Шпиндель токарного станка: устройство, ремонт, виды
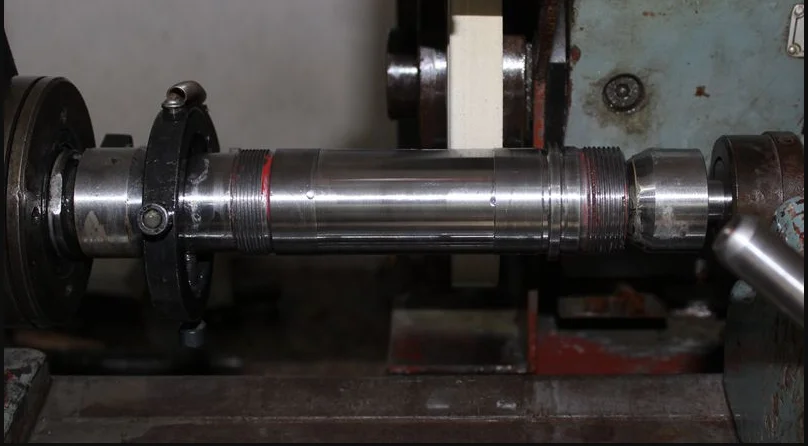
Шпиндельный узел (ШУ, коробка скоростей) замкнута в литой чугунный картер. Главным элементом считается шпиндель, как звено станка. Это трубчатый полый вал со сквозным отверстием, на концах которого крепятся зажимные элементы или режущий инструмент. На опорах и посадочных гнездах коробки чаще используются подшипники качения. К ним предъявляются серьезные требования по соблюдению точности посадочного места. Иначе неизбежна деформация подшипниковых колец с негативными последствиями.
При малых скоростях, агрегат получает обороты от шестерни, сидящей на валу. Высокие скорости вращения достигаются от приводного шкива и ремня. Передняя опора компенсирует осевую нагрузку, причем задняя остается не закрепленной. Такой подход положительно выявляет жесткость, уменьшая нагрев, а также возможную деформацию правой шейки шпинделя.
Оглавление:
- Характеристики
- Ремонт
- Сфера использования
- Отличительные особенности
Описание и виды
Отличаются по назначению, размерам, мощности, способу привода, классу чистоты, типу опор.
Использование шпиндельной бабки привязано к быстроходности, точности поверхности заготовки, производительности токарного станка. Показатель низкого качества обработки свидетельствует о малых оборотах, изношенности гнезда, рабочего инструмента (резца), отсутствия балансировки ШУ.
Техническая характеристика шпиндельного узла ориентирована нарезать винтовую резьбу разного профиля, шага. Оборудование растачивает, сверлит заготовки любой твердости, включая каленный прокат.
Технической особенностью устройства считается точение метрической, модульной, других профилей резьбы необходимого шага. Параметры, характеризующие шпиндель:
- Диаметр обрабатываемого изделия, Д.
- Высота центров, ВЦ — означает половину (0,5Д), которая может разместиться над станиной.
- Расстояние между центрами, РМЦ — расстояние между центром задней (подвижной) бабки и кулачками патрона.
Шпиндель токарно-винторезного станка имеет правую и заднюю опоры. Первая входит в радиальный двухрядный роликовый, а задняя сидит на двух упорных шариковых подшипниках. Валы входят в конические ролики качения и получают обороты от клиноременного шкива. Конструктивная простота шпиндельного узла определяется количеством подшипников, надежной фиксацией, герметичностью элементов уплотнения.
Валы входят в конические ролики качения и получают обороты от клиноременного шкива. Конструктивная простота шпиндельного узла определяется количеством подшипников, надежной фиксацией, герметичностью элементов уплотнения.
Ремонт
Ремонт заключается в точном восстановлении шеек шпинделя. При наличии заусениц, шейки посадочных мест подвергаются проточке, шлифовке, полированию (желательно пастой ГОИ) мелкозернистой наждачной бумагой, смачивая поверхности маслом.
Посадочные места подшипников склонны к ослаблению, если не сказать изнашиванию. Приемлемый вариант реставрации: хромировка, лучше металлическое напыление требуемой высоты. Не возбраняется растачивать шейку настолько, чтоб впрессовать на нее стальную горячую втулку. После обкатки подшипники проверяют на предмет биения.
Конус шпинделя нарезается на станке. По окончании операции его шлифуют наждачным полотном. Ремонт детали выполняется при наличии станков: токарного, вертикально-фрезерного, круглошлифовального. Внутренний диаметр шпинделя привязан к РМЦ и большим размерам обработки, особенно, изделий трубного сортамента. Такие машины целесообразно приобрести для использования в нефтяной, геологоразведочной отраслях.
Ремонт детали выполняется при наличии станков: токарного, вертикально-фрезерного, круглошлифовального. Внутренний диаметр шпинделя привязан к РМЦ и большим размерам обработки, особенно, изделий трубного сортамента. Такие машины целесообразно приобрести для использования в нефтяной, геологоразведочной отраслях.
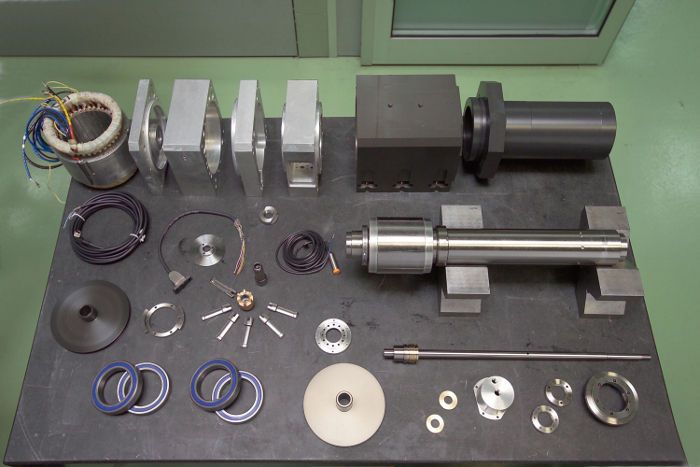
Шпиндель, как элемент токарного станка, состоит из полого ступенчатого вала. На торце его монтируется патрон или вспомогательные планшайбы для установки, фасонных изделий нестандартной формы.
