Рейсмусовый станок
У мастера, предпочитающего древесину для обустройства дома или дачного участка, часто возникает необходимость изменения толщины досок и подготовки их поверхности для покрытия слоем лака или краски. Процесс изготовления древесины необходимых размеров и качества для внутренней отделки комнат, настилки полов и простой домашней мебели достаточно трудоемкий и продолжительный. Значительным подспорьем в этом деле может стать рейсмусовый станок. Его можно приобрести в магазине или сделать своими руками, если имеются необходимые детали и позволяют профессиональные навыки.
Станки такого типа подходят только для обработки дерева. Для обработки металлических деталей используются фрезерные станки. Они бывают как бытового типа (для домашнего использования или в малом бизнесе), так и промышленное оборудование. Целевое применение таких станков соответствующее.
Рейсмусовые станки осуществляют плоскостное строгание заготовок, обеспечивают заданный размер толщины брусков, щитов и досок. Этим объясняется повсеместное их применение в промышленной деревообработке, а также повседневное использование всеми профессиональными плотниками. Основное назначение рейсмуса заключается в качественной обработке поверхностного слоя доски или других пиломатериалов и производство необходимых деталей с одинаковой толщиной по всему размеру изделия. Рейсмусы, используемые в строительной промышленности, за один цикл обрабатывают значительное количество больших по ширине досок. Домашние рейсмусы отличаются сравнительно маленькими размерами и весом, что позволяет их легко транспортировать в случае необходимости. В последних моделях этих станков предусмотрена упрощенная система замены режущих ножей, значительно улучшен контроль над соблюдением необходимых размеров обрабатываемой заготовки, что позволяет точно настроить величину срезаемой поверхности.
Этим объясняется повсеместное их применение в промышленной деревообработке, а также повседневное использование всеми профессиональными плотниками. Основное назначение рейсмуса заключается в качественной обработке поверхностного слоя доски или других пиломатериалов и производство необходимых деталей с одинаковой толщиной по всему размеру изделия. Рейсмусы, используемые в строительной промышленности, за один цикл обрабатывают значительное количество больших по ширине досок. Домашние рейсмусы отличаются сравнительно маленькими размерами и весом, что позволяет их легко транспортировать в случае необходимости. В последних моделях этих станков предусмотрена упрощенная система замены режущих ножей, значительно улучшен контроль над соблюдением необходимых размеров обрабатываемой заготовки, что позволяет точно настроить величину срезаемой поверхности.
Перед тем, как заготовки попадают рейсмус, они предварительно проходят процесс фугования на соответствующем оборудовании. Некоторые разновидности стройматериалов, например полимерные изделия обрабатываются на рейсмусовых станках, оборудованных специальными вальцами с мягкой рабочей поверхностью. Такие вальцы позволяют не испортить внешнюю поверхность обрабатываемого материала.
Такие вальцы позволяют не испортить внешнюю поверхность обрабатываемого материала.
Применение секционных современных вальцов позволяет синхронно обрабатывать стройматериалы различной толщины. Такой станок благодаря своим технологическим возможностям является одним из самых востребованных в строительной отрасли, мебельной промышленности и плотницком деле, так как позволяет с высокой точностью изготавливать деревянные детали.
Кустарные рейсмусы не позволяют обрабатывать тонкие детали из-за вибраций, значительно снижающих качество получаемой поверхности. Наименьшая допустимая величина обрабатываемого изделия обязана быть на 100 мм больше расстояния между подающими валками. Для обработки более короткого изделия, его следует надежно прикрепить к рейсмусовому столу. Специальные приспособления на рейсмусах позволяют работать с клинообразными деревянными заготовками и производить выравнивание непараллельных поверхностей.
Глубина снимаемой поверхности обозначает величину среза на станке за один цикл. Значение этого показателя варьируется в диапазоне от 1 мм до 3 мм, и определяется шириной обрабатываемой заготовки. Допустимая величина заготовки определяет возможность обработки изделия, оптимальное значение в зависимости от ширины обычно колеблется в пределах 30-330 мм. Производительность станка во многом определяется параметрами его мощности. В домашних условиях достаточной считается мощность, превышающая 1,8 кВт. На таких станках можно обрабатывать твердые породы древесины дуба, вяза, ели и бука.
Значение этого показателя варьируется в диапазоне от 1 мм до 3 мм, и определяется шириной обрабатываемой заготовки. Допустимая величина заготовки определяет возможность обработки изделия, оптимальное значение в зависимости от ширины обычно колеблется в пределах 30-330 мм. Производительность станка во многом определяется параметрами его мощности. В домашних условиях достаточной считается мощность, превышающая 1,8 кВт. На таких станках можно обрабатывать твердые породы древесины дуба, вяза, ели и бука.
Рейтинг лучших рейсмусовых станков 2021 года
Сведения о производителе рейсмусового станка СР-6-9
Производителем рейсмусового деревообрабатывающего станка СР 6-9 является Ставропольский Станкостроительный завод Красный Металлист, — который с 1932 года специализировался на производстве деревообрабатывающих станков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Станки, выпускаемые Ставропольским станкостроительным заводом Красный Металлист
- СР-6-6
Станок рейсмусовый односторонний - СР-6-9
Станок рейсмусовый односторонний - СР-6-10
Станок рейсмусовый односторонний - СР-8-2
Станок рейсмусовый односторонний
Какой станок выбрать для мебельного производства
Определяющими факторами при покупке рейсмусового станка являются:
- стоимость оборудования;
- площадь предназначенного для производства помещения;
- производительность;
- потребляемая мощность;
- ремонтопригодность.

В маленьких мебельных цехах можно обойтись мобильным рейсмусовым станком. Он имеет небольшие размеры и достаточную для обеспечения производственного процесса производительность. На крупных мебельных производствах устанавливают стационарные станки. Под их монтаж выделяются отдельные вспомогательные помещения.
СР 6-9 Станок рейсмусовый односторонний. Назначение, область применения
Рейсмусовый станок СР-6-9 принадлежит модельнову ряду рейсмусовых станков, выпущенных в середине восьмидесятых, а именно: СР3-6 (300 мм), СР6-9 (600 мм), СР8-1 (800 мм).
Рейсмусовый односторонний станок СР-6-9 предназначен для продольного, одностороннего строгания в размер по толщине от 5 до 200 мм поверхностей плоских заготовок шириной до 630 мм, из древесины хвойных и лиственных пород с влажностью не более 15%. Станок СР-6-9 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР-6-9 служит для плоского строгания (фрезерования) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Перед ножевым валом установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткой конструкции, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщины обрабатываемого материала производится механически от отдельного электродвигателя или вручную маховиком с последующей фиксацией, исключающей самопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна быть обработана на фуговальном станке. Отклонение базовой пласти заготовки не должно превышать 0,15 мм на длине 1000 мм.
