Системы линейного перемещения – линейные направляющие (модули) Hiwin
Подбор по параметрам
Линейные и рельсовые направляющие, пользующиеся большой популярностью сегодня, представлены на рынке в самых различных типоразмерах, количество которых может достигать сотен. Выбор правильного типоразмера рельсовых направляющих аналогичен процедуре выбора размера подшипника качения. Для этого нужно провести грамотные инженерные расчеты, учитывая тип используемого механизма или машины, размеры, характер использования, температурный режим, специфические особенности технологического цикла.
Линейные направляющие hiwin, цена которых не кажется слишком высокой, могут различаться не только по типоразмерам, но и по другим характеристикам. Дело в том, что направляющие, служащие для линейного перемещения движущихся узлов механизмов, машин и станков, считаются основополагающими конструктивными элементами, определяющими технический уровень аппаратуры и ее возможности.
Некоторые станки задействуют в своей работе комбинированные рельсовые и линейные направляющие. По одним граням у таких направляющих hiwin будет идти качение, тогда как по другим – скольжение. Большое распространение получили направляющие скольжения, режим трения у которых можно назвать смешанным. Слой смазки у смешанных направляющих hiwin не гарантирует полного разделения поверхностей трения подвижного и неподвижного элемента, вследствие чего режим нельзя причислить к какому-то конкретному варианту.
Каковы основные преимущества модулей линейного перемещения, купить которые вы можете в нашем интернет-магазине? В первую очередь, речь идет о компактности и простоте конструкции. Далее можно говорить о жесткости элементов, их высокой способности принимать повышенные нагрузки. И это уже не говоря о низкой на линейные направляющие hiwin цене, а также способности к демпфированию. И все же современные условия производства заставляют судить о том, что у линейных модулей hiwin смешанного трения есть и определенные недостатки. Во-первых, трение остается достаточно большим, вследствие чего узлы характеризуются небольшой скоростью линейного перемещения. Направляющие при этом получают значительный износ. Движение на малых скоростях и в момент старта может отличаться скачкообразностью, вследствие чего точное позиционирование узлов провести невозможно.
Санкт-Петербург
Москва
+7 (499) 346-65-02
Москва
129128,СВАО, р-н Ростокино, м. Ростокино, Будайский проезд, 11А
Ростокино, Будайский проезд, 11А
+7 (831) 235-07-06
Нижний Новгород
603107,м. Пролетарская, проспект Гагарина, 65А
Краснодар
+7 (861) 238-85-70
Краснодар
350038,проезд Мирный 12/1
Липецк
+7 (474) 220-01-78
Липецк
398005,Липецкая область, ул. Ферросплавная, 24
Ферросплавная, 24
Челябинск
+7 (351) 711-15-87
Челябинск
454008,р-н Курчатовский, Автодорожная улица, 1
Екатеринбург+7 (343) 302-27-23
Екатеринбург
620010,Чкаловский район, ул. Грибоедова, д. 32/20 Химмаш
Самара
+7 (846) 379-56-29
Самара
443013,Московское шоссе 17, офис 8-07
8 (800) 551-95-90
Бесплатно по РФ
Перезвоните мне Наши менеджеры свяжутся с Вами в ближайшее время.

© АО «Ладога» 1999-2021. Все права защищены
Принципы выбора линейных направляющих HIWIN
/ Выбор направляющихПринципы выбора линейных направляющих HIWIN
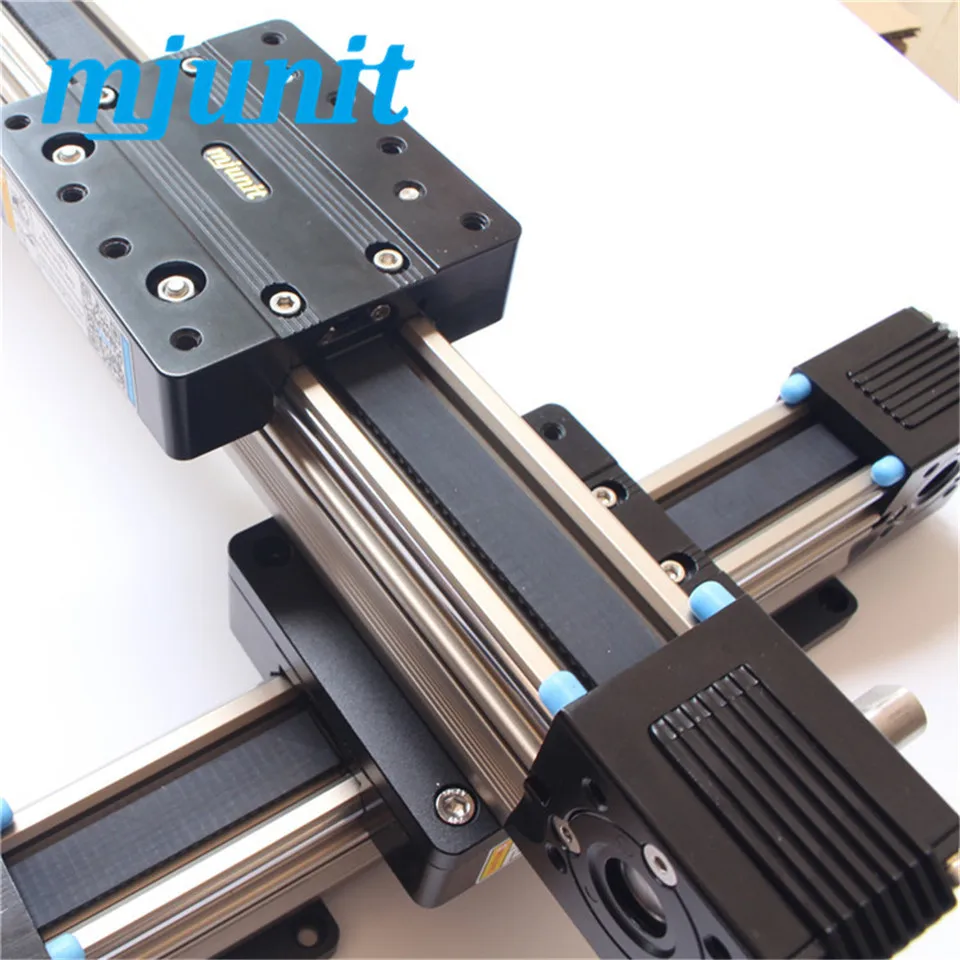
Производство высококачественных систем линейного перемещения – это основное направление компании HIWIN. Линейные направляющие, рельсы, каретки, линейные подшипники, муфты и шарико-винтовые пары (ШВП), могут быть использованы для самых разных решений, – от миниатюрных, до многометровых высоконагруженных производственных комплексов.
Определение условий для выбора линейных направляющих
Если вы собираетесь купить профильные линейные направляющие HIWIN, то стоит ознакомиться с условиями выбора представленными в таблице. В свою очередь, наши специалисты готовы подобрать индивидуально для вас подходящие варианты и предложить оптимальное решение, вне зависимости ищите ли вы направляющие с приводом или с кареткой. Для тех кто занимается созданием своими руками станков для высокоточной металлообработки: фрезерных, токарных, шлифовальных станков с ЧПУ оптимальным выбором по соотношению «цена-качество» являются направляющие HIWIN. На сегодняшний день компания является одним из лидеров в этом сегменте.
- Выбор серии
- Серия HG – токарные и обрабатывающие центры.
- Серия EG – автоматика, полупроводниковое оборудование, деревообработка, измерительные приборы и скоростные системы.
- Серия QE/QH – высокоточное измерительное оборудование, полупроводниковое оборудование, автоматизированные системы, лазерные маркираторы; находит применение в high-tech индустрии со следующими требованиями: низкий уровень шума, высокие скорости, низкий уровень загрязнённости.

- Серия WE – автоматические устройства, транспортные системы, измерительное оборудование, полупроводниковое оборудование, литьевые формовочные машины, линейные модули.
- Серия MGN/MGW – миниатюрные устройства, полупроводниковое, медицинское оборудование.
- Серия RG – обрабатывающие центры с ЧПУ, литьевые формовочные машины, электроэрозионные машины, фрезерные станки.
- Выбор класса точности
- нормальный(С)
- высокий(Н)
- суперпрецизионный (SP)
- ультрапрецизионный (UP)
- Определение размеров и количества кареток
- Требования к динамической нагрузке.
- Если используется с ШВП, то размер должен быть сходным с диаметром ШВП.
- Расчёт максимальной нагрузки на каретку
- Рассчитать максимальную нагрузку с учетом:
- статическая грузоподъёмность
- допустимый статический момент
- статический запас прочности
- динамическая грузоподъёмность
- осевые нагрузки
- Удостовериться, что статический запас прочности выбранной направляющей выше расчётного статического запаса прочности.
- Рассчитать максимальную нагрузку с учетом:
- Выбор натяга
- Z0 легкий натяг, – неизменное направление нагрузки, незначительные толчки и низкая точность
- ZA средний натяг, – необходима высокая точность
- ZB сильный натяг, – необходима высокая жесткость, вибрации и толчки


| Серия | Высота Каретки | Нагрузка | Прямоугольная | Фланцевая | ||
|---|---|---|---|---|---|---|
| Крепление сверху | Крепление сверху | Крепление снизу | Комбинированное | |||
| HG | Высокая | Высокая | HGH–CA | – | – | – |
| Сверхвысокая | HGH–HA | – | – | – | ||
| Низкая | Высокая | HGL–CA | HGW–CA | HGW–CB | HGW–CC | |
| Сверхвысокая | HGL–HA | HGW–HA | HGW–HB | HGW–HC | ||
| EG | Низкая | Средняя | EGH–SA | EGW–SA | EGH–SB | – |
| Высокая | EGH–CA | EGW–CA | EGW–CB | – | ||
| QH | Высокая | Высокая | QHH–CA | – | – | – |
| Сверхвысокая | QHH–HA | – | – | – | ||
| Низкая | Высокая | – | QHW–CA | QHW–CB | QHW–CC | |
| Сверхвысокая | – | QHW–HA | QHW–HB | QHW–HC | ||
| QE | Низкая | Средняя | QEH–SA | QEW–SA | QEW–SB | – |
| Высокая | QEH–CA | QEW–CA | QEW–CB | – | ||
| WE | Низкая | Высокая | WEH–CA | – | – | WEH–CA |
| MGN | – | Стандартная | MGN–C | – | – | – |
| Длинная | MGN–H | – | – | – | ||
| MGW | – | Стандартная | MGW–C | – | – | – |
| Длинная | MGW–H | – | – | – | ||
| RG | Высокая | Высокая | RGH–CA | – | – | – |
| Сверхвысокая | RGH–HA | – | – | – | ||
| Низкая | Высокая | – | – | – | RGW–CC | |
| Сверхвысокая | – | – | – | RGW–HC | ||
Такое решение самодельного линейного подшипника-втулки или наши руки не для скуки.
 Часть 1. Здравствуйте Господа 3dшники!
Часть 1. Здравствуйте Господа 3dшники!Прошу не судить меня строго за мой первый пост, так как последние мои рукописи – это письма домой из армии,так что писатель из меня никакой.
Что сподвигло на написание? Да просто хотел озвучить свои мысли вслух, посоветоваться и посовещаться.
Может подобное решение и обсуждалось, если честно я не нашел, будьте добры , ткните пальцем.
Как и многих здесь присутствующих, путь 3d_printа для меня начался с Rep-Strap.
Сколхозил худо-бедный принтер и ваяю.. для себя, для друзей, некоторые вещи даже покупали.
Ну да ладно…. не об этом.
Во общем проблема как и у многих с линейными подшипниками и направляющими.
Направляющих….. ПОЛНО. Работаю ИТ-специалистом, так что струйников через меня прошло ‘немало’.
Жаль только, что диаметр у всех разный и нестандартный: 9.5мм, 10.5мм и тд … 8мм-осей попалось штук 6-8.
Купил направляющие из нержавейки диаметрами 8мм, 10мм, 12мм. и соответственные ЛП.
Вроде как то все работает, только то люфты, то борозды на осях образуются….
Раньше каретки катались на капролоновых втулках, которые иногда подклинивали…
Соглашусь, что кое-где виной было моё рукожопство, и вообще первый блин комом).
Сейчас проектирую H-Bot и голова греется … какие взять направляющие…. чтобы не борозд, не люфтов, не клинов.
А также чтобы сейчас, и безвозмездно, (те ДАДОМ)(с)Сова), и чтоб печаталось быстро, качественно, красиво!)
Оси и ЛП…. – нахлебался…
Оси и капролоновые втулки… – знакомый токарь уехал из города
Рельсы… – по отзывам, смотря на какого продавана напорешься.
Каретки на подшипниках качения…-получилось громоздко, гремит, грохочет , опять же мое рукожопство.
Пробовал печатать втулки из тримерной лески – межслойное сцепление слабое, и вообще так и не научился печатать леской.
Видел, продается для печати хороший нейлон, но думаю пока рано на таком принтере браться за ‘Виллиама , нашего Шекспира’ (с).
О втулках из ABS мнения тоже расходятся.
………………………………………………
Вчера уснуть не мог, нашел на Yuotube видео где один парень показывал …. короче вот видео:
Повторюсь: может подобное решение и обсуждалось, если честно я не нашел, будьте добры , ткните пальцем.Но оно мне понравилось и я решил с ним поэкспериментировать.
В видео парень использовал тефлоновые трубки.
Моя мысль была проще – совместить ABS и Neylon в ‘линейном подшипнике-втулке’.
Из ABS напечатать обойму, а шариками-роликами там будут кусочки триммерной лески.
На пальцах не объясню, покажу во FreeCade.
Мысль первая:
И тут Остапа понесло. А если во так:Мысль вторая:
или вот так: Вообщем фантазировать можно много.Сегодня пятница, а принтер на работе. Вот что сегодня успел воплотить:
Вот что сегодня успел воплотить:
Регулировать ‘легкость хода можно количеством нейлоновых вставок’.
Минусом является появление люфта, но тут видимо уже нужно искать золотую середину.
Нейлоновые вставки с большой неохотой встают в пазы…
Вот собственно пока то, что успел. После выходных напечатаю остальные втулки и крепление под них. Они пойдут на дрыг-дрыг стол.
После выходных напечатаю остальные втулки и крепление под них. Они пойдут на дрыг-дрыг стол.И собственно будет ясно , стоило ли овчинка выделки.
Спасибо за внимание, с радостью приму конструктивную критику, советы и прочие пожелания.
СИСТЕМА ЛИНЕЙНОГО ПЕРЕМЕЩЕНИЯ. МЕХАНИЧЕСКАЯ ЧАСТЬ ФРЕЗЕРНОГО СТАНКА С ЧПУ PROFCNC 3030 MA HIWIN (рабочее поле 300х300 мм) для дальнейшей сборки станка с ЧПУ своими руками DIY
Механическая часть станка с ЧПУ портального типа серии Maestro.
Все несущие узлы конструкции изготовлены из термоупрочненного конструкционного профиля сечением 130 х 50 мм (Станина станка , портал станка-модуль перемещения по оси Y, модуль перемещения по оси Z , крепление шпинделя, стандартные ребра жесткости стоек портала выполнены из термоупрочненного алюминиевого сплава , вес 1-ого погонного метра термоупрочненного профиля равен 9.5 кг . Станок предназначен для 2D/3D обработки таких материалов как: древесина, пластик, оргстекло, цветные металлы (алюминий,латунь,бронзу и т.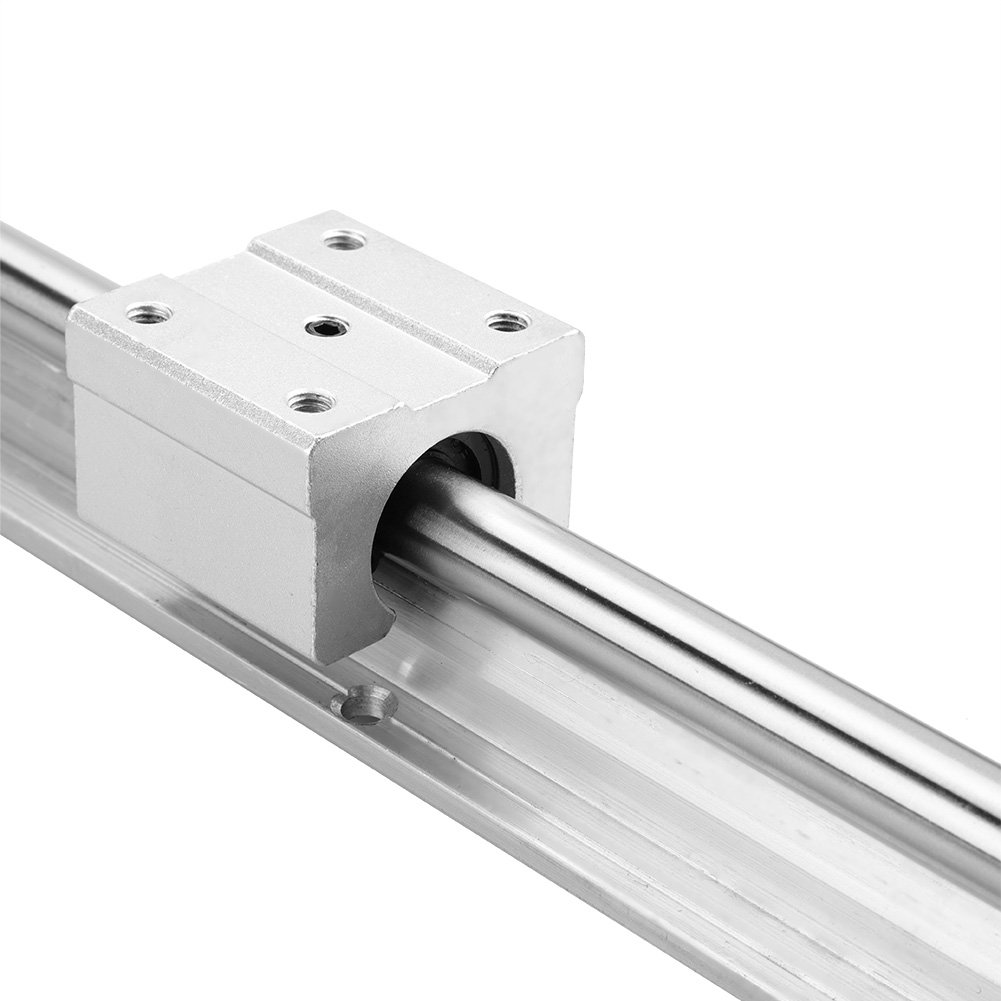 д.) а так же сплавы на их основе (АД31Т1, Д16Т , В95Т1 и т.д.)
