Методика и технология настройки фуговального станка
Главная » Статьи » Настройка оборудования » Методика и технология настройки фуговального станка
13.10.2020
Настройка оборудования
Просмотров: 4594
настройка фуговального станка
Операция фугования в столярной обработке древесины является базовой (первичной). Все остальные операции проводятся после получения первой плоской поверхности.
Основное назначение фуговального станка – это получение гладкой ровной (плоской) поверхности.
Все настроечные работы проводятся только после устранения неисправностей фуганка.
Основными неисправностями фуганка могут быть:
- Привод вала (электродвигатель)
- Посадочное место вала двигателя и его шкив (разбитый вал – разбалансированный шкив). Данная ситуация часто возникает при проведении ремонтных работ, когда происходит слом края шкива в процессе его демонтажа.
 В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя. - Подшипниковые опоры строгального вала. Данная неисправность возникает в результате не квалифицированного демонтажа шкива для замены подшипников строгального вала. Возникает дисбаланс вала и вибрации.
- Износ опорных шеек строгального вала
- Шкив строгального вала
- Износ приводного ремня
- Заклинивание эксцентриковых опор столов
 В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.Настройка фуговального станка производится каждый раз при :
- окончании ремонтных работ
- перемещении станка на новое место
- ухудшении точностных характеристик станка.

настройка столов фуговального станка
Является главной операцией. От точности ее выполнения зависит качество настройки станка и получение плоской поверхности обрабатываемой заготовки.
Для проверки параллельности подающего и приемного стола основным измерительным инструментом является поверочная линейка. Для настройки фуганков с длиною столов от 2100 мм оптимальным инструментом будет поверочная линейка ШД-2000. В случае ее отсутствия можно воспользоваться новым строительным уровнем такой же длины.
Перед началом проверки и выставления параллельности столов необходимо убедиться в геометрии каждого стола в отдельности. Если настраиваемый станок ранее был в эксплуатации или рассматривается вопрос приобретения станка БУ, необходимо проверить геометрию столов.
Для начала проверяется износ стола по его длине.
Дело в том, что столы фуговальных станков изготавливаются из «мягких» сортов чугуна, слабо устойчивых на истирание. При большом сроке эксплуатации и работе с грязным материалом возникает повышенный износ столов в их средней части. Это главный параметр, по которому можно оценить целесообразность покупки станка БУ.
Это главный параметр, по которому можно оценить целесообразность покупки станка БУ.
Укладываем поверочную линейку поперек стола и в начале, средине и конце стола проверяем измерительным щупом величину износа стола. В идеальном случае износа быть не должно. При большом зазоре данный дефект может быть исправлен только шлифованием (фрезерованием) всего стола целиком. Стоимость данной операции может быть соизмерима с ценой всего БУ станка. В этом случае целесообразность покупки такого станка вызывает большой вопрос.
Подгонка пластин примыкания к ножевому валу
Для столов, имеющих регулируемые (съемные пластины примыкания к ножевому валу) необходимо установить короткую поверочную линейку на соответствующий стол и используя измерительный щуп, проконтролировать отсутствие зазора между линейкой и столом.
В случае наличия зазора необходимо:
- Демонтировать пластину
- Очистить посадочное место
- Используя подкладку мерных пластин выровнять пластину примыкания. В зависимости от наличия зазора (у стола или у вала) подкладочные пластины устанавливаются до или после крепежных винтов. Иногда после установки и закрепления пластин примыкания требуется дошлифовка мест примыкания.
.jpg) В зависимости от наличия зазора (у стола или у вала) подкладочные пластины устанавливаются до или после крепежных винтов. Иногда после установки и закрепления пластин примыкания требуется дошлифовка мест примыкания.
В зависимости от наличия зазора (у стола или у вала) подкладочные пластины устанавливаются до или после крепежных винтов. Иногда после установки и закрепления пластин примыкания требуется дошлифовка мест примыкания.После проверки столов и настройки примыкающих пластин возможна настройка параллельности столов в целом.
Существует несколько способов настройки параллельности подающего и приемного стола.
Простой способ настройки используется для бытовых станков.
