Производим ремонт станины станков | Запчасти, комплектующие и узлы к станкам
Производим ремонт станин токарно-винторезных станков различных серий, который также включает в себя шлифовку станины, изготовление ходового винта.
Токарный станок – яркий представитель металлорежущего оборудования. В процессе длительной эксплуатации, благодаря высоким нагрузкам он подлежит неизбежному износу и постепенно выходит из строя. Одним из признаков критических показателей износа считается снижение точности металлообработки, однако это не является поводом для замены оборудования. Квалифицированный капитальный ремонт всегда поможет вернуть его «к жизни» и восстановить работоспособность станка.
Конструктивно станки токарной группы представлены различными узлами, отличающимися своим функциональным назначением. В той либо иной степени износ касается каждого из них, да и сложность восстановления зависит от степени повреждений. Одной из специфичных операций входящих в состав любого капитального ремонта считается ремонт станины токарного станка, гарантирующий качество его дальнейшей работоспособности.
Одной из специфичных операций входящих в состав любого капитального ремонта считается ремонт станины токарного станка, гарантирующий качество его дальнейшей работоспособности.
Станина станка
Одой из основных составляющих токарного станка принято считать его станину. Расположенная на двух тумбах она представляет собой жесткое основание, обеспечивающее компоновку и функциональное взаимодействие между собой всех основных узлов станка. Конструктивно станина имеет две продольные взаимно параллельные стенки, усиленные поперечными ребрами жесткости. Для большей прочности и массивности основа токарного станка, как правило, отливается из чугуна.
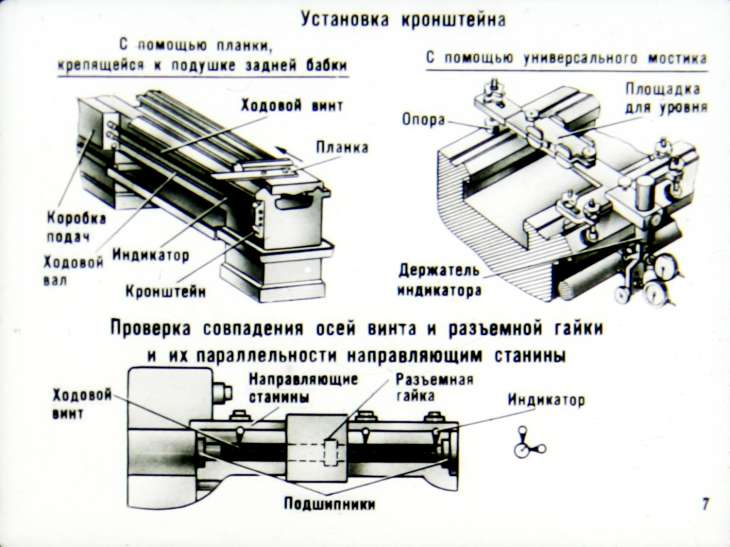
В левой части станины крепится передняя (шпиндельная) бабка и коробка подач, обеспечивающая вращение ходового винта. Вдоль верхней плоскости станины расположены параллельные направляющие, по которым передвигаются задняя бабка и каретка суппорта. В зависимости от модели токарного станка поперечное сечение направляющих может существенно отличаться. Опорные плоскости бывают прямоугольными, трапецеидальными и треугольными, кроме того направляющие должны обладать высокой прочностью на изгиб.
Опорные плоскости бывают прямоугольными, трапецеидальными и треугольными, кроме того направляющие должны обладать высокой прочностью на изгиб.
За точность металлообработки токарного станка отвечает состояние именно направляющих, в частности:
- точность обработки рабочих поверхностей;
- параллельность и прямолинейность.
От этих характеристик зависит главное – перемещение суппорта, а точнее режущего инструмента вдоль оси вращающейся заготовки без толчков и отклонений.
В процессе эксплуатации токарного оборудования основная нагрузка ложится на направляющие станин. Фактически ремонт основы представляет собой ремонт направляющих станин токарных станков, поскольку именно эти составляющие подлежат износу. Зачастую восстановление станины в ходе капитального ремонта сопровождается параллельной заменой ходового винта и вала.
Особенности ремонта станины
Ремонт станины станка достаточно сложная процедура, связанная, прежде всего с габаритами восстанавливаемого объекта. Основными технологическими приемами при восстановлении направляющих считаются строгание, фрезеровка, шлифовка, шабрение, протягивание и другие способы металлообработки. Выбор способа зависит от различных факторов, среди которых следует отметить:
Основными технологическими приемами при восстановлении направляющих считаются строгание, фрезеровка, шлифовка, шабрение, протягивание и другие способы металлообработки. Выбор способа зависит от различных факторов, среди которых следует отметить:
- твердость материала направляющих;
- состояние и степень износа станины;
- техническую оснащенность ремонтной базы;
- подготовленность персонала.
Среди наиболее распространенных способов восстановления состояния направляющих можно выделить обработку поверхностей строганием, шабрением и шлифованием. Каждый из них отличается своими требованиями, например, наиболее трудоемкое шабрение целесообразно при малых износах. Более универсальным и менее затратным по времени считается шлифовка станины токарного станка, причем эта технология применима даже для восстановления закаленных высокопрочных направляющих. Обеспечивая отличные характеристики точности и чистоты обработки, шлифовка является эффективным способом ремонта станин. А, учитывая возможность обработки закаленных направляющих, в большинстве случаев метод считается безальтернативным.
А, учитывая возможность обработки закаленных направляющих, в большинстве случаев метод считается безальтернативным.
На практике шлифовка станин токарных станков производится в несколько этапов и должна включать следующие операции:
- тщательную зачистку всех задиров и забоин;
- надежную фиксацию на столе продольно-строгального станка, с соблюдением параллельности поверхностей с направлением движений;
- контролируется состояние направляющих на предмет их извернутости.
На следующем этапе приступают непосредственно к шлифовке этих элементов станины.
Специалисты нашего завода быстро и качественно произведут капитальный ремонт, включая шлифовку станины токарного станка, цена которой доступна любому заказчику. Отремонтированные нашими специалистами станки полностью восстанавливают работоспособность, по своим характеристикам полностью соответствуя новому оборудованию.
 youtube.com/embed/GyotN4vdeOE”>
youtube.com/embed/GyotN4vdeOE”> Ремонт токарных станков в Санкт-Петербурге (Спб)
Залогом долгосрочной работы токарных станков является их правильная эксплуатация и своевременный ремонт. Важнейшее условие последнего – выполнение всех ремонтных работ специалистами, которые не только хорошо знают теорию, но и имеют значительный практический опыт.
Капитальный ремонт токарных станков в Спб с выездом мастера
Если в числе оборудования Вашего предприятия имеются токарные станки, нуждающиеся в починке, и Вы ищете высококвалифицированных мастеров, которые смогут реанимировать агрегаты, обращайтесь в нашу компанию!
Мы работаем с:
- винторезными;
- револьверными;
- карусельными;
- лоботокарными;
- многошпиндельными;
- многорезцовыми и полировальными станками.
При этом для наших мастеров не представляет сложности как починка полуавтоматического оборудования, так и современных высокотехнологичных станков с ЧПУ.
Другие услуги
Помимо капитального ремонта оборудования у нас Вы также можете заказать:
- срочный аварийный ремонт задней и передней бабки и фартука токарного станка;
- устранение промежутков между ходовыми винтами салазок и столом направляющих консоли;
- починку шпинделя, регулировку его подшипников;
- ремонт шлицов коробки передач токарного станка;
- диагностику и ремонт направляющих и ограничительных устройств.
Также при необходимости мы выполняем и ряд других работ, в том числе, восстановление оборудования после нестандартных поломок, долгого простоя, транспортировки.
Алгоритм ремонтных работ
Капремонт станкового и любой текущий и капитальный ремонт токарных станков 1К62, 16К20, ТВ4, ТВ7, 1А616, Jet и других моделей состоит из трех последовательных этапов:
- подготовительного;
- основного;
- финального.
На первом этапе мастера тщательно очищают и моют оборудование. После этого его разбирают и выполняют диагностику, по результатам которой составляется дефектная ведомость.
На втором этапе инженеры-ремонтники исправят все неполадки и заменяют изношенные или поврежденные части:
- станину;
- фартук;
- каретку;
- коробку передач и скоростей;
- ходовые валы;
- ходовой винт и другие.
Полной переборке на автоматических станках также подлежит электрооборудование станка.
Финальная стадия включает в себя комплексную регулировку узлов, проверку их работы по нормам точности. После этого мастера тестируют агрегат, обрабатывая на нем пробный экземпляр детали. В завершение оборудование покрывается новым защитным слоем краски.
Наши цены
Стоимость ремонтных работ зависит от вида станка и типа его поломки. Поэтому цена ремонта настольных токарных станков с ЧПУ будет отличаться от стоимости починки тяжелых полуавтоматических многофункциональных агрегатов.
При этом мы гарантируем, что наши цены выгодно отличаются от аналогичных предложений на рынке.
Ваш лучший выбор
Наша компания работает на рынке с 2009 года, и ремонт станков, в том числе, токарных, является одним из наших приоритетных направлений.
У нас работают только специалисты, имеющие все виды допуска к работе со станками, которые могут произвести ремонт токарно-винторезного станка 1И611П или любой другой модели, независимо от года производства и фирмы-производителя.
Мы не затягиваем сроки починки и готовы к любой ситуации. Этому во многом способствует наличие у нас собственного склада запасных частей.
Кроме того, мы гарантируем высокое качество всех выполняемых работ.
Поэтому, выбирая ремонт направляющих станин токарных станков в Санкт-Петербурге и Ленобласти или любые другие ремонтные работы от нашей компании, Вы гарантированно получаете лучшее предложение на самых выгодных для себя условиях!
Оставить заявку
Ваше имя и/или компания (обязательно)
Ваш телефон (обязательно)
Оставляя данные, Вы принимаете политику конфиденциальности
Your browser does not support JavaScript!. Please enable javascript in your browser in order to get form work properly.
Ремонт машин, очистка и осмотр | Ремонт токарных станков | Практик-механик
ниссан300зтт
Горячекатаный
- #1
Итак, я заметил, что почти все работающие токарные станки имеют конусность около 0,007 дюйма по сравнению с 8 дюймами. Я знаю, что это не имеет большого значения, но у большинства из них НЕТ DRO, поэтому их трудно «выжать из размера». Особенно наши старые Okuma с градуировкой 0,002 дюйма. Есть ли способ переделать токарные станки, не отправляя их?
М.Б. Негле
Титан
- #2
Вы видите износ или он просто в том, как они режут? Вы уверены, что они были выровнены должным образом? Правильное выравнивание не имеет ничего общего с тем, насколько «ровным» является пузырь, оно зависит от того, насколько верно ваши пути выровнены со шпинделем.
Крец
Алмаз; Команда модов
- #3
Абсолютно проверить токарные станки на истинность (проще всего, как заметил М.Б., выравнивание). Если проблема заключается в износе, все еще довольно легко «выстучать» достаточно точный диаметр — если у вас нет хорошего УЦИ, вы не используете для этого циферблаты, вы используете циферблатный индикатор, установленный для регистрации на поперечный салазок или инструмент/подставка и т. д.
Для реального ремонта, если необходимо, вам нужно будет либо очистить направляющие кровати и под седлом, либо отшлифовать их. Как правило, большинство парней полируют кровать и царапают нижнюю часть седла. Это влечет за собой добавление турцита в нижнюю часть седла, чтобы восстановить потерянную высоту, чтобы ходовой винт и т. Д. Вернулись на свои места.
Это влечет за собой добавление турцита в нижнюю часть седла, чтобы восстановить потерянную высоту, чтобы ходовой винт и т. Д. Вернулись на свои места.
Прежде чем идти по этому пути, убедитесь, что проблема именно в нем. Это может быть так же просто, как необходимое выравнивание или небольшая настройка угла передней бабки. И я предполагаю, что вы измеряете эту конусность, работая только в передней бабке, верно? Если вы используете заднюю бабку, возможно, задняя бабка смещена. Не уверен в вашем уровне опыта, так что, если это уже очевидно, без обид…
Мичиганбак
Алмаз
- #4
Это может быть мошенник, работающий на различных токарных станках.
Работая в магазине, где было 6 токарных станков, я пытался использовать только тот, который знал все/большинство жуков.