д.) а так же сплавы на их основе (АД31Т1, Д16Т , В95Т1 и т.д.)
- Крепление несущих нагрузку узлов происходит через специальные закладные стальные гайки (крепление ребер жесткости , и портала к стойкам станка , крепление профильных линейных направляющих через закладные стальные гайки)
- Для сборки механической части станка, ответственных механических узлов и соединений мы используем только разъемные соединения – соединения, разборка которых происходит без нарушения целостности составных частей изделия. В нашем случае используется резьбовое соединение – соединение двух деталей с помощью резьбы, в котором одна из деталей имеет наружную резьбу, а другая – внутреннюю. Для крепления мы используем метизы (гайки и болты) класса прочности 8.8, 10.8, 12.9.
- соединения из разнородных металлов мы используем только при соединении низко-нагруженных частей станка а так же декоративных элементов и защитных коллекторов.
- Мы не используем при креплении элементов станка “ФИКСАТОРЫ РЕЗЬБЫ”, так как данное соединение является “Неразъемным соединением” – соединение,
при разборке которого нарушается целостность составных частей изделия, что при длительной эксплуатации и нормальном износе оборудования в дальнейшем не позволит произвести простую замену стандартных частей и комплектующих, и продолжить работу. Благодаря использованию высококачественных комплектующих и метизов, Станок серии Maestro может быть полностью разбираться и собираться многократно.
 Благодаря использованию высококачественных комплектующих и метизов, Станок серии Maestro может быть полностью разбираться и собираться многократно.
Благодаря использованию высококачественных комплектующих и метизов, Станок серии Maestro может быть полностью разбираться и собираться многократно.
Готовая механическая часть ЧПУ станка серии MA является основой для построения полноценного станка. Механическая часть полностью собрана и готова к дальнейшей установке электрических комплектующих. Произведена предварительная настройка таких геометрических параметров как : прямолинейность и перпендикулярность всех трех осей Z, Y, X.
Внимание, при покупке Данной механической части станка, действует спец предложение на покупку электрических комплектующих + бесплатный подбор комплектующих. Так же просим обратить внимание на то, что опция “Зона торцевой обработки” может быть добавлена только в процессе производства станка, в дальнейшем произвести “UPGRADE” Вашего оборудования невозможно, так как данная переделка включает в себя изменение базовой конструкции станины станка: изменение размеров портала, сечения ребер жесткости портала, а так же торцевых опорных ребер станины.
В комплект готовой механической части станка ЧПУ входит:
- Станина станка 300 х 300мм (размер рабочего поля может быть изменен опционально)
- Клиренс портала станка 150мм, а ход по оси Z-175мм (при выборе ШВП TBI – MOTION (made in Taiwan)-165 мм) . Клиренс и ход по оси Z могут быть изменены опционально.
- Портал станка серии Maestro стандартного сечения. (Сечение портала может быть увеличено опционально)
- Стандартные ребра жесткости стоек портала сечением 14мм материал ребер сплав Д16. (Возможна установка дополнительных распорок а так же поперечных ребер для увеличения жесткости портала, опционально (Рекомендуется при увеличении клиренса портала более 200мм)
- Цельная нижняя распорка портала (материал распорки Д16)
- Крепление гаек ШВП по всем осям.
- Опоры подшипников ШВП (материал опор Д16)
- Подшипники ШВП – “стандарт” радиальные подшипники FBJ Japan (радиально-упорные подшипники BPJ Japan либо NSK Japan- опционально)
- Порошковая покраска (цвета: синий, черный, без покраски). Иные цвета опционально.
- Крепление шпинделя с набором метизов для простой установки шпинделя (подготовка переходной плиты для установки именно Вашего шпинделя опционально)
- Чертеж-эскиз для изготовления тумбы-подставки (опорной станины)
- Профильные направляющие HIWIN HGR15
- Каретки профильной направляющей HIWIN HGh25CAZAC
- Винты ШВП 1605 – ось Z,2005-оси Y и X (1610 – ось Z,2005-оси Y и X опционально)
- Гайки ШВП 1605 – ось Z,2005-оси X Y (1610 – ось Z,2010-оси Y и X опционально)
- Посадочные места для установки двигателей 57 мм (60 мм, 86 мм опционально)
- Метизы для крепления двигателей.
- Муфты мембранные (кулачковые опционально)
- Стальные защитные коллектора для кабелей
- Система смазки “Стандарт” : фитинги с быстросъемными соединениями для удобной подачи смазки внутрь блоков линейного перемещения, а так же точки ввода смазки в гайки ШВП.
- Разборный гибкий кабельный канал с внутренним размером 18*25мм (Ось Z)
- Разборный гибкий кабельный канал с внутренним размером 18*37мм (Оси Y,X)
- Крепления индуктивных концевых датчиков (материал крепления Д16)
- Концевые индуктивные датчики (датчики HOME) LJ12A3-4-Z/BX 6-36V
- Полиуретановые опоры диаметром 60мм
- Защита двигателя по оси X (материал Д16)
- Заглушки для стандартной системы смазки (комплект 12шт. )
- Крепления для защитной гофры индуктивных концевых датчиков (комплект 3шт)
- Декоративные молдинги портала и крепления шпинделя.
- Стальные декоративные заглушки портала станка, модуля перемещения по оси Z и крепления шпинделя, окрашенные в цвет станка (порошковая окраска)
- Уголок алюминиевый сплав АД31Т1 для защиты направляющих по оси-X от продуктов резания
- Герметизация рабочего стола (установка алюминиевых бортов и их герметизация опционально)
 Иные цвета опционально.
Иные цвета опционально. )
)Механическая часть станка может быть разобрана на несколько частей , и отправлена несколькими небольшими посылками, предварительно подготовлена к простой модульной сборке ознакомиться с конструкцией механической части, а так же с этапами модульной сборки станка серии Maestro просмотрев данные видео:
 Часть №2 Сборка механической части” src=”https://www.youtube.com/embed/qLf0c8hyigA?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Часть №2 Сборка механической части” src=”https://www.youtube.com/embed/qLf0c8hyigA?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Координатный стол для фрезерного станка по металлу своими руками
Координатный стол своими руками, простой мастер-класс и советыДля правильной эксплуатации сверлильного оборудования необходимо несколько дополнительных приспособлений, которые облегчат работу мастера и увеличат его эффективность. В частности, нужна специальная рабочая поверхность для оснащения станка, повышающая производительность устройства. Хороший координатный стол своими руками сделать не так уж и просто, однако это возможно. Опытный специалист соберет его, хорошо сэкономив деньги на покупке заводского оборудования.
Преимущества и недостатки самостоятельного изготовления
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Простая конструктивная форма Небольшие габариты Управление механическим способом Экономия денежных средствДля серийного производства деталей и их обработки подойдет только заводская модель координатного стола.
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами. Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
- При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
- Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
- Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали. За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
 С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).От количества степеней свободы зависит функциональность стола:
- Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
- При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
- Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
Если стол изготавливается для домашнего производства и обработки деталей, то использования двух степеней свободы более чем достаточно.

При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться. Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.
Механическое Вакуумное Крепление под весом заготовкиМатериалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
 Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.Чугун Сталь АлюминийЕсли мастер обрабатывает заготовки из металла, то лучше делать стол из стали или чугуна. Правда, стоит сразу оценить свои затраты: возможно, приобретение готового манипулятора обойдется дешевле, что дорогого железа. Для работы с деревом или пластиком подойдет алюминиевая столешница.
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
- Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.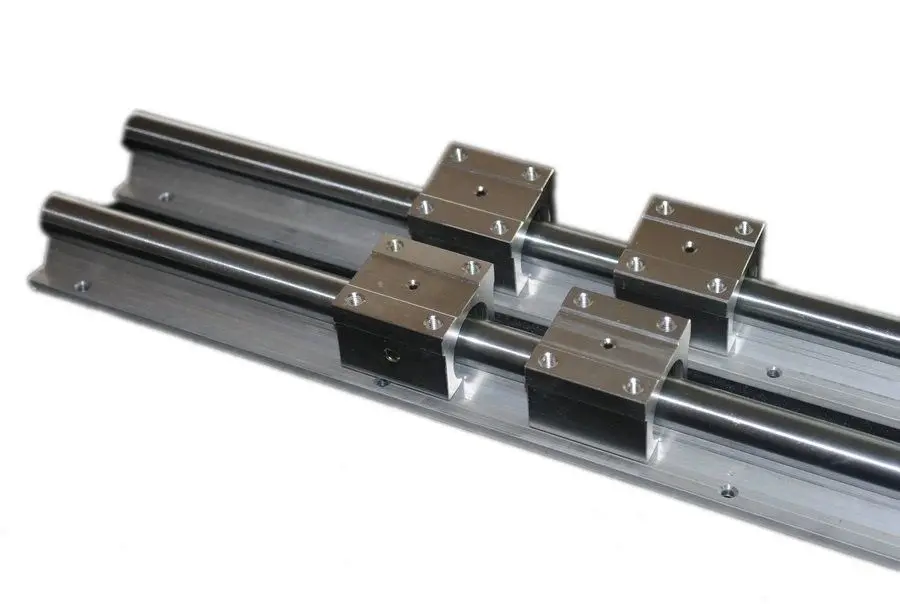
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
- Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
- Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Подшипник качения может привести к появлению заметного люфта, что снижает точность обработки заготовки.

Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Рельсовые направляющие и каретка ЦилиндрическиеУстройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
Ременная передача Шарико-винтовая Зубчато-реечнаяПошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
- На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
- Собранный столик нужно прикрепить к станине сверлильного станка.
 Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
Изготовить центральный узел стола в виде крестовины На поверхности готовой крестовины собрать каретки Профили обработать напильником, вставить гайки На шпильках произвести сборку рукояток с подшипниковым узлом Сварить два П-образных основания из уголка Собрать всю конструкцию Все узлы, подвижные части протереть смазочным материалом Прикрепить к станине сверлильного станкаВидео
 youtube.com/embed/KZij5Ii0ab0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/KZij5Ii0ab0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
1шт Многофункциональный рабочий стол Фрезерный рабочий стол Фрезерный станок Настольный Регулировка сверлильных тисков Горизонтальный координатный стол | |
Описание:
Размер стола: 310 x 90 x 70 мм. Ход по оси
: 190 мм. Ход по оси Y: 67 мм. Регулировка по шкале
по оси Y: 1 круг = 1,5 мм.
Особенности:
Стол подходит для мини-дрели. и серия сверлильных скоб.
Это также может относиться к другой подходящей машине.
Рабочий стол состоит из нескольких регулируемых композиций из ласточкиного алюминия, изготовленных из щелалиевого алюминия, может гарантировать минимальное пространство и точность.
Рабочий стол с тремя Т-образными пазами.
Весы перед подвижным позиционированием. Регулировочный маховик
вращается по кругу на 1,5 мм.
Расстояние по оси X по оси Y составляет 190 мм, ход – 67 мм.
Размер рабочего стола составляет 310 х 90 мм и высота 70 мм, включая два рабочих зажима.
В пакет включено:
1x мини многофункциональный стол
1 x набор аксессуаров
. 1шт Многофункциональный рабочий стол Фрезерный рабочий стол Фрезерный станок Настольный Регулировка сверлильных тисков Горизонтальный координатный стол | |
Описание:
Размер стола: 310 x 90 x 70 мм. Ход по оси
: 190 мм. Ход по оси Y: 67 мм. Регулировка по шкале
Регулировка по шкале
по оси Y: 1 круг = 1,5 мм.
Особенности:
Стол подходит для мини-дрели. и серия сверлильных скоб.
Это также может относиться к другой подходящей машине.
Рабочий стол состоит из нескольких регулируемых композиций из ласточкиного алюминия, изготовленных из щелалиевого алюминия, может гарантировать минимальное пространство и точность.
Рабочий стол с тремя Т-образными пазами.
Весы перед подвижным позиционированием. Регулировочный маховик
вращается по кругу на 1,5 мм.
Расстояние по оси X по оси Y составляет 190 мм, ход – 67 мм.
Размер рабочего стола составляет 310 х 90 мм и высота 70 мм, включая два рабочих зажима.
В пакет включено:
1x мини многофункциональный стол
1 x набор аксессуаров
. Bench Vise 6330 Сверлильный стол Мини Многофункциональный поперечный рабочий стол Регулировка оси XY Стол координат Для фрезерного станка с ЧПУ | |
В коплект входит:
1 х Рабочий стол
Параметр продукта:
Наименование продукта: 6330 Рабочий стол
Размер стола: 330 * 95мм
Ход оси X: 190мм
Ход по оси Y: 65 мм
Расстояние между пазами: 34 мм
X Шкала оси Y:
1 круг = 1. 5мм
5мм
Подразделение отметок = 0,05 мм
1. Пожалуйста, позвольте небольшую ошибку из-за ручного измерения. Пожалуйста, убедитесь, что вы не возражаете, прежде чем вы предложите.
2. Цвет может отличаться, как разница дисплея, пожалуйста, поймите.
63Оборудование 6330 модернизировано на основе модели 6300. Конструкция из алюминиевого сплава значительно повышает точность.
IniМини многофункциональный рабочий стол BT-6330. Стол подходит для серии Mini Drill и дрелей.Это может также относиться к другой подходящей машине.
Work Рабочий стол состоит из нескольких регулируемых композиций из алюминиевого сплава с прорезью ласточкин хвост, может гарантировать минимальное пространство и точность.
,Выбор направляющих для станка с чпу. Линейные направляющие своими руками Самодельные направляющие на подшипниках для чпу станка
Цилиндрические направляющие используются в станках с ЧПУ, для которых точность обработки не так важна, и на первое место ставится стоимость оборудования.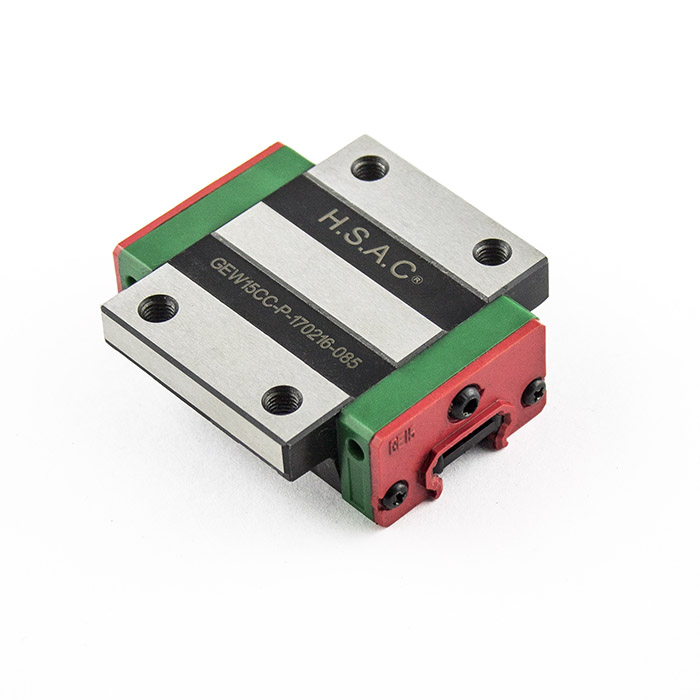 Технология индукционной закалки поверхности (твердость доходит до 60 HRC) повышает износостойкость, последующая шлифовка до Ra 0,8 max уменьшает коэффициент трения. Используются в комплекте как с бронзовыми или фторопластовыми втулками скольжения, так и с подшипниками качения.
Технология индукционной закалки поверхности (твердость доходит до 60 HRC) повышает износостойкость, последующая шлифовка до Ra 0,8 max уменьшает коэффициент трения. Используются в комплекте как с бронзовыми или фторопластовыми втулками скольжения, так и с подшипниками качения.
Полированные валы
Характеризуются ценовой доступностью и легкостью монтажа, что снижает затраты на ремонт. Не рекомендуются к применению как направляющие для перемещаемых столов, расход которых превышает 1 м, поскольку крепление к станине в двух точках приводит к провисанию под нагрузками. В то же время, пригодны для перемещения шпинделя по оси Z, при условии, что шпиндель не нагружается (гравировка, раскрой тонкого листового металла, резьба по дереву и т.д.) и уравновешивается противовесом.
Недостатки:
- при использовании подшипников качения давление со стороны шарика прикладывается в одной точке, со временем в этой точке продавливается канавка;
- повышенная чувствительность к стружке и пыли;
- невозможность подгонки подшипника к валу и создания преднатяга.

Тем не менее, эти минусы нивелируются низкой стоимостью и простотой замены вала, а проблема пыли и стружки в дерево- и камнеобрабатывающих мастерских решается установкой вытяжки с раструбом непосредственно в рабочей зоне.
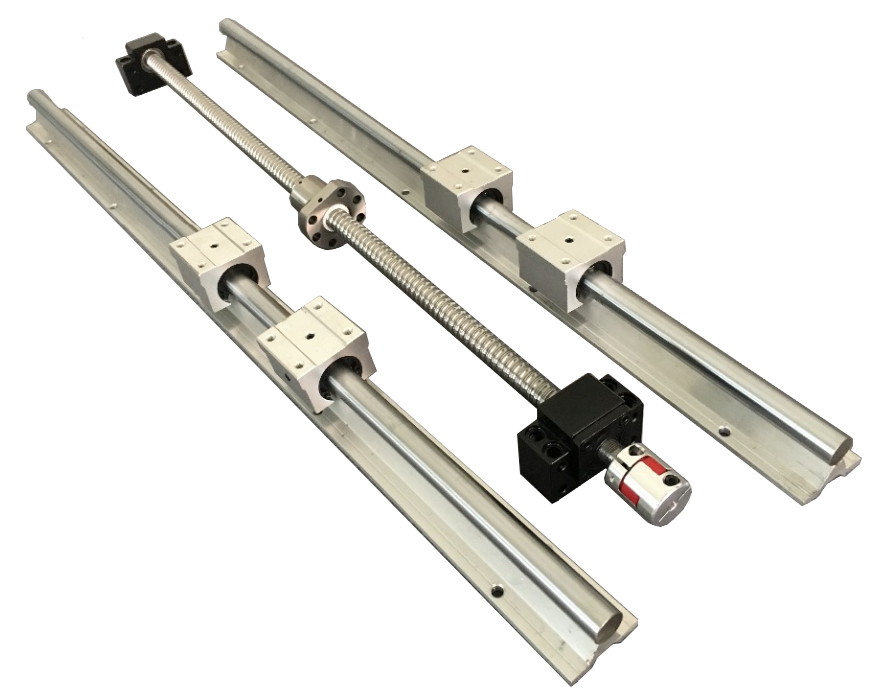
Цилиндрические рельсы на опорах
Главный недостаток полированного вала – отсутствие опоры по длине, в этой конструкции компенсируется тем, что вал укладывается на алюминиевый профиль, крепящийся непосредственно к станине. Сопротивление нагрузке на изгиб одинаково во всех точках длины вала, поэтому цилиндрический рельс не прогибается.
Используются при построении бюджетных станков с рабочей зоной более 1 м. Но есть один нюанс, обуславливаемый конструкцией подшипников. Разомкнутый контур подшипника воспринимает усилия, прилагаемые в разных направлениях, по-разному, что требует контроля совпадения центра масс устанавливаемой на стол заготовки и геометрического центра стола. По этой же причине не применяются в кинематических схемах осей Z в станках с тяжелыми шпинделями.
Цилиндрические направляющие – бюджетный вариант, идеально подходящий для использования в малогабаритных или ненагружаемых станках с легкими шпинделями.
Механическая обработка любого материала подразумевает в первую очередь точность и продуктивность. Независимо от того, какого типа и предназначения станок, есть базовые элементы, параметрами которых пренебрегать нельзя. Базовой составляющей для металлорежущего, деревообрабатывающего или обрабатывающего устройства, предназначенного для пластика, есть направляющие, которые обеспечивают безошибочность и цикличность проведения обработки.
Какие бывают направляющие
Любой станок базируются на точности обработки, которую обеспечивают направляющие стержни. Своими руками приходится изготавливать рабочие узлы, но есть такие, которые самому никак не сделать, годятся только детали заводского изготовления.
К примеру, рабочий орган фрезерного станка изготовить едва ли получится, как и со сверлильным или . Поэтому приходится использовать готовые решения – дрели, приводы, граверы или электрические лобзики. С направляющими дело обстоит попроще, поскольку их характеристики и вид прямо зависит от предназначения агрегата.
Поэтому приходится использовать готовые решения – дрели, приводы, граверы или электрические лобзики. С направляющими дело обстоит попроще, поскольку их характеристики и вид прямо зависит от предназначения агрегата.
Практически все они, применяемые в заводских и самодельных конструкциях бывают всего двух типов – скольжения и качения. По принципу подшипников, их метод работы понятен – одни основаны на скольжении, вторые используют в своей конструкции подшипники качения.
Для оборудования малой мощности и не требующих точности и производительности, используют принцип скольжения. В основном, такими деталями пользуются настольные сверлильные и токарные агрегаты, а также деревообрабатывающие. Есть еще подвиды, но рассмотрим те, которые проще всего изготовить своими руками из того, что есть в продаже.
Направляющие для ЧПУ станка
Обрабатывающие центры с ЧПУ для мелкосерийного и домашнего использования – дорогая штука и не каждый может позволить себе купить форматно-расточной или с ЧПУ, но выполнить своими руками сносное по качеству обработки и чистоте реза устройство, можно запросто. Рассмотрим несколько конструкций, но сначала посмотрим на детали заводского изготовления, чтобы понять основные принципы работы.
Рассмотрим несколько конструкций, но сначала посмотрим на детали заводского изготовления, чтобы понять основные принципы работы.
Все направляющие для программируемых станков бывают кругового движения или линейного типа, это зависит от траектории, по которой движется подвижный узел в координатах. Будем рассматривать только линейные, как самые востребованные у самодельщиков, да и особой нужды для применения круговых устройств нет.
Самый простой вариант для самодельных программируемых устройств любого типа – детали скольжения. В зависимости от требований к производительности их параметры меняются. В основном используют цилиндрические стержни, их предварительно шлифуют, по ним движутся бронзовые втулки. Суппорт выполняется и без втулок, но это, естественно, будет влиять и на ресурс стержней, и на аккуратность обработки заготовок.
В качестве стержней на плоскошлифовальном наждаке, сверлильном или простом токарном, может быть использована оцинкованная труба разного диаметра. Она хороша тем, что стоит дешево, легко поддается обработке и формированию, но есть также и существенные недостатки:
Она хороша тем, что стоит дешево, легко поддается обработке и формированию, но есть также и существенные недостатки:
Тем не менее во многих маломощных устройствах они используются и если падает точность, труба просто заменяется новой. Более остроумно поступают при изготовлении маленького фрезера на базе устройств скольжения от старых матричных принтеров. Такой вариант показал себя на практике положительно и в них еще поработают не один год. Несколько таких конструкций мы представили на фото. Также есть еще один неплохой вариант, чтобы обойтись малой кровью при постройке программируемого оборудования.
Станки с ЧПУ из мебельных стержней
Прекрасный вариант, когда нужно добиться тщательности обработки, особенно в деревообрабатывающих станках для производства мебели небольшими партиями, в ленточно-шлифовальных, фрезерных на базе готового фрезера малой мощности. Мебельные детали стоят недорого, правда и ресурс у них меньше, чем у аналогичных элементов скольжения от принтеров или печатных машинок.
Пример использования мебельных стержней на форматно-расточном показан на фото. Понятно, что размеры станины и подвижного стола корректируются в зависимости от назначения. Тем не менее, если использовать мебельные шарикового типа на сверлильном, сносу им не будет, поскольку нагрузка и частота у работы у фрезера или сверлильного значительно отличаются от нагрузок на форматно-раскроечном станке.
Выход есть всегда, а по приведенным примерам вполне возможно подобрать направляющие скольжения для своего станка с ЧПУ желаемых параметров. Удачи в работе!
Направляющие – важная деталь в устройстве фрезерного станка. Направляющие для ЧПУ своими руками могут выполнить многие мастера, опыт работ в домашних условиях имеется у большинства практикующих специалистов.
Задумав домашнее производство мебели, необходимо соблюдать точность в конструкции. Поэтому многие мастера, осваивающее его нуждаются в качественном оборудовании. Специальный деревообрабатывающий механизм облегчит труд, позволит создавать качественную, продукцию в короткий срок.
Чтобы изделия отличались высокой точностью, но соответствовали современным характеристикам, применяются модели ЧПУ.
Числовое программное управление
Числовое программное управление дает такую возможность, но покупать его под силу не каждому предпринимателю. Именно по этой причине появляется потребность изготовить самодельный агрегат, для устройства которого применяются детали собственного производства.
Основными частями фрезерных станков, предназначенных для обработки того или иного материала, являются направляющие. Они представляют собой шариковые или роликовые подшипники качения, назначением которых является перемещение каретки. Их цель – ускорение, упрощение и придание точности производству.
Виды направляющих
Точность станка – это задача направляющих стержней. Они делятся на два вида:
- скольжения;
- качения – предполагают использование подшипников.
Первый вид используется на станках небольшой мощности и не нуждающихся в большой продуктивности. К ним относятся деревообрабатывающие, токарные, сверлильные и настольные аппараты.
К ним относятся деревообрабатывающие, токарные, сверлильные и настольные аппараты.
Самодельные направляющие для ЧПУ станка изготавливаются линейного тапа, они могут быть роликовыми или шариковыми. Независимо от вида должны обладать следующими характеристиками:
В качестве деталей для скольжения втулок в большинстве случаев используются стержни цилиндрической формы, их необходимо отшлифовать. Некоторые мастера советуют изготовить механизм и без втулок, но из-за этой манипуляции будет снижена аккуратность изделий, а стержни будут иметь меньший срок эксплуатации.
Варианты самодельных направляющих
Направляющий механизм для ЧПУ часто бывает основан на использовании хромированной металлической трубы.
Направляющий механизм возможно сделать из хромированной металлической трубы
Она имеет небольшую стоимость, ее легко обрабатывать, меняя форму. Кроме того, есть и ряд недостатков:
- Защитный верхний слой стирается очень быстро, затем металл изнашивается быстрее.
- При высокой нагрузке на трубу, она не дает необходимой прочности.

Такое решение является дешевым для специалиста, но хватит работы такого станка лишь на несколько десятков часов. Это связано с минусами оцинкованных или хромированных труб, которые сами сделаны из мягкого металла, подверженного быстрому износу при нагрузке. Фрезер в совместном использовании с такими направляющими значительно сократит их срок службы.
Кроме этих способов, следует применять в качестве движущих частей устройства фрезера с небольшой мощностью. Они придают изготавливаемым деталям точную тщательную обработку, чаще их используют на станках для обработки дерева. Они имеют низкую цену и маленький срок выработки.
Самодельные направляющие: инструкция
Самодельные направляющие для деревообрабатывающего станка в ЧПУ собственного изготовления могут быть нескольких вариантов.
Первый вариант выполнения – простой, вовремя выполнения агрегата по такому алгоритму необходимо собрать конструкцию, состоящую из таких деталей:
- Подшипников – принимают силу мотора, оказываемую противодействию.
- Металлического уголка – выступает в роли каретки.
- Болтов и гаек – размер должен соответствовать внутреннему диаметру подшипника.

Инструкция по изготовлению:
- для начала измеряем необходимую длину металлического уголка, убрать лишнее;
- просверлить симметрично с двух сторон, отверстия необходимого диаметра;
- при помощи гаек и болтов закрепить подшипники.
Конструкция направляющих готова, она не требует массы усилий и довольно понятна для неопытного мастера.
Направляющие из мебельных стержней используются при изготовлении мебели на заказ, чтобы добиться точности, подойдет готовая фрезерная база из мебельных деталей. С применением в конструкции отшлифованных цилиндрических стержней.
В этом случае необходимо сделать отверстия, равные по диаметру их ширине, прямо в суппорте, они обязательно обязаны быть параллельны друг другу.
Используя старые печатные машинки «Янтарь», легко изготовить направляющие для ЧПУ своими руками. Их особенность в том, что движущие части там выполнены в форме уголка. Понадобятся такие детали:
Их особенность в том, что движущие части там выполнены в форме уголка. Понадобятся такие детали:
- подвижная часть;
- сепаратор – пластина, в которую вмонтированы шарики;
- рельсы;
- металлическая пластина;
- уголки, длина которых равна рельсу.
Соединяем все части необходимым образом и получаем готовый результат.
Для маленького домашнего станка ЧПУ в качестве направляющих следует взять автомобильные стойки.
Автомобильные стойки подойдут для маленького станка ЧПУ
Их используют в отечественных автомобилях, поэтому достать их не составит труда. Используются штоки от стоек, они обладают прочностью и сделаны из качественного металла.
Поэтому проявив смекалку и фантазию, у мастера возможности становятся безграничны. Немного подумав, несложно собрать станок ЧПУ своими руками из подручных деталей, находящихся в доступе и не используемых по назначению. Это сократит затраты на домашнее производство и повысит его продуктивность и качественность.
Видео по теме: Самодельный линейный подшипник
promzn.ru
Направляющие для станков своими руками
Механическая обработка любого материала подразумевает в первую очередь точность и продуктивность. Независимо от того, какого типа и предназначения станок, есть базовые элементы, параметрами которых пренебрегать нельзя. Базовой составляющей для металлорежущего, деревообрабатывающего или обрабатывающего устройства, предназначенного для пластика, есть направляющие, которые обеспечивают безошибочность и цикличность проведения обработки.
Какие бывают направляющие
Любой станок базируются на точности обработки, которую обеспечивают направляющие стержни. Своими руками приходится изготавливать рабочие узлы, но есть такие, которые самому никак не сделать, годятся только детали заводского изготовления.
К примеру, рабочий орган фрезерного станка изготовить едва ли получится, как и со сверлильным или токарным. Поэтому приходится использовать готовые решения – дрели, приводы, граверы или электрические лобзики. С направляющими дело обстоит попроще, поскольку их характеристики и вид прямо зависит от предназначения агрегата.
С направляющими дело обстоит попроще, поскольку их характеристики и вид прямо зависит от предназначения агрегата.
Практически все они, применяемые в заводских и самодельных конструкциях бывают всего двух типов – скольжения и качения. По принципу подшипников, их метод работы понятен – одни основаны на скольжении, вторые используют в своей конструкции подшипники качения.
Для оборудования малой мощности и не требующих точности и производительности, используют принцип скольжения. В основном, такими деталями пользуются настольные сверлильные и токарные агрегаты, а также деревообрабатывающие. Есть еще подвиды, но рассмотрим те, которые проще всего изготовить своими руками из того, что есть в продаже.
Направляющие для ЧПУ станка
Обрабатывающие центры с ЧПУ для мелкосерийного и домашнего использования – дорогая штука и не каждый может позволить себе купить форматно-расточной или токарный с ЧПУ, но выполнить своими руками сносное по качеству обработки и чистоте реза устройство, можно запросто. Рассмотрим несколько конструкций, но сначала посмотрим на детали заводского изготовления, чтобы понять основные принципы работы.
Рассмотрим несколько конструкций, но сначала посмотрим на детали заводского изготовления, чтобы понять основные принципы работы.
Все направляющие для программируемых станков бывают кругового движения или линейного типа, это зависит от траектории, по которой движется подвижный узел в координатах. Будем рассматривать только линейные, как самые востребованные у самодельщиков, да и особой нужды для применения круговых устройств нет.
Направляющие скольжения
Самый простой вариант для самодельных программируемых устройств любого типа – детали скольжения. В зависимости от требований к производительности их параметры меняются. В основном используют цилиндрические стержни, их предварительно шлифуют, по ним движутся бронзовые втулки. Суппорт выполняется и без втулок, но это, естественно, будет влиять и на ресурс стержней, и на аккуратность обработки заготовок.
В качестве стержней на плоскошлифовальном наждаке, сверлильном или простом токарном, может быть использована оцинкованная труба разного диаметра. Она хороша тем, что стоит дешево, легко поддается обработке и формированию, но есть также и существенные недостатки:
Она хороша тем, что стоит дешево, легко поддается обработке и формированию, но есть также и существенные недостатки:
- труба имеет малый ресурс по сравнению с другими видами, поскольку защитный цинковый слой или слой хрома, который наносится дополнительно, стирается за 15-20 проходок, и тогда начинается интенсивный износ металла;
- труба не обеспечивает достаточной прочности на изгиб в том случае, если необходимо подвергать заготовку высоким нагрузкам.
Тем не менее во многих маломощных устройствах они используются и если падает точность, труба просто заменяется новой. Более остроумно поступают при изготовлении маленького фрезера на базе устройств скольжения от старых матричных принтеров. Такой вариант показал себя на практике положительно и в них еще поработают не один год. Несколько таких конструкций мы представили на фото. Также есть еще один неплохой вариант, чтобы обойтись малой кровью при постройке программируемого оборудования.
Станки с ЧПУ из мебельных стержней
Прекрасный вариант, когда нужно добиться тщательности обработки, особенно в деревообрабатывающих станках для производства мебели небольшими партиями, в ленточно-шлифовальных, фрезерных на базе готового фрезера малой мощности. Мебельные детали стоят недорого, правда и ресурс у них меньше, чем у аналогичных элементов скольжения от принтеров или печатных машинок.
Мебельные детали стоят недорого, правда и ресурс у них меньше, чем у аналогичных элементов скольжения от принтеров или печатных машинок.
Пример использования мебельных стержней на форматно-расточном показан на фото. Понятно, что размеры станины и подвижного стола корректируются в зависимости от назначения. Тем не менее, если использовать мебельные шарикового типа на сверлильном, сносу им не будет, поскольку нагрузка и частота у работы у фрезера или сверлильного значительно отличаются от нагрузок на форматно-раскроечном станке.
Выход есть всегда, а по приведенным примерам вполне возможно подобрать направляющие скольжения для своего станка с ЧПУ желаемых параметров. Удачи в работе!
nashprorab.com
Как выбрать направляющие для станка с ЧПУ
В конструкции станка с ЧПУ используется несколько типов направляющих. Самодельные устройства нередко комплектуются рельсами из каретки печатной машинки, принтера или покупными. Качество и характеристики направляющих влияют на возможности станка с ЧПУ и точность обработки, поэтому экономить на их покупке не стоит.
Валы круглого сечения
круглые полированные валыНаиболее широко применяемый и недорогой тип направляющих это полированные валы. Они просто монтируются, обрабатываются, купить такие детали не проблема. Валы производят из высокопрочной стали, в основном, шарикоподшипниковой, марок ШХ15 СГ, ШХ15, 95Х18-Ш. Они дополнительно подвергаются индукционному закаливанию верхних слоев, после чего полируются. Закалка индукционным методом повышает срок эксплуатации и снижает степень износа. Полированная поверхность позволяет двигаться каретке с минимальным трением за счет идеальной гладкости. Фиксируются валы своими руками, с двух концов, очень просто и быстро.
В продаже множество подделок, выполненных из металла низкого качества. Ведь проверить твердость стали на месте не представляется возможным.
Эта модель направляющих обладает рядом недостатков:
- нет фиксации на основании. Вал удерживается лишь за счет двух концевых крепежей, что значительно облегчает установку своими руками, но делает направляющие независимыми от столешницы. Это увеличивает вероятность неточностей при обработке, направляющие может повести, со временем они искривляются.
- провисают на длинных отрезках. В связи с провисанием валы длиннее 100 см в станкостроении не применяют. Следует также учитывать соотношение толщины и длины вала. Оптимальным считается соотношение 0,05, а лучше от 0,06 до 0,1.
 Это увеличивает вероятность неточностей при обработке, направляющие может повести, со временем они искривляются.
Это увеличивает вероятность неточностей при обработке, направляющие может повести, со временем они искривляются.Линейные подшипники на круглый вал
Используется два типа линейных подшипников для направляющих:
- шариковые втулки;
- подшипники скольжения.
Шариковые втулки или подшипники качения по сравнению с каретками рельс обладают двумя большими недостатками: малая грузоподъемность, большой люфт. Чтобы каретка не разворачивалась, нужно на каждую ось ставить по паре валов. Минусы шариковых подшипников качения:
- выдерживают малую нагрузку;
- невысокий ресурс работы – шарик прилегает к валу лишь в единой точке, поэтому здесь образуется высокое давление. Постепенно в месте соприкосновения пробивается канавка и вал необходимо своими руками менять;
- большой люфт – дешевые подшипники (а их большинство) производятся со значительным люфтом;
- легко забиваются опилкой и пылью.

Подшипники скольжения. Подшипники этого типа изготавливают из мягких металлов, капролона, они работают по принципу трения скольжения. Если при эксплуатации выдерживаются все допуски, грузоподъемность и точность такого подшипника не меньше, чем качения. Вместе с тем, ему не страшны опилки и пыль. Но это касается лишь бронзовых деталей, грамотно обработанных.
Постепенно изделие изнашивается и его необходимо периодически подгонять, чтобы убрать зазоры. Чаще всего при изготовлении направляющих своими руками, используются более доступные шариковые подшипники.
Шлицевые валы
Вал круглого сечения имеет продольные пазы, по которым двигаются шарики втулки. Конструкция обладает повышенной жесткостью по сравнению простыми шлифованными валами, более длительным сроком эксплуатации, способна воспринимать с втулки усилия кручения.
При этом они также просто устанавливаются на два крепления по концам. Благодаря конструкции можно обеспечивать натяжение вала, поэтому их используют при необходимости крепежа направляющих по концам.
Один из основных минусов шлицевых направляющих – их высокая цена, поэтому в обычных станках с ЧПУ они используются редко.
Цилиндрические валы
цилиндрический вал на основанииКонструкция цилиндрических валов позволяет удерживать уровень по всей длине, полностью исключая провисание под весом каретки или своим собственным. Такие направляющие называются еще линейными опорными валами, фиксируются они прямо к корпусу станка с ЧПУ через предусмотренные в опорах резьбовые отверстия. По таким направляющим могут двигаться каретки большого веса без провисания.
Минусы цилиндрических валов:
- малый срок эксплуатации;
- заметный люфт втулок.
Если подшипники линейного типа одинаково работают с нагрузками разного направления, то на цилиндрических валах каретки показывают меньшую стабильность. Это объясняется замкнутой поверхностью втулок, которой не обладают каретки. Поэтому следует быть готовым к тому, что аппарат с ЧПУ малого размера с увесистой кареткой на опорных валах будет работать с большей погрешностью, нежели такой же станок с ЧПУ на обычных круглых рельсах.
Технология изготовления цилиндрических рельс очень проста, поэтому их производят и известные фирмы, и кустарные мастерские. Этим объясняется разброс технических характеристик и цен. Зачастую каретки и рельсы одного изготовителя «ноу нэйм» не совпадают.
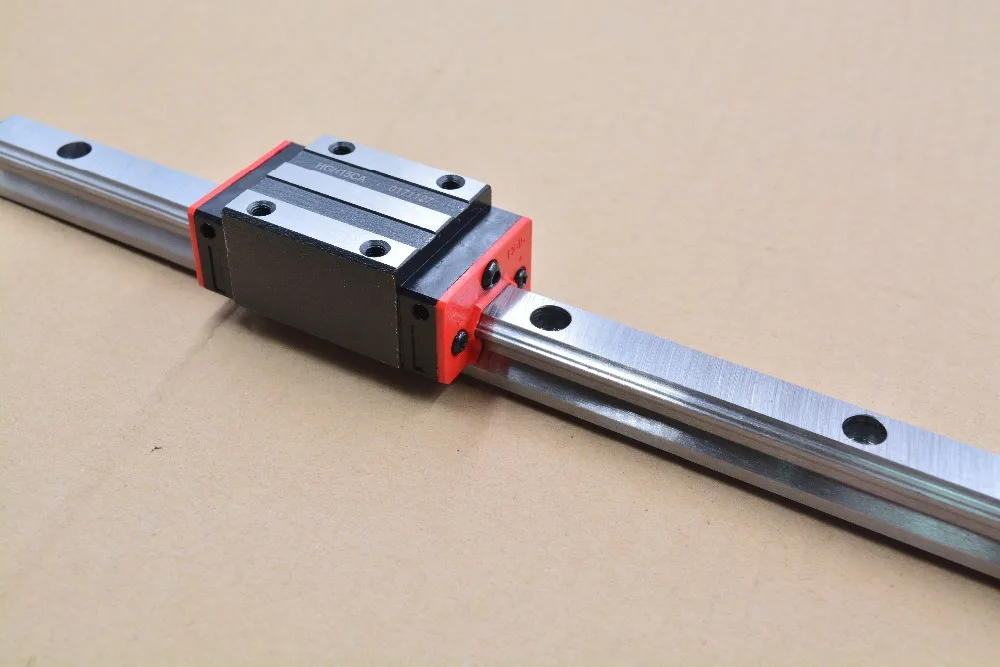
Профильные рельсовые направляющие
Такие направляющие устанавливаются в станках ЧПУ особой точности, фиксируются прямо к станине, они могут быть шариковыми и роликовыми.
Шариковые профильные направляющие
На профильных направляющих есть дорожки, по которым перемещается каретка. Поэтому нагрузка распределяется равномерно по длине дорожки: шарик каретки прилегает к рельсу по дуге. Рельсы-направляющие характеризуются геометрической точностью. При перемещении тяжелой каретки их прямолинейность не нарушается. Служат они долго и практически не дают люфт.
Минусы шариковых рельс:
- к местам крепления существуют высокие требования по прямолинейности и шероховатости;
- достаточно сложно монтируются на станок с ЧПУ.

В продаже можно найти модели кареток и направляющих с разными грузоподъемностью и преднатягом. Производство рельс дорого, технология сложна. Поэтому кустари не занимаются их изготовлением, а представленная на рынке продукция достаточно качественная. Достойные направляющие выпускают, например, под марками ТНК и Hiwin.
Роликовые профильные направляющие
Это одна из разновидностей профильных рельс с плоскими пазами качения. Опорные модули вместо шариков оснащаются роликами. Благодаря этой разнице направляющие получаются еще более жесткими, выдерживающими большие грузы и длительный срок эксплуатации. Такие рельсы устанавливают на интенсивно работающее оборудование для фрезеровки камня, прочных марок стали и чугуна.
Призматические рельсы и «ласточкин хвост»
Их устанавливают на металлообрабатывающих производствах, где требуется повышенная жесткость. Рельсы «ласточкин хвост» представляют собой два скользящих друг по другу, плоских элемента. Отличие конструкции в большой плоскости соприкосновения. Такие рельсы нельзя демонтировать, они являются частью станины. Их производство и ремонт довольно сложны, поменять их своими руками вообще невозможно. Поэтому конструкция используется только в профессиональных станках с ЧПУ.
Такие рельсы нельзя демонтировать, они являются частью станины. Их производство и ремонт довольно сложны, поменять их своими руками вообще невозможно. Поэтому конструкция используется только в профессиональных станках с ЧПУ.
Самодельные направляющие из того, что нашлось под рукой
направляющие из стального уголкаПростейшие направляющие можно собрать своими руками из металлического уголка, подшипников, гаек и болтов. Алюминиевые уголки для направляющих использовать не стоит – деталь придется менять очень часто. Ведь шарикоподшипники каретки будут выедать в ней дорожки. Предпочтительнее стальной уголок или кругляк. В зависимости от интенсивности использования его можно закалить или оставить, как есть. Но непременно следует отшлифовать, уменьшив трение. Наиболее простой и бюджетный вариант это направляющие из старого принтера.
Не следует подбирать слишком широкие подшипники, это бесполезно. Ширина «выедаемой» дорожки на направляющей не зависит от габаритов подшипника.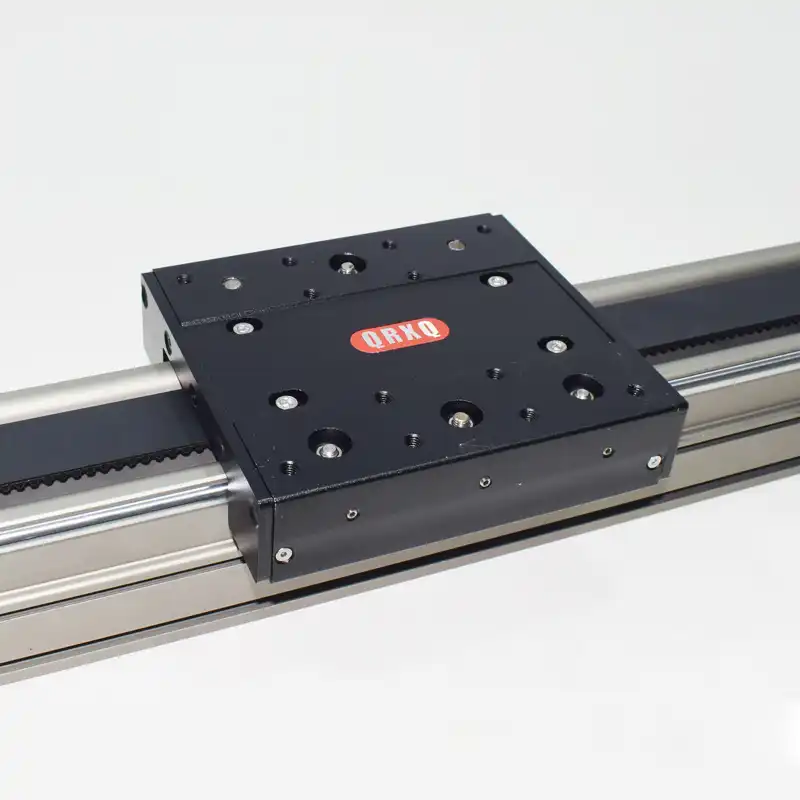 Диаметр болтов должен совпадать с внутренним поперечником подшипника.
Диаметр болтов должен совпадать с внутренним поперечником подшипника.
Чертежи, схемы и презентация самодельных направляющих в видеороликах:
stanokgid.ru
Самодельные линейные направляющие для ЧПУ станков. Обсуждение.Всем добрый день! Во время проектирования станка и именно ленейного перемещения столкнулся с тем что цены на линейные направляющие (качественные) просто огромные, конечно если нужно сделать станок с рабочим полем метр на метр то цены ещё более менее терпимые то если нужно сделать плазму 2500 на 2000, то вылазит кругленькая сумма! Вот и пришла идея сделать самодельные направляющие и конечно не обойтись бес помощи братьев по разуму! Если у кого то есть какие либо идеи пишите, делитесь рассуждайте! Может у кого есть какие наработки и факты реализации идеи!
Самодельные линейные направляющие для ЧПУ станков. Обсуждение. Вот смотрите есть такие ролики как думаете получится ли дробится приличной центровки на рельсе? Просто хочу купить такие и попробовать реализовать! Album: Uploaded 02 Aug 2012 – 07:49 Album: Uploaded 02 Aug 2012 – 07:49 Album: Uploaded 02 Aug 2012 – 07:49
Самодельные линейные направляющие для ЧПУ станков. Обсуждение. Также есть такие варианты Album: Uploaded 02 Aug 2012 – 08:11 Album: Uploaded 02 Aug 2012 – 08:11 Самодельные линейные направляющие для ЧПУ станков. Обсуждение. Всё дело в том, какие точности Вы хотите получить. Впрочем, для плазменной резки вполне можно и по последнему варианту сделать, особенно, если удастся прошлифовать шестигранник по всем граням Самодельные линейные направляющие для ЧПУ станков. Обсуждение.
Обсуждение. Также есть такие варианты Album: Uploaded 02 Aug 2012 – 08:11 Album: Uploaded 02 Aug 2012 – 08:11 Самодельные линейные направляющие для ЧПУ станков. Обсуждение. Всё дело в том, какие точности Вы хотите получить. Впрочем, для плазменной резки вполне можно и по последнему варианту сделать, особенно, если удастся прошлифовать шестигранник по всем граням Самодельные линейные направляющие для ЧПУ станков. Обсуждение.
Рукастый Колобок, Каким образом шлифовка производится, болгаркой? Первую конструкцию не так уж легко сделать, на мой взгляд, нужно точно углы выдержать!! Мне не даёт покоя первый вариант, удастся ли использовать такие ролики к примеру с прокатным квадратом, его тоже ведь придется шлифовать! Исхожу из соображений долговечности и качества!
Самодельные линейные направляющие для ЧПУ станков. Обсуждение.
Самодельные линейные направляющие для ЧПУ станков. Обсуждение.
Рукастый Колобок, Каким образом шлифовка производится, болгаркой?
Понятно. .. Посмотрите полированную(круглую) трубу из нержи.. если уж бюджет.. Самодельные линейные направляющие для ЧПУ станков. Обсуждение. alex56, Труба смущает тем что при большой длине будет провисание большое и резонанс будет возникать! Это если её крепить по двум точкам! Шлифованный квадрат найти думаете не удастся, какая методика шлифовки более эффективна? Кроме станочной конечно! Самодельные линейные направляющие для ЧПУ станков. Обсуждение. Да Вы точность нужную скажите А то как гадание на кофейной гуще. Крамола это всё, конечно, потом люди удивляются- а чёй-то у меня круг не круг на несколько миллиметров. пиэс-если опопра жёсткая, то, думаю, можно шабрить-сначала болгаркой, потом соотвествтенно шабером. Разумеется, нужна поверочная линейка нужной длины.
.. Посмотрите полированную(круглую) трубу из нержи.. если уж бюджет.. Самодельные линейные направляющие для ЧПУ станков. Обсуждение. alex56, Труба смущает тем что при большой длине будет провисание большое и резонанс будет возникать! Это если её крепить по двум точкам! Шлифованный квадрат найти думаете не удастся, какая методика шлифовки более эффективна? Кроме станочной конечно! Самодельные линейные направляющие для ЧПУ станков. Обсуждение. Да Вы точность нужную скажите А то как гадание на кофейной гуще. Крамола это всё, конечно, потом люди удивляются- а чёй-то у меня круг не круг на несколько миллиметров. пиэс-если опопра жёсткая, то, думаю, можно шабрить-сначала болгаркой, потом соотвествтенно шабером. Разумеется, нужна поверочная линейка нужной длины.
Самодельные линейные направляющие для ЧПУ станков. Обсуждение.
Если хотите 2500 на 2000 то покупайте заводские направляющие и не парьте себе мозг. Время потеряете только.
Самодельные линейные направляющие для ЧПУ станков.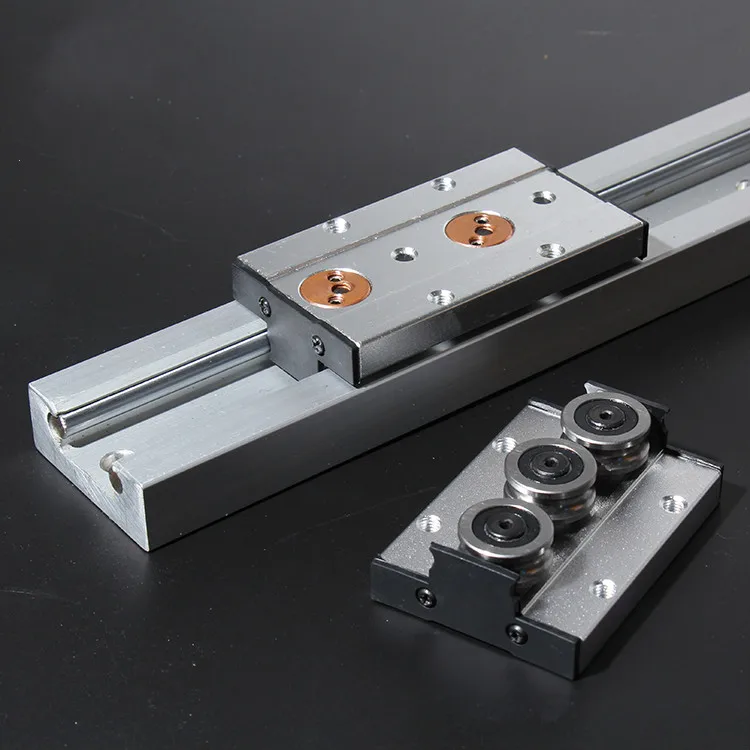 Обсуждение.
Обсуждение.
А как мне думается, средненький китай будет дешевле и точнее самой крутой, но самоделки
Это так. Что-то сделанное штучно не может быть дешевле серийного продукта, даже на стоимость таможни и доставки не может. Чтобы сделать направляющую – нужно то чем делать и то чем контролировать. И то и другое стоит больше комплекта направляющих. Да и если нет 20-60т.р. на направляйки даже и не стоит начинать станок строить. Самодельные линейные направляющие для ЧПУ станков. Обсуждение. Вы хотите за копейки получить хороший станок? Не, чудес не бывает))))) Болгаркой – это не шлифовка, это зачистка. Шлифовка – это на шлифовальном станке. За соответствующую копеечку)))) Не считая того, что надо еще найти и договорится. В принципе прокат есть и калиброванный – но только посмотрите ГОСТу на него, какая там точность. Я думаю там пара десяток на размер, а на прямолинейность – миллиметры. А вам сотки, если не микроны нужны)))) А если же вас и миллиметр устроит – так возьмите рельсы крановые, чем не годятся? Самодельные линейные направляющие для ЧПУ станков. Обсуждение. если нужно резать с точность в 2-3 десятки, то берите обычную калибровку…у нее по диаметру разлет 5 соток, ставьте ее на упоры регулируемые и выставляйте… и насчет мифа о рельсах…) занимались мы как то модернизацией листогибочного чпушника…и ставили рельс относительно матрицы (шлифованной), рельс ниразу не прямой оказался, на 2 метрах 1 десятка плавала, пальчиком надавишь, прогибается только в путь…) но все равно лучше круглой направляющей…)
Обсуждение. если нужно резать с точность в 2-3 десятки, то берите обычную калибровку…у нее по диаметру разлет 5 соток, ставьте ее на упоры регулируемые и выставляйте… и насчет мифа о рельсах…) занимались мы как то модернизацией листогибочного чпушника…и ставили рельс относительно матрицы (шлифованной), рельс ниразу не прямой оказался, на 2 метрах 1 десятка плавала, пальчиком надавишь, прогибается только в путь…) но все равно лучше круглой направляющей…)
Самодельные линейные направляющие для ЧПУ станков. Обсуждение.
и насчет мифа о рельсах…) занимались мы как то модернизацией листогибочного чпушника…и ставили рельс относительно матрицы (шлифованной), рельс ниразу не прямой оказался, на 2 метрах 1 десятка плавала, пальчиком надавишь, прогибается только в путь…) но все равно лучше круглой направляющей…)
Какие мифы? Рельсы должны устанавливаться только на соответственно подготовленную базу, в свободном состоянии они имеют полное право быть кривыми.
Труба смущает тем что при большой длине будет провисание большое и резонанс будет возникать!
Вы хотите за 2 конца направляющую крепить что-ли? На 2,5 метра? Самодельные линейные направляющие для ЧПУ станков. Обсуждение.
Обсуждение.
Какие мифы? Рельсы должны устанавливаться только на соответственно подготовленную базу, в свободном состоянии они имеют полное право быть кривыми. sashasmaylik (02 August 2012 – 11:34) писал: Труба смущает тем что при большой длине будет провисание большое и резонанс будет возникать! Вы хотите за 2 конца направляющую крепить что-ли? На 2,5 метра? Вот именно.. Трехметровую направляющую Хайвин сечением 36х36 можно пальцем и на 10 мм продавить.. жесткость- это не ее работа… Так же и круглые – опоры же промежуточные нужны.. в Вашем случае – шаг миллиметров 500-600.. А резонанс – не знаю…для плазмореза проблема – перебор… Ну запеньте ее..или бетоном залейте… Самодельные линейные направляющие для ЧПУ станков. Обсуждение.
Шток гидроцилиндра на опоре + линейный подшипник
Самодельные линейные направляющие для ЧПУ станков. Обсуждение.
Для начало определится с нагрузками. Если это плазма – то вес перемещаемого узла боле-менее известен. Вот и посчитать прогиб по его весом. Это для вертикального искривления. Отстается еще в горизонтальной плоскости – на первый взгляд нагрузки отсутствуют. Но это не так, есть нагрузки от инерции узла при перемещении – от разгона и торможения. Их тоже посчитать можно.
Это для вертикального искривления. Отстается еще в горизонтальной плоскости – на первый взгляд нагрузки отсутствуют. Но это не так, есть нагрузки от инерции узла при перемещении – от разгона и торможения. Их тоже посчитать можно.
Самодельные линейные направляющие для ЧПУ станков. Обсуждение.
Так же и круглые – опоры же промежуточные нужны.. в Вашем случае – шаг миллиметров 500-600..
Мне кажется вот идеальный путь. Купите круглые направляющие и линейные разрезанные подшипники в корпусах, не такие они и дорогие, насверлите по всей длине отверстия с резьбой, в качестве опор используйте болты, заодно ими и отрегулировать прямолинейность можно будет. Естественно жёсткое основание обязательно.
Прикрепленные изображения
Самодельные линейные направляющие для ЧПУ станков. Обсуждение. не, кругляши надо все ж с опорой брать, за два конца эт волюнтаризмь. http://www.purelogic…erem/relnaptbs/ Самодельные линейные направляющие для ЧПУ станков. Обсуждение. sashasmaylik, по поводу треугольных направляющих поищите на сайте и форуме mechmate, там народ приспособы делает для их изготовления.
В данной статье будут рассмотрены виды направляющих для станка с ЧПУ, их основные особенности и преимущества.
НАПРАВЛЯЮЩИЕ ПОЛИРОВАННЫЕ ВАЛЫ
Самый распространенный и бюджетный вид направляющих. Отличается низкой стоимостью, легкостью обработки и установки.
Изготавливаются из высоколегированных сталей, как правило – конструкционных подшипниковых , и проходят индукционную закалку поверхности с последующей шлифовкой.
Это обеспечивает продолжительное время работы и сопутствует меньшему износу вала.
Шлифованные валы имеют идеальную поверхность и обеспечивают движение с очень маленьким трением.
Валы крепятся только в 2 точках на концах, и поэтому монтаж их не представляет особой сложности.
Однако многие недобросовестные производители часто делают валы из дешевых и мягких сортов высокоуглеродистых сталей, пользуясь тем, что покупатель не всегда обладает средствами для проверки вида материала и его твердости.
К недостаткам полированных валов относятся:
1. Отсутствие крепления к станине.
Отсутствие крепления к станине.
Вал крепится в двух точках на концах – это облегчает монтаж направляющих, однако приводит к тому, что направляющие устанавливаются независимо от рабочей поверхности стола. В то же время в портальных станках крайне желательно ставить направляющие в жесткой связи со столом. Такая связь снижает погрешности обработки, если рабочий стол подвергался искривлению, «повело винтом» – направляющие, повторяя изгибы стола, нивелируют часть погрешности.
Крепление вала
2. Провисание на большой длине.
На практике из-за провисания валы используют длиной не более 1 метра. Кроме того, важно отношение диаметра вала к его длине – для получения приемлемых результатов его значение должно быть не менее 0.05, желательно в пределах 0.06-0.1. Более точные данные можно получить, произведя моделирование нагрузки на вал в пакетах САПР.
Виды линейных подшипников на вал:
1. Шариковые втулки
Линейные подшипники качения имеют большие люфты по сравнению с каретками рельсовых направляющих и меньшие нагрузочные характеристики.
Помимо этого для защиты от поворота каретки необходимо использовать как минимум два направляющих вала на одну ось. Недостатки линейных подшипников качения:
- Низкая грузоподъемность.
- Cледствие предыдущего пункта, а также конструктивного строения линейных подшипников.
- Недолговечность.
- Каждый шарик линейного подшипника касается вала в одной точке, что создает очень высокое давление. Со временем шарики могут прокатать канавку на валу, после чего вал подлежит замене.
Шариковые втулки
- Люфт
- Бюджетные линейные подшипники многими производителями изготавливаются зачастую с весьма существенным люфтом.
- Достаточно чувствительны к пыли и стружке на валу
2. Линейные подшипники скольжения
Втулки скольжения используют трение скольжения и изготавливаются из бронзы, латуни, капролона и иных материалов.
При должном соблюдении допусков бронзовый подшипник скольжения не уступает подшипнику качения в точности и грузоподъемности, и при этом легче переносит пыль и стружку. Однако необходимо быть уверенным, что вы всегда сможете достать материал для подшипника и обработать его как нужно.
Однако необходимо быть уверенным, что вы всегда сможете достать материал для подшипника и обработать его как нужно.
Кроме того, периодически, по мере износа подшипник скольжения приходится подгонять для устранения зазоров. В большинстве случаев шариковая втулка предпочтительней для начинающих, по причине их высокой доступности и взаимозаменяемости.
ШЛИЦЕВЫЕ ВАЛЫ (BALL SPLINE)
Шлицевые валы имеют специальные дорожки качения для шариков втулки. Они более износостойкие и жесткие, чем обычные валы, а также могут воспринимать крутильные усилия с втулки.
Сочетая в себе преимущества монтажа валов, износостойкость профильных рельсов с возможностью создания натяга, шлицевые валы находят применение там, где требуется монтаж направляющих исключительно на концах.
Однако, из-за их существенно более высокой стоимости (по сравнению с полированными валами) они редко применяются в строении обычных станков.
ВАЛЫ НА ОПОРЕ
Профильные рельсы сложны и дороги в производстве, поэтому производителей рельсов меньше, чем производителей валов. Они, как правило, дорожат своей репутацией, потому качество профильных рельсов гораздо стабильней.
Они, как правило, дорожат своей репутацией, потому качество профильных рельсов гораздо стабильней.
РОЛИКОВЫЕ ПРОФИЛЬНЫЕ РЕЛЬСОВЫЕ НАПРАВЛЯЮЩИЕ
Роликовые рельсы являются подвидом профильных направляющих, у которых дорожки качения – плоские, а вместо шариков в опорных модулях использованы ролики.
Это позволило увеличить жесткость направляющей, грузоподъемность и долговечность.
Роликовые направляющие используются в высоконагруженных металлообрабатывающих станках с ЧПУ, предназначенных для фрезеровки черных металлов, стали, камня.
Вряд ли Вы ищете именно такие направляющие, иначе Вы бы не читали данную статью.
НАПРАВЛЯЮЩИЕ “ЛАСТОЧКИН ХВОСТ”
И ПРИЗМАТИЧЕСКИЕ НАПРАВЛЯЮЩИЕ
Этот вид направляющих применяется там, где нужна очень высокая жесткость, например, в промышленных металлообрабатывающих станках. – низкая жесткость и грузоподъемность, ограниченная точность, необходимость в периодической подгонке, низкая цена, малая доступность готовых изделий на рынке. Вал провисает при большой длине.
Вал провисает при большой длине.
Роликовая профильная направляющая
- Вал и шариковая втулка – низкая жесткость и грузоподъемность, ограниченная точность, средняя стоимость. Вал провисает при большой длине. Используются в хоббийных станках и станках среднего класса.
- Вал на опоре и шариковая втулка – средняя жесткость и грузоподъемность, ограниченная точность, средняя стоимость. Рельс повторяет деформации станины, нивелируя погрешность. Используются в хоббийных станках и станках среднего класса.
- Профильные направляющие
– высокая жесткость, точность, износостойкость, высокая грузоподъемность, не требуется регулировка, высокая стоимость. Немаловажный фактор – сложность монтажа профильных направляющих и необходимость соответствующей подготовки монтажных поверхностей. Используются в станках среднего и промышленного класса.
 Используются в станках среднего и промышленного класса.
Используются в станках среднего и промышленного класса.Если Вы все прочитали, но ситуация не стала яснее, в заключение несколько конкретных рекомендаций:
- Если на станке планируется фрезеровать металлы или камень – альтернативы профильным рельсам нет.
- Если ваш станок будет иметь рабочее поле больше, чем 0,7 кв. м, лучше всего также применить профильные направляющие.
- Если ваш станок имеет рабочее поле меньше, чем формат А4, планируется обрабатывать мягкие материалы – подойдут валы диаметром 16–25 мм.
- Если Вы все еще затрудняетесь с выбором, обратитесь за консультацией к нашим специалистам.
Здравствуйте Господа 3dшники!
Прошу не судить меня строго за мой первый пост, так как последние мои рукописи – это письма домой из армии,так что писатель из меня никакой.
Что сподвигло на написание? Да просто хотел озвучить свои мысли вслух, посоветоваться и посовещаться.
Может подобное решение и обсуждалось, если честно я не нашел, будьте добры, ткните пальцем.
Как и многих здесь присутствующих, путь 3d_printа для меня начался с Rep-Strap.
Сколхозил худо-бедный принтер и ваяю.. для себя, для друзей, некоторые вещи даже покупали.
Ну да ладно…. не об этом.
Во общем проблема как и у многих с линейными подшипниками и направляющими.
Направляющих….. ПОЛНО. Работаю ИТ-специалистом, так что струйников через меня прошло “немало”.
Жаль только, что диаметр у всех разный и нестандартный: 9.5мм, 10.5мм и тд… 8мм-осей попалось штук 6-8.
Купил направляющие из нержавейки диаметрами 8мм, 10мм, 12мм. и соответственные ЛП.
Вроде как то все работает, только то люфты, то борозды на осях образуются….
Раньше каретки катались на капролоновых втулках, которые иногда подклинивали…
Соглашусь, что кое-где виной было моё рукожопство, и вообще первый блин комом).
Сейчас проектирую H-Bot и голова греется… какие взять направляющие…. чтобы не борозд, не люфтов, не клинов.
А также чтобы сейчас, и безвозмездно, (те ДАДОМ)(с)Сова), и чтоб печаталось быстро, качественно, красиво!)
Оси и ЛП. … – нахлебался…
… – нахлебался…
Оси и капролоновые втулки… – знакомый токарь уехал из города
Рельсы… – по отзывам, смотря на какого продавана напорешься.
Каретки на подшипниках качения…-получилось громоздко, гремит, грохочет, опять же мое рукожопство.
Пробовал печатать втулки из тримерной лески – межслойное сцепление слабое, и вообще так и не научился печатать леской.
Видел, продается для печати хороший нейлон, но думаю пока рано на таком принтере браться за “Виллиама, нашего Шекспира” (с).
О втулках из ABS мнения тоже расходятся.
………………………………………………
Вчера уснуть не мог, нашел на Yuotube видео где один парень показывал…. короче вот видео: Повторюсь: может подобное решение и обсуждалось, если честно я не нашел, будьте добры, ткните пальцем.
Но оно мне понравилось и я решил с ним поэкспериментировать.
В видео парень использовал тефлоновые трубки.
Моя мысль была проще – совместить ABS и Neylon в “линейном подшипнике-втулке”.
Из ABS напечатать обойму, а шариками-роликами там будут кусочки триммерной лески.
На пальцах не объясню, покажу во FreeCade.
Мысль первая:
И тут Остапа понесло. А если во так:
Мысль вторая:
или вот так:
Вообщем фантазировать можно много.
Сегодня пятница, а принтер на работе. Вот что сегодня успел воплотить:
Создайте свой собственный Руководство по стилю Биземейера
ПОШАГОВОЕ РУКОВОДСТВО СЕРИЯ RAIL – октябрь 2014 г., серия
Это сопутствующие видео к сообщению блога о направляющих рельсах
«Шаг за шагом». 5 видео / 40 шагов КОНДЕНСИРОВАННАЯ НАПРАВЛЯЮЩАЯ НАПРАВЛЯЮЩАЯ СТРОИТЕЛЬСТВО
Воспроизвести видео 1 Шаги 1-10
ШАГ 1. ИЗМЕРЕНИЕ 2. ПРИОБРЕСТИ STEELSTEP 3. ОБРЕЗАТЬ СТАЛЬ ДО ДЛИНЫ 4. ОЧИСТИТЬ STEELSTEP 5. ИССЛЕДОВАТЬ ТРУБКИ ШАГ 6. ПАРАЛЛЕЛЬНОЕ РАЗМЕЩЕНИЕ НАБОР УСТРОЙСТВА 7.ОТМЕТЬТЕ ЛИНИЮ БОЛТА НА ОБОИХ ШАГАХ 8. НАЧЕРЬТЕ ЛИНИИ РАССТОЯНИЯ ОТВЕРСТИЙ УГЛОВОГО ЖЕЛЕЗА ШАГ 9: ПРОИЗВОДИТЕ ТОЧНЫЕ МАРКИ НА УГЛОВОЙ КУСЕНИЦЕ ШАГ 10: ПРОСВЕРЛИТЕ РАЗМЕР ПЕРВОГО ОТВЕРСТИЯ НА УГЛОВОЙ КУСИНА
ИЗМЕРЕНИЕ 2. ПРИОБРЕСТИ STEELSTEP 3. ОБРЕЗАТЬ СТАЛЬ ДО ДЛИНЫ 4. ОЧИСТИТЬ STEELSTEP 5. ИССЛЕДОВАТЬ ТРУБКИ ШАГ 6. ПАРАЛЛЕЛЬНОЕ РАЗМЕЩЕНИЕ НАБОР УСТРОЙСТВА 7.ОТМЕТЬТЕ ЛИНИЮ БОЛТА НА ОБОИХ ШАГАХ 8. НАЧЕРЬТЕ ЛИНИИ РАССТОЯНИЯ ОТВЕРСТИЙ УГЛОВОГО ЖЕЛЕЗА ШАГ 9: ПРОИЗВОДИТЕ ТОЧНЫЕ МАРКИ НА УГЛОВОЙ КУСЕНИЦЕ ШАГ 10: ПРОСВЕРЛИТЕ РАЗМЕР ПЕРВОГО ОТВЕРСТИЯ НА УГЛОВОЙ КУСИНА
Воспроизвести видео 2 шага 11-20
ШАГ 11: ЗАЖИМ ТРУБКИ К УГЛОВОМУ УГЛУ ШАГ 12: СВЕРЛИТЬ МАРКИ НА ТРУБЕ ШАГ 13: ОТКРЫТЬ И СВЕРЛИТЬ ОТВЕРСТИЯ В ТРУБЕ ШАГ 14: ОТВЕРСТИЯ В ТРУБЕ ШАГ 15: СВЕРЛИТЬ ОТВЕРСТИЯ В УГОЛОВОМ УГЛЕ ШАГ 16: УГЛОВОЙ УГЛОВОЙ УГЛОВОЙ ШАГ 18: УПРАВЛЯТЬ УГЛОВОЙ ШАГ ОПРЕДЕЛИТЬ МЕСТО ПОДКЛЮЧЕНИЯ ШАГ 19: СВЕРЛИТЬ ОТВЕРСТИЯ В СТОЛБЕ ЭТАП 20: НАПРАВЛЯЮЩАЯ РЕЙКА ЗАЖИМА К ТАБЛИЦЕ
Воспроизвести видео 3 шага 21-30
ШАГ 21: НАЗНАЧЕНИЕ ОТВЕРСТИЙ НА УГЛОВОМ УГЛЕ НА СТОЛБЕ ЭТАП 22: ОТКРЫТЬ И ОТКРЫТЬ ВСЕ ШАГ 23: СТУПЕНЧАТЫЕ ОТВЕРСТИЯ В УГОЛКУ СТУПЕНЬ 24: УГЛОВОЙ УГОЛ СТУПЕНЬ 25: ОТВЕРСТИЯ НА СТОЛЕ СТУПЕНЬ 26: СЛАЙДОВЫЕ БОЛТЫ В УГОЛЕ УГОЛЬНИК ДОПОЛНИТЕЛЬНАЯ СТУПЕНЬ ШАГ 28: БОЛТОВЫЕ ТРУБКИ К УГЛОВОМУ СТЕРЖНЮ ШАГ 29: ЗАТЯНИТЕ И ПРОВЕРЬТЕ ШАГ 30: ЗАМЕТКИТЕ ВЫРЕЗЫВАНИЕ ПОД ПЛОСКОМ
Воспроизвести видео 4 шага 31-35
ШАГ 31: ОТКРУПИТЬ ВСЕ! ШАГ 32: ВЫРЕЗАТЬ ПЛОСКОЙ ПЛОЩАДЬ ШАГ 33: РАЗМЯГНУТЬ ПЛОЩАДЬ КРАЯ ШАГ 34: ОЧИСТИТЬ С ПОМОЩЬЮ МИНЕРАЛЬНЫХ ДУХОВ ШАГ 35: PRIME
Воспроизвести видео 5 шагов 36-40
ШАГ 36: КРАСКА ШАГ 37: ОЧИСТКА КРАСКИ ОТ РЕЗЬБЫ ШАГ 38: УГЛОВОЙ ЖЕЛЕЗ БОЛТА ДО ПИЛЫ ШАГ 39: ТРУБКА БОЛТА К УГЛОВОМУ УГЛУШКУ ШАГ 40: ОКОНЧАТЕЛЬНОЕ РАЗМЕЩЕНИЕ УГОЛА
СКОЛЬКО СТАЛИ СЛЕДУЕТ КУПИТЬ?