Такие устройства, как правило не имеют отдельных (4) опор установки столов.
Схема настройки:
- Подающий стол устанавливается на высоту приемного
- Укладывается поверочная линейка на 2 стола
- Контролируется отсутствие зазоров под линейкой.
В случае зазоров мерными подкладками под направляющими столов выводиться одна плоскость.
Правильный способ настройки профессионального фуговального оборудования:
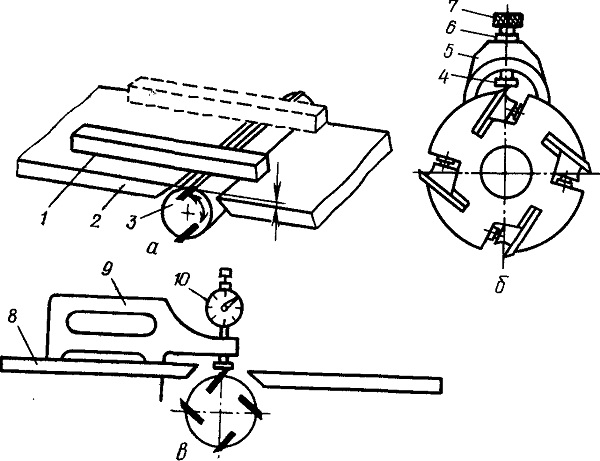
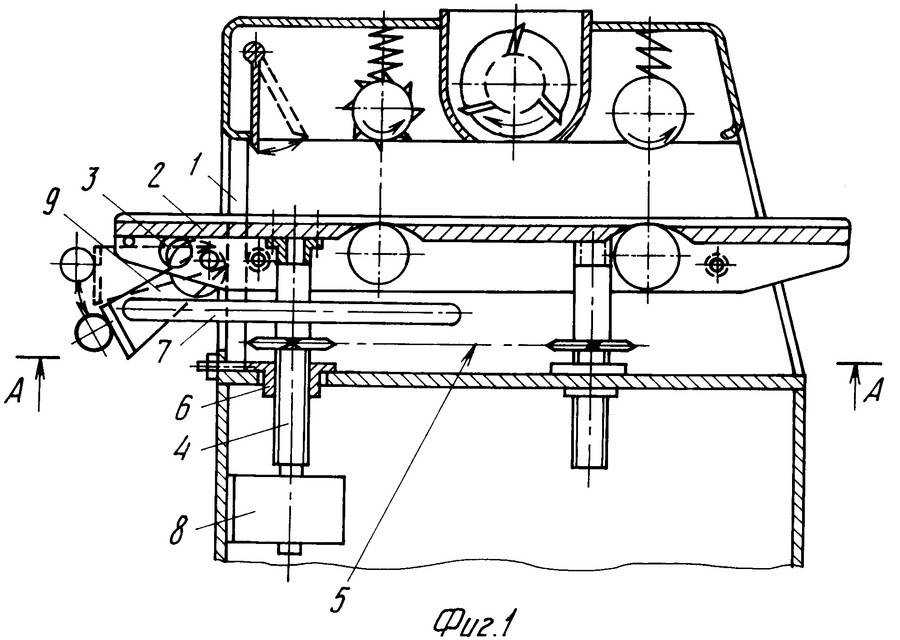
- Проверка положения строгального вала относительно приемного стола. Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.
 Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.
Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.На части станков приемный стол так же имеет возможность настройки своего положения за счет поворота эксцентриков. В таком случае установка стола осуществляется регулировочной гайкой 9.
- На приемный стол укладывается поверочная линейка таким образом, чтобы всей своей длиной она находилась на приемном столе, а ее свободный конец висел над подающим столом. При необходимости, для исключения ее перевешивания на подающий стол конец линейки может быть закреплен к приемному столу струбциной.
- Мерным щупом измеряется расстояние от поверочной линейки до стола в 4 точках (1,2,3,4). Данные точки расположены над опорами стола. При этом измерения проводятся в 2 этапа: когда линейка расположена над точками 2 и 4, затем линейка переставляется параллельно на другой край стола и призводятся измерения в точках 1 и 3.