Наличие круглого приклада с центрированием на земле может быть преимуществом… 18, 24″ или лучше
Ричард Кинг
Алмаз
- #5
У вас есть руководство по техническому обслуживанию машин? Прочтите инструкции по выравниванию, так как токарные станки следует проверять не реже 1 раза в год, если они предназначены для инструментальных или производственных помещений. Большинство азиатских токарных станков имеют под собой штифт для выравнивания передней бабки, чтобы вы могли прогибаться в головке. Вы используете токарные станки, чтобы делать шортики только в патроне, или вы используете заднюю бабку. Нам нужны фотографии.
Том Липтон устраивает шоу на токарном станке. Выравнивание. процедура выравнивания на токарном станке — видео Bing
http://vintagemachinery.org/pubs/2104/3558.pdf
ниссан300зтт
Горячекатаный
- #6
Спасибо за все эти ответы. Я был в этой торговле почти 20 лет профессионально. Я начал в своем магазине Uncles Engine с большого Monarch, у которого было всего около 0,001 дюйма конусности более 10 дюймов. Конечно, мой дядя купил его совершенно новым, и он держал его в отличном состоянии. Чуть не пропала краска.
Но чтобы ответить на ваши вопросы. Во-первых, высота задней бабки была отрегулирована так, чтобы она находилась в пределах 0,0004 дюйма (для «специалиста по обслуживанию»). В основном это токарные станки типа Okuma и Fortune Engine. 4 дюйма в длину. Но я обнаруживаю, что все чаще и чаще мне приходится запускать детали размером от 8 до 24 дюймов и сражаться со станком, чтобы вытащить конус. Не говоря уже о том, что мой владелец более реактивен, чем проактивен, когда дело доходит до обслуживания машины. Они не были в хорошем состоянии. Но я буду наблюдать за процедурой выравнивания и, возможно, посмотрю, может ли это быть проблемой.
гбент
Алмаз
- #7
Один из способов, которым азиатские станки часто делают дешевле американских, заключается в том, что передняя бабка не устанавливается на направляющие. Передняя бабка имеет толкающие винты сзади, которые позволяют легко перемещать центральную линию шпинделя параллельно направляющим. Верно и обратное: центральная линия шпинделя может выйти из параллельности из-за столкновений или тяжелых резов.
Ричард Кинг
Алмаз
- #8
Я нашел руководство, в котором говорилось о выравнивании передней бабки со штифтом. Посмотрите на стр. 20 и 21… Вы можете перемещать головку, чтобы она компенсировала износ передней бабки. Направьте конец испытательного стержня задней бабкой на оператора и указывайте до тех пор, пока он не будет считываться прямо, поворачивая головку на штифте. затем выровняйте заднюю бабку
https://www.wttool.com/common/manuals/3001-0015_c127.pdf
Питер из Голландии
Алмаз
- #9
Выровняйте (с помощью точного уровня) токарный станок, прежде чем возиться с передней бабкой
 Теперь вы получаете конусность при более длительной работе, которую затем необходимо компенсировать с помощью задней бабки. Но каждое положение задней бабки на направляющих требует дополнительного смещения
Теперь вы получаете конусность при более длительной работе, которую затем необходимо компенсировать с помощью задней бабки. Но каждое положение задней бабки на направляющих требует дополнительного смещенияПитер
Паоло_МД
Нержавеющая сталь
- #10
Я бы также удостоверился, что патрон в хорошем состоянии и правильно установлен. если деталь больше по направлению к задней бабке, это также может означать, что кулачки патрона раструбные, и деталь может отходить от инструмента. Точно так же, если патрон не закреплен на шпинделе должным образом (например, штифты D-образного крепления не затянуты должным образом), он может отклониться под действием силы резания.
Это можно довольно легко проверить, установив кусок ложи, отметив его на расстоянии 6-8 дюймов от патрона, сдвинув конец в одну сторону и измерив, насколько он сместился (верхняя и нижняя точки за один оборот примерно конусность должна быть в два раза больше, если проблема заключается в раструбных кулачках, это будет очевидно при надавливании, но пружинит почти полностью, если проблема заключается в креплении патрона).0007
Паоло
шарик
Алмаз
- #11
Я согласен с тем, что важно сначала проверить, что станина токарного станка не перекручена, и если передняя бабка может вращаться, что она находится в правильном положении.
