Методика и технология настройки фуговального станка
Главная » Статьи » Настройка оборудования » Методика и технология настройки фуговального станка
13.10.2020
Настройка оборудования
Просмотров: 3823
настройка фуговального станка
Операция фугования в столярной обработке древесины является базовой (первичной). Все остальные операции проводятся после получения первой плоской поверхности.
Основное назначение фуговального станка – это получение гладкой ровной (плоской) поверхности.
Все настроечные работы проводятся только после устранения неисправностей фуганка.
Основными неисправностями фуганка могут быть:
- Привод вала (электродвигатель)
- Посадочное место вала двигателя и его шкив (разбитый вал – разбалансированный шкив). Данная ситуация часто возникает при проведении ремонтных работ, когда происходит слом края шкива в процессе его демонтажа.
 В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя. - Подшипниковые опоры строгального вала. Данная неисправность возникает в результате не квалифицированного демонтажа шкива для замены подшипников строгального вала. Возникает дисбаланс вала и вибрации.
- Износ опорных шеек строгального вала
- Шкив строгального вала
- Износ приводного ремня
- Заклинивание эксцентриковых опор столов
 В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.Настройка фуговального станка производится каждый раз при :
- окончании ремонтных работ
- перемещении станка на новое место
- ухудшении точностных характеристик станка.
настройка столов фуговального станка
Является главной операцией. От точности ее выполнения зависит качество настройки станка и получение плоской поверхности обрабатываемой заготовки.
Для проверки параллельности подающего и приемного стола основным измерительным инструментом является поверочная линейка. Для настройки фуганков с длиною столов от 2100 мм оптимальным инструментом будет поверочная линейка ШД-2000. В случае ее отсутствия можно воспользоваться новым строительным уровнем такой же длины.
Перед началом проверки и выставления параллельности столов необходимо убедиться в геометрии каждого стола в отдельности. Если настраиваемый станок ранее был в эксплуатации или рассматривается вопрос приобретения станка БУ, необходимо проверить геометрию столов.
Для начала проверяется износ стола по его длине.
Дело в том, что столы фуговальных станков изготавливаются из «мягких» сортов чугуна, слабо устойчивых на истирание. При большом сроке эксплуатации и работе с грязным материалом возникает повышенный износ столов в их средней части. Это главный параметр, по которому можно оценить целесообразность покупки станка БУ.
Это главный параметр, по которому можно оценить целесообразность покупки станка БУ.
Укладываем поверочную линейку поперек стола и в начале, средине и конце стола проверяем измерительным щупом величину износа стола. В идеальном случае износа быть не должно. При большом зазоре данный дефект может быть исправлен только шлифованием (фрезерованием) всего стола целиком. Стоимость данной операции может быть соизмерима с ценой всего БУ станка. В этом случае целесообразность покупки такого станка вызывает большой вопрос.
Подгонка пластин примыкания к ножевому валу
Для столов, имеющих регулируемые (съемные пластины примыкания к ножевому валу) необходимо установить короткую поверочную линейку на соответствующий стол и используя измерительный щуп, проконтролировать отсутствие зазора между линейкой и столом.
В случае наличия зазора необходимо:
- Демонтировать пластину
- Очистить посадочное место
- Используя подкладку мерных пластин выровнять пластину примыкания. В зависимости от наличия зазора (у стола или у вала) подкладочные пластины устанавливаются до или после крепежных винтов. Иногда после установки и закрепления пластин примыкания требуется дошлифовка мест примыкания.
 В зависимости от наличия зазора (у стола или у вала) подкладочные пластины устанавливаются до или после крепежных винтов. Иногда после установки и закрепления пластин примыкания требуется дошлифовка мест примыкания.
В зависимости от наличия зазора (у стола или у вала) подкладочные пластины устанавливаются до или после крепежных винтов. Иногда после установки и закрепления пластин примыкания требуется дошлифовка мест примыкания.После проверки столов и настройки примыкающих пластин возможна настройка параллельности столов в целом.
Существует несколько способов настройки параллельности подающего и приемного стола.
Простой способ настройки используется для бытовых станков.
Такие устройства, как правило не имеют отдельных (4) опор установки столов.