Подача заготовки — механическая. Устройство подачи приводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-IIа по ПУЭ-98.
Климатическое исполнение и категория размещения станка — УХЛ4.2, категория условий хранения — 2 по ГОСТ15150-69.
Отличительные особенности рейсмусового станка СР 6-9:
- Станок имеет литую станину, что зачительно увеличивает ее жесткость;
- Подъем и опускание стола по высоте производится механически от отдельного электродвигателя или вручную с последующей фиксацией, исключающей самопроизвольное опускание стола;
- Станок имеет три приводных вальца, что значительно улучшает тяговую способность механизма подачи;
- Стол оборудован поддерживающими вальцами в том числе задним приводным для повышения надежности подачи при перемещении заготовки;
- Передний подающий валец выполнен секционным, что позволяет одновременную обработку нескольких заготовок с разницей по толщине до 4 мм;
- Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе;
- Станок оснащен автоматическим тормозным устройством ножевого вала для безопасности работы;
- Перед ножевым валом установлен специальный литой прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности;
- Когтевая защита со стороны загрузки, предотвращающая обратное выбрасывание заготовки в процессе обработки;
- Электроблокировка, исключающая возможность включения станка при открытом ограждении.

Рубанок, фуганок или рейсмус
Все три инструмента выравнивают поверхность дерева, а разница их в различном качестве получаемой поверхности и принципе технологии зачистки:
- Рубанок делает первую проходку при подготовке поверхности, снимает верх на толщину настройки рабочего лезвия. Строгание активно борется с буграми, сучками, другими неровностями. Рубанок в качестве рабочего инструмента содержит нож и колодку. Ножей в конструкции может быть предусмотрено два, тогда они располагаются друг за другом и второй снимает более тонкую стружку, равняя поверхность, но финишную обточку делают другим инструментом.
- Фуганок по своей сути является разновидностью рубанка, у него более усовершенствованное строение. Корпус фуганка длиннее и тяжелее, это дает более плотный прижим к области обработки. Лезвия (2 шт.) настроены на чистовую проходку.
- Часто путают фуганок с рейсмусом, но предназначение этих инструментов различное. Фуганок выравнивает древесину, а рейсмус нужен для переноса на деталь параллельных черт. Ручной рейсмус с электрическим приводом наносит параллельные линии в соответствии с заданным размером.
 Ручной рейсмус с электрическим приводом наносит параллельные линии в соответствии с заданным размером.
Ручной рейсмус с электрическим приводом наносит параллельные линии в соответствии с заданным размером.В работе профессионального станочного оборудования различают работу рейсмуса и фуганка:
- Фуганок снимает определенный слой, придает плоскость поверхности, торец на фуговальном оборудовании обрабатывается в перпендикулярном направлении к основной плоскости;
- Чтобы сделать плоскости идеально параллельными используется рейсмус, но его работа возможна только после предварительного выравнивания.
Правильное использование переносного электрического фуганка
Фугование относится к обработке деревянных элементов с применением любого вида фуганка. Переносной инструмент можно зафиксировать стационарно для удобства обработки. Порядок действий:
- на верстаке закрепляют инструмент, при передвижении доски для нее должен быть предусмотрен упор;
- доска заводится на лезвие устройства по упору после включения питания инструмента;
- чтобы получить требуемое качество поверхности, доской проводят по лезвию несколько раз.

Для контроля толщины срезаемого слоя на обрабатываемой детали чертят линию мелом. Слой над ней должен исчезать плавно, а сама линия убирается в случае получения ровной заготовки. Чтобы работать с кромкой, доску поворачивают к лезвию соответственной стороной, затем все действия повторяют в прежней последовательности.
Работа с закрепленным на рабочем столе фуганком несложная, но требует соблюдения мер техники безопасности:
- руки не должны находиться в зоне работы лезвия;
- работа выполняется специальной защитной одежде;
- чтоб не держать доску руками и не подвергать их опасности используют держатели прижимного типа.
Чтобы обезопасить работника от преждевременного включения инструмента, на нем предусмотрена защитная система управления инструментом. На корпусе располагаются две кнопки включения, питание подается только при их одновременном нажатии.
Внешнее строение корпуса
На нем располагается раструб для подсоединения патрубка пылесоса и удобства уборки стружки, чаше всего модели оснащены таким входом справа. На корпусе устанавливается рукоятка для упора при работе и кнопки управления. Для регулирования глубины строгания и толщины слоя есть ручной винт. Чтобы изменить ширину обрабатываемой полосы предусмотрен упор сбоку.
На корпусе устанавливается рукоятка для упора при работе и кнопки управления. Для регулирования глубины строгания и толщины слоя есть ручной винт. Чтобы изменить ширину обрабатываемой полосы предусмотрен упор сбоку.
Инструмент имеет защитный кожух, который при надобности откидывается. Нижняя подошва агрегата сделана из алюминиевого листа большой толщины. На корпусе есть разъем для подключения аккумулятора или батарей с напряжением 18 В. В комплекте идет рабочий кабель длиной 2 метра с вилкой для бытовой сети.
СР-6-9 Общий вид рейсмусового станка
Фото рейсмусового станка СР 6-9
Фото рейсмусового станка СР 6-9
Фото рейсмусового станка СР 6-9
Расположение составных частей и органов управления рейсмусовым станком СР-6-9
Расположение составных частей станка СР 6-9. Рис. 3
Расположение органов управления станком СР 6-9. Рис. 4
Расположение органов управления станком СР 6-9. Рис. 5
5
Расположение органов управления станком СР 6-9. Рис. 6
Расположение составных частей рейсмусового станка СР 6-9
- Станина — СР6-9.10.000 — Рис. 3, поз. 1
- Стол — СР6-9.12.000 — Рис 3, поз. 2
- Валец подающий (передний) — СР6-9.22.000 — Рис. 4, поз. 21, Рис. 10
- Прижимы — СР6-9.24.000 — Рис. 4, поз. 20, Рис 9
- Вал ножевой — CP6-9.25.000 — Рис. 4, поз. 19, Рис. 8
- Валец подающий (задний) — СР6-9.28.000 — Рис. 4, поз. 22, Рис. 11
- Привод подачи — СР6-9.30.000 — Рис. 3, поз. 3, Рис 12
- Завеса звукопоглощающая — СР6-9.78.000 — Рис. 13*
- Электрооборудование — СР6-9.80.000 — Рис. 3, поз. 62
Расположение органов управления рейсмусовым станком СР 6-9
- Указатель нагрузки
- Световой указатель о наличии напряжения
- Кнопка «Пуск» ножевого вала
- Кнопка «Вверх» перемещения стола
- Кнопка «Вниз» перемещения стола
- Кнопка «Пуск» подачи
- Кнопка «Стоп» общая
- Кнопка «Стоп» общая
- Выключатель местного освещения
- Вводный выключатель
- Маховичок ручного перемещения стола
- Маховичок регулировки скорости подачи
- Рукоятка механического зажима стола
- Рукоятка перемещения вальцов стола
Как избежать дефектов поверхности: вырванных волокон, задиров, вмятин?
