цена, характеристики, инструкция, паспорт, фото
Цена на 30.06.2023
Под заказ
Производитель: PROMA
Станок универсальный токарный SPI-3000S широко применяется в ремонтных, слесарных, столярных мастерских, на малом и крупном серийном производстве. На станке обрабатываются детали с коническими, цилиндрическими, круглыми и фасонными поверхностями. У изделия хорошо продумана система безопасности, состоящая из защитного экрана и защиты, которая препятствует попаданию стружки на рабочую поверхность станка. Устройство оснащено системой СОЖ, ножным тормозом и подсветкой рабочей поверхности.
Виды работ, которые можно проводить на станке SPI-3000S
На этом универсальном токарном станке можно осуществлять развертку и сверление отверстий, обрезку торцов, отрезание, накатку рифлений, нарезку резьбы, обтачивание конических, цилиндрических и фасонных поверхностей, притирку и другие виды работ.
Технические характеристики
| Характеристика | Значение |
|---|---|
| Максимальный диаметр устанавливаемого изделия по станине | 660 мм |
| Максимальный диаметр устанавливаемого изделия по фартуку | 440 мм |
| Максимальный диаметр устанавливаемого изделия в выемке | 900 мм |
| Действительная длина выемки до передней бабки | 250мм |
| Высота до центра шпинделя | 330 мм |
| Расстояние между центрами | 3 000 мм |
| Ширина выемки | 400 мм |
| Максимальный размер хвостовика режущего инструмента (Ш Х В) | 25х25 мм |
| Максимальное перемещение поперечных салазок | 368 мм |
| Максимальное перемещение верхних салазок | 230 мм |
| Основные характеристики шпинделя | |
| Диаметр осевого отверстия шпинделя | 105 мм |
| Тип соединения шпиндельной головки | D1-8 |
| Диаметр конусной переходной втулки шпинделя | 113 мм (1:20)/ MT5 |
| Кол-во скоростей шпинделя | 16 |
| Диапазон частоты вращения шпинделя |
25-1 600 об. /мин. /мин.
|
| Нарезаемая резьба, таблица подач и тип подач | |
| Диаметр большого винта | 40 мм Х 2 нитки на дюйм или 40 мм Х 12 мм |
| Диапазон и тип дюймовой резьбы | 7/16~80 ниток на дюйм (54 типа) |
| Диапазон и тип метрической резьбы | 0,45~120 мм (54 типа) |
| Диапазон и тип диаметрального шага | 7/8~160DP (42 типа) |
| Диапазон и тип модульной резьбы | 0,25~60MP (46 типов) |
| Метрическая продольная подача шпинделя на один оборот | 0,044~1,48 мм/об. (25 типов) |
| Дюймовая продольная подача шпинделя на один оборот |
0,0016498~0,05497 дюйма/об. (25 типов) (25 типов)
|
| Метрическая поперечная подача шпинделя на один оборот | 0,022~0,74 мм/об. (25 типов) |
| Дюймовая поперечная подача шпинделя на один оборот | 0,0008326~0,02774 дюйма/об. (25 типов) |
| Характеристики задней бабки токарного станка | |
| Перемещение пиноли задней бабки | 235 мм |
| Диаметр пиноли задней бабки | 90 мм |
| Внутренний конус пиноли задней бабки | МТ5 |
| Размеры двигателя токарного станка | |
| Мощность главного двигателя | 7.5 кВт |
| Мощность охлаждающего насоса | 0,09 кВт |
| Масса и размеры токарного станка | |
| Габаритные размеры (Д Х Ш Х В) | 4710х1230х1600 |
| Размеры упаковки (Д Х Ш Х В) | 4740х1140х1840 |
| Масса нетто токарного станка | 3 710 кг |
| Масса брутто токарного станка | 4 310 кг |
Комплектация
| Наименование | Количество |
|---|---|
| 3-х кулачковый патрон – (на станке) | 315мм -1 |
| 4-х кулачковый патрон | 350 или 400мм 1 |
| Планшайба | 450мм — 1 |
| Установочные пальцы | 6 |
| Болты стопорные | 6 |
| Центр не вращающийся | 2 (твердспл и обычный) |
| Центр вращающийся | опция |
| Люнет неподвижный (на станке) | 1 |
| Люнет подвижный (на станке) | 1 |
| Втулка переходная Мк V / Мк VII | 1 |
| Ручка штурвала | 1 |
| Установочные опоры | 6 |
| Установочные болты | 6 |
| Маслёнка | 1 |
| Шестерни метрические (Латунь) | MN 2 — 4 (Z 11, 15, 18, 13) |
| Шестерни сменные метрические | MN 2,25 — 1 (Z 57, 40) |
Инструмент.