Схема настройки:
- Подающий стол устанавливается на высоту приемного
- Укладывается поверочная линейка на 2 стола
- Контролируется отсутствие зазоров под линейкой.
В случае зазоров мерными подкладками под направляющими столов выводиться одна плоскость.
Правильный способ настройки профессионального фуговального оборудования:
- Проверка положения строгального вала относительно приемного стола. Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.
 Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.
Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.На части станков приемный стол так же имеет возможность настройки своего положения за счет поворота эксцентриков. В таком случае установка стола осуществляется регулировочной гайкой 9.
- На приемный стол укладывается поверочная линейка таким образом, чтобы всей своей длиной она находилась на приемном столе, а ее свободный конец висел над подающим столом. При необходимости, для исключения ее перевешивания на подающий стол конец линейки может быть закреплен к приемному столу струбциной.
- Мерным щупом измеряется расстояние от поверочной линейки до стола в 4 точках (1,2,3,4). Данные точки расположены над опорами стола. При этом измерения проводятся в 2 этапа: когда линейка расположена над точками 2 и 4, затем линейка переставляется параллельно на другой край стола и призводятся измерения в точках 1 и 3.
- Выбирается точка с наименьшим расстоянием. Пусть это будет точка 2.
- Поднимаем подающий стол до положения, когда точка 2 коснется поверочной линейки.
- Мерным щупом определяем расстояния в четырех точках и записываем их на столе. Пример т.1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм
- Данные значения соответствуют толщинам мерных подкладок, которые в соответствующих точках необходимо подложить под опоры.
- После установки мерных пластин еще раз контролируем параллельность подающего и приемного столов.
Последнюю операцию необходимо проверять при положении стола в верхней точке и в нижней. Иногда встречаются «сложные случаи» неквалифицированного ремонта, когда настройка проводиться по методике описанной выше, а последний пункт (8) не выполняется. Столы теряют параллельность при изменении высоты строжки (толщины съема). Такая ситуация может возникать в том случае, если в течении долгой жизни станка проходил ремонт эксцентриковых опор подъема стола (например меняли тягу, связывающую эксцентрики опор подъема. Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Соответственно при изменении положения рычага передняя часть стола поднимается а задняя опускается.
Установка ножей
Производиться после их переточки либо необходимости их подстройки.
Правильность установки ножей можно легко проверить после осмотра отфугованной заготовки. В случае «провала ножа» – нож установлен ниже уровня приемного стола, будет заметен «вырыв» древесины в начале заготовки. При высоком положении ножа такой же эффект виден в конце обработанной заготовки.
Правильность установки ножей хорошо видна на рисунке: при повороте строгального вала ножи должны касаться заготовки но не отрывать ее от стола.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите [email protected] мы обязательно вам поможем!
Рекомендуем прочесть
Схема технологического процесса капитального и среднего ремонта
27.
11.2017Просмотров: 3035
Основными причинами вывода оборудования из строя являются: нарушение правил эксплуатации, в том числе переrрузкаотдельных механизмов и узлов; нарушение реrулировки определенноrо узла или механизма
Настройка оборудования
Периодичность и порядок настройки рейсмусового станка.
23.09.2020
Просмотров: 583
Как часто необходимо проверять настройку основных параметров рейсмусового станка?
Настройка оборудования
Методика настройки рейсмуса (рейсмусного станка)
10.09.2018
Просмотров: 11242
Описаны различные способы настройки рейсмусов как по инструкции, так и упрощенный способ. Для подготовки к настройке рейсмусового станка необходимо провести подготовительную операцию.