КАК СДЕЛАТЬ НАПРАВЛЯЮЩУЮ В СТИЛЕ BIESEMEYER – Март 2013 г.
 , серия
, серияОригинальная серия Аллана Литтла, показывающая изготовление трех комплектов направляющих.
36 видео / 5 частейСЕРИЯ
ВВЕДЕНИЕ:Воспроизвести видео-вступление Аллан показывает конечный результат проекта и обсуждает, что будет охватывать сериал; изготовление направляющих для своей настольной пилы, направляющих для своей ленточной пилы и направляющих для настольной пилы профессионального гитариста Джерома Литтла.
НАПРАВЛЯЮЩАЯ НАСТОЛЬНАЯ ПИЛА УСТАНОВКА НАПРАВЛЯЮЩЕЙ РЕЛЬСЫ: Воспроизвести видео 1 Снимаем старую изогнутую направляющую Biesemeyer и готовимся к установке новой.
Воспроизвести видео 2 Разметка уголка и подготовка к сверлению для крепления пилы.
Воспроизвести видео 3 Просверливание и зенкование отмеченных точек.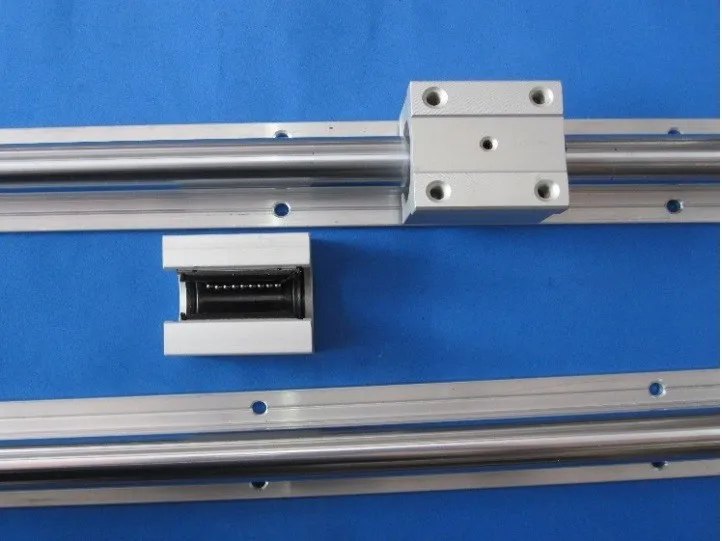 Продемонстрируйте технику сверления для быстрого и легкого открывания шайб.
Продемонстрируйте технику сверления для быстрого и легкого открывания шайб.
Воспроизвести видео 4 Более тщательные измерения, регулировка, подготовка к окончательной угловой фиксации положения утюга.
Воспроизвести видео 5 Заключительные детали, включая настройку выравнивания удлинительного стола на выходной стороне при прикреплении стальной прямой кромки.
Воспроизвести видео 1 Начало процесса установки на ленточную пилу Hitachi CB75F.
Воспроизвести видео 2 Подробное обсуждение того, как я скрепил сталь направляющей ленточной пилы.
Воспроизвести видео 3 Окончательная установка на Hitachi CB75F. Демонстрация и другие подробности обсуждаются.
Воспроизвести видео 1 Введение в производственную часть данной серии
Воспроизвести видео 2 Резка стали по длине с помощью Portaband. Обезжирьте и очистите сталь.
Воспроизвести видео 3 Стратегия размещения и маркировки. Обсудите схему для сверления и нарезания резьбы трубкой на уголке.
Воспроизвести видео 4 Зажмите угловую штангу и трубку вместе перед использованием сверла для метчика, чтобы отметить места летки для сверления
Воспроизвести видео 5 Разметьте, измерьте и отметьте для сверления и нарезания резьбы более длинные установки направляющего рельса, сопрягая трубку с угловым железом видео 6 Продолжаем методы маркировки для идеального совмещения. Просверлите отверстия до 5/16 ″ на сверлильном станке.
Воспроизвести видео 7 Завершите постукивание ручным регулятором. Покажите другую технику постукивания, для которой требуется только метчик и гаечный ключ.
Воспроизвести видео 8 Разметка / разметка паза под углом в уголке. Для проделывания перфорированных отверстий сначала используйте технику сверлильного пресса.
Воспроизвести видео 9 Используйте большую зенковку с одной канавкой, чтобы подготовить отверстия под болты для сборки направляющей. Угол зенковки 82 градуса / SAE, 90 градусов / метрическая система. Вырезание косой насечки с помощью Portaband, лобзика или шлифовального станка.
Угол зенковки 82 градуса / SAE, 90 градусов / метрическая система. Вырезание косой насечки с помощью Portaband, лобзика или шлифовального станка.
Воспроизвести видео 10 Изготовление каркаса из тополя для раздвижного стола. Демонстрация техники быстрой фрезеровки пазов и того, как быстро подвести углы под шипы.
Воспроизвести видео 11 Продемонстрируйте быстрый способ нарезания шипов для моих удлинительных столов на настольной пиле.
Воспроизвести видео 12 Высушите рамы и склейте их. Изменились планы сборки, в результате чего были изготовлены специальные планки, которые прижимались и зажимались на месте клеем, а не ввинчивались в тополь.
Воспроизвести видео 13 Использование домино Festool для аккуратного соединения двух кусков балтийской березы в единое целое. Затем приклейте кромочный клей и добавьте герметики, чтобы обеспечить ровность.
Воспроизвести видео 14 Разметка 20-миллиметровых отверстий на дополнительных столах Jerome.Нет ничего лучше многофункционального волчка для работы с различными зажимами.
Воспроизвести видео 15 Просверливание отверстий диаметром 20 мм на сверлильном станке. Я сделал схему отверстий, чтобы можно было просверлить отверстие в пределах пропускной способности моего сверлильного станка, чтобы ускорить процесс.
Воспроизвести видео 16 Я вырежу по шаблону нижнюю часть стола в отверстии. *
Воспроизвести видео 17 Разметка шаблона сверла для крепления фанеры к раме и последующего завинчивания на место.
Воспроизвести видео 18 Приклеивание ламината к двум дополнительным столам.Затем обрезайте ламинат и просверлите 20-миллиметровые отверстия.
Воспроизвести видео 19 Сделайте практические надрезы в фанере, чтобы диск по размеру подходил моему приспособлению для резки круга. Затем сделайте диск, который будет вставкой для стола маршрутизатора.
Воспроизвести видео 20 Начало изготовления простого механизма выравнивания вставки стола маршрутизатора.
Воспроизвести видео 21 Завершение работы механизма выравнивания и регулировки для вставки стола фрезерного станка.
ВАЖНОЕ ПРИМЕЧАНИЕ. Хотя для направляющих рельсов сварка не требуется, я выполнил сварку для этой серии.Мне нужно было сделать мобильную основу для настольной пилы, а также опоры для удлинительного стола.
СВАРКА МОБИЛЬНОЙ ОСНОВАНИЯ И ОПОРНЫХ НОЖЕК: Воспроизвести видео 22 Введение в сварку из этой серии статей. Объясняя, что было нужно и как это было сделано.
Воспроизвести видео 23 Начало изготовления стальных конструкций мобильной настольной пилы Джерома.
Воспроизвести видео 24 Продолжайте сварку на базе мобильной настольной пилы.
Воспроизвести видео 25 Начало изготовления стальных опор для настольной пилы Jerome.
Воспроизвести видео 26 Продолжайте изготовление компонентов для регулируемых шарнирных ножек, которые будут поддерживать угловую опору направляющих рельсов к мобильной базе.
Воспроизвести видео 27 Сварка завершена. Показать готовые сварные детали. Это конец сварочной части серии.
ИЗМЕРЕНИЕ НАПРАВЛЯЮЩЕЙ ЖЕЛЕЗНОЙ ЛЕНТЫ – одиночные номера, апрель 2013 г.

Советы по точному размещению ленты и обнулению указателя на ленту.
Воспроизвести видео 1 Как точно прикрепить рулетку к направляющей
Воспроизвести видео 2 Как обнулить забор / указатель на ленту направляющего рельса
НАПРАВЛЯЮЩАЯ РЕЙКА ДЛЯ ЛЕНТОЧНОЙ ПИЛЫ – январь 2014 г., серия
Аллан Литтл производит направляющие рельсы для ленточных пил.
4 Видео
Воспроизвести видео 1 Просмотр планов и осветление стали.
Воспроизвести видео 2 Разметка с помощью центральной головки. Режем сталь с Portaband.
Воспроизвести видео 3 Измерения и разметка. Использование сверла для разметки отверстий
Использование сверла для разметки отверстий
Воспроизвести видео 4 Направляющая для упаковки и транспортировки. Сборка и демонстрация на ленточнопильном станке.
СТАТЬЯ В БЛОГЕ: Направляющие для настольной пилы ––– Пошаговые инструкции
40 Пошаговая подробная письменная инструкция с фотографиями по изготовлению направляющих рельсов.
ПОДРОБНЕЕ
Бесплатные планы направляющих
Эти планы содержат всю информацию о направляющих рельсах, представленную на этом веб-сайте, в одном компактном формате PDF на 20 страницах.
БЕСПЛАТНЫЕ ЖЕЛЕЗНОДОРОЖНЫЕ ПЛАНЫ
СТАТЬЯ В БЛОГЕ: Создание собственных направляющих рельсов ––– Обзор
Аллан Литтл: общий обзор того, что задействовано, и основных концепций создания собственных направляющих рельсов.
ПОДРОБНЕЕ
ПУБЛИКАЦИЯ В БЛОГЕ: Создание собственных направляющих рельсов ––– Контрольный список
Полный контрольный список Аллана Литтла, включая все материалы и инструменты, необходимые для изготовления направляющих рельсов.
ПОДРОБНЕЕ
ЗАПИСЬ В БЛОГЕ: Спецификации расстояния между направляющими рельсами – параллельный зазор
Для правильной работы направляющего рельса важно иметь правильное расстояние между параллелями. Аллан показывает свои методы достижения идеального интервала.
ПОДРОБНЕЕ
ЗАПИСЬ В БЛОГЕ: Спецификации расстояния между направляющими рельсами – шаг вниз
Еще одно важное измерение – это шаг вниз; измерение от верха стола до верха трубки.Аллан показывает свою технику.
ПОДРОБНЕЕ
Лучшая направляющая для циркулярной пилы для резки идеальных прямых кромок.
Как правильно пропилить циркулярной пилой?
Ответ: вы не сможете этого сделать, если не используете направляющую для циркулярной пилы (гусеничную систему) или не прижимаете пилу к линейке.
Циркулярные пилы – отличный инструмент. Они могут делать самые разные разрезы, и, поскольку они очень полезны, вы найдете их почти в каждом сарае для инструментов или мастерской.
Однако у дисковых пил есть серьезный недостаток, заключающийся в их неспособности легко выполнять очень точные пропилы. Конечно, с большой практикой и очень устойчивой рукой можно делать точные надрезы, но это очень сложно. Кроме того, очень легко ошибиться; одно небольшое скольжение руки – и ваш разрез испорчен.
Здесь вступает в действие направляющая для циркулярной пилы или направляющая система для циркулярной пилы.
Как видно из названия, направляющие для циркулярной пилы – это инструменты, которые вы устанавливаете на работе и которые позволяют с легкостью выполнять сверхточные пропилы.
В этой статье я расскажу о нескольких преимуществах использования направляющей, а также расскажу о двух различных моделях направляющей, которые вы можете использовать.
Лучшие направляющие рельсы для циркулярной пилы
Для тех, кто спешит, вот рекомендуемые направляющие, которые работают очень хорошо.
№1. Kreg KMA2700 Гусеница для циркулярной пилы
Инструмент Kreg известен своим качеством. Они выпустили свою первую гусеничную систему для циркулярной пилы Accu-cut в 2017 году. KMA2700 поставляется с двумя гусеницами по 26 штук.5 дюймов каждый. Соединив две направляющие общей длиной 53 дюйма, вы можете разрезать фанерные панели и МДФ длиной до 48 дюймов.
Они выпустили свою первую гусеничную систему для циркулярной пилы Accu-cut в 2017 году. KMA2700 поставляется с двумя гусеницами по 26 штук.5 дюймов каждый. Соединив две направляющие общей длиной 53 дюйма, вы можете разрезать фанерные панели и МДФ длиной до 48 дюймов.
🥇 Top Pick – Гусеница пилы Kreg KMA2700
- Режущая способность: до 48 дюймов
- Поддерживает правосторонние и левосторонние пилы
- Чистые пропилы без сколов
- Направляющая противоскользящая основа работает хорошо
Наденьте поперечные салазки на направляющую и закрепите пилу на салазках зажимными винтами. Вы можете установить пилу с полотном слева или справа. Оба будут нормально работать на KMA2700.
Вот видео, которое объясняет, как работает гусеничная система Kreg Accu-cut.
 youtube.com/embed/kQuQs23M2g4?start=5&end=170″ frameborder=”0″/>
youtube.com/embed/kQuQs23M2g4?start=5&end=170″ frameborder=”0″/>
Как видно из видео, пользоваться им очень просто. Если деревянная поверхность, которую вы режете, ровная и ровная, то зажимать направляющие не нужно. Антискользящие полосы, прикрепленные под направляющими, удерживают их на месте.
Плюсы
- Точность : Направляющие гусеницы прецизионных станков изготовлены из высококачественного алюминия.
- Vesatile : Возможность делать продольные, поперечные и угловые пропилы длиной до 48 ° в МДФ, фанере и панелях.
- Качество : Противоскользящие полоски с защитой от сколов удерживают канал на месте и предотвращают раскалывание.
- Простота использования : Стартовый блок поддерживает пилу в начале пропила, обеспечивает нормальную работу кожуха полотна.
Минусы
- Максимальная длина реза только 48 дюймов
Направляющие KMA2700 работают отлично; Единственным недостатком была длина рельса.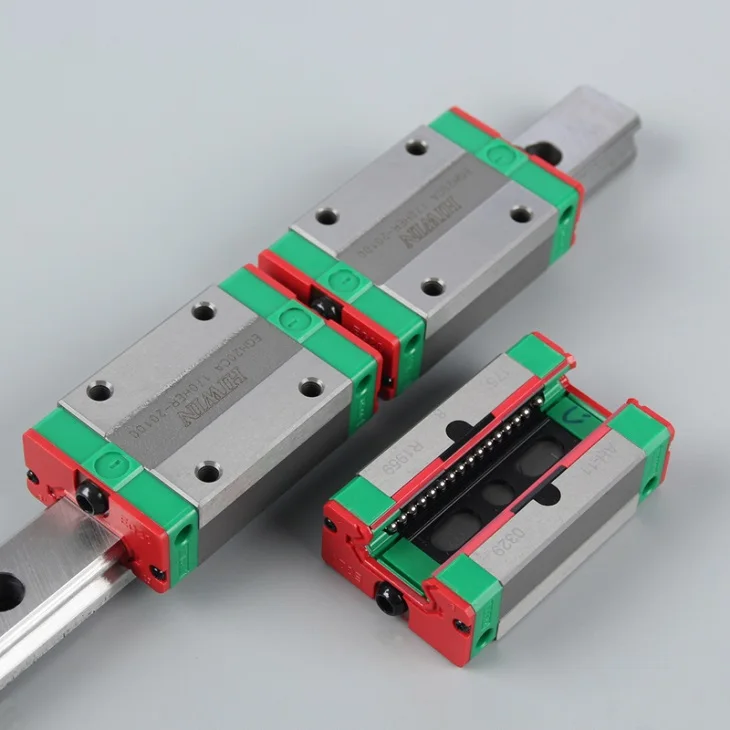 При максимальном размере 48 дюймов многие пользователи считали, что длина реза является самым большим ограничивающим фактором для превосходного оборудования.