- Выбирается точка с наименьшим расстоянием. Пусть это будет точка 2.
- Поднимаем подающий стол до положения, когда точка 2 коснется поверочной линейки.
- Мерным щупом определяем расстояния в четырех точках и записываем их на столе. Пример т.1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм
- Данные значения соответствуют толщинам мерных подкладок, которые в соответствующих точках необходимо подложить под опоры.
- После установки мерных пластин еще раз контролируем параллельность подающего и приемного столов.
Последнюю операцию необходимо проверять при положении стола в верхней точке и в нижней. Иногда встречаются «сложные случаи» неквалифицированного ремонта, когда настройка проводиться по методике описанной выше, а последний пункт (8) не выполняется. Столы теряют параллельность при изменении высоты строжки (толщины съема). Такая ситуация может возникать в том случае, если в течении долгой жизни станка проходил ремонт эксцентриковых опор подъема стола (например меняли тягу, связывающую эксцентрики опор подъема. Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Соответственно при изменении положения рычага передняя часть стола поднимается а задняя опускается.
Установка ножей
Производиться после их переточки либо необходимости их подстройки.
Правильность установки ножей можно легко проверить после осмотра отфугованной заготовки. В случае «провала ножа» – нож установлен ниже уровня приемного стола, будет заметен «вырыв» древесины в начале заготовки. При высоком положении ножа такой же эффект виден в конце обработанной заготовки.
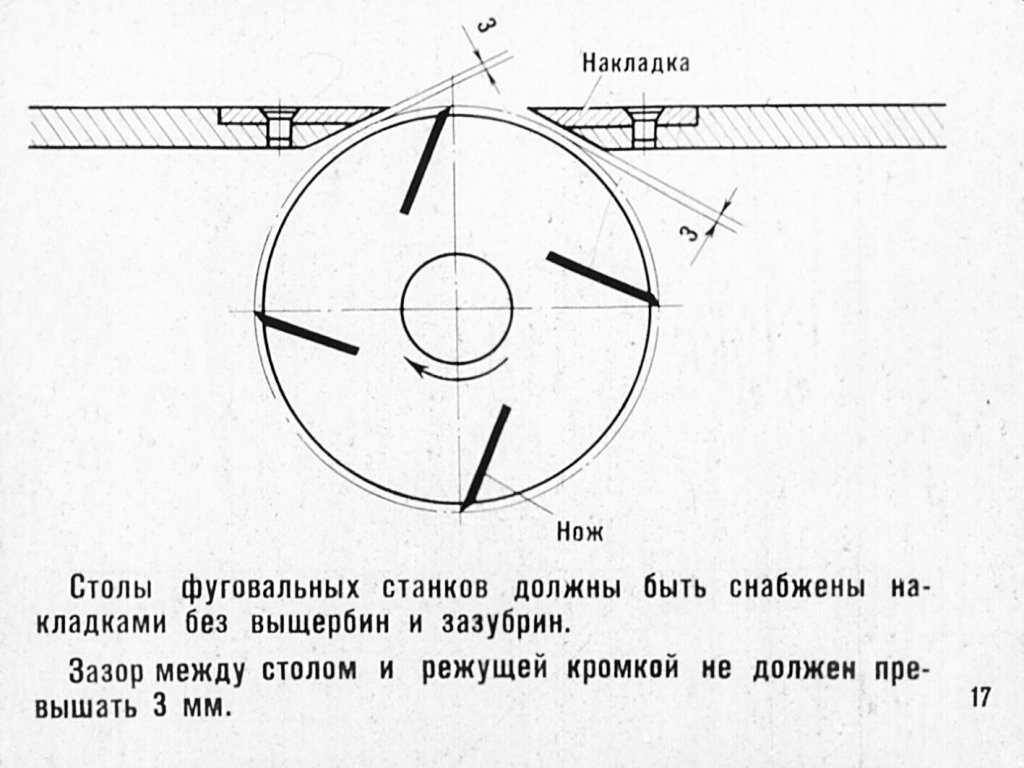
Правильность установки ножей хорошо видна на рисунке: при повороте строгального вала ножи должны касаться заготовки но не отрывать ее от стола.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите [email protected] мы обязательно вам поможем!