Назначение
Точение наружной цилиндрической, конусной поверхности изделия, расточка внутренней оболочки. Помимо металлических материалов токарь торцует цилиндры, конуса, нарезает резьбу на древесном, композитном сырье. Вкупе со специальными навесными устройствами токарный станок выполняет также операции сверления, шлифования, фрезерования.
При этом, узел настроен на переменный режим работы, но высокой производительности с учетом применения твердосплавных инструментов (резцов).
Технологические характеристики оборудования среднего класса обеспечены достаточным уровнем автоматизации и, как следствие, качеством конечной продукции.
Шпиндельные бабки применяются в сфере энергетической, машиностроительной, авиастроения, изготовления колесных пар железнодорожного подвижного состава, турбин, конструкций прокатных станов. Продукцию этого ряда можно и желательно купить у солидных поставщиков.
Отличия
- Опоры на подшипниках качения. Не подвергаются нагреву, поскольку охлаждаются жидкой смазкой. Процесс упреждает тепловую деформацию от нагрева.
- Аэростатические посадочные места имеют электрический или воздушный привод. Работают с высокими скоростями, что повышает эксплуатационные характеристики обработки внутренних поверхностей.
- Гидростатические опорные шейки. Характеризуются отсутствием выработки при постоянных нагрузках. Фактором тому служит отсутствие контактов в металлических сочленениях шпинделя.

- Магнитные опоры. Отличаются продолжительным периодом эксплуатации под нагрузкой, без смазки. Устройство работает под воздействием магнитного поля, обеспечивая устойчивость шпинделя в заданном положении.

Стоимость описанных выше агрегатов варьируют в зависимости от диаметра заготовки, ВЦ, РМЦ, других опций.
Технология ремонта шпинделя для токарного станка
В основе производственного оборудования используется большое количество деталей, среди которых, за функциональное вращение элементов конструкции отвечает шпиндель. Изделие дорогостоящее в производстве, поэтому замену выполняют только при сильном износе, экономически обоснованным считается ремонт.
Этапы
Шпиндель для токарного станка представляет собой пустотелый, многоступенчатый вал, для производства которого используется сталь, проходящая термическую обработку. Вращающаяся ось оснащена узлами, среди которых чаще изнашиваются:
- шейки;
- концевые отверстия;
- места под подшипники;
- резьба;
- шпоночные пазы.
При входном контроле мастерами выявляются дефекты устройства. Если присутствуют сложности с визуализацией проблемных участков, деталь демонтируется и разбирается, при этом проверяются не только проблемные участки, но и допуски комплектующих. По завершению тестов и входного контроля составляет отчет с подробной информацией о характере повреждений и комплексе операций, необходимых для восстановления.
Точность и жесткость шпинделя станка влияет на уровень выполнения операций, и соответствие заявленным требованиям. Узкий диапазон отклонений от формы и размеров детали допускается. Ремонт шпинделей выполнятся в соответствии с технологической картой, при этом мастер учитывает характеристики изделия и оценивает исходное состояние.
Ремонт шпинделей выполнятся в соответствии с технологической картой, при этом мастер учитывает характеристики изделия и оценивает исходное состояние.
Способы восстановления шпинделей:
- Шлифовка (восстановление изначальных габаритов) – снятие с каждой стороны слоя в 0,03 мм – износ поверхности детали менее 0,05 мм.
- Наращивание сторон конструкции и механическая обработка – при износе свыше 0,05 мм.
- Шлифовка конического отверстия, подрезка торца изделия по конусному калибру. Завершив шлифовку конусной посадочной шейки, мастер приступает к подрезке торца фланца.
- Прорезка резьбы до полного профиля (при ремонте токарного станка) – изготовление гаек нестандартных размеров.
Условия работы
Специалисты Компании «Еврошлиф» специализируются на восстановлении производственных агрегатов и узлов оборудования. Выбирая способ ремонта шпинделей, мастера учитывают не только восстановление изначальных параметров, но и повышение износостойкости деталей.
Срок выполнения работ зависит от сложности и характера износа оборудования. Сотрудники компании изначально приступают к осмотру и оценке состояния детали, после чего составляют отчет о целесообразности проведения восстановительных операций.
Гарантии «Еврошлиф»:
- оперативное проведение сложных операций;
- использование в работе оригинальных комплектующих для замены, которые клиенты могут купить по доступным ценам;
- работы выполняются на специализированном оборудовании, под контролем опытных специалистов;
- выгодные условия оплаты, предоставление персональных скидок.
Похожие посты
22 апр. 2020 г.
Топливная карта «Единая»
Расчет за топливо картами уже давно предоставляется крупными топливными компаниями, как для физических, так и для юридических лиц, а также индивидуальных предпринимателей. .. дальше…
.. дальше…
21 апр. 2020 г.
Особенности перевозки химической и пищевой продукции танк-контейнерами
«ЭКСИФ Уорлдуайд ИНК» осуществляет услуги по перевозке жидких химических, пищевых и газовых продуктов различного назначения танк-контейнерами. Компания… дальше…
23 апр. 2020 г.
Как подобрать оптимальный тариф для колокейшн?
Если у вас есть оборудование, которое нужно просто перевезти и установить в ЦОД, достаточно занести его в список и показать менеджерам дата-центра. Они подберут… дальше…
18 апр. 2020 г.
GMAT: что это за тест и кому он пригодится
Если вы собираетесь поступать на программу Executive MBA или MBA в бизнес-школу США, Европы или Азии, дочитайте статью до конца. Мы сделали короткую выжимку важных… дальше…
Мы сделали короткую выжимку важных… дальше…
25 апр. 2020 г.
