Типы револьверов токарных станков и инструментальная оснастка
Револьверные головки используются для установки режущего инструмента и его автоматической смены. Револьверы бывают разных типов (VDI, BOT, BMT) и отличаются по максимальному количеству инструмента, который можно установить. Встречаются револьверы на 8, 12, 24 позиции и некоторые другие. Наиболее часто современные токарные станки с ЧПУ оснащаются револьверами на 12 инструментов.
Распространенные типы токарных револьверов
VDI
Револьверные головки VDI (Verein Deutscher Ingenieure) имеют на торце специальные отверстия для установки соответствующих инструментальных блоков. Основные типоразмеры: VDI16, VDI20, VDI30, VDI40, VDI50, VDI60. Чем крупнее станок, тем более крупный типоразмер устанавливается. Самые популярные способы закрепления VDI30 (Haas SL-10, DMG MORI 310 ecoline) и VDI40 (станки Haas серий ST и DS, DMG MORI 510 ecoline).
Предлагается довольно большой ассортимент держателей VDI. Есть цанговые осевые держатели, быстрозажимные, для сверл и расточных резцов, резцедержатели радиальные левые и правые, короткие и длинные.
Есть цанговые осевые держатели, быстрозажимные, для сверл и расточных резцов, резцедержатели радиальные левые и правые, короткие и длинные.
Держатели VDI имеют на хвостовике специальную гребенку для их закрепления в посадочном гнезде револьвера. В отверстии револьвера также имеется специальный вал с такой гребенкой. С помощью этого вала, закручивая его шестигранным ключом, осуществляется зажим. Смена инструментального держателя выполняется очень быстро, достаточно открутить всего один винт.
Существует много видов держателей радиальных прямоугольных резцов (от B1 до B8). При выборе такого держателя нужно учитывать исполнение резца (правый, левый) и расположение зажимного винта в гнезде револьвера (сверху, снизу).
Например, у токарных станков Haas винт с гребенкой находится снизу, поэтому держатель нужно вставлять в гнездо гребенкой вниз. Если при этом мы планируем использовать правый резец, то нужно выбирать левый держатель B2 (короткий) или B6 (удлиненный). Резец в этом случае будет стоять пластинкой вниз, а шпиндель станка будет вращаться по часовой стрелке (по M03).
Резец в этом случае будет стоять пластинкой вниз, а шпиндель станка будет вращаться по часовой стрелке (по M03).
Если планируется работать левым резцом, то нужно выбирать левый перевернутый держатель B4 (короткий) или B8 (удлиненный). Резец будет стоять пластинкой вверх, а шпиндель станка будет вращаться против часовой стрелки (по M04).
Револьвер VDI может комбинироваться на токарном станке с системой приводного инструмента для выполнения различных фрезерных операций. Предлагаются осевые и радиальные приводные станции. Осевая станция направлена вдоль оси вращения шпинделя (ось Z), а радиальная вдоль оси X (диаметр). Существуют и станции с настраиваемым углом, которые позволяют наладчику выставить необходимый для работы угол. Чаще всего используют станции под цанги ER32 (зажимаемый хвостовик инструмента до 20 мм), но есть станции и под цанги ER25, ER40.
Существуют модели без внутреннего подвода СОЖ и с внутренним подводом. Главное, на что тут нужно обратить внимание, это общая длина хвостовика и тип зацепления. Разные производители станков используют разные виды зацепления приводных станций с ведущим валом: шпоночные, шлицевые, зубчатые. У станков Haas шлицевое соединение имеет такие размеры.
Разные производители станков используют разные виды зацепления приводных станций с ведущим валом: шпоночные, шлицевые, зубчатые. У станков Haas шлицевое соединение имеет такие размеры.
А длина хвостовика (X) может иметь 3 значения.