|
|
| Ключ для крепления заготовки в токарном патроне | 1 |
| Ключ для снятия токарного патрона | 1 |
| Ключ резцедержателя | 1 |
| Ключ рожковый | 8 |
| Ключ радиусный | 1 |
| Отвертка шлицевая | 1 |
| Отвертка крестовая | 1 |
| Ключ торцевой шестигранный | 4 (6,8,10,12) |
| Инструкция по эксплуатации | 1 |
Производственные возможности
Обработка металлов
Токарные работы
Токарно-винторезные (универсальные)
Обработка производится на токарно-винторезных станках с максимальной обработкой заготовок диаметр 250 мм длиной 1500 мм.
Токарные с ЧПУ
Обработка производится на высокоточных токарных станках с ЧПУ. Максимальные размеры обрабатываемых заготовок: диаметр – 410 мм, длина – 975 мм. Точность обработки: в линейных перемещениях – 0,005 мм, в радиальных – 0,003 мм.
Широкоуниверсальные возможности оборудования позволяют производить обработку деталей из прутка и в патроне. Максимальный размер для прутка длина 1200 мм х ф65 мм, для штучной детали ф220 х длина 580 мм
– максимальные обороты основного шпинделя 5000 об/мин, противошпинделя 7000 об/мин, инструментального шпинделя 10000 об/мин.
– имеется возможность токарной, фрезерной обработки до 5 координат.
– станок специализируется на изготовлении деталей тел вращения со сложной геометрической формой, а так же с образованием каналов и отверстий малого диаметра (до 1мм).
– точность перемещений, определяемая станком, не хуже: по осям ±0,003 мм. Оборудование относится к группе повышенной точности.
Фрезерные работы
Вертикально фрезерные (универсальные)
Обработка производится на вертикально-
фрезерных станках с максимальными
размерами обрабатываемых заготовок:
диаметр – 500 мм, длина – 1200 мм.
Горизонтально-фрезерные (универсальные)
Обработка производится на горизонтально-фрезерных станках с максимальными размерами обрабатываемых заготовок: диаметр – 500 мм, длина – 1200 мм.
Вертикально фрезерные с ЧПУ
Обработка производится на высокоточных вертикальных обрабатывающих центрах с ЧПУ
– обработка 3, 4 ,5 координатная.
– максимальные габариты обрабатываемой детали: 3,4-координатная обработка: длина 1250 мм х ширина 950 мм х высота 500 мм, 5- координатная: Ø280х385 или Ø610х200.
– максимальные обороты шпинделя 15000 об/мин
– точность перемещений, определяемая станком, не хуже: по осям ±0,006 мм. Оборудование относится к группе повышенной точности.
Ленточно-пильные работы
Оборудование данной группы способно производить высокоэффективную распиловку проката и профиля в автоматическом и полуавтоматическом режиме в составе
пакета или поштучно с максимальными
габаритами: длина до 6 000 мм, размер
сечения пакета или заготовки – 350х400 или
диаметром 350 мах.
Сверлильные работы
Вертикально сверлильные, Радиально-сверлильные
Оборудование позволяет производить сверление отверстий с последующей обработкой (зенкерование, нарезание резьбы). Характеристики обработки: сверление в сплошном материале – до 45 мм, нарезание резьбы метчиками – до М42.
Шлифовальные работы
Плоско-шлифовальные
Оборудование позволяет производить шлифовку поверхности с максимальными габаритами заготовок 600х1200 мм.
Многошпиндельные станки
Оборудование позволяет производить обработку деталей тел вращения с характеристиками:
– обработка из прутка длиной до 4 метров
– максимальный диаметр прутка 42мм
– независимое управление 6 шпинделями станка, а также множеством инструментальных приводов.
– максимальные обороты станка 4500 об/мин. Имеется устройство сверления мелких отверстий со скоростью 40000 об/мин.
– возможность обработки сложных поверхностей (шестигранник, квадрат, байонетный паз и т. д.)
д.)
– параллельная и одновременная обработка на всех шпинделях позволяет производить детали с высокой производительностью.
– станок относится к группе повышенной точности. Максимальная точность обработки, определяемая станком, не точнее квалитета h8.
