Разводной станок для ленточных пил Astron RWN двухсторонний
Разводной станок предназначен для очень быстрой разводки зубьев ленточных пил. Разводка зубьев происходит после ручного нажатия рычага на себя. Осуществляя противоположное движение, мы переставляем пилу на очередные зубья.
В зависимости от вида пилы мы устанавливаем способ и величину разводки, например, в пилах типа W-M с удлиненной пазухой мы раздвигаем два зуба, а третий обходим, оставляя прямым. В этом цикле одновременно разводятся два зуба, а лента переставляется на очередные три.
Разводной станок можно установить на столе или на специальном постаменте.
Разводной станок имеет три трубные опоры, которых достаточно, чтобы установить пилу длиной до 5 м и шириной 50 мм.
Пилы с более крупными параметрами следует устанавливать на отдельных опорах с направляющими роликами.
Строение разводного станка RWN
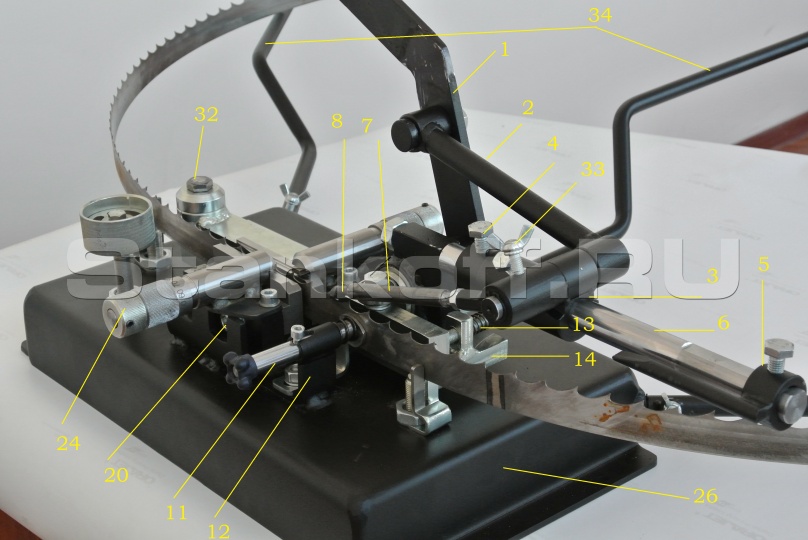
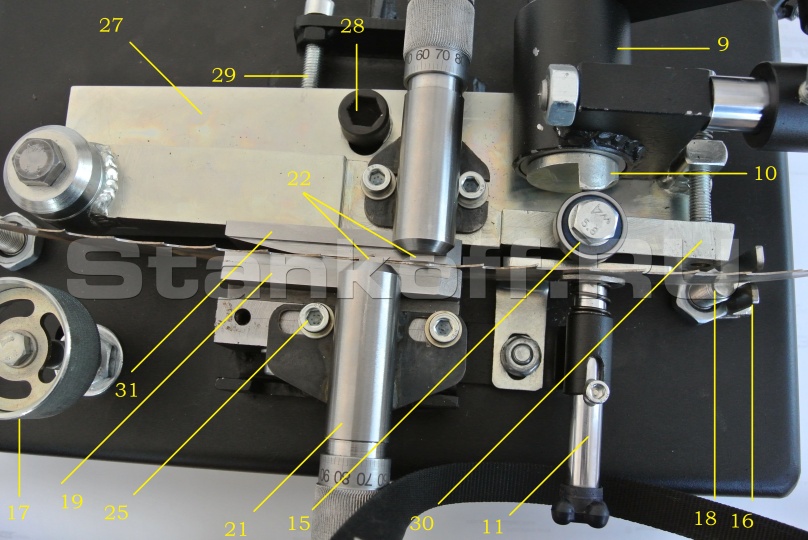
- РЫЧАГ
- Тяга
- Ползун
- Передний упор
- Задний упор
- Направляющая
- Толкатель
- Наконечник толкателя
- Корпус кулачка
- Кулачок
- Прижим
- Стойка прижима
- Возвратная пружина
- Стойка возвратной пружины
- Подшипник прижима
- Направляющая пилы
- Винт регулировки высоты развода
- Винт опорный
- Щека неподвижная
- Винт крепления неподвижной губки
- Корпус пуансона
- Пуансон
- Нониус
- Винт толкателя
- Винт крепления корпуса толкателя
- Основание станка
- Подвижная плита
- Винт крепления плиты
- Регулировочные винты
- Подвижная щека
- Губка подвижной щеки
- Стойка подвижной щеки
- Винт стопорный толкателя
- Кронштейны пилы
Страна изготовления: Россия
| Технические характеристики разводного станка для ленточных пил Astron RWN | |
Величина разводки на сторону |
До 1 мм |
Точность разводки |
+- 0.02 мм |
Скорость работы |
До 200 зубьев/мин |
Ширина пил |
15-50 мм |
Шаг зубьев |
8-30 мм |
Высота зубьев |
5-16 мм |
Толщина разводимых пил |
До 1.3 мм |
Вес |
35 кг |
Отзывы о Разводном станке для ленточных пил Astron RWN двухсторонний
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
www.stankoff.ru
Разводные станки РС 30/60 для ленточных пил
|
Технические характеристики:
1. Время разводки пилы длиной 4 м ~ 10 мин. 2. Ширина пилы – 30-60 мм 3. Длина пилы – до 10 м 4. Габаритные размеры (без лучей) – 400х200х400 мм 5. Масса – 10 кг |
Цена: 25000 р*
* Цены указаны в российских рублях.