Одна из главных задач рейсмуса — создание гладкой поверхности. Но так получается далеко не всегда. Вырванные волокна, задиры, вмятины и другие дефекты поверхности, которые невозможно устранить шлифованием, — это проблемы, доставляющие немало головной боли. Чтобы свети к минимуму или же вовсе избежать подобных неприятностей, рекомендуем придерживаться нескольких простых правил.
Но так получается далеко не всегда. Вырванные волокна, задиры, вмятины и другие дефекты поверхности, которые невозможно устранить шлифованием, — это проблемы, доставляющие немало головной боли. Чтобы свети к минимуму или же вовсе избежать подобных неприятностей, рекомендуем придерживаться нескольких простых правил.
Контролируйте скорость подачи и толщину съема материала. Это то, о чем мы говорили выше. Шаг съема материала — не более 0,8 мм; на последних проходах — не более 0,4 мм. Чистовые проходы лучше делать на небольших скоростях.
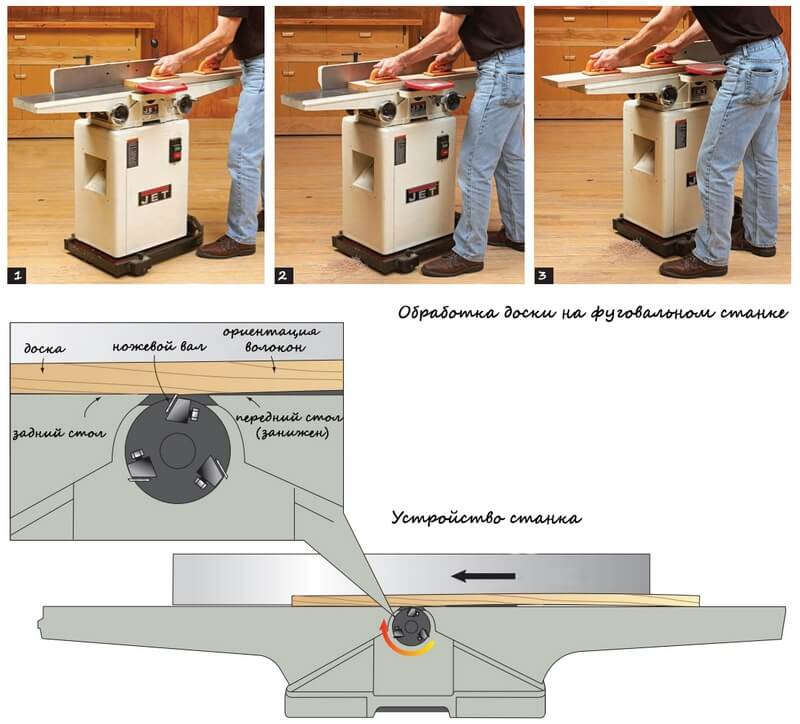
Подавайте заготовку с правильной ориентацией волокон. Самый надежный способ избежать вырывов — это внимательно изучать направление волокон на заготовке и правильно подавать ее в рейсмусовый станок. Волокна на торце должны быть ориентированы вниз, как бы спускаться в станок так, как это показано на фото.
Подавайте доски под небольшим углом. Загружая доску, ориентируйте ее под небольшим углом — это уменьшает риск вырванных волокон на ее торце.
Подключайте систему стружкоудаления. Попадание стружки под вальцы приводит к образованию вмятин на поверхности доски. Избежать такого дефекта помогает исправно работающая система пылеудаления. Инвестиция в хороший промышленный пылесос даст не только хорошо обработанную поверхность, но и защитит от перегрева двигатель, предотвратит пробуксовку досок внутри станка, увеличит срок службы ножей.
Следите за остротой ножей. Вырванные волокна и полосы на оструганной поверхности могут объясняться затупившимися ножами. При появлении подобных симптомов следует переставить лезвия (если речь идет о двусторонних ножах), заточить их (если предусмотрена возможность переточки) или установить новый комплект.
Схема кинематическая рейсмусового станка СР-6-9
Кинематическая cхема рейсмусового станка СР 6-9
Кинематические цепи станка осуществляют следующие движения:
- Вращение ножевого вала
- Вращение подающих вальцов
- Механическое и ручное перемещение стола вверх-вниз
- Ручная настройка скорости подачи
- Ручной зажим стола
На рисунке изображена кинематическая схема одностороннего рейсмусового станка СР 6-9. Ножевой вал 35 приводится во вращение от электродвигателя 1 через клиноременную передачу со шкивами 2 и 3. Торможение вала осуществляется тормозом 36.
Ножевой вал 35 приводится во вращение от электродвигателя 1 через клиноременную передачу со шкивами 2 и 3. Торможение вала осуществляется тормозом 36.
Механизм подачи — трехвальцовый. Привод верхних подающих вальцов 37 и 39 и заднего нижнего вальца 42 осуществляется от двухскоростного электродвигателя 4, соединительной муфты и редуктора, смонтированных на одной плите. В редукторе расположены две электромагнитные муфты 40 и 41, с помощью которых включаются ступени редуктора с разным передаточным отношением.
При включении муфты 40 вращение на вальцы поступает через зубчатые передачи 5—7, 9—10, 11—12, 13—14, 15—16 и цепную передачу со звездочками 17—21. При включении муфты 41 вращение передается через шестерни 6—8, а далее по той же кинематической цепи.
Установка необходимой скорости подачи производится двумя переключателями (для муфт и двигателя) по таблице настройки, где для каждой скорости указано соответствующее положение переключателей. Четыре значения скорости подачи в диапазоне 8… 24 м/мин вполне удовлетворяют потребителей, а упрощение кинематической цепи привода подачи повышает надежность станка.
Четыре значения скорости подачи в диапазоне 8… 24 м/мин вполне удовлетворяют потребителей, а упрощение кинематической цепи привода подачи повышает надежность станка.
Стол 38 станка имеет настроечное вертикальное перемещение по направляющим. Вращение от электродвигателя 34 через ременную передачу 28—29, червячный редуктор 30, цепную передачу 31—32, конические зубчатые передачи 23—24 и 26—27 поступает на две винтовые пары 22 и 25. Стол движется вверх и вниз только при непрерывном нажиме на кнопку. Для предотвращения поломки механизма подъема служит предохранительная муфта 33. Ручное перемещение стола осуществляется маховичком 43 через зубчатую муфту 44.
