегда возможно. Для этого применяется перфоратор, с ударным сверлом для бетона, которое называется буром.
Чтобы представить, чем отличается бур от сверл для разных материалов, стоит познакомиться с тем, как выглядят эти инструменты:
| Тип бура | Особенности |
Спиралевидный | Инструмент имеет крутую спираль разного вида, что позволяет, образующуюся при сверлении пыль, быстро удалять из отверстия. Используется для сверления отверстий большого диаметра. |
Шнековый | Длина инструментов составляет от 100 мм до 1 метра, что позволяет выполнять отверстия достаточно большой глубины. Мусор из высверливаемого отверстия удаляется быстрее, чем при применении спиралевидного устройства. Его преимущество — простота в эксплуатации, отсутствие необходимости выполнять заточку инструмента. |
Пологий | Используются для проходов небольших диаметров и глубины.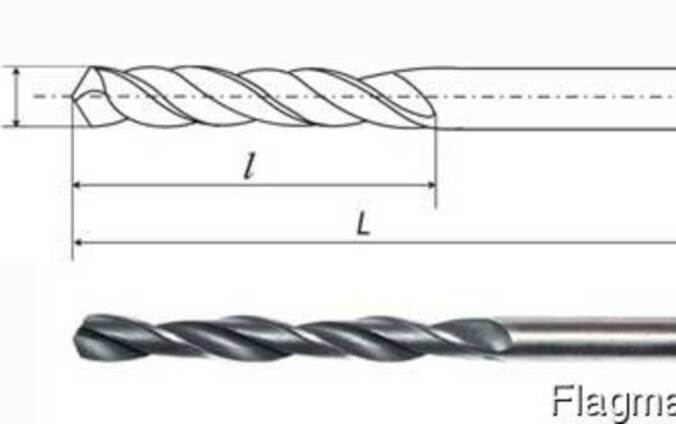 Он не предназначен для очень прочного бетона. После работы с таким инструментом нужно много времени, для удаления мусора из отверстия. Преимущество пологих буров — высокая прочность и надежность. |
Таблица 2 — сверла:
| Фото сверл для разных материалов | Особенности |
По дереву |
|
По металлу |
для бронзы, дюралюминия, латуни — в пределах: 110° — 120°. |
По бетону |
|

Способы
При сверлении твердых материалов с ними должны контактировать только кромки. Именно поэтому проводится заточка задней поверхности под определенным углом. В результате этой операции между кромкой и дном отверстия появляется зазор.
Заточка проводится коническим, двухплоскостным или конусным методами.
Использование конической заточки
Сверло вставляется в специальную призму точильного станка, которая перемещается вокруг своей оси. Призма по отношению к точильному кругу располагается под определенным углом. По форме задняя часть сверла напоминает конус. Она располагается в том месте, где пересекается рабочая поверхность заточного круга с осью качания.
Для того чтобы правильно заточить сверло, нужно предварительно провести настройку параметров. Ось конуса заточки должна располагаться под углом в 45 градусов по отношению к оси самого сверла. Конусная заточка может выполняться с применением двух методов:
- Вершина конуса, которую будут затачивать, должна располагаться ниже вершины конуса заточки. Предварительно рекомендуется провести настройку в соответствии с заданными параметрами: а – 45 градусов, б – от 13 до 15 градусов, н – 1,9д. ось сверла и конус должны скрещиваться под углом, который меньше угла шлифовального круга и сверла. Если затачиваем этим способом, то нужно следить, чтобы вершина сверла располагалась над вершиной конуса заточки. Вершина и сверло должны находиться на расстоянии 1,06д. ось сверла и ось конуса должны скрещиваться под углом 90 градусов.
- Для того чтобы обеспечить задний угол для периферической точки, нужно обеспечить показатели – а-5-7 градусов, угол 2ф – от 116 до 118 градусов. режущая поперечная кромка должна находиться под углом в 55 градусов.
 Предварительно рекомендуется провести настройку в соответствии с заданными параметрами: а – 45 градусов, б – от 13 до 15 градусов, н – 1,9д. ось сверла и конус должны скрещиваться под углом, который меньше угла шлифовального круга и сверла. Если затачиваем этим способом, то нужно следить, чтобы вершина сверла располагалась над вершиной конуса заточки. Вершина и сверло должны находиться на расстоянии 1,06д. ось сверла и ось конуса должны скрещиваться под углом 90 градусов.
Предварительно рекомендуется провести настройку в соответствии с заданными параметрами: а – 45 градусов, б – от 13 до 15 градусов, н – 1,9д. ось сверла и конус должны скрещиваться под углом, который меньше угла шлифовального круга и сверла. Если затачиваем этим способом, то нужно следить, чтобы вершина сверла располагалась над вершиной конуса заточки. Вершина и сверло должны находиться на расстоянии 1,06д. ось сверла и ось конуса должны скрещиваться под углом 90 градусов.Применение конического метода рекомендовано для создания более резкого прироста заднего угла сверла. Этот метод можно использовать, если сверло имеет большой диаметр – более 3 миллиметров.
Использование винтовой заточки
Если возникает необходимость автоматизировать процесс заточки сверл, то рекомендовано применение винтового метода. Он заключается в том, что поступательные движения согласованы с вращениями точильного круга. С его помощью можно проводить одновременную заточку передних и задних углов.
Он заключается в том, что поступательные движения согласованы с вращениями точильного круга. С его помощью можно проводить одновременную заточку передних и задних углов.
При винтовой заточке задние углы рабочей части увеличиваются по приближению к центру. При использовании этого метода наблюдается снижение прочности поперечной кромке сверл, что приводит к их поломке при сверлении чрезмерно твердых материалов.
Двухплоскостная заточка
С помощью этого метода рекомендовано проводить заточку сверл, которые предназначены для сверления нетвердых материалов. Если диаметр мм сверла составляет менее 3, то рекомендовано применение этого метода заточки. С применением этого метода оттачиваются сверла под углом 60 градусов. Благодаря этому методу усовершенствуются изделия, а не исправляются погрешности.
Опасность повредить скрытую электропроводку
Очень часто, когда требуется сверление отверстий в бетоне, мы никак не можем начать этого делать, поскольку опасаемся повредить внутреннюю скрытую электропроводку квартиры. Опасение это не напрасно, и очень хорошо, что Вы об этом задумываетесь.
Опасение это не напрасно, и очень хорошо, что Вы об этом задумываетесь.
Единственным способом определить, проходит ли рядом под бетоном электрический провод, это использовать специальный бесконтактный электрический пробник, который выглядит следующим образом:
Главная особенность этого пробника состоит в том, что Вам не нужно касаться им оголенных проводов, как мы это делали в статье Провода под напряжением, а просто подносите его к бетонной стене, и, если индикатор на пробнике загорается, значит в этом месте рядом проходит провод и сверлить нужно очень аккуратно.
Посмотрите видеоролик по работе с таким пробником, его еще называют «Детектор скрытой проводки»:
Советы опытного мастера
У хорошего хозяина для работы с дрелью всегда имеется несколько сверел разных видов – сверла по дереву, по металлу, по кирпичу и по бетону. Для работы дрелью по бетону лучше всего запастись разными сверлами, в том числе и победитовыми, и сверлами по металлу. Это необходимо для того, чтобы, столкнувшись в процессе сверления с тем, что дрель упрется в металл (так бывает, когда под бетонной плитой металлическая арматура), можно было бы легко и быстро переставить сверла местами – сверло по бетону заменить на сверло по металлу – и продолжить работу без задержки и промедления. А когда металл закончится, можно поставить обратно сверло по бетону sds. Те опытные мастера, которые много лет работают с дрелью, умеют заточить сверло таким образом, чтобы им можно было работать как по бетону, так и по металлу, однако для человека, который ранее с этим никогда не сталкивался, это труднодостижимая задача, и лучше даже не начинать и не пробовать.
Также очень важно, чтобы при работе с дрелью, сверло не перегревалось. Для этого его надо периодически регулярно остужать (приблизительно каждые 15-20 секунд работы)
Для этого делают паузу, и металлическое сверло опускают в небольшую емкость с холодной водой. Немного держат там сверло, а затем, когда оно остудится, продолжают процесс сверления. Просушивать его не надо. Однако, это правило действует лишь при сверлении металла. Сверля дерево, остужать его нет необходимости – оно не перегревается. А при работе победитовым сверлом его в воде не остужают – только естественным способом. Поработали, посверлили с полминуты, выключили дрель. Подождали до того момента, как сверло остынет, и только тогда продолжаем работу. Какую либо жидкость для остужения в процессе работы победитового сверла использовать нельзя.
Также бывает ситуация, когда в процессе сверления мы натыкаемся на камень, под бетонным основанием. Для камня обычное сверло по бетону sds не подойдет – берем в руки отбойник. По завершении работы с камнем, вновь возвращаемся к сверлу по бетону.
Если же в процессе работы у вас возникла необходимость высверлить одно или же несколько отверстий, неважно какого диаметра, не в обычной стене (межкомнатной перегородке), а в несущей, то лучше всего использовать для этого перфоратор, а не обыкновенную дрель. Не стоит пробовать сделать это бытовой дрелью, это бесполезно
И, конечно, в таком случае нам понадобится сверло для перфоратора по бетону.
Но вот при работе с керамической или кафельной плиткой перфоратор не нужен. Он только расколет плитки. Не нужна и ударная дрель – она также растрескает и испортит вам весь кафель. Забудьте про победитовое сверло по бетону. Здесь поможет только бытовая дрель с обычным, металлическим сверлом небольшого диаметра.
Можно пользоваться для сверления керамической или кафельной плитки и победитовым сверлом (не включая режим перфоратора).
Те сверла, которые затупились в процессе работы, можно легко заново заточить – металлические при помощи обычного наждака, а победитовые — алмазным диском. Однако, выбирая в магазине дорогие высококачественные сверла известных производителей, вам вряд ли понадобится их когда либо затачивать – они просто не тупятся.
Далее, по завершении этого обзора сверел, мы предлагаем к просмотру небольшой видеосюжет на рассмотренную нами тему.
Вы почти досверлили до нужной глубины и дальше не получается
Почти — это значит, например, для глубины в 5 см Вы недосверлили 5 мм. Дальше Вы во что-то уперлись. Бывают редкие случае, когда Вы уперлись во что-то капитальное, например, какой-нибудь твердый монолитный булыжник, который толком не рассверливается и не раздалбывается никаким способом.
Если саморез, на который Вы собираетесь повесить конструкцию, не имеет жестких требований по нагрузке, то попробуйте взять тот же саморез, но на 5 мм короче, а дюбель, который вошел в отверстие не полностью и небольшим концом выпирает наружу, просто подрежьте строительным ножом, как это показано на картинке:
Далее, просто берете саморез, который короче на 5 мм и вкручиваете в подрезанный дюбель. Это не очень хорошая практика, но иногда бывают ситуации, когда ничего другого сделать нельзя и тогда это выход из положения!
«Победит» или не «победит»
Сплав «Победит», изобретенный в первой четверти прошлого века состоял из 96% карбида вольфрама и 4% кобальта. В современной классификации по ГОСТ-у такой материал соответствует сплаву под индексом ВК4. Цифра в маркировке твердых сплавов указывает на процентное содержание кобальта. Сейчас для твердосплавных наконечников сверл большинство производителей используют сплав ВК8 (92% карбида вольфрама и 8% кобальта). В сплав добавляют специальные присадки, улучшающие режущие качества и продлевающие срок службы изделий с твердосплавными наконечниками. Однако по укоренившейся привычке в народе сверло для работы по бетону, кирпичу, камню, стеклу или плитке так и осталось «победитовым».
Особенности победитовых сверл
Для производства изделий используются высокопрочные металлы – фольфрам, кобальт, которые смешиваются с углеродом. С помощью таких инструментов проводится сверление кирпича, камня и других материалов высокого уровня твердости. Крепление победитовой пластины на стальном хвостике проводится с применением медной пайки. Диаметр сверла измеряется в цилиндрических сечениях.
Сверло имеет конусную поверхность и характеризуется стойкостью к истиранию. Изделие устойчиво к воздействию высоких температур. Но, она характеризуется хрупкостью, поэтому работы по заточке должны выполняться аккуратно. В победитовых сверлах наиболее часто затачивают только заднюю кромку.
Как заточить победитовое сверло с напайками?
Во время проведения заточки нужно обращать внимание на симметрию, так как при ее отсутствии наблюдается износ инструмента. Победитовые сверла требуют заточки только задней грани под углом в 60 градусов
Во время проведения работ нужно следить за равномерностью плоскости. Ее можно определить по отблеску. Несколько отблесков свидетельствует о том, что сверло заточено в нескольких плоскостях. В этом случае проводится повторная заточка до тех пор, пока не выйдет одна плоскость.
Во избежание этого рекомендуется равномерно прижимать сверло к камню – перемещать сверло относительно него влево и вправо.
Если передняя кромка победитового сверла закрывается припоем, тогда нужно подточить и ее. Работа заключается в снятии лишнего металла по оси инструмента и открытии победита. Переусердствовать в этом случае не рекомендуется, так как это может привести к ослаблению крепления пластины к оси из стали. При заточке нужно следить за тем, чтобы между передней и задней кромкой оставалась перемычка.
