Что такое рейсмус и рейсмус-калибр? Станок рейсмусовый для чего нужен
.
Рейсмусы могут изготавливаться из дерева твёрдых пород и представляют собой колодку с прямоугольным отверстием, в которой с помощью клина или винта закрепляются одна или две рейки. На одном из концов реек установлены заостренные металлические штыри. Рейсмус с двумя рейками используется, например, для разметки шипов и гнёзд для них в столярном деле.
Для одновременного прочерчивания большего количества линий или в случае, когда нет необходимости в изменении размеров, вместо рейсмуса может быть использована скоба . Скоба представляет собой деревянный брусок с выступом, в который забито необходимое количество гвоздей.
Штангенрейсмас
Штангенрейсмас (штангенрейсмус) используется для измерения высот и разметки изделий, установленных на плите . Штангенрейсмас состоит из штанги, жестко связанной с основанием. По штанге перемещается рамка с нониусом, как у штангенциркуля .
Фотогалерея
См. также
Напишите отзыв о статье “Рейсмус”
Примечания
Литература
- Григорьев М. А. Справочник молодого столяра и плотника:Учебн. пособие для профтехучилищ. – 2-е изд. – М .: Лесная промышленность, 1984. – 239 с.
- Менделевич И.Р. Плотничные и столярные работы. – М .: Стройиздат , 1950. – 320 с. – 20 000 экз.
- Секацкий, В.С., Мерзликина Н.В. Методы и средства измерений и контроля: Учебное пособие. – Красноярск: ИПЦ СФУ, 2007. – 286 с.
- «Штангенрейсмасы. Технические условия»
Ссылки
| ||||||||||||||||||||||||||||||
Отрывок, характеризующий Рейсмус
– Зачем ты это говоришь! – сказала княжна Марья. – Зачем ты это говоришь теперь, когда ты едешь на эту страшную войну и он так стар! M lle Bourienne говорила, что он спрашивал про тебя… – Как только она начала говорить об этом, губы ее задрожали и слезы закапали. Князь Андрей отвернулся от нее и стал ходить по комнате.
– Зачем ты это говоришь теперь, когда ты едешь на эту страшную войну и он так стар! M lle Bourienne говорила, что он спрашивал про тебя… – Как только она начала говорить об этом, губы ее задрожали и слезы закапали. Князь Андрей отвернулся от нее и стал ходить по комнате.– Ах, боже мой! Боже мой! – сказал он. – И как подумаешь, что и кто – какое ничтожество может быть причиной несчастья людей! – сказал он со злобою, испугавшею княжну Марью.
– Andre, об одном я прошу, я умоляю тебя, – сказала она, дотрогиваясь до его локтя и сияющими сквозь слезы глазами глядя на него. – Я понимаю тебя (княжна Марья опустила глаза). Не думай, что горе сделали люди. Люди – орудие его. – Она взглянула немного повыше головы князя Андрея тем уверенным, привычным взглядом, с которым смотрят на знакомое место портрета.
 – Горе послано им, а не людьми. Люди – его орудия, они не виноваты. Ежели тебе кажется, что кто нибудь виноват перед тобой, забудь это и прости. Мы не имеем права наказывать. И ты поймешь счастье прощать.
– Горе послано им, а не людьми. Люди – его орудия, они не виноваты. Ежели тебе кажется, что кто нибудь виноват перед тобой, забудь это и прости. Мы не имеем права наказывать. И ты поймешь счастье прощать.– Ежели бы я был женщина, я бы это делал, Marie. Это добродетель женщины. Но мужчина не должен и не может забывать и прощать, – сказал он, и, хотя он до этой минуты не думал о Курагине, вся невымещенная злоба вдруг поднялась в его сердце. «Ежели княжна Марья уже уговаривает меня простить, то, значит, давно мне надо было наказать», – подумал он. И, не отвечая более княжне Марье, он стал думать теперь о той радостной, злобной минуте, когда он встретит Курагина, который (он знал) находится в армии.
Княжна Марья умоляла брата подождать еще день, говорила о том, что она знает, как будет несчастлив отец, ежели Андрей уедет, не помирившись с ним; но князь Андрей отвечал, что он, вероятно, скоро приедет опять из армии, что непременно напишет отцу и что теперь чем дольше оставаться, тем больше растравится этот раздор.

– Adieu, Andre! Rappelez vous que les malheurs viennent de Dieu, et que les hommes ne sont jamais coupables, [Прощай, Андрей! Помни, что несчастия происходят от бога и что люди никогда не бывают виноваты.] – были последние слова, которые он слышал от сестры, когда прощался с нею.
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности.
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок – щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях. К тому же рейсмусы имеются практически у каждого столяра. Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
 В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.
Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 – 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 – 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.
Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая – за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2—0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки. Такой валик устанавливается на 2—3 миллиметра ниже поверхности материала, что подается на ножи.
Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины.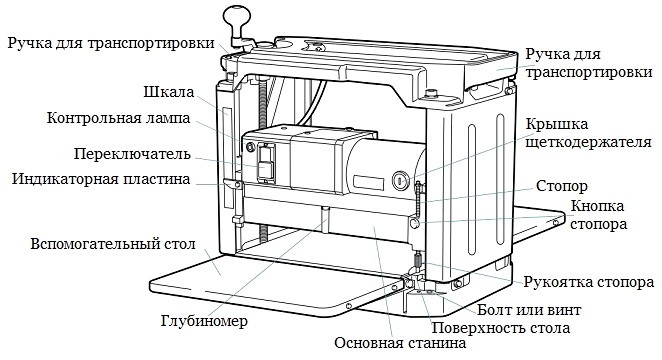 Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 – 1250 миллиметров, толщина — 5 – 160 миллиметров, диаметр ножевого вала 100 – 165 миллиметров, имеется на валу 2 – 4 ножа. Мощность электрического мотора достигает 1 – 44 кВт.
Мощность электрического мотора достигает 1 – 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 – 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 – 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке.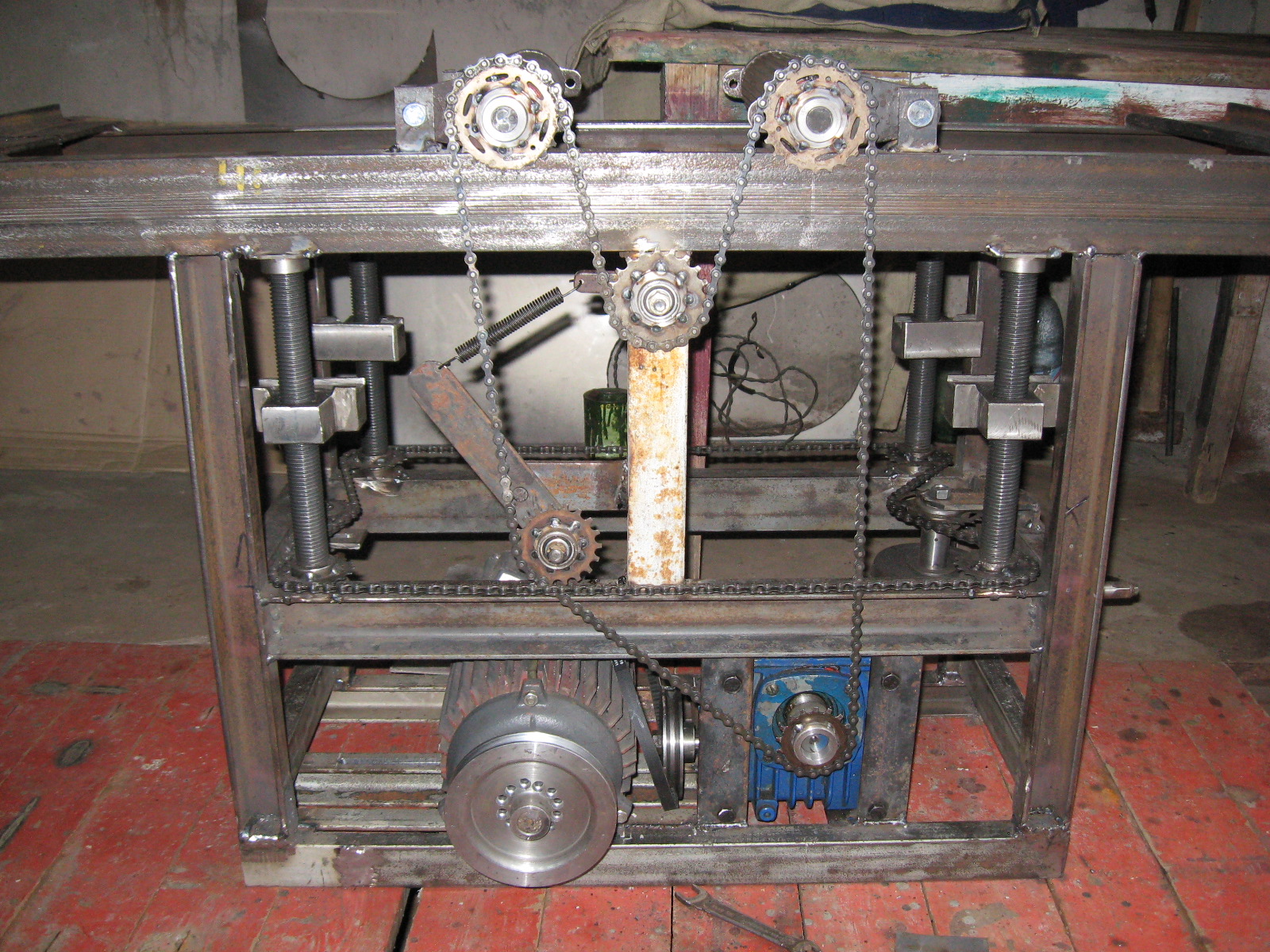 В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 – 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой – для крепления используется кусок рулевой тяги от «Москвича».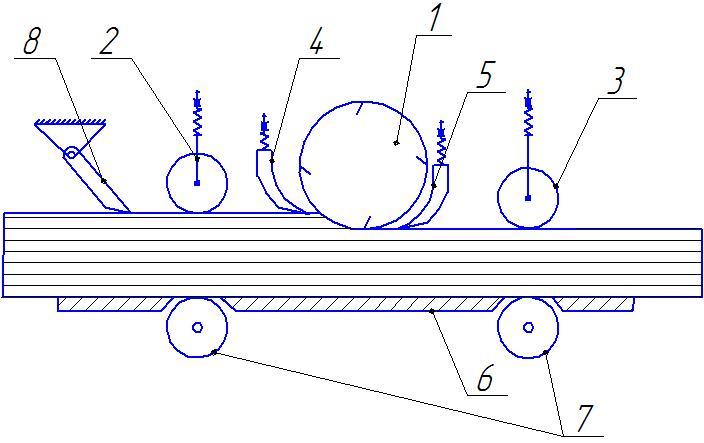 Опыт показывает, что неплохо два таких крепления применить на один ролик.
Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах. Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1—0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается.
 Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой. - Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.
 Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
К деревообрабатывающим станкам относится группа продольно-фрезерных, к которым, в свою очередь, относятся рейсмусовые и фуговальные. Вам необходимо купить рейсмусовый станок? Основным направлением деятельности компании «ДЮКОН» является продажа промышленного оборудования и инструмента от ведущих производителей. В том числе к продаже представлены рейсмусовые станки. Перейдя по ссылке на сайт derevo.dukon.ru вы сможете узнать более подробную информацию о деятельности компании и приобрести необходимое оборудование. Благодаря им можно выполнить обработку пиломатериалов. Если возникли какие-либо дефекты при обработке дерева, станки уберут их. Для них необходимо брать отлично высушенную древесину. В этой статье мы поговорим о том, для чего нужен рейсмусовый станок. Этот вид станков нужно использовать для брусков, щитов и досок. Рейсмусовый станок позволяет получать материалы определенного размера, беря во внимание необходимую толщину изделия и разделывая его на 2 полоски, которые параллельны между собой. У них есть определенная схожесть с фрезерными станками с ЧПУ, т.к. над столом расположен ножевой вал. Данная категория инструментов предназначена для мелкосерийного и серийного производства столярных изделий. Их основной отличительной чертой является жесткая и большая станина. Инструменты осуществляют поступление заготовок со скоростью до 10 метров/минуту.
В том числе к продаже представлены рейсмусовые станки. Перейдя по ссылке на сайт derevo.dukon.ru вы сможете узнать более подробную информацию о деятельности компании и приобрести необходимое оборудование. Благодаря им можно выполнить обработку пиломатериалов. Если возникли какие-либо дефекты при обработке дерева, станки уберут их. Для них необходимо брать отлично высушенную древесину. В этой статье мы поговорим о том, для чего нужен рейсмусовый станок. Этот вид станков нужно использовать для брусков, щитов и досок. Рейсмусовый станок позволяет получать материалы определенного размера, беря во внимание необходимую толщину изделия и разделывая его на 2 полоски, которые параллельны между собой. У них есть определенная схожесть с фрезерными станками с ЧПУ, т.к. над столом расположен ножевой вал. Данная категория инструментов предназначена для мелкосерийного и серийного производства столярных изделий. Их основной отличительной чертой является жесткая и большая станина. Инструменты осуществляют поступление заготовок со скоростью до 10 метров/минуту. Еще одной положительной стороной рейсмусовых станков являются кожухи с функцией звукопоглощения. Рейсмусовые станки подразделяются на односторонние и двусторонние. Стоит отметить, что есть комбинированный тип станков – фуговально-рейсмусовый, который объединяет в себе все положительные параметры обоих видов инструментов.
Еще одной положительной стороной рейсмусовых станков являются кожухи с функцией звукопоглощения. Рейсмусовые станки подразделяются на односторонние и двусторонние. Стоит отметить, что есть комбинированный тип станков – фуговально-рейсмусовый, который объединяет в себе все положительные параметры обоих видов инструментов.
Доставка заготовок на обе разновидности станков в автоматическом режиме осуществляется посредством вальцового, каретного или конвейерного механизмов.
Популярные материалы
in.msk.ru
Зачем нужен рейсмус и как правильно его выбрать?
Поздравляем, для вас в течение часа скидка – 10%
Теги: инструменты
Рейсмус – это деревообрабатывающий станок, предназначенный для рейсмусования, т.е. плоскостного строгания всевозможных заготовок до заданной толщины. При этом детали должны быть предварительно отфугованы. В отличие от фуговального станка, который делает поверхность древесины ровной, рейсмусовый ровной делает толщину и обеспечивает чистовую обработку с минимальными потерями материала.
Виды рейсмусовых станков
- Односторонние – с одним ножевым валом, который расположен над рабочим столом. Предназначен для рейсмусования с одной стороны. Является бюджетным вариантом с ручной подачей древесины;
- Двухсторонние – с автоматической подачей детали и двумя валами, расположенными на самом столе и над ним. Используются для рейсмусования двух плоскостей заготовки. Применяются для больших объемов работ, например, при строительстве дома.
Важные характеристики
- Размер обрабатываемой заготовки – самый важный параметр выбора;
- Мощность электродвигателя – чем мощнее, тем легче справится с твердыми породами дерева;
- Производительность – максимальная глубина строгания, может колебаться в пределах 1-5 мм;
- Возможность регулирования толщины снимаемого слоя древесины;
- Количество и качество ножей – влияют на качество обработки;
- Вес инструмента – чем он больше, тем меньше вибрация, следовательно, тем качественнее обработка.

Поскольку данное оборудование в большинстве случаев требуется для выполнения непродолжительной и разовой работы, его покупка – экономически невыгодна. Для таких ситуаций лучшим решением станет аренда рейсмуса. Обращайтесь в нашу компанию – мы предлагаем большой выбор строительного инструмента на прокат по очень привлекательным ценам.
vseispravim.ru
Секреты выбора строгальных (фуговальных), рейсмусовых станков
Полезные советы помогут найти строгальные (фуговальные) и рейсмусовые станки с нужными рабочими параметрами.
Для чего нужен рейсмусовый станок?
Для строгания всевозможных досок, реек, плоских заготовок, щитков, брусков и т. д. применяется рейсмусовый станок. Именно это оборудование позволяет добиться ровной поверхности и точных размеров детали, без данной техники не обходится ни одно деревообрабатывающее производство. Да и умелые народные мастера без узкопрофильного образования прибегают к услугам рейсмусового станка, ведь он является превосходной альтернативой обычному рубанку. Кроме того, используя рейсмусовые станки по дереву вы не только снимаете с заготовки стружку, но и регулируете нужную толщину среза.
Кроме того, используя рейсмусовые станки по дереву вы не только снимаете с заготовки стружку, но и регулируете нужную толщину среза.
Конструктивно агрегат несложен, если речь не идет о механизмах с ЧПУ. Стандартное устройство состоит из двигателя, нескольких ножевых валов и, собственно, рабочего стола. По количеству режущих элементов все станки подразделяются на одно-, двух- и четырехсторонние. Вдобавок, отличаются рейсмусовые станки по дереву мощностью и шириной самого ножа, которая напрямую влияет на максимальный размер детали, допустимый для данного агрегата.
Многие фирмы сейчас также производят специализированное рейсмусовое оборудование и фуговально-рейсмусовые устройства комбинированного типа. Предназначение последних заключается в предварительной обработке заготовки перед снятием стружки – как правило, у обычного рейсмусового станка такая операция не предусмотрена. Однако любая деталь требует качественной отфуговки, а фуговально-рейсмусовые механизмы способны решить обе поставленные задачи одновременно.
Что касается выбора подходящих устройств для столярных мастерских, тут, в первую очередь ориентироваться следует на степень сложности производства и объемы работ. Именно эти факторы определяют, какой купить рейсмусовый станок: профессиональный или бытовой. Для кого-то оптимальным вариантом будет бытовая модель с высоким уровнем безопасности и чуть меньшей производительностью. Такие устройства обладают функцией когтевой защиты у подающих вальцов и станиной коробчатого вида, надежно уберегающей оператора от опасных частей оборудования. У подобных рейсмусовых станков либо станков фуговально рейсмусовых без проблем устанавливается нужная скорость.
Профессиональные строгальные (фуговальные) и рейсмусовые станки чаще приобретают для односторонней обработки деталей по толщине. Они весьма устойчивы к вибрации и имеют четыре вертикальных колонны, за счет которых обеспечивается точность установки станины по высоте и ее устойчивость. Мотор таких промышленных агрегатов рассчитан на непрерывную долгую работу. Производительность станка фуговально рейсмусового напрямую зависит от скорости подачи и максимально возможного количества заготовок, одновременно доступных для строгания. В этом отношении существенно выигрывает механическая подача. Помимо прочего, обратите внимание на наличие направляющей линейки – она ощутимо ускорит процесс. И помните – не стоит экономить на качестве оборудования, ведь только с хорошим станком работа превратится в удовольствие и принесет вам прибыль.
Производительность станка фуговально рейсмусового напрямую зависит от скорости подачи и максимально возможного количества заготовок, одновременно доступных для строгания. В этом отношении существенно выигрывает механическая подача. Помимо прочего, обратите внимание на наличие направляющей линейки – она ощутимо ускорит процесс. И помните – не стоит экономить на качестве оборудования, ведь только с хорошим станком работа превратится в удовольствие и принесет вам прибыль.
Чем отличается станок строгальный?
Одним из наиболее востребованных механизмов для обработки древесины после распила является станок строгальный. На нем можно также осуществлять фрезеровку и бесстружечное резание: вырезание штампов, дробление и резка, раскрой шпона. Хотя модели с подобными функциями предназначены скорее для мелкосерийного и единичного производства. Что касается классификации, все строгальное оборудование подразделяется на станки продольно-строгальные и поперечно-строгальные.
При работе с заготовками крупных размеров обычно применяют строгальный станок по дереву первого типа. Он может быть односторонним либо двусторонним, причем последний позволяет обрабатывать сразу пласт, кромки и параллельные плоскости. Вдобавок, отличаются такие строгальные (фуговальные) и рейсмусовые станки максимально возможной длиной и шириной строгания, а также высотой подъема поперечины, а движение, в данном случае, сообщается преимущественно расположенной на столе станка детали. Для обработки мелких и средних заготовок больше подходит поперечный станок строгальный. У него предельная величина хода ползуна составляет от 20 до 100 см.
Он может быть односторонним либо двусторонним, причем последний позволяет обрабатывать сразу пласт, кромки и параллельные плоскости. Вдобавок, отличаются такие строгальные (фуговальные) и рейсмусовые станки максимально возможной длиной и шириной строгания, а также высотой подъема поперечины, а движение, в данном случае, сообщается преимущественно расположенной на столе станка детали. Для обработки мелких и средних заготовок больше подходит поперечный станок строгальный. У него предельная величина хода ползуна составляет от 20 до 100 см.
В зависимости от того, какие ножи установлены на валу, оборудование используется при подготовке деталей из пород дерева разной плотности – режущий элемент или остается неподвижным, или двигается возвратно-поступательно. Кроме того, выполнять обработку можно по толщине, по плоскости либо
www.odinshag.ru
Рейсмусовый станок своими руками | Строительный портал
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок – щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях. К тому же рейсмусы имеются практически у каждого столяра. Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.
Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 – 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 – 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.
Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки.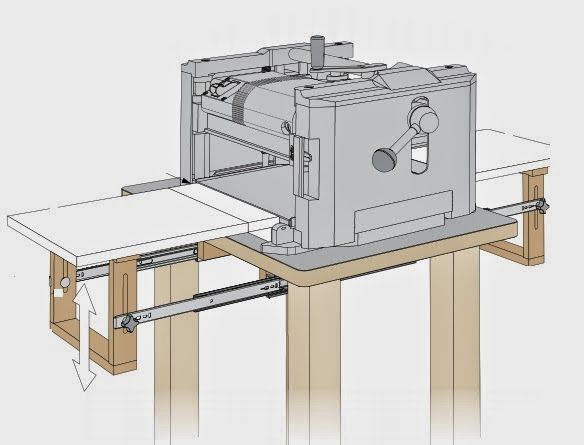 Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая – за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2-0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки. Такой валик устанавливается на 2-3 миллиметра ниже поверхности материала, что подается на ножи.
Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2-3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Изделия меньшей толщины, даже на 2-3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами – задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 – 1250 миллиметров, толщина – 5 – 160 миллиметров, диаметр ножевого вала 100 – 165 миллиметров, имеется на валу 2 – 4 ножа. Мощность электрического мотора достигает 1 – 44 кВт.
Мощность электрического мотора достигает 1 – 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 – 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 – 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 – 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой – для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах. Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1-0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.
Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
Строгально-фуговальный и рейсмусовый станки работают схожим образом, снимая слой материала с пласти или кромки доски, поэтому назначение этих станков нередко путают. Оба они служат для выравнивания поверхностей пиломатериалов и придания им прямоугольного сечения, однако каждый из них используется определенным образом и выполняет разные операции. Строгально-фуговальный станок может сделать одну пласть доски плоской, а смежную кромку перпендикулярной к пласти, однако он не способен придать этой доске одну и ту же толщину по всей ее длине — это уже работа рейсмусового станка. Таким образом, строгально-фуговальный и рейсмусовый станки работают в связке. Получение плоских заготовок правильной формы начинается на строгально- фуговальном станке, поэтому сначала рассмотрим именно его.
Фугование: базовый этап в достижении успехаКак работает фуговальный станок
Как видно из схемы фуговального станка (рис. 1), передний и задний столы разделяет цилиндрический ножевой вал. Передний стол установлен чуть ниже верхней точки окружности, описываемой ножами, задний стол находится с ней на одном уровне.
При подаче заготовки на ножевой вал ножи снимают ту часть материала, которая находится ниже плоскости заднего стола. Обработанная гладкая поверхность далее движется по заднему столу. При каждом следующем проходе удаляется очередная порция древесины, до тех пор пока вся обрабатываемая сторона доски не ста — нет плоской.
Вначале отфугуйте пласть
Перед фугованием взгляните вдоль кромки доски, чтобы проверить, нет ли продольного изгиба или коробления (рис. 2), а также, чтобы определить направление волокон. Для получения наилучших результатов строгайте покоробленную доску так, чтобы ее выпуклая сторона была обращена вверх (иными словами, доска должна опираться на ее края), а волокна были направлены вниз и назад (рис. 1). Если волокна будут направлены вверх, движущиеся ножи станут отрывать волокна, что приведет к скалыванию небольших кусочков заготовки (так называемым вырывам). Чтобы отфуговать пласть доски, настройте передний стол на глубину реза не более 1,6 мм. Положите доску на передний стол перед ножевым валом. Пользуясь толкателями, подавайте доску вперед. Направленное вниз усилие прижима должно обеспечивать только контакт доски с передним столом, но не более того (фото А). Чрезмерное прижимное усилие может распрямить продольную или поперечную покоробленность, и после ослабления прижима доска примет прежнюю форму.
Прижимайте доску толкателями. Основное усилие должно быть направлено на подачу доски вперед, а не на прижатие ее к столу.
Прикладывайте лишь небольшое усилие, чтобы обработанная часть доски сохраняла контакте задним столом. Обеими руками подавайте заготовку вперед.
Когда примерно 15 см доски пройдут над ножевым валом, перенесите вашу левую руку (и прижимное усилие) на конец доски, находящийся на заднем столе (фото В). Примерно в середине прохода переместите правую руку на обработанную часть заготовки и продолжайте равномерно подавать ее вперед, пока проход не будет закончен (фото С).
По мере необходимости перемещайте руки, чтобы прижимать обработанную часть доски к заднему столу. Проведите над ножевым валом всю доску.
Начертите мелом извилистую линию вдоль и поперек доски. Она поможет отслеживать ход работы. Когда линия исчезнет, доску можно считать плоской.
Не нужно удалять больше материала, чем необходимо. Чтобы контролировать результат, нанесите на доску мелом волнистую линию. Если доска имеет выраженную поперечную или продольную покоробленность, при первом проходе будет снято немного материала (фото D ). С каждым последующим проходом доска будет становится все более плоской, а обработанная поверхность все более широкой. Если меловая линия исчезла, это значит, что доска стала плоской.
Выровняв опасть доски, пометьте ее, как показано в «Совете мастера».
В процессе первичной обработки материалов бывает трудно запомнить, какая пласть доски уже обработана и какая из кромок перпендикулярна этой пласти. Поэтому после последнего прохода пометьте только что обработанную поверхность. Традиционно мебельные мастера ставят на отфугованной пласти закорючку, а перпендикулярную к ней кромку обозначают галочкой, острие кото рой направлено в сторону отфугованной пласти.
Затем обработайте кромку
Прикладывайте усилие в двух направлениях, прижимая доску к продольному упору и подавая ее вперед на ножевой вал. При работе с досками шириной менее 100 мм используйте толкатели.
После того как одна опасть доски выровнена, отфуговать кромку под прямым углом к опасти не составит труда. Выполняйте те же действия, что и при фуговании пласти, с одним лишь дополнением: подавая доску, как было описано выше, плотно прижимайте ее к продольному (параллельному) упору (фото Е). Если возможно, для предотвращения вырывов и сколов ориентируйте заготовку так, чтобы древесные волокна были направлены вниз и в сторону от направления вращения ножевого вала (рис. 1).
Пометьте обработанную кромку, как показано в «Совете мастера». Теперь, когда одна из пластей доски стала плоской, а одна из кромок — перпендикулярной этой пласти, настало время перейти к рейсмусовому станку.
Рейсмусование: делайте заготовки любой толщины Как работает рейсмусовый станокВ отличие от строгально-фуговального станка, ножевой вал рейсмусового станка расположен над заготовкой параллельно столу (рис. 3). Опуская ножевой вал после каждого прохода, мы уменьшаем толщину заготовки и делаем ее одинаковой по всей длине.
Работая с рейсмусовым станком, не нужно управлять заготовкой во время прохода. Для этого используются подающие валы, расположенные по обе стороны от ножевого вала, которые прижимают заготовку и одновременно протягивают ее через станок. Вот почему так важно вначале отфуговать одну опасть заготовки. В отсутствие плоскости, благодаря которой доска могла бы базироваться на столе станка, подающие валы будут просто прижимать доску к столам, а ножевой вал остругает ее верхнюю пласть. Как только доска выйдет из станка, любая имевшаяся продольная, поперечная покоробленность или крыловатость появится снова.
Правда о рейсмусованииПри подаче заготовки в рейсмусовый станок также нужно учитывать направление волокон. Однако следует помнить, что та — кой станок обрабатывает доску сверху, поэтому правила здесь меняются на обратные. Чтобы уменьшить число вырывов, ориентируйте доску так, чтобы волокна шли вверх и назад (рис. 3).
Удаление за один проход слоя материала толщиной не более 0,8 мм также уменьшает риск появления вырывов. Если станок имеет две скорости подачи, выполняйте последние проходы на пониженной скорости — это даст более чистую поверхность. По этой же причине перед последним проходом рекомендуется установить глубину резания не более 0,4 мм.
Перед тем как пропустить короткую доску через рейсмусовый станок, приклейте к ней временно два бруска. В этом случае ступенька появится на брусках, а не на заготовке.
Небольшая глубина резания уменьшает и размер ступеньки, образующейся у концов заготовки. Чтобы дополнительно уменьшить размер ступеньки или устранить ее полностью, поддерживайте длинные доски руками или с помощью опор в начале и в конце прохода, чтобы они плашмя лежали на столах станка. При обработке коротких досок используйте подклеенные к ним сбоку вспомогательные бруски, которые удаляются после рейсмусования (фото F ).
Если для острожки доски до необходимой толщины требуется снять более 3 мм материала, то после обработки верхней пласти переверните доску и обработайте ранее фугованную пласть. Попеременно обрабатывайте доску с обеих сторон до достижения окончательной толщины. Удаление примерно одинакового количества материала с каждой пласти делает заготовку более стабильной, уменьшая риск коробления.
Все еще возникают проблемы? Возможно, требуется настройкаЕсли вы строго следовали всем указаниям, но по-прежнему не видите хороших результатов, скорее всего, станок не отрегулирован. Даже самая совершенная в мире технология деревообработки не в состоянии это исправить. Если вы подозреваете, что со станками что-то не так, читайте статьи по настройке оборудования, опубликованные в нашем журнале.
- Чтобы снизить количество отходов и повысить выход материала, перед фугованием распилите доски по длине и ширине, оставив припуск на дальнейшую обработку. Короткие и узкие заготовки имеют меньшую величину прогиба, и они могут быть обработаны за меньшее число проходов.
- Для получения более гладкой поверхности с меньшим числом вырывов снимайте за один проход слой материала толщиной не более 0,8 мм. Уменьшение скорости подачи также дает более чистую поверхность.
- При фуговании доски, имеющей крыловатость, прижимайте ее противоположные углы. Старайтесь удерживать эти углы прижатыми к столам и не раскачивайте заготовку, проходящую над ножевым валом. После нескольких проходов выровненные углы обеспечат устойчивую поверхность для базирования заготовки при фуговании оставшейся части.
- При фуговании двух заготовок для склейки по кромке обрабатывайте одну из заготовок, обратив к продольному упору ее нижнюю пласть (левое фото внизу), а другую — обратив к упору ее верхнюю пласть (среднее фото внизу). Если продольный упор станка не перпендикулярен столу, два угла взаимно скомпенсируют друг друга и склеенный щит будет плоским (правое фото внизу).
- Чтобы отфуговать пласть доски, ширина которой превышает возможности вашего станка, распилите доску вдоль пополам, отфугуйте каждую из частей, в том числе и кромки, полученные после распиловки, после чего склейте их по кромке, выровняв в одной плоскости отфугованные пласти. Продольный распил досок, имеющих сильную поперечную или продольную покоробленность или крыловатость, безопаснее делать ленточной пилой.
Рейсмусовые станки часто используют во время выполнения строительных работ. По сути, такое оборудование представляет собой усовершенствованный вариант карандаша и линейки . При желании рейсмус можно сделать своими руками из обычного электрорубанка. Для этого достаточно иметь базовые навыки и немного терпения.
Назначение рейсмуса
Рейсмусовый станок представляет собой инструмент, позволяющий выполнять точные линии практически на любых поверхностях. При этом удастся избежать большинства ошибок, которые наблюдаются при применении линейки и карандаша. Даже если сделать рейсмусовый станок своими руками из подручных материалов, получится избежать неровных или обрывистых линий. Точность инструмента составит 100%, ведь здесь предусмотрено очень острое лезвие.
Рейсмус действительно актуален во время масштабного строительства, ведь он позволяет обрабатывать своими руками огромное количество досок разной ширины. Стоит отметить, что у современных станков смена ножа осуществляется более просто, а значит, удастся снимать стружку определенных размеров. Этому способствует и наличие контроля глубины нарезки.
Важно учитывать тот факт, что древесину нужно предварительно обработать на фуговальном станке . Если же планируется работа с полимерами, утеплителями и пластиком, то подойдут только те рейсмусы, у которых подающие вальцы покрыты слоем резины.
Подобное оборудование незаменимо в плотницком деле и мебельной промышленности. Однако стоит помнить, что при условии сооружения рейсмусового станка своими руками вряд ли удастся обработать тонкие заготовки, ведь качество поверхности может ухудшиться из-за возникающей вибрации.
Подготовка к изготовлению станка
Перед сооружением станка из электрорубанка стоит определиться с размерами деталей, которые впоследствии будут подвергаться обработке. Это поможет выбрать необходимую ширину корпуса устройства, габариты всех направляющих, а также длину шпильки.
При разработке чертежа следует убедиться в наличии всех основных составляющих :
- фиксаторы;
- штанга;
- лезвие, то есть шпилька;
- колодки.
Особое внимание стоит уделить расположению шпильки , поскольку именно она отвечает за движения электрорубанка. Соответственно, устанавливать этот элемент в центральной части корпуса не стоит. Чтобы обеспечить прочную фиксацию и удобство применения станка, важно поставить шпильку между двумя ручками. Помимо этого, стоит убедиться в подвижности данной детали. Достаточно расположить подшипник качения вверху, а ближе к середине приварить гайку. Подобная фиксация позволит точно отрегулировать высоту шпильки.
Чтобы изготовить конструкцию из электрорубанка своими руками, стоит подготовить деревянные бруски, выполняющие функцию направляющих, и листы фанеры. Особое внимание важно уделить проектированию нижней плоскости. Добиться ровных линий можно лишь при условии, что обрабатываемое изделие передвигается параллельно острым лезвиям.
Создание устройства своими руками
Изготовление конструкции из электрорубанка выполняется в строгой последовательности с учетом заранее подготовленного чертежа:
Если выполнить все действия правильно, то рейсмус позволит получить в итоге идеально ровную поверхность. При этом важно очень аккуратно давить на заготовку, иначе устройство может выйти из строя.
СР-6-9 Станок рейсмусовый (рейсмус). Паспорт, схемы, описание, характеристики
Сведения о производителе рейсмусового станка
СР-6-9Производителем рейсмусового деревообрабатывающего станка СР 6-9 является Ставропольский Станкостроительный завод Красный Металлист, – который с 1932 года специализировался на производстве деревообрабатывающих станков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Станки, выпускаемые Ставропольским станкостроительным заводом Красный Металлист
СР 6-9 Станок рейсмусовый односторонний. Назначение, область применения
Рейсмусовый станок СР-6-9 принадлежит модельнову ряду рейсмусовых станков, выпущенных заводом “Красный Металлист” в середине восьмидесятых, а именно: СР3-6 (300 мм), СР6-9 (600 мм), СР8-1 (800 мм).
Рейсмусовый односторонний станок СР-6-9 предназначен для продольного, одностороннего строгания в размер по толщине от 5 до 200 мм поверхностей плоских заготовок шириной до 630 мм, из древесины хвойных и лиственных пород с влажностью не более 15%. Станок СР-6-9 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР-6-9 служит для плоского строгания (фрезерования) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Перед ножевым валом установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткой конструкции, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщины обрабатываемого материала производится механически от отдельного электродвигателя или вручную маховиком с последующей фиксацией, исключающей самопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна быть обработана на фуговальном станке. Отклонение базовой пласти заготовки не должно превышать 0,15 мм на длине 1000 мм.
Подача заготовки – механическая. Устройство подачи приводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-IIа по ПУЭ-98.
Климатическое исполнение и категория размещения станка – УХЛ4.2, категория условий хранения – 2 по ГОСТ15150-69.
Отличительные особенности рейсмусового станка СР 6-9:
- Станок имеет литую станину, что зачительно увеличивает ее жесткость;
- Подъем и опускание стола по высоте производится механически от отдельного электродвигателя или вручную с последующей фиксацией, исключающей самопроизвольное опускание стола;
- Станок имеет три приводных вальца, что значительно улучшает тяговую способность механизма подачи;
- Стол оборудован поддерживающими вальцами в том числе задним приводным для повышения надежности подачи при перемещении заготовки;
- Передний подающий валец выполнен секционным, что позволяет одновременную обработку нескольких заготовок с разницей по толщине до 4 мм;
- Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе;
- Станок оснащен автоматическим тормозным устройством ножевого вала для безопасности работы;
- Перед ножевым валом установлен специальный литой прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности;
- Когтевая защита со стороны загрузки, предотвращающая обратное выбрасывание заготовки в процессе обработки;
- Электроблокировка, исключающая возможность включения станка при открытом ограждении.
СР-6-9 Общий вид рейсмусового станка
Фото рейсмусового станка СР 6-9
Фото рейсмусового станка СР 6-9
Фото рейсмусового станка СР 6-9
Расположение составных частей и органов управления рейсмусовым станком СР-6-9
Расположение составных частей станка СР 6-9. Рис. 3
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе
Расположение органов управления станком СР 6-9. Рис. 4
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе
Расположение органов управления станком СР 6-9. Рис. 5
Расположение органов управления станком СР 6-9. Рис. 6
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе
Расположение составных частей рейсмусового станка СР 6-9
- Станина – СР6-9.10.000 – Рис. 3, поз. 1
- Стол – СР6-9.12.000 – Рис 3, поз. 2
- Валец подающий (передний) – СР6-9.22.000 – Рис. 4, поз. 21, Рис. 10
- Прижимы – СР6-9.24.000 – Рис. 4, поз. 20, Рис 9
- Вал ножевой – CP6-9.25.000 – Рис. 4, поз. 19, Рис. 8
- Валец подающий (задний) – СР6-9.28.000 – Рис. 4, поз. 22, Рис. 11
- Привод подачи – СР6-9.30.000 – Рис. 3, поз. 3, Рис 12
- Завеса звукопоглощающая – СР6-9.78.000 – Рис. 13*
- Электрооборудование – СР6-9.80.000 – Рис. 3, поз. 62
Расположение органов управления рейсмусовым станком СР 6-9
- Указатель нагрузки
- Световой указатель о наличии напряжения
- Кнопка «Пуск» ножевого вала
- Кнопка «Вверх» перемещения стола
- Кнопка «Вниз» перемещения стола
- Кнопка «Пуск» подачи
- Кнопка «Стоп» общая
- Кнопка «Стоп» общая
- Выключатель местного освещения
- Вводный выключатель
- Маховичок ручного перемещения стола
- Маховичок регулировки скорости подачи
- Рукоятка механического зажима стола
- Рукоятка перемещения вальцов стола
Схема кинематическая рейсмусового станка СР-6-9
Кинематическая cхема рейсмусового станка СР 6-9
Схема кинематическая рейсмусового станка СР-6-9. Смотреть в увеличенном масштабе
Кинематические цепи станка осуществляют следующие движения:
- Вращение ножевого вала
- Вращение подающих вальцов
- Механическое и ручное перемещение стола вверх-вниз
- Ручная настройка скорости подачи
- Ручной зажим стола
На рисунке изображена кинематическая схема одностороннего рейсмусового станка СР 6-9. Ножевой вал 35 приводится во вращение от электродвигателя 1 через клиноременную передачу со шкивами 2 и 3. Торможение вала осуществляется тормозом 36.
Механизм подачи — трехвальцовый. Привод верхних подающих вальцов 37 и 39 и заднего нижнего вальца 42 осуществляется от двухскоростного электродвигателя 4, соединительной муфты и редуктора, смонтированных на одной плите. В редукторе расположены две электромагнитные муфты 40 и 41, с помощью которых включаются ступени редуктора с разным передаточным отношением.
При включении муфты 40 вращение на вальцы поступает через зубчатые передачи 5—7, 9—10, 11—12, 13—14, 15—16 и цепную передачу со звездочками 17—21. При включении муфты 41 вращение передается через шестерни 6—8, а далее по той же кинематической цепи.
Установка необходимой скорости подачи производится двумя переключателями (для муфт и двигателя) по таблице настройки, где для каждой скорости указано соответствующее положение переключателей. Четыре значения скорости подачи в диапазоне 8… 24 м/мин вполне удовлетворяют потребителей, а упрощение кинематической цепи привода подачи повышает надежность станка.
Стол 38 станка имеет настроечное вертикальное перемещение по направляющим. Вращение от электродвигателя 34 через ременную передачу 28—29, червячный редуктор 30, цепную передачу 31—32, конические зубчатые передачи 23—24 и 26—27 поступает на две винтовые пары 22 и 25. Стол движется вверх и вниз только при непрерывном нажиме на кнопку. Для предотвращения поломки механизма подъема служит предохранительная муфта 33. Ручное перемещение стола осуществляется маховичком 43 через зубчатую муфту 44.
Фиксация стола в заданном положении производится вручную поворотом рукоятки, которая через эксцентрик и шток зажимает направляющую стола.
Общая компановка рейсмусового станка СР-6-9. Описание основных сборочных единиц
Станина станка СР-6-9. См. рис. 3, 4, 5, 6
Станина 1 станка представляет жесткую цельнолитую коробку. Внутри станины, в центральной нише передней части станка, установлен бесступенчатый привод подающих вальцов и перемещения стола 2.
Регулирование скорости подачи осуществляется при помощи маховичка 16, расположенного в левой части станины. В левой нише станины расположен электрошкаф. В правой нише станины размещены цепная передача 41 привода подающих вальцов и клиноременная передача 46 привода ножевого вала.
Верхний блок станка
Верхняя часть станка 4 (см. рис. 3) выполнена блочной конструкцией, в которой размещены (см. рис. 4): когтевая защита 23, вальцы подающие — передний 21 и задний 22, вал ножевой 19, прижимы 20, траверса 24 фуговального приспособления. В левой передней нише блока размещено электрооборудование пульта управления станком. В левой боковой нише блока размещено тормозное устройство ножевого вала, в правой нише — цепная передача верхних подающих вальцов и клиноременная передача привода ножевого вала.
Стол рейсмусового станка СР-6-9
Стол рейсмусового станка СР 6-9. Рис. 7
Стол рейсмусового станка СР-6-9. Смотреть в увеличенном масштабе
Стол 1 — чугунный, прямоугольной формы с направляющими 2 и 3. В столе расположены два гладких вальца 4 и 5. Валец 5 — приводной. Вальцы смонтированы на качающихся кронштейнах 6. Выставка вальцов по высоте относительно рабочей поверхности стола производится эксцентриковым механизмом 7, поворотом рукоятки 8.