Грузоперевозки по Москве до 10 тонн с гидроботртом
Как и в любом крупном городе, услуги грузоперевозки в Москве очень востребованы, особенно, если за один раз нужно перевести довольно большой вес или объем. Если… дальше…
Ремонт шпинделя станка | Ремонт шпинделя с ЧПУ
Когда вы консультируетесь с Colonial Tool Group, вы получаете доступ к первоклассному ремонту шпинделя станка, который вам будет сложно найти у других конкурентов. Мы ставим высокое качество превыше всего, а вместе с ним быстрый ремонт шпинделя и эффективную рабочую силу.
Шпиндели являются основой всех видов популярных станков с ЧПУ и других производственных инструментов, включая токарные, фрезерные и шлифовальные станки. Естественно, важность шпинделей в производстве означает, что ремонт шпинделей имеет решающее значение для успеха большинства производственных процессов. Мы понимаем важность их функциональности, поэтому предлагаем круглосуточное обслуживание для ваших нужд. Когда вы обратитесь в Colonial Tool Group для ремонта шпинделя, мы проверим ваши инструменты через наши 19-шаговый процесс, чтобы точно определить их проблемы и найти соответствующие решения.
Естественно, важность шпинделей в производстве означает, что ремонт шпинделей имеет решающее значение для успеха большинства производственных процессов. Мы понимаем важность их функциональности, поэтому предлагаем круглосуточное обслуживание для ваших нужд. Когда вы обратитесь в Colonial Tool Group для ремонта шпинделя, мы проверим ваши инструменты через наши 19-шаговый процесс, чтобы точно определить их проблемы и найти соответствующие решения.
Благодаря быстрому ремонту шпинделя вы получите множество преимуществ, выходящих за рамки немедленного ремонта.
Минимизация времени простоя : Когда шпиндели перестают работать должным образом, у ваших станков могут возникнуть серьезные проблемы в работе. Они могут замедлиться или, в худшем случае, полностью выйти из строя и представлять опасность для бегства. Доверив нам ремонт ваших шпинделей, ваши машины будут работать на полную мощность по мере необходимости. Ваше производство не будет сильно отставать от вашей квоты, и вы не потеряете больше денег, чем вам нужно.
Снижение эксплуатационных расходов : Сломанный или деформированный шпиндель может не сразу проявиться. Ваша машина часто будет работать, но в конце концов станет очевидным, что что-то в процессе не так. Значительно более медленное и менее эффективное устройство означает более высокие эксплуатационные расходы и сокращение производства, что может помешать любому успешному бизнесу. Мы заменим каждый неисправный компонент вашего шпинделя лучшими доступными деталями, вернув вашему производственному циклу максимальную производительность.
Лучший продукт по цене : Когда мы применяем наши целенаправленные методы ремонта и восстановления шпинделей, мы должны чинить их и поддерживать их в рабочем состоянии в течение длительного времени. Мы предоставим подробный отчет о наших выводах, который предложит лучшие цены на решения. Мы не приступим к ремонту или перестройке, пока вы не дадите свое согласие.

Несмотря на то, что Colonial Tool заработала прочную репутацию, предоставляя нашим клиентам новые надежные шпиндели, мы также заслужили свои звезды и баннеры как компания, предоставляющая комплексные решения. Для наших клиентов это означает быть ведущей мастерской по ремонту шпинделей в Мичигане и предоставлять специальные знания по ремонту шпиндельных двигателей, а также по ремонту специализированных токарных станков и шпинделей с ЧПУ.
Для наших клиентов это означает быть ведущей мастерской по ремонту шпинделей в Мичигане и предоставлять специальные знания по ремонту шпиндельных двигателей, а также по ремонту специализированных токарных станков и шпинделей с ЧПУ.
Когда речь идет о ремонте и восстановлении практически любого типа прецизионного шпинделя, независимо от производителя, наши собственные возможности с современным оборудованием в сочетании с накопленным опытом наших сотрудников решающие факторы, которые придадут вам уверенности и уверенности в хорошо выполненной работе. Обратитесь к нам за ремонтом или восстановлением шпинделя станка с ЧПУ в следующий раз, и мы держим пари, что вы будете очарованы нашим качеством и сроками выполнения работ.
Мы знаем, что каждая минута незапланированного простоя стоит денег вашему бизнесу, поэтому мы работаем быстро, чтобы обеспечить высококачественный ремонт высокоскоростного шпинделя, который позволит вашим машинам снова работать. Помимо наших непревзойденных возможностей по ремонту шпинделей, мы также можем помочь вам спланировать регулярный осмотр и техническое обслуживание ваших шпинделей с ЧПУ, чтобы избежать дорогостоящих поломок. Воспользуйтесь этими и другими преимуществами обращения в Colonial Tool для ремонта шпинделя вашего станка.
Воспользуйтесь этими и другими преимуществами обращения в Colonial Tool для ремонта шпинделя вашего станка.
Вот лишь некоторые из довольных клиентов Colonial Tool по ремонту шпинделей: Ford, GM, Chrysler, CAT, Cummins, MAG, Comau, Ingersoll Production Equipment, Linamar, Red Viking, Raven Engineering, Cell Con , большие и малые машинные цеха и штамповочные мастерские.
У нас есть опыт и знания, чтобы помочь клиентам любого размера получить максимальную отдачу от шпинделей станков с ЧПУ. Вы вкладываете много денег в свои станки и шпиндели и хотите получить хорошую отдачу от своих инвестиций. Когда мы ремонтируем и восстанавливаем ваши шпиндели, мы помогаем вам использовать их дольше и продлить срок их службы. Вам не нужно беспокоиться о недопустимых или ненадежных отремонтированных шпинделях. Мы вернем ваши шпиндели в состояние как новое или лучше.