Фиксация стола в заданном положении производится вручную поворотом рукоятки, которая через эксцентрик и шток зажимает направляющую стола.
Технические характеристики
Рейсмусовые станки могут иметь разные характеристики, обусловленные возможностями того или иного агрегата.
Вот один из примеров:
У нас металлический верстак купить. Описание воздушный компрессор цена тут.
Описание воздушный компрессор цена тут.
- возможность обработки деталей толщиной от 160 до 1250 мм;
- толщина слоя, который можно снять за один заход — до 3 мм;
- скорость вращения рабочих валов — 5000 оборотов в минуту;
- рабочий вал может иметь поперечник 100-165 мм и оснащаться 2-4 ножами;
- максимальная мощность двигателя — 45 кВт. Для бытовых нужд достаточно 2,2 кВт.
Общая компановка рейсмусового станка СР-6-9. Описание основных сборочных единиц
Станина станка СР-6-9. См. рис. 3, 4, 5, 6
Станина 1 станка представляет жесткую цельнолитую коробку. Внутри станины, в центральной нише передней части станка, установлен бесступенчатый привод подающих вальцов и перемещения стола 2.
Регулирование скорости подачи осуществляется при помощи маховичка 16, расположенного в левой части станины. В левой нише станины расположен электрошкаф. В правой нише станины размещены цепная передача 41 привода подающих вальцов и клиноременная передача 46 привода ножевого вала.
Верхний блок станка
Верхняя часть станка 4 (см. рис. 3) выполнена блочной конструкцией, в которой размещены (см. рис. 4): когтевая защита 23, вальцы подающие — передний 21 и задний 22, вал ножевой 19, прижимы 20, траверса 24 фуговального приспособления. В левой передней нише блока размещено электрооборудование пульта управления станком. В левой боковой нише блока размещено тормозное устройство ножевого вала, в правой нише — цепная передача верхних подающих вальцов и клиноременная передача привода ножевого вала.
Стол рейсмусового станка СР-6-9
Стол рейсмусового станка СР 6-9. Рис. 7
Стол 1 — чугунный, прямоугольной формы с направляющими 2 и 3. В столе расположены два гладких вальца 4 и 5. Валец 5 — приводной. Вальцы смонтированы на качающихся кронштейнах 6. Выставка вальцов по высоте относительно рабочей поверхности стола производится эксцентриковым механизмом 7, поворотом рукоятки 8.
Фиксация стола в заданном положении производится эксцентриковым зажимом поворотом рукоятки 9.
Механизм перемещения стола
Механизм механического перемещения стола состоит из привода 3 (см. рис. 3), цепной передачи 44 (рис. 5), распределительного вала IX (см. рис. 2), конических передач 23—24, 26—27 передач винт. — гайка X—25, XI—28.
Ручное перемещение стола осуществляется маховичком 15 (см. рис. 3), через кулачковую муфту 60 (см. рис. 6), цепную передачу 59. Для включения муфты необходимо нажать на маховичок в осевом направлении.
Вал ножевой рейсмусового станка СР-6-9
Вал ножевой рейсмусового станка СР-6-9. Рис. 8
Корпус ножевого вала 1 цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которые устанавливаются прямые ножи — 7. Крепление ножей производится клиньями 6 и винтами 5. Выставка ножей осуществляется винтами 8 через гайки 9. Корпус ножевого вала монтируется на шарикоподшипниках 2, размещенных в цилиндрических опорах 3 и 4. На станке ножевой вал устанавливается в расточках блока 4 (см. рис. 3). Вращение ножевого вала осуществляется от электродвигателя 47 (см. рис. 5) клиноременной передачей 46. Электродвигатель установлен на качающейся плите 49.
Вращение ножевого вала осуществляется от электродвигателя 47 (см. рис. 5) клиноременной передачей 46. Электродвигатель установлен на качающейся плите 49.
Прижимы и схема установки по высоте подающих вальцов, прижимов и когтевой защиты рейсмусового станка СР-6-9
Прижимы рейсмусового станка СР 6-9. Рис. 9
Передний прижим 1 служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения заколов.
Передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций. Давление каждой секции осуществляется пружиной 3. Все секции размещаются на оси 4.
Задний прижим представляет собой сплошную балку. Передний и задний, прижимы монтируются на щеках 5 и 6 и имеют возможность поворачиваться на фланцах ножевого вала относительно его оси.
Механизм подачи рейсмусового станка СР-6-9
Валец подающий передний рейсмусового станка СР 6-9. Рис. 10
Механизм подачи станка — вальцовый. Верхние подающие вальцы размещены в блоке станка и состоят из переднего секционного 21 и заднего гладкого 22 вальцов (см. рис. 4).
рис. 4).
Нижние вальцы — гладкие и установлены в столе (см. рис. 7).
Секции 1 (рис. 10) переднего подающего вальца монтируются на валу 2. Вал 2 вращается на шарикоподшипниках 3, установленных в кронштейнах 4 и 5. Кронштейн 4 качается на промежуточной втулке 6, установленной в блоке станка, кронштейн 5 — на втулке 7, смонтированной в щеке 8. На валу 2 имеются продольные прорези — канавки, в которых размещаются упорные планки секционных колец 1.
Когтевая защита 10 установлена на оси 11. Подъем когтевой защиты производится поворотом оси 11. Пружина 12 возвращает когтевую защиту 10 в рабочее положение.
Валец подающий задниий рейсмусового станка СР 6-9. Рис. 11
Задний подающий валец I (см. рис. 11) выполнен гладким и вращается на шарикоподшипниках 2, установленных в кронштейнах 3 и 4. Кронштейн 4 жестко связан с осью 5, которая одним концом опирается» во втулке 6, установленной в щеке 7, другим — во втулке 8, установленной в блоке станка.
Прижим верхних подающих вальцов к заготовке осуществляется тягами 27 и 32 (см. рис. 4), усилие прижима регулируется винтом 30 и гайками 33, сжимающие пружины 29 и 34.
рис. 4), усилие прижима регулируется винтом 30 и гайками 33, сжимающие пружины 29 и 34.
Вращение подающих вальцов и перемещение стола вверх и вниз осуществляется от бесступенчатого привода подачи 3 (см. рис. 3), через цепные передачи 41 и 44 (см. рис. 5).
Привод подачи рейсмусового станка СР-6-9
Привод подачи рейсмусового станка СР-6-10. Рис. 12
Бесступенчатый привод подачи состоит из электродвигателя 1, механического вариатора 2, редуктора 3, смонтированных на одной плите 23.