Рекомендуем прочесть
Методика настройки рейсмуса (рейсмусного станка)
10.
09.2018Просмотров: 12191
Описаны различные способы настройки рейсмусов как по инструкции, так и упрощенный способ. Для подготовки к настройке рейсмусового станка необходимо провести подготовительную операцию.
Настройка оборудования
Методика и технология настройки фуговального станка
13.10.2020
Просмотров: 4595
Описан порядок(последовательность) операций при настройке фуговального станка (фуганка). Почему нельзя проводить настройки до устранения основных неисправностей. Перечислен порядок простой и полной настройки станка.
Настройка оборудования
Периодичность и порядок настройки рейсмусового станка.
23.09.2020
Просмотров: 686
Как часто необходимо проверять настройку основных параметров рейсмусового станка?
Настройка оборудования
 09.2018
09.2018Официальный сайт СТАНКОГРУПП — станки и грузоподъемное оборудование.
Важность настройки строгальных ножей зачастую недооценивается, и часто ею пренебрегают. Но так быть не должно. Существует немало способов и приспособлений (одни очень запутаны, другие слишком дорогие) для настройки строгальных ножей.
Большинство столяров не желают тратить много времени и средств на обслуживание станочного парка. Если ножевой вал вашего строгального станка имеет настроечные винты, то можно быстро выполнить настройку с помощью недорогого часового индикатора и самодельной опоры для него. Начните с изготовления опоры, а затем следуйте нижеописанным шагам.
|
Шаг 1. Примечание. При запуске двигателя все излишки масла быстро улетят с поверхности деталей и не испачкают заготовку. |
Шаг 2. |
Шаг 3. |
|
Шаг 4. |
Шаг 5. |
Шаг 6. |
 Плоский наконечник индикатора упрощает выравнивание по центру кромки, но можно применить индикатор и с полукруглым наконечником.
Плоский наконечник индикатора упрощает выравнивание по центру кромки, но можно применить индикатор и с полукруглым наконечником.Снова проверьте высоту ножа и повторите шаги 5 и 6 с оставшимися ножами.
Проверьте все винты и защитные устройства перед запуском станка.
За предоставленный материал благодарим журнал Wood-Master
404 ОШИБКА WOODWEB
404 ОШИБКА WOODWEB Поиск по всему сайту
Поиск в каталоге продуктов
Поиск в базе знаний
Поиск по всем форумам
Поиск по биржевому оборудованию
Поиск биржи пиломатериалов
Поиск вакансий
Поиск объявлений
Новости отрасли
Поиск Аукционы, распродажи и специальные предложения
Календарь событий поиска
————————
Поиск отдельных форумов
Клеи
Архитектурная мастерская
Бизнес
Изготовление шкафов
САПР
ЧПУ
Пыль/Безопасность/Завод
Отделка
Лесное хозяйство
Мебель
Монтаж
Ламинат/твердая поверхность
Распиловка и сушка
Обработка массивной древесины
Добавленная стоимость Древесина Прод. |
| Главная || Новые посетители | Карта сайта |
| Извините… введенный вами адрес недоступен. Скорее всего, вы ввели неверный адрес (URL) Список ссылок для навигации по сайту Все комментарии направляйте по адресу: [email protected] Тип ошибки: 404 Ресурсы Главная Программное обеспечение и мобильные приложения Аукционы, Распродажи и специальные предложения – Знак оповещения о продажеПромышленность Новости Деревообработчики Каталог Пиление и Сушка Справочник The Wood Doctor Книжный магазин Пиломатериалы/древесина/разное КалькуляторыМедиа-кит О WOODWEB Пользовательское соглашение и условия
использования Стать
Член Каталог продукции Каталог продукции Работа Возможности и услуги по деревообработке Ламинирование и наплавка Пиломатериалы
и Фанера Машины Молдинги