Гарантия на восстановленные шпиндели составляет один год с момента поставки и требует такого же ухода, как и новый шпиндель. Ремонт двигателя шпинделя осуществляется в каждом конкретном случае и позволяет нам предоставить вам лучшее оборудование и точность, доступные на рынке. Мы тщательно проверяем проектирование и конструкцию всех ремонтных работ шпинделя станка с ЧПУ.
Ремонт двигателя шпинделя осуществляется в каждом конкретном случае и позволяет нам предоставить вам лучшее оборудование и точность, доступные на рынке. Мы тщательно проверяем проектирование и конструкцию всех ремонтных работ шпинделя станка с ЧПУ.
Однако мы не ограничиваемся простым ремонтом ваших шпинделей. Перед тем, как вернуть вам ваши шпиндели, мы обеспечиваем их проверку и балансировку, чтобы вы могли сразу же вернуть их в работу и избежать более дорогостоящих простоев. Наши восстановленные шпиндели работают так же, как когда они были новыми, и обходятся вам значительно дешевле, чем покупка совершенно новых. Вы быстро заметите разницу в итоговой сумме, особенно когда увидите улучшение расчетов цены за штуку.
Процесс ремонта шпинделя станка Чтобы гарантировать постоянство восстановленных шпинделей станков, мы последовательно их ремонтируем. Наши обученные специалисты по ремонту не торопятся, чтобы провести полный и тщательный анализ ваших шпинделей, когда мы их получим, чтобы спланировать наилучший план действий. Наш контрольный список из 19 пунктов гарантирует, что каждый ремонт высокоскоростного шпинделя с ЧПУ выполняется в соответствии с одними и теми же методическими стандартами, поэтому ваши шпиндели сразу же готовы к работе.
Наш контрольный список из 19 пунктов гарантирует, что каждый ремонт высокоскоростного шпинделя с ЧПУ выполняется в соответствии с одними и теми же методическими стандартами, поэтому ваши шпиндели сразу же готовы к работе.
Вот как мы ремонтируем каждый отдельный шпиндель. Специализированные, стандартные, ориентированные на OEM и полностью индивидуальные работы получают один и тот же превосходный стандарт обслуживания.
1. Откройте коробку и начните фотографировать шпиндель в коробке, чтобы увидеть, правильно он упакован или нет. 3. Проверьте усилие тяги на дышле и показания энкодера и/или показания проксимального переключателя, когда вы приводите в действие дышло (при наличии дышла)
4. Перед разборкой проверьте HSK или направляющую и переднюю часть TIR (HSK проверяется с помощью длинной инструментальной планки)
5. Перед разборкой проверьте осевое соответствие (проверка осевого люфта)
6. Разберите, очистите и осмотрите все компоненты (сделайте много снимков, пока шпиндель разбирается)
7. Проверьте обмотки двигателя и внутренние термисторы с помощью омметра и слабого (если это моторизованный шпиндель).
Проверьте обмотки двигателя и внутренние термисторы с помощью омметра и слабого (если это моторизованный шпиндель).
8. Проверка балансировки вала на динамическом двухплоскостном балансировочном станке IRD
9. Проверьте конусность HSK с помощью манометра Etamic и запишите результаты (если передняя оснастка HSK)
10. Проверьте вал в сборе с измерительными шейками подшипников, буртиками, торцевыми и направляющими биениями, а также биениями шкива.
11. Проверьте отверстия в корпусе на размер, округлость, конусность и т. д., а также сравните размеры передней и задней части C/L с основными размерами
12. Напишите полный отчет о разборке по вышеуказанным выводам и дождитесь СЕРВИСНОГО ЗАКАЗА от отдела продаж шпинделей
13. Подготовьте шпиндельный вал и корпус к установке нового подшипника
14. Установите новые передние подшипники и/или установите вал, а также установите задние подшипники и конечную стопорную гайку
15. Предварительно проверьте биения HSK/пилота, поверхности и шкива
Предварительно проверьте биения HSK/пилота, поверхности и шкива
16. Завершите сборку и испытайте шпиндель на тесте станина при номинальном числе оборотов в минуту
17. Запустите анализ вибрации еще раз и снимите все показания
18. После завершения обкатки проверьте окончательные биения, как указано выше.
19. Покраска, бирка и шпиндель в упаковке для отправки
Благодаря нашему опыту и хорошо оборудованному цеху мы можем быстро выполнить все эти этапы, чтобы сократить время выполнения работ при сохранении высокого качества ремонта. Каждый шаг в ремонте шпинделя станка, ремонте шпинделя ЧПУ, ремонте высокоскоростного шпинделя, ремонте шпинделя токарного станка и ремонте двигателя шпинделя хорошо задокументирован, чтобы вы понимали, что мы делаем, и поэтому мы можем быстро проверить наш процесс, чтобы предотвратить вред ваши операции.
Все операции по ремонту шпинделя станка выполняются в соответствии с приведенными ниже инструкциями и полностью проверяются перед тем, как вернуться к вам.
Мы десятилетиями работали в Colonial Tool, помогая предприятиям любого размера обеспечивать надежную работу своих станков с ЧПУ. Мы гордимся тем, что являемся ведущим специалистом по инструментам и предлагаем широкий спектр услуг по восстановлению и ремонту для клиентов в США. Если у вас есть изношенные или сломанные шпиндели, которые требуют внимания, свяжитесь с нами сегодня. Один из наших экспертов по ремонту инструмента свяжется с вами и расскажет, что мы можем сделать для ремонта ваших высокоскоростных шпинделей, чтобы вы могли вернуть их в работу, зарабатывая вам деньги.
Не доверяйте свою ценную работу по ремонту шпинделя станка какой-либо компании. Доверьтесь Colonial Tool, лидеру отрасли в сфере этих услуг, и будьте уверены, что ваши шпиндели в надежных руках. Мы заработали свою репутацию на создании ценности для ваших сломанных шпинделей, так что приходите и воспользуйтесь нашими экспертными услугами по ремонту и восстановлению станков уже сегодня!