Настройка оборудования
 11.2017
11.2017Фуганок — настройка и приемы работы
Одна из первых задач в создании успешного проекта, сделать ровную плоскую и квадратную заготовку.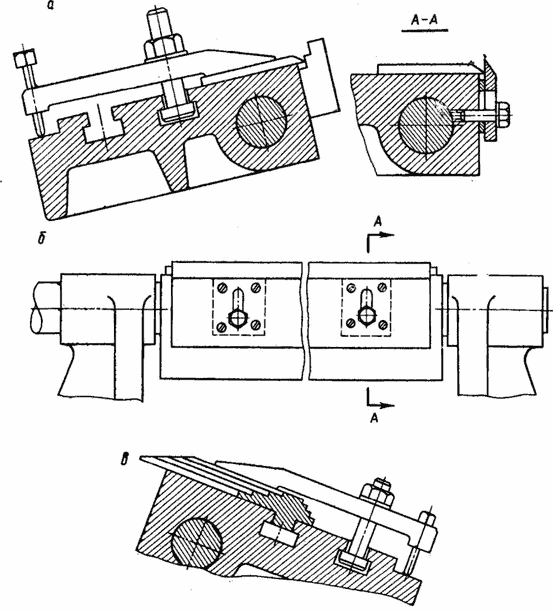 Рассмотрим, как работает фуганок, как его настроить и правильные приемы работы на фуганке. Для начала рассмотрим все шаги, которые я использую для поддержания инструмента в хорошем рабочем состоянии, после этого рассмотрим ряд приемов в работе, которые помогут получить наилучшие результаты.
Рассмотрим, как работает фуганок, как его настроить и правильные приемы работы на фуганке. Для начала рассмотрим все шаги, которые я использую для поддержания инструмента в хорошем рабочем состоянии, после этого рассмотрим ряд приемов в работе, которые помогут получить наилучшие результаты.
Фуганок.
На первый взгляд, устройство фуганка кажется довольно простым — длинная, плоская поверхность, с острыми лезвиями. Подающий и приемный столы, если взглянуть ближе показывают, что на самом деле это два отдельных стола:
- подающий стол, место где размещается заготовка и перемещается к режущей головке;
- приемный стол, где размещается заготовка после прохода над режущей головкой. (См. фото внизу, оно поможет вам определить основные части фуганка.)
Настройка столов между собой является критической точкой и является первым этапом, чтобы настроить фуганок. На рисунке слева показано, как использовать линейку, чтобы проверить, что два стола параллельны, снимите защиту режущей головки. Теперь для проверки, положите вдоль столов линейку. Проверяйте параллельность в нескольких точках по ширине стола, чтобы убедиться, что они в одном уровне, (фото справа).
Теперь для проверки, положите вдоль столов линейку. Проверяйте параллельность в нескольких точках по ширине стола, чтобы убедиться, что они в одном уровне, (фото справа).
Самые распространенные проблемы, с которыми вы столкнетесь, неровности в виде выпуклости или вогнутости на заготовках. Вогнутая форма заготовки является результатом того, что наружные края подающего или приемного столов опущены ниже уровня. (Это будет отображаться как зазоры на краях линейки в начале и конце столов фуганка.) Выпуклая форма заготовки означает, что внутренние края столов имеют наклон к режущей головке.
Ножи.Следующее, что нужно проверить, ножи. Высота ножей должна быть равной высоте приемного стола. Если заготовка после строгания имеет порывистость или большие сколы, есть вероятность того, что ножи не отрегулированы. На рисунках слева показано, как используя линейку проверить, что все ножи расположены на одной высоте. Используя гаечный ключ, ослабьте прижимную планку ножа, сделайте необходимые исправления и затяните гайки прижимной планки. Проверьте высоту каждого из ножей. Рисунок слева показывает правильный конечный результат. Когда вращаем режущую головку, каждый из ножей должен сделать с линейкой очень легкий контакт в самой верхней части дуги, по всей ширине стола.
Проверьте высоту каждого из ножей. Рисунок слева показывает правильный конечный результат. Когда вращаем режущую головку, каждый из ножей должен сделать с линейкой очень легкий контакт в самой верхней части дуги, по всей ширине стола.
Глубина строгания. Настроив высоту ножей, переходим к настройке ножей на глубину строгания, это означает на какую глубину будет фуганок остругивать древесину при каждом проходе. На самом деле, глубина строгания устанавливается перемещением подающего стола вверх или вниз. Существует две наиболее распространенных ошибки. Первая ошибка — большая глубина строгания, меньшая глубина строгания помогает свести рывки и сколы на изделии к минимуму. Другая распространенная проблема, которая требует регулировки приемного стола, когда фуганок делает глубже срез на краю заготовки. Обычно это исправляется регулировкой, нужно искать, в каком месте нет параллельности между столами и режущей головкой.