и столярные изделия Электроинструменты Планы и публикации Завод Техническое обслуживание и управление Распиловка и сушка Поставщики Инструменты Шпон Токарная обработка дерева ГалереиПроект ГалереяЛесопилка Галерея Магазин Галерея Галерея оборудования Последние изображения Галерея ФорумыПоследние сообщения со всех форумовКлеи Архитектура Деревообработка Бизнес и менеджмент Монтаж шкафов и столярных изделий Изготовление шкафов CAD Сушка в промышленных печах ЧПУ Сбор пыли, Безопасность и оборудование Операция Профессиональная отделка Лесное хозяйство Профессиональная мебель Создание ламинирования и Сплошная поверхность пилы и сушил Shop встроенный Оборудование Сплошная древесина Обработка Добавленная деревянная обработка Veener Woodwork3131313131313131313131313131313.  НЕСКОЛЬКО
Сообщения со всех бирж НЕСКОЛЬКО
Сообщения со всех бирж Вакансии и обмен услугами – Job-GramБиржа пиломатериалов – Lumber-GramОбмен оборудования – Machinery-GramClassified Exchange База знанийБаза знаний: Поиск или просмотрКлей, приклеивание и ламинирование – Клей и связываниеАгенты – GLINGINGINGINGINGINGINGINGINGINGINGINGING. Архитектурный Столярные изделия– Пользовательские Столярные изделия– Двери иОкна – Полы– Общие– Столярные работы Установщик– Токарный станок Токарная обработка– Погонаж– Столярные работыРеставрация – Лестницы– ЗапасПроизводство Бизнес Изготовление шкафов Отделка Лесное хозяйство Мебель Ламинирование
и Solid Surfacing Пиломатериалы
и Фанера Обработка Дерево
Инженерное дело |
Как отремонтировать рубанок, если он не регулируется вверх и вниз или заедает
Сломанная, грязная, высохшая или склеенная шестерня может привести к тому, что регулировки рубанка будут заедать или вообще не регулироваться. Переверните рубанок на бок и осмотрите все шестерни под ним. Если под ним нет шестерен, то вместо них в вашем рубанке используется система цепи и звездочки. Процедуры ремонта смотрите в разделе «цепь» или «звездочки». Если вы заметите что-то еще, например сломанные или поврежденные шестерни, или если они отчаянно нуждаются в чистке и повторной смазке, вам придется разобрать, чтобы исправить это.
Переверните рубанок на бок и осмотрите все шестерни под ним. Если под ним нет шестерен, то вместо них в вашем рубанке используется система цепи и звездочки. Процедуры ремонта смотрите в разделе «цепь» или «звездочки». Если вы заметите что-то еще, например сломанные или поврежденные шестерни, или если они отчаянно нуждаются в чистке и повторной смазке, вам придется разобрать, чтобы исправить это.
Снимите верхнюю часть рубанка, затем боковые крышки и крышку редуктора. Выньте фиксаторы, удерживающие звездочки и цепь. Открутите болт на кронштейне натяжителя ремня, чтобы ослабить натяжение и снимите ремень. Для моделей без натяжителя ремня снять ремень может быть сложно. Возможно, вам придется аккуратно…
Сломанная, грязная, высохшая или склеенная шестерня может привести к тому, что регулировка рубанка заедает или вообще не регулируется. Переверните рубанок на бок и осмотрите все шестерни под ним. Если под ним нет шестерен, то вместо них в вашем рубанке используется система цепи и звездочки. Процедуры ремонта смотрите в разделе «цепь» или «звездочки». Если вы заметите что-то еще, например сломанные или поврежденные шестерни, или если они отчаянно нуждаются в чистке и повторной смазке, вам придется разобрать, чтобы исправить это.
Процедуры ремонта смотрите в разделе «цепь» или «звездочки». Если вы заметите что-то еще, например сломанные или поврежденные шестерни, или если они отчаянно нуждаются в чистке и повторной смазке, вам придется разобрать, чтобы исправить это.
