Револьверная головка BWD
Применяемость. Данная серия револьверных головок является одной из основных частей токарных станков с ЧПУ. Благодаря жесткой фиксации инструментального диска данной револьверной головки она может применяется для нарезания резьбы, расточки внутренних отверстий, проточке пазов и т.д. Револьверная головка серии BWD применяется для оснащения промышленных станков, металлургических предприятий и так далее.Особенности. Револьверная головка BWD- это новый продукт с электроприводом от компании Yaxing, удовлетворяющий спрос клиентов в области металлообработки и других областей промышленности. Высота центров револьверного диска соответствует международным стандартам. Использование циклоидного мотор-редуктора позволяет быстро производить смену инструмента с фиксацией револьверного диска. Также револьверная головка BWD имеет компактную структуру и хороший внешний вид. Конструкцией револьверной головки предусмотрена возможность подведения охлаждающей жидкости к режущему инструменту.
| Параметры | ед.изм. | модель | |||
| Высота центра | мм | 63 | 80 | 100 | 125 |
| Количество позиций инструмента | шт | 6;8 | |||
| Размер сечения резца | мм | 25 | |||
| Время индексирования 45° | сек. | 1.8 | 1.8 | 2.1 | 3.2 |
| Время индексирования 180° | сек. | 2.9 | 2.9 | 3.2 | 5.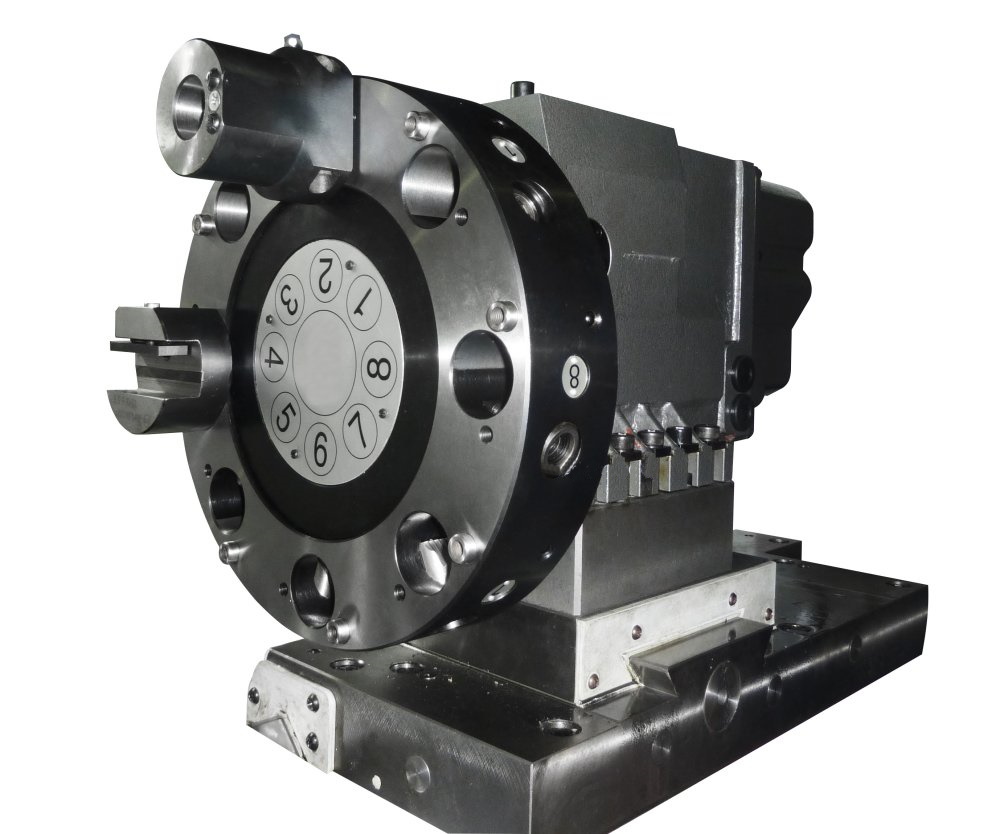 0 0 |
| Макс. крутящий момент по касательной | KNm | 0.7 | 1.4 | 3.0 | 3.2 |
| Макс. осевого крутящего момента | KNm | 0.8 | 1.6 | 3.5 | 3.4 |
| Макс. Крутящий момент смещения | Nm | 10 | 12 | 25 | 40 |
| Точность повторяемости | мм | 0,005 | |||
| Точность индексирования | сек. | ||||
| Мощность двигателя | Вт | 90 | 140 | ||
| Скорость двигателя | об/мин | 900 | 1400 | ||
| Вес нетто (без диска инструмента) | кг | 35 | 50 | 80 | 120 |
Револьверная головка станка с чпу
Главная / ЧПУ станок / Станки по металлу / Револьверная головка станка с чпу
Револьверная головка станка с ЧПУ применяется с вертикальной, горизонтальной и наклонной осями вращения. Смена инструмента осуществляется поворотом головки на нужное число позиций и последующей фиксацией головки. Время смены инструмента в этом случае составляет 1—4 секунды.