Упор. Следующий шаг в настройках, это проверить упор на фуганок. Для большинства изделий упор должен быть настроен под углом 90° по отношению к подающему и приемному столам. Это довольно простая регулировка. Все, что вам нужно сделать, это используя угольник выполнить регулировку упора по отношению к столам. Убедитесь, что во время настройки столы чистые .
Для большинства изделий упор должен быть настроен под углом 90° по отношению к подающему и приемному столам. Это довольно простая регулировка. Все, что вам нужно сделать, это используя угольник выполнить регулировку упора по отношению к столам. Убедитесь, что во время настройки столы чистые .
Первый шаг в фуговании пиломатериалов, соединение двух заготовок между собой, операция наиболее нам знакомая. Совмещение краев и плоскостей требует их абсолютной параллельности и прямоугольности. Дальше рассмотрим несколько советов, которые помогут получить хороший результат.
Направление волокон. Первое, что рассмотрим, как определить направление волокон на заготовках. Чтобы избежать неровностей и сколов, нужно определить на изделие клиновидное направление волокон и подавать заготовку к ножам узкой частью клина, а не широкой. Если ориентации заготовки выбрана неверно, в начале строгания вы почувствуете сильные удары ножей по заготовке. Фото слева иллюстрирует направление волокон.
Фото слева иллюстрирует направление волокон.
Глубина среза. Как я уже отмечалось ранее, глубина строгания на моем фуганке установлена не более 1.7мм. Такая настройка, способствует гладкому фугованию, и это также помогает увеличить жизнь острым ножам между заточками. Исключение составляет работа с очень неровными пиломатериалами. В этом случае, я не против того, чтобы более агрессивно остругать заготовку, пока не получу более менее плоскую сторону. Таким образом, даже если и будет скол, он будет устранен позже.
Фугование кромок. Хитрость тут в том, что нужно держать заготовку лицом к упору и сохранить края квадратными. На фотографиях ниже, показаны основы метода.
Начните с давления на передний край заготовки при перемещении ее к режущей головке. Перемещая заготовку смещайте и давление на нее, вначале к средине, а потоми на край. Ваши усилия должны быть направлены на постоянный контакт заготовки с приемным столом и упором. При последнем проходе, нужно снизить скорость подачи изделия, этим шагом получим ровный край, без ряби. Медленный проход даст гладкий край и сделает прочное соединение. При подготовке деталей к сращиванию, внимательно обследуйте каждую заготовку, тщательно выполните подгонку кромок, что бы не было зазоров и подберите по направлению волокон каждую заготовку в соединении, чтобы как можно незаметнее было видно место соединения. Подбор в заготовках направления волокон, часто более сложное, чем подгонка краев для соединения. На рисунках ниже показано, приемы работ при стругании доски, как остругать изогнутую и крученую доску.
Медленный проход даст гладкий край и сделает прочное соединение. При подготовке деталей к сращиванию, внимательно обследуйте каждую заготовку, тщательно выполните подгонку кромок, что бы не было зазоров и подберите по направлению волокон каждую заготовку в соединении, чтобы как можно незаметнее было видно место соединения. Подбор в заготовках направления волокон, часто более сложное, чем подгонка краев для соединения. На рисунках ниже показано, приемы работ при стругании доски, как остругать изогнутую и крученую доску.
Как отремонтировать рубанок, если он не регулируется вверх и вниз или заедает
Сломанная, грязная, высохшая или склеенная шестерня может привести к тому, что регулировки рубанка будут заедать или вообще не регулироваться. Переверните рубанок на бок и осмотрите все шестерни под ним. Если под ним нет шестерен, то вместо них в вашем рубанке используется система цепи и звездочек. Процедуры ремонта смотрите в разделе «цепь» или «звездочки». Если вы заметите что-то еще, например сломанные или поврежденные шестерни, или если они отчаянно нуждаются в чистке и повторной смазке, вам придется разобрать, чтобы починить это.
Если вы заметите что-то еще, например сломанные или поврежденные шестерни, или если они отчаянно нуждаются в чистке и повторной смазке, вам придется разобрать, чтобы починить это.