Снимите верхнюю часть рубанка, затем боковые крышки и крышку редуктора. Выньте фиксаторы, удерживающие звездочки и цепь. Открутите болт на кронштейне натяжителя ремня, чтобы ослабить натяжение и снимите ремень. Для моделей без натяжителя ремня снять ремень может быть сложно. Возможно, вам придется аккуратно поддеть его отверткой, когда вы снимаете его со шкивов. Убедитесь, что вы помещаете кончик отвертки только на гайку шкива для рычага, чтобы не повредить другие детали. Открутите болты, которыми корпус двигателя крепится к рубанку, а затем прижимы силового кабеля. Поднимите двигатель и отсоедините все провода заземления под ним. Поворачивайте рукоятку, поднимая режущую головку вверх, пока рукоятка не оторвется. Продолжайте вручную поворачивать ходовой винт вверх.
Теперь снимите гайки стойки. Пометьте столбы, прежде чем снимать их, чтобы при повторной сборке вы вернули их на исходные места. Вытащите стойки, а затем режущую головку из ходовых винтов. Удалите винты, удерживающие основания ходовых винтов, а затем вытащите ходовые винты. Отметьте ходовые винты, чтобы они могли вернуться в точно такое же гнездо. Отверните гайку на концах ходовых винтов и снимите шестерню. Снимите все остальное с вала и очистите в очистителе деталей, затем смажьте их. Соберите все обратно на вал в правильном порядке.
Установите новую шестерню, если вы заменяете сломанную. Установите гайку, чтобы зафиксировать все на месте на валу. Переверните основание, и две шестерни на валу сразу же сойдут. Очистите и смажьте эти две шестерни или замените сломанные шестерни, просто надев новые на этот вал. Переверните основание и установите ходовые винты обратно в корпус и закрепите — более длинный для ручки. Убедитесь, что вы вставили ходовые винты в их оригинальные корпуса. Наклоните основание обратно и начните собирать стойки обратно в правильно отмеченные гнезда. Затяните гайку вручную, только в нижней части стоек.
Наклоните основание обратно и начните собирать стойки обратно в правильно отмеченные гнезда. Затяните гайку вручную, только в нижней части стоек.
Установите режущую головку обратно на стойки и ходовые винты, тщательно выровняв все. Поверните ходовые винты против часовой стрелки, чтобы режущая головка опустилась. Временно установите рукоятку, после чего вы сможете опустить режущую головку до упора. Ослабьте каждую стойку — по одной — и затем снова затяните. Как только они натянуты, быстро прижмите их. Снимите ручку и переустановите верхний щиток — теперь вы можете переустановить ручку навсегда. Поместите два предмета одинакового размера через рубанок. Убедитесь, что режущая головка расположена ровно внизу (без лезвий). Поместите два объекта одинакового размера как можно дальше друг от друга под режущую головку. Медленно опустите режущую головку вниз, раскачивая ее вперед и назад, пока она не перестанет двигаться, когда соприкоснется с одним из предметов. Когда это произойдет, вам придется внести коррективы, чтобы противоположная сторона вступала в контакт одновременно. Это позволит выровнять режущую головку для прямого реза. Ослабьте регулировочную гайку на ходовом винте, на котором нужно отрегулировать высоту. Поворачивайте регулировочный винт рукой или гаечным ключом, пока не исчезнет лишний зазор. Как только зазор исчезнет и головка выровняется, затяните регулировочную гайку, чтобы зафиксировать ее на месте.
Это позволит выровнять режущую головку для прямого реза. Ослабьте регулировочную гайку на ходовом винте, на котором нужно отрегулировать высоту. Поворачивайте регулировочный винт рукой или гаечным ключом, пока не исчезнет лишний зазор. Как только зазор исчезнет и головка выровняется, затяните регулировочную гайку, чтобы зафиксировать ее на месте.
Дважды проверьте правильность настройки, выполнив описанные выше действия. Возможно, вам придется сделать это несколько раз, чтобы добиться идеального результата. Переустановите двигатель, но сначала обязательно снова подсоедините провода заземления под двигателем. Установите на место фиксаторы шнура питания. Установите прокладку обратно на вал ролика, а затем поместите звездочки внутрь цепи. Установите звездочки на валы, совместив шпоночные канавки. Ступицы на звездочках обращены к рубанку. Установите на один ролик подачи, а затем на второй, для облегчения установки. После установки на вал вы можете сдвинуть их все обратно. Установите ремень на шкивы, отрегулируйте натяжение и затяните болт.