Смена инструмента осуществляется поворотом головки на нужное число позиций и последующей фиксацией головки. Время смены инструмента в этом случае составляет 1—4 секунды.
Револьверная головка, в отличие от других инструментальных магазинов, является непосредственным рабочим органом станка, воспринимающим силы резания. Поэтому она должна характеризоваться высокой прочностью, жесткостью и точностью позиционирования при повороте. Режущие инструменты для обработки внутренних и наружных поверхностей не должны мешать друг другу. Замена инструментов в головке должна осуществляться удобно и легко, к инструменту должен быть свободный доступ.
На рис. 1 показаны конструкции револьверных головок, применяемых на токарных станках с ЧПУ.
Многие заготовки, которые обрабатываются используя токарные станки с ЧПУ, помимо точения, требуют других видов обработки: сверления соосных и несоосных продольных и поперечных отверстий; нарезания резьбы метчиками; фрезерования боковых поверхностей и канавок и др.
Рис. 1. Конструкции револьверных головок станков с ЧПУ: α — звездообразная; б — барабанная фирмы Duplomati (Италия)
В этом случае шпиндель станка, кроме вращения, имеет управляемый поворот по координате С, а в конструкции револьверных головок предусматривают возможность установки помимо неподвижных также и вращающихся инструментов (сверл, метчиков, фрез и др.). Для привода вращения этих инструментов используют отдельный регулируемый электродвигатель, установленный непосредственно на револьверной головке. В качестве примера на рис. 2 показаны две конструктивные схемы таких головок.
В первой конструкции револьверной головки станка с ЧПУ (рис. 2, α) вращение от электродвигателя 1 передается на центральный вал 2 с центральной конической шестерней 6 и далее на все позиции револьверной головки 4 с вращающимися инструментами 3, подключаемыми к вращению муфтами 5.
Во второй конструкции (рис. 2, б) вращение от электродвигателя 1 передается через вал 2 и муфту 3 только на одну позицию револьверной головки 5, где установлен вращающийся инструмент 4.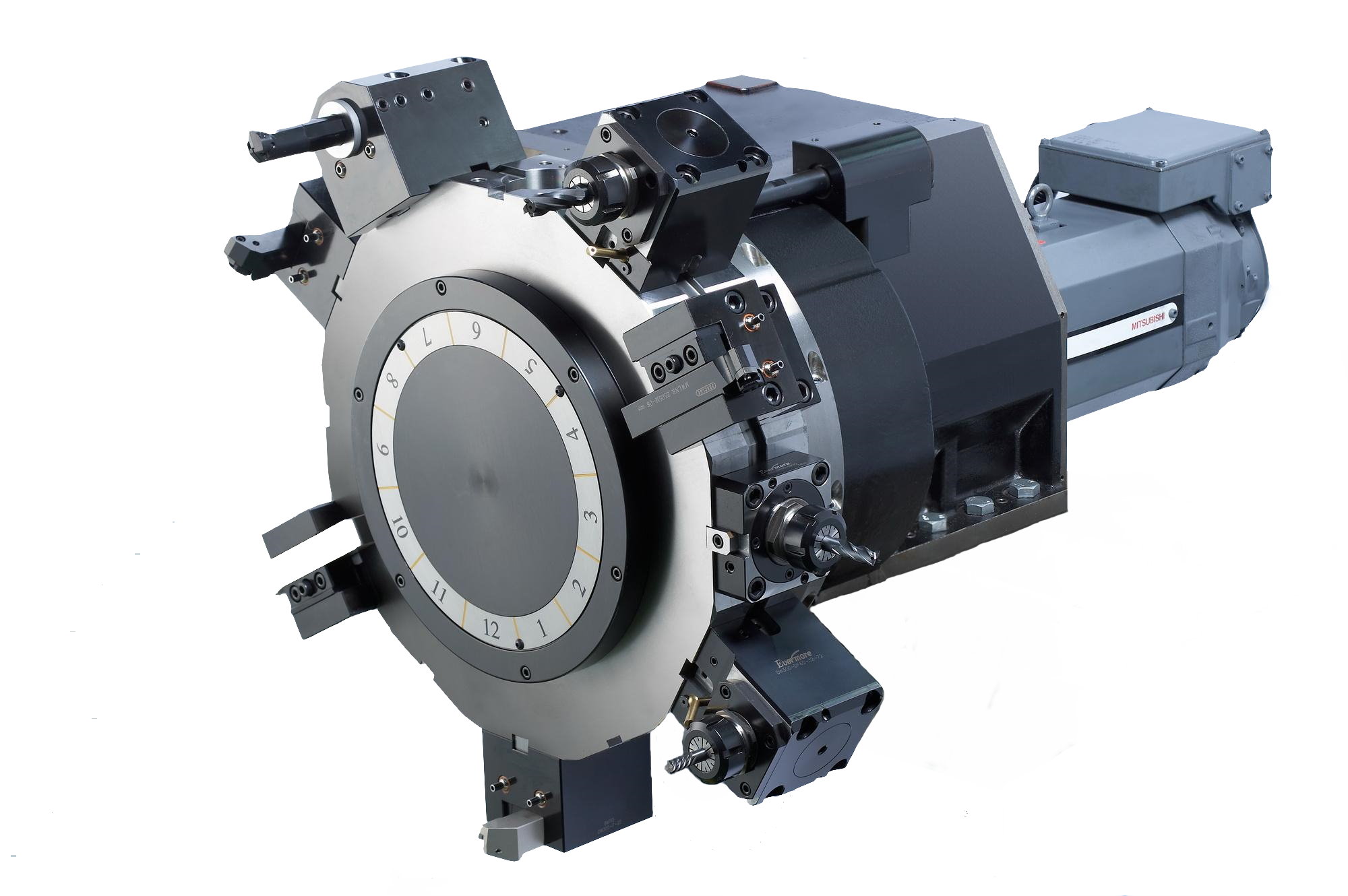
В настоящее время разработан унифицированный ряд револьверных головок для токарных станков с ЧПУ, выпускаемых специализированными фирмами, например фирмами Sauter (Германия), Baruffaldi и Duplomatic (Италия) и др. Так, фирма Sauter выпускает шесть типоразмеров револьверных головок с посадочным диаметром для самой головки от 108 до 370 мм, массой головок от 36 до 460 кг.