Снимите верхнюю часть рубанка, затем боковые крышки и крышку редуктора. Выньте фиксаторы, удерживающие звездочки и цепь. Открутите болт на кронштейне натяжителя ремня, чтобы ослабить натяжение и снимите ремень. Для моделей без натяжителя ремня снять ремень может быть сложно. Возможно, вам придется аккуратно…
Сломанная, грязная, высохшая или склеенная шестерня может привести к тому, что регулировка рубанка заедает или вообще не регулируется. Переверните рубанок на бок и осмотрите все шестерни под ним. Если под ним нет шестерен, то вместо них в вашем рубанке используется система цепи и звездочек. Процедуры ремонта смотрите в разделе «цепь» или «звездочки». Если вы заметите что-то еще, например сломанные или поврежденные шестерни, или если они отчаянно нуждаются в чистке и повторной смазке, вам придется разобрать, чтобы починить это.
Снимите верхнюю часть рубанка, затем боковые крышки и крышку редуктора. Выньте фиксаторы, удерживающие звездочки и цепь. Открутите болт на кронштейне натяжителя ремня, чтобы ослабить натяжение и снимите ремень. Для моделей без натяжителя ремня снять ремень может быть сложно. Возможно, вам придется аккуратно поддеть его отверткой, когда вы снимаете его со шкивов. Убедитесь, что вы помещаете кончик отвертки только на гайку шкива для рычага, чтобы не повредить другие детали. Открутите болты, которыми корпус двигателя крепится к рубанку, а затем прижимы силового кабеля. Поднимите двигатель и отсоедините все провода заземления под ним. Поворачивайте рукоятку, поднимая режущую головку вверх, пока рукоятка не оторвется. Продолжайте вручную поворачивать ходовой винт вверх.
Теперь снимите гайки стойки. Пометьте столбы, прежде чем снимать их, чтобы при повторной сборке вы вернули их на исходные места. Вытащите стойки, а затем режущую головку из ходовых винтов. Удалите винты, удерживающие основания ходовых винтов, а затем вытащите ходовые винты. Отметьте ходовые винты, чтобы они могли вернуться в точно такое же гнездо. Отверните гайку на концах ходовых винтов и снимите шестерню. Снимите все остальное с вала и очистите в очистителе деталей, затем смажьте их. Соберите все обратно на вал в правильном порядке.
Отметьте ходовые винты, чтобы они могли вернуться в точно такое же гнездо. Отверните гайку на концах ходовых винтов и снимите шестерню. Снимите все остальное с вала и очистите в очистителе деталей, затем смажьте их. Соберите все обратно на вал в правильном порядке.
Установите новую шестерню, если вы заменяете сломанную. Установите гайку, чтобы зафиксировать все на месте на валу. Переверните основание, и две шестерни на валу сразу же сойдут. Очистите и смажьте эти две шестерни или замените сломанные шестерни, просто надев новые на этот вал. Переверните основание и установите ходовые винты обратно в корпус и закрепите — более длинный для ручки. Убедитесь, что вы вставили ходовые винты в их оригинальные корпуса. Наклоните основание обратно и начните собирать стойки обратно в правильно отмеченные гнезда. Затяните гайку вручную, только в нижней части стоек.
Установите режущую головку обратно на стойки и ходовые винты, тщательно выровняв все. Поверните ходовые винты против часовой стрелки, чтобы режущая головка опустилась. Временно установите рукоятку, после чего вы сможете опустить режущую головку до упора. Ослабьте каждую стойку — по одной — и затем снова затяните. Как только они натянуты, быстро прижмите их. Снимите ручку и переустановите верхний щиток — теперь вы можете переустановить ручку навсегда. Поместите два предмета одинакового размера через рубанок. Убедитесь, что режущая головка расположена ровно внизу (без лезвий). Поместите два объекта одинакового размера как можно дальше друг от друга под режущую головку. Медленно опустите режущую головку вниз, раскачивая ее вперед и назад, пока она не перестанет двигаться при соприкосновении с одним из объектов. Когда это произойдет, вам придется внести коррективы, чтобы противоположная сторона вступала в контакт одновременно. Это позволит выровнять режущую головку для прямого реза. Ослабьте регулировочную гайку на ходовом винте, на котором нужно отрегулировать высоту. Поворачивайте регулировочный винт рукой или гаечным ключом, пока не исчезнет лишний зазор.