Параметры приводного инструмента
| Модели токарных станков | Длина хвостовика X, мм |
|---|---|
| SL-20 и SL-30 с револьвером VDI40 | 104,80 |
| Все станки серии ST, кроме ST-40/45/L. Все станки серии DS. SL-20 и SL-30 с гибридным револьвером VB. SL-40 с револьвером VDI. TL-15 и TL-25 | 117,55 |
| SL-40 с гибридным револьвером VB. ST-40/40L, ST-45/45L | 130,25 |
BOT
Следующий тип инструментального револьвера — тип BOT (Bolt-On Tool turret). Револьвер BOT не комбинируется с системой приводного инструмента, но позволяет работать с контршпинделем. Инструментальная оснастка BOT для осевого инструмента крепится к револьверу с помощью четырех болтов (радиальный способ крепления).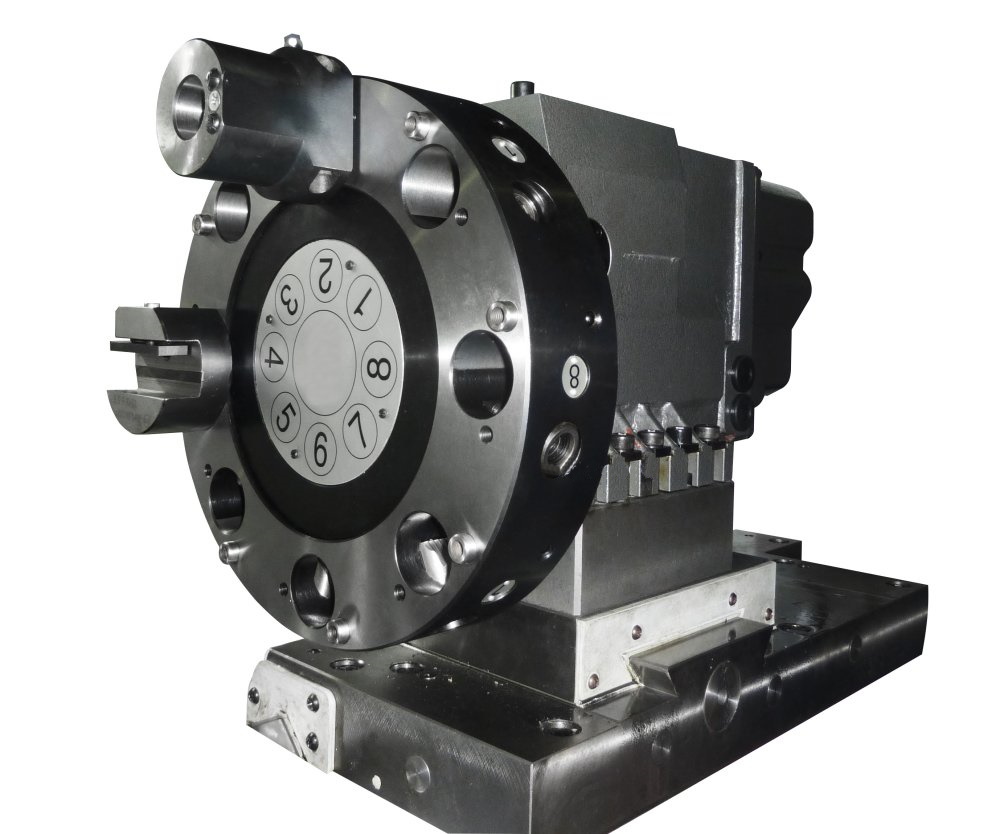 Прямоугольные резцы для наружного точения устанавливаются непосредственно в паз револьвера и зажимаются с помощью специальных прижимов. Дополнительная инструментальная оснастка для них не требуется.
Прямоугольные резцы для наружного точения устанавливаются непосредственно в паз револьвера и зажимаются с помощью специальных прижимов. Дополнительная инструментальная оснастка для них не требуется.
Крепление жесткое, хорошо подходит для силовой серийной токарной работы, но на смену держателя требуется больше времени. Нужно открутить 4 болта, а не один, как в системе VDI. Ассортимент инструментальной оснастки не такой большой, и стоит она дороже. Подача СОЖ через инструмент возможна. Это организовано с помощью внутренних каналов держателя и его задней стенки.
Инструментальные держатели BOT не всегда можно переставить с одного станка на другой. Они могут иметь разные расстояния между крепежными болтами. Даже у одного производителя эти держатели отличаются для разных станков. Например, у станков Haas ST-20/25/30/35, DS-30 межцентровые расстояния 80х45 мм, а у станков ST-10/15 — 70х45 мм. Держатели с размерами 80х45 мм подходят также для станков Okuma LB15/25/LB15II/LB300, а с размерами 70х45 мм для Okuma LLC-15-2S.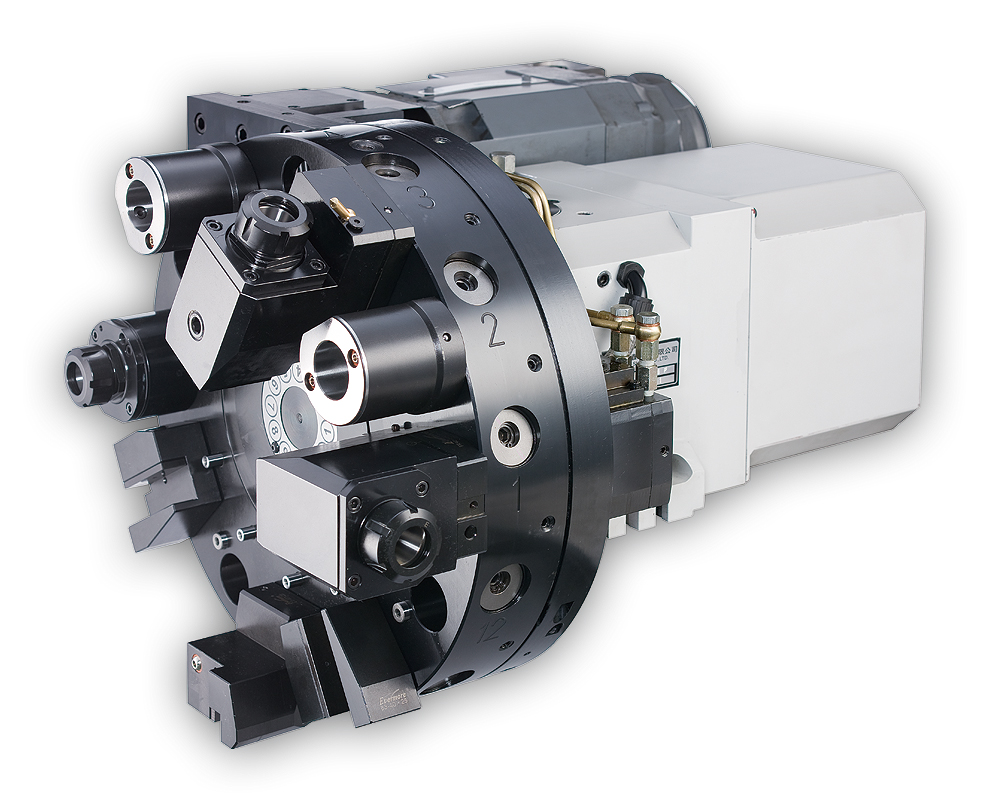 Многие производители инструментальной оснастки указывают в своих каталогах, для каких станков подходит тот или иной держатель BOT.