Рис. 2. Примеры конструктивных схем вращения инструментов в револьверных головках: α — через конические зубчатые передачи и соединительные муфты; б — через ременную передачу
Некоторые специализированные фрезерные станки с ЧПУ при использовании для обработки заготовок небольшого количества инструментов также применяют 5-и 6-позиционные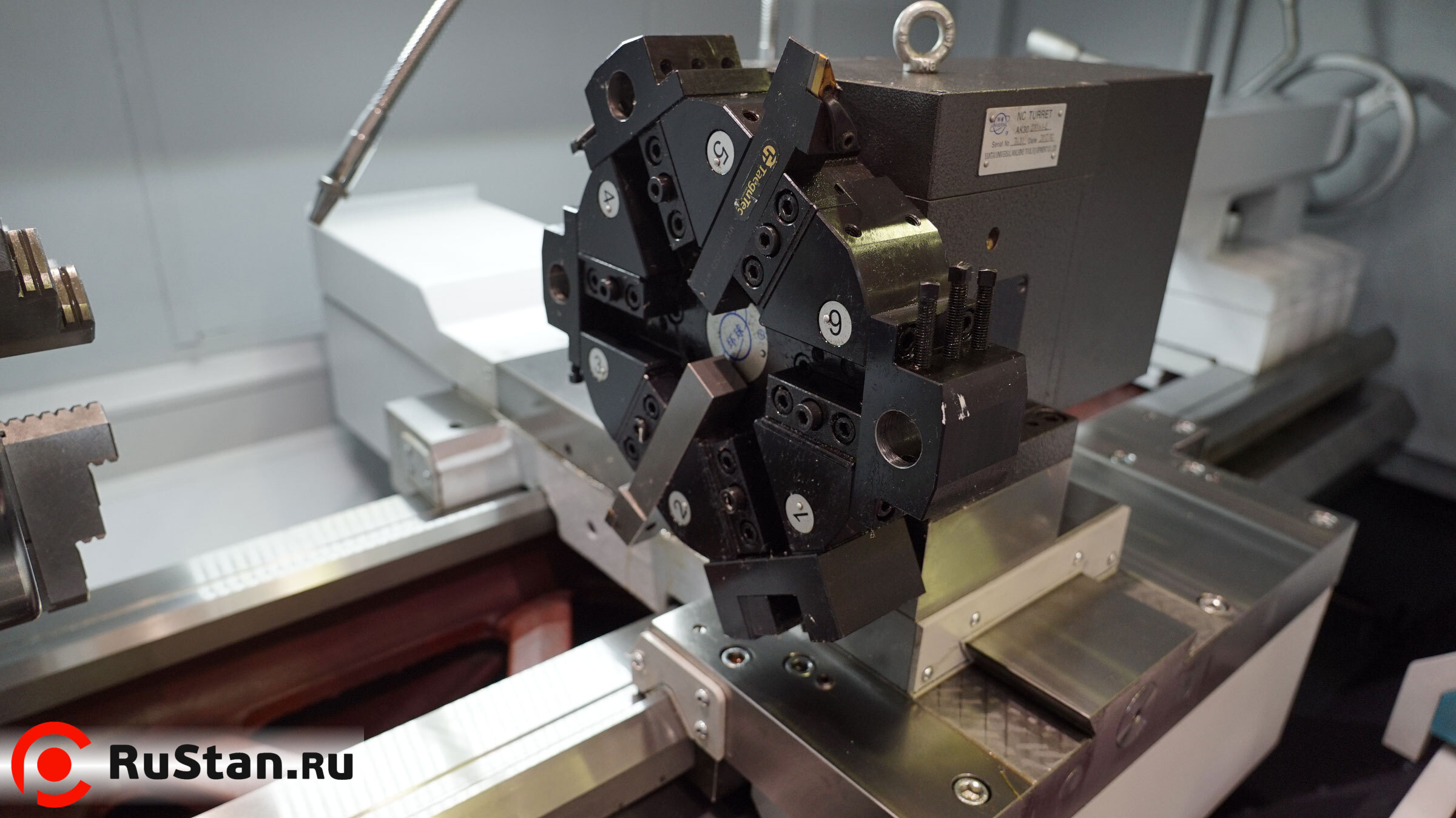
Условия обработки улучшаются, а конструкция упрощается при применении конусной револьверной головки 1 с наклонной осью ее вращения (рис. 3, α). В этом случае имеется только один шпиндель 3, который в рабочей позиции соединяется поочередно с оправками 4, установленными в позициях головки. Движение подачи режущего инструмента осуществляется путем перемещения шпиндельной бабки 2 с револьверной головкой. Однако в этом случае величина перемещения l1 ограничена.
Фирма Olivetti (Италия) также использует в качестве магазина револьверную головку для станка 1 с наклонной осью ее вращения (рис. 3, б), но в этом случае уже нет ограничений на величину рабочего хода инструмента l1, так как происходит движение подачи не шпиндельной бабки 2, а только пиноли шпинделя 3. Опускаясь вниз, пиноль захватывает оправку с инструментом и подает его на требуемое расстояние при неподвижной головке 1.
Недостаток этой конструкции по сравнению с показанной на рис.![]() 3, α — меньшая жесткость шпинделя при большом вылете пиноли (особенно при фрезеровании) с перемещением рабочих органов станка по координатам X и Y.
3, α — меньшая жесткость шпинделя при большом вылете пиноли (особенно при фрезеровании) с перемещением рабочих органов станка по координатам X и Y.
Двух-, трех- и четырехпозиционные
Рис. 3. Схемы револьверных головок, применяемых на фрезерных и многоцелевых станках с ЧПУ: α — конусная револьверная головка с подачей вместе со шпиндельной бабкой; б — двенадцатипозиционная револьверная головка с подачей только пиноли со шпинделем и оправкой с инструментом
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Гидравлические турели | CNC New
Опции револьверной головки: Мы предлагаем широкий выбор револьверных револьверных головок со статическим и приводным инструментом для нашей линейки токарных станков с револьверной головкой. Выберите вариант инструмента, который лучше всего соответствует вашим требованиям, и запросите предложение. Лучшее из обоих миров: для модели токарного станка GT-15 мы предлагаем статическую револьверную головку с 30-миллиметровым держателем инструментальной стойки типа «ласточкин хвост». Возможность сохранять сложные настройки и сохранять постоянные инструментальные станции на месте никогда не была лучше. Это жесткая и универсальная револьверная головка, которая расширит возможности станков за счет добавления нескольких дополнительных инструментальных станций. Благодаря использованию револьверной головки с нашими стойками револьверной головки типа «ласточкин хвост» и теми же держателями инструментов, что и на остальных револьверных головках станка, замена инструментов стала еще более быстрой, точной и доступной в эксплуатации. Легко найти центр с помощью регулируемых держателей инструментов в форме ласточкина хвоста. Внутренний механизм револьверной головки с 10 позициями использует параллельный кулачок, обеспечивающий высокую точность индексации и быструю смену инструмента.
Выберите вариант инструмента, который лучше всего соответствует вашим требованиям, и запросите предложение. Лучшее из обоих миров: для модели токарного станка GT-15 мы предлагаем статическую револьверную головку с 30-миллиметровым держателем инструментальной стойки типа «ласточкин хвост». Возможность сохранять сложные настройки и сохранять постоянные инструментальные станции на месте никогда не была лучше. Это жесткая и универсальная револьверная головка, которая расширит возможности станков за счет добавления нескольких дополнительных инструментальных станций. Благодаря использованию револьверной головки с нашими стойками револьверной головки типа «ласточкин хвост» и теми же держателями инструментов, что и на остальных револьверных головках станка, замена инструментов стала еще более быстрой, точной и доступной в эксплуатации. Легко найти центр с помощью регулируемых держателей инструментов в форме ласточкина хвоста. Внутренний механизм револьверной головки с 10 позициями использует параллельный кулачок, обеспечивающий высокую точность индексации и быструю смену инструмента.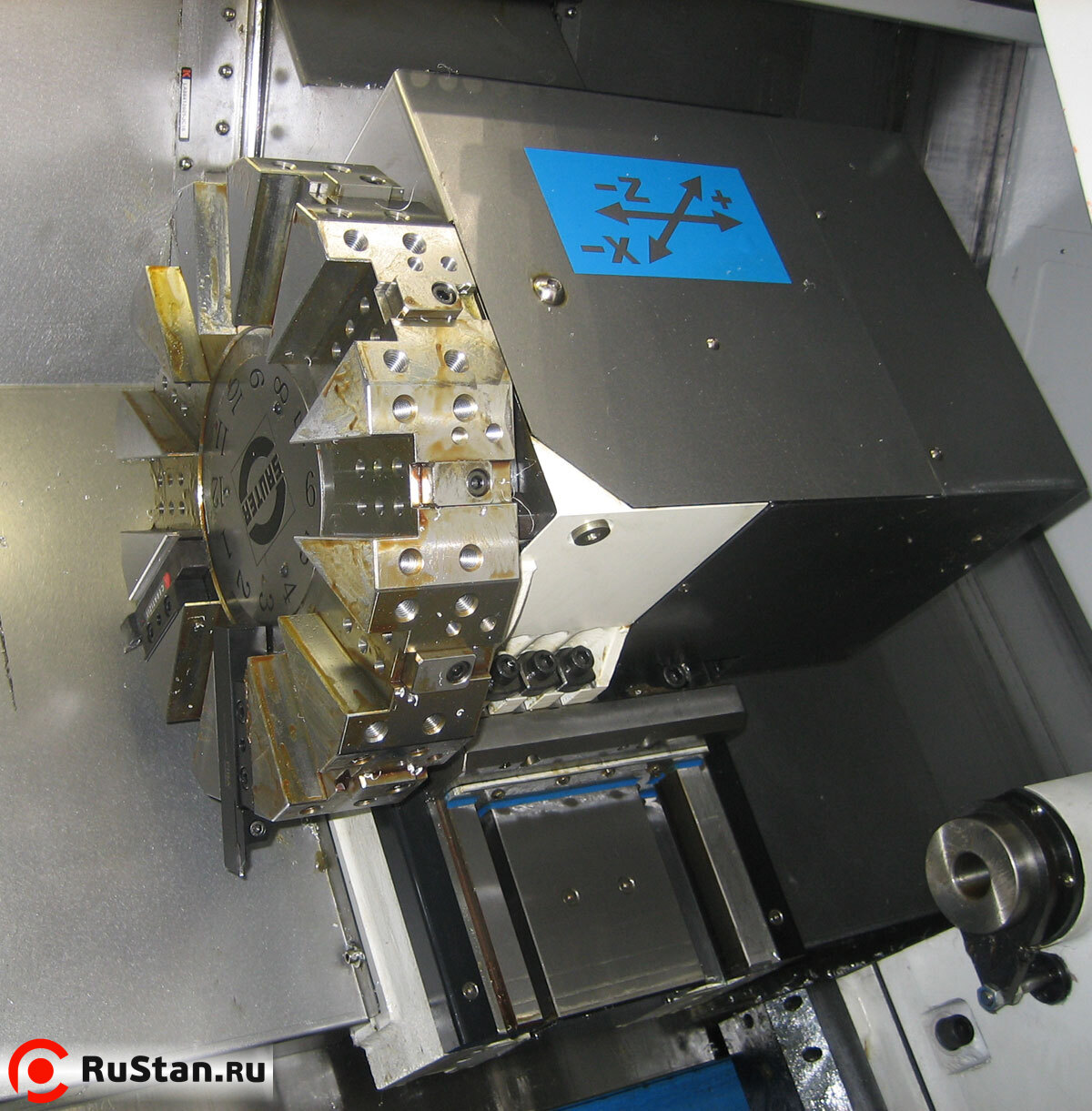
15 Предметов30 Предметов45 Предметов60 Предметов75 ПредметовЦена (Низкая-Высокая)Цена (Высокая-Низкая)Имя (Я-А)Имя (А-Я)
Быстрый просмотр
LS-120 8-позиционная гидравлическая револьверная головка VDI-20 для токарного центра SL-5
Запросить цену
Быстрый просмотр
LS-120 SL-5 Гидравлическая револьверная головка на 8 позиций
Запросить цену
Быстрый просмотр
LS-160A Гидравлическая статическая револьверная головка на 8 позиций для токарных центров SL-7 и SL-10
Запросить цену
Быстрый просмотр
LS-200-12T SL-15 и DSTT-40 Гидравлическая статическая револьверная головка на 12 позиций
Запросить цену
Быстрый просмотр
8-позиционная гидравлическая револьверная головка LS-120 VDI-20 для токарного центра SL-5
Запросить цену
СЛ-5 Токарно-револьверный станок с задней бабкой с револьверной головкой ВДИ-20.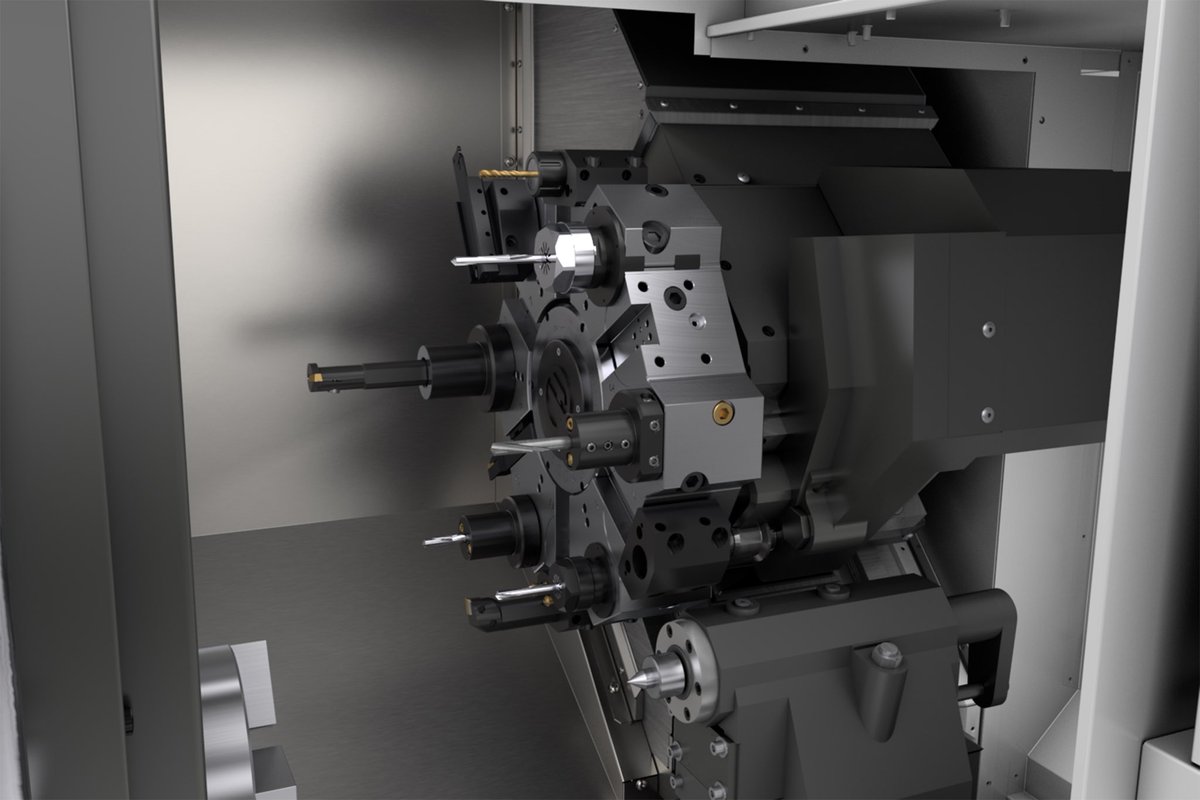
Подробности
Быстрый просмотр
LS-120 8-позиционная гидравлическая револьверная головка VDI-20 для токарного центра SL-5
Запросить цену
15 Предметов30 Предметов45 Предметов60 Предметов75 ПредметовЦена (Низкая-Высокая)Цена (Высокая-Низкая)Имя (Я-А)Имя (А-Я)
Револьверные клинья • Global CNC Industries
Перейти к основному содержаниюФильтр
Фильтр
DMG Mori
Doosan
ХААС
Окума
1 1/4″
1″
3/4″
1,90 дюйма
100 мм
110 мм
120 мм
3,00 дюйма
58 мм
60 мм
64 мм
68 мм
70 мм
72 мм
80 мм
84 мм
1,15 дюйма
35 мм
36 мм
40 мм
41 мм
44 мм
50 мм
52 мм
60 мм
70 мм
.