Фиксация стола в заданном положении производится эксцентриковым зажимом поворотом рукоятки 9.
Механизм перемещения стола
Механизм механического перемещения стола состоит из привода 3 (см. рис. 3), цепной передачи 44 (рис. 5), распределительного вала IX (см. рис. 2), конических передач 23—24, 26—27 передач винт. — гайка X—25, XI—28.
Ручное перемещение стола осуществляется маховичком 15 (см. рис. 3), через кулачковую муфту 60 (см. рис. 6), цепную передачу 59. Для включения муфты необходимо нажать на маховичок в осевом направлении.
Вал ножевой рейсмусового станка СР-6-9
Вал ножевой рейсмусового станка СР-6-9. Рис. 8
Вал ножевой рейсмусового станка СР-6-9. Смотреть в увеличенном масштабе
Корпус ножевого вала 1 цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которые устанавливаются прямые ножи – 7. Крепление ножей производится клиньями 6 и винтами 5. Выставка ножей осуществляется винтами 8 через гайки 9. Корпус ножевого вала монтируется на шарикоподшипниках 2, размещенных в цилиндрических опорах 3 и 4. На станке ножевой вал устанавливается в расточках блока 4 (см. рис. 3). Вращение ножевого вала осуществляется от электродвигателя 47 (см. рис. 5) клиноременной передачей 46. Электродвигатель установлен на качающейся плите 49.
Прижимы и схема установки по высоте подающих вальцов, прижимов и когтевой защиты рейсмусового станка СР-6-9
Прижимы рейсмусового станка СР 6-9. Рис. 9
Передний прижим 1 служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения заколов.
Передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций. Давление каждой секции осуществляется пружиной 3. Все секции размещаются на оси 4.
Задний прижим представляет собой сплошную балку. Передний и задний, прижимы монтируются на щеках 5 и 6 и имеют возможность поворачиваться на фланцах ножевого вала относительно его оси.
Механизм подачи рейсмусового станка СР-6-9
Валец подающий передний рейсмусового станка СР 6-9. Рис. 10
Валец подающий передний рейсмусового станка СР 6-9. Смотреть в увеличенном масштабе
Механизм подачи станка — вальцовый. Верхние подающие вальцы размещены в блоке станка и состоят из переднего секционного 21 и заднего гладкого 22 вальцов (см. рис. 4).
Нижние вальцы — гладкие и установлены в столе (см. рис. 7).
Секции 1 (рис. 10) переднего подающего вальца монтируются на валу 2. Вал 2 вращается на шарикоподшипниках 3, установленных в кронштейнах 4 и 5. Кронштейн 4 качается на промежуточной втулке 6, установленной в блоке станка, кронштейн 5 — на втулке 7, смонтированной в щеке 8. На валу 2 имеются продольные прорези — канавки, в которых размещаются упорные планки секционных колец 1.
Когтевая защита 10 установлена на оси 11. Подъем когтевой защиты производится поворотом оси 11. Пружина 12 возвращает когтевую защиту 10 в рабочее положение.
Валец подающий задниий рейсмусового станка СР 6-9. Рис. 11
Валец подающий задниий рейсмусового станка СР 6-9. Смотреть в увеличенном масштабе
Задний подающий валец I (см. рис. 11) выполнен гладким и вращается на шарикоподшипниках 2, установленных в кронштейнах 3 и 4. Кронштейн 4 жестко связан с осью 5, которая одним концом опирается” во втулке 6, установленной в щеке 7, другим — во втулке 8, установленной в блоке станка.
Прижим верхних подающих вальцов к заготовке осуществляется тягами 27 и 32 (см. рис. 4), усилие прижима регулируется винтом 30 и гайками 33, сжимающие пружины 29 и 34.
Вращение подающих вальцов и перемещение стола вверх и вниз осуществляется от бесступенчатого привода подачи 3 (см. рис. 3), через цепные передачи 41 и 44 (см. рис. 5).
Привод подачи рейсмусового станка СР-6-9
Привод подачи рейсмусового станка СР-6-10. Рис. 12
Привод подачи рейсмусового станка СР-6. Смотреть в увеличенном масштабе
Бесступенчатый привод подачи состоит из электродвигателя 1, механического вариатора 2, редуктора 3, смонтированных на одной плите 23.
От электродвигателя 1 через муфту 24, конусный диск 4 вращение передается валу 5. Далее через зубчатые передачи 6, 7, 8, 9 и 12 вращение передается валу 10 и от звездочки 13 — цепной передаче 41. При включении электромагнитных муфт 14 или 18 вращение от вала 16 и звездочки 17 передается цепной передаче 44 — происходит перемещение стола вверх или вниз. Изменение частоты вращения привода (т. е. получение, необходимой скорости подачи) достигается перемещением конусного диска 4 относительно контактного кольца 20. Перемещение осуществляется маховичком 16 (см. рис. 3).
Завеса звукопоглощающая рейсмусового станка СР-6-9
Для снижения уровня звука спереди и сзади станка устанавливается звукопоглощающая завеса, передняя и задняя подвижные стенки.
Завесы крепятся к блоку винтами 1. В передней завесе установлены подвижные секторы. Внутренние стенки завесы облицованы звукопоглощающим материалом. В задней завесе установлена штора из звукопоглощающего материала.
Передние и задние подвижные стенки крепятся к столу винтами 2.
Принадлежности к станку
В комплект поставки станка входят:
Фиксатор
Приспособление предназначено для стопорения ножевого вала при смене ножей (см.рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
После смены ножей фиксатор необходимо снять со станка.
Приспособление заточное
Для заточки ножей, установленных на ножевом вале станка, служит заточное приспособление. Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Приспособление фуговальное
Приспособление фуговальное предназначено для доводки лезвий заточных ножей мелкозернистым абразивом с целью повышения качества режущей поверхности.
При вращении головки нониусного устройства 6 по часовой стрелке или против часовой стрелки происходит перемещение пиноли 2 со шлифовальным бруском 5 относительно корпуса 1. Величина перемещения фиксируется делением нониусного устройства. Цена деления 0,1 мм.
Приспособление контрольное рейсмусового станка СР-6-9
Приспособление контрольное рейсмусового станка СР-6-9
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Электрооборудование станка рейсмусового одностороннего СР-6-9
Расположение электрооборудования на рейсмусовом станке СР 6-9 Рис. 16
Электрооборудование станка. Общие сведения
Электрооборудование одностороннего рейсмусового станка СР6-9 (рис. 16) содержит:
- Ml – электродвигатель привода ножевого вала;
- М2 – электродвигатель привода подачи и перемещения стола;
- Эм1 – тормозной электромагнит привода ножевого вала;
- Эм2, Эм3 – электромагнитные муфты перемещения стола;
- Эм4 – тормозная электромагнитная муфта перемещения стола;
- Аппаратура управления, сигнализация – расположенная в пульте управления и нише электрошкафа
На станке применяются следующие величины напряжений:
- силовая цепь 50 Гц, 380 В;
- цепь управления 50 Гц, 110 В;
- цепь сигнализации 50 Гц, 24 В.
- цепь питания электромагнитных муфт = 24 В.
Схема электрическая принципиальная рейсмусового станка СР 6-9 Рис. 17
Схема электрическая принципиальная СР-6-9. Смотреть в увеличенном масштабе
Описание работы электросхемы
Перечень элементов к электросхеме (см. табл. 6). Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателя В2 и предохранителей Пр1…Пр3, после чего закрыть дверь электрошкафа.
Напряжение на силовые цепи и цепи управления подается включением вводного выключателя В1. При этом на пульте управления должна загореться сигнальная лампа Л1 молочного цвета. Включение привода ножевого вала осуществляется кнопкой Кн5. При этом включается магнитный пускатель Р1, замыкая свои контакты в цепи питания электродвигателя ножевого вала. Отключается привод ножевого вала кнопкой Кн4 или Кн1.
Привод ножевого вала невозможно включить при открытой эксгаустерной воронке или открытой боковой крышке (правой и левой). Блокировка осуществляется микровыключателями В4, В5, В6.
Привод подачи включается кнопкой Кн6 при включенном приводе ножевого вала. При этом включается магнитный пускатель Р2, замыкая свои контакты в цепи питания электродвигателя М2. Привод подачи нельзя включить, если не включен привод ножевого вала, благодаря наличию замыкающих контактов пускателя Р1 в цепи питания катушки пускателя Р2.
Перемещение стола производится включением кнопки Кн2 или Кн3 в толчковом режиме при отключенном приводе ножевого вала. При включенном приводе ножевого вала привод перемещения стола не включится, так как в его цепи имеется размыкающий контакт магнитного пускателя Р1.
Кнопкой Кн2 включается реле Р3, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм2 и включает перемещение стола вверх.
Кнопкой Кн3 включается реле Р4, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм3 и включает привод перемещения стола вниз.
Для фиксации стола в заданном положении “применяется тормозная муфта Эм4.
Переключатель В3 служит для включения лампы местного освещения Л2.
Кнопка Кн4, расположенная на пульте управления, и кнопка Кн1, расположенная на станине станка, служат для аварийного отключения станка.
Защита электрооборудования от токов короткого замыкания и перегрузок осуществляется вводным выключателем В1, выключателем В2 и предохранителями Пр1…ПрЗ.
Нулевая защита осуществляется магнитными пускателями.
Подготовка электрооборудования станка к первоначальному пуску и первоначальный пуск.
При первоначальном пуске станка необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудования внешним осмотром. После осмотра в электрошкафе на блоках зажимов отключить провода питания двигателей Ml и М2. Включить вводный выключатель B1. При помощи кнопок, находящихся на пульте управления, проверить четкость срабатывания пускателей. После чего восстановить схему в исходное положение и проверить правильность направления вращения электродвигателей.
СР-6-9 Станок деревообрабатывающий рейсмусовый. Видеоролик
Технические характеристики рейсмусового станка СР-6-9
| Наименование параметра | СР-6-9 | СР-6-10 | СР-8-2 |
|---|---|---|---|
| Основные параметры | |||
| Максимальная ширина строгания, мм | 630 | 630 | 800 |
| Диапазон толщины обрабатываемых заготовок, мм | 5..200 | 5..250 | 5..250 |
| Скорость механической подачи заготовки, м/мин | 8-24 | 8; 16 | 8; 16 |
| Минимальная длина обрабатываемой заготовки, мм | 400 | 450 | 450 |
| Наибольшая толщина снимаемого слоя за один проход, мм | 5 | 8 | 8 |
| Частота вращения строгального вала (на холостом ходу), об/мин. | 4570 | 4570 | 4570 |
| Количество строгальных ножей на строгальном валу | 4 | 4 | 4 |
| Диаметр строгального вала, мм | 125 | 128 | 128 |
| Размер ножа: Длина, ширина, толщина, мм | |||
| Длина рейсмусового стола, мм | |||
| Номинальный диаметр присоединительного патрубка эксгаустерной воронки, мм | 180 | ||
| Максимальная разность толщины одновременно подаваемого материала, мм | 4 | 4 | |
| Электрооборудование станка | |||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 3 | 3 |
| Электродвигатель привода ножевого вала, кВт | 7,5 | 5,5 | 11,0 |
| Электродвигатель привода подачи, кВт | 1,1 | 1/ 1,7 | 1/ 1,7 |
| Электродвигатель привода перемещения стола, кВт | – | 0,37 | 0,37 |
| Суммарная мощность всех эл. двигателей станка, кВт | 8,6 | 13,07 | |
| Габарит и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 1130 х 1360 х 1260 | 1120 х 1315 х 1340 | 1120 х 1480 х 1340 |
| Масса станка, кг | 1680 | 1440 | 1600 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Паспорта деревообрабатывающих станков
Купить каталог – Купить справочник – Купить базу данных: Прайс-лист информационных изданий
Ремонт рейсмуса своими руками
Самое подробное описание: ремонт рейсмуса своими руками от профессионального мастера для своих читателей с фотографиями и видео из всех уголков сети на одном ресурсе.
Рейсмусовые станки по дереву являются разновидностью строгально-фуговальных, и предназначены для точного изготовления «в размер» досок с определённым поперечным сечением. В отличие от строгального деревообрабатывающего оборудования такие агрегаты оснащаются устройствами прижима и подачи, а также могут одновременно обрабатывать несколько заготовок. Универсальность современных рейсмусовых станков повышается, если в комплект инструмента входят не только плоские, но и фигурные ножи.
Самодельный рейсмусовый станок
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания. Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
- По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин -1 , ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.
Нет видео.
| Видео (кликните для воспроизведения). |
Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Типовой рейсмусовый станок по дереву может успешно заменить две единицы оборудования: механический приводной фуганок и строгальный станок (поперечный – для коротких изделий, или продольный – для длинных).
Самодельный рейсмусовый станок
Наиболее простая схема рейсмусового станка (с односторонней подачей исходного материала) включает в себя следующие узлы:
- Приводной электродвигатель.
- Передачу. Она может быть стандартной клиноременной, зубчатой, с вариатором, а также со сменными шкивами (последний вариант отличается минимальными значениями передаваемой мощности, а потому применяется лишь в маломощном оборудовании).
- Ножевой вал. Может иметь несколько инструментов с разной конфигурацией. Особо удачными считаются спиральные ножи, которые при своей работе издают минимальный шум.
- узел верхнего направления, который, в свою очередь, состоит из пары вальцев – переднего и заднего. Передний валец имеет рифлёную поверхность: для того, чтобы улучшить сцепление с деревом, и предупредить возможное изменение направления движения обрабатываемой доски. Задний валец всегда выполняется гладким;
- узла прижима, который предотвращает заклинивание стружки и возможное трещинообразование материала. Конструктивно прижим можно сделать в виде когтевых захватов, внедряющихся в древесину, а можно и в виде массивного металлического элемента, снабжённого подпружиненными зубьями;
- узла нижнего направления, облегчающего подачу заготовки в рабочее пространство;
- стола с приспособлениями для регулировки технологических зазоров между вальцами верхнего и нижнего прижимов;
- станины, на которой располагаются все остальные элементы рабочей схемы станка.
Принцип работы рейсмусового станка
Агрегаты с устройством двухсторонней подачи отличаются тем, что снабжаются дополнительным узлом выдвижения ножевого вала. В связи с этим заменить инструмент для его переустановки с одного типоразмера на другой (либо с целью последующей заточки) значительно легче.
Устройство рейсмусового станка
Работает рейсмусовый станок так. Крутящий момент от электродвигателя через передачи сообщается ножевому валу. Подлежащая обработке доска заводится в зазор и прижимается вначале к нижним, а потом – к верхним прижимным вальцам. При этом заготовка захватывается рифлёным валком, и подаётся к инструменту. Перед врезанием полуфабрикат зажимается между верхним и нижним направляющим устройством, что обеспечивает надёжную фиксацию материала при его обработке. Прижимное устройство обеспечивает своевременный отвод стружки из-под вращающегося инструмента. В момент схода заготовки с заднего направляющего вальца, в передний задаётся следующее изделие, после чего процесс повторяется.
На рынке имеется значительное количество разнообразных моделей рассматриваемого оборудования, как от отечественных производителей (Корвет, Энкор, Красный Металлист и пр.) так и импортного производства. В последних вариантах преобладают сомнительные китайские бренды, которые не отличаются надёжностью в работе, а, кроме того, часто имеют заниженные, против паспортных, параметры. В таких случаях, а также, если предлагаемые станки не вписываются в имеющиеся размеры площади, есть смысл изготовить рейсмус своими руками.
Сразу стоит отметить, что ряд узлов и деталей лучше приобретать, нежели попытаться сделать своими руками. Это, в первую очередь, касается самого ножевого вала вместе с подшипниками крепления: самодельные варианты не будут отличаться необходимой точностью сопряжения, в результате чего деталь будет сильно перегреваться при нагрузке.
При выборе схемы станка руководствуются имеющимися чертежами (можно найти в Интернете), но перед этим стоит уточнить ряд элементов устройства. Например, если в одном агрегате есть необходимость совместить фуганок и рейсмус, то целесообразно сделать оборудование с двухсторонним приводом. Тогда с одной стороны устройства можно производить предварительное прострагивание заготовки, а с другой стороны – вести окончательную обработку дерева «в размер».
Нет видео.| Видео (кликните для воспроизведения). |
Также надо определиться с наибольшей длиной ножевого вала: самодельный станок с валом более 500 мм может потерять жёсткость при работе на твёрдых сортах дерева: груши, граба, дуба. В результате по поверхности доски могут пойти волнообразные гребни высотой до 1 мм, что потребует дальнейшей обработки полуфабриката. Посадочные размеры и диаметр необходимо сделать такими, чтобы на самодельном оборудовании можно было получать плинтусные, багетные профили, а также другие декоративные элементы из дерева.
При выборе конструкции следует в полной мере предусмотреть и меры безопасности при последующей эксплуатации агрегата. Самодельный рейсмусовый станок Станки своими руками должен иметь надёжное ограждение рабочей зоны стола, а также исключать вероятность обратного хода доски при чрезмерной величине зазора, а также её разрушение во время обработки.
Анализируя имеющиеся чертежи самодельных устройств, стоит иметь в виду, что наличие в столе двух нижних прижимов снизит усилие задачи доски в рабочее пространство, поскольку заготовка будет перемещаться по гладкой поверхности валка, а не по столу.
Изготовление станка начинают со станины. Для этих целей целесообразно использовать трубчатый стальной прокат с поперечным сечением не менее 60×40 мм: труба отличается повышенной жёсткостью и моментом сопротивления, что положительно скажется на точности операций, производимых на самодельном агрегате. Элементы конструкции соединяют сваркой. Её можно заменить сборным вариантом, но он менее предпочтителен — сборка стола и станины с применением уголка и соединительных шпилек диаметром от М30 вынудит часто проверять их затяжку.
Для подающих роликов можно использовать валки от старой стиральной машины: их обрезиненная поверхность вполне справится с поставленными задачами. Вальцы растачивают под диаметр имеющихся подшипников, учитывая требуемое значение диапазона регулировки. В самодельных рейсмусовых станках этот процесс можно сделать и вручную, вращением рукоятки.
Для изготовления стола самодельного агрегата подойдёт широкая шлифованная доска из лиственницы или дуба. Древесина хорошо гасит возникающие вибрации, но для повышения антикоррозионных показателей, и с точки зрения пожарной безопасности её стоит пропитать огнестойкими составами или креозотом. Соединение стола со станиной может быть болтовым.
3d модель самодельного рейсмуса
При выборе двигателя следует соотнести максимально необходимый крутящий момент с потребностями обработки. Как правило, достаточно электродвигателя мощностью 5…6 кВт, с числом оборотов до 3500…4000 в минуту.
Для обеспечения безопасности самодельный станок должен быть ограждён съёмным кожухом. Его можно сделать из тонколистовой стали (толщиной 0,6…0,8 мм).
Необходимые комплектующие – подшипники, ножи, шкивы, крепёжные изделия — подбираются в соответствии со спецификацией к чертежам самодельного рейсмус- станка.
При сборке самодельного станка необходимо:
- обеспечить максимальную ровность поверхности стола;
- отбалансировать все вращающиеся части в статическом и динамическом режимах;
- предусмотреть удобную регулировку положения стола;
- проверить надёжность устройства ограждения подвижных элементов.
Самодельный рейсмусовый станок проверяется на холостом ходу. Если все узлы работают верно, проверяют агрегат на рабочем режиме, после чего окрашивают все неподвижные части атмосферостойкой краской.
Прежде чем приступить к рассмотрению изготовления рейсмуса своими руками, давайте выясним, что это такое и для чего он нужен.
Фуговальный станок снимает неровности древесины и делает поверхность ровной, а рейсмусовый станок предназначен для чистовой обработки и применяется для получения точных размеров бруса или доски.
В связи с этим необходимо уяснить для себя, что через рейсмусовый станок вы будете прогонять заведомо подготовленный брус для получения соответствующих размеров, а не деревяшку без какой-либо предварительной обработки.
- Самое главное — это электрорубанок, к выбору которого необходимо подойти со всей серьезностью, зависящей от поставленных задач.
- Некоторое количество обычной фанеры, толщина которой зависит от выбранной вами конструкции.
- Горсткой саморезов для крепления к основанию собранного из доски 60х200х1000
- И двух реек в качестве направляющих.
Наипростейшая конструкция, которую можно собрать за 30-40 минут уже сейчас.
Пример того как можно сделать рейсмус из рубанка и подручных средств приведен на фото.
Быстро, просто и доступно. Если вы не гонитесь за большой точностью, то этот вариант, который вполне вам подойдет.
На этом видео подробно рассказано как это сделать
Поскольку количество деталей для изготовления рейсмуса не так много и они не отличаются какой-то замысловатой формой, то нет смысла делать чертежи. Пока вы будете их чертить, сосед, посмотрев это видео, уже соберет рейсмус.
Правда в этом случае на изготовление придется потратить гораздо больше времени и потребует от вас наличие электролобзика, фанеры толщиной 10 мм, шпильки М10х1,5 для изготовления регулировочного винта, саморезов и терпения.
И еще один вариант. Какой из них выбрать дело вкуса и зависит от наличия подходящих материалов, времени и желания.
Если вам, все же не подошли ни одни из предложенных мной вариантов, вам нужны большие объемы обработки древесины, или вы просто не хотите делать своими руками, задумайтесь о приобретении стационарного рейсмусового станка.
Прислали ссылку на видео с самодельным рейсмусом не удержался, выложил на сайт. Достаточно простая конструкция и весьма практичная. Есть нюанс в точном изготовлении рам, но если постараться, то можно сделать все точно и красиво. Так же этот рейсмус можно легко превратить во фрезерный станок, что немаловажно в наше кризисное время. Смотрите, пробуйте, делайте!
Заменил подающий вал и доработал посадку,самомого подающего вала.Вроде работает, т.е. заработал.
Экспресс-ремонт рейсмуса Макита 2012.
Подшипники: двухрядный 1211, закрытый 180211.
Качественный ремонт валов Корвет 21.
Ремонт рейсмуса своими руками меняя протяжной вал и причина его поломки.
Не руководство к действию. Ремонт был авральным, так как необходимо было срочно доделать уже начатую работу.
Замена игольчатого опорного подшипника фуговального вала на шарикоподшипник.
Способ борьбы со ступенькой от рейсмуса , не самый безопасный ,но рабочий столярные и слесарные работы в.
Инструмент купил новый на халяву,через 5минут-большое искрение.Тест-обмотки в порядке,2 ламели выгорели.
Замена протягивающих валов в рейсмусе на цельнометаллические. Усилие протяжки значительно улучшилось.
(812) 448-13-14 Санкт-Петербург (495) 646-13-16 Москва (473) 300-33-29 Воронеж (343) 237-23-28 Екатеринбург (843) 212-23-29 Казань.
Корвет рейсмус ремонт привода.Заменил подшипники и проточил коллектор без токарного станка.
СТОИТ ЛИ БОРОТЬСЯ С НЕИЗБЕЖНЫМ ?
Нужно было прострогать щиты, но сломалась ручка для подъема стола на рейсмусе JET. Пришлось делать новую.
В этом видео я показываю как я устранил поломку makita 2012NB. Была проблема с подачей, сломалась пружина натяжен.
Можно ли уменьшить ступеньку на рейсмусе. Еще один способ лечения рейсмуса.
Канал Сергея Терещенко https://www.youtube.com/channel/UCQa8RdCTILQBxCWGN7TuIhg.
Это видео создано с помощью видеоредактора YouTube (http://www.youtube.com/editor)
Мой сайт- https://vk.com/club37090442 Станок можно купить здесь- http://fas.st/R0d0E или здесь http://fas.st/QAsSNM. Начало истории здесь.
Вообщем накрылся Clarke CPT250 Portable Thicknesser. Ремень запасной был в комплекте, но надо найти новый. Размеры длина.
Купил я станочек, решил позаморачиваться с ремонтом )
Купил рейсмус по случаю. Поглядев на его китайскую сущность, решил поменять стандартные втулки прижимных.
Как смазывать хотя бы раз в полгода рейсмус Джет-12.
опять косяки на новом рейсмусе,делаю новые столы.
Станок рейсмусовый СР6-9 Красный Металлист после ремонта в ООО “НЕВАСТАНКОМАШ” представительство станкостр.
Небольшой обзор станка КОРВЕТ 21.
Когда нужен инструмент и нет возможности его починить в кратчайшие сроки, то можно попробовать переделать.
Проверка рейсмуса на дееспособность, был произведён ремонт редуктора, замена подшипников и замена сломанн.
Выбор инструмента – дело сложное, но есть простой способ. Интернет-магазин Всеинструменты.ру http://bit.ly/2JAadD0.
Заточка и замена ножей, обслуживание рейсмуса JET -12 все это для начинающих во втором фильме.
Супер доработка рейсмуса джет12. в этом видео я хочу показать как не дорого но очень эффективно можно дорабо.
Выполнив универсальный в использовании рейсмус своими руками, можно будет существенно упростить обработку пиломатериалов, сэкономив на покупке профессионального инструмента. Рейсмусы используются для строгания пиломатериалов и придания поверхностям идеальной ровной формы. Самодельные станки отличаются универсальностью в использовании, позволяя гарантировать качественную обработку пиломатериалов и придание им необходимой формы.Рейсмусы — это станки для обработки древесины, которые позволяют осуществлять строгание выравнивание поверхности пиломатериалов с выполнением досок заданной толщины. Такая обработка древесины выполняется при использовании пиломатериалов в строительстве и изготовлении из них различных конструкций. Строгальное оборудование востребовано на рынке и пользуется популярностью у обычных домовладельцев, которые самостоятельно занимаются строительством на даче и в собственном доме.
Самостоятельно изготовленные рейсмусы отличаются простотой конструкции, что позволяет выполнить их, используя в качестве основы электрорубанок, болгарки и другой аналогичный электроинструмент. Необходимо лишь позаботиться о наличии соответствующей схемы, придерживаться которой следует при выполнении самодельного оборудования.
Фуговальный станок своими руками отличается универсальностью использования. Функциональных возможностей такого оборудования будет достаточно для качественной обработки древесины. На самодельных станках можно не только строгать пиломатериалы, но и выполнять финишную обработку досок, придавая им необходимую толщину и идеально ровную поверхность.
К преимуществам изготовленных своими руками рейсмусов можно отнести следующее:
- Простота устройства рейсмусового станка по дереву.
- Функциональность и универсальность использования.
- Доступная стоимость используемых компонентов.
- Возможность последующей модернизаций.
- Надежность и ремонтопригодность техники.
Для изготовления самодельного рейсмуса своими руками можно использовать электрорубанок, на основе которого выполняется станок, позволяющий осуществлять качественную обработку древесины, в том числе строгание, обработку кромок и снятие фаски. Необходимо лишь подобрать качественный проект изготовления самодельного рейсмуса, что и станет залогом выполнения надежного и универсального в использовании оборудования.
В интернете можно найти различные схемы исполнения самодельных фуганков, которые отличаются функциональностью и простотой в изготовлении. В последующем следует придерживаться имеющейся на руках схемы, подбирая соответствующие компоненты и правильно собирая станок, функционал которого будет полностью отвечать требованиям домовладельцев.
Существует множество вариантов изготовления самодельных строгальных станков, которые будут отличаться своей основой. Проще всего такой инструмент выполнить на основе электрорубанка или электролобзика.
Для выполнения рейсмуса потребуется следующее:
- Электрорубанок.
- Отвертки и ключи.
- Линейка и уголок.
- Шуруповёрт.
- Приводные звездочки.
- Велосипедная цепь.
- Брусья и планки из дерева.
- Лист фанеры толщиной 15 миллиметров.
- Длинные резьбовые винты.
Фанера и брус потребуются для изготовления основы станка и ручного стола, на который в последующем будет крепиться электрорубанок и другие элементы, отвечающие за функционал и безопасность использования оборудования.
Необходимо использовать качественную древесину, которую дополнительно рекомендуется обработать пропитками от гниения.
Изготовление рейсмуса не представляет сложности, поэтому с выполнением такого оборудования справится практически каждый.
Необходимо будет выполнить следующую работу:
Это самая простая конструкция рейсмуса, выполнить которую можно в домашних условиях. В сети можно найти различные чертежи рейсмуса из электрорубанка своими руками, которые будут отличаться своим функционалом и способом изготовления.
В последующем можно модернизировать выполненную базовую конструкцию станка, добавив дополнительные инструменты, что расширяет функциональные возможности оборудования.
Выполняя любой деревообрабатывающий самодельный станок, необходимо позаботиться о безопасности работы на оборудовании. Фреза по возможности должна быть закрыта защитными приспособлениями, а работа на станке, где рабочий режущий элемент не имеет какой-либо защиты, запрещается. Большинство самодельных схем изготовления рейсмуса имеют качественную защиту электрорубанка, что позволяет исключить травмы при работе с таким оборудованием.
- Работая с самодельным инструментом, необходимо использовать защитные очки и рабочие перчатки. В особенности последние потребуются при работе с грубыми плотными заготовками, когда отмечается биение самодельного рейсмуса из электрорубанка при обработке материала.
- Используемые шпильки не должны иметь трещин, дефектов и повреждений. При обнаружении трещин и повреждений следует заменить дефектные части станка.
При соблюдении простейших мер безопасности работа на рейсмусе не будет представлять какой-либо сложности, а сам станок прослужит в течение многих лет. на самодельных станках можно будет выполнять качественную обработку древесины, сэкономив на приобретении промышленных фрезеров.
Знание правил работы на рейсмусе позволит повысить качество обработки пиломатериалов, избавив домовладельца от каких-либо сложностей с эксплуатацией сделанного им инструмента.
Правила работы следующие:
- Шпильку станка устанавливают в правильное положение.
- В зависимости от размеров обрабатываемых деталей задают ход рейсмуса, для чего фиксируют направляющий брусок.
- Станок слегка наклоняют, что открывает режущую часть шпильки, закладывают внутрь обрабатываемый пиломатериал, после чего инструмент натягивают на себя, это позволяет режущей головке снять тонкий слой древесины.
- Раз за разом выполняют поступательные движения головкой рейсмуса, снимая слой древесины с обрабатываемых пиломатериалов, добиваясь их идеально ровной поверхности.
Правильно собранный рейсмусный фрезер на основе электрорубанка по функциональным возможностям, эффективности и производительности не будет уступать дорогому заводскому оборудованию. Потребуется лишь отыскать в интернете качественную схему изготовления рейсмуса и в последующем следовать чертежам, собирая электрический станок. Проще всего такой инструмент выполнить на основе электрического рубанка, который монтируется на фанерной основе. Простейшей рейсмус, изготовленный самостоятельно, будет отличаться функциональностью в использовании, гарантируя качественную обработку древесины.
Рейсмус является одним из самых необходимых инструментов для обработки дерева. При помощи его строгается ровная плоскость с заданной толщиной, то есть выравнивается поверхность материала для распилки. Приобрести этот строгальный станок можно как в готовом виде, так и изготовить самостоятельно. Покупка готового оборудования обойдётся достаточно дорого, поэтому прибегать к этому варианту стоит только в том случае, если планируется использовать его для обработки деревянных деталей на заказ. Для обычной бытовой работы подойдёт и вручную изготовленный инструмент.Изготавливается фуговальный станок по дереву своими руками из электрорубанка, он является основной составляющей инструмента. Непосредственно им и строгается пиломатериал. Не стоит переживать за работоспособность вручную изготовленного механизма — как показывает практика, качество изделий не сильно снижается при использовании такого станка, в сравнении с покупным оборудованием.
Для начала необходимо определиться с размером деталей, которые планируют создавать на будущем инструменте. В соответствии с выбранными размерами уже выбираются и размеры самого станка. Определяются ширина и высота корпуса оборудования, длина шпильки, длина направляющих рейсмуса.
Что понадобится для изготовления самодельного рейсмуса своими руками:
- Незанятый ручной электрорубанок.
- Чертежи рейсмуса из электрорубанка своими руками.
- Фанера и бруски для сборки корпуса оборудования, как материал для сборки корпуса.
- Небольшое количество свободного времени.
Лучше всего будет составить собственный чертёж, ориентируясь на конкретные особенности как имеющегося электрорубанка, так и деталей, которые будут изготавливаться при помощи настольного фуганочного станка. Можно, конечно, следовать уже готовому чертежу, но это уже более сложная задача.
Потом нужно правильно определить расположение шпильки, с помощью которой рейсмус будет подниматься и опускаться. От того, насколько удачно она будет расположена, напрямую зависит эффективность будущего станка в работе над деталями.
Например, можно расположить её в самой середине корпусной части инструмента, что делается довольно часто неопытными мастерами. Но это далеко не самый лучший вариант, так как не обеспечивает удобство в работе, а также не дает надёжную и лёгкую фиксацию. В идеале, для того, чтобы никаких особых трудностей при работе с инструментом не возникало, нужно расположить шпильку между передней и задней ручкой инструмента.Чтобы обеспечить шпильке необходимую мобильность, на верхней крышке рейсмуса, переделываемого из рубанка, устанавливается подшипник качения. На среднюю пластину устанавливается гайка — с её помощью высота расположения рейсмуса становится легко регулируемой, с небольшим шагом и повышенной точностью.
Направляющие станка способствуют эффективности и точности при обработке заготовок. Делаются они из самых обыкновенных деревянных брусков, на которые не уйдёт слишком много средств. По длине они должны быть чуть-чуть больше, чем деталь, для которой предназначаются, то есть нужно выполнять их не прямо по длине заготовок, а оставлять небольшой запас.Помимо всего прочего, нижняя плоскость разметочного станка должна быть устроена так, чтобы по ходу работы она могла находиться параллельно к его ножам. Так можно будет достичь максимальной точности при обработке той или иной детали.
Если же она будет находиться под электрорубанком, добиться этой точности окажется не так-то просто, и эффективность инструмента будет не такой, как ожидалось. Но если все сделано правильно, станки, устроенные по такому принципу, порадуют мастера.
Любому мастеру нужна инструкция по изготовлению таких устройств, как самодельные рейсмусовые станки по дереву. Сделать этот механизм не очень сложно. Первым делом нужно взять лист фанеры длиной 500 м и шириной 400 мм, толщиной не менее 15 мм. Он послужит основой будущего устройства. Затем из другого куска фанеры той же толщины изготавливаются подставки для электрорубанка, и они крепятся к основе. Закрепляются они шурупами к тыльной стороне листа фанеры. Туда же устанавливается и электрорубанок.
Потом под рейсмусный электрорубанок устанавливается платформа, в центре которой необходимо проделать отверстие. Отверстие это вырезается лобзиком прямо по форме электроприбора, а сам прибор закрепляется на нем шурупами.
Далее, собирается приводной механизм и ставится на основную платформу. С его помощью она опускается и поднимается. В каждом из четырех углов основы, на которой уже установлен электрорубанок, монтируются винты с крупной резьбой. С их помощью можно регулировать толщину материала, подвергающегося обработке.
Чтобы уберечь себя от травм в процессе работы с электроинструментом, не помешает ознакомиться с кое-какими правилами безопасной эксплуатации. Помимо прочего, соблюдение мер предосторожности поможет продлить срок использования самодельного станка.
- Прежде чем в очередной раз включить инструмент, необходимо убедиться в том, что его проводка не оголена, а все элементы зафиксированы должным образом.
- При обрезке заготовок обязательно использование защитных очков.
- При обработке грубых деталей руки необходимо держать в перчатках.
- Нельзя допускать каких-либо дефектов и повреждений на поверхности шпилек и ножей. Иначе они должны быть немедленно заменены на новые.
- Не допускать попадания металлических компонентов на поверхности обрабатываемых деталей. Это гвозди, винты и саморезы. Есть риск получить травму при работе с инструментом, а также можно окончательно вывести его из рабочего состояния.
В деревообрабатывающем производстве трудно обойтись без современного столярного оборудования, с помощью которого осуществляют обработку бруса, досок, придавая их сторонам идеально ровную поверхность. Для этих целей предназначен строгальный станок, способный справится с большими по площади изделиями.
Изготовленный своими руками рейсмус отличается малым весом, поэтому его легко установить или, убрав за ненадобностью, перевезти в другое место. Он имеет несложную регулировку, прост в эксплуатации и обеспечивает высокое качество обработки поверхностей.
На этапе проектирования рейсмусового станка определяют конфигурацию будущего оборудования. В заводских моделях подачу осуществляют верхние ролики, требующие правильной настройки скорости вращения, что проделать в домашних условиях сложно. Самодельные конструкции, напротив, должны быть предельно простыми. Чтобы облегчить процесс их изготовления, отказываются от автоматической подачи заготовки для ее обработки и берут за основу фуганок – еще один вид деревообрабатывающего инструмента.
Кроме этого, следует предусмотреть следующие характеристики будущего строгального станка:
- Возможность изменения положения опорного стола, что необходимо для регулировки его высоты относительно режущего вала.
- Выбор обрабатывающего инструмента. Лучшее решение использовать запчасти от старой фабричной модели, которые обладают требуемыми техническими параметрами.
- Наличие устойчивой рамы. Во время работы оборудования неизбежно появляется вибрация, поэтому для увеличения качества обработки нужно снизить ее воздействие на обрабатываемые заготовки.
Для реализации поставленных задач составляют правильную схему, взяв за основу чертежи заводских моделей, готовые технические решения. Обязательно учитывают опыт изготовления самодельных рейсмусовых станков, а также размеры, толщину, породу древесины обрабатываемых заготовок.
При наличии необходимого инструмента и материалов сборка рейсмусового оборудования по дереву не займет много времени. Потребуются:
- токарный станок для изготовления валиков, шкивов;
- сверлильный станок или дрель, для проделывания отверстий в крепежных элементах;
- сварочный аппарат для сборки подающего стола, станины;
- болгарка для отрезки, подгонки деталей конструкции под требуемый размер.
Существует много вариантов, как сделать рейсмус своими руками, но оптимальные габариты для самодельного устройства не должны превышать 1х1 метра. Эти параметры позволяют обрабатывать заготовки любых размеров, при этом изделие получается мобильным и его будет удобно переставить, перевезти на другое место. Оборудование располагают таким образом, чтобы обеспечить доступ со всех сторон.
Если планируется стационарное использование, то чтобы исключить в будущем проявление излишней вибрации каркас бетонируют, закрепляют при помощи анкерных болтов.
Первым делом по предварительно составленным чертежам осуществляют сборку станины. Для придания конструкции необходимой жесткости берут железный уголок 50х50 мм, при его отсутствии профильную квадратную трубу 40х40 мм.
Размеченные элементы станины нарезают при помощи болгарки с абразивным кругом. Уложив на ровном месте, их собирают согласно схеме и производят сварку каркаса. Намечают отверстия крепления съемных частей и, используя дрель, просверливают их.
Завершив сварочные работы, приступают к установке валов: ножевого, прижимных, подающего. Для получения изделий высокого качества лучше приобрести ножевой вал целиком в сборе или готовые ножи для рейсмуса. Если есть возможность, прижимные валы делают из ручных выжимателей белья от старых стиральных машинок, прорезиненная поверхность которых мягко, но крепко удержит заготовки на рабочем столе.
Шкивы для мотора, валов предпочтительнее устанавливать шестеренчатые, что позволит использовать цепную передачу, отличающуюся большой степенью надежности. В качестве двигателя выбирают асинхронный электромотор мощностью 4–5 кВт. Принципиальная схема расположения деталей показана на рисунке:
1 – рабочий стол подачи, выдачи заготовки; 2 – древесная заготовка; 3 – предохранительное приспособление; 4 – подающий верхний валик с рифленой поверхностью; 5 – передний прижим; 6 – ножевой вал; 7 – задний прижим; 8 – подающий верхний валик с гладкой поверхностью; 9 – нижний гладкий вал
Основание стола состоит из задней и передней частей, которые закреплены на подготовленных регулировочных устройствах. С помощью них изменяют высоту стола и положение обрабатываемой заготовки. Перед началом работ обязательно проверяют расположение ножей, надежность крепления и правильность заточки.
Настройку осуществляют следующим образом. Опорные ролики (8) опускают ниже уровня стола (10), а саму столешницу настолько, чтобы уложенный на нее предварительно обработанный деревянный брусок свободно проходил под ножевым валом. Медленно приподнимают стол, одновременно прокручивая вал, до касания им поверхности бруска. В момент прикосновения верхней гранью ножевого вала фиксируют положения стола.
Опустив рабочую поверхность на 0,3 мм, брусок перемещают под задний прижим (3), который регулируют винтами (2), стараясь получить касание шаблона. Дополнительно опускают на 0,7 мм (итого на 1 мм от начального уровня) и мерный штамп помещают под передний прижим (5), высота которого до момента касания бруска выставляется регулировочными винтами (6).
Опустив рабочую поверхность еще на 0,5 (1,5 мм от начального уровня), настраивают задний прижимной вал (1). Продолжая опускать на 0,5 мм, при помощи мерного шаблона изменяют высоту рифленого подающего вальца (7). Понизив еще на миллиметр, мерный шаблон устанавливают под когтевую защиту и регулируют высоту до момента касания. В завершении опорные ролики выставляют над поверхностью стола.
Обработка заготовки, которая не прижимается одновременно обоими валами, – запрещена!
В зависимости от модели деревообрабатывающего оборудования настроечные размеры могут отличаться. Приступая к обработке хвойных пород, разницу в высоте прижимных валов устанавливают в пределах 0,3 мм, для лиственных – 0,1 мм. Во время строгания заготовок важно соблюдать технику безопасности, поэтому нельзя:
- располагать руки вблизи движущихся и вращающихся механизмов;
- производить чистку во время работы;
- ремонтировать детали, находящиеся под напряжением.
Чтобы предупредить возможность повреждения током оборудование обязательно заземляют. Перед включением обязательно проверяют исправность всех механизмов.
Именно такой вариант изготовления рейсмусового станка в домашних условиях во многих случаях предпочитают умельцы при наличии электрорубанка. Затраты на доработку с сохранением принципа работы будут минимальными, но результат не хуже, чем при использовании дорогостоящего оборудования. Вместо стола устанавливают ровную мощную доску, по ее сторонам ограничители ширины, на которые производят крепление основного узла. Электрический рубанок крепят на основании с изменяющейся высотой.
Заднюю опорную металлическую пластину на рубанке меняют на изготовленную самостоятельно из ОСП, фанеры больших размеров. Толщину выбирают таким образом, чтобы получить одинаковый уровень относительно передней пластины, регулирующей зазор для снятия стружки в 1-3 мм. Ширина рабочего стола и опорной пластины должны быть равными друг другу.
Сбоку пластины прикручивают рейки крепления ножек нужной высоты. Поскольку стандарт ширины ножей 8,2 см, то толщина рубанка обрабатываемых заготовок, например бруса, не должна превышать 10 см, а межосевое расстояние крепления ножек 11–12 см. Следовательно, их длина составит 14–16 см, ширина выше 3,5 см, а толщина – 1 см. Их крепят на одном расстоянии от края пластины.
Предварительно собранное прижимное устройство с электрорубанком устанавливают на рабочем основании, располагая точки крепления строго по уровню. Это нужно для параллельного перемещения относительно рабочей поверхности и гарантирует необходимую точность обработки самодельным станком. Если требуется обеспечить прижим рабочего инструмента, то используют пружинные стяжки, резиновый жгут.
Это самый доступный вариант изготовления рейсмусового станка. Конечно, такой инструмент трудно считать полноценным, но принцип работы и конечный результат делают его пригодным для выполнения несложных операций в домашних условиях.
Автор статьи: Антон Кислицын
Я Антон, имею большой стаж домашнего мастера и фрезеровщика. По специальности электрик. Являюсь профессионалом с многолетним стажем в области ремонта. Немного увлекаюсь сваркой. Данный блог был создан с целью структурирования информации по различным вопросам возникающим в процессе ремонта. Перед применением описанного, обязательно проконсультируйтесь с мастером. Сайт не несет ответственности за прямой или косвенный ущерб.
✔ Обо мне ✉ Обратная связь Оцените статью: Оценка 3.5 проголосовавших: 13Рейсмусовый станок для строгания заготовок, его устройство, выбор и сборка своими руками
Существующие виды фуганков
Всего существует два главных вида фуговальных станков:
- Ручной фуговальный станок – данное оборудование чаще всего применяется в домашних мастерских, его отличают низкая цена и простота конструкции;
- Автоматический (электрический) фуганок – он характеризуется большей массой и повышенным электропотреблением. Главные его достоинства – увеличенная производительность и высокая точность реза, однако, стоит он немало.
Также, фуговальные устройства могут быть классифицированы по сфере применения:
- Строгально-фуговальные – на них выполняется исключительно функция строгания;
- Фуговально-рейсмусовые – на них возможно и строгание и калибровка;
- Фуговально-циркулярные – используются для поперечного/продольного распила брусков и фрезеровки заготовок;
- Многофункциональные (универсальные) – на них выполняются и фугование, и распил, и калибровка досок, а также сверлильно-пазовые работы.
В домашних мастерских используются обычно переносные мини-фуговальные устройства. Они легко поддаются транспортировке благодаря своему небольшому весу, но обладают пониженными функциональными и эксплуатационными свойствами.
Профессиональными считаются стационарные станки, которые подразделяются на:
- Односторонние – они оснащаются единственным рабочим валом и за один проход обрабатывают лишь нижнюю часть детали. В них отсутствует система автоподачи брусков. Производительность работы (т. е. скорость строгания) не превышает 10 метров в минуту;
- Двухсторонние – они имеют несколько строгальных валов, отчего могут обрабатывать все плоскости изделия одновременно, что конкретно повышает производительность. Они обладают системой автоподачи заготовок, что означает повышенную безопасность труда для оператора.
Особенности выбора фуганков
Для того, что правильно выбрать для себя фуговальной устройство, следует руководствоваться следующими критериями:
- Материал изготовления рабочего стола – обычно это силумин, алюминиевые сплавы или чугун. Последний считается самым прочным, а вот столешницы из силумина могут легко деформироваться при эксплуатации, поэтому и стоят дешевле остальных.
- Габариты рабочего пространства (стола) – это показатель нужно выбирать, основываясь на том, заготовки какого размера придется чаще всего обрабатывать. Для бытовых нужд подойдет стол с шириной до 15 см и длиной не боле 140 см. Промышленными размерами считаются ширина до 63 см и длина до 2 метров – такие приобретаются для крупных деревообрабатывающих цехов.
- Число ножей – чем больше их будет закреплено на строгальном вале, тем реже возникнет необходимость их заточки. Если не предполагается интенсивно нагружать устройство, то 2-х ножей вполне хватит. Для ежедневной работы луче выбрать модель с 4-мя ножами.
- Мощность и тип двигателя – стандартно, фуговальные устройства оборудуются асинхронным либо коллекторным электрическим двигателем. Они отличаются по конструктивным особенностям и мощностям. Коллекторные силовые агрегаты подойдут для домашних моделей, но они характеризуются излишней шумливостью. Асинхронные выдают самую высокую производительность, но требуют больших площадей для размещения.
- Обороты ножевого вала и частота их вращения – чем выше данный показатель, тем точнее происходит рез. Средние цифры для данного критерия – 4,7 – 5 тысяч оборотов в минуту.
Также стоит обратить внимание и на марку производителя – профессиональные и качественные инструменты изготавливаются в странах Западной Европы
Как работать на фуговальном станке
Большинство современных приспособлений для деревообработки довольно просты в эксплуатации. И фуговальный станок не является исключением. Главное – понимать принцип действия, соблюдать технологию работы и, конечно, соблюдать технику безопасности.
- Рабочий стол фуговального станка состоит из двух частей. Задняя часть этого стола всегда остается на одном уровне с ножами, другими словами, она неподвижная. Переднюю же часть перед началом работ следует установить немного ниже задней.
- Деталь нужно подавать на ножи с передней части, навстречу вращающимся ножам. Ножи снимают тонкий слой древесины, убирая все неровности на поверхности.
- Если все сделано правильно, то толщина снятого слоя будет равна разнице между уровнями передней и задней частей рабочего стола.
Сфера применения
На всех деревообрабатывающих предприятиях присутствует такая техника. Она помогает решать следующие задачи:
- Выравнивать толщину заготовок.
- Точно вырезать щиты и доски, предназначенные для отделки полов и стен.
- Делать деревянную поверхность идеально гладкой.
- Выполнять плоскостную обработку.
Прежде, чем приступать к работе на рейсмусовом станке, необходимо провести тщательную наладку
На что обратить особое внимание:
- Станок на рабочем столе устанавливается четко и правильно, без перекосов.
- Не допускать низкого размещения рифленого валика.
- Отрегулировать давление задней нажимной колодки на обрабатываемую поверхность.
- Сделать так, чтобы не было очень высокого давления на нижние валики, благодаря которым осуществляется подача древесины выше уровня стола.
- Проконтролировать функционирование эксгаустера. Его неисправность может привести к тому, что стружка окажется в заднем главном валике.
- Посмотреть на установку накидного козырька.
Для чего используют фуговальный станок
Доски и брус, которые выходят с лесопилок, можно назвать черновыми пиломатериалами. На них остаются неровности, сучки и смоляные кармашки. В процессе их хранения меняются температура и влажность, отчего доску может немного «повести». Если вы строите сарай или временное сооружение, то это не так страшно. Другое дело, если пиломатериалы будут использоваться для изготовления паркета, для внутренней отделки дома, для мебели или строительства постоянного сооружения. Например, беседки или летней кухни. В этих случаях все должно быть аккуратно и красиво, следовательно, доски и брус необходимо выровнять перед началом работ.
Плюсы станка-фуганка
- На описываемом станке можно обрабатывать заготовки любых размеров – как крупные, так и мелкие.
- На выходе вы получите ровную и гладкую поверхность.
- Можно снимать фаску и строгать криволинейные детали.
- В зависимости от мощности и количества насадок, можно подобрать станок как средней, так и высокой ценовой категории.
- Среди профессиональных станков существуют многофункциональные варианты. Например, фуговально-распиловочный, или фуговально-рейсмусовый.
Назначение рейсмуса
Для того чтобы понять важность наличия рейсмуса в мастерской, достаточно взглянуть на любое столярное изделие: стол, стул, шкаф, кровать … Все они состоят из досочек или брусков, имеющих по всей своей длине одинаковую толщину и грани, строго параллельные друг-другу. Параллельность граней и постоянная толщина придают изделию совершенный вид, который радует глаз, демонстрируя аккуратность и мастерство мастера
Такую работу невозможно сделать, не имея рейсмуса.
- Рейсмусом называют инструмент, служащий для нанесения на деталь линий на заданном расстоянии.
- Также рейсмусом в обиходе называют деревообрабатывающее оборудование, предназначенное для простругивания заготовок в размер по заданной толщине.
Если в разговоре есть опасение, что собеседник не поймет, о каком из типов рейсмусов идет речь, то инструмент для нанесения разметки называют разметочным рейсмусом, а деревообрабатывающее оборудование – рейсмусовым станком.
Слово «рейсмус» пришло в русский язык из южнонемецкого. В современном немецком языке этот инструмент называют «штрайхмас», то есть прибор для нанесения штрихов. Также немецкие столяры используют и слово «райсмас». В русском языке часто встречается «полунемецкое» произношение названия инструмента: «рейсмас».
Что такое рейсмусовый станок
Для того чтобы сделать заготовки одной толщины с максимальной точностью, используют рейсмусовые станки. Ножевой вал в этом устройстве расположен не снизу, а сверху. Заготовку подают по рабочему столу либо вручную, либо же она подается на ножи специальными вальцами.
Описываемый станок выравнивает верхнюю часть доски, делая ее параллельной нижней. Из этого следует, что для того чтобы заготовки были ровными и одинаковыми по толщине, сперва их необходимо выровнять с нижней стороны на фуговальном станке. После этого уже можно ровнять с верхней стороны на рейсмусовом.
Существуют как небольшие маломощные модели, подходящие для домашней мастерской, так и сложные, многофункциональные и мощные промышленные станки. Последние нередко бывают многофункциональными. Например, существуют фуговально-рейсмусовые станки, на которых можно выровнять обе стороны пиломатериала и подогнать все детали под нужную толщину.
Как выбрать хороший рейсмусовый станок
Характеристики рейсмусового оборудования для обработки древесины влияют на скорость работы и стоимость товара
Чтобы разобраться, какой станок лучше, обращайте внимание на девять ключевых параметров:
Частота вращения барабанов. Этот показатель варьируется от 8 до 10 тыс. об/мин. Чем параметр выше, тем быстрее будет идти процесс.
Мощность двигателя. Мировые производители наделяют рейсмусовое оборудование мощностью от 1500 до 5500 Вт
Мощный мотор разрешает уверенно строгать плотные породы древесины или влажные доски
При этом важно обращать внимание на рабочее напряжение 220 или 380 V, чтобы обеспечить правильное подключение в месте эксплуатации.
Допустимая минимальная толщина заготовки. Чтобы сделать штапики или другие тонкие планки, потребуется рейсмус с возможностью протяжки заготовки сечением 5-7 мм
Если это пытаться сделать на оборудовании, не рассчитанном на такую толщину, штакетник просто сломается.
Количество ножей на одной оси и особенности их заточки
Лезвий на барабане в станке может быть 2 или 4. В последнем случае качество обработки будет выше, а времени на протяжку уйдет меньше. Лезвие может иметь ровную или волнообразную кромку, что позволяет обрабатывать по-разному деревянные плоскости.
Максимально разрешенные габариты пропускаемой детали. Размеры портальной рамы рейсмуса влияют на максимально разрешенные габариты заготовки по ширине и высоте, которые подойдут для протягивания. Это могут быть доски с высотой 140-200 мм (для обработки ребра) и распиленная древесина с шириной 280-500 мм.
Возможность подключения к пылесосу. Рейсмус выбрасывает опилки вперед, поэтому после работы потребуется убирать пол. Подключение к пылесосу помогает следить за чистотой и экономит время в конце рабочего дня.
Глубина срезаемой толщины. Каждый производитель указывает, какую высоту смогут снять ножи станка за один проход доски. Это может быть показатель 1-5 мм, что сказывается на производительности.
Количество обрабатываемых сторон. Если барабаны с ножами имеются сверху и снизу, то скорость снятия неровной поверхность повышается в два раза.
Масса станка. Рейсмус может весить от 25 до 40 кг. Это оборудование устанавливается на верстаке или обычном столе, а также может перевозиться для обработки древесины по месту. Станки с меньшей массой доставать из багажника и переносить будет легче. Но есть и стационарные станки, весом по 300 кг, который рассчитаны только на постоянное место эксплуатации.
Рейсмус и фуганок, в чем отличия?
У станков для обработки заготовок из дерева рейсмуса и фуганка основная цель — конечная подготовка деревянных брусьев с ровной поверхностью и углами.
Фуганок срезает лишний слой с нижней стороны заготовки, делая поверхность ровной. Ножи располагаются внизу рабочей поверхности.
Ножевой вал рейсмуса располагается вверху станка и срезает толщину, выравнивая верхнюю поверхность параллельно нижней. Для этого нижняя поверхность должна быть уже ровной, чтобы получилась идеальная плоскость.
В столярной мастерской применяют станки с двумя функциями, где в первую очередь фуганком выравнивают нижнюю поверхность, затем задают толщину будущему бруску, убирая излишки рейсмусом.
Конструкция
Конструкция рассматриваемого станка включает в себя следующие части:
- Двигатель, работающий от сети под напряжением 220 Вольт. Электрический мотор создает и транслирует «крутящий момент» на строгальный вал с ножами.
- Рабочий стол, состоящий из передней и задней плит (выполняются из чугуна и имеют особые ребра жесткости, за счет которых обеспечивается устойчивость рабочей поверхности). Края плиток обеспечены особыми накладками из «нержавейки», которые защищают рабочую поверхность от механических повреждений. Задняя плита устанавливается на одном и том же уровне, что и режущие лезвия. Передняя плита располагается на 2 мм ниже задней. Расстояние между ними варьируется, что зависит от того, какой слой материала требуется снять с обрабатываемой заготовки.
- Станина, которая изготавливается из очень прочных сплавов. Данный элемент поддерживает всю массу станка, а также должен выдерживать усилия, которые оператор прикладывает к нажиму на заготовку. На ней же расположены валы с ножами, направляющие части и другие крепления.
- Строгальный вал, установленный между передней и задней плитками. К этому валу прикреплены лезвия, одинаковые по толщине, изготовленные из быстрорежущей инструментальной стали. В случае, когда на станке необходимо обработать материал из твердых пород древесины, вал нужно дополнительно оснастить твердосплавными напайками.
- Направляющая – этот элемент представляет собой узел, который отвечает за перемещение подвижных частей оборудования и самой заготовки. Направляющая прикреплена к станине посредством болтовых соединений и может двигаться в направлении поперек.
- Ограждение круговое размещается на передней плитке и должно плотно прилегать к направляющей. Данное ограждение выполняется из листового металла и обеспечивает защиту ножевого вала.
Принцип функционирования
Полный порядок работы оборудования состоит из следующих этапов:
- Задняя плитка на протяжения всего производственного процесса остается в неподвижном состоянии. Местоположение передней плитки настраивается оператором до необходимой высоты.
- После включения станка, электромотор передает обороты на ножевой вал, в результате чего режущие части начинают вращаться.
- Деревянная заготовка прикладывается к направляющему элементу (линейке) двумя руками и направляется на резаки (ножи). Если станок принадлежит к бюджетным моделям, то подача на нем осуществляется только вручную, а это травмоопасно. Впрочем, большинство современных станков уже оборудованы устройством автоподачи, что увеличивает скорость досылки деталей и обеспечивает общую безопасность производственного процесса.
- При попадании заготовки под ножи, они снимают определенную оператором толщину слоя с древесины, при этом устраняются неровности и создается чистая и плоская базовая поверхность. Скорость выполнения будет напрямую зависеть от технологии строгания. Большинство фуганков-станков могут обрабатывать только одну поверхность за один проход, но уже существует фуговальное оборудование, способное обрабатывать две стороны одновременно.
В случае, когда по завершению обработки на поверхности образуются мелкие неровности или волокна, то это говорит о том, что нужно заново заточить лезвия ножей. Если неровности крупные, то необходимо надлежащим образом отрегулировать расстояние между плитками и строгальным валом.
Виды и способы устранения возможных неполадок
| Неполадка | Причина | Устранение |
| Ножевой вал не крутится при запуске станка | 1.Отсутствует электропитание. 2.Автоматическое отключение теплового реле. 3.Не закреплено оградительное приспособление на ножевом вале | 1.Проверить подачу электричества. 2.Включить тепловое реле. 3.Установить и зафиксировать приспособление, проверить и настроить работу выключателя, который блокирует защитное ограждение |
| Не получается загнать заготовку в станок (деталь буксует) | 1. Подающие валики недостаточно давят на деталь. 2. Недостаточный выступ нижних валиков | 1.Отрегулировать силу нажатия подающих валиков. 2.Настроить высоту положения валиков |
| Размер обработанной заготовки не соответствует заданным параметрам | 1.Стол неправильно настроен. 2.Стол не зафиксирован. 3.Ножи затупились | 1.Произвести регулировку стола. 2.Зафиксировать стол. 3.Сменить ножи |
| Поверхности обработанной детали не параллельны друг другу. | 1.Ножи неровно установлены. 2.Нижние валики не параллельно расположены относительно поверхности стола | 1.Отрегулировать положение ножей. 2.Правильно выставить нижние валики |
| Поперечные выбоины на концах заготовок | 1.Нижние валики слишком выступают над столом. 2.Прижимы неправильно выставлены | 1.Выставить нижние валики в правильное положение. 2.Правильно выставить прижимы по отношению к прижимному валу |
| Продольные борозды на обработанной детали | Местные дефекты на режущей ножевой кромке | При строгании узких деталей обходить стороной места дефектов или заменить ножи |
| Обработанная деталь приобретает волнообразную поверхность | 1.Неправильно выставлены ножи. 2.Ножевой вал бьет по заготовке | 1.Отрегулировать положение ножей 2.Отбалансировать ножевой вал путем подбора ножей по весу, взвесив их на балансировочных весах |
| Рифленый вал оставляет следы на обработанной заготовке | Передний вал слишком прижимает заготовку | Настроить силу прижима вала |
| При обработке местами происходит скалывание и вырывание фрагментов древесины | 1.Ножи слишком выступают над корпусом ножевого вала. 2.Оставлен недостаточный припуск на строгание | 1.Отрегулировать и установить ножи по отношению к корпусу на 1-2 мм. 2.Заготовки отсортировываются в брак |
| При обработке на поверхности детали поднимается ворса | 1. Ножи затупились. 2. Износились сменные вкладыши для предотвращения сколов | 1.Сменить ножи. 2.Сменить вкладыши |
Как видно, производительность и качество работы станка обусловлено множеством различных факторов, которые должны учитываться в ходе рабочего процесса. При возникновении более серьезных неполадок следует обратиться к квалифицированным специалистам.
Конструкция рейсмусового станка
Конструкция рейсмуса состоит из двигателя с прикреплённым к нему ножевым валом, также есть прилегающая рабочая поверхность и специальные вальцы.
Рейсмусовые станки применяются для обработки деревянных элементов и изготовления изделий в промышленном масштабе. Некоторые разновидности такого оборудования могут быть использованы и в бытовых целях.
Разные станки имеют определённые конструктивные особенности, отличаются мощностью функционирующего оборудования и спецификой выполняемых работ. Максимальная скорость валового вращения также может отличаться у разных моделей рейсмусов. Габариты станка, глубина производимого с его помощью пропила, ширина разреза также отличается у станков разного вида и размера в зависимости от их функциональных возможностей.
Функционирование
Обычно обработка материалов с использованием рейсмуса подразумевает проведение строгания деревянных заготовок и деталей, имеющих длину слегка большего размера чем длина установленного между вальцами расстояния.
Рейсмус работает с использованием способа плоского строгания, подвергающегося обработке материала. При этом обработка деревянной заготовки осуществляется за счёт работы таких элементов:
- Ножевой вал. Входящий в конструкцию рейсмуса ножевой вал осуществляет основную функцию при обработке заготовки.
- Вальцы. Подача деталей на поверхность рабочего стола производится под действием установленных вальцов.
На рабочей поверхности деталь фиксируется при помощи специального механизма, что обеспечивает наиболее точную её обработку. После этого деталь подвергается строганию с помощью воздействующих на неё сверху ножевых лезвий.
Так происходит калибровка нужного размера деталей, что позволяет выполнить их абсолютно идентично по размеру, придать им такую же форму. Если у рейсмуса присутствует механизм автоматической подачи, то может быть настроена скорость, необходимая для протягивания деталей.
При использовании во время обработки специальных накладных деталей с помощью такого станка можно подвергать строганию материалы, имеющие расположенные противоположным образом грани непараллельного вида. При этом необходимо установить детали, задав им определённый угол наклона.
Выполнение работ по обработке деталей с использованием такого оборудования обеспечивает возможность получить наивысочайшее качество. Кроме того, обрабатывая пиломатериалы на рейсмусовом агрегате, можно выполнять работу наиболее точным образом, независимо от общего количества используемых деталей.
Рейсмусы являются весьма экономичной в отношении его обслуживания деревообрабатывающей техникой, которая отличается высоким уровнем производительности.
Используемый механизм работы позволяет осуществлять обработку пиломатериалов шириной до одного метра и чуть больше. При этом наибольшая глубина производимого пропила обычно равняется 145—155 мм и даже больше в зависимости от используемой модели.
Рейтинг брендов
Среди самых популярных производителей фуганков можно выделить следующие бренды.
«Энкор Корвет».
Оборудование этой компании славится своей универсальностью, оно предназначено для слабоинтенсивной калибровки пиломатериалов. Благодаря продуманной компоновке оборудования инструмент позволяет выполнять черновое строгание, а также фугование под несколькими углами и рейсмусование заготовок из дерева. Фуганки этой марки оборудованы дополнительным магнитным пускателем и термозащитным покрытием двигателя. Рабочий потенциал инструмента рассчитан на использование в бытовых условиях.
«Интерскол» РС.
Одна из самых бюджетных и при этом достаточно удачных разработок. Её отличает не только высокое качество, эргономичность, но и весьма внушительный рабочий потенциал. За продолжительность работы в интенсивном режиме отвечает реле термозащиты коллекторного двигателя. Система безопасности также находится на достаточно высоком уровне — кнопка активации инструмента спрятана под кожухом, а клавиша выключения оборудования продублирована широким «грибком», который выносится за пределы защитного покрытия.
Это бюджетная модель предназначена исключительно для домашнего использования. Инструмент может эксплуатироваться нерегулярно, в условиях малой интенсивности. Приятным бонусом станет достаточно низкий уровень шума, а также автоматическая протяжка, которая позволяет добиться эффективного результата рейсмусования древесины любых сортов
JET JWR.
Представляет группу любительских переносных станков, которые привлекают внимание потребителей удачным соотношением частоты вращения строгального вала, автоматической скорости подачи и мощности коллекторного двигателя. Конструкции этой марки отличает хорошо продуманная система выведения стружки, качество исполнения откидных столов
Исключительно на высоте держится защитная система мотора — она предполагает «когтевой» механизм, включающийся при обратном ударе блока термореле, благодаря чему механизм способен улавливать заготовки.
Станки этого производителя востребованы столярами для решения задач, которые предполагают повышенную точность. Единственное, что не позволяет причислить оборудование к профессиональной категории — это необходимость постоянной очистки пазух фуганка от накопившейся стружки.
«Кратон» WMT.
Поставляет оборудование компактных размеров и достаточно маленького веса — это весьма значимый фактор для использования в домашних мастерских. Такие фуганки отличает точность и надежность, модель мобильна, поэтому её можно использовать на выездах.
Клавиша запуска располагается под защитным колпачком, рядом с ней находится кнопка, активирующая блок терморегуляции. Строгальный станок располагается стационарно под рабочим столом, после включения агрегат начинает движение в вертикальной плоскости. Среди достоинств можно выделить удобство использования и высокое качество обработки древесины.
Hitachi.
Инструменты этой марки отличает точная регулировка глубины строгания и повышенная частота вращения вала. Всё это позволяет отнести инструмент к категории профессионального и полупрофессионального оборудования.
Предусмотрена автоматическая система подачи заготовок. При правильно выполненных настройках и подборе бруса или доски подходящих габаритов никаких проблем в работе не возникает. Единственное, к чему сводится задача пользователя — это подвести заготовку к принимающему её ролику, настроить инструмент и своевременно снять остроганный элемент с рабочего стола.
Конструктивные особенности
В основе рейсмусов лежит мощный двигатель. Он отвечает за вращение вала с ножами с помощью ременной передачи. Верхняя часть устройства является подвижной, она ходит по вертикальным направляющим. Механизм настройки с дюймовой и миллиметровой шкалами используется для того, чтобы задать определенную толщину.
Обычно рейсмусы по дереву имеют автоматическую подачу изделия. Вальцы двигают заготовку с определенной скоростью перед ножевым валом и за ним. За одну минуту можно обработать около 8 м материала. От пользователя требуется лишь положить заготовку на рабочую поверхность и подать ее внутрь, а после принять с обратной стороны. Данная функция является полезной, так как позволяет экономить силы.
У некоторых бытовых рейсмусов имеется две скорости автоматической подачи – высокая и низкая. Первая обеспечивает быстрое осуществление работ, тогда как вторая позволяет добиться максимального качества поверхности.
Изготовление станка своими руками
Для начала определяются с числом функций будущего агрегата. Это может быть:
- просто фуговальный станок с одной рабочей операцией строгания;
- сочетание фуганка и циркулярной пилы, увеличивающее полезность оборудования в два раза;
- добавляют шлифовальную, точильную и сверлильную функцию, но для собственной мастерской своими руками изготовление сложного комплекта оборудования относится к трудновыполнимой задаче.
Часто мастера самостоятельно изготавливают фуговальный станок с функцией распиливания, при этом вращающий момент передается от одного электрического двигателя, в него входят конструктивные элементы:
Станина выдерживает вес рабочей плоскости и установленного электрического и механического оборудования. В условиях мастерской для изготовления станины применяют швеллер, у которого толщина полок составляет не меньше 10 мм. Конструкцию можно сделать стационарной (сварной) или предусмотреть узлы на болтовых креплениях для разборки в случае необходимости. Первый вариант надежнее, используется, если не нужен переносной станок. Иногда в качестве станины выступает сам рабочий стол.
К рабочему инструменту относят ножи и пилу, от их качества зависит работа по обработке и распиловке заготовок
Для режущих лезвий применяют надежную и крепкую сталь, зубья пилы должны быть оснащены победитовыми напайками.
Без ротора, к которому крепят все инструменты, не будет функционировать ни один деревообрабатывающий станок, поэтому его выбору уделяют внимание. Чаще всего его изготавливает специалист-токарь по предложенным ему чертежам.
В конструкции фуговального агрегата с функцией распиловки предусмотрено три рабочих поверхности — одна служит столом для циркулярки, две других подают и принимают заготовку в процессе фугования
В качестве покрытия используют многослойную фанеру, толщина которой не меньше 5 мм, или листовой металл. Обычно поверхность подачи делают на 2−3 мм ниже принимающей стороны для облегчения процесса и снижения вибрационной нагрузки.
Электрический привод станка
Работа фуговального станка и пилы основана на вращательных функциях, поэтому привод называют сердцем агрегата. В качестве электродвигателя подойдет трехфазный двигатель, иногда для этого переоборудуют проводку в мастерской. Трехфазные агрегаты с напряжением 380 В отличаются большой мощностью и подходящим крутящим моментом. Минимально допустимая мощность двигателя составляет 3 кВт, максимальный показатель не ограничен.
https://youtube.com/watch?v=NXhHhqkDl0Q
Передача вращения от двигателя к валу производится посредством ременной передачи. Хорошо работают в таких условиях ремни клинообразной двухручьевой формы, они отличаются надежностью в эксплуатации. Электрический двигатель монтируют с помощью консоли внутри рамной конструкции станины, метод установки помогает регулировать натяжение ремней. Другим способом является крепление с помощью салазок — при этом остается возможность регулировки, но сам двигатель закреплен более прочно.
Для ускорения вращения вала применяют два шкива разного диаметра. Больший располагают на электродвигателе, меньший шкив ставят на вал. Для подачи электрического питания выбирают кабель с четырьмя жилами, такая проводка снижает опасность работы.
Основные этапы работы
Ход работ при изготовлении фуговального станка выглядит так:
Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке.
Размеры с чертежа переносят на заготовки и делают все конструктивные части оборудования
Важно предусмотреть место для расположения роторных подшипников, которое выполняется из нескольких элементов, используя для соединения прижимы и клей. Выемки делают точно по размерам подшипника, устанавливают двигатель.
Комплектуют ротор с подшипником и устанавливают их
Делают ременную передачу и с ее помощью присоединяют вал к двигателю, обеспечивают плавное и свободное вращение ротора в подшипнике.
Устанавливается рабочая поверхность из принимающей и подающей частей, выполняется ее отделка металлом или фанерой. Для правильности расположения в горизонтальной плоскости используют строительный уровень.
Предусматривают пусковой включатель и выключатель для электрического двигателя, после пробного запуска станок готов к эксплуатации. Чтобы его работа была долговечной, стоит выполнять рекомендации по работе с ним.
https://youtube.com/watch?v=jtcWJkB0CnM%250D
Самодельный разметочный рейсмус своими руками. Выбираем разметочный рейсмус или на что обратить внимание. Подготовка к работе
За один вечер можно превратить несколько обрезков в аккуратный и удобный рейсмус, которым очень просто пользоваться.
Трудно найти другой разметочный инструмент, с помощью которого удавалось бы с неизменной точностью получать четкие линии. Проверенный веками рейсмус, состоящий из штанги, подвижной колодки, которая фиксируется небольшим клинышком, и иглы, называемой царапкой, очень быстро настраивается. Как пользоваться этим инструментом, описано в разделе « ».
При изготовлении такого рейсмуса сначала сделайте штангу, острогав деревянный брусок до указанных на рисунке внизу размеров. Чтобы верхняя грань была выпуклой, закрепите в цанге фрезера, установленного в стол, фрезу для скруглений радиусом 13 мм и сделайте частичные скругления, используя только часть профиля фрезы. Затем просверлите у одного из концов штанги отверстие для царапки, которую можно изготовить из тонкого гвоздя. Для этого вставьте в отверстие гвоздь так, чтобы его острие выступало снизу примерно на 3 мм, и удалите шляпку, оставив сверху также около 3 мм. Напильником с мелкой насечкой или надфилем заточите оба конца царапки.
Для изготовления клина наклейте контурный шаблон на 16-миллиметровую дощечку (направление волокон должно быть продольным, а заготовка с большим припуском обеспечит безопасность при формировании клина). Ленточной пилой выпилите клин по контуру и гладко отшлифуйте, чтобы он легко скользил в просвете между колодкой и штангой.
Чтобы сделать колодку, сначала выпилите ее по контуру, используя наклеенный шаблон. Затем просверлите сквозное отверстие диаметром 19 мм в указанном месте. С помощью стамески, плоского и полукруглого напильников обработайте отверстие, придавая ему форму в соответствии с сечениями штанги и клина. Обратите внимание, что один край отверстия скошен под углом. Чаще проверяйте результат, вставляя в отверстие клин и штангу.
Чтобы защитить древесину, нанесите пару слоев масляного отделочного средства.
Разметка рейсмусом
Для разметки соединений или распилов нет ничего лучше простого, но аккуратного рейсмуса. Чтобы познакомить вас с приемами работы, мы проконсультировались у известного мастера Фрэнка Клауса. Он показал, как можно добиться максимума от этого нехитрого разметочного инструмента.
Чем полезен рейсмус
С помощью рейсмуса можно размечать линии параллельно краю детали как вдоль, так и поперек волокон. Одно из преимуществ рейсмуса перед карандашом заключается в наличии иглы-царапки, которую Фрэнк остро затачивает в форме косого ножа, оставляющего очень тонкие, но четкие нестирающиеся линии, и надрезающего древесные волокна, предупреждая появление сколов при работе стамеской и пилении. Вот несколько примеров использования рейсмуса:
■ разметка середины доски для роспуска;
■ разметка кромки доски для фугования;
■ разметка соединений, например «ласточкиного хвоста» или шипа с гнездом.
Конструкция рейсмуса
Простой рейсмус состоит из четырех деталей: штанги длиной 200-300 мм, колодки, фиксатора и иглы-царапки (рис. 1). Колодка передвигается вдоль штанги, что позволяет менять расстояние от нее до царапки, и ее положение фиксируется с помощью винтового или клинового зажима. В некоторых рейсмусах игла- царапка вынимается, если нужна заточка или замена. Штанга может иметь измерительную шкалу, с помощью которой удается настроить рейсмус на требуемый размер, не прибегая к измерениям.
Одна из разновидностей — так называемый гнездовой рейсмус (фото внизу) — имеет одну иглу-царапку для обычной разметки параллельных линий и дополнительную пару игл на противоположной стороне штанги для разметки гнезд. Одна из этих игл зафиксирована неподвижно, а другая перемещается по штанге для настройки ширины гнезда.
Точность на кончике иглы
Чтобы рейсмус работал правильно, объясняет Фрэнк, сосредоточьте внимание на самой маленькой детали-царапке. Убедитесь, что она имеет правильную форму, вылет и установлена под нужным углом.
- Форма. Часто новые иглы-царапки имеют коническое острие, которое разрывает древесные волокна, а не перерезает их. Заточите кончик царапки с двух сторон для получения острой режущей кромки (рис. 1а).
- Вылет. Для лучшего контроля устанавливайте царапку с минимальным вылетом из штанги (около 1,5 мм).
- Угол. Так как обычно рейсмус ведут вдоль кромки доски по направлению к себе, установите режущую кромку иглы под углом около 5° относительно колодки (рис. 1b). Тогда царапка при разметке будет автоматически прижимать колодку к кромке доски.
- Так как колодка следует вдоль кромок доски, для аккуратной разметки необходимо, чтобы они были прямыми и гладкими.
- Зафиксировав колодку, проверьте настройку и убедитесь в отсутствии сдвига. Выработайте привычку всегда делать пробную разметку на обрезке для проверки точности.
- Слегка прижимайте колодку плашмя к кромке доски и следите за ее положением. Поверните штангу, чтобы слегка наклонить царапку вперед (фото вверху), а затем легким непрерывным движением проведите линию.
Изготовить рейсмус своими руками — далеко не самая сложная задача. Самодельное устройство может обладать аналогичными характеристиками с простыми заводскими рейсмусами, но при этом такой инструмент обойдется в разы дешевле, если вовсе не бесплатно. Все зависит от того, сколько необходимых для сборки устройства комплектующих придется купить или заказать у мастеров.
- Рейсмус представляет собой устройство, предназначенное для строгания заготовок, придания им завершенного внешнего вида;
- Такое устройство позволяет менять толщину изделия, создавать идеально гладкую поверхность;
- Рейсмус — незаменимый инструмент в сфере мебельного производства;
- С помощью рейсмуса можно выполнять отделку помещений, создавать стройматериалы, декоративные элементы;
- Заводской инструмент — удовольствие не из дешевых. В связи с этим большую популярность завоевал самодельный рейсмус;
- Изготовить строгальный инструмент своими руками можно, опираясь на чертежи и понимая принцип работы агрегата.
Самодельное устройство — это бюджетный аналог заводскому станку. Если вам приходится часто иметь дело с деревянными заготовками, либо вы занимаетесь самостоятельно постройками, создаете для своего дома мебель, не обязательно покупать дорогой заводской рейсмус. Для подобных целей вполне сгодится самодельный инструмент.
Элементы станка
Самодельный рейсмус, как и его заводской аналог, включает несколько основных компонентов, которые вам потребуется изготовить и собрать своими руками:
- Стол;
- Рама;
- Ножевой вал;
- Система подачи заготовок;
- Регулировочные болты.
Чтобы в процессе работы у вас не возникало проблем и вопросов, мы рассмотрим особенности сборки каждого из представленных элементов станка отдельно.
Рама и стол
- Перед началом сборки самого рейсмуса для работы по дереву, определите особенности его будущей конструкции. Желательно основываться на готовых чертежах или подробно разработанных своими руками эскизах.
- Рабочий стол служит для размещения всей конструкции самодельного рейсмуса.
- При этом стол должен быть устроен так, чтобы вы могли свободно перемещаться вокруг него. Это обусловлено подачей заготовок на рабочий стол.
- Самодельный рейсмус обычно имеет компактные размеры, что позволяет разместить раму и рабочий стол внутри собственного гаража.
- Делая или выбирая материал, дабы изготовить рабочий стол, отдавайте предпочтения идеально ровным поверхностям. В противном случае будут возникать повышенные вибрации во время работы установки.
- Классическое решение для самодельного рейсмуса — это рабочий стол и рама, сваренные соответствующим аппаратом из квадратной трубы и металлических уголков. Рекомендуется выбирать уголки размером 50 на 50 мм, а трубу — около 40 миллиметров.
- Чем массивнее вы сделаете рабочий стол, тем устойчивее к вибрациям окажется устройство. Потому есть смысл использовать тяжелые, прочные материалы, изготавливая стол и раму.
Для самостоятельной сборки рейсмуса вам могут пригодиться следующие инструменты:
- Электрическая дрель;
- Сварка;
- Токарный инструмент;
- Сверлильный станок;
- Угловая шлифовальная машинка или просто болгарка.
Вал
- Немаловажный компонент рейсмусового станка — это ножевой вал. Без него самодельный рейсмус выполнять свои прямые обязанности попросту не сможет;
- Ножевой вал выступает главным элементом, с помощью которого выполняется обработка заготовок;
- Пытаться сделать самостоятельно ножевой вал не рекомендуется, поскольку новичку добиться его идеальной сбалансированности почти невозможно;
- Специалисты, имеющие опыт по сборке строгальных станков, советуют выбирать ножевой вал размером 300 мм с тремя ножами;
- Ножевой вал имеет шкивы и соединяется с двигателем. В случае с рейсмусовым станком отдавайте предпочтение ступенчатым моделям;
- На станке ножевой вал должен вращаться с определенной частотой оборотов. Для домашнего применения оптимальными пределами частоты вращения являются 4000-700 об/мин;
- Подключать вал следует через асинхронный электрический двигатель. Его мощность может составлять 4-5 кВт. Этого вполне достаточно для работы в домашних условиях;
- Принцип работы асинхронного 4-5 килловатного двигателя позволяет сделать такое подключение через однофазную стандартную электросеть. Ваш станок будет питаться от сети 220 Вольт. Это снизит затраты на электроэнергии, существенно упростит процесс ухода, профилактики и эксплуатации рейсмуса;
- Для работы станка потребуются прижимные ролики. Их вы можете выточить своими руками, либо воспользоваться роликами от стиральных машин. Во втором случае советуем выбрать детали от советских стиральных машин;
- Рама для роликов изготавливается в виде сварной конструкции с использованием подпружиненных болтов.
Система подачи и болты регулировки
Ручной деревообрабатывающий рейсмус несколько уступает по эффективности и производительности станку, потому ручной вариант следует применять в определенных случаях. Большинству мастеров подходит принцип станка, который они решаются сделать своими руками.
- Самодельный рейсмус, согласно чертежам, устанавливается на рабочий стол с регулировочными болтами. Такой принцип устройства позволяет по мере необходимости регулировать положение конструкции.
- Для обеспечения точной регулировка стола, позволяющей эффективно использовать ножевой вал, многие используют звездочки от велосипедов, соединяя их с цепью. Подобный принцип сборки позволит избавиться от необходимости регулировать каждый болт отдельно и с максимальной точностью менять положение стола.
- Для сборки подобной конструкции потребуются пружины. Их позаимствуйте из клапанов движка грузовиков. Отыскать их на рынке автозапчастей или на свалках совершенно не проблематично.
- В большинстве случаев рейсмусовый самодельный инструмент имеет ручную подачу. Со временем самодельный рейсмус можно усовершенствовать, добавив к рабочему столу автоматизированную систему подачи обрабатываемых изделий. Это позволит заготовке плавно перемещаться по станку, снимая равномерный слой древесины с поверхности.
- Опытные мастера советуем воспользоваться специальными вальцами для прижима заготовок к рабочему столу во время обработки. Самостоятельно изготовить прижимы сложно, а вот готовые вальцы смогут прекрасно справиться с поставленной задачей.
Как видите, принцип сборки рейсмуса достаточно прост. Советуем подкрепить полученные знания видео уроками, где мастера подскажут вам секреты самостоятельного создания эффективных рейсмусов.
Перед началом работы
- Прежде чем сделать первый прогон заготовки, обязательно убедитесь в работоспособности все элементов собранного своими руками станка. Без этого эксплуатировать инструмент категорически запрещается;
- Проверьте, насколько качественно заточены ножи. С тупыми валами добиться хоть какого-то результата вы не сумеете. И убедитесь, что они правильно установлены;
- Не забывайте о значимости постоянного ограждения вала;
- Никогда не обрабатывайте на самодельном рейсмусе детали, длина которых меньше расстояния между двумя валами вашего инструмента;
- Не чистите, не ремонтируйте и не пытайтесь внести в настройки рейсмусового станка в тот момент, когда инструмент работает.
В остальном только желаем удачи в сборке эффективного, надежного и производительного рейсмусового станка.
Чтобы ваша работа по переносу чертежей и созданию ровных линий проходила намного быстрее, сделайте рейсмус своими руками. Этот инструмент станет вашим неотъемлемым помощником и позволит сэкономить немало личного времени, сил и средств.
Основные характеристики и использование рейсмуса
Многие строители и плотники используют рейсмус для создания заготовок, при разметке линий на деревянных плоскостях и поверхностях. Использование этого инструмента позволит сократить время многих работ в несколько раз, особенно если в вашем арсенале раньше были только карандаш и . Именно тут кроется главное преимущество. Несмотря на то, что вы можете чертить линии на деревянных поверхностях с помощью карандаша и вдоль, и поперек волокон, наносимые им линии будут иметь разную толщину на разных этапах работ, поскольку его грифель «затуппяется».
Шпильки или лезвия рейсмуса оставляют тонкую линию на всем пути «следования» устройства, исключая любые возможные колебания. Однако здесь есть и недостаток. Например, если вы используете не грифель, а шпильки в качестве инструмента для нанесения линий, на обрабатываемом материале будут оставаться пусть и еле видные, однако не удаляемые следы. Впрочем их достаточно легко скрыть под другими частями и деталями заготовок. Рейсмус может использоваться при:
- Разметке середины доски для фугования и роспуска;
- Разметке разнообразных соединений.
Чтобы узнать, как сделать деревообрабатывающий настольный станок (рейсмус), даже самой простой конструкции, прежде всего, ознакомьтесь с конструкцией инструмента. Устройство состоит из четырех элементов: штанги, фиксаторов, колодки и шпилек. С помощью колодки, которая передвигается вдоль штанги, будет измеряться расстояние от нее до шпилек, а фиксация осуществляется благодаря винтовому зажиму. Штанга, чаще всего, имеет измерительную шкалу, благодаря которой можно легко настроить инструмент на необходимый размер, не прибегая ни к каким дополнительным маневрам с настройкой.
Делаем простой рейсмус по дереву своими руками
Многим кажется, что делать рейсмус самостоятельно – не столь выгодно, поскольку придется потратить средства на закупку деталей, материалов, тратить время на создание устройства. Однако все не так очевидно, поскольку инструменты эконом-класса значительно хуже по качеству и не столь надежны, как устройства, которые сделаны в «домашних условиях».
Тем более что рейсмус можно использовать во многих строительных областях: при работе с деревянными изделиями, металлом, для переноски чертежей на будущие заготовки, в разнообразных плотницких работах.
Для этого нам понадобится латунный припой, метчики по 4 мм, разнообразные винты, металлическая заготовка Т-образной формы. Из инструментов пригодится паяльник, для ускорения работы и плашки. Мы прилагаем и чертеж рейсмуса для наглядности
Как сделать простой рейсмус по дереву своими руками – пошаговая схема
Шаг 1: Создание основы рейсмуса
В центре Т-образной детали из металла размером 3,5*7 см с помощью дрели аккуратно просверливаем отверстие с диаметром в 0,8 см, после чего припаиваем в него трубку, внешний диаметр которой должен составлять 1,6 см, а внутренний, соответственно, 0,8 см. Таким образом, мы создадим сквозной канал, для скольжения стержня.
Шаг 2: Зажим для шпильки или карандаша
К одному кольцу трубки прикрепляем кольцевой зажим, который будет служить креплением для карандаша – для нанесения разметки. На другом конце делаем отверстие диаметром 0,6 см с резьбой для установки “винта-барашка”. Его основная задача – фиксация стержня в требуемом положении. На конце стержня, где крепится зажим, устанавливаем спаянное кольцо, которое оснащаем прижимным винтом.
Шаг 3: Работа над сменным стержнем и основанием
Следующий наш шаг – создание сменного стержня, в котором мы создаем несколько отверстий. Одно из них будет сквозным – в нем сверлится дыра диаметром 0,3 см, второе отверстие предназначается для установки блокировочных винтов на 0,6 см (резьба М4). В двух местах сверлим Т-образную деталь с резьбой М4. Сюда мы будем устанавливать рифленый винт, что позволит эксплуатировать инструмент и как циркуль.
Шаг 4: Оформление рейсмуса
После того, как вы собрали рейсмус, его нужно покрасить краской для металла, которая исключает появление грибка и коррозии. Не нужно окрашивать лишь рабочую (нижнюю) часть, с помощью которой непосредственно и будет осуществляться работа.
Шаг 5: Усовершенствование устройства
Чтобы ваш самодельный инструмент более точно и быстро выполнял работу, необходимо немного его усовершенствовать. Для этого наносим на стержень миллиметровую шкалу, используя напильник. Теперь даже самые сложные чертежи будут вам под силу.
Если вы решили использовать рейсмус, нужно помнить два основных правила:
- Работая с деревом, нужно обязательно наклонять грифель карандаша чуть в сторону;
- Проводя работу на металлических поверхностях, помните, что основание инструмента должно плавно скользить по ребру листа.
Подготовка к работе – настраиваем и используем инструмент
Не имеет значения, покупной у вас инструмент, либо вы сделали рейсмус своими руками, необходимо знать, как верно подготовить устройство для проведения работ. От этого будет зависеть и эффективность самого инструмента, и ваша безопасность при работе с рейсмусом. Несмотря на то, что внешняя и практичная разница между дорогими и дешевыми моделями существенна, их работа осуществляется по единому принципу. Брусок со шпилькой, карандашом или несколькими ножами для разметки пазов скользит внутри колодки. Она, в свою очередь, оснащена специальным механизмом для удержания бруска или металла в требуемом положении.
Чтобы линии получить узкие и одновременно с этим однородные, шпильки или ножи для рейсмуса должны быть очень острыми. Большая часть заводских моделей обычно оснащена конической формы деталями, которые оставляют неровный след при разметке поперек деревянных волокон. Именно потому следует осуществлять работу не поперек, а вдоль волокон . Чтобы достичь лучших результатов, необходимо остро и одинаково натачивать шпильки перед каждым этапом разметки.
Работа с рейсмусом достаточно проста. Для этого устанавливаем шпильку на требуемом от колодки расстоянии, за счет стальной линейки или заготовок задается размер, следом фиксируем брусок. Если вы используете рейсмус двухсторонний, длину между шпильками регулируем сверлом. Колодка тесно прижимается к заготовкам, после чего слегка наклоняем инструмент в противоположную от себя сторону, открывая таким образом режущую часть шпильки, после чего тянем устройство к себе.
Правила эксплуатации: не подвергай себя опасности
Если вы решили соорудить самодельный рейсмус из электрорубанка или иных устройств, обязательно позаботьтесь о том, чтобы обезопасить себя во время проведения операций. Приведенные ниже несколько правил помогут вам не только сделать свою работу более эффективной, но и исключить возможные травмы, что нередко бывает при неправильной эксплуатации инструмента.
Перед тем, как приступить к работе, необходимо проверить, все ли детали установлены правильно, и зафиксировать их;
В различных механических операциях, а также в работе по металлу и дереву нельзя обойтись без рейсмуса – разметочного инструмента, помогающего добиться точности. Это приспособление является незаменимым при изготовлении различных деталей. Рейсмус необходим для разметки равноудаленных линий на заготовке. Также с его помощью переносят чертеж на деталь. В плотницком и столярном деле данный инструмент используют в качестве циркуля. Рейсмус, своими руками сделанный, может быть отнюдь не хуже купленного в магазине. Об этом и будет рассказано в данной статье. При этом имеется в виду исключительно ручной инструмент, а не
Комплектующие элементыДля самостоятельного изготовления указанного приспособления вам понадобятся такие инструменты и детали: электродрель; паяльник; несколько плашек; латунный припой; 60-сантиметровый металлический стержень, имеющий 8-миллиметровый диаметр; металлическая Т-образная деталь размером 35х70 мм; метчики 4 мм, 3 мм.
Чтобы получилось соорудить рейсмус своими руками, необходимы также несколько различных винтов:
Если вы не новичок в работе с металлом, то самодельный рейсмус может быть собран часа через три.
- Именно вышеуказанная Т-образная деталь станет основой указанного инструмента. Необходимо просверлить в ее центре 8-миллиметровое отверстие, а затем следует припаять туда трубку диаметром 16 мм.
- Внутри рейсмуса будет скользить 30-сантиметровый металлический стержень. В этой детали должно быть осуществлено прикрепление кольцевого зажима для вставки карандаша либо в ней необходимо иметь отверстие, чтобы крепить метчик диаметром 3 мм. Это является немаловажным элементом в указанном приспособлении.
- Затем, изготавливая рейсмус своими руками, со стороны свободного конца необходимо провести сверление в трубке отверстия с резьбой диаметром 6 мм. В него вставим винт – “барашек”, необходимый для регулировки стержня. Он будет фиксировать его в нужном положении.
- Далее в месте, где стержень оснащен зажимом для карандаша, крепим спаянное кольцо (диаметр 8/16 мм). Данная деталь должна иметь прижимной винт.
- Затем берем другой стержень (сменный) и сверлим в нем два отверстия. Первое – сквозное, имеющее диаметр 3 мм. У второго должна быть резьба М4, куда следует вставить блокировочный винт 4х6 мм.
- Просверливаем Т-образный торец. Он должен быть с резьбой М4, где разместится винт с рифленой головкой. Это дает возможность использовать рейсмус как циркуль.
- В метчиках с размерами 3 и 4 мм следует заточить винтовое острие и концы.
- После того как рейсмус своими руками собран, нужно нанести слой краски для металла. Не красится нижняя рабочая часть данного инструмента.
Чтобы разметка шла быстрее, можно трехгранным напильником осуществить нанесение миллиметровой шкалы на стержни. Используя данный самодельный рейсмус, стоит помнить, что при работе с деревом необходимо немного наклонять грифель карандаша, а когда же чертятся линии по металлу, нужно чтобы по ребру листа скользила плоская часть основания.
Типы строгальных станков: детали, применение, принцип работы, преимущества и недостатки
Типы строгальных станков: детали, применение, принцип работы, преимущества и недостатки Что такое строгальный станок?Типы строгальных станков: детали, применение, принцип работы, преимущества и недостатки: – Рубанок – это станок, который используется для получения точных плоских поверхностей и пазов. Эта машина похожа на формовочную машину, но есть некоторые отличия, которые их разделяют.Строгальный станок намного больше по размеру, чем формовочный станок, и, что наиболее важно, в формовочном станке инструмент совершает возвратно-поступательное движение, и заготовка остается неподвижной, тогда как в строгальном станке инструмент остается неподвижным, а заготовка совершает возвратно-поступательное движение. Инструмент, используемый в строгальном станке, представляет собой одноточечный режущий инструмент, похожий на формирователь или долбежный станок.
Части строгального станкаСтрогальные станки обычно включают в себя следующие части: –
1. СтанинаЭто тяжелая конструкция коробки из чугуна.Он состоит из пазов, обычно V-образных, по поверхности для перемещения стола. Он поддерживает колонны и выдерживает все механические нагрузки; также в нем находится механизм перемещения стола.
2. СтолСтол также представляет собой прямоугольную конструкцию из высококачественного чугуна. Его основная функция – поддерживать обрабатываемую деталь и совершать возвратно-поступательные движения вместе с прорезями станины. Верхняя поверхность стола обработана очень аккуратно и точно, чтобы избежать каких-либо погрешностей размеров заготовки во время операции планирования.
3. Колонна (корпус)Колонна представляет собой вертикальную коробчатую конструкцию, установленную перпендикулярно с обеих сторон кровати. Его основная функция – служить корпусом для боковой резцовой головки и поддерживать поперечину. Помимо этого, в нем также находятся механизмы перемещения поперечной балки.
4. Поперечный рельсПоперечный рельс – это горизонтальная конструкция, которая устанавливается над станиной с помощью опоры колонн. Поперечный рельс вмещает вертикальную головку инструмента и обеспечивает дополнительную жесткость станка.Он может перемещаться вверх или вниз с помощью ходового винта, расположенного в колонне.
5. Инструментальные головкиОбычно на строгальном станке предусмотрено три инструментальных головки. Верхняя головка инструмента предназначена для обработки верхней поверхности детали, а боковые – для обработки боковой поверхности детали.
Принцип работы строгального станкаСтрогальный станок работает по принципу «инструмент остается неподвижным, пока заготовка совершает возвратно-поступательное движение относительно инструмента» и «резание будет происходить только тогда, когда заготовка движется вперед, а назад направление простаивает ».Заготовка устанавливается над рабочим столом, который совершает возвратно-поступательное движение по определенному механизму. Движение стола вперед называется ходом резания, а движение назад называется ходом холостого хода. Подача на головки инструмента осуществляется с помощью механизма ходового винта.
В основном на строгальном станке выполняются два вида операций механической обработки; вертикальная плоская работа и горизонтальная плоская работа. При вертикальном плоском режиме работы вертикальные поверхности детали обрабатываются с помощью горизонтальных инструментов, тогда как в горизонтальном плоском режиме горизонтальные поверхности обрабатываемой детали обрабатываются с помощью вертикальной инструментальной головки.
Типы строгальных станковВ зависимости от конструкции строгальные станки подразделяются на следующие группы;
1. Строгальный станок с двойным корпусом Строгальный станок с двойным корпусомЭто наиболее распространенный тип строгального станка, который используется в производственных процессах. Этот станок состоит из двух колонн (корпусов), поэтому он может обрабатывать две противоположные вертикальные поверхности детали одновременно. Рабочий стол обычно приводится в движение механическими или гидравлическими устройствами.Механическое устройство работает с расположением и движением звеньев, тогда как гидравлическое устройство работает с давлением жидкости.
2. Фуговальный станок с открытой стороной Фуговальный станок с открытой сторонойКонструкция строгального станка с открытой стенкой аналогична двухкорпусному строгальному станку, за исключением того, что в нем используется одна колонна вместо двух. Этот станок полезен при обработке широкой заготовки, которая не может поместиться в планировщик с двойным корпусом.
3. Фуговальный станок Фуговальный станокЭтот станок имеет тяжелую конструкцию, в которой стол удерживается в яме.Этот строгальный станок работает вопреки принципу работы планировщика, так как в этом станке стол неподвижен внутри ямы, в то время как инструмент совершает возвратно-поступательное движение вместе с колоннами и поперечиной. Стол строгального станка обычно держится на уровне земли, так что очень тяжелые работы могут быть легко перенесены на рабочий стол. Боковой резцовой головки нет, вместо нее на поперечине установлены две вертикальные головки. Таким образом, этот планировщик может обрабатывать только верхнюю поверхность за раз.
4.Кромко-строгальный станок Кромко-строгальный станокЭтот строгальный станок обычно используется для прямоугольной или фаской кромок обрабатываемой детали. Как правило, над этим планировщиком выполняется обработка листов, поэтому он также известен как планировщик листов.
5. Фуговальный станок с разделенным столом Фуговальный станок с разделенным столомЭтот вид строгального станка состоит из двух столов. Оба стола могут иметь возвратно-поступательное движение; в зависимости от потребности. Эта машина может сэкономить время загрузки задания на рабочий стол, поскольку, когда один стол загружается и совершает возвратно-поступательное движение, другой стол может использоваться для загрузки второго задания.Эта машина обычно используется для массового производства. Для тяжелых работ оба стола зажимаются вместе и совершают возвратно-поступательное движение при планировании операции.
Применение строгальных станков- Для создания плоской поверхности.
- Для более быстрого удаления большого количества материала с обрабатываемой детали.
- Для одновременного вырезания нескольких слотов.
- Лучшая обработка поверхности.
- Низкие эксплуатационные расходы.
- Высокая точность.
- Высокая производительность съема материала.
- Высокая начальная стоимость.
- Высокий износ инструмента.
- Высокое энергопотребление.
- Для работы требуется квалифицированный рабочий.
строгальный станок или строгальный станок
Строгальный станок, принцип работы строгального станка, классификация строгальных станков, детали конструкции строгального станка, механизм быстрого возврата в строгальный станок, операции строгального станка
Строгальный станок
Рубанок – это станок, используемый для обработки тяжелых и жесткие заготовки.Резка тоже] не перемещается во время обработки, вместо этого Заготовка закрепляется на столе и перемещается вперед и назад. Одноточечная резка Инструмент используется в этом станке для обработки заготовки. Поверхности заготовки можно обрабатывать в горизонтальное, вертикальное или наклонное положение.
Рубанок – принцип работы
Принцип действия строгального станка:
Рубанок – это очень большой станок с возвратно-поступательным движением.
• Работа жестко удерживается на рабочем столе или плите. машина.
• Инструмент удерживается вертикально в головке инструмента, установленной на поперечина.
• Рабочий стол с заданием перемещается взад и вперед мимо вертикально удерживаемый инструмент.
• Поперечная подача задается перемещением головки инструмента вдоль поперечная направляющая и вертикальная подача задаются опусканием инструмента.
• Подача может подаваться вручную или автоматически.
• Подача подается после каждого реза во время холостого хода стол.Классификация строгальных станков
Типы строгальных станков:
• Рубанок со стандартным или двойным корпусом.
• Рубанок открытого типа.
• Фуговальный станок.
• Кромочный или строгальный станок.
• Фуговальный станок с разделенным столом.
Строгальный станок с двойным корпусом:
• Это стандартная модель, наиболее широко используемая для очень тяжелая работа.
• Кровать и два вертикальных корпуса закреплены.
• Стол перемещается по направляющим кровати.
• Корпус поддерживает поперечную рейку 81 инструментальной головки.
• Поперечный рельс несет две инструментальные головки.
• Инструментальная головка несет инструменты.
• Наибольшее распространение получил строгальный станок со стандартным или двойным корпусом. в мастерских.
Основными частями этого типа строгального станка являются:
• Кровать
• Стол
• Колонны
• Поперечная рейка
• Инструментальная головка.
Открытый строгальный станок:
Единственное отличие этого типа в том, что у него только один вертикальная колонна или корпус, на котором крепится поперечная рейка.
Фуговальный станок:
• Принцип работы этого строгального станка такой же, как у другие виды строгальных станков.
• Стол строгального станка хранится в яме как пол. совпадает с верхней поверхностью стола.
• Стойки и поперечина сделаны достаточно жесткий, чтобы воспринимать силы во время резки.
Кромко-строгальный станок:
• Это используется везде, где должны быть края пластин. обработано.
• Каретка может перемещаться в продольном направлении по направляющим.
• Кромка лезвия расположена между рукоятками по порядку. для строгания краевой части заготовки.
Фуговальный станок с разделенным столом:
• Строгальный станок имеет два стола, которые могут возвратно-поступательно перемещаться. вместе или по отдельности.
• Такой дизайн экономит время простоя при настройка работы на непрерывную производственную работу, когда небольшие заготовки зажаты на одном столе обрабатываются, а на другом – в работе.
Детали конструкции строгального станка:
Кровать:
• Станина изготовлена из коробчатого литья.
• Он прочный и жесткий.
• Длина кровати в два раза больше, чем у стола.
• На станине делаются V-образные направляющие.
• Стол ставится на кровать.
• В станине предусмотрены поперечные ребра для увеличения ее сила.
Стол:
• Стол представляет собой отливку коробчатой формы, которая перемещается по Направляющие пути кровати еще называют валиком.
• На верхней поверхности имеются Т-образные пазы.
• Работа фиксируется на Т-образных пазах.
• На столе сделаны Т-образные пазы для удержания заготовки.
Корпус или столбец:
• Колонна – часть с направляющими.
• Колонны монтируются с двух сторон кровати.
• Две колонны соединены наверху поперечной балкой.
• Поперечные рельсы скользят по направляющим колонны.
• На колонне установлены две боковые инструментальные головки.
• Предусмотрен механизм подачи и звенья силовой передачи. в конце столбца.
Поперечная рейка:
• Поперечная рейка соединяет две колонны.
• Его можно закрепить в любом месте колонны.
• Поперечный рельс несет вертикальную головку инструмента.
• Он перемещается вверх и вниз с помощью подъемного винта.
Инструментальные головки:
• Как правило, на строгальном станке закреплены также четыре] головки.
• Поперечный рельс также несет две] головки и колонну. несет две другие инструментальные головки.
• Стол строгального станка с двойным корпусом приводится в действие за счет быстрого возврата механизм.
• Применяется для обработки тяжелых и крупных отливок.
• Во время обратного хода режущий инструмент будет поднят.
• Инструментальные головки могут поворачиваться на 60 ° в обе стороны от его вертикальное положение.
Технические характеристики строгального станка:
• Рубанки имеют следующие важные размеры;
• Расстояние по горизонтали между двумя вертикальными корпусами [максимальная ширина задания]
• Размеры стола.
• Мощность мотора.
• Типы требуемых приводов.
• Доступный диапазон скорости и подачи.
Механизм быстрого возврата в строгальный станок:
Рубанок производит плоские поверхности. Стол отвечает взаимностью, держа работу. Должен быть какой-то механизм для перемещения стол в возвратно-поступательном движении. Стол должен быстро перемещаться на холостом ходу.
Механизмы привода стола [QRM]:
• Открытый и поперечно-ременной привод
• Реверсивный моторный привод
• Гидравлический привод.
Механизм открытого и поперечного ремня привода:
Механизм строгального станка требует обеспечения движения вперед и назад для стол станка. Механизм быстрого возврата также используется для ускорения движения. во время холостого хода.
Большинство рубанков имеют эту систему с открытым и поперечным ремнем. драйв для быстрого возврата столов. Этот механизм состоит из двух ремней, один открытый и один поперечный, работающие на двух свободных и быстрых шкивах. Главный приводной вал расположен под станиной.Один конец несет шестерню, которая зацепляется со стойкой под столом станка. Поперечный пояс используется для прямого или режущего хода, а открытый ремень – для обратного хода. Поперечный ремень соединен с быстрым шкивом, а открытый ремень соединен с свободным. шкив и обеспечивает медленное движение стола во время движения вперед. Поездка Собаки установлены на каждом конце стола, указывают конец хода и Устройство переключения передач перемещает ремни на разные шкивы. Теперь открытый пояс соединен с быстрым шкивом, а поперечный ремень соединен с свободным шкив.Это обеспечивает более быстрое движение и быстрое возвратное движение для стол станка.
Реверсивный приводной механизм двигателя:
Электродвигатель приводит в движение бычковую шестерню через зубчатые передачи. Двигатель соединен с генератором постоянного тока. Когда двигатель запускается, генератор подает мощность реверсивного двигателя. Реверсивный двигатель приводит в движение стол строгального станка. В в конце хода, путевая собачка приводит в действие переключатель, который меняет направление движения стол. Скорость хода резания снижается за счет регулирования тока возбуждения генератор.
Операции на строгальном станке
Строгальные операции аналогичны тем, что выполняются на формирователе, с той разницей, что заготовки намного больше по размеру.
Строгальные операции:
• Строгание горизонтальных поверхностей.
• Строгание вертикальных поверхностей
• Строгание угловых поверхностей / ласточкин хвост
• Строгание криволинейных поверхностей
• Строгание пазов и канавок.
Строгание горизонтальных поверхностей:
• Правильно закрепите работу на столе.
• Установите необходимую скорость резания.
• Обеспечьте необходимую подачу инструмента.
• Обеспечьте подходящую глубину резания для чернового пропила.
• Завершение работы за счет уменьшения глубины резания.
Строгание вертикальных поверхностей:
• Надежно закрепите работу на столе.
• Правильно выровняйте обрабатываемую поверхность.
• Вертикальный суппорт устанавливается перпендикулярно столу
.• Отведите фартук от работы.
• Включите машину.
• Вручную поверните винт подачи вниз для подачи корма.
Строгание угловых поверхностей:
• Основное угловое строгание – сделать «ласточкин хвост» и V канавки.
• Положите работу на стол.
• Поверните головку инструмента на требуемый угол.
• Уберите фартук подальше от работы.
• Подавайте корм в соответствии с требованиями.
Строгание формованных поверхностей:
• Закрепите инструмент с квадратным наконечником в головке инструмента.
• Требуемая форма получается при подаче инструмента одновременно в обоих горизонтальных
и вертикальные направления.
• Обеспечьте подходящую глубину резания.
• Уберите фартук подальше от работы.
• Это также можно сделать с помощью специального приспособления.
Строгальные пазы и канавки:
• Разместите работу на столе соответствующим образом.
• Закрепите долбежные инструменты в головках инструментов.
• Подайте корм, используя нижний подающий винт.
• Переместите инструмент на необходимое расстояние, чтобы получить одинаковые слоты. / пазы.
Скорость резания, подача и глубина резания
Скорость резания:
Как и в фрезерном станке, скорость резания фуговального станка – это скорость при металл удаляется во время прямого хода резания. Формула для формирователь подходит и для строгального станка. Это выражается в м / мин.
Где,
L = длина хода резания в мм.
m = отношение времени возврата к времени резки
n = количество двойных ходов ползуна / мин.
Подача:
Подача в строгальном станке – это расстояние до головки инструмента. перемещается в начале каждого рабочего хода. Выражается в мм / двойной Инсульт.
Глубина резания:
Это толщина металла, удаляемого за один проход, и измеряется по перпендикулярному расстоянию между обработанной и необработанной поверхностью. Это выражается в мм.
Время обработки:
Если скорость резания, подача, длина хода резания, объем работы и количество двойных ходов в минуту для строгального станка операции известны, время обработки, необходимое для одного полного реза, может быть рассчитывается по формуле.
Отношение времени резки ко времени возврата обычно варьируется от От 2: 1 до 4: 1.
КОНЕЦ
Работа строгального станка и операции, выполненные на
Поскольку строгальный станок является одним из самых полезных инструментов, необходимых в механическом цехе, для его работы требуется квалифицированный рабочий. Машинка довольно интересная, простая в освоении, и на ней можно выполнять разные операции. Знание того, как работает строгальный станок, – хороший навык в мире машиностроения, поэтому
Сегодня мы рассмотрим принцип работы строгального станка, а также различные операции, которые он может выполнять.
Работа строгального станка:
Поскольку строгальный станок состоит из разных частей, они эффективны в его работе. Инструментальная головка станка находится в неподвижном положении, но рабочий стол может перемещаться. Работа надежно закреплена на столе и используется одноточечный режущий инструмент. Этот режущий инструмент надежно удерживается в стойке для инструмента, установленной на поршневом цилиндре с возвратно-поступательным движением.
Читать: Понимание процесса пайки
Когда машина включена, рабочий стол перемещается вперед, чтобы он мог достичь своего рабочего хода.Это делается по мере того, как рабочий стол движется к режущему инструменту. Обратный ход достигается перемещением рабочего стола вниз, что не позволяет производить рез.
Механизм последовательной работы строгального станка бывает двух типов; механизм привода стола и механизм подачи. Что касается механизма стола, он использует либо открытый и поперечно-ременной привод, реверсивный моторный привод, либо гидравлический привод.
Видео ниже объясняет работу строгального станка:
Строгальные станки
Ниже перечислены операции, которые можно выполнять на строгальном станке:
- Работа на плоских горизонтальных поверхностях.
- Плоские вертикальные поверхности.
- Угловые поверхности и обработка «ласточкин хвост».
- Обработка криволинейных поверхностей.
- Прорези и пазы.
Прочтите: Основные части строгального станка и их функции
На этом статья «Работа строгального станка и выполняемые на нем операции». Надеюсь, вам понравится чтение, если да, любезно прокомментируйте и поделитесь. Спасибо!
Какие части у строгального станка? – MVOrganizing
Какие части у строгального станка?
Ниже приведены шесть основных частей строгального станка:
- Кровать.
- Таблица.
- Корпус или колонна.
- Поперечный рельс.
- Инструментальная головка.
- Привод и механизм подачи.
Какой тип механизма используется в строгальном станке?
Принцип работы строгального станка такой же, как и у формовочного станка, который представляет собой механизм быстрого возврата. При движении заготовки вперед завершаются ходы вперед, а при движении назад завершается обратный ход. При движении вперед материал режется, а при движении назад материал не режется.
Как дадите размер строгального станка?
Размеры строгального станка обозначаются шириной обрабатываемой детали в диапазоне от 45 до 125 см (от 18 до 50 дюймов). Строгальные станки выполняют те же операции, что и формирователи, но могут обрабатывать более длинные заготовки.
Какой части придается скорость в строгальном станке?
Перекрещенный ремень используется для привода стола во время рабочего хода, что дает большую мощность и меньшую скорость за счет большей мощности и уменьшения скорости, поскольку ремень соединяет меньший шкив на промежуточном валу с большим шкивом (3) на промежуточном валу. главный вал стола.В конце рабочего хода вперед.
В чем разница между фрезерным станком и строгальным станком?
В формовочном станке работа остается неподвижной, а режущий инструмент на цилиндре перемещается вперед и назад по заготовке. В плоском станке инструмент неподвижен, и заготовка перемещается под ним вперед и назад. Формовщик – это легкая машина. Рубанок – это сверхмощный станок.
Для чего нужен строгальный станок?
Рубанок – это тип металлообрабатывающего станка, который использует линейное относительное движение между заготовкой и одноточечным режущим инструментом для резки заготовки.Рубанок похож на формирователь, но больше, и с движущейся заготовкой, тогда как в формирователе режущий инструмент перемещается.
Какова основная функция строгального станка?
Функция. Рубанок – это деревообрабатывающий станок, предназначенный для обрезки досок до одинаковой толщины по всей длине и плоской на обеих поверхностях. Он отличается от строгального станка или фуганка, где режущая головка вставляется в поверхность станины.
Какой инструмент используется на строгальном станке Miller?
Строгальный станок Plano miller – это тип металлообрабатывающего станка, который использует линейное относительное движение между заготовкой и одноточечным режущим инструментом для обработки линейной траектории движения инструмента.
Стоит ли покупать рубанок?
Если вы действительно хотите заняться деревообработкой, строгальный станок стоит своих денег. Получив его, вы никогда не пожалеете о затратах, потому что вы будете контролировать толщину материала, как никогда раньше. Другой участник может пожелать вычистить для вас какую-нибудь заготовку за небольшую плату или бесплатно.
Какой самый лучший строгальный станок за такие деньги?
Наши лучшие предложения
- Лучшее в целом. 13-дюймовый строгальный станок DEWALT.Фото: amazon.com.
- Финалист. РЕМЕСЛЕН Настольный строгальный станок. Фото: amazon.com.
- Выбор для обновления. Двухскоростной строгальный станок DEWALT с строгальной стойкой.
- Наилучшая ширина. Настольный строгальный станок POWERTEC, 15 А, 2 лезвия.
- Лучшая толщина. 12-дюймовый строгальный станок Makita 2012NB.
Когда бы вы использовали строгальный станок?
Разгладьте грубые пиломатериалы, зачистите кромки распилов и восстановите старые доски с помощью строгального станка. Научитесь правильно пользоваться настольным строгальным станком и избегайте таких распространенных проблем, как разрыв, бекас и выступы.Восстановите старую древесину, очистите недорогие распиленные доски и создайте нестандартную толщину для проектов деревообработки.
Могу ли я использовать настольную пилу в качестве фуговального станка?
Использование настольной пилы в качестве фуговального станка. Даже если у вас есть фуганок, вам захочется овладеть этой техникой. С добавлением простого изготовленного в магазине ограждения вы легко сможете соединить кромку на настольной пиле.
Чем отличается фуганок от строгального?
Фуговальные станкииспользуются для точной прямоугольной кромки и выравнивания одной грани, в то время как строгальные станки используются для обеспечения постоянной толщины и создания параллельных поверхностей.Фуговщики могут отделывать доски примерно одинаковой толщины, тогда как строгальные станки могут гарантировать, что доски имеют одинаковую толщину повсюду.
Станет ли строгальный станок расплющивать доску?
Фуговальные и строгальные станки для деревообработки используются для фрезерования древесины, поэтому их можно использовать для изготовления мебели и других проектов с правильными размерами. Если в вашей мастерской нет фуговального станка для прямоугольной кромки или ваша деревянная деталь слишком велика, чтобы в нее можно было пройти, вы можете использовать строгальный станок, чтобы расплющить обе деревянные части.
Делает ли строгальный станок древесину гладкой?
Гладкая черновая заготовка на строгальном станке.Строгальный станок – это инструмент для плотников, которым требуется большое количество строганного инвентаря и которые выбирают его для черновой резки. Он тоже режет с помощью фрезерной головки, но строгальный станок сглаживает поверхность гораздо более широкой ложи.
Как выровнять доску с помощью электрического рубанка?
При использовании электрического ручного строгального станка: положите переднюю подошву пластины на дерево и не позволяйте лезвию касаться дерева. Включите строгальный станок и дайте двигателю набрать полную скорость, прежде чем погрузить его в древесину.Держите ноги устойчиво и удобно при выполнении полного прохода по дереву.
Планировщик – Краткое описание деталей и лучшие методы работы
Что такое строгальный станок
Планировщик относится к категории тяжелой техники, которая используется для создания ровной поверхности. на больших и тяжелых рабочих предметах. Рабочие элементы кладут на стол и режут инструмент перемещается в необходимом направлении по горизонтали, вертикали и диагонали.
Назначение статья предназначена для ознакомления с лучшими практиками работы с планировщиком машина. А для этого краткое описание рабочего принципала и части планировочной машины – необходимость.
Принцип работы
Рубанок работает от механизма возвратно-поступательного действия. выполняется по работе. Планировщик Машина подобна формовочной машине; в формирователе режущий инструмент движется, но в планировщике обрабатываемая деталь регулируется.
Строительство планировочной машины
Приведем очень краткое описание конструкции планировочная машина. Основными частями машины Planner являются стол и кровать, крест рельс, корпуса, инструментальные рельсы, приводной и подающий механизм и их работа важность указана ниже.
Стол и кровать :
Станина и стол изготовлены из чугуна в связи с необходимостью сила. Кровать представляет собой плоскую поверхность, прикрепленную к t-образной подставке, известной как стол.Изделие закреплено на плоской поверхности.
Поперечина
Поперечный рельс движется вверх и вертикально с поддержка сбоку и размещение рабочего элемента в разных положениях по высоте.
Корпуса :
Они прикреплены по центру с обеих сторон основания и также сделаны из чугуна.
Инструментальные головки :
Инструментальные головки отвечают за удерживание режущего инструмента, используемого в планировщик операции.На поперечине размещены две инструментальные головки.
Приводной и подающий механизм
Привод и механизм подачи собственно отвечает за выполнение операции и может быть ручным или моторным ведомый.
Лучшие практики, которых следует придерживаться при работе над Планировщик
Цель упоминания передовой практики, которой необходимо следовать при работе на плановом станке необходимо обеспечить безопасность и надежность работы сила.
- Обучение новичков является обязательным, и на начальном этапе рекомендуется выполнять операцию под наблюдением опытного специалиста.
- Кнопка аварийного останова должна находиться в зоне досягаемости оператора, и обслуживающий персонал должен это знать.
- Планировщик машины должен быть хорошо размещен, и вокруг машины должно быть необходимое пространство для выполнения работы.
- Своевременное техническое обслуживание должно выполняться на машине, чтобы поддерживать все инструменты и детали в хорошем рабочем состоянии, а также обеспечить наличие таблицы на машине.
- Персонал должен использовать соответствующий костюм, перчатки и защитные очки.
- Очистку и чистку машины следует производить после выключения машины и снятия рабочего элемента.
- Устройства безопасности должны быть легко доступны на рабочем месте, и персонал должен быть обучен их использованию в неприятных обстоятельствах.
- При выполнении задачи убедитесь, что между работами должно быть достаточное время.
- Перед началом работы необходимо проверить защитные и зажимные головки инструмента.
- Никогда не вносите изменений во время работы, даже если она носит незначительный характер.
- Установка глубины режущего инструмента и скорости подачи взаимосвязаны и важны для того, чтобы вовремя настроить механизм подачи.
- Смазка и смазка машины очень важны, поэтому вставьте таблицу, чтобы отслеживать частоту.
- Держите рабочую зону в чистоте и не допускайте попадания инструментов, отходов, масла и других нежелательных веществ.
Станки и инструменты EssKay являются ведущей отраслью машиностроения в Индии.Они специализируются на производстве тяжелых станков, таких как токарный станок со станиной планировщика, станки с ЧПУ, фрезерные станки, сверлильные станки, сверлильные станки и т. Д. Свяжитесь с нами по любому вопросу.
деталей строгального станка с двойным корпусом | Станки
Блок-схема, показывающая основные части двухкорпусного строгального станка, показана на рис. 15.1, а различные части описаны ниже:
Часть № 1. Кровать:Станина строгального станка – это очень прочная и прочная конструкция, сделанная из чугуна и усиленная поперечными ребрами.На очень длинных строгальных станках станина иногда состоит из двух или более отливок, скрепленных болтами и идеально совмещенных друг с другом. Поскольку стол должен совершать полный ход по поверхности станины, длина станины обычно в два раза больше длины стола.
Для установки под днищем станины предусмотрены выравнивающие подкладки или домкраты для выравнивания. Новый рубанок или новый фундамент следует выравнивать не реже одного раза в неделю в течение первого месяца. После этого его следует периодически проверять на ровность, этот период зависит от устойчивости фундамента.
Приводные механизмы стола размещены внутри станины. Для поддержки и обеспечения возможности возвратно-поступательного движения стола в стесненной форме наверху кровати предусмотрены V-образные, плоские направляющие или направляющие типа «ласточкин хвост». Для смазки путей применяется смазка под давлением.
Деталь № 2. Таблица:Это коробка с ребристой структурой, достаточно прочная, чтобы выдерживать усилия резания и вес. Он совершает возвратно-поступательное движение по направляющим станины, и его верхняя поверхность обработана с высокой точностью, чтобы приспособиться к тяжелым работам, которые выполняются с помощью затяжки зажимных болтов в Т-образных пазах по всей длине стола.Для точной работы на строгальном столе не должно быть царапин, вмятин и заусенцев.
Группа отверстий просверливается и рассверливается в столешнице через равные промежутки времени, и в эти отверстия помещаются стопорные штифты для зажима заготовки. Стол может быть монолитным или разделенным на несколько частей, скрепленных болтами.
На обоих концах стола предусмотрены желоба для сбора стружки, которые также иногда используются для поддержки нависающих рабочих мест. Для автоматического переворачивания стола в конце каждого хода предусмотрены регулируемые ножки, которые приводят в действие какой-то механизм.Также приняты меры, чтобы избежать разбегания движущегося загруженного стола.
На очень больших строгальных станках установлены два стола. Один стол используется для обработки, а другой – для настройки.
Деталь № 3. Стойка или колонны:Предназначены для переноса горизонтальной поперечины и крепятся к бокам станины строгального станка. Чтобы поперечная балка могла перемещаться по колоннам, передняя поверхность каждой стойки хорошо обработана и очищена.
Поперечину можно удерживать в любом положении с помощью хомутов. Вал вертикальной подачи, подъемный винт поперечной направляющей и штанга подачи для поперечной подачи и т. Д. Размещены в корпусе стоек.
Деталь № 4. Поперечный рельс:Это прочная конструкция, установленная горизонтально на вертикальных направляющих колонн и несущая на себе устройства подачи инструмента. Поперечный рельс может быть зажат на колоннах на любой желаемой высоте с помощью зажимов, которыми можно управлять вручную, гидравлически или электрически.
Его можно перемещать вертикально вверх и вниз с помощью подъемных винтов, расположенных внутри колонны. Горизонтальный вал, несущий на своем конце конические шестерни, расположен в верхней части колонны. Поперечный рельс имеет два седла с установленной на каждом головке инструмента, и для этого поверхность поперечного рельса идеально обработана и зачищена. Для подачи инструментов вниз винты подачи заключены в поперечину.
Деталь № 5. Инструментальная головка:Обычно две инструментальные головки устанавливаются на суппорт, установленный на направляющих поперечины, и работают независимо друг от друга.Головка инструмента (ящик с тарелкой) имеет стойку для инструмента, в которой удерживается режущий инструмент. Резцедержатель шарнирно закреплен на головке инструмента для подъема инструмента при обратном ходе. Ящик с хлопушкой также можно отрегулировать под углом, когда это необходимо.
Деталь № 6. Контроль:Органы управления для управления различными действиями различных частей строгального станка находятся на централизованной панели. (Обычно подвеска со всеми кнопками обычно подвешивается в пределах легкой досягаемости оператора).
Из этого центрального пункта оператор может получить очень точный контроль над всеми режущими инструментами. Включены различные элементы управления: пуск, останов, автоматическая резка, автоматический возврат, дюймовая резка, дюймовая отдача, редуктор скорости стола и т. Д.
Разница между формованием и строганием
Обработка – это, по сути, процесс удаления материала, при котором излишки материала срезаются за счет взаимодействия заготовки и режущего инструмента. Существует несколько процессов обработки, позволяющих удовлетворить потребность в бесчисленных способах обработки широкого спектра материалов заготовки.Например, токарные операции (такие как прямолинейное точение, точение конуса, внутреннее точение, нарезание резьбы, нарезание канавок и т. Д.) В основном выполняются для создания цилиндрических или конических поверхностей. Фрезерные операции выполняются в основном для создания плоских поверхностей. Подобно токарным и фрезерным операциям, формование и строгание – это два процесса обработки, которые могут создавать плоские поверхности в разных плоскостях или ориентациях. Однако вращение заготовки или режущего инструмента придает необходимую скорость резания токарным операциям и процессам фрезерования.Напротив, в процессах формовки и строгания используется только возвратно-поступательное движение, чтобы обеспечить три необходимых параметра процесса (скорость резания, движение подачи и глубина резания).
Поскольку возвратно-поступательное движение используется для передачи скорости резания как при формовании, так и при строгании, требуется, чтобы режущий инструмент или заготовка совершали возвратно-поступательное движение. Здесь для удаления материала используется только прямой ход, в то время как обратный ход остается холостым. Таким образом, фреза входит в контакт с заготовкой только при прямом ходе.Поскольку обратный ход не влияет на резку, время этого избыточного хода может быть сокращено, но при этом остается больше времени для прямого хода. Для этой цели обычно используется механизм быстрого возврата. Хотя и при формовании, и при строгании используется механизм быстрого возврата, их основное отличие заключается в приложении скорости резания. При формовании возвратно-поступательное движение инструмента обеспечивает скорость резания; при строгании возвратно-поступательное движение рабочего стола (заготовки) обеспечивает заданную скорость резания.Соответственно, механизм быстрого возврата интегрирован с фрезой для операции формовки и с рабочим столом при операции строгания. Хотя между формованием и строганием есть много общего, они различаются во многих аспектах, как обсуждается ниже.
- Как формовка, так и строгание являются обычными операциями обработки, основанными на методе субтрактивного производства (послойное удаление материала с твердой заготовки).
- Оба используют станки общего назначения (станок для обработки профилей и строгальный станок).
- Ни в одном из них не используется вращательное движение (например, токарная обработка, фрезерование или сверление). Только возвратно-поступательное движение используется для обеспечения необходимой скорости резания, подачи и глубины резания.
- Сферы применения обоих процессов также схожи. Это включает выполнение прямых пазов, канавок, карманов, Т-образных пазов, V-образных блоков и т. Д.
- Ни один из них не может производить изогнутые пазы (например, круглые или параболические пазы).
- В обоих случаях излишки материала удаляются с заготовки в виде стружки (в отличие от нетрадиционных процессов обработки, где материал может быть удален в различных формах, включая ионы, атомы, пар, твердые частицы и т. Д.).).
- Оба используют одноточечный режущий инструмент (формовочный инструмент и строгальный инструмент имеют только одну активную режущую кромку, которая одновременно участвует в процессе удаления материала).
- Механизм быстрого возврата используется в обоих станках; однако точки их применения различны.
| Формовка | Строгание |
|---|---|
| Формование – это одна операция обработки, при которой заготовка удерживается неподвижно, а режущий инструмент (плунжер) совершает возвратно-поступательное движение по заготовке. | Строгание аналогично операции обработки, но здесь режущий инструмент остается неподвижным, а заготовка (рабочий стол) совершает возвратно-поступательное движение под фрезой. |
| Заготовка (станина) обеспечивает движение подачи, а режущий инструмент дает движение резания. | Заготовка (стол) обеспечивает движение резания, а режущий инструмент – движение подачи. |
| Операция формовки выполняется на станке Shaper (также называемом формовочным станком). | Операция строгания выполняется на станке, называемом строгальным станком (также называемым строгальным станком). |
| Здесь механизм быстрого возврата интегрирован с гидроцилиндром, который удерживает резак. Таким образом, в формовочном станке используется механизм быстрого возврата для перемещения инструмента. | Здесь механизм быстрого возврата интегрирован с рабочим столом, на котором находится заготовка. Строгальный станок SO использует механизм быстрого возврата для перемещения рабочего стола. |
| Shaper – традиционно небольшая машина и предпочтительна для небольших работ. | Рубанок больше по размеру и может выполнять более тяжелые и большие работы. |
| Обеспечивает низкий MRR, поэтому формование менее продуктивно. | Рубанок имеет большую длину хода и может обрабатывать тяжелые резы, поэтому MRR высокий, а работа продуктивна. |