Станок деревообрабатывающий многофункциональный бытовой с рейсмусом
Рейсмусовы
й станок (рейсмус) — это один из видов деревообрабатывающих строгальных станков.
Заготовки, прошедшие первоначальную обработку на фуганке, загоняются в рейсмус для финального строгания.
Этот тип оборудования используется во многих столярных мастерских, так как значительно упрощает процесс формирования заготовок при сооружении тех или иных деревянных изделий.
Виды рейсмусовых станков
Основная рабочая деталь рейсмуса — это режущий вал с ножами. Станки могут быть оборудованы различным количеством валов и, исходя из этого параметра, делятся на следующие виды:
- односторонние — оборудованы одним ножевым валом, обрабатывающим верхнюю плоскость заготовки;
- двусторонние — оснащены двумя рабочими валами, один из которых расположен снизу и установлен первым по ходу движения, поэтому сначала обработке подвергается нижняя часть заготовки;
- трехсторонние и четырехсторонние — универсальное оборудование, которое применяется в основном только на производстве.
 При помощи таких станков можно обрабатывать деталь одновременно с нескольких сторон.
При помощи таких станков можно обрабатывать деталь одновременно с нескольких сторон.
 При помощи таких станков можно обрабатывать деталь одновременно с нескольких сторон.
При помощи таких станков можно обрабатывать деталь одновременно с нескольких сторон.Наиболее часто используемый вид станка — односторонний. Он прост в эксплуатации и при качественной отладке обрабатывает детали ничуть не хуже более универсальных аналогов.
Рейсмусы также бывают мобильными и стационарными. Мобильные имеют небольшие размеры и малый вес и применяются для бытовых нужд. Местом установки станка может служить стол или верстак. Для обработки крупных деталей используют специальные крепежные приспособления. Стационарный станок представляет собой крупногабаритную технику в виде отдельно расположенного модуля.
Для чего применяется рейсмусовый станок?
Рейсмус предназначен для строгания плоскости деревянных деталей — клееных щитов, брусьев и досок для придания им необходимой толщины в соответствии с заданным размером.
Такая техника является одним из основных видов оборудования, как на деревообрабатывающих предприятиях, так и в домашних мастерских, можно сделать
рейсмусовый станок своими руками
Рейсмус позволяет равномерно прострогать заготовку по всей площади, в результате чего все обработанные детали имеют равную толщину.
Рейсмусовые станки также являются незаменимым оборудованием в строительстве, когда нужно обработать большое количество широких досок.
Наличие секционных подающих валов, входящих в конструкцию рейсмуса, позволяет загонять в станок заготовки разной толщины.
Некоторые виды бюджетных рейсмусов не позволяют строгать слишком тонкие детали, так как в процессе работы возникают вибрации. Это отрицательно сказывается на качестве обработки.
При помощи специальных приспособлений на рейсмусе можно обрабатывать даже клинообразные детали.
Эффективность работы станка зависит от мощности двигателя. Для домашней мастерской подойдет рейсмус с двигателем 2,2 кВт. Более мощную технику можно использовать для обработки твердых пород дерева: дуба, ясеня, груши, бука.
Как выбрать хороший рейсмусовый станок
Характеристики рейсмусового оборудования для обработки древесины влияют на скорость работы и стоимость товара. Чтобы разобраться, какой станок лучше, обращайте внимание на девять ключевых параметров:
- Частота вращения барабанов
.
Этот показатель варьируется от 8 до 10 тыс. об/мин. Чем параметр выше, тем быстрее будет идти процесс. - Мощность двигателя
. Мировые производители наделяют рейсмусовое оборудование мощностью от 1500 до 5500 Вт. Мощный мотор разрешает уверенно строгать плотные породы древесины или влажные доски. При этом важно обращать внимание на рабочее напряжение 220 или 380 V, чтобы обеспечить правильное подключение в месте эксплуатации.
- Допустимая минимальная толщина заготовки
. Чтобы сделать штапики или другие тонкие планки, потребуется рейсмус с возможностью протяжки заготовки сечением 5-7 мм. Если это пытаться сделать на оборудовании, не рассчитанном на такую толщину, штакетник просто сломается.
- Количество ножей на одной оси и особенности их заточки
. Лезвий на барабане в станке может быть 2 или 4. В последнем случае качество обработки будет выше, а времени на протяжку уйдет меньше. Лезвие может иметь ровную или волнообразную кромку, что позволяет обрабатывать по-разному деревянные плоскости.
- Максимально разрешенные габариты пропускаемой детали.
Размеры портальной рамы рейсмуса влияют на максимально разрешенные габариты заготовки по ширине и высоте, которые подойдут для протягивания. Это могут быть доски с высотой 140-200 мм (для обработки ребра) и распиленная древесина с шириной 280-500 мм.
- Возможность подключения к пылесосу
. Рейсмус выбрасывает опилки вперед, поэтому после работы потребуется убирать пол. Подключение к пылесосу помогает следить за чистотой и экономит время в конце рабочего дня.
- Глубина срезаемой толщины
. Каждый производитель указывает, какую высоту смогут снять ножи станка за один проход доски. Это может быть показатель 1-5 мм, что сказывается на производительности.
- Количество обрабатываемых сторон.
Если барабаны с ножами имеются сверху и снизу, то скорость снятия неровной поверхность повышается в два раза.
- Масса станка.
Рейсмус может весить от 25 до 40 кг.