При максимальном размере 48 дюймов многие пользователи считали, что длина реза является самым большим ограничивающим фактором для превосходного оборудования.
Но теперь с новым комплектом расширения XL вы можете отрезать до 100 дюймов.
Комплект расширения Kreg KMA3700 (рекомендуется)
- Режущая способность: до 100 дюймов
- Простота присоединения 4-х сегментных дорожек
- Стальные соединители для дополнительной устойчивости.
- Новые длинные противоскользящие направляющие для гусениц
В комплект входят 4 сегмента гусеницы. Вам нужно прикрепить их, чтобы получить разрезы длиной 100 дюймов.
Присоединение 4 сегментов – простая задача, и они идеально подходят друг к другу, образуя длинную направляющую.
№2. Makita 194368-5 55-дюймовая направляющая
№3. Bora, 543050, кромка зажима, алюминий, размер 50 дюймов
№4. E. Emerson Tool Co.C50 Руководство по зажимному инструменту с прямым краем для многофункционального устройства Contractor, 50 дюймов,
E. Emerson Tool Co.C50 Руководство по зажимному инструменту с прямым краем для многофункционального устройства Contractor, 50 дюймов,
№ 5. DeWalt DW3278 Продольный забор для циркулярной пилы (бюджетный выбор)
Циркулярная пила с направляющими рельсами
Циркулярная пила с прикрепленными к ней направляющими называется гусеничной пилой. Гусеничная пила или погружная пила по сути работает так же, как циркулярная пила с системами направляющих рельсов.
Подробнее о гусеничной пиле можно узнать здесь.
См. Гусеничную пилу Makita SP6000J1 с лезвием 6-1 / 2 дюйма.
Типы направляющих рельсов для циркулярных пил
Существует два основных типа круговых направляющих, которые можно использовать с циркулярной пилой.
- Rip Fence Сделай сам
- Стандартные направляющие из стали / алюминия
1. Простой забор своими руками
Можно сделать свою собственную направляющую, используя смесь материалов, инструментов и собственных технических знаний. Хотя их часто называют продольными ограждениями, в этом разделе я буду называть их направляющими, потому что они служат той же цели, помогая вам делать точные разрезы.
Хотя их часто называют продольными ограждениями, в этом разделе я буду называть их направляющими, потому что они служат той же цели, помогая вам делать точные разрезы.
Если вы понятия не имеете, что делаете, вы всегда можете найти в Интернете руководство по изготовлению направляющего рельса своими руками. Существуют буквально сотни руководств, которые дают вам пошаговые инструкции, как сделать это самостоятельно. Лично я считаю, что вам стоит покупать его. Но, если вы действительно хотите бросить себе вызов, сделать его самостоятельно – это прекрасно.
Я бы посоветовал с осторожностью строить свой собственный параллельный забор. Убедитесь, что вы строго следуете руководству, которое используете.Вполне возможно, что вы сделаете одну ошибку и сделаете все усилия бессмысленными.
Также есть вероятность, что вы тоже случайно можете пораниться. В отличие от стандартных направляющих планок, направляющие выступают в качестве опоры только с одной стороны. Вы должны подтолкнуть циркулярную пилу к забору и продвинуть ее вперед, чтобы сделать пропил. Итак, убедитесь, что у вас есть хорошее представление о том, что вам нужно сделать, прежде чем начать.
Итак, убедитесь, что у вас есть хорошее представление о том, что вам нужно сделать, прежде чем начать.
2. Стандартные направляющие рельсы и направляющие системы для циркулярной пилы
Обычно они изготавливаются из алюминия или стали, но есть более дешевые модели из дерева (а модели «сделай сам» часто из дерева).
Руководство по покупке: рельсовые направляющие для циркулярной пилы
Существует множество моделей направляющих, так что у вас есть из чего выбрать. В этом разделе, вместо того чтобы давать вам очень конкретные рекомендации, я решил дать вам общее представление о том, какие функции вам следует искать.
Размер
Купите направляющую, имеющую длину, достаточную для ваших задач. Обычные размеры, доступные на рынке, составляют 36 дюймов и 50 дюймов в длину.
Направляющий материал
Материал, из которого изготовлены гусеницы, – еще одно важное соображение.Направляющие известных брендов обычно изготавливаются из стали или алюминия.
Стальобеспечивает большую точность, износостойкость и надежность в эксплуатации. Однако они тяжелые.
С другой стороны, алюминиевые гусеницы легкие, менее дорогие и достаточно точные.
Резиновая ручка
В общем, я бы рекомендовал приобрести направляющую с поролоном. Поролон действительно хорош для предотвращения скольжения при резке материала.
Осколочный щит
Вам также нужна направляющая, которая имеет как защиту от осколков (помогает предотвратить скалывание), так и хорошо покрывается смазкой.
Преимущества использования циркулярной пилы с системой направляющих
Вы опытный плотник, который чувствует эти следы для мальчиков, которые не умеют резать ровно? Я могу резонировать, но, по моему опыту, направляющая работает фантастически, когда вы делаете длинные рипы и размеры больших панелей.
Преимущества использования направляющей
Итак, вы можете скептически относиться к тому, действительно ли вам нужна направляющая. Многим владельцам пил это может показаться ненужной насадкой. В этом разделе я подробно расскажу о различных преимуществах использования направляющей при резке материалов.
Я не только собираюсь осветить более очевидные преимущества (например, более точную резку), но также подробно остановлюсь на менее очевидных, но все же ценных преимуществах его использования. Так что оставайся со мной.
Точные пропилы
Итак, давайте начнем с самого важного и очевидного преимущества использования направляющей – точности резки. Если вы хотите постоянно делать точные пропилы с помощью циркулярной пилы, вам нужны либо годы практики, либо направляющая.Даже если у вас есть многолетний опыт использования лучших циркулярных пил, лобзиков и т. Д., Вы все равно можете делать досадные ошибки при резке материалов.
Для точных прямых пропилов циркулярной пилой используйте направляющие.
Хорошая шина для циркулярной пилы гарантирует, что вы никогда не ошибетесь при резке материала. Используя направляющую, домашний мастер-любитель может делать пропилы, которые профессионалы, использующие дисковые пилы в течение десятилетий, будут с трудом выполнить.
Предотвращает осколки и разрывы материала
Повышенная точность сама по себе может быть достаточной причиной для покупки направляющей для вашей циркулярной пилы, но есть и другие преимущества.
Например, использование направляющей может помочь предотвратить осколки и разрывы материала. Это особенно заметно по краям любого материала, который вы режете. Для некоторых это не будет таким важным преимуществом, как улучшение точности, но для других эта функция будет очень кстати.
Сохраняет рабочую поверхность неповрежденной
Я знаю, что многие из нас привыкли к царапинам на рабочих поверхностях; это неизбежное последствие использования циркулярной пилы.Однако направляющая может помочь сохранить вашу рабочую поверхность безупречной. Направляющие будут поддерживать новый вид рабочих поверхностей в первозданном виде, так как основание пилы не будет царапать рабочую поверхность.
Опять же, я знаю, что это не является серьезной проблемой для большинства людей, но все же стоит отметить это преимущество. Само по себе это может не много значить, но в сочетании с другими преимуществами оно может убедить некоторых в ценности использования направляющей.
Минусы
Это дополнительное оборудование, которое нужно носить с собой на рабочее место.
В то время как забор своими руками может быть дешевым в изготовлении, хорошо изготовленная стальная направляющая требует дополнительных затрат.
Требуется время для настройки. Хотя это не сильно замедлит вас, опытные пользователи могут предпочесть простоту резки, не тратя время на установку направляющих.
Наконец, бывают ситуации, когда вы не можете прикрепить направляющую. В таких случаях очень выгодны твердая рука и большой опыт.
Заключение
Надеюсь, теперь вы понимаете ценность направляющей для циркулярной пилы.Я действительно не могу переоценить их полезность. Неважно, являетесь ли вы плотником-любителем или профессионалом с двадцатилетним опытом работы, вы можете воспользоваться направляющей для циркулярной пилы (или построить ее самостоятельно, если вы решите это сделать).
На главную »ЭлектропилыКак сделать направляющую для точного распила
Квадратные резы с направляющей для пилы
Если у вас есть циркулярная пила, вы можете делать точные и безопасные пропилы на досках и фанере с помощью этой недорогой направляющей для пилы, которую может сделать любой.Он эффективно заменяет необходимость в дорогостоящих электроинструментах, таких как настольная пила или радиальная пила, для большинства домашних нужд. Вы можете сделать направляющие для пил нескольких размеров для резки досок разного размера.
Соберите инструменты и материалы для направляющей пилы
Ель / Джефф БенекеЧтобы сделать направляющую для пилы, вам понадобится лист толщиной 1/2 дюйма. фанера или МДФ, столярный клей, 3/4 дюйма. шурупы, отвертка, два зажима, рамный угольник и циркулярная пила. Вы можете легко сделать эту направляющую для пилы с 2 футами.на 2 фт. лист. Хотя это не обязательно, вы также можете нанести грунтовку и краску для покрытия направляющей пилы. Окрашенная поверхность защитит ее от воздействия влаги, поскольку она прослужит вам много лет.
Отрежьте части для направляющей пилы
Ель / Джефф БенекеНаправляющая пилы состоит из трех отдельных частей: основания, ограждения и упора. Основание обеспечивает поверхность, по которой циркулярная пила может двигаться во время пропила. Он также предлагает место, чтобы закрепить основание на заготовке, которую вы будете вырезать.
Ограждение служит для направления башмака циркулярной пилы по прямой линии при выполнении пропила, а упор позволяет направляющей пилы упираться в обрабатываемую деталь, обеспечивая прямоугольный разрез. Вместо того, чтобы покупать три отдельные части, отрежьте ограждение и остановитесь со сторон одного листа МДФ, используя куски ленты на фотографии, чтобы продемонстрировать, где были сделаны разрезы. Готовая направляющая для пилы на фотографиях имеет основание размером 24 на 13 дюймов, забор 24 на 3 дюйма и упор 13 на 2 дюйма.Это хороший размер для резки кусков шириной до 20 дюймов.
Прежде чем делать какие-либо разрезы, отметьте заводские края. Три существующие кромки, которые вы видите на МДФ на фотографии, обычно называют «заводскими кромками», что означает, что они были обрезаны в процессе производства. Эти края почти всегда как можно более квадратные и прямые, поэтому вы захотите воспользоваться этим при сборке направляющей пилы.
Отметьте карандашом три края.Планируйте использовать заводской край основания в качестве переднего края направляющей. На небольших полосах используйте заводскую кромку упора в качестве стороны контакта башмака пилы, и пусть заводской кромкой упора будет сторона, которая соприкасается с частью, которую вы будете резать.
Совместите детали направляющей пилы
Ель / Джефф БенекеЕдинственный способ быть уверенным, что вы сделаете квадратные и прямые пропилы при использовании направляющей пилы, – это убедиться, что упор и упор прикреплены с правильным выравниванием.Это означает, что направляющая кромка упора (кромка, которая направляет циркулярную пилу) и выравнивающая кромка упора (кромка, которая упирается в обрабатываемую деталь) идеально перпендикулярны друг другу.
Лучший способ выровнять эти части – прижать рамный угольник к основанию так, чтобы один край был точно совмещен с заводским краем. Затем вы можете установить ограждение и остановиться рядом с другим краем квадрата, прежде чем прикрепить их к основанию.
Сборка направляющей пилы
Ель / Джефф БенекеПрикрепите упор и упор к основанию направляющей пилы с помощью столярного клея и шурупов.Убедитесь, что каждая деталь правильно выровнена с обрамляющим квадратом. Нанесите немного клея на обе сопрягаемые поверхности и надавите парой зажимов примерно на 30 минут. После зажатия еще раз проверьте выравнивание, чтобы убедиться, что вы ничего не сдвинули.
Вбейте пару шурупов через ограждение и упор в основание. Это будет проще, если вы сначала просверлите пилотные отверстия немного меньше диаметра шурупов. Не беспокойтесь о том, чтобы просверлить отверстия до конца в обеих частях, но убедитесь, что винт не проткнул.Удалите излишки клея влажным бумажным полотенцем, прежде чем он высохнет.
После высыхания клея у вас остается еще одна дополнительная работа, прежде чем направляющая для пилы будет готова к использованию. Вы хотите «подогнать» направляющую к вашей пиле, сделав один аккуратный надрез, скользя башмаком циркулярной пилы вдоль забора, пока вы режете основание. Как только это будет сделано, направляющая сможет делать идеальные пропилы, если вы используете одну и ту же пилу. Если вы покупаете новую циркулярную пилу, велика вероятность, что вам понадобится сделать новую направляющую для пилы.
Обработка направляющей пилы
Ель / Джефф БенекеНанесите финиш на направляющую пилы; заполните отверстия для шурупов шпатлевкой для дерева, затем отшлифуйте поверхность направляющей пилы. Нанесите грунтовку и один-два слоя краски. Этот шаг защитит вашу направляющую пилы от повреждения влагой и сохранит ее работоспособность как новую в течение многих лет.
Как использовать направляющую для пилы
Ель / Джефф БенекеИспользовать направляющую для пилы не может быть проще. Просто нанесите карандашную отметку на линию разреза, зажмите направляющую пилы краем, установленным на отметке, затем сделайте разрез, позволяя башмаку циркулярной пилы скользить по забору.
Что нужно знать о направляющей для циркулярной пилы
Что нужно знать о направляющей для циркулярной пилыНаправляющая шина всегда удобна при использовании циркулярной пилы, будь вы домашним мастером или профессиональным плотником, поскольку она обеспечивает точные и качественные пропилы. Но, как и все остальное, что вы используете в мастерской, вы не можете просто довольствоваться тем, с чем столкнетесь. Однако, чтобы сделать осознанный выбор, вам необходимо понять несколько ключевых моментов.
Что такое направляющая для циркулярной пилы?Как следует из названия, направляющие для циркулярной пилы представляют собой прямые металлические стержни, которые вы устанавливаете на циркулярную пилу для направления полотна, чтобы вы могли легко направить его туда, где вы хотите резать, для повышения точности.
Обычно они изготавливаются из легкого алюминиевого материала, а их конструкция состоит из направляющего выступа, нескользящего резинового дна и защиты от сколов для предотвращения разрыва древесины.
Зачем нужна направляющая для циркулярной пилы?Хотя вы все еще можете научиться эффективно использовать циркулярную пилу без направляющей, это требует много времени и усилий.Однако направляющая дает множество преимуществ, и вот некоторые из основных.
Если вы хотите делать точные пропилы при использовании циркулярной пилы и делать это последовательно, вам понадобится направляющая. С этими рельсами вы можете управлять лезвием намного лучше, чем при резке без них. При распиловке твердых пиломатериалов лезвие может неожиданно сдвинуться с места, что может повлиять на точность распила. Однако направляющие рельсы гарантируют, что этого не произойдет.
- Предотвратить слезы и занозы
Слезы и осколки на краях заготовки могут испортить ее эстетический вид и повлиять на то, как она соответствует вашему проекту.Направляющие снабжены противоосколочными щитками, благодаря которым края всегда получаются гладкими.
При использовании дисковых пил легко поцарапать или повредить рабочие поверхности. Хотя это часто является приемлемым последствием для многих плотников, направляющие рельсы могут помочь свести к минимуму такую вероятность. При использовании направляющих основание пилы почти не касается рабочей поверхности, а это означает, что она дольше будет выглядеть безупречно и без царапин.
- Отсутствие необходимости в зажимах
При использовании циркулярной пилы часто требуются зажимы, чтобы удерживать материал на месте.Несмотря на то, что зажимы жизненно необходимы, они часто загромождают линию реза, что может повлиять на точность. Однако с направляющими рельсами их использовать не нужно, поскольку в большинстве из них есть клейкие ленты для захвата заготовки.
Типы направляющих для циркулярной пилыКогда вы подумываете о том, чтобы добавить к циркулярной пиле направляющую, вам часто приходится выбирать из нескольких вариантов. Но вы должны начать с выбора между двумя типами, указанными ниже.
1. Простой забор своими рукамиВам не всегда нужно покупать дорогую направляющую для циркулярной пилы, чтобы повысить точность резки, поскольку вы можете сделать забор для той же цели своими руками.
Это то, что многие плотники и домашние мастера называют продольными изгородями. Вы можете сделать их из дерева или металла, а иногда даже из их смеси. Если вы не знаете, как это сделать, в Интернете есть множество полезных руководств.
2. Стандартные направляющие из стали / алюминияСтандартные направляющие рельсы обычно изготавливаются из алюминия или стали и бывают разных размеров для удовлетворения различных потребностей. Хотя они могут быть немного дороже, чем сделанные своими руками, вы все равно можете купить недорогие деревянные.
РекомендацияСогласно HomeGearX, Kreg KMA2675 – это универсально совместимая модель, которая может работать практически с любой циркулярной пилой. Кроме того, эта направляющая обеспечивает ширину пропила от 1/8 дюйма до 24 дюймов, обеспечивает 100% поддержку всего разреза и изготовлена из легкого, но прочного алюминиевого материала.
ЗаключениеИспользуя направляющую для циркулярной пилы, вы можете быть уверены в получении более точных пропилов с гладкими краями, без сколов и разрывов.Более того, эти направляющие устраняют необходимость зажимать заготовку и гарантируют, что вы не поцарапаете поверхность во время резки.
Лучшие гусеничные пилы для домашних мастеров и профессионалов
Фото: amazon.com
Если вы распиливаете листовые материалы или режете длинные пиломатериалы по ширине, гусеничная пила – лучший выбор. Гусеничные пилы работают над заготовкой вместо того, чтобы манипулировать широким листом дерева с помощью настольной пилы, что делает их безопасным и точным вариантом для вашего следующего проекта.
Гусеничные пилы существуют уже давно, но только в последнее десятилетие или около того они стали популярными благодаря движению «сделай сам». Эти удобные инструменты – удобный способ выполнять быстрые, точные и повторяемые пропилы таких видов продукции, как фанера, пиломатериалы и древесноволокнистые плиты средней плотности. Во многих отношениях лучшая гусеничная пила может заменить торцовочную, настольную и радиальную пилу в одном комплекте.
Лучшие гусеничные пилы могут быстро закрепляться на месте и обеспечивать невероятно точные пропилы.Покупая гусеничную пилу, обязательно выбирайте качественный товар. Гусеничные пилы высшего качества, подобные перечисленным в списке ниже, быстры, надежны и достаточно мощны, чтобы выполнять свою работу.
- НАИЛУЧШИЙ В ЦЕЛОМ: Makita SP6000J1 Комплект циркулярной пилы с погружением 6-1 / 2 дюйма
- RUNNER-UP: DEWALT Flexvolt 60V MAX 6-1 / 2-дюймовый комплект аккумуляторной гусеничной пилы
- НАИЛУЧШИЙ УДАР ДЛЯ БАКА: SHOP FOX W1835 Гусеничная пила
- ВЫБОР ДЛЯ ОБНОВЛЕНИЯ: Погружная пила Festool TS 55 REQ с T-Loc и рельсом
- НАИЛУЧШАЯ ПОРТАТИВНОСТЬ: Циркулярная пила Kreg Гусеница
Фото: amazon.com
Что следует учитывать при покупке гусеничной пилыХотя гусеничные пилы не новы, они относительно новы в домашнем хозяйстве, поэтому вы можете не знать о них достаточно, чтобы принять обоснованное решение о лучшем. гусеничная пила для ваших нужд. Вот несколько советов, которые следует учитывать при покупке новой гусеничной пилы.
Размер полотнаРазмер полотна гусеничной пилы напрямую зависит от толщины обрабатываемого материала. В большинстве гусеничных пил используются полотна диаметром 6½ дюйма, которые позволяют резать материал толщиной около 2 дюймов.Гусеничные пилы с большими полотнами в диапазоне 8 дюймов позволяют резать материал толщиной около 2 дюймов. В миниатюрных моделях гусеничных пил используются полотна диаметром 4½ дюйма, и они режут любой материал толщиной чуть более 1 дюйма.
Настройки скоростиНекоторые из лучших гусеничных пил имеют настройки скорости, что является отличием от их аналогов с циркулярной пилой. Регулировка скорости позволяет пользователю избежать ожога древесины, затупления пильного полотна и образования большего количества осколков, чем необходимо.Если гусеничная пила имеет регулировку скорости, она обычно находится в диапазоне 2000 об / мин на нижнем уровне и 5000 об / мин на верхнем уровне. Для мягких материалов, таких как брус или сосновая фанера, лучше всего подходят высокоскоростные настройки. Для густых пород древесины, таких как саранча или грецкий орех, лучше всего снизить скорость в сторону нижней границы диапазона. Более низкая скорость помогает предотвратить появление неприглядных ожогов и сохраняет лезвие в хорошем состоянии для резки.
Ширина скосаГусеничные пилы с регулируемым скосом гораздо более гибкие и универсальные, чем другие модели.Большая часть работы гусеничной пилы заключается в выполнении квадратных распилов под углом 90 градусов. Однако возможность выполнять косые пропилы может сэкономить пользователю дополнительный этап производственного процесса. Срезание скосов под 45 градусов на досках или листовых материалах помогает при сборке книжных полок или мебели, поскольку увеличивает площадь поверхности для лучшего контакта с клеем. Это также создает чистый шов без необходимости оклейки кромок, чтобы закрыть некрасивые кромки фанеры.
Мощность двигателяГусеничные пилы с сетевым питанием, как и циркулярные пилы, должны быть достаточно мощными, чтобы выполнять свою работу.Однако трудно дать количественную оценку их силе, которую может понять покупатель. Производители смоделировали большинство гусеничных пил по образцу дисковых пил с боковым нарезанием, и они любят хвастаться величиной силы тока на упаковке. Однако сила тока на самом деле относится к количеству электрического тока, который двигатель может потреблять без поломки. Он не представляет напрямую власть.
Мощность аккумуляторных пил немного легче определить по номинальному напряжению батареи. Пила с питанием от аккумулятора на 20 В обычно будет более мощной, чем пила на 18 В.Из этого правила есть исключения, но это общее руководство, которому нужно следовать.
Проводные и беспроводныеСпоры о том, что лучше: проводные или аккумуляторные, бушевали вечно. Что касается гусеничной пилы, сага продолжается.
С одной стороны, пила со шнуром обычно кажется более мощной, и вам не нужно беспокоиться о замене батареек. Это особенно полезно в середине жесткого разреза (например, толстого куска дуба или ореха). Остановка в середине разреза для замены батареи всегда приводит к появлению неприглядных следов от пилы на кромке разреза.С другой стороны, у аккумуляторной пилы нет шнура питания, чтобы можно было повесить ее на конце длинной доски, пока вы пытаетесь ее разорвать по ширине. Это также может заставить вас остановиться для регулировки шнура, что приведет к таким же неприглядным следам.
В конечном итоге все сводится к тому, что важнее для пользователя: неограниченная мощность (при наличии питания) или неограниченная портативность (при наличии запасных батарей под рукой).
Длина шнураМожет показаться, что это не имеет большого значения, но длина шнура может напрямую повлиять на удобство использования любой циркулярной пилы, но особенно гусеничной пилы.Кровельщики и плотники часто снимают стандартный шнур со своих дисковых пил и заменяют его 25-футовым шнуром, чтобы избежать использования удлинителя. У гусеничной пилы чем длиннее шнур, тем больший радиус действия у вас будет для работы с длинными гусеницами и материалами. Вам почти всегда потребуется удлинитель, но они могут повесить трубку. Если в вашей гусеничной пиле используется шнур длиной 1,8 метра, но вы режете лист фанеры длиной 2,5 метра, возможно, вы тянете за собой удлинитель во время резки.В конце концов шнур может повесить конец дорожки.
Конечно, этого можно вообще избежать, повесив шнур по обе стороны от заготовки, но тем не менее, более длинный диапазон поможет предохранить шнур от зависания на верстаке или козле.
Длина гусеницыПо понятным причинам гусеницы бывают разной длины. Поперечно разрезать доску шириной 12 дюймов легко с помощью гусеничной пилы, но для этого не потребуется гусеница шириной 4 фута. Точно так же гусеничные пилы лучше всего подходят для разрезания фанерного листа, но гусеница шириной 4 фута будет неудобной, если ее придется переустановить на полпути.
Сброс дорожки также добавляет к резке степень погрешности. Если вы не будете осторожны, у вас может получиться длинный разрез, который окажется не таким прямым, как вы ожидали. Это в первую очередь сводит на нет предназначение гусеничной пилы.
Некоторые гусеницы имеют модульную конструкцию, и они отлично подходят для работы на стройплощадке, это позволяет соединять меньшие отрезки вместе и использовать их в качестве более длинных. Однако для мастерской лучше всего иметь гусеницу длиной 2, 4 и 8 футов для быстрой и легкой настройки и стабильных результатов.
Функции безопасностиГусеничные пилы – это на самом деле просто циркулярные пилы со специально разработанными основаниями, которые перемещаются по гусенице. Однако сама природа гусеничной пилы делает ее более безопасной в использовании, чем циркулярную пилу, при длинных пропилах. Гусеница обеспечивает заранее заданный путь для пильного диска, поэтому вы можете смотреть вперед и видеть, есть ли какие-либо препятствия, которые могут вызвать отдачу. В случае отдачи пилы кулачковые замки, имеющиеся в некоторых моделях, не позволят пиле оттолкнуться от пользователя.
Многие плотники направляют свои дисковые пилы, зажимая основание свободной рукой, потенциально приближая пальцы к вращающемуся лезвию. Хотя это опытные мастера, которые, возможно, делали это тысячу раз, всегда есть место для ошибки. Гусеничные пилы избавляют от необходимости направлять пилу свободной рукой, что делает ее более безопасной для неопытных пользователей и профессионалов.
Наши фаворитыХотя эта статья дала вам много интересного, когда дело доходит до покупки лучшей гусеничной пилы, вы можете задаться вопросом, какие модели являются лучшими на рынке.Следующий список лучших гусеничных пил поможет вам выбрать высококачественную пилу, соответствующую вашим потребностям и бюджету.
Фото: amazon.com
1. ЛУЧШИЙ В ЦЕЛОМ: Комплект циркулярной пилы Makita SP6000J1 6-1 / 2 дюймаКомплект погружной циркулярной пилы Makita SP6000J1 имеет все, что может понадобиться профессионалу в гусеничной пиле. В этот комплект входит 55-дюймовая гусеница, при необходимости доступны дополнительные гусеницы. Однако сама пила – вот где действительно сияет комплект. Эта погружная пила оснащена двигателем на 12 А, скосом от -1 до 48 градусов (с положительным упором на 0, 22.5 и 45 градусов) и имеет глубину резания 2-3 / 16 дюйма. Он также имеет функцию ограничения глубины, которая взаимодействует с перекидным рычагом и позволяет пользователю быстро проходить по материалу, разрезая только 1/16 дюйма в глубину. Это делает материал царапинам и предотвращает растрескивание. Лучше всего то, что пользователи могут регулировать скорость от 2000 до 5200 об / мин с помощью шкалы на рукоятке.
Makita – отличная пила, которая действительно нигде не уступает. Если есть одна жалоба, так это то, что 8-дюймовое лезвие поможет ему преодолевать более плотные материалы.
Фото: amazon.com
2. ЗАПУСК: DEWALT Flexvolt 60V MAX 6-1 / 2 Cordless TrackSaw KitАккумуляторная гусеничная пила от DEWALT – отличный вариант для домашнего мастера, плотника или плотника. нужна мощная пила в аккумуляторной упаковке. В этой пиле используются батареи DEWALT на 60 В, которые автоматически регулируют напряжение для инструмента, к которому они прикреплены. В этом случае TrackSaw использует 20 В, что позволяет ей работать дольше, чем большинство циркулярных пил с батарейным питанием.Он также имеет возможность врезаться в глубину, позволяя при необходимости начинать резку в середине заготовки. В нем используется лезвие диаметром 6½ дюйма и угол наклона до 47 градусов. Этот комплект имеет глубину резания 2⅛ дюйма и регулируемую скорость от 1750 до 4000 об / мин.
Имейте в виду, что скос на этой модели не имеет каких-либо положительных стопоров, чтобы зафиксировать его на месте при любой отметке градуса, что является особенностью, на которую некоторые обращают внимание при покупке.
Фото: amazon.com
3. ЛУЧШАЯ ЧАСТЬ ДЛЯ КОВШИ: Гусеничная пила Shop Fox W1835Если вы ищете гусеничную пилу, но при этом любите экономить деньги, то Shop Fox даст вам ответ.Эта гусеничная пила работает с направляющей шиной Shop Fox и режет на гусеницах материалы толщиной до 1-1 / 32 дюйма. Эта пила оснащена двигателем на 9 ампер, который вращается со скоростью до 5500 об / мин и скашивает до 45 градусов. Он также обеспечивает защиту от отдачи.
Есть несколько областей, где Shop Fox не оправдывает ожиданий, поэтому он такой доступный. Гусеницу нужно покупать отдельно, там нет регулировки скорости, а шнур короткий, всего 6 футов в длину. Даже с учетом этих недостатков это хороший инструмент по такой цене.
Фото: amazon.com
4. ВЫБОР ДЛЯ ОБНОВЛЕНИЯ: Погружная пила Festool TS 55 REQ с T-Loc и рельсомЧто касается электроинструментов, вряд ли вы найдете другую компанию, которая предлагает больше думали о своей продукции, чем Festool. TS 55 – это врезная гусеничная пила с проводом и глубиной пропила более 2 дюймов. Эта пила выделяется среди остальных по многим причинам, но, в частности, ее полотно с мелкими зубьями позволяет резать практически любой материал. В нем используется двигатель на 13 ампер с регулируемой скоростью от 1350 до 3550 об / мин.Он может иметь фаску от 0 до 45 градусов. Он также имеет несколько функций безопасности, в том числе механизмы, предотвращающие защемление лезвия и уменьшающие вероятность отдачи. Он также оснащен технологией медленного запуска, чтобы пила не подпрыгивала при запуске.
Недостаток очевиден – пила дорогая. Но за такую цену вы получаете инструмент потрясающего качества от одного из ведущих производителей гусеничных пил и электроинструментов.
Фото: amazon.com
5. НАИЛУЧШАЯ ПОРТАТИВНОСТЬ: Гусеница циркулярной пилы KregКогда дело доходит до инструментов на стройплощадке, гусеничные пилы отмечают переносимость.Однако, если вы хотите, чтобы ваша нагрузка оставалась легкой, добавление гусеницы для циркулярной пилы Kreg к вашему набору инструментов может помочь. Секрет этой гусеницы заключается в ее универсальных салазках, которые подходят для дисковых пил с лезвиями справа или слева, что делает ее универсальной для использования с любой пилой и диском практически любого размера. Оказавшись на гусенице, салазки направляют пильный диск, обеспечивая плотное прилегание к гусенице, чтобы уменьшить раскалывание и повысить точность. Одной из лучших особенностей гусеницы Accu-Cut является пусковой блок, который дает пользователю место, чтобы начать движение пилы и отодвинуть защиту полотна в сторону.
Есть одна заметная жертва, если вы решите идти по траектории Accu-Cut: салазки поднимают основание пилы над поверхностью материала, что уменьшает толщину материала, который вы можете разрезать.
Прецизионные параллельные направляющие для направляющих Festool и Makita
Обновлено февр.2020 г.
Прецизионные параллельные направляющие – это система, альтернативная набору удлинителей параллельных направляющих Festool. Он был разработан с целью минимизировать время на калибровку и настройку, а также упростить процесс.Незаменимое дополнение к вашей гусеничной пиле . Сборка работает как в британской, так и в метрической системе.
Используя Incra T-Track Plus, которые широко доступны в Интернете (включая нас) и в розничных магазинах по всему миру. С нашими прецизионными параллельными направляющими вы настроите для копирования в течение минуты . Эта система позволяет резать заготовку толщиной от 1/4 дюйма до толщины, которую позволяет ваше полотно гусеничной пилы. Ширина пропила ограничена длиной Incra T-Track Plus .
Можно выбрать полный набор (изображение 1) для продольной распиловки узкой и широкой заготовки или базовый набор (изображение 3) для продольной распиловки шире направляющей. Работает с направляющими Festool Makita и Triton Guide.
Ручки позволяют быстро и легко изменить положение направляющих на паз направляющего рельса без использования каких-либо инструментов . Защелкивающийся механизм не повредит ваши рельсы. Удлиненная Т-образная гайка обеспечивает большую поверхность зажима, что снижает нагрузку на материал, оставляя направляющую без повреждений.
Помимо эргономики, в 2020 году появилась новая аллитерация адаптеров направляющих рельсов. Каждый адаптер направляющей рельса теперь поставляется со специальными боковыми винтами, которые устраняют люфт выдавливания T-Track в сборке, обеспечивая точные параллельные разрезы.
Среди других преимуществ этой системы – кромки со скошенными кромками на адаптерах длины для простоты настройки масштаба (без параллакса) , распорки, которые можно расположить разными способами, чтобы удовлетворить самые требовательные требования пользователей к точности.
Здесь вы можете увидеть видео, показывающее, как настроить наши направляющие и протестировать разрыв слоя.
Все части системы изготовлены из алюминия марки 6061T6 (мы выбрали авиационную марку из-за его стабильности) с допуском 0,001 дюйма и анодированы (тип II).
Система прецизионных параллельных направляющих (полный комплект) состоит из:
- (2) кронштейны направляющей с (2) ручками и (4) регулировочными винтами
- (2) адаптера длины с (2) Т-образными выступами увеличенного размера
- (2) проставки с (6) установочными винтами
- (6) Т-образных гаек (резьба 1 / 4-20)
- (1) Г-образный шестигранный ключ 1/8 дюйма
Более подробную информацию о калибровке и настройке см. В нашем обновленном руководстве по .
Примечание: Incra T-Track Plus не поставляется с заказом, если только он не выбран в качестве опции.
При покупке наших параллельных направляющих получите скидку 10% на наши VariBrackets с кодом при оформлении заказа SUPPORT4TRACK!
% PDF-1.4 % 233 0 объект > эндобдж xref 233 84 0000000016 00000 н. 0000002837 00000 н. 0000002953 00000 н. 0000002989 00000 н. 0000003543 00000 н. 0000003610 00000 н. 0000003739 00000 н. 0000003871 00000 н. 0000004010 00000 н. 0000004149 00000 п. 0000004283 00000 п. 0000004415 00000 н. 0000004976 00000 н. 0000005013 00000 н. 0000005127 00000 н. 0000005239 00000 п. 0000005488 00000 н. 0000006106 00000 н. 0000006922 00000 н. 0000007460 00000 н. 0000008038 00000 н. 0000008301 00000 п. 0000008783 00000 н. 0000009038 00000 н. 0000009476 00000 н. 0000035906 00000 п. 0000069810 00000 п. 0000100097 00000 н. 0000102746 00000 н. 0000102783 00000 н. 0000103011 00000 н. 0000103381 00000 п. 0000103504 00000 н. 0000103650 00000 н. 0000103767 00000 н. 0000103798 00000 н. 0000103873 00000 п. 0000111339 00000 н. 0000111668 00000 н. 0000111734 00000 н. 0000111850 00000 н. 0000111881 00000 н. 0000111956 00000 н. 0000113481 00000 н. 0000113810 00000 п. 0000113876 00000 н.