От электродвигателя 1 через муфту 24, конусный диск 4 вращение передается валу 5. Далее через зубчатые передачи 6, 7, 8, 9 и 12 вращение передается валу 10 и от звездочки 13 — цепной передаче 41. При включении электромагнитных муфт 14 или 18 вращение от вала 16 и звездочки 17 передается цепной передаче 44 — происходит перемещение стола вверх или вниз. Изменение частоты вращения привода (т. е. получение, необходимой скорости подачи) достигается перемещением конусного диска 4 относительно контактного кольца 20. Перемещение осуществляется маховичком 16 (см. рис. 3).
Перемещение осуществляется маховичком 16 (см. рис. 3).
Завеса звукопоглощающая рейсмусового станка СР-6-9
Для снижения уровня звука спереди и сзади станка устанавливается звукопоглощающая завеса, передняя и задняя подвижные стенки.
Завесы крепятся к блоку винтами 1. В передней завесе установлены подвижные секторы. Внутренние стенки завесы облицованы звукопоглощающим материалом. В задней завесе установлена штора из звукопоглощающего материала.
Передние и задние подвижные стенки крепятся к столу винтами 2.
Принадлежности к станку
В комплект поставки станка входят:
Фиксатор
Приспособление предназначено для стопорения ножевого вала при смене ножей (см.рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
Смена ножей производится последовательно при зафиксированном ножевом вале.
После смены ножей фиксатор необходимо снять со станка.
Приспособление заточное
Для заточки ножей, установленных на ножевом вале станка, служит заточное приспособление. Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Приспособление фуговальное
Приспособление фуговальное предназначено для доводки лезвий заточных ножей мелкозернистым абразивом с целью повышения качества режущей поверхности.
При вращении головки нониусного устройства 6 по часовой стрелке или против часовой стрелки происходит перемещение пиноли 2 со шлифовальным бруском 5 относительно корпуса 1. Величина перемещения фиксируется делением нониусного устройства. Цена деления 0,1 мм.
Приспособление контрольное рейсмусового станка СР-6-9
Приспособление контрольное рейсмусового станка СР-6-9
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Электрооборудование станка рейсмусового одностороннего СР-6-9
Расположение электрооборудования на рейсмусовом станке СР 6-9 Рис. 16
Электрооборудование станка. Общие сведения
Электрооборудование одностороннего рейсмусового станка СР6-9 (рис. 16) содержит:
- Ml — электродвигатель привода ножевого вала;
- М2 — электродвигатель привода подачи и перемещения стола;
- Эм1 — тормозной электромагнит привода ножевого вала;
- Эм2, Эм3 — электромагнитные муфты перемещения стола;
- Эм4 — тормозная электромагнитная муфта перемещения стола;
- Аппаратура управления, сигнализация — расположенная в пульте управления и нише электрошкафа
На станке применяются следующие величины напряжений:
- силовая цепь 50 Гц, 380 В;
- цепь управления 50 Гц, 110 В;
- цепь сигнализации 50 Гц, 24 В.
- цепь питания электромагнитных муфт = 24 В.
Схема электрическая принципиальная рейсмусового станка СР 6-9 Рис. 17
Описание работы электросхемы
Перечень элементов к электросхеме (см. табл. 6). Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателя В2 и предохранителей Пр1…Пр3, после чего закрыть дверь электрошкафа.
Напряжение на силовые цепи и цепи управления подается включением вводного выключателя В1. При этом на пульте управления должна загореться сигнальная лампа Л1 молочного цвета. Включение привода ножевого вала осуществляется кнопкой Кн5. При этом включается магнитный пускатель Р1, замыкая свои контакты в цепи питания электродвигателя ножевого вала. Отключается привод ножевого вала кнопкой Кн4 или Кн1.
Привод ножевого вала невозможно включить при открытой эксгаустерной воронке или открытой боковой крышке (правой и левой). Блокировка осуществляется микровыключателями В4, В5, В6.
Привод подачи включается кнопкой Кн6 при включенном приводе ножевого вала. При этом включается магнитный пускатель Р2, замыкая свои контакты в цепи питания электродвигателя М2. Привод подачи нельзя включить, если не включен привод ножевого вала, благодаря наличию замыкающих контактов пускателя Р1 в цепи питания катушки пускателя Р2.
При этом включается магнитный пускатель Р2, замыкая свои контакты в цепи питания электродвигателя М2. Привод подачи нельзя включить, если не включен привод ножевого вала, благодаря наличию замыкающих контактов пускателя Р1 в цепи питания катушки пускателя Р2.
Перемещение стола производится включением кнопки Кн2 или Кн3 в толчковом режиме при отключенном приводе ножевого вала. При включенном приводе ножевого вала привод перемещения стола не включится, так как в его цепи имеется размыкающий контакт магнитного пускателя Р1.
Кнопкой Кн2 включается реле Р3, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм2 и включает перемещение стола вверх.
Кнопкой Кн3 включается реле Р4, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм3 и включает привод перемещения стола вниз.
Для фиксации стола в заданном положении «применяется тормозная муфта Эм4.
Переключатель В3 служит для включения лампы местного освещения Л2.
Кнопка Кн4, расположенная на пульте управления, и кнопка Кн1, расположенная на станине станка, служат для аварийного отключения станка.
Защита электрооборудования от токов короткого замыкания и перегрузок осуществляется вводным выключателем В1, выключателем В2 и предохранителями Пр1…ПрЗ.
Нулевая защита осуществляется магнитными пускателями.
Подготовка электрооборудования станка к первоначальному пуску и первоначальный пуск.
При первоначальном пуске станка необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудования внешним осмотром. После осмотра в электрошкафе на блоках зажимов отключить провода питания двигателей Ml и М2. Включить вводный выключатель B1. При помощи кнопок, находящихся на пульте управления, проверить четкость срабатывания пускателей. После чего восстановить схему в исходное положение и проверить правильность направления вращения электродвигателей.
Какая разница? – ToolLogic.com
Существует распространенная ошибка, которую допускают многие люди, полагая, что рубанки и фуганки выполняют одну и ту же функцию. Большинство опытных столяров знают, что фуганки и рубанки выполняют совершенно разные функции, хотя и те, и другие используются для выравнивания поверхности необработанной древесины. Силовые фуганки используются для выравнивания одной поверхности древесины и придания формы одному краю. Рубанки используются, чтобы сделать противоположную грань параллельной первой.
Силовые фуганки используются для выравнивания одной поверхности древесины и придания формы одному краю. Рубанки используются, чтобы сделать противоположную грань параллельной первой.
Конечной целью любого деревообрабатывающего проекта является получение пригодных для использования деталей, и вы можете сделать это, заплатив лесопилке за подготовку деревянных поверхностей. Вы также можете использовать ручные рубанки, чтобы выполнить работу вручную. Фуганки и рубанки в основном экономят время, в зависимости от того, сколько древесины вам нужно подготовить. Они не обязательны, но удобны.