Основные преимущества станка:
-
Пила прижимается в момент развода к неподвижной пластине упорной пластиной (по типу пресса), что гарантированно фиксирует ее тело, не позволяя ему прогибаться, и в итоге получать точный развод каждого зуба. Вы можете несколько раз нажать на рычаг для проверки и всегда увидите на индикаторе одно и то же значение.
-
Прижим разводимого зуба осуществляется точно в нужном месте, и толкатель гнет его по ломаной линии, а не по дуге.
-
Удобная регулировка станка для разводки ленточных пил по высоте тела пилы позволяет точно и быстро выставить нужную высоту разводимой части зуба.
-
Удобный толкатель разводного станка на три зуба с упорами позволяет одним движением, в полуавтоматическом режиме, быстро передвигать пилу и ставить каждый зуб точно в одном и том же месте, значительно ускоряя процесс развода при сохранении необходимой точности.
Всегда гарантированно точный развод каждого зуба. Легко пилить, отсутствует волна на древесине.
Особенности конструкции нашего разводного станка:
1. Вращающиеся опоры спинки пилы предотвращают образование риски.
2. Чтобы не возникало перекоса при установке высоты индикаторной платформы (высоты разводимой части зуба), движение платформы производится всего одним винтом.
3. Для обеспечения отгибания разводимой части зуба по ломаной линии, а не по радиусу, как на обычных разводных станках, рабочая зона неподвижной опорной пластины имеет сменную каленую вставку.
4. Во избежание образования выработки (ямки) и неизменности показаний индикатора в любой точке касания установлен каленый наконечник индикатора, имеющий шлифованный (с разницей толщины по всей поверхности 0.01мм), а не точеный (с разницей 0.1 мм) торец.
5. Чтобы во время движения зубья пилы не резали наконечник индикатора, в неподвижной опорной пластине установлены 2 отбойных шарика.
6. Для обеспечения постоянства точки толкания толкатель сделан в виде усеченного конуса с вращающимся подшипниковым шариком на конце.
7. Толкатель движется не прямо, а по радиусу. Это значительно уменьшает ломающие напряжения, что позволяет разводить без обламывания кончиков даже сильно каленые зубья. Но при этом всегда надо помнить, что развод необходимо проводить не одним сильным, а 2-3 слабыми движениями.
8. Чтобы во время развода при слишком большом усилии не ломались зубья (особенно каленые), в станке предусмотрен ограничитель усилия.
Разводка зубьев пилы, несмотря на кажущуюся простоту оказывается самым тяжелым процессом, т.к. после окончания развода точность его невозможно проверить по внешнему виду пилы, а от того, насколько точно он выполнен, в основном зависит качество поверхности пиломатериала.
Одним нажатием хорошо развести один и тем более два зуба сразу просто невозможно. Даже на хорошо настроенных таких станках разброс значений на индикаторе может достигать ± 10 и более единиц от необходимого значения. Это при условии, что пила будет хорошо пилить только при разнице развода в ± 2-е единицы на всех зубьях. При разнице развода некоторых зубьев до ± 5 единиц пила начнет пилить нормально, но быстро заволнит, т.к. часть зубьев уже почти не участвует в процессе пиления. При разнице развода некоторых зубьев больше 5-ти единиц в большую сторону Вы уже увидите отчетливые риски на поверхности пиломатериала, что ухудшает товарный вид продукции и, соответственно, снижает ее цену. Блок таких зубьев, расположенных рядом, может уводить пилу на сучках с образованием волны, что еще больше ухудшает качество получаемой продукции. При разнице развода некоторых зубьев больше 5-ти единиц в меньшую сторону часть зубьев перестанет работать совсем, увеличивая нагрузку на соседние зубья. Это особенно опасно, когда недоразведены сразу несколько зубьев подряд, тогда следующий за таким блоком зуб будет постоянно испытывать сильные динамические удары, которые приводят к образованию волны на сучках, а также к ускоренному формированию микротрещин и, в конечном итоге, к быстрому разрыву пилы.