Это оборудование устанавливается на верстаке или обычном столе, а также может перевозиться для обработки древесины по месту. Станки с меньшей массой доставать из багажника и переносить будет легче. Но есть и стационарные станки, весом по 300 кг, который рассчитаны только на постоянное место эксплуатации.
 Этот показатель варьируется от 8 до 10 тыс. об/мин. Чем параметр выше, тем быстрее будет идти процесс.
Этот показатель варьируется от 8 до 10 тыс. об/мин. Чем параметр выше, тем быстрее будет идти процесс.
 Это оборудование устанавливается на верстаке или обычном столе, а также может перевозиться для обработки древесины по месту. Станки с меньшей массой доставать из багажника и переносить будет легче. Но есть и стационарные станки, весом по 300 кг, который рассчитаны только на постоянное место эксплуатации.
Это оборудование устанавливается на верстаке или обычном столе, а также может перевозиться для обработки древесины по месту. Станки с меньшей массой доставать из багажника и переносить будет легче. Но есть и стационарные станки, весом по 300 кг, который рассчитаны только на постоянное место эксплуатации.Устройство рейсмуса
Учитывая то, что наиболее распространенным вариантом является односторонний агрегат, именно его устройство и будет рассмотрено ниже.
Стол рейсмуса, в отличие от фуганка, представляет собой единую сплошную плиту и не имеет в своем оснащении направляющей линейки. В конструкцию станка входят следующие основные элементы:
- вал, оборудованный несколькими ножами;
- система автоподачи деревянной детали по направляющим в виде роликов.
Станина агрегата выполнена из чугуна и имеет литую форму. На нее устанавливаются все элементы и механизмы рейсмуса. Опорный стол крепится к технологическим уголкам рейсмуса и фиксируется при помощи болтов и струбцин. Высота стола регулируется посредством подъемного механизма.
Высота стола регулируется посредством подъемного механизма.
Вал с ножами устанавливается над столом. Система подачи деталей представляет собой две пары вальцов. Одна из них установлена перед ножевым валом, вторая — за ним. Нижние вальцы располагаются строго под верхними. Вращение вальцов, расположенных вверху осуществляются при помощи электродвигателя, посредством зубчатой передачи. Нижние вальцы приходят в движение под воздействием подаваемой заготовки.
Нижние валики обеспечивают более легкую подачу заготовки на ножевой вал и возвышаются над плоскостью стола на 0,2-0,3 мм. Если расположить вальцы выше, это приведет к вибрации заготовки от удара ножей, в результате чего ухудшится качество обработки. Передний верхний вал, как правило, имеет рифленую поверхность, что обеспечивает более качественную сцепку с поверхностью обрабатываемой детали. Он располагается на 2-3 мм ниже поверхности загоняемой в станок заготовки.
Верхний задний вал имеет гладкую поверхность, так как в этом случае рифленая деталь может испортить прошедшую обработку заготовку. Его располагают на 1 мм ниже кромок лезвий. Валики подающей системы расположены параллельно, поэтому в рейсмус одновременно можно загонять лишь детали одинаковой толщины.
Его располагают на 1 мм ниже кромок лезвий. Валики подающей системы расположены параллельно, поэтому в рейсмус одновременно можно загонять лишь детали одинаковой толщины.
При подаче более тонких деталей, ножевой вал с силой ударит в торец заготовки, в результате чего она вылетит обратно.
Профессиональная каретка для рейсмуса своими руками
Здравствуйте, уважаемые читатели и самоделкины!
После сушки досок могут возникать различные изменения в их геометрии, например, кручение в «пропеллер» или «чашу». Выровнять доску для дальнейшего применения можно при помощи специальных станков — рейсмуса и фуганка.
Для начала нужно выровнять одну базовую поверхность на фуганке, и уже отталкиваясь от нее, на рейсмусе выводится вторая плоскость, строго параллельная первой. Все это вполне легко реализуемо, когда заготовки имеют небольшую длину, а искривления поверхности невелики. Если же длинная доска скручена в «пропеллер», то возможностей фуганка и рейсмуса будет недостаточно.![]()
В данной статье автор YouTube канала «DIY Tools» расскажет Вам, как он изготовил специальную каретку для обработки длинных досок на рейсмусе. Такая каретка позволит вывести на рейсмусе базовую поверхность без применения фуганка. Заготовка фиксируется на каретке не только зажимами с боковых сторон, но и множеством регулируемых подпорок снизу. Такое решение обеспечивает устойчивость детали по всей ее длине, даже при сильных искривлениях.
Предлагаемая каретка не очень сложна в изготовлении, и может быть повторена в небольшой столярной мастерской.
Материалы , необходимые для самоделки. — Доски, листовая фанера, нагели — Саморезы по дереву — Мебельные забивные гайки, винты — Столярный клей, наждачная бумага. Процесс изготовления. Итак, мастер приступает к изготовлению основания каретки. Его длина зависит от размеров обрабатываемых заготовок, а ширина — от возможностей рейсмуса.
Первым делом автор подготовил прямоугольную фанерную деталь, которая послужит одной из рабочих поверхностей каретки. Дополнительный каркас из ровной сосновой доски нужен не только для придания жесткости каретки, но и установки системы подпорок и зажимов.
Дополнительный каркас из ровной сосновой доски нужен не только для придания жесткости каретки, но и установки системы подпорок и зажимов.
Вдоль одного длинного края прижимается струбцинами и прикручивается сосновая доска. Под саморезы обязательно подготавливаются пилотные отверстия с помощью сверла по дереву с зенковкой .