Содержание
- Что такое фуганок?
- Как работает фуганок
- Получение идеального реза
- Чего не может фуганок
- Указания по использованию фуганка
- Что такое рубанок?
- Преимущества использования строгального станка
- Почему строгальные станки чрезвычайно полезны при деревообработке
- Чего не может строгальный станок
- Надлежащее обучение работе на строгальном станке
- Меры предосторожности и советы по обслуживанию строгального станка
- Почему фуганки и строгальные станки незаменимы в хорошо оборудованной мастерской
- Что выбрать?
ToolLogic. com получает комиссию от покупок, сделанных по ссылкам в этом посте . Узнать больше
com получает комиссию от покупок, сделанных по ссылкам в этом посте . Узнать больше
Что такое фуганок?
Фуговальные станки — это разновидность деревообрабатывающего станка, который выравнивает поверхность грубых пиломатериалов, чтобы сделать ровные края досок для различных целей, например, для соединения двух досок вместе для получения более толстых досок. Название фуганок происходит от фуганка, ручного инструмента, используемого для той же цели.
Ваши проекты не будут идеальными, если вы не будете использовать квадратную древесину в качестве основы для резки и строгания. С этой задачей справятся и плоскорезные станки, и настольные пилы, но вы должны начать с абсолютно плоской кромки. Фуганки дают вам абсолютно ровную кромку, чтобы вы могли обрабатывать древесину другим оборудованием.
Принцип работы фуганка
Фуговальный станок имеет входной и выходной столы, расположенные в одной плоскости. Между столами есть зазор, где расположены режущие ножи. Круг резки, который является верхней кромкой ножей, выровнен заподлицо с разгрузочным столом. Подающий стол подстраивается под толщину того количества древесины, которое вы хотите удалить при создании плоской поверхности. Когда вы режете, доска перемещается к выходному столу, где она поддерживается. Станок имеет достаточную ширину, чтобы сгладить доску и сделать ровные поверхности, и вы можете отрегулировать толщину, чтобы сделать доски достаточно тонкими, чтобы поместиться на столе.
Круг резки, который является верхней кромкой ножей, выровнен заподлицо с разгрузочным столом. Подающий стол подстраивается под толщину того количества древесины, которое вы хотите удалить при создании плоской поверхности. Когда вы режете, доска перемещается к выходному столу, где она поддерживается. Станок имеет достаточную ширину, чтобы сгладить доску и сделать ровные поверхности, и вы можете отрегулировать толщину, чтобы сделать доски достаточно тонкими, чтобы поместиться на столе.
Вы можете использовать забор, чтобы направлять древесину, когда вы выравниваете поверхность. Забор также полезен для выравнивания древесины при соединении краев досок. Вы можете отрегулировать упор до 45 градусов при резке углов.
Выравнивание древесины необходимо для большинства работ по дереву, за исключением изделий в деревенском стиле, где фактура и асимметричные поверхности являются частью дизайна. Существуют различные инструменты для выполнения этой работы, и вы можете заставить свой лесопилку выполнять часть работы, не выполнять ее полностью или вообще ничего, но готовые пиломатериалы стоят дополнительно. Фуговальные станки — это наиболее эффективный способ производства досок с неизменной точностью и точностью за короткий промежуток времени.
Фуговальные станки — это наиболее эффективный способ производства досок с неизменной точностью и точностью за короткий промежуток времени.
Получение идеального реза
Получение идеального реза с помощью фуганка редко возможно из-за конструкции оборудования. Доски обычно нуждаются в рейсмусовом станке, чтобы получить идеально квадратную доску. Вы можете удалить древесину с обеих сторон, чтобы получить гладкую поверхность, но доска почти всегда будет скошенной или искривленной.
В следующем видео на YouTube обсуждаются проблемы, связанные с тем, почему фуганки могут разочаровать новичков, которые пытаются получить ровные кромки за один шаг. Вам нужно пропустить доски через настольную пилу и/или рубанок по дереву, чтобы получить идеальную доску. С другой стороны, опасно пропускать доску через настольную пилу, если она не была сплющена ручным или фуганком.
Чего не может фуганок
Фуганки нельзя использовать на всех гранях. Как только вы получите квадратную кромку и плоскую поверхность, вы можете разрезать древесину с помощью настольной пилы или строгального станка по дереву, чтобы закончить свои доски. Возможности фуганка ограничены размерами – длиной и шириной – кроватей. Вы должны установить размеры резки на нижний предел размера платы. Самая низкая рекомендуемая деталь имеет толщину 0,5 дюйма, ширину 2,0 дюйма и длину 12 дюймов, и вам никогда не следует пытаться фрезеровать меньший материал с помощью фуганка.
Возможности фуганка ограничены размерами – длиной и шириной – кроватей. Вы должны установить размеры резки на нижний предел размера платы. Самая низкая рекомендуемая деталь имеет толщину 0,5 дюйма, ширину 2,0 дюйма и длину 12 дюймов, и вам никогда не следует пытаться фрезеровать меньший материал с помощью фуганка.
Указания по использованию фуганков
Вы всегда должны резать доски вниз по направлению волокон древесины, чтобы предотвратить разрывы. Если зерно движется в нескольких направлениях, расположите доску так, чтобы большая часть зерна шла вниз от разгрузочного стола к подающему столу. Другие указания по использованию фуганков включают в себя:
- Неправильно выровненные столы разгрузки могут привести к вогнутым поверхностям, если они установлены слишком высоко, и к более тяжелым концам, если они установлены слишком низко.
- Сначала соединение лицевой стороны позволяет получить соединенный край, перпендикулярный лицевой стороне.
- Вы можете добиться идеального совпадения швов без зазоров в линиях склейки, соединив лицевую сторону одной доски с лицевой стороной к упору, а другую доску лицевой стороной, расположенной в стороне от упора, и края будут идеально совмещены.

Что такое рубанок?
Строгальные станки используются для производства досок одинаковой толщины, плоских с каждой стороны. В прошлом строгание древесины было трудоемкой работой, выполняемой ручными инструментами и частыми измерениями. Современные строгальные станки сложны в эксплуатации и нуждаются в обучении, но вы можете быстро обработать многие доски до нужной толщины, используя ручное или электронное управление.
Глубину реза можно установить, отрегулировав режущую головку или планировочную платформу. Подготовленные фуганком доски дают вам ровную поверхность, от которой можно установить ширину доски при ее раскрое. При подаче доски с разгрузочного стола через станок подающие ролики переносят доску к быстро вращающимся режущим лезвиям режущего барабана. Выходной валик выводит доску из станка, и вы получаете идеально ровную и однородную доску нужной толщины.