Прецизионные шпиндели Colonial Tool (ранее прецизионные шпиндели EX-CELL-O) обеспечивают нашим клиентам значительную эффективность работы и экономию срока службы.
Мы использовали эти инженерные знания и уже более 80 лет превратили нашу мастерскую в одну из самых компетентных ремонтных служб для наших клиентов. РАН может предоставить 24-часовой собственный персонал для производства и ремонта шпинделя, чтобы ускорить быстрый, эффективный и компетентный ремонт шпинделя в вашей чрезвычайной ситуации.
Наши специалисты ремонтируют шпиндели любого функционального назначения с нужными вам характеристиками, в том числе и в таких востребованных случаях, как ремонт шпинделей с ЧПУ.
Компания Colonial Tool обладает всем необходимым оборудованием и опытом для обслуживания и/или ремонта любых прецизионных шпинделей, представленных сегодня на рынке. Мы знаем передовой опыт и инженерные принципы, которые используют ведущие OEM-производители, и можем воспроизвести или отремонтировать ваши шпиндели, чтобы они соответствовали этим строгим критериям.
Как работает ремонт шпинделя станка и двигатель шпинделя Нужен ремонт шпинделя станка в Гвельфе, Стратфорде, Ингерсолле, Нью-Гамбурге или по всему Онтарио и Мичигану? Вы попали в нужное место. Свяжитесь с нами, получите предложение и отправьте нам свой шпиндель, когда будете готовы к ремонту.
Свяжитесь с нами, получите предложение и отправьте нам свой шпиндель, когда будете готовы к ремонту.
А если у вас экстренная ситуация? Colonial Tool направит сервисного инженера на объект заказчика, если нехватка времени не позволит вернуть шпиндель компании Colonial Tool.
Р.А.С. обслуживание является основой нашего бизнеса, что приводит к удовлетворению клиентов.
Процедура ремонта шпинделя станкаi. Получение
Для наших американских клиентов у нас есть пункт выдачи в Детройте. РАС’ Таможенный отдел оформляет документы, необходимые для ввоза шпинделей в Канаду для ремонта.
Номер задания назначается шпинделю, а приоритет назначается в зависимости от потребностей заказчика. РАН присваивает суффикс «R» номерам работ по гарантийному ремонту, чтобы выделить первоочередность, и назначает инженера для координации испытаний и анализа отказов.
ii. Визуальный осмотр
Каждый шпиндель подвергается тщательному визуальному осмотру техником по обслуживанию шпинделей для определения степени неисправности с помощью этой процедуры, а именно наличия загрязнения, проблем с двигателем, ударов машины и возможного повреждения кожуха шпинделя.
Это позволит нам понять причину повреждения и инициировать надлежащее тестирование и контроль ремонта вашего высокоскоростного шпинделя.
iii. Тестирование
Информация получена путем выполнения сервисных проверок с десятым индикатором. Проводятся пилотные и торцевые испытания на биение TIR, а также испытания на радиальную нагрузку, осевую податливость, термические испытания и испытания на осевое вращение. Ремонт шпинделя станка требует точности в знаниях, которые мы получаем, поэтому в Colonial Tool работают одни из лучших инженеров и техников в Канаде.
iv. Разборка узла и промывка
Техник по обслуживанию, работающий со сборочными распечатками, списками запасов и распечатками всех деталей, тщательно разбирает прецизионный шпиндель, делая заметки о любых обнаруженных проблемах (гарантийные шпиндели требуют наблюдения инженера во время этого процесса). Подшипники хранятся комплектами в пластиковых пакетах Zip-Lock для дальнейшего осмотра в случае необходимости.
При ремонте шпинделя станка проводится полная инвентаризация и проверка компонентов.
Все компоненты, за исключением подшипников, тщательно очищаются от всех посторонних веществ. Для некоторых деталей может потребоваться обработка паром и/или дробеструйной очисткой для удаления любых отложений, а затем повторная промывка и сушка феном.
Мы придерживаемся гарантийных требований и лучших отраслевых практик для вашей отрасли, гарантируя, что ваш ремонт шпинделя ЧПУ или другие потребности в шпинделе будут удовлетворены, а устройства должным образом содержатся в соответствии с вашими потребностями.
v. Осмотр компонентов
Все детали компонентов проверяются на соответствие допускам печати, а отклонения отмечаются в «Отчете о ремонте шпинделя». Диаметры подшипников вала тщательно проверяются на округлость; торец, направляющая часть и буртик подшипника проверяются на предмет биения МДП. Корпуса осматривают по размерам, овальности и конусности отверстий, а также проверяют концентричность передних и задних отверстий.
VI. Оценка режима отказа
К этому моменту R.A.S. обслуживающий персонал поймет, почему шпиндель вышел из строя. Описание возможного отказа шпинделя приводится RAS. специалист по обслуживанию в отчете о ремонте шпинделя. Этот отчет создается и используется на протяжении (например) процесса ремонта шпинделя токарного станка. Это гарантирует, что мы правильно управляем каждым ремонтом или заменой детали. У нас есть полный набор тестов, чтобы подтвердить успех, прежде чем вернуть вам шпиндель.
vii. Инженерный отдел
Инженерный отдел связывается с техническим специалистом, когда он считает, что неисправность может быть вызвана недостатками конструкции, и инженеры обязаны наметить улучшения. Инженеры-специалисты по ремонту шпинделей станков сталкивались с отказами почти всех видов и разработали стандартную практику для создания решений и проверки этих элементов.
viii. Контактное лицо для клиентов
Формируется официальное предложение, и перед переработкой шпинделя заказчику предоставляется на утверждение цена «не должна превышать».
ix. Переработка и замена
Компоненты, не соответствующие исходным допускам печати, переделываются или заменяются (т. е. хромированные валы, втулки). Вращающиеся компоненты проверяются на соответствие спецификациям балансировки и при необходимости балансируются.