Что касается постельного белья, я хочу отметить то, что часто упускают из виду. Если токарные направляющие изнашиваются только в вертикальном направлении, то это дает очень небольшую конусность, если режущий инструмент находится близко к центру, а диаметр детали не слишком мал.
Пример: вы режете деталь диаметром 2 дюйма (радиус 1 дюйм). Вертикальный износ вашего станка составляет 0,010 дюйма (много!) возле передней бабки, а вертикальный износ сужается до нуля ближе к концу детали. Разница в диаметре, возникающая при этом, если кончик инструмента находится в центре, составляет 2 x 0,010 дюйма x 0,010 дюйма/1 дюйм = 0,0002 дюйма по длине детали.
Износ V-образной формы в направлении вперед/назад имеет гораздо более непосредственное влияние. Например, износ на 0,010 дюйма на задней части V-образной формы приведет к сужению детали в сто раз, до 0,020 дюйма в диаметре.
Демон69
Титан
- #12
Я видел только одно руководство Okuma во плоти, и это был зверь, качественно выглядящая машина. Что-то вроде этого.
Я не подозреваю, что это будет сильно не на уровне с такой базой из 1-го монстра. Но, надеюсь, в руководстве будет указана проверка уровня на неизнашиваемых поверхностях.
Если вы хорошо себя чувствуете, пройдите 10-20 секунд вверх и вниз по кровати в вагоне, указывая вдоль и поперек пути, чтобы быстро и грязно проверить ужасный износ кровати.
Если это выглядит хорошо, закрепите заготовку 2-3 дюйма и поверните муфты одинакового диаметра минимум на 6 дюймов. Вы можете указать это с седла, как на испытательном стержне. Должно быть 0-0 тоже 0-указывающий на оператора немного
Согласно страницам Okuma, HS регулируется на LS, что обнадеживает.
Будьте проще, не торопитесь, должно быть хорошее представление о том, что происходит примерно через час или около того.
Дайте нам знать, как вы идете
Редактировать:- Ооо забыл спросить, в какую сторону идет конус? Насколько я понимаю, жир дальше всего от бабки.
Питер из Голландии
Алмаз
- №13
Баллен сказал:
Я согласен с тем, что важно сначала проверить, что станина токарного станка не перекручена, и если передняя бабка может вращаться, что она находится в правильном положении.
Что касается постельного белья, я хочу отметить то, что часто упускается из виду.
Если токарные направляющие изнашиваются только в вертикальном направлении, то это дает очень небольшую конусность, если режущий инструмент находится близко к центру, а диаметр детали не слишком мал.
Пример: вы вырезаете деталь диаметром 2 дюйма (радиус 1 дюйм). Вертикальный износ вашего станка составляет 0,010 дюйма (много!) возле передней бабки, вертикальный износ сужается до нуля ближе к концу детали. Разница в диаметре, возникающая при этом, если кончик инструмента находится в центре, составляет 2 x 0,010 дюйма x 0,010 дюйма/1 дюйм = 0,0002 дюйма по длине детали.
Износ V-образной формы в направлении вперед/назад имеет гораздо более непосредственное влияние. Например, износ на 0,010 дюйма на задней части V-образной формы приведет к сужению детали в сто раз, до 0,020 дюйма в диаметре.
Нажмите, чтобы развернуть…
 Если токарные направляющие изнашиваются только в вертикальном направлении, то это дает очень небольшую конусность, если режущий инструмент находится близко к центру, а диаметр детали не слишком мал.
Если токарные направляющие изнашиваются только в вертикальном направлении, то это дает очень небольшую конусность, если режущий инструмент находится близко к центру, а диаметр детали не слишком мал. Износ в большинстве случаев неравномерный как на передней, так и на задней направляющей Из-за чего режущий инструмент перемещается к центру или от центра, вызывая конусность И конусность удваивает расстояние на токарном станке. Вы даже можете очистить направляющие, чтобы сделать это не раскачиваться Таким образом, режущий инструмент опускается или поднимается только по центральной линии Это вызовет небольшое изменение диаметра на любых больших деталях Чем меньше диаметр, тем больше проблема, но трудно вращать дольше на маленьком диаметре
Вы даже можете очистить направляющие, чтобы сделать это не раскачиваться Таким образом, режущий инструмент опускается или поднимается только по центральной линии Это вызовет небольшое изменение диаметра на любых больших деталях Чем меньше диаметр, тем больше проблема, но трудно вращать дольше на маленьком диаметре
Питер
ниссан300зтт
Горячекатаный
- №14
Демон73 сказал:
Я видел только одно руководство Okuma во плоти, и это был зверь, качественно выглядящая машина.
Я не подозреваю, что это будет сильно не на уровне с такой базой монстров из 1 предмета. Но, надеюсь, в руководстве будет указана проверка уровня на неизнашиваемых поверхностях.
Если вы хорошо себя чувствуете, пройдите 10-20 секунд вверх и вниз по кровати в вагоне, указывая вдоль и поперек пути, чтобы быстро и грязно проверить ужасный износ кровати.
Если это выглядит хорошо, закрепите заготовку 2-3 дюйма и поверните муфты одинакового диаметра минимум на 6 дюймов. Вы можете указать это с седла, как на испытательном стержне. Должно быть 0-0 тоже 0-указывающий на оператора немногоСогласно страницам Okuma, HS регулируется на LS, что обнадеживает.
Будьте проще, не торопитесь, должно быть хорошее представление о том, что происходит примерно через час или около того.
Дайте нам знать, как вы идетеРедактировать:- Ооо забыл спросить, в какую сторону идет конус? Насколько я понимаю, жир дальше всего от бабки.
Нажмите, чтобы развернуть.
 ..
.. Этот Окума почти такой же, как наш. Но у нас серый.
И я люблю его использовать. 6-ти кулачковый регулируемый патрон. И великая сила.
Токарные станки Саут-Бенд | заполнение рубцов на станине токарного станка | Практик-механик
iwananew10K
Алмаз
- #1
я знаю, что это было закрыто, но я не мог найти его – на моем 9 “на станине есть пара козявок, ни один из которых не влияет на работу или точность, но они являются магнитом для чипов. один на плоской задней бабке- похоже, что режущий инструмент сломался и застрял между седлом и плоскостью, а затем протащился на пару дюймов, образовав канавку шириной около 1/16 дюйма. другой находится на V-образной направляющей седла, где он был надрезан шлифовальной машиной и оставил небольшой след размером примерно 3/16 “x 1/2”. я хочу заполнить их, чтобы не допустить попадания стружки, и хотел бы знать, какой продукт будет лучшим для этого применения, очевидно, он должен быть маслостойким. какие мысли или идеи?? Спасибо!
другой находится на V-образной направляющей седла, где он был надрезан шлифовальной машиной и оставил небольшой след размером примерно 3/16 “x 1/2”. я хочу заполнить их, чтобы не допустить попадания стружки, и хотел бы знать, какой продукт будет лучшим для этого применения, очевидно, он должен быть маслостойким. какие мысли или идеи?? Спасибо!
Макрафф
Нержавеющая сталь
- #2
Единственный известный мне способ по-настоящему починить это – использовать холодную сварку. Мы используем их в работе, чтобы заварить поврежденные полости пресс-формы. Они практически не выделяют тепла, вы можете прикоснуться к месту сразу после сварки, и это температура тела. Они ни в коей мере не деформируют кровать. Когда сварка закончена, вы просто отшлифовываете ее камнем.
Они ни в коей мере не деформируют кровать. Когда сварка закончена, вы просто отшлифовываете ее камнем.
Это то, что мы используем.
Ремонт пресс-форм и ремонт штампов для микросварки – Микросварочный аппарат Rocklin MoldMender
Басбум2
Алюминий
- #3
Если нужно просто не допустить попадания стружки, можно попробовать JB Weld. Обезжирьте его очень хорошо, прежде чем наносить, и он должен держаться.
Рассел
iwananew10K
Алмаз
- #4
То, что опубликовал Маккрафф, было бы идеально, если бы я знал кого-то, у кого был бы один довольно ловкий. Я думал о сварке JB с примесью чугунной пыли, но не был уверен, так как у меня нет большого опыта в этом. попробую, спасибо!
Басбум2
Алюминий
- #5
Если вы что-то смешиваете с JB Weld, не используйте чипы из своего а$$, это сделает ремонт дерьмовым.
Рассел
Даво Дж
Алюминий
- #6
Я обнаружил что-то похожее на припой в нижней части моего формирователя Alba и в углу моего китайского рейсмусового стола, но только в небольших местах.
Это мог быть свинец, я не уверен и не знаю, как его применяли.
Дэйв
Питер Дж
Горячекатаный
- #7
JB сварка.
Очистите ацетоном, затем нанесите.
Соскребите с поверхности после того, как он схватится.
Если не держит, повреждений нет.
Пол Фарли
Алюминий
- #8
Я заполнил глубокие царапины на фрезерном столе с помощью JB Weld. использовал стальной блок с зернистостью 600 и масло для полировки. Работал отлично! +1 используйте ацетон для обезжиривания или гексан, если найдете.
ПолФ
Конрад Хоффман
Титан
- #9
J.B. Weld, но я бы его ничем не заполнил. Он уже заполнен, и все, что вам нужно сделать, это создать абразив. Кроме того, не используйте быстрое разнообразие и соблюдайте точные пропорции.
iwananew10K
Алмаз
- #10
простой JB это! Спасибо ребята!
шт. Рассел, ты снова сделал это!! -Хуже всего то, что я обедал в то время… я подавился своей курицей
Басбум2
Алюминий
- #11
iwananew10K сказал:
простой JB это! Спасибо ребята!
шт. Рассел, ты снова сделал это!! -Хуже всего то, что я обедал в то время… я подавился своей курицейНажмите, чтобы развернуть.
 ..
..Вы должны “ЧУВСТВОВАТЬ СВОЮ ЦЫПКУ”, а не НАПОЛНЯТЬСЯ ею.
Рассел
никдахик
Пластик
- #12
Действительно, лучшим продуктом для этого, вероятно, будет стальная замазка devcon. Это двухкомпонентная эпоксидная смола, похожая на JB, но уже содержащая стальной порошок. По моему опыту, он значительно сильнее, чем JB. Другим отличным продуктом для такого применения может быть продукт от brownells.com под названием accuglass. Он в основном используется в винтовках со стеклянным основанием, но я нашел для него множество применений в домашних условиях. Я использовал его при изготовлении скамеек с потайными винтами и болтами. Смесь имеет консистенцию сиропа и в значительной степени самовыравнивается. Обезжирьте поверхность до чертиков, перемешайте и просто заполните пустоту. Через 24 часа можно отшлифовать. Это действительно очень хороший продукт и устойчивый.
Я использовал его при изготовлении скамеек с потайными винтами и болтами. Смесь имеет консистенцию сиропа и в значительной степени самовыравнивается. Обезжирьте поверхность до чертиков, перемешайте и просто заполните пустоту. Через 24 часа можно отшлифовать. Это действительно очень хороший продукт и устойчивый.
Просто мое 2 чувства
ник
ЕДР
Алюминий
- №13
Макрафф. Это гладко. Вы на самом деле успешно использовали формовщик на чугуне? Какой был наполнитель?
Эд
Макрафф
Нержавеющая сталь
- №14
ЭдР сказал:
Макраф. Это гладко. Вы на самом деле успешно использовали формовщик на чугуне? Какой был наполнитель?
Эд
Нажмите, чтобы развернуть…
Нет, я не использовал его на чугуне.
Они производят замазку и проволоку для чугуна. Я использовал его на многих пресс-формах (предварительно закаленная инструментальная сталь), нержавеющей стали и нескольких инструментальных сталях с воздушной закалкой, подвергающихся гораздо большему напряжению, чем небольшой токарный станок, с действительно хорошими результатами, которые я мог бы добавить при экстремальном использовании.
десдемократ
Пластик
- №15
Как отметил Никдахик, линейка Devcon довольно хороша. Мы используем его для исправления дефектов бронзового литья в местах, до которых трудно добраться с помощью горелки TIG.
На моем токарном станке SB Model 28 дефекты литья в станине, по-видимому, исправлены с помощью припоя. Это может быть альтернативным способом ремонта. Кажется, они сделали ремонт до того, как поцарапали кровать.
Джерри Хилл
Пластик
- №16
Я также рекомендовал devcon. Я использовал его несколько раз, создавая инженерные прототипы.