Преимущества использования рубанка
Строгальные станки — отличный инструмент для поддержания прямолинейности двойных поверхностей и резки древесины с точностью до нужной толщины. Вы можете использовать рубанок по дереву для создания параллельных поверхностей и быстрой регулировки толщины готовых досок.
Вы можете использовать рубанок по дереву для создания параллельных поверхностей и быстрой регулировки толщины готовых досок.
Одним из больших преимуществ использования рубанка является то, что он позволяет восстановить старую древесину из домов и мебели. Просто удалите весь металл, такой как гвозди, шурупы, петли и т. д., чтобы не повредить режущую головку или себя. Вы можете настроить головку на резку неглубокого слоя древесины и выполнение нескольких проходов, пока древесина не будет соответствовать вашим требованиям по толщине или пока переработанная доска не будет очищена от пятен, красителей, покрытий и краски. Другие преимущества добавления строгального станка в вашу мастерскую включают в себя:
- Облегчение любого деревообрабатывающего проекта
- Изготовление плоских ровных поверхностей за один проход
- Изготовление нестандартных досок точной формы
- Резка любой деревянной поверхности до нужной толщины
Почему строгальные станки чрезвычайно полезны в деревообработке
Строгальные помощники 90 вы восстанавливаете старую древесину, и вы можете использовать древесные отходы, куски дерева неправильной формы и необработанную древесину для своего проекта. Некоторым из этих отходов и необработанной древесины требуется фуганок для получения гладкой поверхности, прежде чем вы сможете использовать рубанок для обрезки древесины до одинаковой толщины. Имея в своем магазине строгальный станок, вы можете купить древесину любой толщины для своего проекта и сэкономить, выбирая нестандартные куски и обрезки. Опытные пользователи строгального станка могут даже загрузить в строгальный станок серию необработанных деревянных блоков, чтобы получить идеальные шпиндели для дек. Рубанок идеально подходит для проектов, требующих бесшовного соединения двух кромок. Когда вы приобретете опыт работы с рубанком, вы сможете скосить даже край двери.
Чего не может рубанок
Вы не сможете получить гладкую исходную поверхность на грубых пиломатериалах, используя только рубанок. Вот почему вам нужны и рубанок, и фуганок, если вы планируете много проектов и используете различные породы дерева.
Надлежащее обучение работе на строгальном станке
Строгальные станки не очень удобны в использовании, потому что работа может быть опасной. Надлежащее обучение использованию современных станков для строгания столов, досок или кромок важно даже для опытных столяров. Используемые людьми без подготовки, строгальные станки могут вызывать бекасные, отрывные и наклонные плоскости. Любая из этих проблем может свести на нет цель использования рубанка, увеличивая стоимость вашего проекта.
Строгальные станки имеют высокую мощность и высокую скорость резания, что делает оборудование опасным в неопытных руках. Важно уделить время тому, чтобы научиться управлять рубанком, желательно с практическим обучением под наблюдением опытного оператора. Важно носить средства защиты органов слуха, которые многие столяры игнорируют. Следующее видео, подготовленное Американской гильдией деревообработчиков, хорошо освещает некоторые риски, связанные с работой на строгальном станке без обучения.
Меры предосторожности и советы по обслуживанию рубанка
Электрорубанки могут ввести в заблуждение, потому что они портативны, не слишком громки и кажутся простыми в управлении. С некоторыми из них так же легко обращаться, как с дрелью, но это позволяет забыть о том, что они работают с огромной скоростью. Вы всегда должны осознавать, что резак оголен, и он может легко отрезать конечность.
Важно, чтобы рубанок разогнался до полной скорости, прежде чем пытаться им резать. Встроенная подножка переносного рубанка удерживает режущую головку над рабочей поверхностью, но случаются несчастные случаи. Лучше всего выключать машину, когда вы ею не пользуетесь.
Меры предосторожности при работе со строгальным станком включают ношение защитных очков и средств защиты органов слуха. Вы должны убедиться, что на всех досках нет гвоздей, шурупов и другого металла. Даже твердые сучки в древесине могут представлять угрозу безопасности. Не следует строгать древесину тоньше 10 миллиметров, потому что древесина может легко сломаться и разлететься в разные стороны. Другие ключевые меры предосторожности при использовании любого типа рубанка включают:
- Держите режущие лезвия острыми.
- Очистите станок сжатым воздухом, чтобы удалить опилки и мусор, особенно вокруг роликов и режущей головки.
- Таким же образом очистите установочные винты головки и направляющие.
- Если двигатель заглох, выключите его, прежде чем перезапустить рубанок.
Почему фуганки и строгальные станки необходимы в хорошо оборудованной мастерской
Вам нужны и строгальный станок, и фуганок, чтобы получить максимальный выход из необработанного пиломатериала, а экономия денег является основной причиной, по которой большинство столяров выбирают черновые рубить пиломатериалы. Вы платите значительную премию, если лесопильный склад режет и отделывает ваши доски. Наличие обоих инструментов дает вам возможность справиться практически с любым проектом — от регенерации древесины до строительства террасы для вашего дома.
Стоимость строгального станка по сравнению с фуганком зависит от модели, рейтинга HP, бренда и других критериев. Стоимость, как правило, составляет среднюю цену в середине сотни за машину, предназначенную для домашнего использования и использования в мастерской, но цена может быть слишком высокой, чтобы покупать обе машины одновременно.
Что выбрать?
Если вам нужно выбрать по одной, строгальный станок обеспечивает лучшую рентабельность, поскольку его можно использовать для нескольких процессов деревообработки для разделочных досок, но если вам нужны две параллельные доски, одна из них не будет параллельна другой. другая сторона – если вы не используете фуганок. Рубанки должны использоваться с обеих сторон доски, чтобы получить одинаковую толщину, но работа может быть выполнена. Фуганки не позволят вам утолщать доски до точных размеров. Строгальные станки были созданы для рейсмусования, и это ценная возможность иметь в своей мастерской. Вы можете купить предварительно фрезерованные доски на лесопилке и нарезать их до любой толщины.
Получение обоих станков как можно быстрее расширит ваши возможности в области деревообработки, сэкономит на будущих покупках пиломатериалов и даст вам больший контроль над любым проектом. Проклейка грубых пиломатериалов невозможна без фуганка, который подгоняет и выпрямляет древесину.
Два деревообрабатывающих инструмента идут рука об руку в хорошо оборудованном магазине. Если вы хотите расширить свои навыки деревообработки, восстановить старую древесину, снизить стоимость пиломатериалов и получить больший контроль над своими проектами, рубанок или фуганок — это вопрос с подвохом. Вам нужны оба.