х. Осмотр восстановленных компонентов
Размеры всех геометрических проверок выполняются для переработанных элементов и документируются для обеспечения качества.
xi. Сборка
Сборка шпинделя состоит из обеспечения целостности размеров сборки, сохранения соответствующих баз и проверки шпинделя.
xii. Приемка и выпуск
Проверка шпинделя завершена в соответствии с процедурами, перечисленными в разделах VI.A.5 и VI.B.1–3.
xiii. Идентификация
Шпиндели маркируются важной информацией о стиле, скорости и смазке. После этого выполняется покраска корпуса для защиты от коррозии.:quality(80)/images.vogel.de/vogelonline/bdb/854200/854274/original.jpg)
xiv. Упаковка и хранение
Гарантия на ремонт шпинделя станка и восстановление шпинделя составляет один год с момента отгрузки и требует такого же ухода, как и новый шпиндель.
Перед упаковкой шпинделя на обработанные поверхности наносится защитное масло для предотвращения коррозии шпинделя. Шпиндели с жидкостным охлаждением следует очищать от охлаждающей среды и заменять антифризом при низких температурах, чтобы предотвратить растрескивание корпуса.
Шпиндели упакованы в деревянный ящик, облицованный вибропоглощающим материалом толщиной 1/2 дюйма, который препятствует вибрации подшипников при транспортировке. РАН рекомендует, чтобы шпиндель оставался в этом контейнере до запуска в производство.
Мы использовали эти шаги, чтобы стать лидером по ремонту шпинделей в Онтарио, а также в наших южных регионах, включая ремонт шпинделей в Мичигане. Colonial Tool — это ваш универсальный магазин для осмотра шпинделя, обслуживания, ремонта и многого другого.
Свяжитесь с нами сейчас, чтобы начать процесс и узнать больше о механической обработке, ремонте шпинделя и индивидуальных работах, которые мы предоставляем.
Блок цифровой калибровки и измерения VS Sensorik (DCMU) позволяет точно считывать сигналы энкодера. С помощью этого устройства можно проверить любой тип энкодера, но лучше всего он подходит для синусоидальных энкодеров. Преимущество этого устройства в том, что оно отображает все сигналы энкодера одновременно, что позволяет нам проверить правильность положения флажка на целевом колесе относительно зубьев. В случаях, когда используются энкодеры VS Sensorik, DCMU позволяет нам перекалибровать энкодер, чтобы амплитуды и смещения сигналов были как можно ближе к идеальным. У этого устройства нет недостатков, но, по сути, это очень простой в использовании осциллограф
ST Замена шпинделя токарного станка
Сервисный центр Как Процедуры Замена шпинделя токарного станка ST
Замена шпинделя токарного станка ST
— Перейти к разделу —
1. Требования к процедуре
2. Извлечение старого шпинделя (5 шагов)
3. Установите новый шпиндель (6 шагов)
4. Проверка смазки шпинделя – тест в бутылке
5. Проверьте вибрацию шпинделя (1 шаг)
Наверх
Требования к процедуре
2. Извлечение старого шпинделя (5 шагов)
3. Установите новый шпиндель (6 шагов)
4. Проверка смазки шпинделя – тест в бутылке
5. Проверьте вибрацию шпинделя (1 шаг)
Наверх
Процедурные требования
- Подогреватель для пота
- Подъемник для снятия/установки картриджа шпинделя
- Деревянная доска 2 x 2 дюйма длиной примерно 4 фута для выравнивания картриджа шпинделя
- Установочные винты 3/8″-16 для балансировки шпинделя
- Прокладка 0,001 дюйма
- Прокладка бесконтактного энкодера
- Измеритель натяжения Gates Sonic
- Анализатор вибрации Octavis
- Таблица крутящего момента Haas
- Таблица натяжения ремня шпинделя токарного станка Таблица 9 характеристик вибрации шпинделя токарного станка
- 0014
Снятие старого шпинделя
1
- Возврат станка в ноль, чтобы обеспечить свободный доступ к головке шпинделя
- Выключите питание и заблокируйте машину
- Снимите коробку коллектора охлаждающей жидкости, заднюю и переднюю панель, чтобы получить доступ к головке шпинделя
2
- Снимите скобу, препятствующую вращению, которая садится вокруг сливного шланга гидравлического соединения
- Блокировка шпинделя для предотвращения его вращения
- Ослабьте винты [1], соединяющие переходник с муфтой
- Отсоедините гидравлические линии [5] от гидравлического штуцера [2]. Обратите внимание на зажим/разжим шланга и ориентацию порта
- Примечание: Имейте заглушки или мешочки и резиновые ленты, чтобы закрыть шланги, чтобы предотвратить вытекание гидравлической жидкости и попадание внутрь мусора. Держите шланги направленными вверх и спрятанными сбоку шпинделя для предотвращения выхода жидкости
- Примечание: Имейте заглушки или мешочки и резиновые ленты, чтобы закрыть шланги, чтобы предотвратить вытекание гидравлической жидкости и попадание внутрь мусора. Держите шланги направленными вверх и спрятанными сбоку шпинделя для предотвращения выхода жидкости
- Выверните винты и медленно снимите соединение и вытяжную трубу в сборе
- Внимание: Соединение тяжелое, и при падении оно может получить необратимое повреждение
- Подготовьте коробку или стол с прокладкой для размещения соединения и поддержки вытяжной трубы
- Внимание: Соединение тяжелое, и при падении оно может получить необратимое повреждение
- Снимите винты адаптера [3], которыми адаптер [4] крепится к валу шпинделя.