Временно установите рукоятку, после чего вы сможете опустить режущую головку до упора. Ослабьте каждую стойку — по одной — и затем снова затяните. Как только они натянуты, быстро прижмите их. Снимите ручку и переустановите верхний щиток — теперь вы можете переустановить ручку навсегда. Поместите два предмета одинакового размера через рубанок. Убедитесь, что режущая головка расположена ровно внизу (без лезвий). Поместите два объекта одинакового размера как можно дальше друг от друга под режущую головку. Медленно опустите режущую головку вниз, раскачивая ее вперед и назад, пока она не перестанет двигаться при соприкосновении с одним из объектов. Когда это произойдет, вам придется внести коррективы, чтобы противоположная сторона вступала в контакт одновременно. Это позволит выровнять режущую головку для прямого реза. Ослабьте регулировочную гайку на ходовом винте, на котором нужно отрегулировать высоту. Поворачивайте регулировочный винт рукой или гаечным ключом, пока не исчезнет лишний зазор. Как только зазор исчезнет и головка выровняется, затяните регулировочную гайку, чтобы зафиксировать ее на месте.
Как только зазор исчезнет и головка выровняется, затяните регулировочную гайку, чтобы зафиксировать ее на месте.
Дважды проверьте правильность настройки, выполнив описанные выше действия. Возможно, вам придется сделать это несколько раз, чтобы добиться идеального результата. Переустановите двигатель, но сначала обязательно снова подсоедините провода заземления под двигателем. Установите на место фиксаторы шнура питания. Установите прокладку обратно на вал ролика, а затем поместите звездочки внутрь цепи. Установите звездочки на валы, совместив шпоночные канавки. Ступицы на звездочках обращены к рубанку. Установите на один ролик подачи, а затем на второй, для облегчения установки. После установки на вал вы можете сдвинуть их все обратно. Установите ремень на шкивы, отрегулируйте натяжение и затяните болт.
Для моделей без натяжения ремня это может быть сложной процедурой и потребует терпения. Аккуратно проведите ремнем через узкие зазоры между корпусом и резьбовыми стержнями, возможно, с помощью отвертки. Будьте осторожны, чтобы не повредить резьбу на регулировочном стержне или ремне. Когда ремень находится в нужном положении, сначала начните надевать его на меньший шкив, а затем поместите конец отвертки на гайку большего шкива. Только после этого осторожно подденьте ремень вдоль большего шкива. Как только ремень окажется на шкивах, поверните шкив рукой, одновременно нажимая на ремень, чтобы надеть его на шкивы. Установите на место крышку коробки передач и боковые крышки.
Будьте осторожны, чтобы не повредить резьбу на регулировочном стержне или ремне. Когда ремень находится в нужном положении, сначала начните надевать его на меньший шкив, а затем поместите конец отвертки на гайку большего шкива. Только после этого осторожно подденьте ремень вдоль большего шкива. Как только ремень окажется на шкивах, поверните шкив рукой, одновременно нажимая на ремень, чтобы надеть его на шкивы. Установите на место крышку коробки передач и боковые крышки.
Подробнее
Как отрегулировать рубанок по дереву
Фото: Flickr
Использование рубанка по дереву , у которого не отрегулированы фрезы, похоже на вождение автомобиля на неправильной передаче: вы можете добиться некоторого прогресса, но задача всегда намного сложнее, чем она должна быть. Планирование с правильно отрегулированным рубанком должно доставлять удовольствие.
Если вы подозреваете, что ваш рубанок не отрегулирован, переверните рубанок вверх ногами. Смотрите вниз по всей длине подошвы, как если бы вы смотрели на ствол ружья. Вы должны увидеть пространство подошвы, разорванное только тонкой темной линией там, где железо рубанка чуть-чуть выступает из устья рубанка.
Вы должны увидеть пространство подошвы, разорванное только тонкой темной линией там, где железо рубанка чуть-чуть выступает из устья рубанка.
Если вы вообще не видите железо самолета, оно убирается в корпус самолета и ничего не режет. Если рубанок будет торчать слишком далеко, рубанок будет очень трудно толкать, и он быстро заклинит толстой стружкой или даже кусками дерева. Линия, которую вы видите, также должна быть ровной из стороны в сторону; если это не так, то лезвие кривое, и его углы будут иметь тенденцию врезаться в ваши заготовки.