В чем разница и что выбрать|CUTECH
Любой, кто имеет опыт работы с деревом, понимает важность плоских однородных досок. Для необработанных пиломатериалов требуется строгание с четырех сторон; требование, известное как обработанная поверхность с 4 сторон (S4S). Эта подготовка устраняет любую деформацию и несоответствие размеров древесины, чтобы обеспечить гладкость вашего проекта. Для создания доски S4S часто возникает вопрос, использовать ли фуганок или рубанок. сбивает с толку, потому что обе части оборудования выполняют одну и ту же функцию. Это не совсем так. Хотя они работают по схожим принципам, у каждого своя уникальная роль, и оба необходимы для получения оптимальных результатов.
Что такое фуганок?
Фуговальный станок используется для выравнивания кромок и выравнивания отдельных поверхностей древесины. Фуганки Cutech достигают этого с помощью спиральных фрез, которые фрезеруют доску снизу. Короче говоря, этот станок используется для выпрямления любых дефектов древесины, таких как искривление, скручивание и / или чашеобразная форма древесины при формировании ее краев. После нескольких проходов поверхность будет идеально ровной. Как только это будет сделано, древесина может быть переориентирована с помощью упора для фуганка, чтобы выровнять тот край, который обращен к спиральным фрезам.
Чего не может фуганок Распространенное заблуждение состоит в том, что плиту можно перевернуть и фрезеровать с другой стороны для достижения симметрии и одинаковой толщины. Однако это не так. Хотя вы получите две плоские поверхности с каждой стороны доски, толщина доски не будет одинаковой по длине. Чтобы использовать аналогию, представьте, что вы разрезаете лист бумаги на квадрат от руки ножницами. Хотя ваши разрезы будут прямыми, сами края могут быть не полностью параллельны противоположным краям, создавая перекошенный квадрат. Итак, как мы можем гарантировать, что обе стороны дерева параллельны? Для этого нужен рубанок.
Узнайте больше о настольном фуганке CUTECH со спиральной режущей головкой.
- Эффективно сделать поверхность и кромку досок прямыми и ровными
- Спиральная режущая головка обеспечивает более легкую замену ножей и более низкий уровень шума, чем режущая головка с прямыми ножами
- Двусторонние пластины CUTECH, расположенные под углом 90° к опоре ножевого вала, обеспечивают более гладкую поверхность
- Любые повреждения отдельных вставок можно заменить. По сравнению с машинами с прямым лезвием любое повреждение потребует дорогостоящей замены всех ножей в машине
Что такое рубанок?
Роль рубанка проста, но важна.
Короче говоря, его основная функция заключается в создании двух плоских плоских поверхностей (отсюда и название «строгальный станок») из дерева, чтобы их можно было соединить. Рабочий механизм рубанка выглядит следующим образом. Ролики оказывают давление и направляют древесину через ряд спиральных фрез, которые фрезеруют поверхностные слои древесины.
Это вторичный процесс по сравнению с соединением, который обеспечивает равномерную толщину и симметрию.
Строгание можно рассматривать как «тонкую настройку» работы, выполняемой фуганком. Вернемся к аналогии с вырезанием бумаги. После того, как вы вырезали свой квадрат, вы должны убедиться, что все противоположные стороны параллельны и обрезаны до нужной толщины.
В то время как с помощью ножниц можно создавать прямые линии и углы схода, т. е. фуганок, вам понадобится устройство, способное обеспечить формирование из бумаги идеально симметричного квадрата, т. е. рубанок.
Строгальный станок — это точность и симметрия, а линейку продуктов Cutech можно запрограммировать на получение любой желаемой толщины с очень жесткими допусками.
Чего не может рубанок Хотя строгальные станки служат очень полезной цели, есть некоторые задачи, которые лучше оставить для другого оборудования.
Основная функция рубанка — брать толстые доски и делать их тоньше. Доска уже должна иметь ровную поверхность, чтобы ее можно было положить на станину вниз, чтобы рубанок снял верхние слои.
Строгальный станок также не идеален для деревообработки, которая может включать резку кромок под углом. Кроме того, строгальные станки используют прижимные ролики для вытягивания досок, которые не будут работать должным образом, если доски загнуты, деформированы или скручены.
Решение обеих этих задач лучше всего подходит для фуганка. Короче говоря, все, кроме рейсмусования доски, не является идеальным приложением для рубанка.
Узнайте больше о настольном рубанке CUTECH со спиральной режущей головкой.
- Эффективное изготовление досок одинаковой толщины
- Спиральная режущая головка обеспечивает более легкую замену ножей и более низкий уровень шума, чем режущая головка с прямыми ножами
- Двусторонние пластины CUTECH, расположенные под углом 90° к опоре ножевого вала, обеспечивают более гладкую поверхность
- Любые повреждения отдельных вставок можно заменить.
 Некоторым из этих отходов и необработанной древесины требуется фуганок для получения гладкой поверхности, прежде чем вы сможете использовать рубанок для обрезки древесины до одинаковой толщины.
Некоторым из этих отходов и необработанной древесины требуется фуганок для получения гладкой поверхности, прежде чем вы сможете использовать рубанок для обрезки древесины до одинаковой толщины. Надлежащее обучение использованию современных станков для строгания столов, досок или кромок важно даже для опытных столяров. Используемые людьми без подготовки, строгальные станки могут вызывать бекасные, отрывные и наклонные плоскости. Любая из этих проблем может свести на нет цель использования рубанка, увеличивая стоимость вашего проекта.
Надлежащее обучение использованию современных станков для строгания столов, досок или кромок важно даже для опытных столяров. Используемые людьми без подготовки, строгальные станки могут вызывать бекасные, отрывные и наклонные плоскости. Любая из этих проблем может свести на нет цель использования рубанка, увеличивая стоимость вашего проекта. С некоторыми из них так же легко обращаться, как с дрелью, но это позволяет забыть о том, что они работают с огромной скоростью. Вы всегда должны осознавать, что резак оголен, и он может легко отрезать конечность.
С некоторыми из них так же легко обращаться, как с дрелью, но это позволяет забыть о том, что они работают с огромной скоростью. Вы всегда должны осознавать, что резак оголен, и он может легко отрезать конечность.



 Чтобы использовать аналогию, представьте, что вы разрезаете лист бумаги на квадрат от руки ножницами. Хотя ваши разрезы будут прямыми, сами края могут быть не полностью параллельны противоположным краям, создавая перекошенный квадрат. Итак, как мы можем гарантировать, что обе стороны дерева параллельны? Для этого нужен рубанок.
Чтобы использовать аналогию, представьте, что вы разрезаете лист бумаги на квадрат от руки ножницами. Хотя ваши разрезы будут прямыми, сами края могут быть не полностью параллельны противоположным краям, создавая перекошенный квадрат. Итак, как мы можем гарантировать, что обе стороны дерева параллельны? Для этого нужен рубанок..jpg)