В обычных разводных станках практически всегда присутствует эффект качелей, когда во время надавливания толкателем на зуб вместо отгибания зуба начинает выгибаться тело пилы и, соответственно, даже при одинаковых показаниях индикатора истинный развод зуба остается неизвестным. При повторном нажатии разница обычно достигает 10 и более единиц. Поэтому даже только что разведенная пила может сразу начать волнить.
Для наглядности можете взять новую ножовку по дереву и отпилить с краю часть ствола пиловочника диаметром 10-20 см. Затем возьмите пассатижи и хотя бы 5-10 зубьев пилы чуть разогните в разные стороны. Снова отпилите рядом часть ствола и, что называется, почувствуйте разницу!
Видео РС 30/60
Видео: как избежать волны при пилении
Как проходит разводка зубьев ленточных пил на РС 30/60
Сначала производится развод зубьев с одной стороны пилы. Затем пила выворачивается, и производится развод зубьев с другой стороны пилы.
Чтобы начать разводить зубья, необходимо только выставить необходимую высоту на 1-м зубе и установить упоры на шаг пилы.
Установка следующих разводимых зубьев ленточной пилы производится в полуавтоматическом режиме при движении толкателя на трети зуба до упора, т.е. не надо ловить рукой место установки каждого зуба в отдельности.
Благодаря этому время развода одной пилы при максимально возможной точности величины и линии развода уменьшается в 2-3 раза и составляет после приобретения небольшого навыка 7-10 мин.
Точность развода и, соответственно, качество распила получается благодаря применению системы зажатия тела пилы по типу пресса. Т.е. тело пилы во время развода каждого зуба зажимается не слабыми подпружиненными прижимными штырями, а центральной пластиной настолько гарантированно, что при неограниченных повторных нажатиях на рычаг разброс в показаниях индикатора всегда будет максимум 1-2 деления.
В итоге при разводе пилы на РС30/60 Вы получаете быструю, гарантированно точную разводку каждой пилы, у которой все режущие кромки зубьев находятся строго на одной линии с максимальной разницей в ±1 деление индикатора. С таким разводом пила будет работать исключительно хорошо.
www.westron.su
Разводка ленточной пилы
Развод ленточных пил
Процессом развода считается операция, связанная с отгибанием зубьев пилы в разные стороны для того, чтобы снизить трение ленты пилы о боковые поверхности пропила и исключить ее зажатие. Для свободного движения полотна в древесине необходимо обеспечивать ширину пропила, превосходящую толщину полотна, не менее чем на 30-60%.
Разводка делится на несколько видов, причем у них пока нет устоявшихся названий, поскольку производители пил называют их по-разному.
Стандартную разводку характеризует поочередное отгибание зубьев разные стороны.
Схема стандартной разводки
При зачищающей разводке зубья пильного полотна делятся по три, два из которых отгибаются в разные стороны, а третий остается на месте.
Схема зачищающей разводки
Ее преимущественно применяют при работе с твердыми породами древесины. Трапецеидальная форма каждого третьего зуба, остающегося по центру пилы, задает направление всей пильной ленте.
Наиболее сложной в исполнении является волнистая разводка, поскольку каждый последующий зуб в полуволне отгибается на все более возрастающую величину.
Схема волнистой разводки
При любом типе разводки зуб отгибается не от основания, а с отступом от него на 33-67% высоты зуба. Несмотря на то, что каждый производитель диктует свои требования по поводу показателей, связанных с разводом, все они не выходят за пределы 0,3-0,7 мм.
Общепринято деревья с мягкой древесиной пилить ленточными пилами, имеющими большой развод, а с твердой – малый. Но в любом случае развод должен быть таким, чтобы пиление происходило без образования вырезанного клина по центру.
Все зубья при разводе должны отгибаться на одну и ту же величину с допускаемой погрешностью до 0,1 мм. Если разводка будет неодинаковой, то пилу будет тянуть в направлении большего развода.
Приспособления для развода
Для развода существуют специальные разводные приспособления, отличающиеся большим разнообразием и функциональными возможностями. Сегодня многие специалисты по достоинству оценивают устройство для разводки пил «КЕДР» за его надежность, простоту и удобство в работе, а также невысокую цену.
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Тщательно продуманная конструкция разводного устройства «КЕДР» обеспечивает производительное и эффективное использование всего ресурса пилы, заданной производителем. Его можно легко настроить под необходимые параметры развода для обеспечения оптимальной ширины распила. В результате можно обойтись меньшей мощностью двигателя, т. к. снижаются силы трения при пилении.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
Станок для разводки ленточных пил «КЕДР» обладает следующими техническими характеристиками:
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.
Разводка
Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Почему пила плохо пилит?
Это может быть следствием большого угла заточки зуба, что сопровождается при входе пилы в древесину скачком вверх. Затем обычно пиление протекает нормально до самого конца, но на выходе из бревна пила падает вниз. Такой режим пиления называют «отжатием», поскольку пила отжимается. Выход из положения – уменьшение угла заточки градуса на 2-3.
При значительном угле заточки и недостаточном разводе пила в начале входа в бревно совершает скачок вверх и форма доски получается кривой в «виде сабли». Качество доски восстанавливается уменьшением угла заточки градуса на 2 и увеличением развода. Доска получится похожей «на саблю» и при «нырянии» пилы вниз. Это есть совместное следствие малого угла заточки и недостаточной разводки. Выйти из этого положения можно увеличением заточного угла на два градуса и увеличением развода.
Если доска обильно облеплена рыхлыми на ощупь опилками, то это сигнализирует о малом разводе, который требует увеличения при одновременном уменьшении угла заточки.
Пропил в виде волны при острой пиле вызывается слишком маленьким разводом, который необходимо довести до нормальной величины.
Пиление тупой, ни разу не переточенной пилой приведет к тому, что она треснет по ложбинкам зуба. Это же может произойти, если пытаться распустить дерево пилой, развод которой недостаточен для данной работы или продолжать пилить уже затупленным полотном.
На пиле могут образоваться трещины с тыльной стороны, когда расстояние между задними упорами направляющих роликов и задней частью полотна слишком велико.
Явление «накатывания» опилок на полотно наблюдается, когда зубья пилы не слишком разведены и в пропиле нет нужного объема воздуха. В этом случае пила разогревается из-за трения об опилки, что приводит к напеканию древесной пыли на полотно пилы.
Если «накатывание» опилок занимает внутреннюю поверхность зуба, а полотно пилы чистое, то это объясняется рядом причин: плохой заточкой (слишком большой подачей или толстым съемом материала, приводящим к плохому качеству поверхности впадины зуба), чрезмерно огромным заточным углом зубьев или продолжением пиления затупленной пилой.
Иногда наблюдаются трещины со стороны впадин зубьев. Обычно так происходит, когда при переточках за один проход снимается много металла, что ведет к перекалу кромки зуба.
Многих проблем удастся избежать, если уделять достаточно внимания заточному камню, постоянно и тщательно его заправлять.
Надо помнить, что какой бы хороший станок не применялся для роспуска древесины, это всего лишь привод для пилы. Качество и эффективность работы по распилу на 90% связано с правильным обслуживанием пилы и лишь на 10% от общего состояния станка.
Заточной угол определяется углом отхода кромки зуба от вертикальной линии. Желательный в большинстве случаев угол заточки равен 10-12о. Если распиливаются твердые породы и мерзлая древесина, то величина угла заточки должна быть 8-10о. Для распиловки мягких пород он увеличивается до 12-15о.
Разводка зубьев сильно сказывается на свойствах режущей кромки зуба. Надо помнить, что заточка зубьев уменьшает их высоту, а значит и разводку.
Заточные показатели пилы ленточного типа в функции от породы распускаемой древесины показаны в нижеследующей таблице.
| Хар-ка лезвия |
Очень мягкие породы |
Породы средней мягкости | |||
| Свежая смолистая |
Свежая несмолистая | Вяленая пролежавшая 3-5 лет | Мороженая | ||
| Угол заточки | 12-16 | 12-16 | 12 | 8-12 | 8-10 |
| Высота зуба | 6,4мм* | 4,8мм* | 4,8мм* | 4,8мм* | 4,5мм* |
| Разводка зуба | 0,61-0,66мм | 0,58-0,61мм | 0,51-0,56мм | 0,41-0,46мм | 0,41-0,46мм |
| Твердые породы | |
| Свежая | Вяленная |
| 10-12 | 8-10 |
| 4,5мм* | 4,0мм* |
| 0,41-0,46мм | 0,41-0,46мм |
* — наименьшее допустимое значение.
Эти табличные данные не носят директивного характера, поэтому к каждой породе древесины необходим индивидуальный подбор параметров инструмента. Качество распиловки связано не только с удачным подбором этих показателей, но и от места, где идет применение, или от региона произрастания древесины, которая доставлена сюда на распиловку. Дело в том, что даже деревья одной и той же породы, могут иметь разную плотность и смолистость, обусловленную регионом.
Чтобы придать ленточной пиле большую стойкость и получить качественный рез, необходимо обильное смачивание полотна водой при распиловке деревьев с большим содержанием смолы. Пилам же для распиливания деревьев с малым содержанием смолы нужен мыльный раствор для смачивания. В мороз пилу лучше всего смачивать соляркой.
pilorama-kedr.com