Заточка в домашних условиях
При заточке сверл своими руками пользователю рекомендуется придерживаться правил безопасности. Работа на наждачных кругах обязательно должна проводиться в защитных очках. Это защитит глаза от попадания абразивов и кусочков окалины. Очки нужно использовать даже при наличии защитного экрана на наждаке.
Категорически запрещается проводить работы в перчатках. Сверло может зацепить за нитку, что приведет к травмированию рук. Проведение работ рекомендовано в облегающей одежде, пуговицы которой предварительно застегиваются. Рекомендуется отрегулировать подручник, чтобы зазор между ним и камнем был небольшим.
Заточка сверл может проводиться различными способами, что позволяет человеку выбрать наиболее приемлемый вариант для себя. Во избежание травм нужно придерживаться техники безопасности во время проведения работ.
Список источников
- beton-house.com
- zamesbetona.ru
- svouimirukami.ru
- rykinekruki.ru
- 1beton.info
- www.LinkStroy.ru
Поделитесь с друзьями!
Новые размеры свёрл для обработки глубоких отверстий
Walter расширяет программу свёрл Xtreme Evo длиной до 30 × D.
Твердосплавные свёрла X treme Evo серии DC160 Advance Walter называет «инструментами следующего поколения». Путём внедрения инструментов длиной от 16 до 30 × D производитель расширяет диапазон их применения для обработки глубоких отверстий. В качестве «преемника» уже давно успешно зарекомендовавшего себя на рынке сверла Alpha 4XD сверло DC160 Advance, как и его предшественник, позволяет сверлить глубокие отверстия за один проход без прерывания цикла обработки, тем самым полностью используя все преимущества технологии XD. У новых инструментов оптимизированы покрытие и геометрия. Как и другие доступные варианты инструментов DC160 Advance, новые свёрла для обработки глубоких отверстий также имеют инновационную подточку вершины с углом 140° и четыре оптимально расположенные направляющие ленточки. При этом одно преимущество повышает точность позиционирования и уменьшает силы резания по центральной оси, а другое — гарантирует оптимальное ведение сверла.
Ещё одним нововведением стало использование для изготовления свёрл сплавов WJ30ET и WJ30EU. Они состоят из мелкозернистого субстрата K30F и многослойного покрытия TiSiAlCrN/AlTiN (для покрытия вершины/полного покрытия инструментов). Многослойная структура делает новые DC160 Advance в равной мере прочными и износостойкими, а также в значительной мере повышает эксплуатационную надёжность и производительность этих свёрл. Полированные стружечные канавки оптимизируют отвод стружки при глубине сверления от 8 × Dc. Стандартными областями применения новых свёрл, которые могут использоваться с внутренним подводом СОЖ и без него и подходят для обработки любых групп материалов ISO, являются общее машиностроение, производство штампов и пресс-форм, а также энергетическая промышленность и автомобилестроение. Walter предлагает инструменты в исполнении с промежуточными и специальными размерами через сервис быстрого изготовления специального инструмента Walter Xpress.
***
Компания Walter AG была основана в 1919 году и сейчас является одним из ведущих мировых производителей металлорежущего инструмента. Как поставщик специализированных решений для мех.обработки, Walter предлагает широкий спектр инструментов для фрезерования, токарной обработки, сверления и нарезания резьбы. Walter совместно с заказчиками разрабатывает специализированные решения для комплексной обработки деталей для различных отраслей промышленности — аэрокосмической, энергетической, транспортной и общего машиностроения.
Слоганом компании является Engineering Kompetenz – и Walter проявляет эту компетенцию на каждом этапе процесса обработки. Также Walter можно рассматривать в качестве инновационного партнера, способного создавать цифровые технологические решения для обеспечения оптимальной эффективности, — компания активно осваивает и развивает Индустрию 4.0 в металлообработке. С более чем 3600 сотрудников по всему миру и совместно с многочисленными дочерними компаниями и партнерами, Walter обслуживает клиентов в более чем 80 различных странах.
Контактное лицо:
Евгения Клепиковская, Менеджер по маркетинговым коммуникациям OOO «ВАЛЬТЕР»
Email: [email protected]
Телефон: +7 911 735 91 29
Нет связанных записей.
ГОСТ 12121-77 Сверла спиральные длинные с коническим хвостовиком. Основные размеры (с Изменениями N 1, 2)
ГОСТ 12121-77
Группа Г23
МКС 25.100.30
ОКП 39 1222
Дата введения 1979-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 14.10.77 N 2443
3. Стандарт полностью соответствует СТ СЭВ 6141-87
4. ВЗАМЕН ГОСТ 12121-77*
_______________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 12121-66. – Примечание изготовителя базы данных.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 2034-80 |
4 |
|
ГОСТ 4010-77 |
6 |
|
ГОСТ 25557-82 |
3 |
6. Ограничение срока действия снято Постановлением Госстандарта от 22.07.82 N 2774
7. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в июле 1982 г., октябре 1988 г. (ИУС 11-82, 1-89), Поправкой (ИУС 11-2001)
1. Настоящий стандарт распространяется на спиральные сверла с коническим хвостовиком диаметром от 5 до 50 мм, предназначенные для сверления через кондукторные втулки.
(Измененная редакция, Изм. N 2).
2. Основные размеры сверл должны соответствовать указанным на черт. и в таблице.
Чертеж. Основные размеры сверл
Размеры в мм
|
Сверла повышенной точности класса А1 |
Сверла нормальной точности классов В1 и В |
Конус Морзе |
|||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
||||
|
2301-3317 |
2301-3517 |
5,00 |
155 |
74 |
1 |
||
|
2301-3318 |
2301-3518 |
5,10 |
|||||
|
2301-3319 |
2301-3519 |
5,20 |
|||||
|
2301-3321 |
2301-3521 |
5,30 |
|||||
|
2301-3322 |
2301-3522 |
5,40 |
161 |
80 |
|||
|
2301-3323 |
2301-3523 |
5,50 |
|||||
|
2301-3324 |
2301-3524 |
5,60 |
|||||
|
2301-3325 |
2301-3525 |
5,70 |
|||||
|
2301-3326 |
2301-3526 |
5,80 |
|||||
|
2301-3327 |
2301-3527 |
5,90 |
|||||
|
2301-3151 |
2301-3351 |
6,00 |
|||||
|
2301-3152 |
2301-3352 |
6,10 |
167 |
86 |
|||
|
2301-3153 |
2301-3353 |
6,20 |
|||||
|
2301-3154 |
2301-3354 |
6,30 |
|||||
|
2301-3155 |
2301-3355 |
6,40 |
|||||
|
2301-3156 |
2301-3356 |
6,50 |
|||||
|
2301-3157 |
2301-3357 |
6,60 |
|||||
|
2301-3158 |
2301-3358 |
6,70 |
|||||
|
2301-3159 |
2301-3359 |
6,80 |
174 |
93 |
|||
|
2301-3161 |
2301-3361 |
6,90 |
|||||
|
2301-3162 |
2301-3362 |
7,00 |
|||||
|
2301-3163 |
2301-3363 |
7,10 |
|||||
|
2301-3164 |
2301-3364 |
7,20 |
|||||
|
2301-3165 |
2301-3365 |
7,30 |
|||||
|
2301-3166 |
2301-3366 |
7.40 |
|||||
|
2301-3167 |
2301-3367 |
7,50 |
|||||
|
2301-3168 |
2301-3368 |
7,60 |
181 |
100 |
|||
|
2301-3169 |
2301-3369 |
7,70 |
|||||
|
2301-3171 |
2301-3371 |
7,80 |
|||||
|
2301-3172 |
2301-3372 |
7,90 |
|||||
|
2301-3173 |
2301-3373 |
8,00 |
|||||
|
2301-3174 |
2301-3374 |
8,10 |
|||||
|
2301-3175 |
2301-3375 |
8,20 |
|||||
|
2301-3176 |
2301-3376 |
8,30 |
|||||
|
2301-3177 |
2301-3377 |
8,40 |
|||||
|
2301-3178 |
2301-3378 |
8,50 |
|||||
|
2301-3179 |
2301-3379 |
8,60 |
188 |
107 |
|||
|
2301-3181 |
2301-3381 |
8,70 |
|||||
|
2301-3182 |
2301-3382 |
8,80 |
|||||
|
2301-3183 |
2301-3383 |
8,90 |
|||||
|
2301-3184 |
2301-3384 |
9,00 |
|||||
|
2301-3185 |
2301-3385 |
9,10 |
|||||
|
2301-3186 |
2301-3386 |
9,20 |
|||||
|
2301-3187 |
2301-3387 |
9,30 |
|||||
|
2301-3188 |
2301-3388 |
9,40 |
|||||
|
2301-3189 |
2301-3389 |
9,50 |
|||||
|
2301-3191 |
2301-3391 |
9,60 |
197 |
116 |
|||
|
2301-3192 |
2301-3392 |
9,70 |
|||||
|
2301-3193 |
2301-3393 |
9,80 |
|||||
|
2301-3194 |
2301-3394 |
9,90 |
|||||
|
2301-3195 |
2301-3395 |
10,00 |
|||||
|
2301-3196 |
2301-3396 |
10,10 |
|||||
|
2301-3197 |
2301-3397 |
10,20 |
|||||
|
2301-3198 |
2301-3398 |
10,30 |
|||||
|
2301-3199 |
2301-3399 |
10,40 |
|||||
|
2301-3201 |
2301-3401 |
10,50 |
|||||
|
2301-3202 |
2301-3402 |
10,60 |
|||||
|
2301-3203 |
2301-3403 |
10,70 |
206 |
125 |
|||
|
2301-3204 |
2301-3404 |
10,80 |
|||||
|
2301-3205 |
2301-3405 |
10,90 |
|||||
|
2301-3206 |
2301-3406 |
11,00 |
|||||
|
2301-3207 |
2301-3407 |
11,10 |
|||||
|
2301-3208 |
2301-3408 |
11,20 |
|||||
|
2301-3209 |
2301-3409 |
11,30 |
|||||
|
2301-3211 |
2301-3411 |
11,40 |
|||||
|
2301-3212 |
2301-3412 |
11,50 |
|||||
|
2301-3213 |
2301-3413 |
11,60 |
|||||
|
2301-3214 |
2301-3414 |
11,70 |
|||||
|
2301-3215 |
2301-3415 |
11,80 |
|||||
|
2301-3216 |