Большие самолеты часто имеют двойные лопасти. Второй утюг сохраняет жесткость режущего утюга и помогает скручивать стружку, выструганную из дерева, и выталкивать ее из горловины рубанка. Относительное положение второго утюга к первому регулируется, регулируя толщину стружки. Второй утюг чаще всего устанавливается примерно на шестнадцатую дюйма от режущего утюга.
Металлические плоскости . Установить фрезы в большинстве металлических плоскостей относительно легко.
Начните с установки лезвия под прямым углом к подошве рубанка. Рычаг прикреплен к механизму (называемому крестовиной), поддерживающему лезвие. При перемещении рычага из стороны в сторону угол режущей кромки также смещается по отношению к подошве. Наведите взгляд на подошву, затем установите лезвие так, чтобы теневая линия, которую вы видите, совпадала с нижней частью самолета.
Реклама
Некоторые рубанки позволяют регулировать устье, прямоугольное отверстие в подошве, через которое появляется лезвие. Для финишного строгания твердой древесины лучше всего подойдет узкое пространство перед лезвием; с другой стороны, грубое строгание мягкой древесины легче всего выполнять с более широкой горловиной. Настройка примерно посередине позволит использовать самолет для самого широкого спектра работ.
Затем поэкспериментируйте с ручкой или гайкой в задней части крестовины, которая приводит в движение регулировочный винт. Когда вы поворачиваете эту ручку, фреза выдвигается дальше (или втягивается) внутрь рубанка. Установите рубанок так, чтобы резак едва выглядывал из-под подошвы, затем проведите рубанком по длине обрезков. Отпустите или выдвиньте регулировочный винт и повторите проверку, пока инструмент не будет работать удовлетворительно. Имейте в виду, что существует очень тонкая грань между тем, чтобы взять слишком мало (это означает, что любое строгание требует больше ходов) и слишком много (когда вы рискуете порвать волокна слишком глубокими надрезами). Практика, как любили говорить наши бабушки, ведет к совершенству.
Когда вы поворачиваете эту ручку, фреза выдвигается дальше (или втягивается) внутрь рубанка. Установите рубанок так, чтобы резак едва выглядывал из-под подошвы, затем проведите рубанком по длине обрезков. Отпустите или выдвиньте регулировочный винт и повторите проверку, пока инструмент не будет работать удовлетворительно. Имейте в виду, что существует очень тонкая грань между тем, чтобы взять слишком мало (это означает, что любое строгание требует больше ходов) и слишком много (когда вы рискуете порвать волокна слишком глубокими надрезами). Практика, как любили говорить наши бабушки, ведет к совершенству.
Деревянные самолеты. Регулировка деревянного рубанка и проще (меньше деталей), и сложнее (требуется легкое и осторожное прикосновение). Первое правило для деревянного рубанка: если он исправен, не чините его. Попробуйте один или два штриха на куске ненужной доски, прежде чем возиться с регулировкой самолета. Если инструмент не работает должным образом,

Деревянные рубанки имеют меньше деталей, чем металлические, обычно только цельный деревянный корпус, железное лезвие и деревянный клин, который прочно удерживает железо на месте. Если рубанок режет недостаточно глубоко, положите подошву рубанка на кусок обрезков. Затем постучите по концу рубанка молотком, слегка постукивая по нему. Проверьте и, при необходимости, нажмите еще раз. Несколько испытаний подскажут вам, когда
плоскость отрегулирована правильно.
Объявление
Если лезвие выступает слишком далеко, вам нужно освободить лезвие и клин. Для большого рубанка (фуганка или домкрата) это можно сделать, удерживая рубанок вертикально и постукивая пяткой по твердой деревянной поверхности, например по столешнице. Если на верхней части самолета есть кнопка удара, нажмите ее, удерживая самолет носком в воздухе. Ударяя по пятке меньшего сглаживающего рубанка киянкой, удерживая утюг рубанка и клин, тоже можно сделать эту работу. Эти удары он должен наносить твердо, но осторожно и повторять по мере необходимости, чтобы ослабить рубанок и клин.