- Снимите адаптер [4] (см. Руководство по замене адаптера ST, если необходимо также заменить адаптер)
- Ранние машины имеют переходник с зазором, который можно легко снять после ослабления винтов
- Машины более поздних моделей (от ST-15 до ST-30 11/2018 и более поздние; ST-10 02/2017 и более поздние) будут иметь переходник для пота
- Для снятия адаптеров для пота используйте горелку и равномерно нагрейте внешний диаметр сопрягаемой поверхности
- Через несколько минут осторожно сдвиньте адаптер, пока он не выскользнет
- Не поддевайте и не повреждайте при снятии — вам потребуется повторно использовать эту деталь
- Дайте ему медленно остыть, чтобы предотвратить деформацию
 Обратите внимание на зажим/разжим шланга и ориентацию порта
Обратите внимание на зажим/разжим шланга и ориентацию порта3
- Ослабьте винты монтажной пластины двигателя [4]
- Ослабьте гайку на блоке натяжителя [3] и ослабьте натяжение ремня, повернув винт с головкой под торцевой ключ (SHCS) против часовой стрелки
- Снять ремень со шкива
- Ослабьте винты ведущей звездочки [1]
- Снятие ведущей звездочки
- Некоторые машины оснащены ведущей звездочкой с посадкой, которая освобождает отверстие корпуса при извлечении патрона шпинделя. Их не нужно будет удалять.
- Некоторые машины оснащены ведущей звездочкой с посадкой, которая освобождает отверстие корпуса при извлечении патрона шпинделя.
 Их не нужно будет удалять.
Их не нужно будет удалять.4
- Снятие кольца энкодера [2]:
- Кольцо энкодера [2] может свободно подходить к замку подшипника на задней части шпинделя, как показано, крепление энкодера, которое крепится к замку подшипника, или пот подходит к замку подшипника или креплению энкодера
- На машинах с редуктором ST-30 и ST-35/коробка вместо кольцевого крепления может использоваться переключатель исходного положения. (машины 03/2019 и позже). На этих машинах бесконтактный энкодер находится на выходе вала двигателя. В этом случае оставьте энкодер на двигателе, но снимите кольцо на шпинделе бесконтактного переключателя.
- При свободной посадке: ослабьте винты [1] и осторожно снимите кольцо, не повредив защитный кожух наружного кольца
- При необходимости: выньте винты [1] из сквозных отверстий, установите винты в схему отверстий с резьбой и используйте их как нажимные винты для равномерного снятия кольца энкодера винты, когда закончишь

5
- Ослабьте гайку [1] на форсунке форсунки шпиндельного масла [2]
- Снимите форсунку [2]
- Ослабьте болты крепления колпачка шпинделя [3]
- Снимите фиксатор [3] .
- Снимите картридж шпинделя [4]
- Постучите по задней части картриджа пластиковым молотком, чтобы выбить его из отверстия шпинделя
- Наденьте ремень на картридж шпинделя и используйте подъемник, чтобы поддержать груз при его извлечении
- Упакуйте шпиндель в упаковку, в которой был получен новый шпиндель, чтобы вернуть его, если он находится на гарантии
- Некоторые шпиндели имеют волнистую пружину [5] или уплотнительное кольцо в задней части отверстия корпуса шпинделя
- Снимите и очистите при необходимости
- Очистите отверстие в корпусе шпинделя с помощью скотча и спирта .
- Убрать весь мусор
- Протрите тонким слоем масла SHC 625 или Mobil 5W20 или эквивалентного
- Нанесите на уплотнительное кольцо или волнистую пружину тонкий слой смазки Red-I или аналогичной
- Повторная установка на заднюю часть отверстия шпинделя
- Волнистая пружина вставляется заостренной стороной вниз в буртик
Установка нового шпинделя
1
- Установите новый картридж шпинделя, используя ремень и подъемник патрон для посадки под прямым углом в отверстие шпиндельной бабки
- Полностью ввинтите ее, затем выверните на один-полтора оборота
- Если он не может ввинтиться полностью, значит, отверстие в прокладке подшипника совмещено неправильно. Вам нужно будет вытащить картридж и заново выровнять.
2
- Установите стопорную крышку шпинделя [2]
- Плотно затяните винты крышки шпинделя [3]
- Используйте прокладку 0,001 дюйма [4] между картриджем и держателем шпинделя [2]
- Постукивайте пластиковым молотком по фиксатору шпинделя до тех пор, пока прокладка не очистит каждую секцию картриджа
- Затяните стопорные винты [3] звездообразно.
- Примечание: Возможно, вам придется начать с 1/3 значения крутящего момента и затянуть их 3 раза. Полное затягивание в первый раз может привести к смещению стопорной крышки и потребовать ее повторной установки.
- Примечание: Возможно, вам придется начать с 1/3 значения крутящего момента и затянуть их 3 раза. Полное затягивание в первый раз может привести к смещению стопорной крышки и потребовать ее повторной установки.
- Проведите в последний раз между картриджем и стопорной крышкой, чтобы убедиться, что прокладка 0,001 дюйма имеет зазор по всему периметру [4]

3
- Установите кольцо бесконтактного энкодера [2]/[6] или кольцо бесконтактного переключателя:
- Если кольцо является проскальзывающим, установите и укажите до 0,001 дюйма TIR
- Если кольцо плотно прилегает, оно может быть установлено непосредственно на замке подшипника шпинделя, как в случае с ST-20, ИЛИ оно может быть установлено на крепление кольца энкодера [7], которое затем устанавливается на шкив [8], как в случае с ST-10
- Для крепления ST-10 сначала установите кольцо [6] на крепление [7]:
- Нагрейте кольцо энкодера на нагревательной плите до максимальной температуры 248 °F (120 °C)
- Установите на кольцевое крепление, равномерно нажмите, чтобы оно встало прямо в плечо
- Нагрейте крепление кольца и кольцо энкодера в сборе до максимальной температуры 248 °F (120 °C) в течение 20 минут
- Установите узел на заплечик шкива, равномерно нажмите, чтобы он вошел в заплечик под прямым углом
- Когда кольцо остынет, проверьте биение наружного диаметра NTE 0,001″ TIR
- Установите кронштейн считывающей головки [5], пластину считывающей головки [4] и считывающую головку [3]
- Установите зазор с помощью считывающей головки/кольцевой прокладки
4
- Установка шкива обратна снятию (ST-15/20/30/40). Модель ST-10, начиная с августа 2016 г., оснащена шкивами, которые не нужно снимать.