Гальванические работы
Хромирование, цинкование, оксидирование
Максимальные габариты деталей для хромирования листа: 900х1000 мм, вала: длина – 300 мм, диаметр – 100 мм. Для цинка максимальные размеры деталей на подвесках должны не превышать 1000х650х100 (глубина х ширина х ширина), для деталей в барабан максимальная загрузка 50кг масса одной детали не более 100 грамм.
Дополнительные услуги
Упаковка
Маркировка
Окраска
Пескоструйная обработка
Определение марки материала
Навивка и испытание пружин
Ресурсные и климатические испытания изделий
Токарный станокJet 9×20 Технические характеристики и виды Токарный станок
Jet 9×20 Технические характеристики и виды Джет
БД-920Н
9×20 Токарный станок
Технические характеристики &
Просмотров
Последнее обновление: 7 июня 2023 г. , 06:00:46
Горный часовой пояс США
, 06:00:46
Горный часовой пояс США
ДОМ
Оригинальный дизайн,
Джет БД-920Н, Технические характеристики,
Ремни,
Шестерни,
Передаточное число, Крепления для токарных станков
Оригинальный дизайн
Оригинал 8 x 17 дюймов (195 мм x 450 мм)
Эмко-Майер Компакт 8
(Австрия),
отец текущей породы 9×20
токарные станки.
9×20 Токарный станок УЦИ
X
&
Оси Z1
Весы
Задняя бабка ДРО
9×20 Токарный станок
Тахометр и SFM
BD-920N инструкция
Джет БД-920Н
с DRO
Джет
Ременная передача 9×20 по металлу
токарный станок Модель BD-920N & S-920N стенд ручной.
Токарный станок находится на верхнем пределе веса и размера, что
я мог бы безопасно спустить вниз.
холм и в мой выход на нижний уровень.
Более книги по механической обработке.
Нажмите на связанные миниатюры #объявление
AXA 9″-12″ качели
Качели BXA 10–15 дюймов
Качели CXA 13–18 дюймов
Доступны размеры
AXA, BXA, CXA.
Нажмите на связанные эскизы
#объявление
ДЖЕТ БД-920Н ХАРАКТЕРИСТИКИ СТАНКА | |
| Качели над кроватью | 9 дюймов |
| Качели над поперечной направляющей | 5-5/16″ |
| Расстояние Между центрами | 20 дюймов |
| Отверстие через шпиндель | 25/32″ ( 0, 78125″) |
| Крепление шпинделя | 1-1/2 х 8 ТПИ |
| Конус шпинделя с втулкой | МТ3 |
| Количество скоростей шпинделя | 6 |
| Диапазон скоростей шпинделя | 130 – 2000 об/мин |
| Количество продольных Корма | 27 |
| Диапазон Продольные подачи | 0,005 – 0,011″/об |
| Количество дюймов Темы | 27 |
| Диапазон дюймовых резьб | 8 – 56 ТПИ |
| Количество метрических резьб | 11 |
| Диапазон метрических резьб | 0,05 – 3 мм |
| Макс Размер инструмента | 1/2 дюйма х 1/2″ |
| Макс Составное слайд-путешествие | 1-7/8″ |
| Макс Крест слайд Путешествие | 5 дюймов |
| Максимальная перевозка Путешествовать | 16 дюймов |
| Шпиндель задней бабки Путешествие | 1-9/16″ |
| Сужение в Шпиндель задней бабки | МТ2 |
| Вместимость люнета | 1/4″ х 1-7/8″ |
| Следуйте остаточной емкости | 1/4″ х 1-1/8″ |
| Ширина кровати | 4-1/2 дюйма |
| Общий Размеры с подставкой | 37-1/2″ Д х 20 дюймов Ш х 45 дюймов Н |
| Основной Мотор | 3/4 л.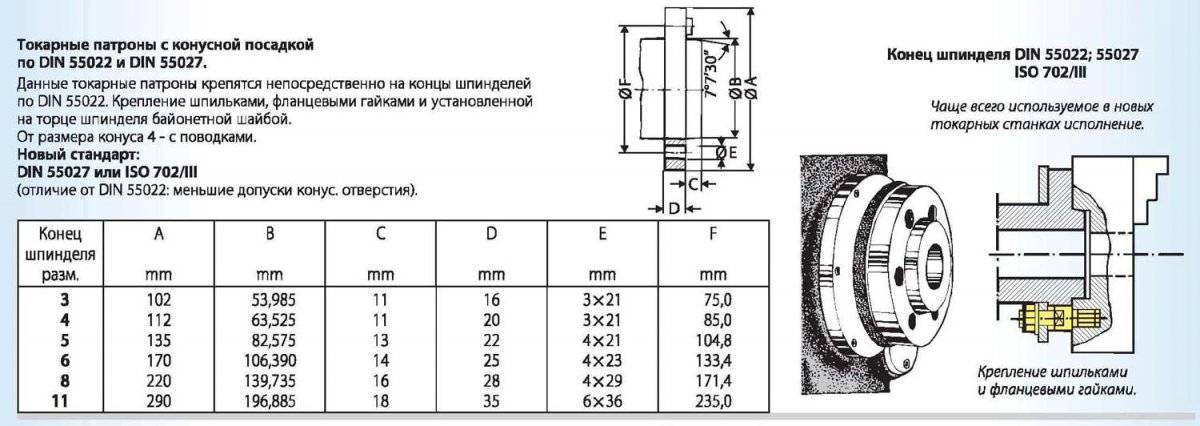 с.,
1 фаза 115 В только с.,
1 фаза 115 В только |
| Вес | 235 фунтов |
| Инвентарный номер | 321373 |
| Зубчатый ремень двигателя | 170XL 050 |
| Шкив клинового ремня | 5M710 Полифлекс |
Ремни
Ременный токарный станок Jet BD-920N Соотношения шкивов
См.
постоянный ток с регулируемой скоростью
апгрейд мотора.
Уменьшать
высокий
бездельник
натяжение ремня и обрыв ремня
установка
S-link на пружину.
Используя сцепление, сдвиньте ворота
Ремень 5M710 (США) для тяжелых и/или высокоскоростных нагрузок.
ГРМ 85 зубьев 170XL050
ремень находится на моторе.
Ворота 5M710 Полифлекс
клиновой ремень
является метрическим.
5M обозначает (метрическую) ширину верха 5 мм (3/16 дюйма). 710 обозначает 710 мм.
(27,95 дюйма) по внешней длине.
Зубчатые ремни ГРМ обозначаются
три параметра
& отмечены следующим образом. Например, 170 XL 050
Первая цифра — длина ремня в дюймах. 170 = 17,0 дюймов
Буквы обозначают шаг или расстояние между зубьями от пика до пика. XL = 1/5 дюйма
Последнее число — ширина ремня в дюймах. 050 = 1/2 дюйма
Нажмите на связанные миниатюры #ad
Алюминиевый предохранительный срезной штифт на соединении выходного вала коробки передач
с проводом
винт. Дополнительный
Функции безопасности OEM: муфта проскальзывания шкива
(самая низкая скорость), тонкий клиноременный привод
и пластиковый ходовой винт.
9×20 с переменной скоростью постоянного тока
апгрейд мотора
устранил проблемную фрикционную муфту и слабый клиновой ремень.
Металлическую шестерню можно заменить пластиковой. Версия
Версия
, но шум коробки передач
существенно увеличится.
Шестерни
Механизм
Соотношения
Передаточные числа для скоростей подачи. Видеть Шестерни реактивной подачи.
Другой
Токарные станки 9х20 имеют дополнительный редуктор
размеры, которые
являются
взаимозаменяем с Jet
БД-920Н. Графики передаточных чисел
различаются между машинами (Jet vs.
Энко).
Куплены дополнительные размеры шестерен (120T, 127T), чтобы иметь больше передаточных чисел.
Крепления для токарных станков
97 фунтов
ОЕМ стенд токарного станка
имеет небольшую высоту для размещения
установка опор для машины
который может легко
добавьте от 1-1/2 до 2 дюймов к общему токарному станку
высота. Каждое крепление имеет стальную чашку с резиновым виброгасителем и
корректировка
винт. Шесть отверстий в подставке с резьбой (3/8-16 для Jet), но я их просверлил.
до 9,5 мм для
плотное прилегание к креплению машины
Регулировочные винты М10-1,5. Под шпинделем и двигателем имеется четыре крепления.
Под шпинделем и двигателем имеется четыре крепления.
с
именно там находится большая часть веса; всего шесть маунтов. Они позволяют легко выравнивать
машина.
Проверьте переднюю часть
выравнивание как с левой, так и с правой стороны
кровать, чтобы убедиться, что она не перекручена.
Нажмите на связанные эскизы
#объявление
Оригинальный дизайн,
Джет БД-920Н, Технические характеристики,
Ремни,
Шестерни,
Передаточное число, Крепления для токарных станков
ДОМ
Размеры станины токарного станка модели SB 9” “C”
откровенно2
HM Supporter – поддерживающий член
- #1
Кто-нибудь из вас, джентльмены, нашел схемы кроватей для SB 9”, я хочу сделать чертежи кроватей с указанием исходных размеров. Таким образом, мы можем создавать вложения, которые будут правильно подходить. Любые предложения или советы приветствуются!
Молоточек большой
Зарегистрировано
- #2
Размеры кровати SB9
, хотя некоторые цифры не фигурировали в сообщении. Я предполагаю, что они у него есть, но не имея под рукой моего секретного декодера, они для меня загадка.
graham-xrf
Подставка H-M — золотой член
- #3
Привет @frankly2 (я предполагаю, что ты можешь быть Фрэнком, но может и нет..)откровенно2 сказал:
Кто-нибудь из вас, господа, нашел схемы кроватей для SB 9”, я хочу сделать чертежи для схемы кровати с указанием исходных размеров. Таким образом, мы можем создавать вложения, которые будут правильно подходить. Любые предложения или советы приветствуются!
Нажмите, чтобы развернуть…
Я начал измерять свой 9А с целью оценки износа, и я измерил его настолько, насколько мне было нужно в то время, но я знал, что мне придется вернуться к нему позже.
 Мой SB-9C сейчас привлекает больше всего внимания. Основные большие размеры указаны на картинке, но я получал размеры, закодированные буквами в электронной таблице.
Мой SB-9C сейчас привлекает больше всего внимания. Основные большие размеры указаны на картинке, но я получал размеры, закодированные буквами в электронной таблице.Сообщение, о котором упоминает @malleusmagnus, содержит только «изображение» части электронной таблицы.
Этот ->
Моя электронная таблица находится в формате Open Document Format, но я также экспортировал ее в формат Microsoft xlsx, который работает с Windows Excel. Это – это ([Изменить “был”), прикрепленный здесь, по-видимому, на этом сайте должен быть тип XLS.
Прошу прощения, что заполнено не полностью.
Находясь на оперативном учете незавершенного производства, он неполный. Я взял его ровно столько, сколько мне было нужно в то время. Я включаю электронную таблицу с форматом вложения, являющимся только старым типом XLS 2003 года, поскольку кажется, что форматы .ODS и формат Microsoft XLSX 2013 не являются допустимыми расширениями.
Я уточню у @vtcnc. Может быть, HM не любит такие таблицы
Может быть, HM не любит такие таблицы
У меня есть частичные срезы в виде отдельных изображений, которые, если их распечатать, могут быть удобны для набросков измерений.
Это вся информация, которая у меня есть об этих 9-дюймовых кроватях South Bend, но я думаю, что она также применима и к 10K, которая кажется почти идентичной, за исключением немного более высоких качелей.
graham-xrf
Подставка H-M — золотой член
- #4
Хе-хе!malleusmagnus сказал:
@graham-xrf, по-видимому, сделал это для вас:Размеры кровати SB9
, хотя некоторые цифры не фигурировали в сообщении.
Я предполагаю, что они у него есть, но не имея под рукой моего секретного декодера, они для меня загадка.
Нажмите, чтобы развернуть…
 Я предполагаю, что они у него есть, но не имея под рукой моего секретного декодера, они для меня загадка.
Я предполагаю, что они у него есть, но не имея под рукой моего секретного декодера, они для меня загадка.Это был всего лишь фрагмент скриншота “картинки” электронной таблицы. Фактическая таблица размещена выше, но в формате XLS.
vtcnc
Админ
- #5
Я добавил расширения .ods и .xlsx в список разрешенных вложений.Грэм-xrf сказал:
Я включаю электронную таблицу с форматом вложения только старого типа XLS 2003 года, поскольку кажется, что форматы .ODS и формат Microsoft XLSX 2013 не являются допустимыми расширениями.
Нажмите, чтобы развернуть…
 Я проверю с @vtcnc.
Я проверю с @vtcnc.
откровенно2
HM Supporter – поддерживающий член
- #6
Грэм….. спасибо за эту превосходную справочную работу, которую вы сделали! Самый ценный для всех нас, кто владеет 9Токарные станки SB. Я обнаружил, что размеры, которые вы показываете, очень близки к станине моего токарного станка. Все они находятся в пределах 0,002–003 моих фактических измерений. Опять же …. хорошая работа и высоко ценится! !
graham-xrf
Подставка H-M — золотой член
- #7
Когда я впервые начал изучать этот сайт, а также сайты о старинных токарных станках в Интернете, было много исторической информации, каталогов, книг и т. д., но нигде не было набора чертежей Саут-Бенда с размерами. У меня даже возник вопрос “Зачем тебе это знать”? Я разбираю вещи до отказа, и они редко собираются снова без чего-то от меня. Все, что я нахожу сейчас, публикуется здесь, и если, наряду с тем, что участники публикуют с течением времени, это делает HM единственным местом, где можно найти большинство деталей Саут-Бенда «вплоть до орехов», это нормально.
Скопированная страница PDF “Размеры токарного станка_7324” содержит таблицу основных размеров для моделей South Bend от 9 до 16 дюймов. Они являются номинальными и меняются на несколько тысячных к тому времени, когда строганые и зачищенные биты соединяются вместе. например. Удобно знать из размера «А», что ось SB9 находится на 3+19/32 дюйма выше плоскости поперечного скольжения. о составе металла 50 % серый чугун + 50 % сталь, из чего, я полагаю, можно вычислить пропорции железа, углерода и кремния. Примечательно, что описание для « V-образные направляющие седла “зачищены вручную, чтобы соответствовать V-образным направляющим станины станка”. Восстановление », где путь, если это возможно, заключается в соскабливании «прямо вниз », если только станина не искривлена, для чего у него есть альтернативная процедура. окончательно выскоблить кровать.В этом, я полагаю, разница между тем, что делается для изготовления, и тем, что делается для переделки.0008
например. Удобно знать из размера «А», что ось SB9 находится на 3+19/32 дюйма выше плоскости поперечного скольжения. о составе металла 50 % серый чугун + 50 % сталь, из чего, я полагаю, можно вычислить пропорции железа, углерода и кремния. Примечательно, что описание для « V-образные направляющие седла “зачищены вручную, чтобы соответствовать V-образным направляющим станины станка”. Восстановление », где путь, если это возможно, заключается в соскабливании «прямо вниз », если только станина не искривлена, для чего у него есть альтернативная процедура. окончательно выскоблить кровать.В этом, я полагаю, разница между тем, что делается для изготовления, и тем, что делается для переделки.0008
Ничего не зная о том, как это сделать, я не собираюсь прямо сейчас связываться с чисткой чего-либо на своих машинах, но я могу столкнуться с этим раньше, чем ожидалось, из-за моих нынешних приключений с соединением SB9C. Сварить его ENiFe-C (55% никеля), пока он нагрет до 300°C, а затем медленно охладить, вполне может оставить его немного «измененным». Сначала я должен измерить, затем совершить злодеяния, затем измерить и, возможно, попытаться сделать первый соскоб.
Сначала я должен измерить, затем совершить злодеяния, затем измерить и, возможно, попытаться сделать первый соскоб.
Другие вещи, которые я имею в виду, – это увеличенные циферблаты, стопор каретки с креплением индикатора, более длинный ход пиноли на задней части задней бабки, индикатор заправки ходового винта и масленки с регулируемой скоростью капель для нижнего приводного промежуточного вала. У меня уже есть замена игольчатого подшипника для шайбы из красного волокна на гайке задней шестерни шпинделя. Как далеко я со всем этим зайду – увидим
откровенно2
HM Supporter – опорный элемент
- #8
Хотя ваша работа и не завершена, тем не менее она очень полезна.
Я начал искать размеры для моего токарного станка SB в поисках конструкции навесного оборудования.
Также я читал «Восстановление станков» Коннелли с интересом к реставрации. Я намерен в своем стремлении восстановить свой SB, вернуть его, насколько это возможно, к исходному состоянию, в котором он был изготовлен. Отсюда причина, по которой я изучаю вышеупомянутую публикацию.
Также я хотел бы убедиться, что любые приспособления, которые я создаю, подходят и способны дать наилучшие результаты. Среди этих приспособлений есть поперечный салазок с возможностью присоединения рабочего инструмента. Я нашел отливки, которые при правильной обработке и очистке могли бы сделать эту машину намного более универсальной и полезной. Следовательно, поиск исходных размеров будет очень полезен и, по крайней мере, в некоторой степени устранит догадки. Упомянутые отливки являются клонами того, что делал оригинальный SB, когда эта машина была сделана в 1954 году.0006 я не уверен, знаете ли вы, но вы можете получить регистрационные карты для токарных станков SB от Grizzly Industrial, у них есть архивы с завода SB.