Многие производители инструментальной оснастки указывают в своих каталогах, для каких станков подходит тот или иной держатель BOT.
VB (VDI/BOT)
Следует вспомнить также и о гибридных револьверах VB (VDI/BOT), имеющие как гнезда VDI, так и посадочные места BOT, которые чередуются между собой (6 VDI + 6 BOT).
Такие револьверы позволяют работать как с системой приводного инструмента, так и с контршпинделем. Максимальное количество приводных станций здесь равно количеству гнезд VDI.
BMT
Следующий распространенный тип револьвера — тип BMT (Base Mount Tooling turret). Существуют следующие типоразмеры: BMT45, BMT55, BMT60, BMT65, BMT75.
Чаще всего таким револьвером оснащаются токарные центры с осью Y и приводным инструментом. Привод для приводной станции находится внутри револьвера. Он не занимает место в рабочей зоне станка и не конфликтует с задней бабкой. Инструментальная оснастка устанавливается радиально, крепится четырьмя болтами и однозначно позиционируется с помощью шпоночных пазов.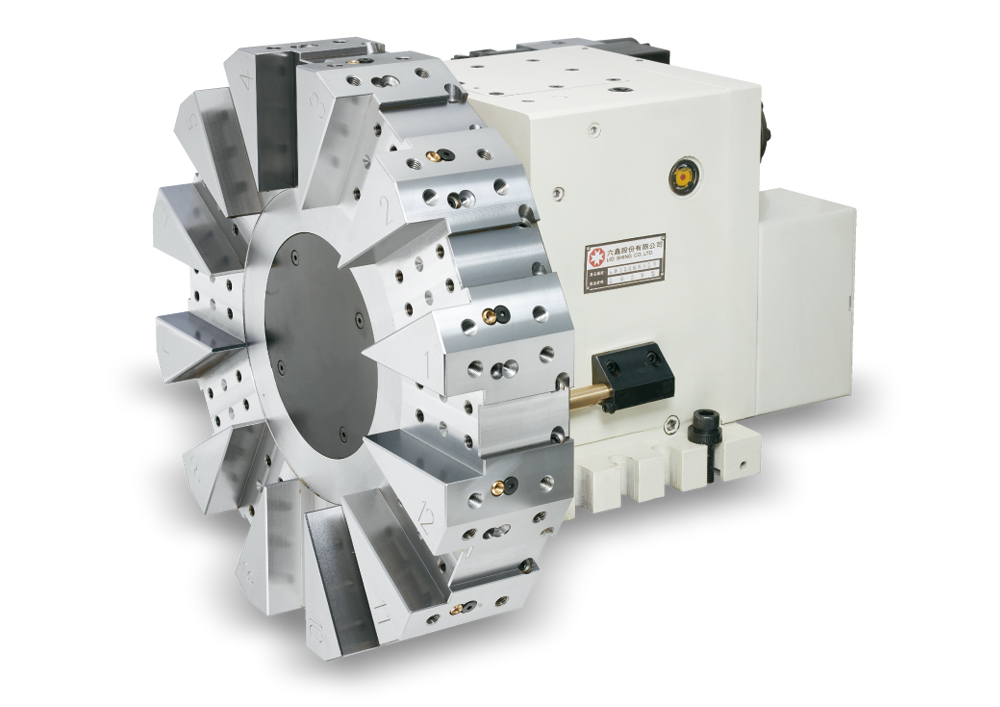
Диаметр хвостовика станции (размер D) соответствует цифре в обозначении типоразмера. Для BMT65 диаметр хвостовика 65 мм. Такой типоразмер имеют токарные станки Haas, многие станки Doosan среднего типоразмера, Hyndai Wia, Smec.
Затягивать цангу приводной станции BMT можно только в рабочей позиции и только двумя ключами, чтобы не повредить диск внутри револьвера. Можно это делать и вне станка. Видео ниже показывает процесс подготовки приводной станции BMT к работе.
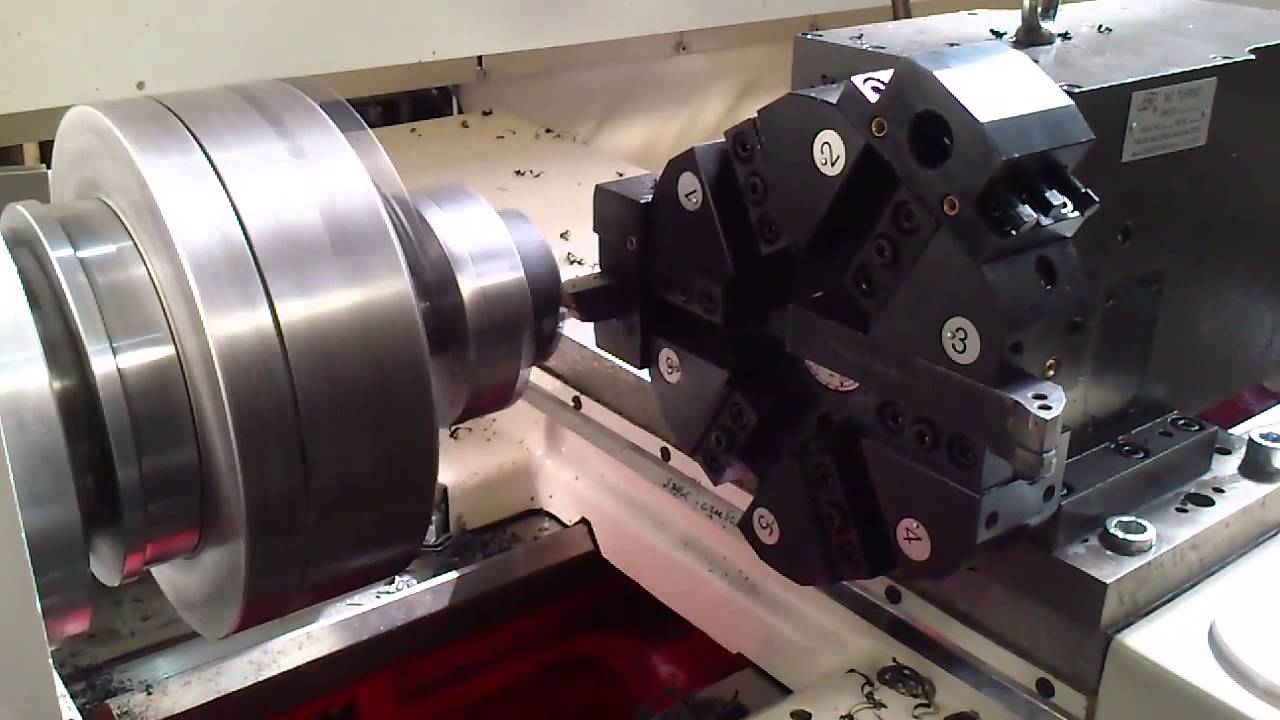
Револьверы BMT чаще бывают 12-позиционными, но могут предлагаться и на 24 инструмента. Причем максимальное количество приводных станций и посадочных мест не меняется. Дополнительный токарный инструмент устанавливается за счет специальных многоместных держателей и возможности револьвера позиционироваться не через 30 градусов, а через 15. Такие многоместные держатели предлагаются и для токарных станков с контршпинделем.
Такие многоместные держатели предлагаются и для токарных станков с контршпинделем.
Заключение
У каждого типа револьвера есть свои плюсы и минусы.
Револьвер BMT часто устанавливают на токарный центр с приводным инструментом. Привод спрятан внутри револьвера и не мешает обработке, а приводные станции, как прямая, так и угловая, позволяют работать не только с главным шпинделем, но и с контршпинделем.
Револьвер BOT хорошо подойдет для обычного 2-х осевого токарного станка. Радиальные резцы для наружного точения устанавливаются непосредственно в пазы револьвера без использования инструментального держателя. Такой револьвер также позволяет работать с контршпинделем.
Револьвер VDI не может работать с контршпинделем, но позволяет работать с приводным инструментом. Существует большой ассортимент инструментальных держателей VDI. Они недорого стоят, и их можно быстро заменить. Это удобно при частой переналадке.
Револьверные головки LIO SHING для станков с ЧПУ
Револьверная головка или голова это инструментальная система токарного станка, которая несет функцию хранения и выбора инструмента для последующей обработки.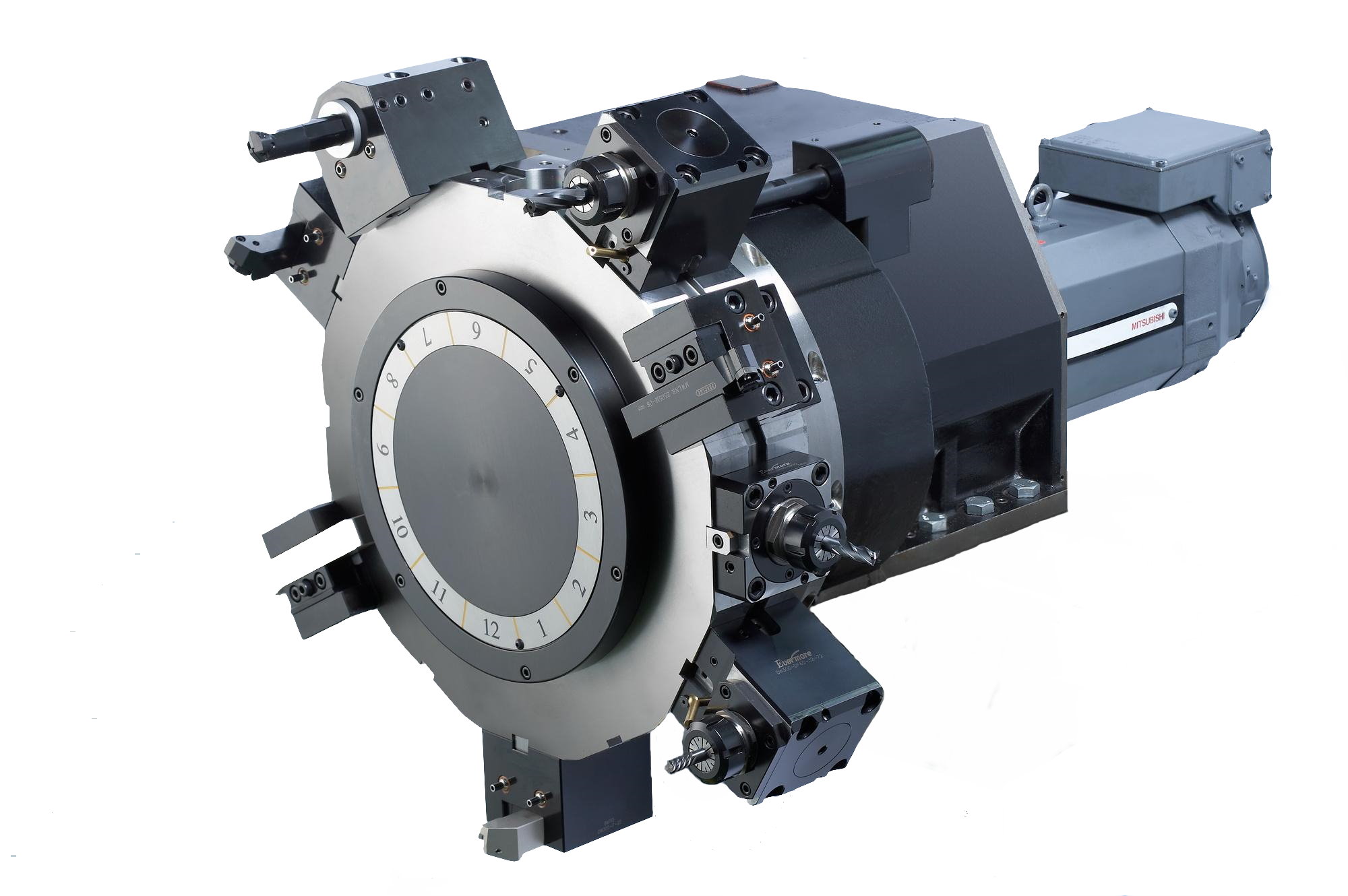 В револьверной головке устанавливают и закрепляют несколько инструментов или инструментальных приводных блоков с вращающимися инструментами, будь то фрезы, метчики, развертки, сверла, центровки, цековки, зенкера и т.д.
В револьверной головке устанавливают и закрепляют несколько инструментов или инструментальных приводных блоков с вращающимися инструментами, будь то фрезы, метчики, развертки, сверла, центровки, цековки, зенкера и т.д.
Смена инструмента и его позиционирование в рабочую позицию осуществляется путем ее поворота автоматически по управляющей программе УП или принудительно кнопкой в режиме отладки или настройки станка. Револьверные головки могут иметь 4, 5, 6, 12, 16 позиций (граней), могут оснащаться сдвоенными инструментальными дисками для главного шпинделя и противошпинделя.
Типы револьверных головок Сегодня выделяют два основных типа крепления инструментальных блоков: – европейская система крепления VDI с типами размерности 16, 20, 30, 40, 50, что соответствует посадочному диаметру блока;
– азиатская система крепления BMT с типами размерности 45, 55, 65, 75, 85, что также соответствует посадочному диаметру блока.
Достоинства револьверных головок: простота конструкции, небольшие затраты времени на смену инструмента (2. ..3 с).
..3 с).
Револьверными головками оснащают токарные автоматы, агрегатные станки, токарные, вертикально-сверлильные и вертикально-фрезерные станки с ЧПУ.
Инструменты, закрепленные непосредственно в револьверной головке (резцы, сверла и др.), в процессе обработки детали вращаются или остаются статичными (неподвижными). Инструментальный шпиндель или приводной блок, находящийся на рабочей позиции головки, приводится во вращение, а резьбонарезной также и реверсируется.
Оси инструментов могут быть направлены радиально, параллельно оси головки, под углом к ней. В последнем случае число позиций в головке может быть увеличено, так как расположение инструментов, соседних по отношению к находящемуся в рабочей позиции, позволяет увеличить длину рабочего хода головки. В револьверных головках станков типа ‘многоцелевой станок” инструменты устанавливаются как в радиальном направлении, так и в осевом.Применяются комбинации двух револьверных головок, которые могут быть расположены концентрично или эксцентрично.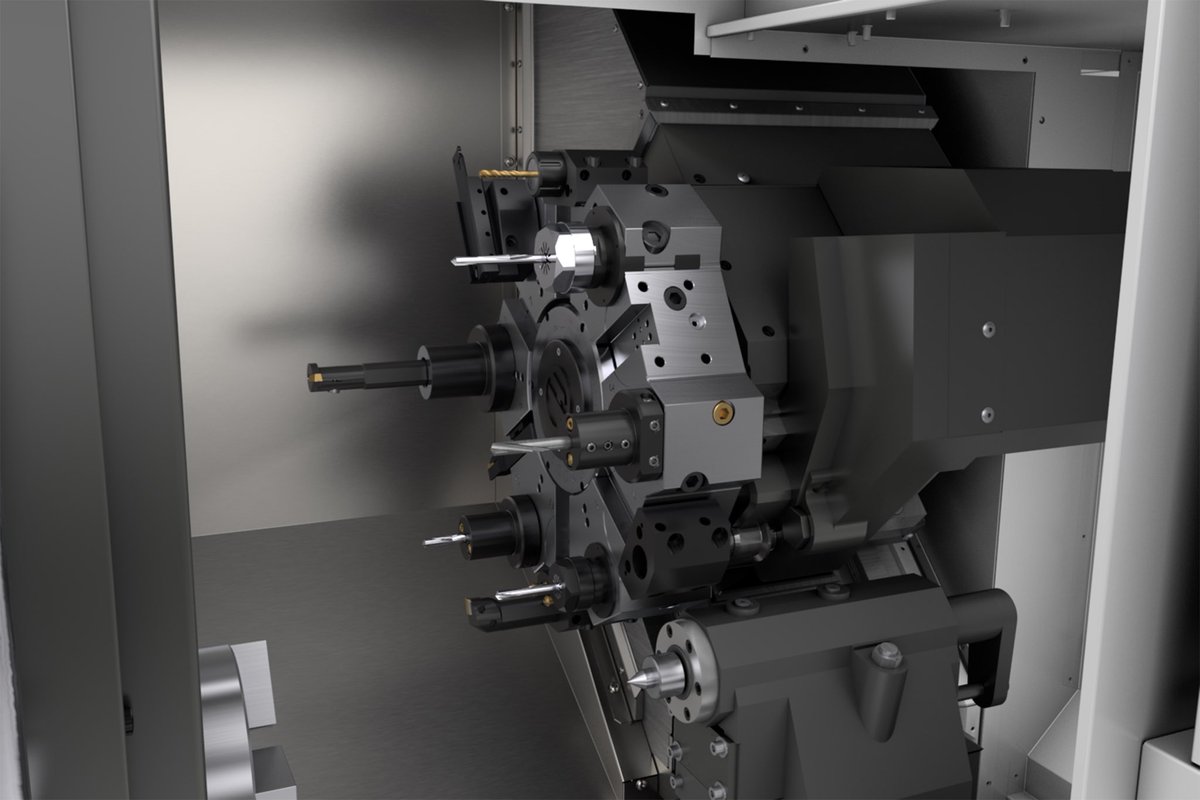 В одной из них устанавливают резцы, в другой — осевые инструменты или борштанги. Это позволяет увеличить концентрацию операций на станке.
В одной из них устанавливают резцы, в другой — осевые инструменты или борштанги. Это позволяет увеличить концентрацию операций на станке.
Эта же цель достигается путем размещения двух револьверных головок на одном суппорте, на двух отдельных суппортах, находящихся на одних салазках, или на разных салазках.
Механизмы делительного вращательного движения.
Для поворота или индексации револьверной головки применяются электрический, гидравлический, пневматический привод и их комбинации. В состав привода позиционирования могут входить: двигатель (электрический, гидравлический, пневматический), передаточный механизм (зубчатая или червячная передача) и делительный механизм (кулачковый, мальтийский, зубчато-рычажный в сочетании с гидроцилиндром. Делительные механизмы обеспечивают поворот револьверной головки на определенный постоянный угол и обычно применяются в станках, работающих по жесткой программе в массовом производстве. В станках с ЧПУ при необходимости поворота револьверной головки на различные углы, задаваемые программой, и вращения без остановок в промежуточных позициях применяются механизмы с управляемым жестким упором ударного действия или с упором, вводимым в гнездо; упоры могут одновременно служить фиксаторами.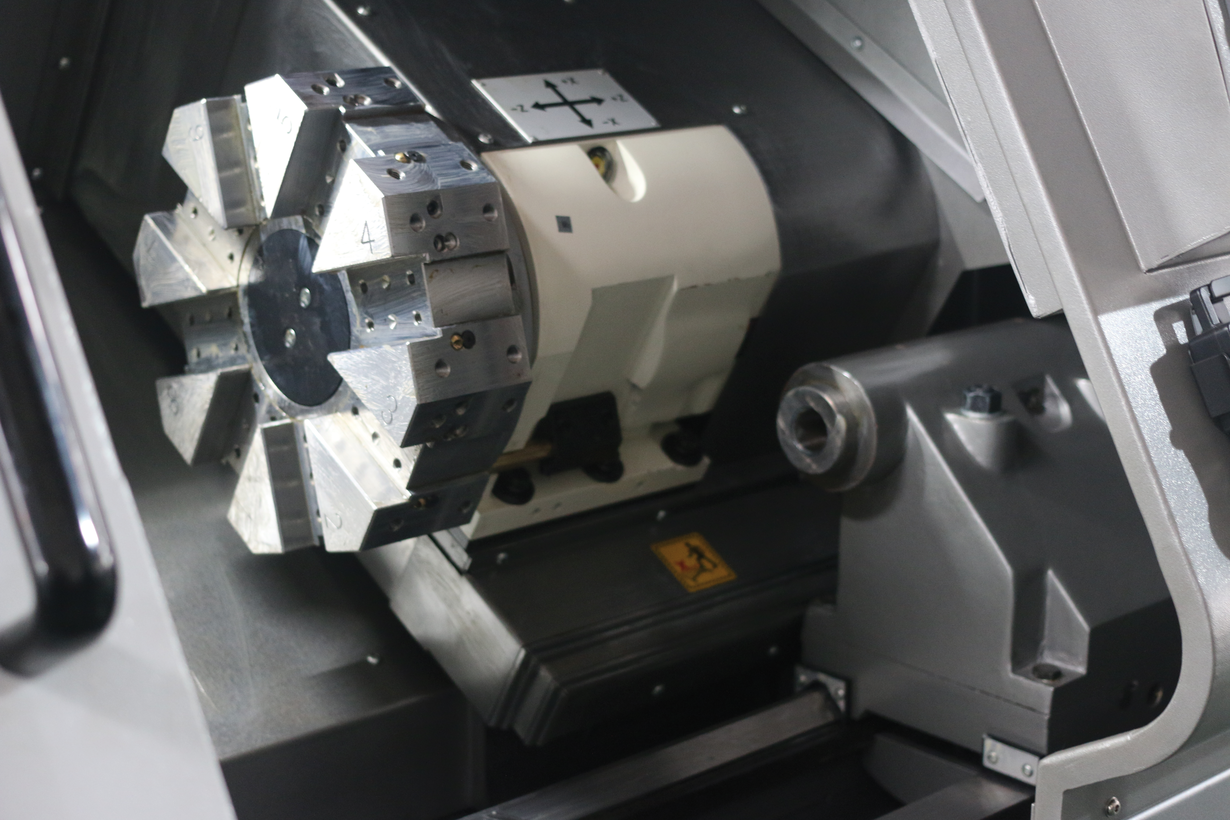
– Hellmerich Precision Components
Револьверные головки HELLMERICH или специальные держатели инструментов подходят для использования в высокопроизводительных специальных и универсальных токарных станках. Благодаря высокой точности индексации, прочной конструкции и высокой мощности привода они очень хорошо подходят для использования в промышленных условиях, обеспечивая максимальную производительность при сверлении, фрезеровании и токарной обработке. Револьверные головки наших токарных станков могут быть оснащены комбинацией фиксированных и приводных инструментов, а также могут использоваться для реверсивной и тяжелой обработки.
Наш портфель включает в себя различные системы со специфическими характеристиками:
1. Токарная револьверная головка с выраженным смещением оси диска инструмента для его привода
- улучшить доступ к шпинделю заготовки в станке.

- Размер / ширина под ключ / резцедержатель для приводного инструмента
- 20 / 320 мм / VDI 40, BMT 55, CDI 68
- 25 / 380 мм / VDI 50, BMT 65, CDI 80
9 0013 правый/левый, с или без привода инструмента - 8/12 мест для инструментов, рабочее положение на 2 или 3 / 9 или 10 часов
- Соединение привода инструмента: Радиальное DIN 1809, Осевое DIN 5480
- Радиальное расположение инструмента также подходит для реверсивной обработки
- Внутренняя подача СОЖ к инструменту в рабочем положении
- диск и корпус могут быть адаптированы к станку

2. Инструментальная револьверная головка с непосредственно встроенным приводом инструмента
- Размер 20, ширина под ключ 340 мм
- держатель инструмента для приводного инструмента VDI 40, BMT 55, CDI 68
- с приводом инструмента или без него
- 8/12 мест для инструмента, рабочее положение на 2 или 3 / 9 или 10 часов
- Муфта привода инструмента: Радиальное DIN 1809, Осевое DIN 5480
- Радиальное расположение инструмента также подходит для обратной обработки
- Внутренняя подача СОЖ к инструменту в рабочем положении
- Высокая скорость инструмента до 12 000 об/мин с максимальной производительностью фрезерования.
- Отдельный компактный двигатель для поворотного привода.
- Встроенный высокопроизводительный двигатель с жидкостным охлаждением для прямого привода инструмента.
- Наибольшее усилие фиксации для эквивалентной обработки в прямом и обратном направлении.
- Гидравлическая блокировка рабочего диска с помощью трехсекционной торцевой передачи.
- Инструментальный диск с коротким коническим креплением и надежным быстроразъемным замком.
- Внутренний подвод СОЖ до 50 бар, устройство подачи СОЖ высокого давления по запросу.
- Отслеживание утечек в инструментальном диске с помощью датчика уровня.
3. Дисковая револьверная головка для интеграции с осями Y для использования на горизонтальных токарных станках
Токарная револьверная головка
- Размер / ширина под ключ / резцедержатель для приводного инструмента
- 25 / 430 мм / ВДИ 50, ВМТ 75
- 32 / 530 мм / VDI 60, BMT 85
- с приводом инструмента или без него
- 8/12 мест для инструмента, рабочее положение на 3 или 9 часов
- Муфта привода инструмента: радиальная DIN 1809, Осевой DIN 5480
- радиальное расположение инструмента также подходит для обратной обработки
- все распространенные держатели инструментов, такие как VDI, BMT или CDI
- внутренняя подача СОЖ к инструменту в рабочем положении
ось Y
- с линейным измерением система: энкодер на шарико-винтовой передаче, другие системы по запросу
- ход оси Y
- ±125 мм
- ±170 мм
- Наклон ползуна Y < 0,01 мм реверс
- предварительная гидравлическая нагрузка
- гидравлический тормоз
- механические концевые упоры с буфером
- интерфейс стойки может быть адаптирован к станку
02 Основная причина чрезмерного износа и поломки инструмента напрямую вызваны биением патрона, а также чрезмерным люфтом или осевым люфтом.
 Эта испытательная планка револьверной головки может использоваться для проверки револьверной головки токарного станка на точность и центровку, а также для обеспечения стабильной производственной среды, а также согласованности при перемещении заданий с одного станка на другой.
Эта испытательная планка револьверной головки может использоваться для проверки револьверной головки токарного станка на точность и центровку, а также для обеспечения стабильной производственной среды, а также согласованности при перемещении заданий с одного станка на другой.Лампы для проверки револьверной головки просты в использовании и позволяют быстро проверить перпендикулярность револьверной головки. Проверьте это после того, как машина вышла из строя, и примите соответствующие меры, прежде чем начинать делать детали из отходов.
Тестовая планка револьверной головки токарного станка
- 0,003 мм (3 микрона) или 0,0001 дюйма. или лучше.
Все оправки для биения включают сертификаты и футляр для хранения
Это поверхностно-упрочненный, а не мягкий материал, как многие из более дешевых испытательных стержней, доступных на рынке.
| Стержни для проверки центровки револьверной головки доступны для всех основных конусов станков, включая: | ||
|---|---|---|
| КПП | DIN | БТ |
| Крутой конус | HSK | Капто |
| КМ | Морзе | VDI |
| А2 | ||
Для получения более подробной информации щелкните изображение выше
| Револьверные машины | ||||||||
| Машина | Д | Л | D1 | Д2 | CtoC1 | CtoC2 | Цена | Номер детали |
|---|---|---|---|---|---|---|---|---|
| ДМГ Мори | 40 | 220 | 40 | 11 | 62 | 70 | 1406,00 $ | К2161-54 |
| ДМГ Мори | 50 | 300 | 60 | 13 | 84 | 94 | 1589,00 $ | К2161-55 |
| Окума | 50 | 300 | 60 | 13 | 73 | 65 | 1602,00 $ | К2161-56 |
| Окума | 50 | 300 | 60 | 13 | 78 | 80 | 1572,00 $ | К2161-57 |
| Дусан | 40 | 220 | 45 | 9 | 58 | 58 | 1366,00 $ | К2161-58 |
| Дусан | 40 | 220 | 55 | 11 | 64 | 64 | 1477,00 $ | К2161-59 |
| Дусан | 50 | 300 | 65 | 13 | 73 | 70 | 1572,00 $ | К2161-60 |
| Дусан | 50 | 300 | 75 | 13 | 90 | 90 | 1596,00 $ | К2161-61 |
| Мазак | 40 | 225 | 68 | 9 | 68 | 110 | 1746,00 $ | К2161-62 |
| Мазак | 50 | 325 | 80 | 11 | 72 | 145 | 2033,00 $ | К2161-63 |
| Биглия | 40 | 220 | 55 | 11 | 63 | 65 | 1477,00 $ | К2161-64 |
* Если у вас есть какие-либо вопросы или особые требования к другим длинам и конусам, свяжитесь с нами, и мы вам поможем! *