Учитывая ширину основания и второй длинной доски, мастер вырезает прямоугольные перемычки. Эти детали раскладываются вдоль первой доски со строго определенным шагом (его можно задавать под свои задачи).
Точно так же к фанере прикручивается вторая доска, и две крайние перемычки. Центральные перемычки будут фиксироваться другим способом.
Каждая из внутренних перемычек пристреливается к фанере гвоздиками с помощью нейлера. Гвозди загоняются только по периметру, вдоль средней линии перемычек их быть не должно!
После фиксации каркаса, к нему (снова по периметру) прикручивается вторая фанерная деталь. При этом необходимо отметить расположение внутренних элементов каркаса.
Используя сверло Форстнера, мастер высверливает три ряда отверстий вдоль всей длины каретки. Глубина отверстий — около трети толщины каретки.
Как Вы уже догадались, каждая тройка отверстий расположена строго вдоль средней линии перемычек. Все эти углубления (на верхней поверхности каретки) предназначены для небольших цилиндров, которые послужат подпорками.
С обратной, нижней стороны каретки нужно просверлить соосные отверстия такой же глубины, но уже сверлом меньшего диаметра.
По центру углублений автор сверлит сквозное 10-мм отверстие для забивной гайки М8. Конечно, сверление углублений стоило бы делать после подготовки сквозных отверстий, так легче добиться соосности, а не ориентироваться на разметку.
Эксцентриковые прижимы будут закрепляться вдоль края основания каретки на стальные штифты. Для них подготавливаются глухие отверстия. Автор предусмотрел два места для установки эксцентрика, одно из них расположено ближе к центру каретки.
Для удобства установки усовочных гаек, автор накручивает их на болт, и слегка забивает в посадочное отверстие. Чтобы не сорвать резьбу, болт выкручивается, а гайка забивается стальным кругляком.
Чтобы не сорвать резьбу, болт выкручивается, а гайка забивается стальным кругляком.
Как видно, не все отверстия углублений получились соосными, от чего головки некоторых винтов касаются их краев.
Цилиндрические опоры нарезаются из нагеля такого же диаметра, как и углубления.
Из прямоугольной детали формируется эксцентрик с рычагом.
 Между доской, блоками, и эксцентриками вкладываются небольшие компенсирующие брусочки. После этого эксцентрики зажимаются. Каретка вместе с доской поворачивается набок, и мастер аккуратно вкручивает винты. Таким образом он выдвигает подпорки до касания с доской. Усилия при вкручивании регулирующих винтов прилагать не нужно. В итоге доска будет надежно лежать на опорах. Наконец, каретка вместе с заготовкой прогоняется через рейсмус. За пару-тройку проходов, мастер получает идеальную базовую плоскость.
Между доской, блоками, и эксцентриками вкладываются небольшие компенсирующие брусочки. После этого эксцентрики зажимаются. Каретка вместе с доской поворачивается набок, и мастер аккуратно вкручивает винты. Таким образом он выдвигает подпорки до касания с доской. Усилия при вкручивании регулирующих винтов прилагать не нужно. В итоге доска будет надежно лежать на опорах. Наконец, каретка вместе с заготовкой прогоняется через рейсмус. За пару-тройку проходов, мастер получает идеальную базовую плоскость.
Вторая пласть доски выравнивается на рейсмусе уже без каретки.
Для новой каретки потребуется прямоугольное фанерное основание, и калиброванный брус. Именно брус будет играть роль направляющей. Брус прикручивается вдоль края основания.

Качество второй доски или бруса не столь важно, это — лишь упор для клиньев.
После вкручивания саморезов, мастер усиливает основание еще одним слоем фанеры.
Что делать со второй кромкой? Можно перевернуть доску, и повторить операцию на рейсмусе, либо перейти на циркулярную пилу с параллельным упором.
Инструменты , использованные автором. — Шуруповерт — Сверла Форстнера с регулируемой глубиной — Сверла по дереву с зенковкой — Нейлер электрический — Ленточная пила, рейсмус — Циркулярная пила, барабанный шлифовальный станок — F-струбцины — Угольник Свенсона, карандаш.
Благодарю автора за мастер-класс по изготовлению специальных кареток для рейсмуса!
Всем хорошего новогоднего настроения, крепкого здоровья, и интересных идей! Подписывайтесь на телеграм-канал
сайта, чтобы не пропустить новые статьи.
Авторское видео можно найти здесь.
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Технические характеристики
Рейсмусовые станки могут иметь разные характеристики, обусловленные возможностями того или иного агрегата.
Вот один из примеров:
У нас металлический верстак купить.
- возможность обработки деталей толщиной от 160 до 1250 мм;
- толщина слоя, который можно снять за один заход — до 3 мм;
- скорость вращения рабочих валов — 5000 оборотов в минуту;
- рабочий вал может иметь поперечник 100-165 мм и оснащаться 2-4 ножами;
- максимальная мощность двигателя — 45 кВт. Для бытовых нужд достаточно 2,2 кВт.
На что обратить внимание при выборе рейсмусового станка
Мощность двигателя. Чем она выше, тем производительнее станок и тем больше он потребляет электроэнергии. Обычно она колеблется в пределах 1500-2000 ватт.
Обрабатываемые стороны. Обычно рейсмус работает только с одной стороной детали — с верхней, однако фуговально-рейсмусовые станки работают и с верхней, и с нижней гранями одновременно, а профессиональные модели могут быть даже многосторонними, но это редкое явление.
Скорость вращения вала. Как правило, она колеблется в пределах 8000-10 000 оборотов в минуту. Чем выше максимальная скорость вращения, тем с более капризным материалом может работать станок.
Глубина съёма. Она показывает, какой толщины слой может снять станок с доски за один проход. Как правило, производители указывают максимальную толщину съёма в 2-3 мм, но такой результат возможен только при использовании достаточно узких заготовок. Если углубиться в широкую деталь слишком сильно, мотор просто не сможет провернуть строгальный вал и работа встанет.
Размеры заготовки. Обычно рейсмусы способны обрабатывать детали толщиной от 5-6 до 150 мм. Более тонкие заготовки слишком сильно бы деформировались и превратились бы в щепки, ну а большая толщина сделала бы станок слишком громоздким. Ширина строгания обычно составляет 300-330 мм.
Более тонкие заготовки слишком сильно бы деформировались и превратились бы в щепки, ну а большая толщина сделала бы станок слишком громоздким. Ширина строгания обычно составляет 300-330 мм.
Скорость автоподачи. Все рейсмусовые станки оснащают системой автоподачи: вальцы, которые прижимают заготовку к столу, её же и двигают. Обычно скорость движения детали внутри станка составляет от 4 до 9 метров в минуту.
Тип ножей. Ножи в строгальном валу могут быть одноразовыми и перезатачиваемыми. Одноразовые обычно имеют двустороннюю заточку: когда тупится одна сторона, нож нужно перевернуть на другую: когда затупится и она, рабочий инструмент нужно менять. Многоразовые ножи после того, как они потеряют остроту, нужно просто ещё раз заточить. Первый вариант проще и удобнее, однако сменные ножи стоят довольно дорого, да к тому же не всегда можно найти нож подходящей модели. Многоразовые ножи дешевле в эксплуатации и могут служить долгие годы, не требуя замены.
Количество ножей. Обычно строгальный вал содержит два ножа, расположенных друг напротив друга. Валы с тремя ножами встречаются реже.
Материал вальцов. Рейсмусы попроще нередко оснащают вальцами из простой чёрной резины: они могут проскальзывать по заготовке, а если она забуксует, то и оставлять на ней чёрные следы. Полиуретановые вальцы не оставляют на деталях следов, поэтому предпочтительнее резиновых. Рельефные металлические вальцы исключают проскальзывание и не красят доски, однако могут оставлять на заготовках отметины при прижатии, которые остаются и после обработки.
Система разметки. На это тоже стоит обратить внимание при покупке: рейсмусовые станки могут оснащаться разметкой миллиметрового или дюймового типа. Если об этом забыть, то придётся переводить доли дюйма в доли метра в уме, а это лишний шанс ошибиться.
Стружкоприёмник. Чтобы стружки не заваливали всё вокруг, рейсмусы оснащают специальными улавливателями, которые подключаются к системе пылеудаления. С одной стороны, это позволяет сохранить чистоту в мастерской, с другой — стружкоприёмники постоянно забиваются, так что за этим стоит следить.
С одной стороны, это позволяет сохранить чистоту в мастерской, с другой — стружкоприёмники постоянно забиваются, так что за этим стоит следить.
Профессиональные и бытовые рейсмусовые станки. Это деление довольно условно и принципиальных отличий между профессиональными, полупрофессиональными и бытовыми моделями нет. Однако модели для специалистов обычно производительнее, надёжнее и рассчитаны на длительную непрерывную работу, но стоят куда дороже бытовых моделей.
Правила работы на рейсмусовом станке
В процессе обработки заготовок на станке участвуют, как правило, два человека. Стол посредством регулировки выставляется в соответствии с необходимым размером. Для этого станина рейсмуса обычно бывает оснащена специальной шкалой. Для пробы прогоняют 2-3 детали, после чего проверяют их толщину. При необходимости высоту стола корректируют.
Для обработки заготовки один из рабочих укладывает ее строганной поверхностью на стол и двигает под подающий вал. Второй человек принимает и складирует готовые изделия. Если станок оборудован секционным подающим валом, на стол можно укладывать сразу несколько деталей небольшой толщины, подавая их одновременно на передние вальцы. Разница толщины деталей при этом должна составлять 1-4 мм, а толщина слоя, который рекомендуется снимать за один заход 1,5-5 мм.
Второй человек принимает и складирует готовые изделия. Если станок оборудован секционным подающим валом, на стол можно укладывать сразу несколько деталей небольшой толщины, подавая их одновременно на передние вальцы. Разница толщины деталей при этом должна составлять 1-4 мм, а толщина слоя, который рекомендуется снимать за один заход 1,5-5 мм.
При обработке заготовок на рейсмусе следует придерживаться следующих правил:
- прежде чем приступать к работе, нужно убедиться в том, что ножи правильно и надежно закреплены, а все механизмы верно отрегулированы;
- предохранительные упоры, которые препятствуют обратному выбросу деталей, необходимо опустить вниз;
- при работе на станке, оснащенном цельным подающим валом, за один заход можно обрабатывать не больше двух деталей, которые следует располагать по краям стола.
Самодельный универсальный рейсмус
самодельный рейсмус
Несложный в устройстве, многофункциональный рейсмус можно сделать самостоятельно.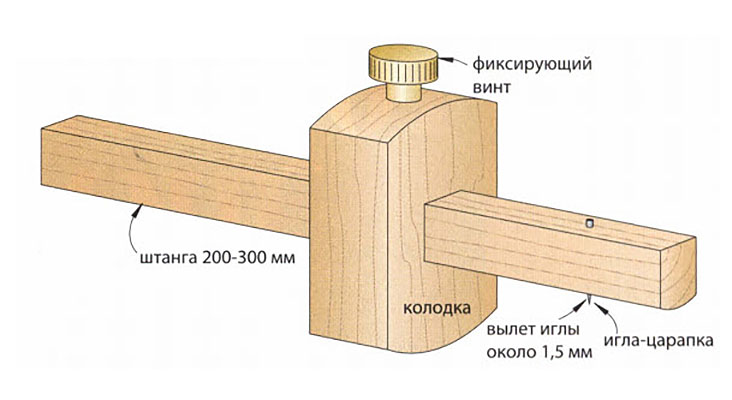 Для этого понадобится следующий инструмент:
Для этого понадобится следующий инструмент:
- углошлифовальная машина;
- сверлильный и токарный станок;
- сварочный аппарат.
Ход работы.
- Свариваем станину из уголка 50 х 50 и металлической трубы квадратного сечения 40 х 40 мм. Чем массивнее получилась конструкция, тем более крупные заготовки на ней можно обрабатывать, тем более устойчивым она будет. Одновременно с этим нужно предусмотреть место для размещения станка: подход к нему должен быть со всех сторон.
- Ножевой вал желательно приобрести уже готовым, так как самостоятельно вал сложно сбалансировать. Подойдет вал на 300 мм с 3 резаками.
- Подбираем ступенчатые шкивы и электродвигатель асинхронный не более 4 кВт мощностью.
- Ролики прижимные можно взять из ручного бельевого отжима, а можно сделать самостоятельно. Ролики крепятся на сварную раму, двойными креплениями. С одного конца рама устанавливается на рулевую тягу от легкового автомобиля, а с другого на подпружиненные винты.
- Регулировка рабочей поверхности осуществляется болтами. Чтобы все они вращались синхронно, их соединяют велосипедной цепью, надетой на зубчатые колесики. Тогда при вращении одного болта движение передается остальным.
- Пружины для станка подходят автомобильные, от грузовых машин. Заготовки подаются вручную.

Работа универсального станка в видеоролике:
Техника безопасности
Перед работой следует:
- заправить одежду, застегнуть рукава, проследить за тем, чтобы края одежды не свисали;
- произвести осмотр рабочей территории, убрать все лишние предметы, которые могут мешаться под ногами;
- позаботиться о качественном освещении рабочей площади.
Подготовка приспособлений
На этом этапе нужно убедиться в наличии и корректной работе вспомогательного оборудования, предохраняющего от обратного выбрасывания обрабатываемых деталей.
Если предполагается обработка длинных заготовок, выходную часть рабочего стола следует удлинить, а перед станком можно установить подставку на роликах.
Проверка исправности рейсмуса
- плита станка должна иметь гладкую поверхность, без впадин и прочих дефектов;
- ножевой вал должен быть хорошо отбалансирован. Проверить этот параметр можно путем проворачивания вала, предварительно сняв с него приводной ремень. Если при остановке вал остается в неподвижном положении, значит все в порядке;
- передний стол должен хорошо подниматься и опускаться;
- поверхность рифленых вальцов не должна быть стертой и потрескавшейся;
- верхние подающие валы нужно закрыть со стороны рабочего места.
В ходе работы
- обрабатывать можно лишь заготовки, длина которых не меньше, чем расстояние от передних до задних подающих вальцов + 5 см;
- заготовку, толщина которой меньше 0,5-1см, обрабатывать нужно с деревянной подложкой;
- перед работой каждую заготовку нужно осмотреть на предмет изъянов, при обнаружении которых деталь следует отложить для дополнительного раскроя;
- строгать необходимо по структуре волокон. Это обеспечит более качественную обработку;
- при строгании сосновой древесины, поверхность стола нужно протирать ветошью, смоченной керосином или соляркой. Таким способом удаляется смола, затрудняющая продвижение заготовки;
- не следует снимать оградительные приспособления;
- нельзя убирать рабочее место, а также смазывать, налаживать и ремонтировать станок на ходу;
- не следует складировать на столе рейсмуса детали, обработанные изделия, инструмент, ветошь и т.д.;
- в случае внезапного отключения электроэнергии, а также при отлучке, обязательно нужно выключить станок.
 Это обеспечит более качественную обработку;
Это обеспечит более качественную обработку;По окончании работы
Выключить станок. Начинать уборку можно только после того, как ножевой вал перестанет вращаться. Для удаления стружки и опилок следует использовать кисти или щетки.
Виды и способы устранения возможных неполадок
| Неполадка | Причина | Устранение |
| Ножевой вал не крутится при запуске станка | 1. Отсутствует электропитание. 2.Автоматическое отключение теплового реле. 3.Не закреплено оградительное приспособление на ножевом вале Отсутствует электропитание. 2.Автоматическое отключение теплового реле. 3.Не закреплено оградительное приспособление на ножевом вале | 1.Проверить подачу электричества. 2.Включить тепловое реле. 3.Установить и зафиксировать приспособление, проверить и настроить работу выключателя, который блокирует защитное ограждение |
| Не получается загнать заготовку в станок (деталь буксует) | 1. Подающие валики недостаточно давят на деталь. 2. Недостаточный выступ нижних валиков | 1.Отрегулировать силу нажатия подающих валиков. 2.Настроить высоту положения валиков |
| Размер обработанной заготовки не соответствует заданным параметрам | 1.Стол неправильно настроен. 2.Стол не зафиксирован. 3.Ножи затупились | 1.Произвести регулировку стола. 2.Зафиксировать стол. 3.Сменить ножи |
| Поверхности обработанной детали не параллельны друг другу. | 1.Ножи неровно установлены. 2.Нижние валики не параллельно расположены относительно поверхности стола | 1. Отрегулировать положение ножей. 2.Правильно выставить нижние валики Отрегулировать положение ножей. 2.Правильно выставить нижние валики |
| Поперечные выбоины на концах заготовок | 1.Нижние валики слишком выступают над столом. 2.Прижимы неправильно выставлены | 1.Выставить нижние валики в правильное положение. 2.Правильно выставить прижимы по отношению к прижимному валу |
| Продольные борозды на обработанной детали | Местные дефекты на режущей ножевой кромке | При строгании узких деталей обходить стороной места дефектов или заменить ножи |
| Обработанная деталь приобретает волнообразную поверхность | 1.Неправильно выставлены ножи. 2.Ножевой вал бьет по заготовке | 1.Отрегулировать положение ножей 2.Отбалансировать ножевой вал путем подбора ножей по весу, взвесив их на балансировочных весах |
| Рифленый вал оставляет следы на обработанной заготовке | Передний вал слишком прижимает заготовку | Настроить силу прижима вала |
| При обработке местами происходит скалывание и вырывание фрагментов древесины | 1. Ножи слишком выступают над корпусом ножевого вала. Ножи слишком выступают над корпусом ножевого вала.2.Оставлен недостаточный припуск на строгание | 1.Отрегулировать и установить ножи по отношению к корпусу на 1-2 мм. 2.Заготовки отсортировываются в брак |
| При обработке на поверхности детали поднимается ворса | 1. Ножи затупились. 2. Износились сменные вкладыши для предотвращения сколов | 1.Сменить ножи. 2.Сменить вкладыши |
Как видно, производительность и качество работы станка обусловлено множеством различных факторов, которые должны учитываться в ходе рабочего процесса. При возникновении более серьезных неполадок следует обратиться к квалифицированным специалистам.
Разметочный рейсмус: виды и способ изготовления
Содержание: [скрыть]
- Что умеет
- Разновидности
- Столярный
- Слесарный
- Разница
- Сделать или купить
- Как сделать
Рейсмус — инструмент для нанесения прямых линий, разметки будущего среза деревянной или металлической заготовки.
Что умеет
Рейсмус был разработан для столярных работ. Он может:
- Размечать будущие линии среза, параллельные или перпендикулярные краю доски.
- Обозначать кромку для фугования.
- Размечать различные соединения изделий.
- Определять центр радиуса.
Инструмент служит для переноса размеров с чертежа или эталонной детали на заготовку, поиска центра радиуса круглого сечения.
В чертежном деле рейсмус применяется для нанесения на схемы параллельных линий, находящихся на заданном расстоянии.
Разновидности
Рейсмус не только классический разметочный инструмент, но и механический станок, осуществляющий разметку, нарезку деталей.
Столярный
Конструкция — деревянная колодка, с двух сторон которой прикреплены подвижные рейки с рабочими иглами и шпильками. Составляющие рейки и отверстия в колодке имеют прямоугольное или квадратное сечение, что предотвращает проворачивание рабочих органов при использовании. Заданный размер фиксируется перпендикулярно расположенному колышку в колодке.
Составляющие рейки и отверстия в колодке имеют прямоугольное или квадратное сечение, что предотвращает проворачивание рабочих органов при использовании. Заданный размер фиксируется перпендикулярно расположенному колышку в колодке.
Инструмент универсален, подходит для работы с деталями разного размера. Иглы и шпильки с обеих сторон обычно отличаются, для работы используются нужные насадки.
Столярный рейсмус применяют и как центроискатель. Колодка и рейки с иглами строго перпендикулярны друг другу, между ними биссектрисой крепят линейку, выводят центр диаметра.
Столярный рейсмус бывает односторонним (на колодке закреплена только одна рейка). Используют при работе с одним видом материала и заготовок.
Другой вид — инструмент для ручной работы со схемами. Вместо иглы зажим для карандаша. Используют как циркуль для измерения и нанесения радиусов, параллельных линий.
Слесарный
Приспособление для разметки имеет высокую неподвижную колодку с длинными стержнями чертилок. Стойка крепится к основанию, разметочные органы перемещаются по кругу. Расстояние между линиями устанавливается перемещением стержней по стойке или перетаскиванием чертилки по стержню. Одна из моделей — штангель-рейсмус.
Стойка крепится к основанию, разметочные органы перемещаются по кругу. Расстояние между линиями устанавливается перемещением стержней по стойке или перетаскиванием чертилки по стержню. Одна из моделей — штангель-рейсмус.
Разница
Столярный и слесарный рейсмусы отличаются только способом перемещения относительно заготовки:
- Столярный. Происходит упор на край заготовки. Рабочий торец должен быть качественно обработан, доска прочно прижата к основанию-держателю.
- Слесарный. Перемещают вместе с основанием параллельно заготовке.
В обоих случаях инструмент настраивают перед применением согласно рабочим схемам.
Оборудование с нанесенной шкалой позволяет переносить размеры с чертежей, делать измерения с точностью до десятых миллиметра.
Сделать или купить
Даже самый простой универсальный разметочный рейсмус стоит дорого. Покупать его следует тогда, когда работа требует высокой точности. Для столярной мастерской, личного хозяйства можно самостоятельно сделать разметочный рейсмус.
Для изготовления используют древесину твердых пород, чтобы изделие дольше сохраняло характеристики.
Для нанесения царапок применяют специальные штифты с заточенными иглами.
Как сделать
Для изготовления самодельного разметочного рейсмуса понадобятся:
- 2 рейки из дерева,
- штангенциркуль,
- фрезер,
- карандаш,
- линейка,
- штифты или иглы.
Для удобства проведения работ можно воспользоваться схемой.
Размеры при обработке древесной заготовки соблюдают для получения надежного и жесткого соединения.
Шаг 1: изготовление штанги
Сечение штанги — 19 х 19 мм. Рейка берется со сторонами не менее 20 х 20 мм, обрабатывается до заданных параметров. Стороны должны получиться ровными. После изготовления габариты проверяют штангенциркулем. Можно частично закруглить верхнюю плоскость штанги, используя часть фрезы.
Шаг 2: вытачивание колодки
При изготовлении колодки требуется соблюсти точность размеров отверстия, в которое будет вставляться штанга.
Для удобства вырезания делают бумажный шаблон, приклеивают его к заготовке. По нему вырезают облик колодки. Затем обрабатывают края. Отверстие вытачивают стамеской и напильниками разной формы. Постоянно сверяют размеры контрольными инструментами. Верхняя часть окошка должна быть такой же скошенной, как и у штанги.
В торцах заранее вытачивают отверстия под иглы.
Шаг 3: клин
Самая маленькая деталь вытачивается из тонкой доски. Обработка проводится по волокнам для сохранения прочности клина. Вырезают бумажный шаблон, по нему вытачивают деталь.
Шаг 4: сборка
Когда детали готовы, их соединяют. В пазы штанги вставляют заточенные штифты с иглами.
Рейсмусовый измеритель прост в изготовлении, но требуется соблюдать размеры заготовки. Аналогичным способом можно создать и другие разновидности приспособления.
Аналогичным способом можно создать и другие разновидности приспособления.
Рифма | Поэтический прием и литературная техника
- Ключевые люди:
- Сэр Роберт Ховард
- Связанные темы:
- стишок со скакалкой сломанная рифма схема рифмовки женская рифма внутренняя рифма
Просмотреть весь связанный контент →
рифма , также пишется как рифма , соответствие двух или более слов с похожими по звучанию конечными слогами, расположенными так, чтобы вторить друг другу. Рифма используется поэтами, а иногда и прозаиками для создания звуков, обращающихся к чувствам читателя, а также для унификации и закрепления строфической формы стихотворения. Концевая рифма (т. е. рифма, используемая в конце строки, чтобы повторить конец другой строки) наиболее распространена, но внутренняя, внутренняя или львиная рифма часто используется в качестве случайного украшения в стихотворении — например, «Hark» Уильяма Шекспира.
И шелковый грустный некий шорох каждого пурпурный занавес
взволнованный я— наполнил меня фантастическим ужасом никогда не чувствовал до
Так что теперь, чтобы стучало моего сердца, Я стоял , повторяя :
«Это какой-то посетитель , умоляющий войти в дверь моей комнаты».
(Эдгар Аллан По, «Ворон»)
Существуют три рифмы, признанные пуристами «истинными рифмами»: мужская рифма, в которой два слова заканчиваются одной и той же комбинацией гласных и согласных ( стенд / земля ), женская рифма (иногда называемая двойной рифмой), в которой рифмуются два слога ( профессия / усмотрение ), и трехсложная рифма, в которой рифмуются три слога ( патина 90 024 / латинский ). Слишком регулярный эффект мужской рифмы иногда смягчается использованием замыкающей рифмы или полурифмы, в которой за одним из двух слов следует дополнительный безударный слог ( след / отказ ). Другие типы рифм включают глазную рифму, в которой слоги идентичны по написанию, но произносятся по-разному ( кашель / слау ), и парарифма, впервые систематически использованная поэтом 20-го века Уилфредом Оуэном, в которой два слога имеют разные значения. гласные звуки, но идентичные группы предпоследних и последних согласных (
Другие типы рифм включают глазную рифму, в которой слоги идентичны по написанию, но произносятся по-разному ( кашель / слау ), и парарифма, впервые систематически использованная поэтом 20-го века Уилфредом Оуэном, в которой два слога имеют разные значения. гласные звуки, но идентичные группы предпоследних и последних согласных (
Викторина «Британника»
Литературные термины (часть первая) Викторина
Другой формой близкой рифмы является ассонанс, в котором идентичны только гласные звуки ( рост / дом ).
Многие традиционные поэтические формы используют набор рифмованных образцов, например, сонет, вилланель, рондо, баллада, королевское пение, триолет, канцона и сестина. Рифма, по-видимому, развилась в западной поэзии как комбинация более ранних техник конечного созвучия, конечного ассонанса и аллитерации. Он лишь изредка встречается в классической греческой и латинской поэзии, но чаще в средневековых религиозных латинских стихах и в песнях, особенно в римско-католической литургии, IV века. Хотя поклонники классического стиха периодически выступали против него, он никогда не выходил из употребления полностью. Шекспир вставлял рифмованные двустишия в белый стих своих драм; Милтон не одобрял рифму, но Сэмюэл Джонсон ее одобрял. В 20 веке, хотя многие сторонники свободного стиха игнорировали рифму, другие поэты продолжали вводить новые и сложные схемы рифмовки.
Что такое рифма в поэзии? || Справочник штата Орегон по литературным терминам
Что такое рифма? Стенограмма (доступны английские и испанские субтитры. Нажмите ЗДЕСЬ, чтобы просмотреть стенограмму на испанском языке)
Дэвид Биспиль, Поэт-резидент Университета штата Орегон
Я собираюсь открыть вам самый большой секрет рифм. В поэзии лучшие рифмы… едва рифмуются. Они эхом. Если бы рифмы были образами, а не звуками, они были бы как зеркальные отражения… но это кривое зеркало. Дрожащее отражение зеркала. Дрожащая реверберация звука.
Мы все знаем, что такое рифмовка, с тех пор, как услышали нашу первую детскую песенку: Баа, баа, паршивая овца / У тебя есть шерсть? / Да-с, да-с, / три мешка полны. / Один для барина, / И один для дамы, / И один для маленького мальчика / Который живет в переулке.
Вы знаете, что ШЕРСТЬ и ПОЛНЫЙ рифмуются. Так же как и DAME и LANE. Они немного смещены, немного наклонены. Но думайте о даме и переулке больше как об отголосках, чем как о рифмах. И в этом секрет. Рифмы — это эхо. Они больше похожи на близкие параллели звуков, и не всегда являются точными звуками. Подобно эху, параллельные звуки немного меняются на расстоянии. Они гнутся, они наклоняются.
И в этом секрет. Рифмы — это эхо. Они больше похожи на близкие параллели звуков, и не всегда являются точными звуками. Подобно эху, параллельные звуки немного меняются на расстоянии. Они гнутся, они наклоняются.
Дело в том, что английский язык не очень подходит для рифмовки по сравнению с другими языками, такими как итальянский, где так много слов оканчивается на A, I или O. В английском у нас даже есть слова, для которых почти невозможно составить рифму: оранжевый, серебряный, фиолетовый, девятый, волк, опасный, беспорядочный.
Итак, в английской поэзии, где мы определяем рифмование как повторение слогов, обычно в конце строки, мы организуем эти конечные рифмы в шаблоны или схемы, называемые схемами рифм. Вы слышали о них. Схема рифм составляет из шаблона концевых рифм в строфа . Вот и все. Схема рифм просто определяет шаблон. Ничего с этим. Это больше похоже на подсчет, чем на прослушивание. Мы идентифицируем или кодируем эти шаблоны буквами алфавита, начиная с и заканчивая . Возьмите первую строфу стихотворения № 320 Эмили Дикинсон. Он идет:
Возьмите первую строфу стихотворения № 320 Эмили Дикинсон. Он идет:
Есть определенный уклон света,
Зимние дни –
Это угнетает, как Heft
Соборных мелодий —
Мы определили бы конечные рифмы как Light/Heft и Afternoons/Tunes. Мы бы закодировали это: ABAB. Я знаю, вы спрашиваете, LIGHT рифмуется со словом HEFT? В этой строфе так и есть. Потому что HEFT рифмуется со словом LIGHT.
Что еще более важно, рифма — это дорожный знак к смыслу, к двусмысленности, к новым возможным значениям. В этом стихотворении, в этой строфе СВЕТ и ТЯГА имеют друг с другом особые свойства. Идея ТЯЖЕЛОГО – это отголосок идеи СВЕТА. Свет в первой строке стихотворения воздушный, но к третьей строке стихотворения свет стал взвешенным. Он имеет вес. Вес Соборных Мелодий. И два значения, как и два слова, звучат эхом, светом от веса. Проверьте это снова. Я оставлю интерпретации вам.
Как только поэт создает образец рифмовки и придерживается его в стихотворении, тогда самое интересное заключается в том, что у него есть возможность возиться со звуками, искажать эхо. Как СВЕТ, рифмующийся со словом HEFT. Звук ТЯЖЕЛОГО, эхом повторяющий СВЕТ.
Как СВЕТ, рифмующийся со словом HEFT. Звук ТЯЖЕЛОГО, эхом повторяющий СВЕТ.
Вот что я имею в виду. Синий рифмуется с тушеным мясом. Верно? Теперь, в правильном месте строфы в конце строки, синий цвет также можно рифмовать с ребенком. [Безмолвное «е» «откликается» на звук «у».] Синий может рифмоваться со словом «бла». Синий может рифмоваться со свечением, укладками или когтями.
Есть так много различных видов рифм, не «кот в шляпе», то есть. Есть глазные рифмы, которые рифмуются только при произнесении, например, ЧЕРЕЗ и ГРУБО. Существуют женские рифмы, которые повторяют один или несколько безударных слогов, например «нарезка кубиками» и «приправа». С другой стороны, мужские рифмы, как вы могли догадаться, заканчиваются ударным слогом, например, «ады» и «колокола». У вас есть монорифма… повторение одного и того же звука в каждой строке стихотворения. Много рэпа использует монорифму. Легкая рифма, полурифма, богатая рифма, список можно продолжать и продолжать. И не забудьте мою любимую: внутреннюю рифму — это рифмование не в конце строки, а в середине, внутри строки или от строки к строке.