3201-3416 |
11,90 |
215 |
134 |
|||
|
2301-3217 |
2301-3417 |
12,00 |
|||||
|
2301-3218 |
2301-3418 |
12,10 |
|||||
|
2301-3219 |
2301-3419 |
12,20 |
|||||
|
2301-3221 |
2301-3421 |
12,30 |
|||||
|
2301-3222 |
2301-3422 |
12,40 |
|||||
|
2301-3223 |
2301-3423 |
12,50 |
|||||
|
2301-3224 |
2301-3424 |
12,60 |
|||||
|
2301-3225 |
2301-3425 |
12,70 |
|||||
|
2301-3226 |
2301-3426 |
12,80 |
|||||
|
2301-3227 |
2301-3427 |
12,90 |
|||||
|
2301-3228 |
2301-3428 |
13,00 |
|||||
|
2301-3229 |
2301-3429 |
13,10 |
|||||
|
2301-3231 |
2301-3431 |
13,20 |
|||||
|
2301-3232 |
2301-3432 |
13,30 |
223 |
142 |
|||
|
2301-3233 |
2301-3433 |
13,40 |
|||||
|
2301-3234 |
2301-3434 |
13,50 |
|||||
|
2301-3235 |
2301-3435 |
13,60 |
|||||
|
2301-3236 |
2301-3436 |
13,70 |
|||||
|
2301-3237 |
2301-3437 |
13,80 |
|||||
|
2301-3238 |
2301-3438 |
13,90 |
|||||
|
2301-3239 |
2301-3439 |
14,00 |
|||||
|
2301-3241 |
2301-3441 |
14,25 |
245 |
147 |
2 |
||
|
2301-3242 |
2301-3442 |
14,50 |
|||||
|
2301-3243 |
2301-3443 |
14,75 |
|||||
|
2301-3244 |
2301-3444 |
15,00 |
|||||
|
2301-3245 |
2301-3445 |
15,25 |
251 |
153 |
|||
|
2301-3246 |
2301-3446 |
(15,40) |
|||||
|
2301-3247 |
2301-3447 |
15,50 |
|||||
|
2301-3248 |
2301-3448 |
15,75 |
|||||
|
2301-3249 |
2301-3449 |
16,00 |
|||||
|
2301-3251 |
2301-3451 |
16,25 |
257 |
159 |
|||
|
2301-3252 |
2301-3452 |
16,50 |
|||||
|
2301-3253 |
2301-3453 |
16,75 |
|||||
|
2301-3254 |
2301-3454 |
17,00 |
|||||
|
2301-3255 |
2301-3455 |
17,25 |
263 |
165 |
|||
|
2301-3256 |
2301-3456 |
(17,40) |
|||||
|
2301-3257 |
2301-3457 |
(17,50) |
|||||
|
2301-3258 |
2301-3458 |
17,75 |
|||||
|
2301-3259 |
2301-3459 |
18,00 |
|||||
|
2301-3261 |
2301-3461 |
18,25 |
269 |
171 |
|||
|
2301-3262 |
2301-3462 |
18,50 |
|||||
|
2301-3263 |
2301-3463 |
18,75 |
|||||
|
2301-3264 |
2301-3464 |
19,00 |
|||||
|
2301-3265 |
2301-3465 |
19,25 |
275 |
177 |
|||
|
2301-3266 |
2301-3466 |
(19,40) |
|||||
|
2301-3267 |
2301-3467 |
19,50 |
|||||
|
2301-3268 |
2301-3468 |
19,75 |
|||||
|
2301-3269 |
2301-3469 |
20,00 |
|||||
|
2301-3271 |
2301-3471 |
20,25 |
282 |
184 |
|||
|
2301-3272 |
2301-3472 |
20,50 |
|||||
|
2301-3273 |
2301-3473 |
20,75 |
|||||
|
2301-3274 |
2301-3474 |
(20,90) |
|||||
|
2301-3275 |
2301-3475 |
21,00 |
|||||
|
2301-3276 |
2301-3476 |
21,25 |
289 |
191 |
|||
|
2301-3277 |
2301-3477 |
21,50 |
|||||
|
2301-3278 |
2301-3478 |
21,75 |
|||||
|
2301-3279 |
2301-3479 |
22,00 |
|||||
|
2301-3281 |
2301-3481 |
22,25 |
|||||
|
2301-3282 |
2301-3482 |
22,50 |
296 |
198 |
|||
|
2301-3283 |
2301-3483 |
22,75 |
|||||
|
2301-3284 |
2301-3484 |
23,00 |
|||||
|
2301-3285 |
2301-3485 |
23,25 |
319 |
3 |
|||
|
2301-3286 |
2301-3486 |
23,50 |
|||||
|
2301-3287 |
2301-3487 |
23,75 |
327 |
206 |
|||
|
2301-3288 |
2301-3488 |
23,90 |
|||||
|
2301-3289 |
2301-3489 |
24,00 |
|||||
|
2301-3291 |
2301-3491 |
24,25 |
|||||
|
2301-3292 |
2301-3492 |
24,50 |
|||||
|
2301-3293 |
2301-3493 |
24,75 |
|||||
|
2301-3294 |
2301-3494 |
25,00 |
|||||
|
2301-3295 |
2301-3495 |
25,25 |
335 |
214 |
|||
|
2301-3296 |
2301-3496 |
25,50 |
|||||
|
2301-3297 |
2301-3497 |
25,75 |
|||||
|
2301-3298 |
2301-3498 |
26,00 |
|||||
|
2301-3299 |
2301-3499 |
26,25 |
|||||
|
2301-3301 |
2301-3501 |
26,50 |
|||||
|
2301-3302 |
2301-3502 |
26,75 |
343 |
222 |
|||
|
2301-3303 |
2301-3503 |
27,00 |
|||||
|
2301-3304 |
2301-3504 |
27,25 |
|||||
|
2301-3305 |
2301-3505 |
27,50 |
|||||
|
2301-3306 |
2301-3506 |
27,75 |
|||||
|
2301-3307 |
2301-3507 |
28,00 |
|||||
|
2301-3308 |
2301-3508 |
28,25 |
351 |
230 |
|||
|
2301-3309 |
2301-3509 |
28,50 |
|||||
|
2301-3311 |
2301-3511 |
28,75 |
|||||
|
2301-3312 |
2301-3512 |
29,00 |
|||||
|
2301-3313 |
2301-3513 |
29,25 |
|||||
|
2301-3314 |
2301-3514 |
29,50 |
|||||
|
2301-3315 |
2301-3515 |
29,75 |
|||||
|
2301-3316 |
2301-3516 |
30,00 |
|||||
|
2301-3328 |
2301-3528 |
30,25 |
360 |
239 |
|||
|
2301-3329 |
2301-3529 |
30,50 |
|||||
|
2301-3331 |
2301-3531 |
30,75 |
|||||
|
2301-3332 |
2301-3532 |
31,00 |
|||||
|
2301-3333 |
2301-3533 |
31,25 |
|||||
|
2301-3334 |
2301-3534 |
31,50 |
|||||
|
2301-3335 |
2301-3535 |
31,75 |
369 |
248 |
|||
|
2301-3336 |
2301-3536 |
32,00 |
397 |
248 |
4 |
||
|
2301-3337 |
2301-3537 |
32,50 |
|||||
|
2301-3338 |
2301-3538 |
33,00 |
|||||
|
2301-3339 |
2301-3539 |
33,50 |
|||||
|
2301-3341 |
2301-3541 |
34,00 |
416 |
267 |
|||
|
2301-3342 |
2301-3542 |
34,25 |
|||||
|
2301-3343 |
2301-3543 |
34,50 |
|||||
|
2301-3344 |
2301-3544 |
35,00 |
|||||
|
2301-3345 |
2301-3545 |
35,50 |
|||||
|
2301-3346 |
2301-3546 |
36,00 |
|||||
|
2301-3347 |
2301-3547 |
36,50 |
|||||
|
2301-3348 |
2301-3548 |
36,75 |
|||||
|
2301-3349 |
2301-3549 |
37,00 |
|||||
|
2301-4411 |
2301-4443 |
37,50 |
|||||
|
2301-4412 |
2301-4444 |
38,00 |
|||||
|
2301-4413 |
2301-4445 |
38,50 |
|||||
|
2301-4414 |
2301-4446 |
39,00 |
|||||
|
2301-4415 |
2301-4447 |
39,50 |
|||||
|
2301-4416 |
2301-4448 |
39,75 |
|||||
|
2301-4417 |
2301-4449 |
40,00 |
|||||
|
2301-4418 |
2301-4451 |
40,50 |
436 |
287 |
|||
|
2301-4419 |
2301-4452 |
41,00 |
|||||
|
2301-4421 |
2301-4453 |
41,50 |
|||||
|
2301-4422 |
2301-4454 |
42,00 |
|||||
|
2301-4423 |
2301-4455 |
42,25 |
|||||
|
2301-4424 |
2301-4456 |
42,50 |
|||||
|
2301-4425 |
2301-4457 |
43,00 |
447 |
298 |
|||
|
2301-4426 |
2301-4458 |
43,50 |
|||||
|
2301-4427 |
2301-4459 |
44,00 |
|||||
|
2301-4428 |
2301-4461 |
44,50 |
|||||
|
2301-4429 |
2301-4462 |
45,00 |
|||||
|
2301-4431 |
2301-4463 |
45,50 |
459 |
310 |
|||
|
2301-4432 |
2301-4464 |
46,00 |
|||||
|
2301-4433 |
2301-4465 |
46,25 |
|||||
|
2301-4434 |
2301-4466 |
46,50 |
|||||
|
2301-4435 |
2301-4467 |
47,00 |
|||||
|
2301-4436 |
2301-4468 |
47,50 |
|||||
|
2301-4437 |
2301-4469 |
48,00 |
470 |
321 |
|||
|
2301-4438 |
2301-4471 |
48,50 |
|||||
|
2301-4439 |
2301-4472 |
49,00 |
|||||
|
2301-4441 |
2301-4473 |
49,50 |
|||||
|
2301-4442 |
2301-4474 |
50.00 |
|||||
Примечание. Сверла, диаметры которых указаны в скобках, изготовляются по соглашению с потребителем.
Пример условного обозначения сверла повышенной точности диаметром =10 мм, класса точности А1:
Сверло 2301-3195-А1 ГОСТ 12121-77
Пример условного обозначения сверла нормальной точности диаметром =10 мм, класса точности В:
Сверло 2301-3395 ГОСТ 12121-77
То же, класса точности В1:
Сверло 2301-3395-В1 ГОСТ 12121-77
Примечание. Для сверл с левым направлением спирали к условному обозначению добавляется буква Л.
(Измененная редакция, Изм. N 1, 2, Поправка).
3. Размеры конусов Морзе – по ГОСТ 25557.
4. Технические требования – по ГОСТ 2034.
5. Сверла могут выполняться как с шейкой, так и без нее. Размеры шейки не регламентируются.
6. Конструктивные элементы и геометрические параметры режущих элементов сверл – по ГОСТ 4010.
7. Направление спирали сверла – правое. Сверла с левым направлением спирали изготовляются по согласованию с потребителем.
8. Основные размеры сверл с промежуточными диаметрами, отличающимися от регламентируемых в стандарте, указаны в приложении.
7, 8. (Введены дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ
Справочное
Основные размеры сверл с промежуточными диаметрами, отличающимися от регламентируемых в стандарте, должны соответствовать указанным в таблице.
мм
|
Конус Морзе |
||||
|
свыше |
до |
|||
|
4,75 |
5,30 |
155 |
74 |
1 |
|
5,30 |
6,00 |
161 |
80 |
|
|
6,00 |
6,70 |
167 |
86 |
|
|
6,70 |
7,50 |
174 |
93 |
|
|
7,50 |
8,50 |
181 |
100 |
|
|
8,50 |
9,50 |
188 |
107 |
|
|
9,50 |
10,60 |
197 |
116 |
|
|
10,60 |
11,80 |
206 |
125 |
|
|
11,80 |
13,20 |
215 |
134 |
|
|
13,20 |
14,00 |
223 |
142 |
|
|
14,00 |
15,00 |
245 |
147 |
2 |
|
15,00 |
16,00 |
251 |
153 |
|
|
16,00 |
17,00 |
257 |
159 |
|
|
17,00 |
18,00 |
263 |
165 |
|
|
18,00 |
19,00 |
269 |
171 |
|
|
19,00 |
20,00 |
275 |
177 |
|
|
20,00 |
21,20 |
282 |
184 |
|
|
21,20 |
22,40 |
289 |
191 |
|
|
22,40 |
23,02 |
296 |
198 |
|
|
23,02 |
23,60 |
319 |
198 |
3 |
|
23,60 |
25,00 |
327 |
206 |
|
|
25,00 |
26,50 |
335 |
214 |
|
|
26,50 |
28,00 |
343 |
222 |
|
|
28,00 |
30,00 |
351 |
230 |
|
|
30,00 |
31,50 |
360 |
239 |
|
|
31,50 |
31,75 |
369 |
248 |
|
|
31,75 |
33,50 |
397 |
248 |
4 |
|
33,50 |
35,50 |
406 |
257 |
|
|
35,50 |
37,50 |
416 |
267 |
|
|
37,50 |
40,00 |
426 |
277 |
|
|
40,00 |
42,50 |
436 |
287 |
|
|
42,50 |
45,00 |
447 |
298 |
|
|
45,00 |
47,50 |
459 |
310 |
|
|
47,50 |
50,00 |
470 |
321 |
|
ПРИЛОЖЕНИЕ. (Введено дополнительно, Изм. N 2).
Текст документа сверен по:
официальное издание
Сверла спиральные. Часть 1: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2003
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding SANDVIK COROMANT | ||||||||
| 1 Sandvik CoroKey 2010 Каталог-справочник на русском языке Основной девиз Просто выбрать Легко работать Содержание с указанием обрабатываемых матер | 2 Шведская инструментальная компания Sandvik Coromant будет постепенно внедрять новую классификацию обрабатываемых материалов по MC-кодам взамен су | 3 Рекомендуемые начальные режимы резания Сандвик Коромант значения скоростей резания и подач а также возможный диапазон их изменения указаны на упа | 4 Сменные режущие неперетачиваемые пластины Sandvik имеют четкую и нестираемую маркировку ее геометрии марки сплава радиуса при вершине и номера ре | 5 Производительность современной металлообработки На объем выпускаемой продукции оказывают влияние различные факторы такие как Выбор стратегии и ме | 6 Таблица аналогов марок сталей промышленно развитых стран Великобритания Швеция США Германия Франция Италия Испания Япония Группа материалов ISO P | |||
| 7 Таблица аналогов марок сталей промышленно развитых стран Часть 2 Национальные стандарты BS EN SS AISI SAE W.-nr. DIN AFNOR UNI UNE JIS Таблица об | 8 Справочная таблица соответствия твердости измеренной тремя наиболее часто применяемыми в машиностроении методами Виккерс HV Бринелль HB Роквелл H | 9 Сандвик Коромант расчет режимов резания Коррекция скорости резания для материалов различной твердости HB Рекомендации по режимам обработки в табл | 10 Определение числа оборотов шпинделя станка при точении Скорость резания (vc) Обороты в минуту (об/мин) Основные формулы при обработке металлов ре | 11 Токарный инструмент Sandvik CoroTurn RC для наружной токарной обработки Резцы с механическим креплением СРП повышенной жесткости Фотография проце | 12 Токарный инструмент Sandvik Выбор резцов для наружного точения на металлоорабатывающем оборудовании CoroTurn RC Наружное точение от чернового до | |||
| 13 Расточные резцы Sandvik Выбор токарного инструмента со сменными многогранными пластинами для точения ВНУТРЕННЯЯ ОБРАБОТКА CoroTurn 107 Первый выб | 14 Стандартная система обозначения сменных режущих пластин для точения и токарных державок для наружной обработки и растачивания Взаимосвязь по отде | 15 Токарный инструмент с СРП Система обозначения сменных режущих пластин и токарных резцов с механическим креплением СМП Основные параметры Форма За | 16 | 17 | 18 Сандвик Коромант Правильный расчет режимов резания при токарной мехобработке Изменение скорости резания при изменении подачи Графическая диаграмм | |||
| 19 приблизительный расчет потребной мощности при получистовой и черновой токарной обработке на металлорежущем оборудовании Справочная таблица для ра | 20 Особенности зачистных пластин Wiper Sandvik Coromant Высокопроизводительный токарный инструмент для получистовой и чистовой обработки на станках | 21 Марки сплавов Sandvik GC3205 GC3210 GC3215 CC6190 CC650 для токарной обработки заготовок из чугуна Режущие материалы шведского производителя ТОЧЕ | 22 Наглядная справочная ссылочная таблица основного ассортимента токарных сменных режущих пластин и державок Сандвик Коромант Перейти на страницу вы | 23 Токарный инструмент Сандвик для внутренней и наружной обработки Резцы и расточные оправки с режущими пластинами T-Max P и CoroTurn 107 Обзор прим | 24 Двусторонние твердосплавные пластины Sandvik T-MAX P CNMG 12 04 08-WF для чистовой токарной обработки низколегированной стали Операции продольное | |||
См.также / See also : | ||||||||
Диаметр отверстия под резьбу / Tap drill sizes | Скорость резания от диаметра Таблица / Surface speed to RPM conversion | |||||||
Формулы точения / Turning formulas | Формулы для расчета сверления / Formulas for drilling | |||||||
Обозначение сменных пластин / Indexable insert designation | Маркировка резцов по металлу / Turning tool ISO code system | |||||||
Аналоги марок стали Таблица / Workpiece material conversion table | Группы обрабатываемых резанием материалов / Workpiece material groups | |||||||
| 25 | 26 | 27 Сменные режущие пластины Sandvik без задних углов Сплавы GC4205 GC4215 GC4225 GC4235 для получистовой токарной обработки ТОЧЕНИЕ РЕЖИМЫ ОБРАБОТКИ | 28 | 29 | 30 | |||
| 31 | 32 | 33 Двусторонние твердосплавные пластины Sandvik GC2015 GC2025 для чистовой токарной обработки нержавеющей стали Рекомендуемые режимы резания Обознач | 34 | 35 Двусторонние твердосплавные пластины Сандвик без задних углов для высокопроизводительной наружной и внутренней полчистовой токарной обработки НЕР | 36 | |||
| 37 | 38 | 39 | 40 | 41 | 42 | |||
| 43 | 44 | 45 | 46 | 47 | 48 | |||
| 49 | 50 | 51 | 52 | 53 | 54 | |||
См.также / See also : | ||||||||
Соответствие твердости и прочности Таблица / Hardness equivalent table | Предельные отклонения линейных размеров / Fit tolerance table | |||||||
Перевод дюймов в мм Таблица / Inches to mm Conversion table | Типы резьбы Назначение и обозначения / Thread types and applications | |||||||
Формулы фрезерования / Milling formulas | Группы инструментальных материалов / Cutting tool materials | |||||||
Пример управляющей программы ЧПУ / CNC programming examples | Справочник по металлообработке / Metal Cutting Technology Technical Guide | |||||||
| 55 | 56 | 57 | 58 Токарный стандартный металлорежущий инструмент Sandvik Coromant CoroTurn RC Наружные сборные резцы Сандвик с креплением СРП прижимом повышенной ж | 59 Металлорежущий сборный токарный инструмент из Швеции Наружные державки Sandvik T-MAX P DCLNR/L DTFNR/L DDJNR/L DTJNR/L правого и левого исполнени | 60 Резцы проходные Sandvik DSBNR/L T-MAX P без задних углов со сменными режущими пластинами Токарный инструмент для продольного наружного точения Гл | |||
| 61 Проходные и подрезные токарные наружные резцы Sandvik DSRNR/L DSKNR/L с квадратными сменными режущими пластинами без задних углов Величина главно | 62 Шведский металлорежущий инструмент для точения металлов и сплавов Стандартные сборные токарные резцы Sandvik с призматическим хвостовиком сечение | 63 Токарные сборные державки Сандвик T-Max P DVJNR/L MTJNR/L с главным углом в плане 93 градуса для наружного контурного точения заготовок на металл | 64 Сборные резцы Sandvik CoroTurn RC T-MAX P с цилиндрическим хвостовиком с лысками для расточных токарных технологических операций Диаметр хвостови | 65 | 66 | |||
| 67 | 68 | 69 | 70 | 71 | 72 | |||
| 73 | 74 | 75 | 76 | 77 | 78 | |||
| 79 | 80 | 81 | 82 Рекомендации по выбору односторонних твердосплавных пластин Sandvik для токарной обработки чугуна серого и с шаровидным графитом Технологические | 83 | 84 | |||
| 85 | 86 | 87 | 88 Твердый сплав Sandvik Coromant h20 первый выбор для токарной обработки алюминиевых сплавов Односторонняя режущая пластина пластина Глубина резани | 89 Токарные односторонние режущие пластины Sandvik с задним углом величиной 7 градусов для наружного и внутреннего точения алюминия и других обрабат | 90 | |||
| 91 | 92 | 93 | 94 | 95 | 96 Резцы токарные проходные, подрезные и копировальные Sandvik CoroTurn 107 с механическим креплением сменных режущих позитивных пластин винтом Конс | |||
| 97 | 98 | 99 Токарный шведский инструмент Проходной наружный сборный резец Sandvik Coromant STGCR/L CoroTurn 107 правого и левого исполнений Конструкция и раз | 100 | 101 | 102 Резцы токарные расточные сборные Sandvik CoroTurn 107 с твердосплавными режущими пластинами и цилиндрическим хвостовиком. Типы и основные размеры | |||
| 103 | 104 | 105 | 106 | 107 Режущие материалы Sandvik GC1105 GC1125 GC1145 GC2135 h23A для отрезки и обработки канавок при точении жаропрочных сталей и сплавов Рекомендации | 108 | |||
| 109 | 110 | 111 | 112 | 113 | 114 | |||
| 115 | 116 | 117 | 118 | 119 | 120 Основные наглядные рекомендации по выбору двухлезвийных твердосплавных прорезных пластин Sandvik Coromant CoroCut 1-2 для токарной обработки широ | |||
| 121 | 122 Общий вид, основные размеры и обозначение прорезных сборных токарных резцов Sandvik Coromant CoroCat 3 с многовершинными режущими твердосплавными | 123 | 124 Токарный инструмент Сандвик для отрезки на металлорежущем оборудовании Отрезные двухсторонние лезвия для установки в резцовые блоки CoroCut 1-2 и | 125 | 126 | |||
| 127 Токарный металлорежущий инструмент Sandvik Coromant CoroCut 1-2 со сменными режущими твердосплавными пластинами для отрезки, обработки канавок, к | 128 | 129 Токарные сборные шведские державки Sandvik Coromant CoroCut 1-2 для мехобработки торцевых канавок на металлорежущем оборудовании При работе двухл | 130 | 131 | 132 Резьбовые токарные пластины Sandvik CoroThread 266 Рекомендации по выбору марки твердого сплава для резьбонарезных операций на токарном оборудова | |||
| 133 Резьбовые многогранные пластины Сандвик CoroTread 266 выпускаются для широкой номенклатуры резьб и шагов Опорные пластины для токарного резьбонар | 134 | 135 Резьбовые токарные резцы Sandvik со сменными твердосплавными режущими пластинами для нарезания наружной резьбы Инструмент с призматическим хвосто | 136 Метрический и дюймовый резьбонарезной токарный инструмент Sandvik Coromant Резьбовые твердосплавные неперетачиваемые пластины CoroThread 266 GC11 | 137 Токарные резьбонарезные сборные резцы Sandvik CoroThread 266 со сменными многогранными резьбовыми пластинами Режущий инструмент с цилиндрическими | 138 Фрезерный инструмент Sandvik со сменными режущими пластинми Семейство CoroMill для любого типа фрезерования Типы операций Торцевое фрезерование У | |||
| 139 Sandvik фрезы CoroMill со сменными режущими пластинами или сменными режущими головками Программа продукции шведского производителя Торцевое фрезе | 140 Как пользоваться каталогом-справочником CoroKey 2010 на русском языке? Общие рекомендации по подбору фрезерного металлорежущего инструмента Опред | 141 Фрезерование Твердые сплавы Sandvik GC1020 GC3220 GC4220 GC4230 GC4240 K20W CB50 h23A для сменных режущих твердосплавных пластин для обработки чу | 142 Основные рекомендации по правильному выбору сборных фрез Сандвик Коромант с режущими сменными фрезерными пластинами Главный угол в плане при фрез | 143 Для чистовой фрезерной механической обработки стали выбирайте фрезы Сандвик Коромант с мелким шагом и пластины с геометрией L Используйте твердые | 144 Расчет режимов резания при торцевом фрезеровании и мехобработки прямоугольных уступов Рекомендации и расчетные формулы Обрабатываемый материал IS | |||
| 145 Торцевые фрезы Sandvik CoroMill 345 Фрезерный инструмент высокой экономичности для получистовая и чистовая обработки плоских поверхностей Исполне | 146 Sandvik Coromant фреза CoroMill 345 для торцевого фрезерования Диаметр 40 – 250 мм Максимальная глубина резания (ap) 6 мм для пластин размером 13 | 147 Твердосплавная фрезерная зачистная пластина Sandvik Coromant имеет длинную торцевую зачистную режущую кромку что позволяет увеличивать величину п | 148 Торцевые универсальные фрезы Sandvik CoroMill 245 для любых этапов фрезерной обработки корпусных заготовок на станках От черновой до чистовой Опи | 149 Торцевые фрезы Sandvik CoroMill 245 с креплением на оправку Максимальная глубина резания (ap) для пластин размером 12 6 мм Код фрезерного инструм | 150 | |||
| 151 Торцевые сборные фрезы Sandvik Coromant CoroMill 490 с твердосплавными режущими сменными пластинами Фрезерный инструмент для фрезерования прямоуг | 152 | 153 | 154 | 155 | 156 Фрезерный инструмент Sandvik Coromant CoroMill 390 для фрезерования пазов и уступов Сменные режущие фрезерные пластины размером 11 и 17 мм Фрезер | |||
| 157 Основные размеры и обозначение концевых сборных фрез Sandvik CoroMill 390 с гладким цилиндрическим хвостовиком или Weldon Фрезерный металлорежущи | 158 | 159 | 160 | 161 | 162 | |||
| 163 | 164 Насадные и концевые фрезы Sandvik CoroMill 200 для чернового торцевого и контурного фрезерования Диаметр фрезерного инструмента с круглыми режущи | 165 | 166 Краткое описание фрезы Sandvik CoroMill 300 со сменными круглыми режущими пластинами Исполнения фрезерного инструмента с крупным нормальным мелки | 167 | 168 | |||
| 169 Торцевые легкосплавные насадные фрезы Sandvik Coromant CoroMill Century предназначены для высокоскоростной фрезерной обработки цветных металлов. | 170 Специальные торцевые фрезы Sandvik CoroMill Century для фрезерования алюминия Инструмент с хвостовиком Coromant Capto C3 C4 C5 или с креплением н | 171 Фрезерный инструмент Sandvik CoroMill 316 Инструментальная система для фрезерования со сменными режущими головками из твердого сплава с покрытием | 172 | 173 Твердосплавные сменные фрезерные головки Sandvik CoroMill 316 Фрезерование фасок Диаметр 10 – 16 мм С возможностью засверливания и без Угол подъе | 174 | |||
| 175 Металлорежущий модульный инструмент из Швеции для механической обработки на фрезерных станках Адаптеры Sandvik Coromant CoroMill 316 с хвостовико | 176 | 177 | 178 Шведская инструментальная продукция Sandvik Coromant для высокопроизводительной механической обработки отверстий в металлических заготовках Цельн | 179 Основные шаги при выборе монолитных или сборных шведских сверл Sandvik Coromant CoroDrill Определить диаметр глубину и требования к качеству отве | 180 Рекомендации по правильному использованию сверл Sandvik CoroDrill Жесткость системы СПИД от детали до шпинделя станка в значительной степени влия | |||
| 181 Сверление заготовок невращающимся сверлом на токарном станке Рекомендации по применению сверлильного инструмента со сменными твердосплавными плас | 182 Спиральные твердосплавные сверла Sandvik CoroDrill Delta-C для сверления коротких отверстий Режущий инструмент с внутренним и наружным подводом С | 183 Твердосплавные сверла Sandvik CoroDrill Delta C R840 GC1220 с цилиндрическим хвостовиком Диаметр сверла от 3 до 20 мм Максимальная глубина сверле | 184 Монолитный твердосплавный металлорежущий инструмент из Швеции Спиральные цельные сверла CoroDrill Delta C R840 GC1220 с гладким цилиндрическим хв | 185 Основные геометрические размеры и обозначения по производителю цельнотвердосплавных спиральных сверл Сандвик CoroDrill Delta C R840 GC1220 Сверли | 186 | |||
| 187 Твердосплавные спиральные сверла Sandvik CoroDrill Delta C R842 Сверлильный инструмент с наружным и внутренним подводом СОЖ для сверления отверст | 188 | 189 Монолитный металлорежущий инструмент Сандвик для высокопроизводительной обработки глухих и сквозных отверстий в стальных заготовках Твердосплавны | 190 Режущий осевой инструмент для обработки алюминия резанием Твердосплавные цельные спиральные сверла Sandvik Coromant CoroDrill Delta C R850 для св | 191 Шведский металлорежущий инструмент для механической обработки алюминия и алюминиевых сплавов Монолитные твердосплавные спиральные сверла Sandvik | 192 Справочная таблица начальных значений режимов резания Sandvik Coromant при сверлении твердосплавными сверлами CoroDrill Delta C Скорость резания | |||
| 193 Сборное сверло Sandvik Coromant CoroDrill 880 со сменными режущими твердосплавными пластинами Иллюстрация металлорежущего инструмента | 194 Рекомендации по правильному выбору сверла Sandvik Coromant CoroDrill 880 с механическим креплением сменных режущих многогранных пластин Глубина с | 195 Выбор режущей геометрии и марок твердого сплава сменных пластин для сборных сверл Sandvik CoroDrill 880 Стружколом LM первый выбор для длинностру | 196 Сборные сверла Сандвик CoroDrill 880 с цилиндрическим хвостовиком с лыской по ISO 9766 Диаметр осевого режущего инструмента 12 – 29.5 мм Максимал | 197 Номенклатура твердосплавных периферийных и центральных режущих пластин для сборных сверл Sandvik Coromant CoroDrill 880 Размер Код инструмента 88 | 198 Сборные сверла Сандвик CoroDrill 880 с механическим креплением сменных режущих твердосплавных пластин Диаметр сверлильного инструмента 30 – 63 мм | |||
| 199 Обозначения и марки твердых сплавов для цетральных и периферийных твердосплавных сменных пластин Sandvik Coromant для сверл CoroDrill 880 880-060 | 200 Начальные значения режимов резания Sandvik Coromant при сверлении отверстий сверлами CoroDrill 880 Жирным шрифтом отмечены рекомендуемые сплавы г | 201 Начальные рекомендованные значения режимов резания Сандвик при сверлении сборными сверлами Sandvik Coromant CoroDrill 880 с механическим креплени | 202 Инструментальная оснастка Sandvik Coromant Capto Один тип соединения для точения фрезерования сверления растачивания Уникальная базовая поверхнос | 203 Модульная инструментальная оснастка Sandvik Coromant Capto Международный стандарт ISO 26623 на инструмент Разнообразие технологических решений дл | 204 Практические советы по правильной эксплуатации металлорежущего сборного инструмента Sandvik Coromant Опорная пластина и посадочное гнездо Проверь | |||
| 205 Основные рекомендации по правильной эксплуатации сборного металлорежущего инструмента Sandvik Coromant со сменными режущими твердосплавными пласт | 206 Классификация видов износа токарного режущего инструмента Износ по задней поверхности Лункообразование на передней Пластическая деформация Класси | 207 Основные советы от производителя современного режущего инструмента Сандвик Коромант (Швеция) по устранению технологических проблем при токарной о | 208 Практические рекомендации по устранению проблем при фрезерной обработке стальных заготовок на металлорежущем оборудовании Износ пластины сменной | 209 Сверление отверстий в металлических загтовках на промышленном металлообрабатывающем оборудовании Основные проблемы и их устранение Увеличить пода | 210 Основные формулы и определения при точении отрезки обработки канавок и нарезании резьбы на токарном металлорежущем оборудовании Скорость резания | |||
| 211 Основные расчетные формулы и определения при сверлении и фрезеровании на металлообрабатывающем оборудовании Скорость резания (vc) (м/мин) Подача | 212 Общая информация по безопасности от шведской компании Sandvik Coromant Твердые сплавы содержат в основном такие компоненты как карбид вольфрама и | 213 Sandvik CoroKey Guide Справочный инструментальный каталог за 2010 год на русском языке Общая техническая информация Алфавитный указатель обозначе | 214 Поисковый указатель инструментальной продукции шведской компании Сандвик Коромант для каталога-справочника CoroKey 2010 года на русском языке E10 | 215 Справочник каталог Sandvik CoroKey 2010 на русском языке Алфавитный указатель обозначений товарных позиций металлорежущего инструмента источника | 216 Шведская инструментальная компания Sandvik Coromant предлагает воспользоваться услугой по сбору использованных твердосплавных пластин и цельного | |||
См.также / See also : | ||||||||
| SANDVIK COROMANT | ||||||||
Каталог SANDVIK COROMANT 2017 Инструмент токарный и оснастка (656 страниц) | Каталог SANDVIK COROMANT 2017 Инструмент вращающийся и оснастка (515 страниц) | Каталог SANDVIK COROMANT 2016 Металлорежущий цельный инструмент (866 страниц) | Каталог SANDVIK COROMANT 2016 Обработка глубоких отверстий (226 страниц) | Каталог SANDVIK COROMANT 2015 Токарные инструменты (1253 страницы) | Каталог SANDVIK COROMANT 2015 Вращающиеся инструменты (1500 страниц) | |||
Каталог SANDVIK COROMANT 2015 Комплектующие для инструмента (670 страниц) | Каталог SANDVIK COROMANT 2015 Специальный инструмент (163 страницы) | Каталог SANDVIK COROMANT 2001 Вращающиеся инструменты (751 страницы) | Каталог SANDVIK COROMANT 2000 Токарный инструмент (573 страницы) | Каталог SANDVIK COROMANT 2017 Инструмент Сандвик-МКТС (104 страницы) | Каталог SANDVIK COROMANT 2000 Инструмент и сменные пластины Сандвик МКТС (172 страницы) | |||
Руководство SANDVIK COROMANT 2010 по металлообработке (800 страниц) | Каталог SANDVIK COROMANT 2010 CoroKey Режущий инструмент (216 страниц) | Пособие SANDVIK COROMANT 2009 Обработка металлов резанием (359 страниц) | Каталог SANDVIK COROMANT 2006 CoroKey Металлорежущий инструмент (195 страниц) | Руководство SANDVIK COROMANT 2005 по обработке металлов резанием (564 страницы) | Учебник SANDVIK COROMANT 2003 Обработка резанием (301 страница) | |||
Режущий инструмент, инструментальная оснастка и приспособления / | ||||||||
Особенности сверления отверстий малых размеров
Особенности сверления отверстий малых размеров
Категория:
Технология миниатюрных изделий
Особенности сверления отверстий малых размеров
В настоящее время минимальный размер отверстий, получаемых сверлением, равен 0,05 мм. Получение сверлением отверстий меньших размеров ограничено возможностью изготовления достаточно качественных и стойких сверл, отсутствием прецизионного высокочувствительного сверлильного оборудования. К тому же, как показали исследования, отверстия диаметром 0,03 мм, полученные сверлением, как правило, не имеют четко очерченного контура. Образующаяся стружка и заусенцы становятся соизмеримыми с отверстием. Удаление стружки затрудняется. Поэтому для получения отверстий менее 0,05 мм более эффективными являются лазерный, электронно-лучевой и другие методы.
Несомненно, сверление отверстий по размерам, близким к минимально предельному значению, имеет свои особенности по сравнению со сверлением отверстий диаметром около 1 мм и требует не только специального инструмента и оборудования, но и гораздо большей осторожности. Промышленностью выпускаются стандартные спиральные сверла, минимальный диаметр которых равен 0,1 мм. Для получения меньших размеров отверстий изготавливают специальные сверла. Малые размеры сверл для сверления отверстий диаметром 0,05—1 мм, их ограниченная жесткость и прочность обусловливают специфические особенности процесса сверления.
Основной особенностью является более резкое влияние ряда факторов, таких как биение сверла и шпинделя станка, состояние и качество поверхности изделия, величина вылета сверла, характер и равномерность подачи. Ухудшение каждого из перечисленных факторов может привести к поломке сверла или к получению неточных отверстий. Поэтому весьма важным является исследование влияния каждого из этих факторов на процесс сверления, качество поверхности, точность обработки и стойкость сверл.
Перед началом сверления необходимо обеспечить правильную установку сверл в цанге или патроне, ограничить биение шпинделя и неперпендикулярность его оси к рабочей поверхности стола в пределах 0,005 мм. Биение режущих кромок сверла должно быть минимальным и не превышать значения 0,015 мм. Принято считать, что установка сверл в патроне считается правильной, если при вращении шпинделя со скоростью менее 1,5 тыс. об/мин при визуальном рассмотрении через лупу с 4—10-кратным увеличением сверло представляется в виде сплошного стержня без стружечных канавок.
Для более точной количественной оценки биения малоразмерных сверл при установке их в патроне и измерения износа служит специальный прибор. Он состоит из плиты, установленной на ней головки стереоскопического микроскопа (МБС-2) и кронштейна для крепления и перемещения оптической призмы, предназначенной для поворота изображения исследуемого сверла на 90°. Изменение увеличения изображения с 4,8 до 56х осуществляется поворотом гайки. Цена деления измерительных окуляров при максимальном увеличении равна 0,015 мм. Окуляры могут поворачиваться в трубках для установки шкалы в положение, удобное для измерения. Источник света расположен во втулке, которая вместе с кронштейном установлена на корпусе оптической головки. Точная фокусировка изображения осуществляется перемещением призмы. Если условия обработки требуют измерения угла при вершине, то призму можно дополнительно повернуть на соответствующий угол и закрепить винтом. При необходимости износ сверл можно фиксировать на фотопленку.
Рис. 1. График зависимости «ломающей» подачи от величины вылета сверла
При больших значениях вылета L сверл и глубинах h сверления изгибная прочность сверл резко снижается. На рис. 32 приведены зависимости «ломающей» подачи 5Л0М от величины вылета при различных глубинах сверления (для сверл d = 0,5 мм и V = 3,1 м/мин).
Величина вылета малоразмерных сверл оказывает существенное влияние и на производительность обработки и стойкость малоразмерных сверл. При больших отношениях Lid под действием усилия резания происходит потеря продольной устойчивости сверл, вследствие чего теряется их прямолинейная форма, сохраняющаяся при сверлении с вылетом до 10d. Поэтому во всех случаях целесообразно вести обработку с минимальным (в отношении свободного выхода стружки) вылетом. Если же по технологическим условиям длина вылета регламентирована, то эффективность использования малоразмерных сверл может быть значительно повышена за счет применения инструмента с уменьшенной длиной рабочей части, что вполне допустимо, так как глубина отверстий диаметром до 1 мм не превышает (за редким исключением) Ad.
Следует иметь в виду, что при сверлении имеет место разбивка отверстий вследствие неизбежных биений сверла. Поэтому при сверлении точных отверстий диаметр сверла следует выбирать с учетом разбивки отверстия и с учетом припуска на последующую калибровку. Последнюю производят калибровочными пуансонами или шариками вначале предварительно, а затем «в размер». Сверление с использованием обычных трехкулачковых патронов для крепления сверл не всегда обеспечивает получение нужной точности и требует дополнительного времени на центровку. Применение же патронов при больших скоростях вращения (свыше 10 тыс/мин) вызывает значительные вибрации. В связи с этим для крепления малых диаметров используют зажимные цанги, имеющие меньшую массу и дисбаланс.
Реклама:
Читать далее:
Малоразмерный инструмент
Статьи по теме:
2 заблуждения, которые у меня были относительно всех этих размеров сверл
Выбор подходящего сверла может быть сложной задачей для новичков, таких как я, особенно если принять во внимание материал, канавки, покрытия, стили наконечников, допуски, длину и другие факторы. Но одна из первых проблем, с которыми я сталкиваюсь, – это разные типы размеров: размер букв (A – Z), калибр провода (#s), дробные размеры (дюймы) и метрические размеры (мм). Моя реакция коленного рефлекса – купить пригоршню нужного мне размера, не считая этикеток.Что вообще за все эти разные системы? Разве это не один и тот же инструмент, названный множеством разных имен? Вот что я узнал.
Почему существуют разные типы систем измерения сверл?
Оказывается, причиной использования буквенных, проволочных, дробных и метрических размеров является частично историческая и частично ассоциативная стандартизация. Во-первых, обратите внимание, что эти размеры описывают диаметр инструмента.
Дробные размеры были продуктом британской системы мер США, стандартизированной ANSI.Эти сверла доступны с шагом 1/64 дюйма от 1/64 дюйма до 1 дюйма. Вы можете увидеть некоторые сверла размером до 1 3/4 дюйма, и у них будет конический хвостовик Морзе. Опять же, они доступны с шагом 1/64 дюйма.
Метрические размеры сверл стандартизированы ISO и обычно доступны с шагом 0,1 мм.
Сверла с калибром проволокибыли приняты Соединенными Штатами из Европы, где измерение относилось к диаметру проволоки; поскольку калибр можно определить по размеру, это буквально сверла размером с проволоку.Эти сверла доступны от № 97, самого маленького, до № 1, самого большого.
Буквенные калибры начинаются почти сразу после окончания сверл для проволоки и становятся больше, охватывая весь алфавит.
Все сверла имеют одинаковые размеры, но имеют разные названия?
Нет. Ответ должен был быть очевиден для меня, но я почувствовал себя лучше, когда понял, насколько они перекрываются и насколько они могут быть близки по размеру. Таблица “Нарезание / сверление” – удобный справочник, который поможет в этом.Вот сокращенная таблица, или вы можете купить полную версию ЗДЕСЬ.
Если вы ищете более подробную информацию о том, какие сверла использовать, когда и как все эти размеры подходят для вашего проекта, мои коллеги-машинисты посоветовали взглянуть на Справочник по машинному оборудованию.
Они также напомнили мне, что, как и все в механической обработке, наука заходит так далеко. Это искусство, вы поймете только один способ – изготовление чипсов.
Стандартные размеры сверл для обработки с ЧПУ (таблицы преобразования)
По сценарию Алкаиоса Бурниаса Варотсиса
ПОДЕЛИТЬСЯ СТАТЬЕЙ
ПОДЕЛИТЬСЯ СТАТЬЕЙ
Введение
В таблицах ниже приведены стандартные размеры сверл, используемых при обработке с ЧПУ.
Стандартные метрические сверла
| Размер сверла | Диаметр (дюйм) | ||
|---|---|---|---|
| 0,05 мм | 0,0020 | ||
| 0,1 мм | 0,0039 | ||
| 0,2 мм | 0,0079 | ||
| 0,3 мм | 0,0118 | ||
| 0,4 мм | 0,0158 | ||
| 0,5 мм | 0,0197 | ||
| 0.6 мм | 0,0236 | ||
| 0,7 мм | 0,0276 | ||
| 0,8 мм | 0,0315 | ||
| 0,9 мм | 0,0354 | ||
| 1 мм | 0,0394 | ||
| 1,1 мм | 0,0433 | ||
| 1,2 мм | 0,0472 | ||
| 1,3 мм | 0,0512 | ||
| 1,4 мм | 0,0551 | ||
| 1,5 мм | 0.0591 | ||
| 1,6 мм | 0,0630 | ||
| 1,7 мм | 0,0669 | ||
| 1,8 мм | 0,0709 | ||
| 1,9 мм | 0,0748 | ||
| 2 мм | 0,0787 | ||
| 2,1 мм | 0,0827 | ||
| 2,2 мм | 0,0866 | ||
| 2,3 мм | 0,0906 | ||
| 2,4 мм | 0,0945 | ||
| 2.5 мм | 0,0984 | ||
| 2,6 мм | 0,1024 | ||
| 2,7 мм | 0,1063 | ||
| 2,8 мм | 0,1102 | ||
| 2,9 мм | 0,1142 | ||
| 3 мм | 0,1181 | ||
| 3,1 мм | 0,1221 | ||
| 3,2 мм | 0,1260 | ||
| 3,3 мм | 0,1299 | ||
| 3,4 мм | 0.1339 | ||
| 3,5 мм | 0,1378 | ||
| 3,6 мм | 0,1417 | ||
| 3,7 мм | 0,1457 | ||
| 3,8 мм | 0,1496 | ||
| 3,9 мм | 0,1535 | ||
| 0,1575 | |||
| 4,1 мм | 0,1614 | ||
| 4,2 мм | 0,1654 | ||
| 4,3 мм | 0,1693 | ||
| 4.4 мм | 0,1732 | ||
| 4,5 мм | 0,1772 | ||
| 4,6 мм | 0,1811 | ||
| 4,7 мм | 0,1850 | ||
| 4,8 мм | 0,1890 | ||
| 4,9 мм | 0,1929 | ||
| 5 мм | 0,1969 | ||
| 5,1 мм | 0.2008 | ||
| 5,2 мм | 0,2047 | ||
| 5,3 мм | 0.2087 | ||
| 5,4 мм | 0,2126 | ||
| 5,5 мм | 0,2165 | ||
| 5,6 мм | 0,2205 | ||
| 5,7 мм | 0,2244 | ||
| 5,8 мм | 0,2284 | ||
| 5,9 мм | 0,2323 | ||
| 6 мм | 0,2362 | ||
| 6,1 мм | 0,2402 | ||
| 6,2 мм | 0,2441 | ||
| 6.3 мм | 0,2480 | ||
| 6,4 мм | 0,2520 | ||
| 6,5 мм | 0,2559 | ||
| 6,6 мм | 0,2598 | ||
| 6,7 мм | 0,2638 | ||
| 6,8 мм | 0,2638 | 6,8 мм | 0,267 |
| 6,9 мм | 0,2717 | ||
| 7 мм | 0,2756 | ||
| 7,1 мм | 0,2795 | ||
| 7,2 мм | 0.2835 | ||
| 7,3 мм | 0,2874 | ||
| 7,4 мм | 0,2913 | ||
| 7,5 мм | 0,2953 | ||
| 7,6 мм | 0,2992 | ||
| 7,7 мм | 0,3032 | ||
| 0,3071 | |||
| 7,9 мм | 0,3110 | ||
| 8 мм | 0,3150 | ||
| 8,1 мм | 0,3189 | ||
| 8.2 мм | 0,3228 | ||
| 8,3 мм | 0,3268 | ||
| 8,4 мм | 0,3307 | ||
| 8,5 мм | 0,3347 | ||
| 8,6 мм | 0,3386 | ||
| 8,7 мм | 0,3425 | ||
| 8,8 мм | 0,3465 | ||
| 8,9 мм | 0,3504 | ||
| 9 мм | 0,3543 | ||
| 9,1 мм | 0.3583 | ||
| 9,2 мм | 0,3622 | ||
| 9,3 мм | 0,3661 | ||
| 9,4 мм | 0,3701 | ||
| 9,5 мм | 0,3740 | ||
| 9,6 мм | 0,3780 | 9,7 мм | 0,3819 |
| 9,8 мм | 0,3858 | ||
| 9,9 мм | 0,3898 | ||
| 10 мм | 0,3937 | ||
| 10.5 мм | 0,4134 | ||
| 11 мм | 0,4331 | ||
| 11,5 мм | 0,4528 | ||
| 12 мм | 0,4724 | ||
| 12,5 мм | 0,4921 | ||
| 13 мм | 0,5118 | ||
| 13,5 мм | 0,5315 | ||
| 14 мм | 0,5512 | ||
| 14,5 мм | 0,5709 | ||
| 15 мм | 0.5906 | ||
| 15,5 мм | 0,6102 | ||
| 16 мм | 0,6299 | ||
| 16,5 мм | 0,6496 | ||
| 17 мм | 0,6693 | ||
| 17,5 мм | 0,6890 | 17,5 мм | 0,6890 | 18 мм0,7087 |
| 18,5 мм | 0,7284 | ||
| 19 мм | 0,7480 | ||
| 19,5 мм | 0,7677 | ||
| 20 мм | 0.7874 | ||
| 20,5 мм | 0,8071 | ||
| 21 мм | 0,8268 | ||
| 21,5 мм | 0,8465 | ||
| 22 мм | 0,8661 | ||
| 22,5 мм | 0,8858 | 0,8858 | 500,8858 | 50 23 мм0,9055 |
| 23,5 мм | 0,9252 | ||
| 24 мм | 0,9449 | ||
| 24,5 мм | 0,9646 | ||
| 25 мм | 0.9843 | ||
| 25,5 мм | 1.0039 | ||
| 26 мм | 1.0236 | ||
| 26,5 мм | 1.0433 | ||
| 27 мм | 1.0630 | ||
| 27,5 мм | 1.0827 | ||
| 1.0827 | 1,1024 | ||
| 28,5 мм | 1,1221 | ||
| 29 мм | 1,1417 | ||
| 29,5 мм | 1,1614 | ||
| 30 мм | 1.1811 | ||
| 30,5 мм | 1.2008 | ||
| 31 мм | 1.2205 | ||
| 31,5 мм | 1.2402 | ||
| 32 мм | 1.2598 | ||
| 32,5 мм | 1.2795 | ||
| 1,2992 | |||
| 33,5 мм | 1,3189 | ||
| 34 мм | 1,3386 | ||
| 34,5 мм | 1,3583 | ||
| 35 мм | 1.3780 | ||
| 35,5 мм | 1,3976 | ||
| 36 мм | 1,4173 | ||
| 36,5 мм | 1.4370 | ||
| 37 мм | 1.4567 | ||
| 37,5 мм | 1.4764 | ||
| 1.4764 | |||
| 1.4961 |
Хотите узнать больше об обработке с ЧПУ?
Загрузите наше инженерное руководство
Сверла дробные дюймовые, размер
| Размер сверла | Диаметр (дюйм) | Диаметр (мм) |
|---|---|---|
| 1/64 дюйма | 0.0156 | 0,3969 |
| 1/32 дюйма | 0,0313 | 0,7938 |
| 3/64 дюйма | 0,0469 | 1,1906 |
| 1/16 дюйма | 0,0625 | 1,5875 |
| 5/64 дюйма | 0,0781 | 1,9844 |
| 3/32 дюйма | 0,0938 | 2,3813 |
| 7/64 дюйма | 0,1094 | 2.7781 |
| 1/8 дюйма | 0.1250 | 3,1750 |
| 9/64 дюйма | 0,1406 | 3,5719 |
| 5/32 дюйма | 0,1563 | 3,9688 |
| 11/64 дюйма | 0,1719 | 4.3656 |
| 3/16 дюйма | 0,1875 | 4,7625 |
| 13/64 дюйма | 0,2031 | 5,1594 |
| 7/32 дюйма | 0,2188 | 5,5563 |
| 15/64 дюйма | 0.2344 | 5.9531 |
| 1/4 дюйма | 0.2500 | 6.3500 |
| 17/64 дюйма | 0.2656 | 6.7469 |
| 9/32 дюйма | 0.2813 | 7.1438 |
| 19/64 дюйма | 0,2969 | 7,5406 |
| 5/16 дюйма | 0,3125 | 7,9375 |
| 21/64 дюйма | 0,3281 | 8,3344 |
| 11/32 дюйма | 0.3438 | 8,7313 |
| 23/64 дюйма | 0,3594 | 9,1281 |
| 3/8 дюйма | 0,3750 | 9,5250 |
| 25/64 дюйма | 0,3906 | 9.9219 |
| 9.9219 | ||
| 0,4063 | 10,3188 | |
| 27/64 дюйма | 0,4219 | 10,7156 |
| 7/16 дюйма | 0,4375 | 11,1125 |
| 29/64 дюйма | 0.4531 | 11,5094 |
| 15/32 дюйма | 0,4688 | 11.9063 |
| 31/64 дюйма | 0,4844 | 12.3031 |
| 1/2 дюйма | 0,5000 | 12.7000 |
| 33/64 дюйма | 0,5156 | 13,0969 |
| 17/32 дюйма | 0,5313 | 13,4938 |
| 35/64 дюйма | 0,5469 | 13,8906 |
| 9/16 дюйма | 0.5625 | 14,2875 |
| 37/64 дюйма | 0,5781 | 14,6844 |
| 19/32 дюйма | 0,5938 | 15.0813 |
| 39/64 дюйма | 0,6094 | 15.4781 |
| 15.4781 | ||
| 0,6250 | 15,8750 | |
| 41/64 дюйма | 0,6406 | 16,2719 |
| 43/64 дюйма | 0,6719 | 17,0656 |
| 11/16 дюйма | 0.6875 | 17,4625 |
| 45/64 дюйма | 0,7031 | 17,8594 |
| 23/32 дюйма | 0,7188 | 18,2563 |
| 47/64 дюйма | 0,7344 | 18,6531 |
| 0,7500 | 19,0500 | |
| 49/64 дюйма | 0,7656 | 19,4469 |
| 25/32 дюйма | 0,7813 | 19,8438 |
| 51/64 дюйма | 0.7969 | 20,2406 |
| 13/16 дюйма | 0,8125 | 20,6375 |
| 53/64 дюйма | 0,8281 | 21,0344 |
| 27/32 дюйма | 0,8438 | 21,4313 | 55/64 дюйма | 0,8594 | 21,8281 |
| 7/8 дюйма | 0,8750 | 22,2250 |
| 57/64 дюйма | 0,8906 | 22,6219 |
| 29/32 дюйма | 0.9063 | 23,0188 |
| 21/23 дюйма | 0,9130 | 23,1913 |
| 59/64 дюйма | 0,9219 | 23,4156 |
| 15/16 дюйма | 0,9375 | 23,8125 |
| 23,8125 | ||
| 61/64 дюйма | 0,9531 | 24,2094 |
| 31/32 дюйма | 0,9688 | 24.6063 |
| 63/64 дюйма | 0,9844 | 25,0031 |
| 1 дюйм | 1.0000 | 25.4000 |
| 1 1/64 дюйма | 1.0156 | 25.7969 |
| 1 1/32 дюйма | 1.0313 | 26.1938 |
| 1 3/64 дюйма | 1.0469 | 26.5906 |
| 1 1/16 дюйма | 1.0625 | 26.9875 |
| 1 5/64 дюйма | 1.0781 | 27.3844 |
| 1 3/32 дюйма | 1.0938 | 27.7813 |
| 1 7 / 64 в | 1.1094 | 28,1781 |
| 1 1/8 дюйма | 1,1250 | 28,5750 |
| 1 9/64 дюйма | 1,1406 | 28,9719 |
| 1 5/32 дюйма | 1,1563 | 29,3688 |
| 1 11/64 дюйма | 1,1719 | 29,7656 |
| 1 3/16 дюйма | 1,1875 | 30,1625 |
| 1 13/64 дюйма | 1,2031 | 30,5594 |
| 1 7 / 32 в | 1.2188 | 30.9563 |
| 1 15/64 дюйма | 1.2344 | 31.3531 |
| 1 1/4 дюйма | 1.2500 | 31.7500 |
| 1 17/64 дюйма | 1.2656 | 32.1469 |
| 1 9/32 дюйма | 1,2813 | 32,5438 |
| 1 19/64 дюйма | 1,2969 | 32,9406 |
| 1 5/16 дюйма | 1,3125 | 33,3375 |
| 1 21 / 64 в | 1.3281 | 33,7344 |
| 1 11/32 дюйма | 1,3438 | 34,1313 |
| 1 23/64 дюйма | 1,3594 | 34,5281 |
| 1 3/8 дюйма | 1,3750 | 34,9250 |
| 1 25/64 дюйма | 1.3906 | 35.3219 |
| 1 13/32 дюйма | 1.4063 | 35.7188 |
| 1 27/64 дюйма | 1.4219 | 36.1156 |
| 1 7 / 16 в | 1.4375 | 36.5125 |
| 1 29/64 дюйма | 1.4531 | 36.9094 |
| 1 15/32 дюйма | 1.4688 | 37.3063 |
| 1 31/64 дюйма | 1.4844 | 37.7031 |
| 1 1/2 дюйма | 1.5000 | 38.1000 |
Нужны сложные детали, чтобы выиграть проект?
Попробуйте нашу платформу
Сверла с калибром проволоки
| Размер сверла | Диаметр (дюйм) | Диаметр (мм) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| № 107 | 0.0019 | 0,0483 | |||||||
| # 106 | 0,0023 | 0,0584 | |||||||
| # 105 | 0,0027 | 0,0686 | |||||||
| # 104 | 0,0031 | 0,0787 | |||||||
| # 103 | 0,0035 | 0,0889 | |||||||
| # 102 | 0,0039 | 0,0991 | |||||||
| # 101 | 0,0043 | 0,1092 | |||||||
| # 100 | 0.0047 | 0,1194 | |||||||
| # 99 | 0,0051 | 0,1295 | |||||||
| # 98 | 0,0055 | 0,1397 | |||||||
| # 97 | 0,0059 | 0,1499 | |||||||
| # 96 | 0,0063 | 0,1600 | |||||||
| # 95 | 0,0067 | 0,1702 | |||||||
| # 94 | 0,0071 | 0,1803 | |||||||
| # 93 | 0,0075 | 0.1905 | |||||||
| # 92 | 0.0079 | 0.2007 | |||||||
| # 91 | 0.0083 | 0.2108 | |||||||
| # 90 | 0.0087 | 0.2210 | |||||||
| # 89 | 0.0091 | 0.2311 | |||||||
| # 88 | 0,0095 | 0,2413 | |||||||
| # 87 | 0,0100 | 0,2540 | |||||||
| # 86 | 0,0105 | 0,2667 | |||||||
| # 85 | 0.0110 | 0,2794 | |||||||
| # 84 | 0,0115 | 0,2921 | |||||||
| # 83 | 0,0120 | 0,3048 | |||||||
| # 82 | 0,0125 | 0,3175 | |||||||
| # 81 | 0,3302 | ||||||||
| # 80 | 0,0135 | 0,3429 | |||||||
| # 79 | 0,0145 | 0,3680 | |||||||
| # 78 | 0,0160 | 0.4064 | |||||||
| # 77 | 0,0180 | 0,4572 | |||||||
| # 76 | 0,0200 | 0,5080 | |||||||
| # 75 | 0,0210 | 0,5334 | |||||||
| # 74 | 0,0215 | 0,57 | |||||||
| # 73 | 0,0240 | 0,6096 | |||||||
| # 72 | 0,0250 | 0,6350 | |||||||
| # 71 | 0,0260 | 0,6604 | |||||||
| # 70 | 0.0280 | 0,7112 | |||||||
| # 69 | 0,0292 | 0,7417 | |||||||
| # 68 | 0,0310 | 0,7874 | |||||||
| # 67 | 0,0320 | 0,8128 | |||||||
| # 66 | 0,8382 | ||||||||
| # 65 | 0,0350 | 0,8890 | |||||||
| # 64 | 0,0360 | 0,9144 | |||||||
| # 63 | 0,0370 | 0.9398 | |||||||
| # 62 | 0,0380 | 0,9652 | |||||||
| # 61 | 0,0390 | 0,9906 | |||||||
| # 60 | 0,0400 | 1.0160 | |||||||
| # 59 | 0,0414 | ||||||||
| # 58 | 0,0420 | 1,0668 | |||||||
| # 57 | 0,0430 | 1,0922 | |||||||
| # 56 | 0,0465 | 1,1811 | |||||||
| # 55 | 0.0520 | 1,3208 | |||||||
| # 54 | 0,0550 | 1,3970 | |||||||
| # 53 | 0,0595 | 1,5113 | |||||||
| # 52 | 0,0635 | 1,6129 | |||||||
| # 51 | 1.7018 | ||||||||
| # 50 | 0,0700 | 1.7780 | |||||||
| # 49 | 0,0730 | 1.8542 | |||||||
| # 48 | 0,0760 | 1.9304 | |||||||
| # 47 | 0,0785 | 1,9939 | |||||||
| # 46 | 0,0810 | 2,0574 | |||||||
| # 45 | 0,0820 | 2,0828 | |||||||
| # 44 | 0,0860 | ||||||||
| # 43 | 0,0890 | 2,2606 | |||||||
| # 42 | 0,0935 | 2,3749 | |||||||
| # 41 | 0,0960 | 2,4384 | |||||||
| # 40 | 0.0980 | 2.4892 | |||||||
| # 39 | 0,0995 | 2.5273 | |||||||
| # 38 | 0.1015 | 2.5781 | |||||||
| # 37 | 0.1040 | 2.6416 | |||||||
| .10 # 36 | 0 | 2,7051 | |||||||
| # 35 | 0,1100 | 2,7940 | |||||||
| # 34 | 0,1110 | 2,8194 | |||||||
| # 33 | 0,1130 | 2.8702 | |||||||
| # 32 | 0.1160 | 2.9464 | |||||||
| # 31 | 0.1200 | 3.0480 | |||||||
| # 30 | 0.1285 | 3.2639 | |||||||
| # 29 | 0.1360 | ||||||||
| # 28 | 0.1405 | 3.5687 | |||||||
| # 27 | 0.1440 | 3.6576 | |||||||
| # 26 | 0.1470 | 3.7338 | |||||||
| # 25 | 0.1495 | 3,7973 | |||||||
| # 24 | 0,1520 | 3,8608 | |||||||
| # 23 | 0,1540 | 3,9116 | |||||||
| # 22 | 0,1570 | 3,9878 | |||||||
| # 219060 | 4,0386 | ||||||||
| # 20 | 0,1610 | 4,0894 | |||||||
| # 19 | 0,1660 | 4,2164 | |||||||
| # 18 | 0,1695 | 4.3053 | |||||||
| # 17 | 0,1730 | 4,3942 | |||||||
| # 16 | 0,1770 | 4,4958 | |||||||
| # 15 | 0,1800 | 4,5720 | |||||||
| # 14 | 0,1820 | 4,6 | |||||||
| # 13 | 0,1850 | 4,6990 | |||||||
| # 12 | 0,1890 | 4,8006 | |||||||
| # 11 | 0,1910 | 4,8514 | |||||||
| # 10 | 0.1935 | 4.9149 | |||||||
| # 9 | 0.1960 | 4.9784 | |||||||
| # 8 | 0.1990 | 5.0546 | |||||||
| # 7 | 0.2010 | 5.1054 | |||||||
| # 6 | 0.20 | 5,1816 | |||||||
| # 5 | 0.2055 | 5.2197 | |||||||
| # 4 | 0.2090 | 5.3086 | |||||||
| # 3 | 0,2130 | 5.4102 | |||||||
| # 2 | 0,2210 | 5,6134 | |||||||
| # 1 | 0,2280 | 5,7912 | |||||||
| A | 0,2340 | 5,9436 | |||||||
| B | 0,2380 | 6,0 | C | 0,2420 | 6,1468 | ||||
| D | 0,2460 | 6,2484 | |||||||
| E | 0,2500 | 6,3500 | |||||||
| F | 0.2570 | 6,5278 | |||||||
| G | 0,2610 | 6,6294 | |||||||
| H | 0,2660 | 6,7564 | |||||||
| I | 0,2720 | 6,9088 | |||||||
| J | 0,2770 | J | 0,2770 | ||||||
| К | 0,2810 | 7,1374 | |||||||
| L | 0,2900 | 7,3660 | |||||||
| M | 0,2950 | 7.4930 | |||||||
| N | 0,3020 | 7,6708 | |||||||
| O | 0,3160 | 8,0264 | |||||||
| P | 0,3230 | 8,2042 | |||||||
| Q | 0,3320 | 8,432850 | Q | 0,3320 | 8,432850 | 0,3390 | 8,6106 | ||
| S | 0,3480 | 8,8392 | |||||||
| T | 0,3580 | 9.0932 | |||||||
| U | 0.3680 | 9,3472 | |||||||
| V | 0,3770 | 9,5758 | |||||||
| W | 0,3860 | 9,8044 | |||||||
| X | 0,3970 | 10,0838 | |||||||
| Y | 10.0838 | ||||||||
| Y | 0,4040 | Y | 0,4040 | ||||||
| Z | 0,4130 | 10,4902 |
Узнайте, как сократить затраты на обработку с ЧПУ на 50%
Загрузите наш контрольный список по снижению затрат
Пронумерованные размеры сверл– Доступны сверла RF Cafe
в сотнях размеров, а обозначения размеров включают буквы, числа, десятичные дроби и дроби.Десятичное сверло размеры также включают единицы измерения SAE и метрические единицы. На этой конкретной странице представлен пронумерованный размер сверла. ряд. RF Cafe также имеет таблицы размеров сверл для размер сверла с буквами разновидности.Эти сверла почти всегда спирального типа, которые продвигаются сквозь обрабатываемый материал. сверлить, повернув по часовой стрелке, если смотреть сверху. Говорят, что это правые сверла.
| 1 | 0.2280 | 21 | 0,1590 | 41 | 0,0960 | 61 | 0,0390 | 81 | .0130 |
| 2 | 0,2210 | 22 | 0,1570 | 42 | 0,0935 | 62 | 0.0380 | 82 | .0125 |
| 3 | 0,2130 | 23 | 0,1540 | 43 | 0,0890 | 63 | 0,0370 | 83 | .0120 |
| 4 | 0,2090 | 24 | 0.1520 | 44 | 0,0860 | 64 | 0,0360 | 84 | .0115 |
| 5 | 0,2055 | 25 | 0,1495 | 45 | 0,0820 | 65 | 0,0350 | 85 | .0110 |
| 6 | 0,2040 | 26 | 0,1470 | 46 | 0,0810 | 66 | 0,0330 | 86 | .0105 |
| 7 | 0.2010 | 27 | 0,1440 | 47 | 0.0785 | 67 | 0,0320 | 87 | .0100 |
| 8 | 0,1990 | 28 | 0,1405 | 48 | 0,0760 | 68 | 0,0310 | 88 | .0095 |
| 9 | 0.1960 | 29 | 0,1360 | 49 | 0,0730 | 69 | 0,0292 | 89 | .0091 |
| 10 | 0,1935 | 30 | 0,1285 | 50 | 0,0700 | 70 | 0.0280 | 90 | .0087 |
| 11 | 0,1910 | 31 | 0,1200 | 51 | 0,0670 | 71 | 0,0260 | 91 | .0083 |
| 12 | 0,1890 | 32 | 0.1160 | 52 | 0,0635 | 72 | 0,0250 | 92 | .0079 |
| 13 | 0,1850 | 33 | 0,1130 | 53 | 0,0595 | 73 | 0,0240 | 93 | .0075 |
| 14 | 0,1820 | 34 | 0,1110 | 54 | 0,0550 | 74 | 0,0225 | 94 | .0071 |
| 15 | 0,1800 | 35 | 0,1100 | 55 | 0.0520 | 75 | 0,0210 | 95 | .0067 |
| 16 | 0,1770 | 36 | 0,1065 | 56 | 0,0465 | 76 | 0,0200 | 96 | .0063 |
| 17 | 0.1730 | 37 | 0,1040 | 57 | 0,0430 | 77 | 0,0180 | 97 | .0059 |
| 18 | 0,1695 | 38 | 0,1015 | 58 | 0,0420 | 78 | 0.0160 | ||
| 19 | 0,1660 | 39 | 0,0995 | 59 | 0,0410 | 79 | 0,0145 | ||
| 20 | 0,1610 | 40 | 0.0980 | 60 | 0,0400 | 80 | 0,0135 |
Спасибо Джеффу М. за указание на предыдущий ошибка в значениях № 61 – № 80 (сдвинуты на одну строку).
Размер сверла для метчика | MetalMart International, Inc.
Размеры сверл (дюймы) для резьбы 75%
Вы можете найти метчик для резьбы любого диаметра 60 градусов, вычтите одну длину шага из большого диаметра
Английский Пример для резьбы 3 / 8-16:.375 – 0,0625 = 0,3125 метчик (5/16)
Метрический пример для резьбы M6 X 1: 6 мм – 1 мм = 5 мм метчик
| Размер крана | Форма резьбы | Сверло для метчика | Размер крана | Форма резьбы | Сверло для метчика | Размер крана | Форма резьбы | Сверло для метчика | ||
| 0-80 | UNF | 3/64 | 10-24 | UNC | 25 | 1 / 2-20 | UNF | 29/64 | ||
| 1-64 | UNC | 53 | 10-32 | UNF | 21 | / 16–12 | UNC | 31/64 | ||
| 1-72 | UNF | 53 | 12-24 | UNC | 16 | 16–18 сентября | UNF | 33/64 | ||
| 2-56 | UNC | 50 | 12–28 | UNF | 14 | 5 / 8-11 | UNC | 17/32 | ||
| 2-64 | UNF | 50 | 14-20 | UNS | 10 | 5 / 8-18 | UNF | 37/64 | ||
| 3-48 | UNC | 47 | 14-24 | UNS | 7 | 16-11-11 | UNS | 19/32 | ||
| 3-56 | UNF | 45 | 1 / 4-20 | UNC | 7 | 16–16 ноября | UNS | 5/8 | ||
| 4-40 | UNC | 43 | 1 / 4-28 | UNF | 3 | 3 / 4-10 | UNC | 21/32 | ||
| 4-48 | UNF | 42 | 5 / 16-18 | UNC | F | 3 / 4-16 | UNF | 11/16 | ||
| 5-40 | UNC | 38 | 5 / 16-24 | UNF | I | 7 / 8-9 | UNC | 49/64 | ||
| 5-44 | UNF | 37 | 3 / 8-18 | UNC | 5/16 | 7 / 8-14 | UNF | 13/16 | ||
| 6-32 | UNC | 36 | 3 / 8-20 | UNF | Q | 1-8 | UNC | 7/8 | ||
| 6-40 | UNF | 33 | 7 / 16-14 | UNC | U | 1–12 | UNF | 59/64 | ||
| 8-32 | UNC | 29 | 7 / 16-20 | UNF | 25/64 | 1-14 | UNS | 15/16 | ||
| 8-36 | UNF | 29 | 1 / 2-13 | UNC | 27/64 |
Размеры сверл BaerCoil®
Размеры сверл BaerCoil®BaerCoil® Размер сверла
M| Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм |
| M 2 x 0,4 | | 2,1 | | M 12 x 1,75 | | 12,4 | | M 26 x 1,5 | | 26,5 |
| M 2,2 x 0,45 | | 2,3 | | M 13 x 1,25 | | 13,4 | | M 27 x 1,5 | | 27,5 |
| M 2,5 x 0,45 | | 2,6 | | M 13 x 1,5 | | 13,4 | | M 27 x 2,0 | | 27,5 |
| M 3 x 0,5 | | 3,2 | | M 13 x 1,75 | | 13,4 | | M 27 x 3,0 | | 27,5 |
| M 3,5 x 0,6 | | 3,7 | | M 14 x 1,0 | | 14,4 | | M 28 x 1,5 | | 28,5 |
| M 4 x 0,7 | | 4,2 | | M 14 x 1,25 | | 14,4 | | M 30 x 1,5 | | 30,5 |
| M 5 x 0,8 | | 5,3 | | M 14 x 1,5 | | 14,5 | | M 30 x 2,0 | | 30,5 |
| M 6 x 0,75 | | 6,2 | | M 14 x 2,0 | | 14,5 | | M 30 x 3,0 | | 30,5 |
| M 6 x 1,0 | | 6,3 | | M 15 x 1,5 | | 15,5 | | M 30 x 3,5 | | 30,5 |
| M 7 x 1,0 | | 7,3 | | M 15 x 2,0 | | 15,5 | | M 33 x 2,0 | | 33,5 |
| M 8 x 0,75 | | 8,2 | | M 16 x 1,5 | | 16,5 | | М 33 x 3,5 | | 33,5 |
| M 8 x 1,0 | | 8,3 | | М 16 x 2,0 | | 16,5 | | M 36 x 1,5 | | 36,5 |
| M 8 x 1,25 | | 8,3 | | M 18 x 1,5 | | 18,5 | | M 36 x 2,0 | | 36,5 |
| M 9 x 1,0 | | 9,3 | | M 18 x 2,0 | | 18,5 | | M 36 x 3,0 | | 36,5 |
| M 9 x 1,25 | | 9,3 | | M 18 x 2,5 | | 18,5 | | M 36 x 4,0 | | 36,5 |
| M 10 x 1,0 | | 10,3 | | M 20 x 1,5 | | 20,5 | | M 39 x 2,0 | | 39,5 |
| M 10 x 1,25 | | 10,3 | | M 20 x 2,0 | | 20,5 | | M 39 x 3,0 | | 39,5 |
| M 10 x 1,5 | | 10,4 | | M 20 x 2,5 | | 20,5 | | M 39 x 4,0 | | 39,5 |
| M 11 x 1,0 | | 11,3 | | M 22 x 1,5 | | 22,5 | | М 42 x 2,0 | | 42,5 |
| M 11 x 1,25 | | 11,3 | | М 22 x 2,0 | | 22,5 | | М 42 x 3,0 | | 42,8 |
| M 11 x 1,5 | | 11,4 | | M 22 x 2,5 | | 22,5 | | М 42 x 4,0 | | 43,0 |
| M 12 x 1,0 | | 12,3 | | M 24 x 1,5 | | 24,5 | | М 42 x 4,5 | | 43,0 |
| M 12 x 1,25 | | 12,3 | | M 24 x 2,0 | | 24,5 | | | | |
| M 12 x 1,5 | | 12,4 | | M 24 x 3,0 | | 24,5 | | | | |
UNC
| Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм |
| UNC 2 x 56 | | 2 30 | | UNC 1/4 x 20 | | 6,70 | | UNC 3/4 x 10 | | 19,75 |
| UNC 3 x 48 | | 2,60 | | UNC 5/16 x 18 | | 8,30 | | UNC 7/8 x 9 | | 23,00 |
| UNC 4 x 40 | | 3,00 | | UNC 3/8 x 16 | | 9,90 | | UNC 1 дюйм x 8 | | 26,25 |
| UNC 5 x 40 | | 3,40 | | UNC 7/16 x 14 | | 11,60 | | UNC 1.1/8 х 7 | | 29,5 |
| UNC 6 x 32 | | 3,70 | | UNC 1/2 x 13 | | 13,00 | | UNC 1.1 / 4 x 7 | | 33,0 |
| UNC 8 x 32 | | 4,40 | | UNC 9/16 x 12 | | 14,80 | | UNC 1.3/8 х 6 | | 36,0 |
| UNC 10 x 24 | | 5,10 | | UNC 5/8 x 11 | | 16,50 | | UNC 1.1 / 2 x 6 | | 39,0 |
| UNC 12 x 24 | | 5,70 | | UNC 11 / 16×11 | | 18,50 | | | | |
UNF
| Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм |
| UNF 3 x 56 | | 2,6 | | UNF 3/8 x 24 | | 9,8 | | UNF 1 “x 12 | | 26,0 |
| UNF 4 x 48 | | 3,0 | | UNF 7/16 x 20 | | 11,5 | | UNF 1 дюйм x 14 | | 26,0 |
| UNF 6 x 40 | | 3,7 | | UNF 1/2 x 20 | | 13,0 | | UNF 1.1/8 х 12 | | 29,0 |
| UNF 8 x 36 | | 4,4 | | UNF 9/16 x 18 | | 14,8 | | UNF 1.1 / 4 x 12 | | 32,5 |
| UNF 10 x 32 | | 5,1 | | UNF 5/8 x 18 | | 16,3 | | UNF 1.3/8 х 12 | | 35,5 |
| UNF 1/4 x 28 | | 6,6 | | UNF 3/4 x 16 | | 19,5 | | UNF 1.1 / 2 x 12 | | 38,5 |
| UNF 5/16 x 24 | | 8,2 | | UNF 7/8 x 14 | | 22,8 | | | |
G (BSP)
| Диаметр x шаг | | Kernlochbohrer | мм | Диаметр x шаг | | Kernlochbohrer | мм | Диаметр x шаг | | Kernlochbohrer | мм
| G 1/8 x 28 | | 10,0 | | G 5/8 x 14 | | 23,5 | | Г 1.1/4 х 11 | | 42,5 |
| G 1/4 x 19 | | 13,5 | | G 3/4 x 14 | | 27,0 | | G 1.1 / 2 х 11 | | 48,5 |
| G 3/8 x 19 | | 17,0 | | G 7/8 x 14 | | 30,5 | | | | |
| G 1/2 x 14 | | 21,5 | | G 1 дюйм x 11 | | 33,5 | | | |
BSW
| Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм |
| BSW 1/8 x 40 | | 3,40 | | BSW 1/2 x 12 | | 13,00 | | BSW 1 дюйм x 8 | | 26,50 |
| BSW 3/16 x 24 | | 5,10 | | BSW 9/16 x 12 | | 14,80 | | BSW 1.1/8 х 7 | | 29,50 |
| BSW 1/4 x 20 | | 6,70 | | BSW 5/8 x 11 | | 16,70 | | BSW 1.1 / 4 x 7 | | 33,00 |
| BSW 5/16 x 18 | | 8,30 | | BSW 11 / 16×11 | | 18,50 | | BSW 1.3/8 х 6 | | 36,00 |
| BSW 3/8 x 16 | | 9,90 | | BSW 3/4 x10 | | 20,00 | | BSW 1.1 / 2 x 6 | | 39,00 |
| BSW 7/16 x 14 | | 11,60 | | BSW 7/8 x 9 | | 23,00 | | | | |
BSF
| Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм |
| BSF 3/16 x 32 | | 5,0 | | BSF 1/2 x 16 | | 13,0 | | BSF 1 дюйм x 10 | | 26,5 |
| BSF 7/32 x 28 | | 5,8 | | BSF 9/16 x 16 | | 14,8 | | BSF 1.1/8 х 9 | | 29,5 |
| BSF 1/4 x 26 | | 6,6 | | BSF 5/8 x 14 | | 16,4 | | BSF 1.1 / 4 x 9 | | 32,5 |
| BSF 9/32 x 26 | | 7,3 | | BSF 11 / 16x 14 | | 18,0 | | BSF 1.3/8 х 8 | | 36,0 |
| BSF 5/16 x 22 | | 8,3 | | BSF 3/4 x 12 | | 19,5 | | BSF 1.1 / 2 x 8 | | 39,0 |
| BSF 3/8 x 20 | | 9,9 | | BSF 13 / 16x 12 | | 21,0 | | | | |
| BSF 7/16 x 18 | | 11,6 | | BSF 7/8 x 11 | | 22,7 | | | | |
BA
| Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм |
| BA 0 | | 6,2 | | BA 3 | | 4,2 | | BA 6 | | 2,9 |
| BA 1 | | 5,5 | | BA 4 | | 3,8 | | | | |
| BA 2 | | 4,9 | | BA 5 | | 3,3 | | | | |
| Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм |
| BSB 1/4 x 26 | | 6,5 | | BSC 5/16 x 26 | | 8,2 | | NPT 1/8 x 27 | | 9,9 |
| BSB 5/16 x 26 | | 8,2 | | BSC 3/8 x 26 | | 9,8 | | NPT 1/4 x 19 | | 13,5 |
| BSB 3/8 x 26 | | 9,8 | | BSC 7/16 x 26 | | 11,5 | | NPT 3/8 x 18 | | 17,0 |
| BSB 7/16 x 26 | | 11,5 | | BSC 1/2 x 26 | | 12,8 | | NPT 1/2 x 14 | | 21,5 |
| BSB 1/2 x 26 | | 12,8 | | | | | | NPT 3/4 x 14 | | 27,0 |
| | | | | | | | | NPT 1 дюйм x 11,5 | | 33,5 |
| Диаметр x шаг | | Размер сверла мм | | Диаметр x шаг | | Размер сверла мм |
| UNEF 1/4 x 32 | | 6,5 | | 1.1/8 х 8 | | 28,5 |
| Харлей 1/4 x 24 | | 6,5 | | 1,1 / 4 х 8 | | 32,0 |
| Харлей 7 / 16×16 | | 11,5 | | 1,3 / 8 х 8 | | 35,0 |
| Cummins 11 / 16×16 | | 18,0 | | 1.1/2 х 8 | | 38,0 |
| Карбюратор 7/8 x 20 | | 22,5 | | 1,5 / 8 х 8 | | 41,0 |
| Карбюратор 1 “x 20 | | 26,0 | | 1,3 / 4 х 8 | | 44,5 |
| | | | | 1. |