- Наденьте шкив на вал шпинделя и плотно вкрутите винты [1] в замок подшипника шпинделя [2]
- Укажите шкив, NTE .001″ TIR
- Затяните винты шкива [1]
- Установите ремень на шпиндель и шкивы двигателя
- Натяните ремень, затянув винты с головкой под торцевой ключ [3] (SHCS) по часовой стрелке
- Равномерно затяните оба винта, пока не будет достигнуто натяжение ремня
- Проверьте натяжение ремня с помощью измерительного прибора Gates Sonic Meter, см. спецификации натяжения ремня .
- Затяните гайки на каждом винте после установки натяжения ремня
- Проверить правильность натяжения ремня
- Затяните винты крепления двигателя [4]
- Проверьте зазор между энкодером и считывающей головкой, чтобы убедиться, что прокладка все еще слегка скользит между обеими поверхностями
 Модель ST-10, начиная с августа 2016 г., оснащена шкивами, которые не нужно снимать.
Модель ST-10, начиная с августа 2016 г., оснащена шкивами, которые не нужно снимать.5
- Для равномерного нагрева адаптера лучше всего подходит нагревательная плита
- Внимание: Не превышайте 248 °F (120 °C) при нагревании адаптера
- Внимание: Не превышайте 248 °F (120 °C) при нагревании адаптера
- Поместите адаптер меньшего диаметра на нагревательную плиту лицевой стороной вниз
- Предупреждение: При установке адаптера
- Предупреждение: При установке адаптера
- При установке переходника действовать нужно быстро, так как алюминий быстро остывает
- При температуре адаптера около 248 °F (120 °C) на нагревательной плите — возьмите один винт [1] и вставьте его в шайбу адаптера [2], чтобы он был готов
- В перчатках двумя руками возьмите адаптер и быстро наденьте его на вал
- Равномерно надавите с обеих сторон, пока не почувствуете, что он сел
- Вращайте его до тех пор, пока узоры отверстий не совпадут
- Возьмите винт и переходную шайбу и быстро вставьте один винт в отверстие
- Быстро вкрутите оставшиеся винты в виде звезды
- Затяните винты звездообразно, чтобы обеспечить посадку адаптера
- Таблица моментов затяжки Haas
- Затем ослабьте винты, но оставьте их закрытыми, пока адаптер не остынет
- Снова затяните винты после того, как адаптер остынет
- После охлаждения измерить внутреннее радиальное биение [3], не более 0,001 дюйма
- Измерьте осевое биение [4], не превышающее 0,0005 дюйма
- Производственный совет: Если вы обнаружите, что вам трудно установить переходник на место и получить приемлемое биение, попробуйте следующее. После того, как вы поскользнулись горячий адаптер на валу, плотно затяните все винты, а затем слегка надавите на адаптер на внутреннем радиусе [3], используя пластиковый молоток на внешнем диаметре. Когда биение будет в пределах спецификации, медленно затяните все винты вниз в звездообразной схеме, стараясь не вызвать биения.0014
- Производственный совет: Если вы обнаружите, что вам трудно установить переходник на место и получить приемлемое биение, попробуйте следующее.

 После того, как вы поскользнулись горячий адаптер на валу, плотно затяните все винты, а затем слегка надавите на адаптер на внутреннем радиусе [3], используя пластиковый молоток на внешнем диаметре. Когда биение будет в пределах спецификации, медленно затяните все винты вниз в звездообразной схеме, стараясь не вызвать биения.0014
После того, как вы поскользнулись горячий адаптер на валу, плотно затяните все винты, а затем слегка надавите на адаптер на внутреннем радиусе [3], используя пластиковый молоток на внешнем диаметре. Когда биение будет в пределах спецификации, медленно затяните все винты вниз в звездообразной схеме, стараясь не вызвать биения.00146
- Установить гидравлический штуцер:
- Ограниченное количество моделей ST-10 имеют потную посадку от адаптера до штуцера. В этом случае вы можете нагревать переходник горелкой в течение 3-5 минут, пока отверстие не увеличится настолько, чтобы можно было вставить гидравлический штуцер.
- Все другие токарные станки – установите соединение и плотно затяните винты
- Указать на стальной ленте [1] NTE 0,0005″ TIR
- Проверьте измерение прогиба [2], поместив указатель на невращающийся корпус соединения, а затем поверните шкив. Прогиб должен быть менее 0,001 дюйма 9.0014
- Снова подсоедините шланги зажима/разжима и сливной шланг
- Предупреждение: Не затягивайте слишком сильно, иначе вы можете треснуть алюминиевый узел
Проверка смазки шпинделя – Тест в бутылке
После замены шпинделя необходимо убедиться, что в него поступает достаточное количество масла.
Для тестирования перейдите по ссылке ниже.
Проверка смазки шпинделя
Примечание. Если у вас масляный насос старого образца без смотровых стекол, необходимо установить модернизированное смотровое стекло.
Для установки перейдите по ссылке ниже.
Установка капельного смотрового стекла
Проверка вибрации шпинделя
1
- Выполнение проверки вибрации шпинделя
- Проверка результатов по допускам вибрации шпинделя токарного станка
- Устранение неудовлетворительных результатов с помощью руководства по устранению неполадок вибрации токарного станка
- Некоторые токарные станки имеют балансировочные отверстия для установочных винтов на переходной плите или на поверхности шкива
- Используйте эти отверстия для уменьшения ненужной вибрации только после того, как убедитесь, что все компоненты соответствуют указанным биениям
- Если шпиндель проходит, переустановите корпус, и процедура завершена
Файлы cookie
Для правильной работы этого сайта мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки.