Резцедержатели для токарных станков с ЧПУ
Описание: Резцедержатель 291.341.121.000 – с цилиндрическим хвостовиком с перпендикулярным пазом (правый), диаметр хвостовика 40h6.
Резцедержатель 291.341.121.000А – с цилиндрическим хвостовиком ис перпендикулярным пазом (правый), диаметр хвостовика 40h6. А – исполнение резцедержателей со сменной планкой для закрепления резцов сечением 20х20мм.
Резцедержатель 291.341.131.000 – с цилиндрическим хвостовиком и перпендикулярным пазом (левый), диаметр хвостовика 40h6.
Резцедержатель 291.341.131.000А – с цилиндрическим хвостовиком и перпендикулярным пазом (левый), диаметр хвостовика 40h6. А – исполнение резцедержателей со сменной планкой для закрепления резцов сечением 20х20мм.
Резцедержатель 291.341.221.000 – с цилиндрическим хвостовиком с параллельным пазом (правый), диаметр хвостовика 40h6.
Резцедержатель 291.341.221.000А – с цилиндрическим хвостовиком и параллельным пазом (правый), диаметр хвостовика 40h6.
Телефон: 4832590415
Дата публикации: 6 сентября 2017Местонахождение: Москва, Москва и Московская обл. , Россия
, Россия
Суппорт токарного станка и его устойчивость к вибрации
С учетом формулы (1) для двухмассовой системы с четырьмя степенями свободы получим систему дифференциальных уравнений движения в направлениях главных координат в виде (Формула 3).
Система уравнений (Формула 3) описывает колебательное движение упругой системы резец – суппорт токарного станка при разных значениях углов ориентации главных осей жесткости β1 и β2.
Представление математических моделей динамических систем в виде дифференциальных уравнений является достаточно эффективным методом их исследования. Однако этот метод имеет недостатки, к которым можно отнести сложность компьютерного моделирования и большое количество времени, которое тратиться на расчеты систем как второго, так и более высокого порядков. Современные методы исследований поведения систем автоматического управления предполагают использование компьютерной техники для решения сложных в расчетном плане задач.
При использовании метода переменных состояния система уравнений (Формула 3) представляется в виде восьми дифференциальных уравнений первого порядка в явной форме:
x = f (x,u,t),
где x(t) – вектор-столбец, компонентами которого являются переменные состояния; u(t) – вектор-столбец входной переменной; t – независимая переменная в размерности времени.
Выходная переменная системы представлена в виде: y = g(x,u,t). Результатом расчетов системы (Формула 3) являются колебательные движения резцедержателя m1 в направлениях главных координат η12, η11 и суппорта m2 в направлениях координат η22, η21. Связь обобщенной координаты y с главными координатами η12 и η11 для резцедержателя m1 осуществляется в соответствии с системой уравнений (Формула 2) в следующем виде:
y = η12cos(β1) + η11sin(β1).
В качестве примера рассмотрим упругую систему резец-суппорт с потенциально неустойчивой подсистемой суппорта токарного станка, которая имеет такие характеристики в направлении главных координат: жесткость суппорта с21 = 5,0Е7 Н/м и с22 = 2,5Е7 Н/м, коэффициенты демпфирования h31 = h32 = 1,0E3 кг/с, масса суппорта m2 = 140 кг. Угол разворота главных осей жесткости β2 = 60°. При заданном угле действия силы резания α = 30° отклонения главных осей жесткости суппорта от виброустойчивого положения составляет (β2 – α) = 30°, что свидетельствует о потенциальной неустойчивости системы.
Угол разворота главных осей жесткости β2 = 60°. При заданном угле действия силы резания α = 30° отклонения главных осей жесткости суппорта от виброустойчивого положения составляет (β2 – α) = 30°, что свидетельствует о потенциальной неустойчивости системы.
Для повышения виброустойчивости в упругую систему резец–суппорт вводится резцедержатель с ориентированной жесткостью, который имеет такие характеристики в направлении главных координат: жесткость с11 = 3,5Е7 Н/м и с12 = 5,0Е7 Н/м, коэффициенты демпфирования h21 = h22 = 1,0E3 кг/с, массу m1 = 6,5 кг. Угол ориентации главных осей жесткости резцедержателя по величине равен половине угла направления действия силы резания, а именно β1 = α/2.
На рис. 4 представлены результаты расчетов амплитудно-частотных характеристик упругой системы резец–суппорт при значениях угла разворота главных осей жесткости суппорта β2 = 60° и β2 = 15° и при неизменном угле β1 = 15°.
Как видно из рис. 4, увеличение угла разворота главных осей жесткости суппорта с β2 = 15° до β2 = 60° приводит к увеличению амплитуд колебаний на собственных частотах суппорта токарного станка (70 и 93 Гц) больше чем в два раза, что подтверждает влияние величины угла β2 на виброустойчивость упругой системы.
Приводной инструмент – Gerardi SPA
КОРПУС
Прочный стальной корпус инструментодержателя со специальной антикоррозийной обработкой для большей жесткости и меньшей вибрации.
ВНУТРЕННИЙ ОХЛАДИТЕЛЬ
Все приводные головки могут быть поставлены с охладителем, проходящим через инструментный вал до 70 бар.
СЦЕПЛЕНИЕ
Взаимозаменяемые сцепления для разных типов резцедержателей HAAS.
ПЕРЕДАЧИ GLEASON
Пара спиральнозубчатых передач Глисона с отшлифованными зубцами для наибольшей отдачи при наименьшей вибрации.
ПОДШИПНИКИ
Подшипники углового контакта класса АВЕС 7/9, находящиеся в напряженном состоянии.
100% MADE IN ITALY
ОПЦИИ
ВЫСОКАЯ СКОРОСТЬ
 Данная опция позволяет устанавливать количество оборотов головки в соответствии со скоростью новых режущих инструментов. Эпициклоидальная система (внутри) позволяет поддерживать неизменными габаритные размеры различных моделей и гарантирует высокие стандарты качества и надежности.
Данная опция позволяет устанавливать количество оборотов головки в соответствии со скоростью новых режущих инструментов. Эпициклоидальная система (внутри) позволяет поддерживать неизменными габаритные размеры различных моделей и гарантирует высокие стандарты качества и надежности.МНОГОЧИСЛЕННЫЕ ЦАНГИ
Все приводные головки, за исключением моделей с регулируемым углом, могут поставляться с двойным или множественным цанговым патронами даже с одинаковыми размерами. Для наиболее новых моделей токарных станков разработаны осевые приводные головки с двойной цангой / с тройной фронтальной цангой, а также радиальные приводные головки с фронтальной цангой.
НАРЕЗАНИЕ РЕЗЬБЫ
Для операций по нарезанию резьбы для всех приводных головок Gerardi подходят компенсированные цанги ET-1, взаимозаменяемые со стандартными цангами ER в соответствии с международными стандартами DIN 6499. Они позволяют проводить осевую компенсацию от 7 до 13 мм в зависимости от размеров с целью уменьшить погрешности от реверсирования вращения.
Токарные Резцедержатели — Размеры – Энциклопедия по машиностроению XXL
Решение поставленной перед наладчиками задачи еще более осложняется тем, что существующие распространенные конструкции режущих инструментов для токарных автоматов и полуавтоматов и резцедержателей часто несовершенны, не обеспечивают наладчику возможности быстрой и точной наладки станка на размер без последующей регулировки. [c.110]Размеры резцедержателей токарных станков в мм [c.339]
Распиливание гаечных ключей под головки болтов имеет широкое распространение в практике слесарной обработки. Ключ под квадратные головки болтов резцедержателя токарного станка имеет на одном конце открытый зев, а на другом — квадратное отверстие размером 14 X 14 мм.
Цилиндрические присоединительные поверхности резцедержателей и втулок выполняются по ГОСТ 24900-81 “Хвостовики державок цилиндрические для токарных станков с программным управлением.
 Основные размеры” (рис. 7.3 и табл. 7.10).
[c.292]
Основные размеры” (рис. 7.3 и табл. 7.10).
[c.292]На револьверных станках можно выполнять все виды токарных работ. Если при работе на револьверном станке применяют несколько инструментов, то получается значительная экономия вспомогательного времени по сравнению с работой на токарном станке. При токарной обработке в начале каждого перехода, требующего смены инструмента, приходится затрачивать время на его установку и настройку на размер. При работе же на револьверных станках время тратится только на поворот головки или резцедержателя поперечного суппорта. Кроме того, револьверные 148 [c.148]
В наибольшей степени этим требованиям отвечают резцы с механическим креплением многогранных неперетачиваемых пластин, изготовленных из твердых сплавов с применением износостойких покрытий. Значительное внимание уделяется созданию эффективных и быстросъемных методов крепления резцов, обеспечивающих стабильное положение вершины резца и режущих кромок. Державки токарных резцов изготовляются разных размеров полноразмерные, укороченные и резцы-вставки (все размеры унифицированы и приводятся в соответствующих стандартах). Резцы-вставки обеспечивают возможность создания различных типов одно- и многорезцовых регулируемых инструментов. Предварительно настроенные инструменты устанавливаются в паз инструментальной головки (резцового блока) или резцедержателя и обеспечивают заданную точность обработки. Резцовые блоки устанавливаются на определенные размеры вылета режущей части резца с помощью специальных оптических приборов.
Державки токарных резцов изготовляются разных размеров полноразмерные, укороченные и резцы-вставки (все размеры унифицированы и приводятся в соответствующих стандартах). Резцы-вставки обеспечивают возможность создания различных типов одно- и многорезцовых регулируемых инструментов. Предварительно настроенные инструменты устанавливаются в паз инструментальной головки (резцового блока) или резцедержателя и обеспечивают заданную точность обработки. Резцовые блоки устанавливаются на определенные размеры вылета режущей части резца с помощью специальных оптических приборов.
В металлообрабатывающих предприятиях встречаются токарные станки, у которых расстояние Р от опорной плоскости резцедержателя до центровой линии допускает применение резцов с вершиной, расположенной выше верхней плоскости державки. В этом случае можно принять более выгодный с точки зрения оптимальной схемы переточки угол врезания пластинки без ущерба для прочности и виброустойчивости державки в опасном сечении при тех же его размерах. Можно рекомендовать такое расположение пластинки, при котором величина врезания т (для резцов с у меньше 10°) принимается равной толщине пластинки с (фиг. 51) или (для резцов с у больше 10°) несколько выше, но при условии, чтобы нижняя точка переднего конца пластинки была расположена приблизительно на одной линии с верхней плоскостью державки.
[c.150]
Можно рекомендовать такое расположение пластинки, при котором величина врезания т (для резцов с у меньше 10°) принимается равной толщине пластинки с (фиг. 51) или (для резцов с у больше 10°) несколько выше, но при условии, чтобы нижняя точка переднего конца пластинки была расположена приблизительно на одной линии с верхней плоскостью державки.
[c.150]
К характеристике резца относят геометрические параметры, материал режущей части, размеры сечения стержня, тип резца. Геометрические параметры (углы резца) выбирают в зависимости от свойств обрабатываемого материала, вида обработки (черновая или чистовая) и других условий по справочным таблицам. Материал режущей части выбирают в зависимости от обрабатываемого материала, состояния поверхности заготовки, а также условий резания (обыч ное или скоростное). Размеры сечения стержня резца при наружном точении, отрезании, подрезании и других работах выбирают возможно большим в зависимости от габаритов резцедержателя при расточных работах размеры стержня зависят от диаметра обрабатываемого отверстия.
 С учетом вида токарной работы выбирают соответствующий тип резца.
[c.558]
С учетом вида токарной работы выбирают соответствующий тип резца.
[c.558]Область применения для токарных и револьверных станков среднего размера при торцовке заготовок из хруп-ких материалов без поворота резцедержателя [c.225]
Обработка наружных поверхностей тел вращения. Детали небольших размеров, например валики, оконные и дверные ручки, детали полочек, имеющие наружные цилиндрические поверхности, могут быть обработаны на универсальных и бесцентровых полировальных станках. На универсальных полировальных станках обрабатываемые детали удерживаются непосредственно рукой или с помощью специальных приспособлений-держателей (рис. 74,а). Гладкие цилиндрические детали небольших размеров удобно полировать на бесцентрово-полировальных станках. Этот способ обработки аналогичен бесцентровому шлифованию (рис. 74, в), но в отличие от последнего вместо шлифовального круга используются эластичные полировальники, покрытые полировальной смесью. Наружные цилиндрические поверхности больших деталей могут полироваться с помощью полировальных устройств и приспособлений.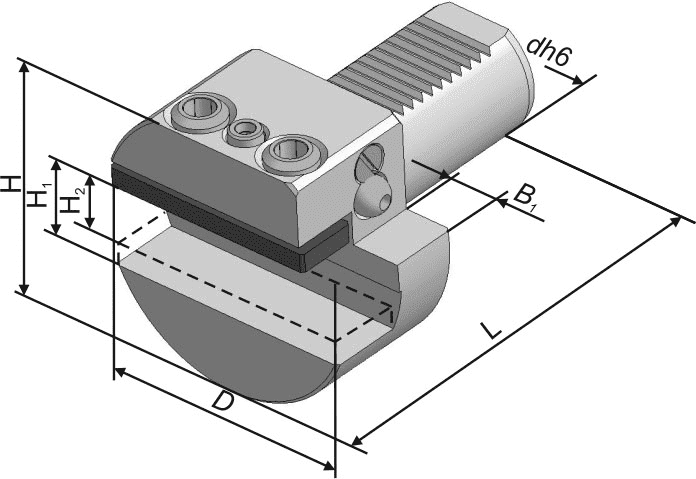 Для этой цели могут использоваться токарные станки, при этом обрабатываемая деталь закрепляется на станке в патроне или с помощью центров и хомутика. Полировальник может удерживаться вручную или закрепляться в резцедержатель. Схематическое изображение выполнения такого полирования показано на рис. 74,6. При выборе того или иного способа полирования необходимо учитывать технологические возможности, способы, а также надежность и производительность. Например, при полировании шеек коленчатого вала широко используется способ, показанный на рис. 74,6.
[c.179]
Для этой цели могут использоваться токарные станки, при этом обрабатываемая деталь закрепляется на станке в патроне или с помощью центров и хомутика. Полировальник может удерживаться вручную или закрепляться в резцедержатель. Схематическое изображение выполнения такого полирования показано на рис. 74,6. При выборе того или иного способа полирования необходимо учитывать технологические возможности, способы, а также надежность и производительность. Например, при полировании шеек коленчатого вала широко используется способ, показанный на рис. 74,6.
[c.179]
Область применения для продольного точения и торцовки заготовок из хрупких материалов без поворота резцедержателя, при непрерывном удалении стружки и пыли из канала пылестружкоприемника воздушным потоком. Рекомендуется для токарно-винторезных и револьверных станков среднего размера. [c.215]
На рис. 3.11 в качестве примера изображена структурная схема и основные узлы системы автоматического управления размером статической настройки, созданной для токарного гидрокопировального полуавтомата. С помощью динамометрического узла, состоящего из упругого резцедержателя 1 и индуктивного датчика 2, упирающегося в регулировочный винт 3, производится непрерывное измерение величины относительного упругого перемещения резца и обрабатываемой детали. Электрический сигнал 1 от индуктивного датчика подается на схему сравнения (СС). На схему сравнения поступает также сигнал Ма от датчика
[c.189]
С помощью динамометрического узла, состоящего из упругого резцедержателя 1 и индуктивного датчика 2, упирающегося в регулировочный винт 3, производится непрерывное измерение величины относительного упругого перемещения резца и обрабатываемой детали. Электрический сигнал 1 от индуктивного датчика подается на схему сравнения (СС). На схему сравнения поступает также сигнал Ма от датчика
[c.189]
Обработка деталей, диаметральные размеры которых превышают 1000—1200 мм. производится на токарно-карусельных станках, не имеющих револьверных головок. Резцы при растачивании внутренних цилиндрических поверхностей закрепляются в резцедержателях вертикальных суппортов. [c.195]
На фиг. 257 показано приспособление, применяемое на заводе Электросила имени С. М. Кирова для растачивания шаровых поверхностей стояков подшипников диаметром 480- -845 мм,. Основной частью приспособления является штанга 2, к верхнему концу которой приварена скоба 1 для закрепления в резцедержателе токарно-карусельного станка. В нижней части штанги в специальном окне на оси 3 установлено качающееся коромысло 5, на одном конце которого закреплен резец 4. К другому концу коромысла 5 шарнирно присоединена тяга И, которая, в свою очередь, соединена с планкой 12. закрепляемой в резцедержателе второго суппорта станка. Коромысло с торца поджато промежуточной шайбой 6, которая регулируется четырьмя винтами 7. Резец 4 упирается задним косым торцом в клин 10, имеющий хвостовик с резьбовой нарезкой. Навинченная на этот хвостовик гайка 9 имеет на буртике шкалу с делениями, каждое из которых соответствует подаче резца на 0,01 мм. При завертывании гайки 9 клин 10 перемещает резец в радиальном направлении. После установки на требуемый размер резец закрепляется двумя болтами. Чтобы облегчить совмещение оси качания коромысла 5 с центром соответствующей шаровой поверхности, на штанге 2 имеется пять горизонтальных пазов. Расстояния от нижних площадок этих пазов до оси качания коромысла равны (с точностью до = =0,1 мм) соответствующим расстояниями от торцов до центров шаровых поверхностей обрабатываемых стояков пяти разных типов.
В нижней части штанги в специальном окне на оси 3 установлено качающееся коромысло 5, на одном конце которого закреплен резец 4. К другому концу коромысла 5 шарнирно присоединена тяга И, которая, в свою очередь, соединена с планкой 12. закрепляемой в резцедержателе второго суппорта станка. Коромысло с торца поджато промежуточной шайбой 6, которая регулируется четырьмя винтами 7. Резец 4 упирается задним косым торцом в клин 10, имеющий хвостовик с резьбовой нарезкой. Навинченная на этот хвостовик гайка 9 имеет на буртике шкалу с делениями, каждое из которых соответствует подаче резца на 0,01 мм. При завертывании гайки 9 клин 10 перемещает резец в радиальном направлении. После установки на требуемый размер резец закрепляется двумя болтами. Чтобы облегчить совмещение оси качания коромысла 5 с центром соответствующей шаровой поверхности, на штанге 2 имеется пять горизонтальных пазов. Расстояния от нижних площадок этих пазов до оси качания коромысла равны (с точностью до = =0,1 мм) соответствующим расстояниями от торцов до центров шаровых поверхностей обрабатываемых стояков пяти разных типов. [c.280]
[c.280]
Резцедержатели поворотные к строгальны м станкам 405 –токарных станков — Размеры 49, 50 Резцовые головки — см. Головки резцовые Резцы — Болты для крепления — Размеры 877 [c.1176]
В отличие от токарных станков, где режущий инструмент закрепляется в основном в резцедержателе, на револьверных станках режущий инструмент закрепляется в державках, устанавливаемых в гнездах револьверной головки. Для автоматического получения продольных размеров на револьверных станках применяется система упоров, ограничивающая перемещение головки в осевом направлении. [c.126]
Групповые наладки токарно-револьверных станков весьма эффективны. Установка заготовок в цанге или патроне делает доступными для обработки не только ее наружные и торцовые поверхности, но и отверстия. Большое количество устанавливаемых в револьверной головке и в резцедержателе суппорта инструментов при наличии системы независимых упоров позволяет обрабатывать указанные поверхности при разнообразных сочетаниях их, по взаимному положению и по размерам. [c.362]
[c.362]
Плавно возрастающая нагрузка (она регистрируется динамометрами) дается станку его механизмами, либо специальными домкратами. При проверке токарного станка в отверстие шпинделя (пиноли задней бабки) устанавливается оправка заданных размеров, в резцедержатель — нагружающее устройство, которое создает на оправке определенное давление. При проверке фрезерного станка в от- [c.266]
Широкими технологическими возможностями обладает токарный обрабатывающий центр с барабанным суппортом [А.с. 603503 (СССР)]. Барабанный суппорт выполняет одновременно три функции многопозиционного резцедержателя, инструментального магазина и робота. При непрерывном вращении суппорта осуществляются точение с продольным и тангенциальным движениями подач, загрузка и выгрузка деталей. Токарный обрабатывающий центр обеспечивает повышение производительности в 1,7-1,8 раза в широком диапазоне размеров и форм обрабатываемых заготовок типа валов, фланцев.
[c. 263]
263]
Обработка резцами деталей различных классов производится на многих станках токарных, револьверных, многорезцовых, карусельных и других, как в серийном, так и в массовом производстве. Столь широкое распространение обработки резцами требует особенно вдумчивого подбора резцедержателей с обеспечением не только точного фиксирования их, но и в необходимых случаях их автоматического поворота. Очень важным является применение взаимозаменяемых инструментов на токарных, многорезцовых, расточных и других станках, а также применение оснащения, обеспечивающего работу инструмента, заранее-отрегулированного на получение определенных размеров (например, быстросменных патронов). [c.140]
На верхней плоскости каретки суппорта установлен резцедержатель или резцовая головка, в которой винтами крепится резец. В зависимости от конструкции, размеров и назначения токарно-винторезных станков резцедержатели имеют различный вид. На легких станках применяют одноместные резцедержатели (рис. 20, а). Резцедержатель представляет собой цилиндрический корпус 2, в прорезь которого вставляется резец и закрепляется болтом 1. Резец опирается на рифленую подкладку 3, нижняя сферическая поверхность которой соприкасается с такой же поверхностью кольца 4. Такая конструкция позволяет наклонять подкладку с резцом и устанавливать его режущую кромку по высоте центров. Нижняя часть 5 резцедержателя, имеющая Т-образную форму, вставляется в паз верхней части суппорта. Закрепление резца в резцедержателе данного типа производится быстро, но недостаточно прочно.
[c.49]
20, а). Резцедержатель представляет собой цилиндрический корпус 2, в прорезь которого вставляется резец и закрепляется болтом 1. Резец опирается на рифленую подкладку 3, нижняя сферическая поверхность которой соприкасается с такой же поверхностью кольца 4. Такая конструкция позволяет наклонять подкладку с резцом и устанавливать его режущую кромку по высоте центров. Нижняя часть 5 резцедержателя, имеющая Т-образную форму, вставляется в паз верхней части суппорта. Закрепление резца в резцедержателе данного типа производится быстро, но недостаточно прочно.
[c.49]
Эффективны групповые наладки токарно-револьверных станков. При консольном закреплении заготовок в цанге или патроне возможна обработка наружных, внутренних и торцовых поверхностей. Большое число устанавливаемых в револьверной головке и в резцедержателе суппорта инструментов при наличии независимых упоров позволяет обрабатывать указанные поверхности деталей при разнообразных сочетаниях их по взаимному положению и размерам.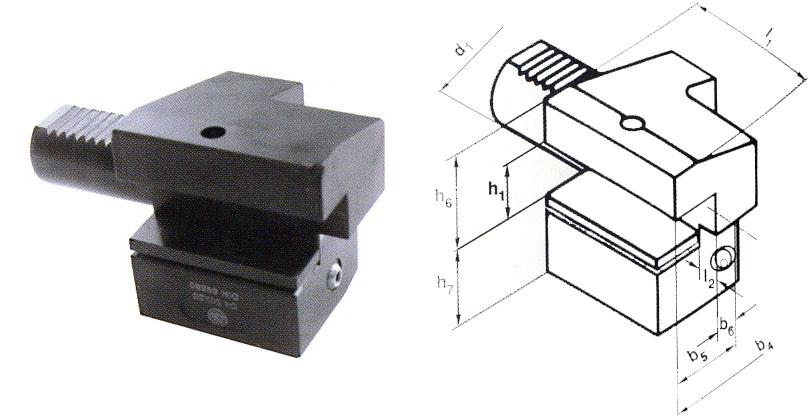 Характерным для групповых наладок револьверных станков является сокращение затрат времени на наладку на 50—60% и общее повышение производительности станков на 40—50%.
[c.286]
Характерным для групповых наладок револьверных станков является сокращение затрат времени на наладку на 50—60% и общее повышение производительности станков на 40—50%.
[c.286]
Державки, применяемые для обкатывания шариком, имеют небольшие размеры и закрепляются в резцедержателях токарных, станков так же, как н резцы. [c.200]
ГОСТ 7Ш5–54 предусматривает условия определения жесткости станков, необходимую аппаратуру и т. д. Нормы жесткости токарных станков приведены в ГОСТе 7895-56. Так, для токарных станков средних размеров (наибольший диаметр обрабатываемой детали 400 мм) нагрузка в 560 кГ должна вызывать перемещение резцедержателя не более чем на 0,21 мм относительно оправки, установленной в щпинделе станка, и не более чем на 0,27 мм относительно оправки, закрепленной в пинолн задней бабки. [c.77]
Примером являются резцедержатели. В головке суппорта токарно-вннторез-ного станка 1А62 восемь резьбовых отверстий М16рассверливают и в них нарезают резьбу М18. Устанавливаемые при этом винты М18 должны числиться как винты ремонтного размера.
[c.190]
Устанавливаемые при этом винты М18 должны числиться как винты ремонтного размера.
[c.190]
После нарезания резьбы на червячно-модульной фрезе образуются неполные по профилю витки, которые необходимо удалить. Снятие неполных витков осуществляется на токарно-затыловочном станке мод. 7ТА355 торцовым затылованием. Стержень резца устанавливается в резцедержателе параллельно оси заготовки. Размеры резца (рис. 8.7) зависят от модуля червячной фрезы (табл. 8.2). [c.289]
На фиг. 32 показан механический копировальный суппорт, созданный новатором В. К. Семинским. Устройство устанавливается вместо резцедержателя на любом универсальном токарном станке и работает следующим образом. Пиноль 1 с сухарем 2 скользит в корпусе 3. Благодаря пружине 4, сухарь 2 находится в постоянном контакте с копиром 5. При включении продольной подачи суппорт движется к передней бабке, и резец обтачивает первую шейку на обрабатываемой детали, а сухарь 2 скользит по копиру 5. При подходе к уступу сухарь 2 соскакивает, а пиноль 1 с резцом пружиной оттягивается на величину, равную размеру уступа, после чего происходит обточка второй ступени. Для сохранения пря-6
[c.83]
При подходе к уступу сухарь 2 соскакивает, а пиноль 1 с резцом пружиной оттягивается на величину, равную размеру уступа, после чего происходит обточка второй ступени. Для сохранения пря-6
[c.83]
Наиболее удобны для точной установки и регулирования резцы с цилиндрическим стержнем и резцы-вставки с механическим креплением пластины режущего материала (твердого сплава), либо специально изготовленные пластины с напайным или заделанным алмазом, СТМ и др. В зависимости от условий обработки резцы и резцы-вставки закрепляют в борпггангах или резцовых головках на шпинделе станка, в резцедержателе на столе станка, в промежуточных державках, закрепленных в резцедержателе токарного станка в последнем случае можно применять токарные резцы обычной конструкции. На точность обработки влияет способ закрепления резца и регулирования его на заданный размер. Для повышения жесткости расточных борштанг следует уменьшать их длину и увеличивать диаметр, оставляя между борштангой и отверстием зазор, необходимый для выхода стружки (табл. 28).
[c.575]
28).
[c.575]
Для револьверных станков, токарных полуавтоматов и автоматов поперечног сечение державок резца выбирается несколько меньшим в связи с меньшими размерами резцедержателей. Сечения державок строгальных и долбежных резцов, испытывающих удары и переменные нагрузки, принимаются в 1,25—1,5 раза больше соответствующих сечений токарных резцов. [c.19]
В качестве примера на рис. 10 показана блок-схема гидрокопировального токарного полуавтомата. Сила резания, как вектор, измеряется динамометрическим резцедержателем 1, на котором размещен индуктивный датчик 2, преобразующий упругие деформации в электрический импульс, пропорциональный размеру динамической настройки Лд. Программное устройство 3 служит для задания дискретных или изменяющихся по выбранному закону величин размера динамической настройки Лд. Электрические импульсы, поступающие от динамометрического и программного устройства, сравниваются в сравнивающем устройстве 4,
[c. 25]
25]
Станки, оснащенные САУ упругими перемещениями путем изменения размера статической настройки. Токарно-винторезный станок 1А616, оснащенный САУ [36]. Система автоматического управления предназначена для компенсации величины относительного упругого перемещения резца и обрабатываемой детали путем внесения поправки в размер статической настройки с целью повышения точности и производительности токарной обработки. Блок-схема САУ (ее подробное описание при- Ведено в гл. 3) содержит динамометрический резцедержатель (чертеж и описание которой приведены в гл. 3) с индуктивным датчиком, усилитель, сравнивающее устройство и исполнительный механизм. [c.527]
Токарный гидрокопировальный полуавтомат 1722 П, оснащенный САУ [37]. Система автоматического управления служит для компенсации отклонений упругих перемещений путем изменения размера статической настройки(см. рис. 3.11). При помощи динамометрического узла, состоящего из упругого резцедержателя 1 и индуктивного датчика 2, упирающегося в регулировочный винт 3, непрерывно измеряется величина упругого перемещения резца относительно оси детали. Электрический сигнал х от индуктивного датчика подается на схему сравнения СС, куда поступает также сигнал 2 от датчика 5 обратной связи, измеряющего приращение размера статической настройки, т. е. поднастроечное перемещение суппорта. В результате автоматического сравнивания сигналов 1 и 2 на усилитель поступает сигнал рассогласования Ыд, который усиливается до значения Ы4 и подается на исполнительный механизм, состоящий из электродвигателя 4 и механизма малых перемещений 5 суппорта. При этом малые перемещения передаются непосредственно на щуп 5 следящего золотника 7, минуя какие-либо промежуточные звенья.
[c.532]
Электрический сигнал х от индуктивного датчика подается на схему сравнения СС, куда поступает также сигнал 2 от датчика 5 обратной связи, измеряющего приращение размера статической настройки, т. е. поднастроечное перемещение суппорта. В результате автоматического сравнивания сигналов 1 и 2 на усилитель поступает сигнал рассогласования Ыд, который усиливается до значения Ы4 и подается на исполнительный механизм, состоящий из электродвигателя 4 и механизма малых перемещений 5 суппорта. При этом малые перемещения передаются непосредственно на щуп 5 следящего золотника 7, минуя какие-либо промежуточные звенья.
[c.532]
Пусть, например, требуется изготовить из прутка деталь, чертеж которой приведен на фиг. 1,а. В случае обработки детали на токарном станке наладка станка будет несложной и потребует мало времени нужно только установить на шпинделе самоцентрирующий патрон и закрепить резцы в поворотном резцедержателе. При обработке калчдой детали нужно закрепить заготовку, установить требуемое число оборотов шпинделя и подачу суппорта (если они не изменяются в процессе обработки, то это нужно сделать только один раз — при наладке станка), включить врашение шпинделя, подвести резец к заготовке, установить требуемый размер обработки, взять пробную стружку, проверить диаметр обработки, включить механическую подачу после достижения требуемой длины первой ступени — выключить подачу, отвести резец и установить его для обработки следующей ступени и т. д.
[c.6]
д.
[c.6]
Изображенный на рис. 129, а—г станок 1М95 этого завода состоит из токарно-фрезерного агрегата с переменной высотой центров и вертикально-сверлильного агрегата. Токарно-фрезерный агрегат отличается от обычного токарного станка тем, что переднюю 5 и заднюю 6 бабки устанавливают и крепят винтами на вертикальных стойках 4 и 7. Бабки могут перемещаться по стойкам вверх или вниз при вращении валика 1 и винта 8 таким образом устанавливается необходимая глубина фрезерования и долбления. Детали устанавливаются на столе-суппорте 5 с Т-образными пазами. Применение проставки между продольными и поперечными салазками дает возможность установить резцедержатель на уровень высоты центров, вследствие чего достигается увеличение диапазона размеров обрабатываемых деталей. [c.169]
Металлический брусок 6 размером 25X45X180 мм закрепляется в резцедержателе токарного станка в отверстии бруска закрепляется хвостовик оправки 5, в которой прорезан паз и просверлены два отверстия под оси шарикоподшипников 4. Между подшипниками свободно помещен шарик 2, который удерживается от выпадения из оправки скобой 3 для этого диаметр отверстия скобы сделан на 2 мм меньше диаметра шарика.
[c.345]
Между подшипниками свободно помещен шарик 2, который удерживается от выпадения из оправки скобой 3 для этого диаметр отверстия скобы сделан на 2 мм меньше диаметра шарика.
[c.345]
Решение (по нормативам [16]). I, Выбираем резец и устанавливаем его геометрические параметры. Принимаем токарный проходной резец прямой правый. Материал пластинки — твердый сплав Т5К10 (приложение 1, с. 352) материал державки — сталь 45. Сечение державки резца S X Я = 16 X 25 мм. У станка мод. 16К20 расстояние от опорной поверхности резца в резцедержателе до линии центров 25 мм. Поэтому для установки резца на станке по центру высота резца Я должна быть равна 25 мм. Длину проходного резца выбирают в пределах 100—250 мм она зависит в основном от размеров резцедержателя станка. [c.39]
Аналогичные результаты получены в ПО Уралмаш . Здесь на крупных карусельных станках обрабатывали заготовки броней дробилок из стали Г13Л, бандажные кольца из легированной стали, диски из стали 37Х12Н8Г8МФБ [10] с плазменным нагревом.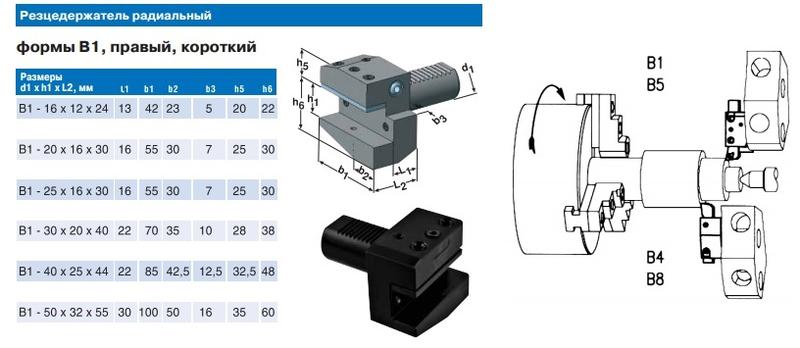 В процессе отработки технологии токарно-карусельных операций был решен ряд задач. Прежде всего применена предложенная ВНИИЭСО модернизация установки АПР-403, позволяющая более эффективно обрабатывать заготовки с большим биением наружной поверхности. В случае, когда крупные заготовки получают литьем в земляные формы, их эксцентричность достигает 30… 40 мм. Постоянное горение дуги при точении таких заготовок приводило к выплавлению большого количества металла, обрыву дуги и катастрофическому разрушению режущего инструмента. Модернизация позволила получить прерывистый цикл процесса — если в каком-либо месте припуск был меньше минимального, то автоматически осуществлялся переход от основной дуги на дежурную, а далее горение основной дуги восстанавливалось, как только припуск на обработку достигал заданной величины. Вторым важным мероприятием, осуществленным на ПО Уралмаш , было создание устройств для корректировки положения плазмотрона при обработке конических поверхностей. Особое внимание уделялось разработке и применению средств защиты оператора.
В процессе отработки технологии токарно-карусельных операций был решен ряд задач. Прежде всего применена предложенная ВНИИЭСО модернизация установки АПР-403, позволяющая более эффективно обрабатывать заготовки с большим биением наружной поверхности. В случае, когда крупные заготовки получают литьем в земляные формы, их эксцентричность достигает 30… 40 мм. Постоянное горение дуги при точении таких заготовок приводило к выплавлению большого количества металла, обрыву дуги и катастрофическому разрушению режущего инструмента. Модернизация позволила получить прерывистый цикл процесса — если в каком-либо месте припуск был меньше минимального, то автоматически осуществлялся переход от основной дуги на дежурную, а далее горение основной дуги восстанавливалось, как только припуск на обработку достигал заданной величины. Вторым важным мероприятием, осуществленным на ПО Уралмаш , было создание устройств для корректировки положения плазмотрона при обработке конических поверхностей. Особое внимание уделялось разработке и применению средств защиты оператора. Спроектированная и реализованная на предприятии система защиты оператора на токарно-карусельном станке с диаметром планшайбы 4000 мм предусматривает защиту всего рабочего пространства станка, включая заготовку, резцедержатели и плазмотроны. Она позволяет без переналадки защитного кожуха обрабатывать заготовки различных размеров и разные поверхности на них. Обеспечивается легкий доступ к рабочим органам станка, управление и наблюдение за процессом. Плазменный нагрев при обработке броней дробилок позволил в 6…8 раз увеличить сечение среза, в 1,5 раза — скорость резания и в 3 раза сократить время точения каждой заготовки.
[c.196]
Спроектированная и реализованная на предприятии система защиты оператора на токарно-карусельном станке с диаметром планшайбы 4000 мм предусматривает защиту всего рабочего пространства станка, включая заготовку, резцедержатели и плазмотроны. Она позволяет без переналадки защитного кожуха обрабатывать заготовки различных размеров и разные поверхности на них. Обеспечивается легкий доступ к рабочим органам станка, управление и наблюдение за процессом. Плазменный нагрев при обработке броней дробилок позволил в 6…8 раз увеличить сечение среза, в 1,5 раза — скорость резания и в 3 раза сократить время точения каждой заготовки.
[c.196]
Навивку на оправку выполняют на токарных станках. Жесткую оправку требуемой формы и размеров устанавливают в центры токарного станка и в ней закрепляют конец проволоки, подлежащей навивке. Натяжение проволоки в процессе навивки обеспечивается натяжным устройством, закрепленным на резцедержателе суппорта. При вращении итпинделя станка проволока наматывается на оправку с требуемым шагом витков, который устанавливается при помощи механизма подачи станка. [c.197]
[c.197]
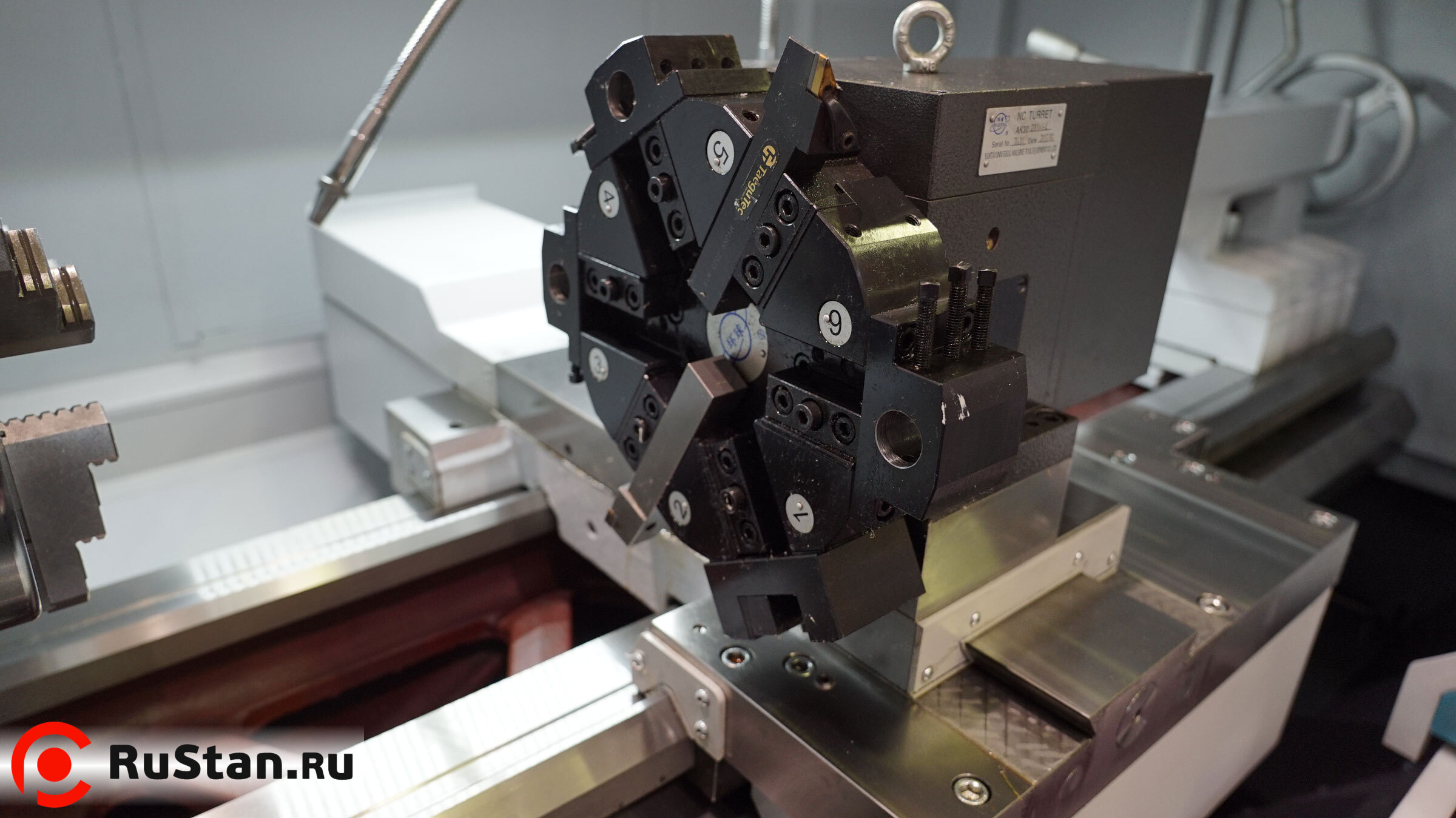
Подразделяются на универсальные (с горизонтальными на правляющими) и специализированные (как правило, с вер тикальными или наклонными направляющими). Токарные станки с ЧПУ бывают с ручной сменой инструмента с автоматиче ским поворотом резцедержателем или револьверной головкой с автоматической сменой инструмента из инструментального магазина. Головки бывают четырех-, щести- и двенадцатипози ционные. На каждой позиции можно устанавливать по два ин струмента для наружной и внутренней обработки заготовки Ось вращения головки может располагаться параллельно оси шпин деля, перпендикулярно и наклонно. В пазы револьверных головок устанавливают взаимозаменяемые инструментальные блоки, на страиваемые на размер вне станка на специальных приборах [c.379]
Для сокращения времени обработки на токарных станках применяют специальные поворотные резцедержатели, несущие несколько инструментов. С помощью этих резцедержателей можно вести одновременную обработку нескольких поверхностей (рис. 137), используя продольную или поперечную подачу суппорта. Предварительно настроив станок для работы по упорам, обеспечивают автоматическое получение размеров. В условиях серийного производства целесообразно иметь несколько сменных резцедержателей в зависимости от числа деталей, обрабатываемых на станке. Устройство для крепления режущего инструмента па токарно-револьверном станке (резцедержатели, расточные скалки, плашкодержатели, державки для крепления самоустанавливаю-щихся разверток, суппорты для протачивания кольцевых канавок в отверстиях) в значительной степени нормализованы. Конструкции и основные размеры этих приспособлений приведены в ведомственных нормалях.
[c.220]
137), используя продольную или поперечную подачу суппорта. Предварительно настроив станок для работы по упорам, обеспечивают автоматическое получение размеров. В условиях серийного производства целесообразно иметь несколько сменных резцедержателей в зависимости от числа деталей, обрабатываемых на станке. Устройство для крепления режущего инструмента па токарно-револьверном станке (резцедержатели, расточные скалки, плашкодержатели, державки для крепления самоустанавливаю-щихся разверток, суппорты для протачивания кольцевых канавок в отверстиях) в значительной степени нормализованы. Конструкции и основные размеры этих приспособлений приведены в ведомственных нормалях.
[c.220]
Станочные резцы бывают обдирочные, проходные, черновые, чистовые, подрезные и отрезные. Для обеспечения требуемого качества обработки и стойкости резцы должны иметь правильные угловые параметры. Для повышения стойкости резцы оснащают пластинами из твердого сплава. Станочные токарные резцы снабжены державками одинакового сечения размером 16X20 мм для закрепления в резцедержателе суппорта.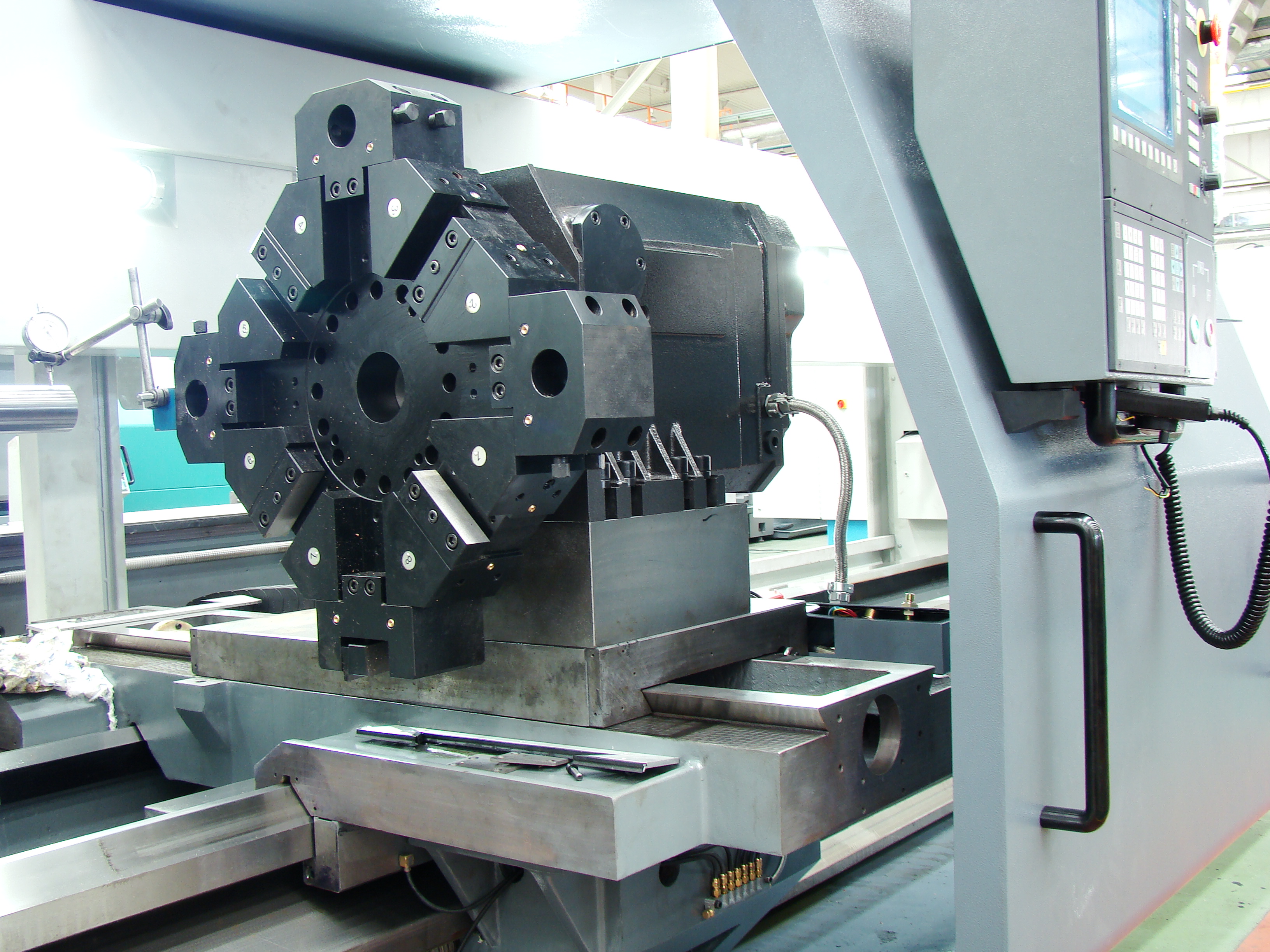 [c.210]
[c.210]
| Металлорежущий инструмент и инструментальная оснастка для станков / Cutting tools and tooling system | |||||
| Подборка ссылок из каталогов инструмента для словаря по машиностроению | |||||
| 897 Технологическая оснастка токарных станков по металлу Всегда уточняйте расположение хвостовика держателя в револьверной головке станка | 898 Приводной инструмент для станков дает следующие преимущества Мехобработка сложных деталей Более универсальное использование оборудования | 899 Стандартный вспомогательный инструмент с хвостовиком VDI для токарных станков Иллюстрированный обзор аксиальных и радиальных держателей | 912 Ускорительная головка с приводом от СОЖ (10-60 бар) Частота вращения до 75000 об/мин Повышение производительности режущего инструмента | 915 Приводные головки для токарных станков с ЧПУ DMG Gildemeister СТХ с револьверными головками Sauter Муфта DIN 5480 Макс частота 8000 об/мин | 937 Центра вращающиеся токарные с аналоговым или цифровым динамометром и отжимнои гайкой Вершина объемно закалена и точно шлифована |
| 95 Инструментальная оснастка для токарных станков Адаптеры для токарных державок Стандартный хвостовик VDI 30 40 50 для револьверной головки Хвостовик Capto C5-C8 | 144 Адаптеры с хвостовиком Capto и переходником для подвода СОЖ Вспомогательный инструмент для резцов с хвостовиком прямоугольного сечения 20 и 25 мм | ||||
См. | |||||
Резцы по металлу Особенности / Metal lathe tools Features | Маркировка резцов по металлу / Turning tool ISO code system | ||||
Оснастка для фрезерных станков по металлу / Мilling tool holders | Основы токарной обработки металла / Basics of metal turning | ||||
Обработка канавок и отрезка при точении / Parting and grooving | Точение резьбы / Thread turning | ||||
Основное машинное время обработки / Machining time | Экономическая эффективность металлообработки / Machining economy | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
996 Справочник HOFFMANN GROUP 2012 Обработка материалов резанием Garant ToolScout Стр. | |||||
Использование аксиальных и радиальных резцедержателей в аксиальной револьверной головке токарного металлообрабатывающего оборудования Испо Использование аксиальных и радиальных резцедержателей в аксиальной револьверной головке токарного металлообрабатывающего оборудования Использование резцедержателей по стандарту VDI 3425 Стандартом для данной оснастки является DIN 69880 / VDI 3425. На рис. 10.16 показано использование отдельных аксиальных и радиальных резцедержателей в зависимости от направления вращения шпинделя для аксиальной револьверной головки. Применение для радиальной револьверной головки описано в разделе 5.1.2.2 Использование радиальных резцедержателей При левом вращении шпинделя При правом вращении шпинделя Резцедержатель правый например, форма B1 (см. № 31 900) форма B5 \ Токарный резец левый Резцедержатель левый, например, форма B4 форма B8 Резцедержатель правый, например, форма B3 (см. № 31 905) форма B7 Резцедержатель правый, например, форма B3 (см. | |||||
255 Пособие SANDVIK COROMANT 2009 Обработка металлов резанием Инструмент и оснастка Стр.G16 | |||||
Компоновка токарного металлорежущего центра Описание вращения шпинделя и перемещения по осям Возможность программирования перемещения инструмента Компоновка токарного металлорежущего центра Описание вращения шпинделя и перемещения по осям Возможность программирования перемещения инструмента по нескольким осям позволяет вести черновую и чистовую обработку, обработку канавок и нарезать резьбу Быстросменная оснастка для токарных центров Быстросменная система крепления гарантирует – более быстрый и эффективный процесс замены инструмента – возможность смены пластин вне станка – возможность предварительной настройки инструмента Наиболее экономичная система для – обработки небольших партий деталей, так как время наладки минимально – операций с частой сменой пластин Закрепление и раскрепление инструмента поворотом ключа менее чем на 180° G 16 SANDVIK A Токарные центры | |||||
95 Каталог WALTER 2017 Инструмент режущий и оснастка инструментальная для станков Стр. | |||||
Инструментальная оснастка для токарных станков Адаптеры для токарных державок Стандартный хвостовик VDI 30 40 50 для револьверной головки Хвостовик Capto C5-C8 Инструментальная оснастка для токарных станков Адаптеры для токарных державок Стандартный хвостовик VDI 30 40 50 для револьверной головки Хвостовик Capto C5-C8 _ Непосредственный подвод СОЖ для инструментов с хвостовиками квадратного сечения под давлением до 80 бар – Универсальность за счет установки в прямом и перевёрнутом положении благодаря двум поверхностям с зубьями – Максимальное усилие затяжки благодаря надежному креплению клин-прихватом – Внешний подвод СОЖ, подключаемый по запросу – Для хвостовиков сечением 20 х 20 мм и 25 х 25 мм Угловой адаптер A2121-P VDI для державок с направленной подачей СОЖ – Хвостовик VDI 30/40/50 для револьверной головки – Непосредственный подвод СОЖ для инструментов с хвостовиками квадратного сечения под давлением до 80 бар – Универсальность за счет установки в прямом и перевёрнутом положении благодаря двум поверхностям с зубьями – Максимальное усилие затяжки благодаря надежному креплению клин-прихватом – Внешний подвод СОЖ, подключаемый по запросу – Для хвостовиков сечением 20 х 20 мм и 25 х 25 мм Угловой адаптер C – ASH Walter Capto для державок – Хвостовик Walter Capto C5-C8 – Для использования на токарно-фрезерных центрах или станках с револьверной головкой – Может использоваться для подачи СОЖ под давлением до 80 бар – Различные исполнения для 1, 2 или 3 державок – Оптимальная передача усилия благодаря высокоточному шлифованному многоугольному хвостовику – Для хвостовиков сечением 20 х 20 мм/25 х 25 мм/32 х 32 мм Угловой адаптер C – ASHA Walter Capto для державок – Хвостовик Walter Capto C5-C8 – Сопло для внутреннего подвода СОЖ, подключаемое через винт влево/вправо – Нейтральное исполнение – Для использования на токарно-фрезерных центрах или станках с револьверной головкой – Может использоваться для подачи СОЖ под давлением до 80 бар – Оптимальная передача усилия благодаря высокоточному шлифованному многоугольному хвостовику – Для хвостовиков сечением 20 х 20 мм/25 х 25 мм/32 х 32 мм Токарные инструменты Walter Turn для наружной обработки A 79 Токарная обработка ISO Walter Токарные державки для пластин с задними углами Крепление керамических пластин прижимом повышенной жёсткости Walter Turn Специальная система _ для керамических пластин с задними углами 7° и 11° (RC . | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 464 Режущий и вспомогательный инструмент с соединением Capto (PSC) ISO 26623-1 Гибкость применения за счет широкой модульности Высокая стабильность | 254 Принцип работы металлообрабатывающих токарных станков и центров с ЧПУ заключается в обработке вращающейся заготовки невращаю-щимся режущим инстру | 255 Компоновка токарного металлорежущего центра Описание вращения шпинделя и перемещения по осям Возможность программирования перемещения инструмента | 256 Стандартные инструментальные блоки для токарных центров и станков VDI, угловой С кулачковым механизмом Призматический хвостовик С автоматическим | 257 Токарные металлообрабатывающие станки могут быть легко оснащены инструментальной быстросменной системой Sandvik Coromant Capto при использовании | |
| 258 Описание основных преимуществ инструментальных блоков, интегрированных в револьверную головку станка Sandvik Coromant Disc Interface (CDI) Гибкий | 259 Быстросменная инструментальная система Sandvik Coromant Capto Смена пластины посредством инструмента-дублёра Сокращение времени простоев Меньшее | 260 Варианты оснащения традиционных револьверных головок токарного станка с ЧПУ инструментальной системой Sandvik Coromant Capto Полуавтоматический з | 261 Использование инструментальных блоков для приводного режущего инструмента позволяет существенно снизить затраты на обработку, так как операции фр | 996 Использование аксиальных и радиальных резцедержателей в аксиальной револьверной головке токарного металлообрабатывающего оборудования Испо | 997 Особенности использования приводных головок на токарных обрабатывающих центрах с ЧПУ Изделия EWS с цилиндрическим хвостовиком по DIN 69880 |
| 998 Вспомогательный инструмент для токарного металлорежущего оборудования Имеется огромное число вариантов исполнения приводных головок Неподв | 999 Пример опросного листа для заказа приводной головки для токарного обрабатывающего центра с ЧПУ Станок фирма изготовитель модель серийный н | 1000 Пример опросного листа для заказа приводной головки для токарного обрабатывающего центра с ЧПУ Продолжение Размер хвостовика в соответстви | 1001 При использовании радиальной револьверной головки инструменты крепятся по её периметру В данном случае важным моментом является положение | 1002 Станки с радиальной револьверной головкой часто имеют обратный шпиндель (противошпиндель) Это позволяет использовать правый и левый режущи | 1003 Исполнения хвостовиков входных валов для приводного вспомогательного инструмента Среди общего количества многоцелевых токарных обрабатываю |
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
524 Каталог SANDVIK COROMANT 2017 Резцы токарные с режущими сменными пластинами Оснастка Стр. | |||||
Инструментальные токарные блоки Sandvik Coromant на полностраничной иллюстрации промышленного каталога 2017 года на русском языке Инструментальные токарные блоки Sandvik Coromant на полностраничной иллюстрации промышленного каталога 2017 года на русском языке _ | |||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | |||||
 также / See also :
также / See also : 972
972 № 31 905) форма B7 Токарный резец правый Резцедержатель левый, например, форма B2 форма B6 Резцедержатель правый, например, форма B1 (см. № 31 900) форма B5 Использование аксиальных резцедержателей При левом вращении шпинделя При правом вращении шпинделя Резцедержатель правый, Рис. 10.16 972 GARANT Справочник по обработке резанием Вспомогательный инструмент 4
№ 31 905) форма B7 Токарный резец правый Резцедержатель левый, например, форма B2 форма B6 Резцедержатель правый, например, форма B1 (см. № 31 900) форма B5 Использование аксиальных резцедержателей При левом вращении шпинделя При правом вращении шпинделя Резцедержатель правый, Рис. 10.16 972 GARANT Справочник по обработке резанием Вспомогательный инструмент 4 A79
A79 X/RP . X) – Очень стабильная и устойчивая к проворачиванию призмообразная опорная поверхность – Крепление прижимом повышенной жёсткости для максимального усилия зажима и обработки жаропрочных сплавов и чугуна без вибраций Угловой адаптер A2120-P VDI для державок с направленной подачей СОЖ – Walter
X/RP . X) – Очень стабильная и устойчивая к проворачиванию призмообразная опорная поверхность – Крепление прижимом повышенной жёсткости для максимального усилия зажима и обработки жаропрочных сплавов и чугуна без вибраций Угловой адаптер A2120-P VDI для державок с направленной подачей СОЖ – Walter
Ремонт механической части станков с ЧПУ
Цель ремонта механической части станков ─ восстановление работоспособности и эксплуатационных характеристик оборудования.
Существует несколько видов ремонтов: плановый, текущий и капитальный. Плановый ремонт производится через определенные промежутки времени согласно регламенту, который составляется текущего состояния и ресурса узлов станка, а также рекомендаций производителя станка. Текущий ремонт – это как ремонт вышедшего из строя узла или агрегата, так и ранее запланированный ремонт с заменой узлов, как правило, без их полной разборки. Капитальный ремонт связан с полной разборкой станка и заменой и восстановлением не только вышедших из строя узлов, но и выработавших свой ресурс частей или технологически устаревших.
Текущий ремонт – это как ремонт вышедшего из строя узла или агрегата, так и ранее запланированный ремонт с заменой узлов, как правило, без их полной разборки. Капитальный ремонт связан с полной разборкой станка и заменой и восстановлением не только вышедших из строя узлов, но и выработавших свой ресурс частей или технологически устаревших.
Механическая часть, например, токарного станка с ЧПУ состоит из следующих основных узлов и систем: станина, передняя бабка, шпиндельный узел, держатель инструментов (часто это револьверная головка), система смазки, система подачи СОЖ, гидравлическая система, системы приводов, системы ЧПУ и обратной связи. Линейные перемещения осуществляются по направляющим обычно посредством шарико-винтовых пар (ШВП), реже ─ ролико-винтовых пар (РВП). Дополнительно станок может комплектоваться такими узлами как: задняя бабка, второй шпиндель, приводной инструмент, система измерения инструмента, податчик прутка (барфидер), система вытяжки паров СОЖ и масляного тумана и другими опциями. Таким образом, даже самый простой токарный станок с ЧПУ состоит из множества механических узлов и агрегатов, нуждающихся в своевременном квалифицированном обслуживании и ремонте.
Таким образом, даже самый простой токарный станок с ЧПУ состоит из множества механических узлов и агрегатов, нуждающихся в своевременном квалифицированном обслуживании и ремонте.
Заказать ремонт станка
Проведем БЕСПЛАТНУЮ диагностику онлайн
В той же степени все это применимо к другим видам станков: фрезерным обрабатывающим центрам, токарно-фрезерным, карусельным, расточным, агрегатным, сверлильным, зубообрабатывающим, протяжным, шлифовальным, эрозионным, комбинированным и другим, которые в свою очередь разделяются на множество типов.
Виды ремонтных работ механической части станка
- Ремонт шпинделей и шпиндельных узлов
- Ремонт столов металлорежущих станков
- Ремонт поворотных столов
- Ремонт фрезерных голов
- Ремонт суппортов станка
- Ремонт резцедержателя токарного станка
- Ремонт систем защиты станка
- Восстановление геометрии станка
- Ремонт коробки скоростей фрезерного станка
- Ремонт коробки подач токарного станка
- Ремонт задней бабки токарного станка
- Ремонт поперечной и продольной подачи токарного станка
- и другие.


Как правило, современное оборудование с ЧПУ невозможно передать в эксплуатацию сразу после выполнения ремонта механической части, то есть без наладки систем приводов и параметров системы ЧПУ Heidenhain, Siemens, Fanuc, Mitsubishi или других производителей. Данная работа требует специфических знаний, а порой и проведения консультаций в режиме онлайн с производителями оборудования и систем ЧПУ.
Наработанный годами опыт специалистов компании Инжис, в том числе стажировки на ведущих мировых станкостроительных производствах позволяют выполнять все виды ремонтов механической части станков своими силами и, при необходимости, с привлечением надежных специализированных организаций-партнеров. Это позволяет нам с полной ответственностью брать на себя обязательства как по качеству и срокам выполняемых ремонтов, так и по их оптимальной для заказчиков стоимости, что не менее важно.
В случае необходимости приобретения запасных частей для ремонта станка мы готовы выполнить заказ на поставку оригинальных комплектующих или их аналогов, которые доставим на предприятие в нужный срок и выполним установку с сохранением всех гарантийных обязательств.
Постоянным клиентам мы оказываем консультационную поддержку в режиме онлайн. Такой формат помогает предприятиям выполнять ремонтные работы самостоятельно и качественно, при этом сократить время простоя станка и избежать связанных с ним потерь.
Наши преимущества
- Работы выполняют специалисты высшей квалификации с необходимым опытом, как в эксплуатации станков, так и в их ремонте, что является гарантией качества ремонтных работ, минимальной трудоемкости и сроков их выполнения
- По запросу предприятия нами разрабатываются карты технического обслуживания и проводятся все надлежащие работы по обслуживанию оборудования, включая поставку быстро изнашиваемых частей и расходных материалов
- Для оперативного выполнения ремонта станка мы готовы выехать на предприятие и приступить к работам в течение 24-х часов.
- Устоявшиеся, доверительные партнерские отношения со многими отечественными и зарубежными производителями оборудования, грамотно выстроенная система логистики позволяют нам решить практически любой вопрос, связанный с ремонтом и поставкой запасных частей для станков
- Все выполняемые нами работы сопровождаются гарантией
Расточные, токарные и фрезерные станки, обрабатывающие центры ЧПУ, производство станков, ремонт, модернизация металлообрабатывающих станков, запчасти, оснастка станков
Уважаемые Дамы и Господа,
Представляем Вам разработку нашего предприятия токарно-фрезерный обрабатывающий центр ИТС-250/1000 ФР06К-Н.
Пави-
льон 2 Зал 1 Стенд 21B27.
.
Мы торгуем лучшими металлорежущими станками с ЧПУ, а также их производим и обслуживаем.
Лидеры продаж
Токарный обрабатывающий центр LSB200/1000S
Модернизация токарного станка c ЧПУ модели 16А20Ф3
Металлорежущие станки с ЧПУ
Приспособления и оснастка для станков
Комплектующие и запчасти для станков
Наши сайты
Наши партнеры
Машиностроительное оборудование производства ООО Ивтехсервис – Станки с ЧПУ, производство станков, ремонт и модернизация металлообрабатывающих станков: токарные станки, фрезерные станки, обрабатывающие центры и расточные станки. Оснастка и запчасти для станков.
Став нашими партнерами, вы оцените:
- высокое качество обслуживания – комплекс предоставляемых нами услуг позволяет разрешить любую технологическую задачу;
- прозрачность условий сотрудничества – работая с нами, вы всегда можете быть уверены в получении отменного конечного результата;
- исключительное качество продукции – на весь предлагаемый компанией товар предоставляются сертификаты и гарантии;
- оптимальное ценовое предложение – у нас выгоднее купить токарный станок по металлу, чем у кого-либо еще, потому что мы располагаем собственной производственной базой;
- индивидуальный подход – ваши задачи будут решаться быстро и тщательно, как наши собственные.

Станки для металлообработки с ЧПУ – то, что определяет технологическую продвинутость вашего производства. Вы можете не только купить новое оборудование, но и модернизировать старое.
ООО «Ивтехсервис» работает по техническим заданиям заказчиков. При необходимости мы способны разработать программное обеспечение для ваших станков и произвести то оборудование, которое будет отвечать вашим промышленным целям. ООО «Ивтехсервис»: мы заботимся о вашей прибыли.
Фрезерные держатели с ЧПУ | Redline Tools
Державка – это устройство, которое безопасно обеспечивает
интерфейс между режущим инструментом и шпинделем станка с ЧПУ. В
режущий инструмент устанавливается в держатель и затягивается так, чтобы он не двигался или
вибрировать во время обработки; обеспечение стабильности, необходимой для обеспечения точности
режет каждый раз. Все державки Redline гарантированно соответствуют всем требованиям AT3 или превосходят их. спецификации хвостовика для обеспечения правильной посадки на шпиндель фрезерного станка.Мы предлагаем державки Cat 40, Cat 50 и HSK63A в: оправках с термоусадочной посадкой – ER11 – ER16.
– ER20 – ER25 – ER32 – ER40 – TG100 – TG150 цанговые патроны, гидравлические
патроны, держатели концевых фрез, держатели торцевых фрез, метчиков (жестких и
держатели растяжения и сжатия), держатели для конусов Jacobs, держатели для продольной пилы,
держатели заглушек, держатели конуса Морзе, держатели расточной головки, адаптеры, державки
пакеты и многое другое.
спецификации хвостовика для обеспечения правильной посадки на шпиндель фрезерного станка.Мы предлагаем державки Cat 40, Cat 50 и HSK63A в: оправках с термоусадочной посадкой – ER11 – ER16.
– ER20 – ER25 – ER32 – ER40 – TG100 – TG150 цанговые патроны, гидравлические
патроны, держатели концевых фрез, держатели торцевых фрез, метчиков (жестких и
держатели растяжения и сжатия), держатели для конусов Jacobs, держатели для продольной пилы,
держатели заглушек, держатели конуса Морзе, держатели расточной головки, адаптеры, державки
пакеты и многое другое.
Все державки Redline производятся в США на американском
8620 сталь.Наше мастерство и внимание к деталям в качественном инструменте обеспечивают
производительность, требуемая американским машинистом. Наши державки
спроектированы с точностью конуса хвостовика AT3 или выше и концентричны до <0,0002
(0,005 мм или 5 микрон), устанавливая инструмент точно на шпиндель станка
центральная линия. Такая точность способствует минимальному износу инструмента и его замене, экономя
у вас время и деньги.
Имеем широкий ассортимент державок для любого ЧПУ. фрезерование в таких отраслях, как автомобильная, медицинская, аэрокосмическая, компьютер, оборонная электроника и рабочие магазины.Будь то сверление, фрезерование, прослушивания или проведения тестирования контроля качества в RedLine Tools вы найдете державка для эффективного и надежного крепления инструментов к критически важным машины.
Создать заказ сейчас
Преимущества включают:
- Держатели с крутым конусом и высочайшим уровнем точности конуса хвостовика.
- Превышение стандартов ANSI минимум на 35%.
- Повышенная точность резания
- Практически отсутствует люфт и биение державки
- Повышенное качество ваших деталей
- Сокращение брака
Держатели для инструментов CAT
Инструменты CAT выпускаются различных размеров, обозначенных как CAT 30, CAT 40, CAT 50 и т. Д.Номер относится к размеру конуса инструмента, установленному Ассоциацией производственных технологий (бывшая Национальная ассоциация производителей станков (NMTB)). Державки CAT были разработаны для тракторной компании Caterpillar и иногда называются инструментами с V-образным фланцем. Они имеют прочную конструкцию и используются в основном в различных областях, от прецизионной обработки до черновой обработки в тяжелых условиях. Этот тип державки поддерживается технологией ATC (автоматическая смена инструмента). Корпус резцедержателя втягивается во фрезерный шпиндель с помощью фиксирующей ручки и центрируется через конический контакт.Скорость шпинделя до 12000 об / мин является стандартной для инструментов с крутым конусом. Державки CAT подходят для инструментов как дюймовых, так и метрических размеров.
Д.Номер относится к размеру конуса инструмента, установленному Ассоциацией производственных технологий (бывшая Национальная ассоциация производителей станков (NMTB)). Державки CAT были разработаны для тракторной компании Caterpillar и иногда называются инструментами с V-образным фланцем. Они имеют прочную конструкцию и используются в основном в различных областях, от прецизионной обработки до черновой обработки в тяжелых условиях. Этот тип державки поддерживается технологией ATC (автоматическая смена инструмента). Корпус резцедержателя втягивается во фрезерный шпиндель с помощью фиксирующей ручки и центрируется через конический контакт.Скорость шпинделя до 12000 об / мин является стандартной для инструментов с крутым конусом. Державки CAT подходят для инструментов как дюймовых, так и метрических размеров.
Разница между держателями CAT и BT
Державки CAT и BT имеют одинаковый конус корпуса NMTB и выглядят очень похожими, поэтому их часто путают. Однако державки CAT используют имперскую резьбу для стопорных ручек, а державки BT используют метрическую резьбу. Визуально можно заметить разницу с фланцем.Державки CAT имеют более тонкий фланец, чем оправки BT. Державки CAT и BT НЕ взаимозаменяемы.
Однако державки CAT используют имперскую резьбу для стопорных ручек, а державки BT используют метрическую резьбу. Визуально можно заметить разницу с фланцем.Державки CAT имеют более тонкий фланец, чем оправки BT. Державки CAT и BT НЕ взаимозаменяемы. Державки
BT с крутым конусом имеют толстый фланец.
Державки с крутым конусомCAT имеют узкий фланец.
Державки HSK
Державки HSK – это относительно новая конструкция, распространенная на европейских станках, импортируемых в США.HSK – это немецкое сокращение от «полый конический хвостовик». У них нет фиксирующей ручки державок CAT, но вместо этого имеется полый стержень. Зажимной механизм в державке HSK приводится в действие изнутри с помощью сегментированных цанг, которые расширяются радиально под давлением. Фаска цанги совпадает с фаской внутренней стенки хвостовика, что позволяет ей надежно фиксироваться при приведении в действие дышла. У инструмента HSK на фланец создается вдвое большее усилие зажима, чем у инструмента типа CAT.Возникающее увеличенное усилие зажима связано с одновременным соединением конуса и фланца шпинделя. Это обеспечивает в пять раз большую радиальную жесткость по сравнению с резцедержателями с круто конусом. Державки HSK сбалансированы для высокоскоростной обработки и имеют меньший допуск между приемником шпинделя и коническим телом, чем инструменты CAT.
Фаска цанги совпадает с фаской внутренней стенки хвостовика, что позволяет ей надежно фиксироваться при приведении в действие дышла. У инструмента HSK на фланец создается вдвое большее усилие зажима, чем у инструмента типа CAT.Возникающее увеличенное усилие зажима связано с одновременным соединением конуса и фланца шпинделя. Это обеспечивает в пять раз большую радиальную жесткость по сравнению с резцедержателями с круто конусом. Державки HSK сбалансированы для высокоскоростной обработки и имеют меньший допуск между приемником шпинделя и коническим телом, чем инструменты CAT.
HSK обладают рядом преимуществ по сравнению с державками CAT, особенно в отношении шпинделей высокоскоростных фрезерных станков, столкновений инструментов и технического обслуживания.Державки HSK имеют меньшую массу, что позволяет станкам ускоряться и замедляться быстрее, чем оправки CAT.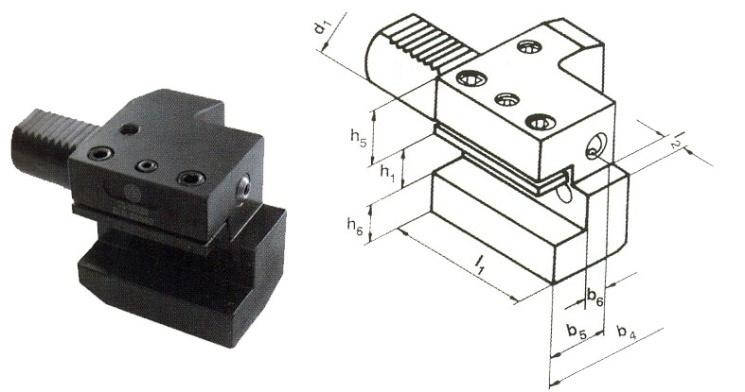 При скорости вращения шпинделя выше 8000 об / мин приемник шпинделя расширяется быстрее, чем стержень. Поскольку державки HSK имеют полую конструкцию, их хвостовик действует как предохранитель и во время аварии ломается, защищая хвостовик станка.
При скорости вращения шпинделя выше 8000 об / мин приемник шпинделя расширяется быстрее, чем стержень. Поскольку державки HSK имеют полую конструкцию, их хвостовик действует как предохранитель и во время аварии ломается, защищая хвостовик станка.
Держатели цангового патрона
Цанговый патрон – это тип патрона, который образует буртик вокруг инструмента и прикладывает большую силу статического трения, удерживая объект надежно и точно соосно.Система цанговых патронов “ER”, разработанная и запатентованная Rego-Fix в 1973 году, сегодня является наиболее широко используемой системой цанговых патронов в мире. Линия ER состоит из ER-8, ER-11, ER-16, ER-20, ER-25, ER-32, ER-40 и ER-50. Цифры в серии – это внутренний диаметр цанги. RedLine Tools предлагает полную линейку держателей цанговых патронов ER, сбалансированных до G2,5 при 18 000 об / мин.
- Носик малого диаметра хорошо подходит для работы в тесноте
- Повышенная гибкость при фрезеровании, сверлении и развёртывании
- Гайка прецизионной цанги заподлицо, инструмент зажимается близко к режущей кромке для обеспечения точности и жесткости
- Концентрический до.0002 “TIR помещает инструмент точно на осевую линию шпинделя
- Конус хвостовика AT3 или лучше обеспечивает точное и жесткое крепление державки к шпинделю
- Цанги широкого диапазона сокращают запасы цанги и державок
- Полностью шлифованный фланец и V-образная канавка Простота смены инструмента для меньшего количества обслуживания шпинделя и сменщика
- Стандарт подачи СОЖ через шпиндель
 Он включает в себя вращающийся шариковый узел, создающий «радиальный поплавок». Это заставляет цангу самоцентрироваться для максимального захвата, высочайшей точности и минимального износа инструмента.
Он включает в себя вращающийся шариковый узел, создающий «радиальный поплавок». Это заставляет цангу самоцентрироваться для максимального захвата, высочайшей точности и минимального износа инструмента.- Цанги ER имеют большую зажимную способность, чем цанги TG.
- Цанги ER дешевле, чем цанги TG.
- TG имеют более высокое усилие зажима, чем цанги ER.
- Гибкость при фрезеровании, сверлении и развёртывании
- Конус хвостовика AT3 или лучше обеспечивает точное и жесткое крепление держателя инструмента к шпинделю
- Меньший износ инструмента и замена – меньше брака
- Полностью отшлифованный фланец и V-образная канавка Легко устанавливается на сменные устройства для меньшего количества обслуживания шпинделя и сменщика
Термоусадочные держатели
Для держателей термоусадочной посадки требуется установка для горячей посадки, которая расширяет отверстие на
при нагревании для установки режущего инструмента. После охлаждения инструмент
После охлаждения инструмент
надежно удерживается по всей длине хвостовика, что обеспечивает превосходное усилие захвата
с минимальным биением.
- Концентрический до 0,0002 дюйма TIR для увеличения срока службы режущего инструмента
- Сбалансированный до G2,5 при 25000 об / мин
- Готовность подачи СОЖ через шпиндель
- Конструкция с высокой жесткостью и максимальным захватом
Гидравлические патроны
Гидравлические патроны используются для фрезерования, сверления, развёртывания и растачивания.Гидравлические патроны могут вращаться со скоростью до 50 000 об / мин и имеют концентричность до 0 00012 дюймов. Доступен широкий спектр уплотнительных муфт для охлаждающей жидкости или редукционных муфт для промывки охлаждающей жидкости. Наши гидравлические патроны сбалансированы до G2,5 при 25 000 об / мин.
Наши гидравлические патроны сбалансированы до G2,5 при 25 000 об / мин.
Успешное использование и Уход за гидравлическими патронами RedLine
- Гидравлические патроны RedLine подходят для инструментов с гладким цилиндрическим хвостовиком, хвостовиком Weldon или насечкой Whistle без использования переходных втулок. Инструменты должны иметь допуск на хвостовик H6 или выше.
- Чтобы зажать инструмент в гидравлическом патроне, поверните зажимной винт с помощью шестигранного ключа на 7–8,5 фунт-футов. полностью до упора. Никогда не используйте отвертку для вращения исполнительного винта!
- Проверку усилия зажима следует проводить перед первым использованием и примерно после 100 смен инструмента или каждые 3 месяца. Контрольный вал должен быть вставлен в оправку не менее чем на минимальную глубину зажима. Затяните зажимной винт до упора. Если испытательный вал можно легко вынуть из держателя инструмента вручную и без каких-либо усилий, усилие зажима недостаточно велико. Гидравлический патрон нельзя использовать и отправлять в ремонт.
- При использовании промежуточных втулок они должны быть полностью вставлены в гидравлический патрон, чтобы край втулки соприкасался с лицевой стороной гидравлического патрона. Несоблюдение этого правила приведет к плохому биению и снижению силы захвата.
- Инструменты с хвостовиками Weldon или насечками со свистком влияют на баланс и влияют на максимальную скорость вращения инструмента.
- Если инструменты не зажаты на минимальную глубину зажима, существует риск повреждения расширительной втулки, что приведет к потере точности.
- Вентиляционный винт гидравлической системы защищен шпилькой или смолой. Не удаляйте!
- Ограничитель осевой длины устанавливается шестигранным ключом через винт регулировки длины. Регулировка 10 мм (0,393 дюйма). Никогда не нажимайте винт регулировки длины, когда инструменты зажаты. Максимальный момент затяжки винтов осевой регулировки составляет 2,2 фунт-сила-футов.
 Гидравлический патрон нельзя использовать и отправлять в ремонт.
Гидравлический патрон нельзя использовать и отправлять в ремонт.
- Хвостовик инструмента не должен иметь заусенцев и грязи.
- Всегда вставляйте инструмент на минимальную глубину зажима в державку.
- Не совмещайте несколько расширений. Зажимной винт не заблокирован от выпадения!
- Гидравлические патроны нельзя зажимать без инструмента или заготовки.
- Тип A с прямым цилиндрическим валом. Цилиндрический вал в соотв. согласно DIN 6535 HA и форма A согласно DIN 6535 часть 1
- Тип AB с одним плоским хвостовиком цилиндра Weldon Форма B согласно DIN 1835 часть 1 и DIN 6535 HB
- Тип B с двумя плоскими гранями Weldon Хвостовик цилиндра B согласно DIN 1835 часть 1
- Тип E с плоским хвостовиком цилиндра со свистком E согласно DIN 1835, часть 1 и DIN 6535 HE
- Для оптимального усилия зажима, зажимного отверстия и канавки необходимо очищать растворителем после каждой смены инструмента.
- Перед хранением смажьте всю поверхность гидравлического патрона маслом и храните в незажатом положении.
- Гарантия аннулируется, если ремонт произведен кем-либо, кроме RedLine Tools.
- Может возникнуть необходимость отрегулировать и смазать приводной винт, особенно при большом количестве циклов зажима, высоких рабочих температурах или при наличии абразивной грязи или стружки. Для оптимальной смазки приводного винта мы рекомендуем использовать медную пасту MOLYKOTE CU 7439 (тюбик 100 г, ид.-Нет. 9247204).
- Диапазон регулировки длины: 10 мм
- Рабочая температура: 20-50 ° C
- Макс. давление охлаждающей жидкости: 1160 P.S.I.

Держатели концевых фрез
- Держатели диаметром до 1.000 дюймов подходят для фрезы с двойным концом (за исключением случаев, указанных выше), что позволяет сэкономить на стоимости инструмента.
- Винты с мелкой резьбой подходят для плоских поверхностей Weldon – плотно закрываются, остаются плотно затянутыми
- Конус хвостовика AT3 или лучше обеспечивает точную и жесткую оправку- крепление к шпинделю
- Меньший износ инструмента и меньший износ инструмента – меньше брака
- Полностью отшлифованный фланец и V-образная канавка облегчают смену инструмента для меньшего обслуживания шпинделя и сменщика

Держатели для торцевых фрез
- Диаметр пилота рассчитан на точную посадку с резцом.
- Лицевая сторона перпендикулярна центральной линии внутри.0002 “
- Съемные / заменяемые приводные шпонки входят в стандартную комплектацию
- Включен стопорный винт с мелкой резьбой
- Конус хвостовика AT3 или лучше обеспечивает точное и жесткое крепление держателя инструмента к шпинделю
- Меньший износ инструмента и замена означает меньше лом
- Полностью отшлифованный фланец и V-образная канавка легко устанавливаются на устройства смены инструмента, что сокращает необходимость технического обслуживания шпинделя и устройства смены
Жесткие держатели для метчиков
- Жесткая синхронная система для управления станком с 32-разрядными микропроцессорами
- Увеличенная длина доступна для горизонтальных обрабатывающих центров
- Использует популярные быстросменные системы цанговых патронов типа Bilz
Держатели для метчиков растяжения и сжатия
- Тип натяжения и сжатия имеет осевой поплавок для точного шага резьбы.
- Держатели перемещаются при растяжении.75 дюймов / сжатие 0,37 дюйма
- Использует популярные быстросменные цанговые патроны типа Bilz

Конические держатели Jacobs
- Прецизионно заточенный стержень Jacobs
- Конус Jacobs удерживается с точностью выше 0,0002 дюйма для лучшего сопряжения с сверлильным патроном
Держатели для продольной пилы
- Полузагруженная передняя крышка в труднодоступных местах
- Изменение ширины пилы без проставок
- Лицевая поверхность удерживается перпендикулярно центральной линии в пределах 0,0002 дюйма
- Диаметр пилота рассчитан на точную посадку с фрезой и имеет шпонку для положительного привод
- Предназначен для продольно-продольной пилы толщиной до 5/16 дюйма – более широкие фрезы используют Держатель оправки для штифта
Держатели для заглушек
- Контрольная резьба заточена концентрично коническому хвостовику.
- Лицевая поверхность перпендикулярна центральной линии внутри.0002 “
- Диаметр пилота рассчитан на точную посадку с фрезой и имеет шпонку для положительного привода
- В комплект входят усиленная стопорная гайка и три оправки – 1/4″, 3/8 “, 3/4”

Держатели конуса Морзе
- Конусный карман Морзе с точностью до 0,0002 дюйма для наилучшей фиксации хвостовика Морзе
- AT3 или лучший конус хвостовика обеспечивает точное и жесткое крепление державки к шпинделю
- Меньше замен инструмента и износа означает меньше брака
- Полностью отшлифованный фланец и V-образная канавка легко устанавливаются на устройства смены инструмента для меньшего обслуживания шпинделя и сменщика
- Не для высокоскоростного использования
- Необходимо очистить перед использованием и обезжирить для правильной сборки
- Не использовать с охлаждающей жидкостью через шпиндель
Держатели расточной головки
- Конус хвостовика AT3 или лучше – точное и жесткое крепление державки к шпинделю
- Меньше износ и замена инструмента – меньше брака
- Полностью отшлифованный фланец и V-образная канавка – удобство смены инструмента для меньшего обслуживания шпинделя и сменщика
с удерживающей ручкой Haas
Калибровка станка с ЧПУ – это процесс измерения, диагностики и работы в пределах производственных допусков. Со временем ваша машина выйдет из строя. Калибровка вашей машины будет:
Со временем ваша машина выйдет из строя. Калибровка вашей машины будет:
- Повышение урожайности
- Меньше переделок деталей
- Увеличьте время безотказной работы машины
- Стандартизация
- Меньше износа вашей машины
- Доступно в CAT 40 и CAT 50
Типы державок с ЧПУ для различных случаев
TM Smith Tool специализируется на производстве державок с ЧПУ, используя более чем 60-летний опыт, чтобы идти в ногу с новейшими технологиями обработки.Существует множество типов державок на выбор, поэтому важно рассмотреть варианты и решить, что лучше всего соответствует вашим потребностям.
Назначение
Держатель инструмента – это обрабатываемый компонент, который удерживает концевую фрезу на месте. Его цель состоит в том, чтобы удерживать инструмент на месте как можно точнее и прочнее, поскольку едва заметное увеличение биения может испортить ваш проект или сломать режущий инструмент.
Его цель состоит в том, чтобы удерживать инструмент на месте как можно точнее и прочнее, поскольку едва заметное увеличение биения может испортить ваш проект или сломать режущий инструмент.
Различные типы держателей имеют разную степень биения и балансировки.Также существуют различия в сроке службы и долговечности. Еще один важный фактор, который следует учитывать при выборе держателя инструмента с ЧПУ, – это время, необходимое для замены концевых фрез, поскольку это напрямую влияет на вашу прибыль.
Типы
Держатели инструмента различаются в зависимости от метода, используемого для удержания концевой фрезы на месте. Вот общий обзор предлагаемых нами типов державок для фрезерных инструментов с ЧПУ:
- Держатели с горячей посадкой: Этот тип державок использует нагрев и охлаждение для приложения усилия зажима к режущему инструменту.Держатели с горячей посадкой обеспечивают надежный захват и могут значительно продлить срок службы инструмента.
- Цанговые патроны: Цанговый патрон зажимает концевую фрезу с помощью шлицевого кольца. Стандартные цанги имеют размер в миллиметрах, и их также можно настроить.
- Держатели концевых фрез: В этих деталях используется установочный винт для фиксации режущего инструмента. Они имеют небольшой диаметр носика и доступны различной длины.
- Держатели для метчиков: В эту категорию входят жесткие, плавающие и картриджные держатели.Также доступны адаптеры, поэтому вы можете использовать больше инструментов на одном держателе.

Инвестируйте в качество
Вся наша продукция изготовлена из высококачественных материалов и предназначена для увеличения срока службы ваших инструментов и экономии вашего времени и денег. Свяжитесь с TM Smith Tool, чтобы узнать, как наши стандартные и индивидуальные держатели инструмента могут улучшить вашу работу.
Держатели токарного инструмента с ЧПУ – все, что вам нужно знать, прямо здесь – виртуальное событие и потоки
Что касается принадлежностей, существует пять типов токарных станков с ЧПУ и державок: внешние токарные инструменты, расточные оправки, сверла, инструменты для нарезания резьбы и отрезные инструменты, для каждого из которых требуются специальные держатели. Внешние токарные инструменты соответствуют названию и могут очень хорошо резать внешнюю поверхность заготовки, что также относится к черновой или чистовой обработке.
Внешние токарные инструменты соответствуют названию и могут очень хорошо резать внешнюю поверхность заготовки, что также относится к черновой или чистовой обработке.
Второй в нашем списке – расточная штанга. Вы можете идентифицировать их по круглой полосе. Они бывают разных размеров, и их основная цель – сделать существующие отверстия больше или улучшить обработку отверстий. Режущие инструменты токарных станков с ЧПУ и держатели инструментов должны быть защищены и надежно закреплены в правильном положении для обработки заготовки для токарных работ.Чтобы удовлетворить эту потребность, доступно несколько различных типов держателей инструмента. Каждый, кто имеет дело с токарным станком, должен уметь правильно выбрать систему крепления инструмента для выполняемой задачи. Определите держатели инструмента стандартной, быстросменной и револьверной формы. Держатели инструмента – это приспособления, которые являются физическим интерфейсом между станком и пользователем. Они поступают от более старой модели R8 к более новому креплению HSK или VDI с различными типами крепления системы.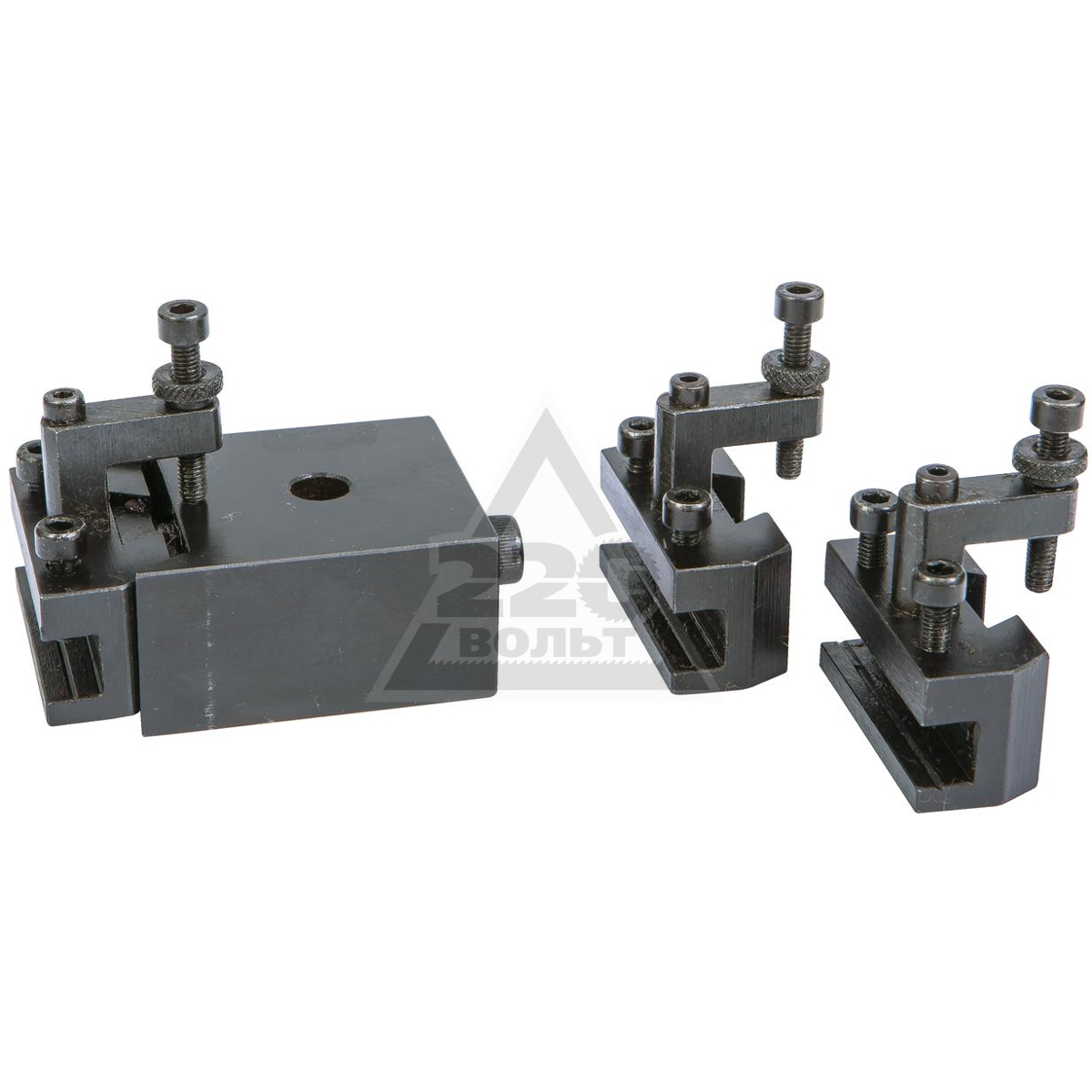 В этой статье мы разберем различные типы систем держателей инструмента для токарных станков с ЧПУ.
В этой статье мы разберем различные типы систем держателей инструмента для токарных станков с ЧПУ.
:: Подробнее: Токарные станки с ЧПУ – рабочая лошадка любого механического цеха
Стандарты держателей инструмента Cat, BT, HSK и др.
Держатель инструмента – это главный элемент, соединяющий станок с инструментом. В зависимости от интерфейса различается и способ установки. Вы можете выбрать их крепление из держателя инструмента HSK, крепления VDI или старой модели R8. Все типы держателей инструмента состоят из трех отдельных частей: гнезда, фланца и конуса.Есть статические приборы, которые обесточены, и под напряжением обесточенное оборудование. Коническая часть держателя инструмента имеет форму конуса. Это деталь, которая соединяется со шпинделем во время смены инструмента. Фланец подсоединяется к устройству автоматической смены, которое перемещает шпиндель и устройство смены инструмента. Карман втулки прикрепляется к различным гайкам втулки, и именно здесь фиксируется вкладыш втулки.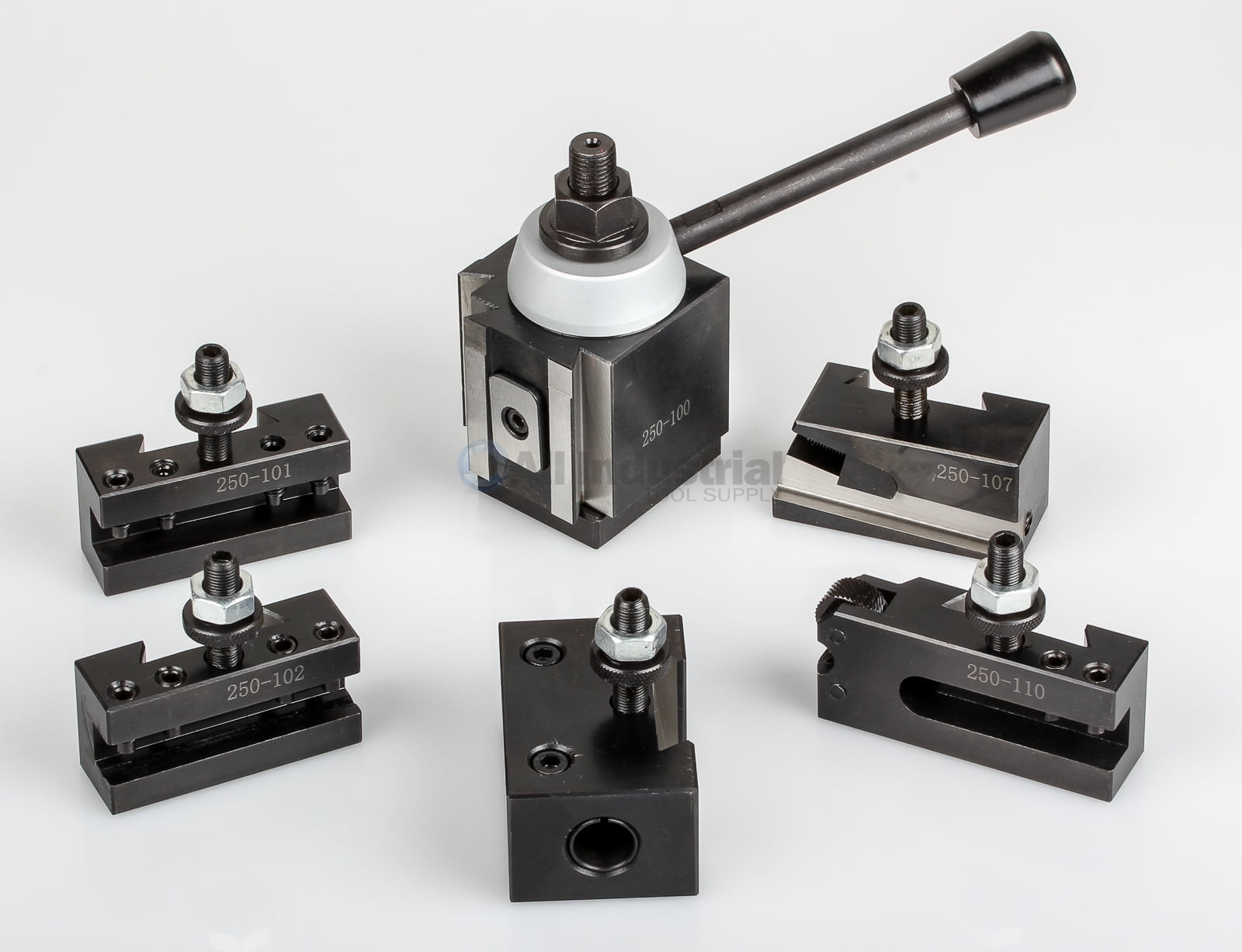 Режущий инструмент окружен несколькими державками, поэтому он остается нетронутым в одном месте – в отличие от некоторых других обрабатывающих инструментов, которые имеют полный зазор для больших и малых размеров.
Режущий инструмент окружен несколькими державками, поэтому он остается нетронутым в одном месте – в отличие от некоторых других обрабатывающих инструментов, которые имеют полный зазор для больших и малых размеров.
Типы держателей инструмента
Существует много различных типов держателей и цанг, они индексируются в базах данных промышленных станков, например, шпиндели станков, которые имеют моторный привод и отвечают за токарный механизм токарных станков с ЧПУ. Боковые держатели режущего инструмента удерживают режущий инструмент на месте. Расточные головки удерживают прутки на месте, как и в других типах держателей инструмента. Патроны для нарезания резьбы обеспечивают плавное выполнение операций нарезания резьбы и удерживают инструменты для нарезания резьбы на месте. Пустые адаптеры можно адаптировать к различным приложениям.Держатели плеча в основном используются для фрезерования, они удерживают фрезы на месте. Существуют также державки с внешним (OD) и внутренним (ID) диаметром, обычные держатели, совместимые с другими типами режущих инструментов. И, наконец, у нас есть патроны для сбора, фрезерные патроны или сверлильные патроны, которые специально разработаны для размещения бурового оборудования и миллионов операций. При покупке держателей инструмента вы должны точно знать, какой тип крепления вам нужен.
И, наконец, у нас есть патроны для сбора, фрезерные патроны или сверлильные патроны, которые специально разработаны для размещения бурового оборудования и миллионов операций. При покупке держателей инструмента вы должны точно знать, какой тип крепления вам нужен.
Держатели инструментов: функции и применение
По функциям и применению держатели инструментов значительно отличаются от державок с открытым потоком охлаждающей жидкости через фланец или с питанием от компонентов.Модели, марки и бренды, такие как держатели инструмента Cat, держатели инструмента BT и держатели инструмента HSK, являются яркими примерами в этом случае, когда речь идет о токарных инструментах с ЧПУ и держателях инструмента. Каждый из них отличается использованием и взаимозаменяемыми возможностями адаптации к изменениям размера, от маленького до большого, с максимально возможным зазором. Важно понимать, что каждый производимый держатель инструмента адаптирован к конкретной цели, задаче и задаче. Это имеет огромное значение для операционной эффективности и эффективности пользователей.
Это имеет огромное значение для операционной эффективности и эффективности пользователей.
:: Подробнее: Держатели токарного инструмента с ЧПУ – все, что вам нужно знать, прямо здесь
Различные типы оснастки
На токарном станке можно использовать множество различных инструментов. Самыми простыми и широко используемыми являются инструменты из быстрорежущей стали (HSS). Эти наконечники инструментов обычно поставляются в виде квадратных стержней, а затем шлифуются вручную на шлифовальном станке для ног. Если вы брали токарный станок по металлу от СБУ, вы, вероятно, использовали инструмент из быстрорежущей стали. Этот тип токарных станков с ЧПУ и держателей инструментов может быть очень гибким и экономичным, особенно если вы не собираетесь регулярно использовать токарный станок или не знаете, какие детали вы будете изготавливать.В зависимости от размера квадратные заготовки из быстрорежущей стали стоят около пяти долларов, а инструменты для предварительной шлифовки можно найти примерно за 25 долларов. Хотя инструмент из быстрорежущей стали изначально может быть очень дешевым с держателями токарного станка с ЧПУ, он может иметь недостатки. Во-первых, если вы не специалист, скорее всего, заточка инструментов займет много времени, и все ваши инструменты не будут одинаковыми. Инструмент из быстрорежущей стали имеет гораздо более короткий срок службы, чем другие типы инструментов, особенно для твердых материалов.
Хотя инструмент из быстрорежущей стали изначально может быть очень дешевым с держателями токарного станка с ЧПУ, он может иметь недостатки. Во-первых, если вы не специалист, скорее всего, заточка инструментов займет много времени, и все ваши инструменты не будут одинаковыми. Инструмент из быстрорежущей стали имеет гораздо более короткий срок службы, чем другие типы инструментов, особенно для твердых материалов.
Твердосплавный инструмент для пайки
Паяный твердосплавный инструмент из простой оснастки из быстрорежущей стали будет рассматриваться в качестве следующего шага.Такие устройства имеют стальной корпус с финишной напайкой твердосплавным припоем. Паяные твердосплавные инструменты могут стоить столько же, сколько стандартные инструменты HSS с ЧПУ и держатели токарных станков с ЧПУ, или могут стоить в три-четыре раза больше. Хотя мы не рекомендуем этого, вы можете найти увеличенный срок службы инструмента по сравнению с HSS, особенно с твердыми материалами, если вы хотите использовать твердосплавные инструменты.
Инструмент из твердого сплава со сменными пластинами
Третья форма токарного инструмента – это твердосплавный инструмент. В сменных инструментах используются стальные инструменты, которые фиксируют твердосплавную пластину до конца инструмента с помощью болта или зажима.Твердосплавные индексируемые инструменты и пластины, а также держатели токарных станков с ЧПУ широко доступны, поскольку они почти единодушно используются в токарных станках с ЧПУ. Сменные инструменты, сменные пластины и держатели для токарных станков с ЧПУ бывают самых разных видов, и их можно найти практически для любой работы. В отличие от HSS или твердосплавного припоя, твердосплавные пластины не требуют заточки перед использованием. Большинство пластин имеют как минимум 2 отдельные режущие кромки, и их можно повернуть, когда одна из них затупится. Обработка с заменой твердого сплава, поскольку при смене пластин обычно не происходит корректировка высоты инструмента.Основным недостатком принадлежностей, таких как сменные твердосплавные инструменты и держатели токарных станков с ЧПУ, является их первоначальная стоимость.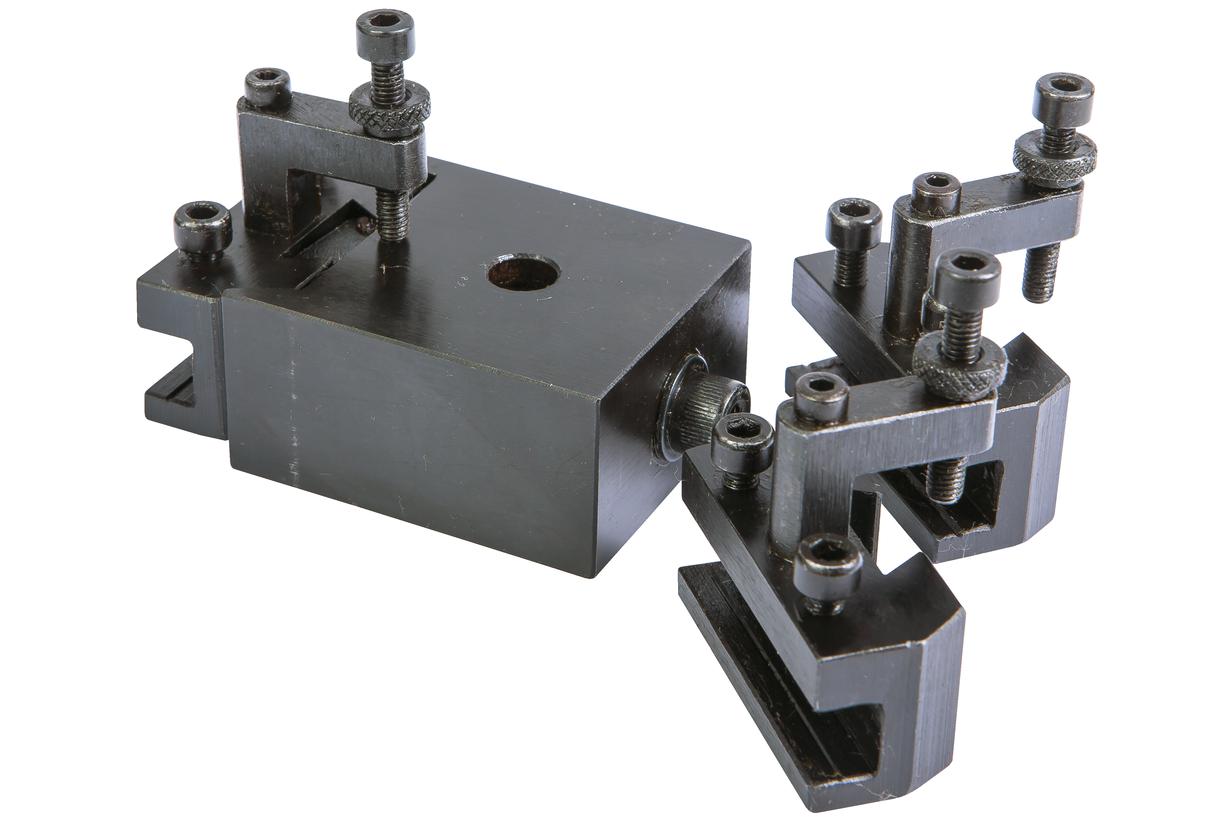 Самые популярные инструменты начинаются с 30 долларов за импортные инструменты и могут стоить до 200 долларов за высокопроизводительные инструменты для брендинга и держатели токарных станков с ЧПУ. Сами пластины обычно стоят около 5-10 долларов в зависимости от геометрии и марки.
Самые популярные инструменты начинаются с 30 долларов за импортные инструменты и могут стоить до 200 долларов за высокопроизводительные инструменты для брендинга и держатели токарных станков с ЧПУ. Сами пластины обычно стоят около 5-10 долларов в зависимости от геометрии и марки.
Держатели токарного инструмента с ЧПУ на IMTS-Exhibition.com
На нашем сайте вы можете найти многих производителей державок для токарных станков с ЧПУ и сопутствующих принадлежностей.Просто зайдите в раздел продуктов или воспользуйтесь функцией поиска, чтобы найти сотни поставщиков в нашей базе данных продуктов. Если вы хотите узнать больше о вопросах и приложениях, связанных с держателями токарных станков с ЧПУ, обязательно ознакомьтесь с другими записями нашего блога.
Если вас интересует еще более подробная информация, связанная с производством, обязательно посетите наш отраслевой канал MTS. На этой выставке мы представляем новые продукты и тенденции, посещая производителей на их предприятиях!
Если у вас есть отзывы об этой статье или другие предложения, отправьте нам сообщение!
MTS собрала мировых производителей инструментальных оправок на этой онлайн-платформе.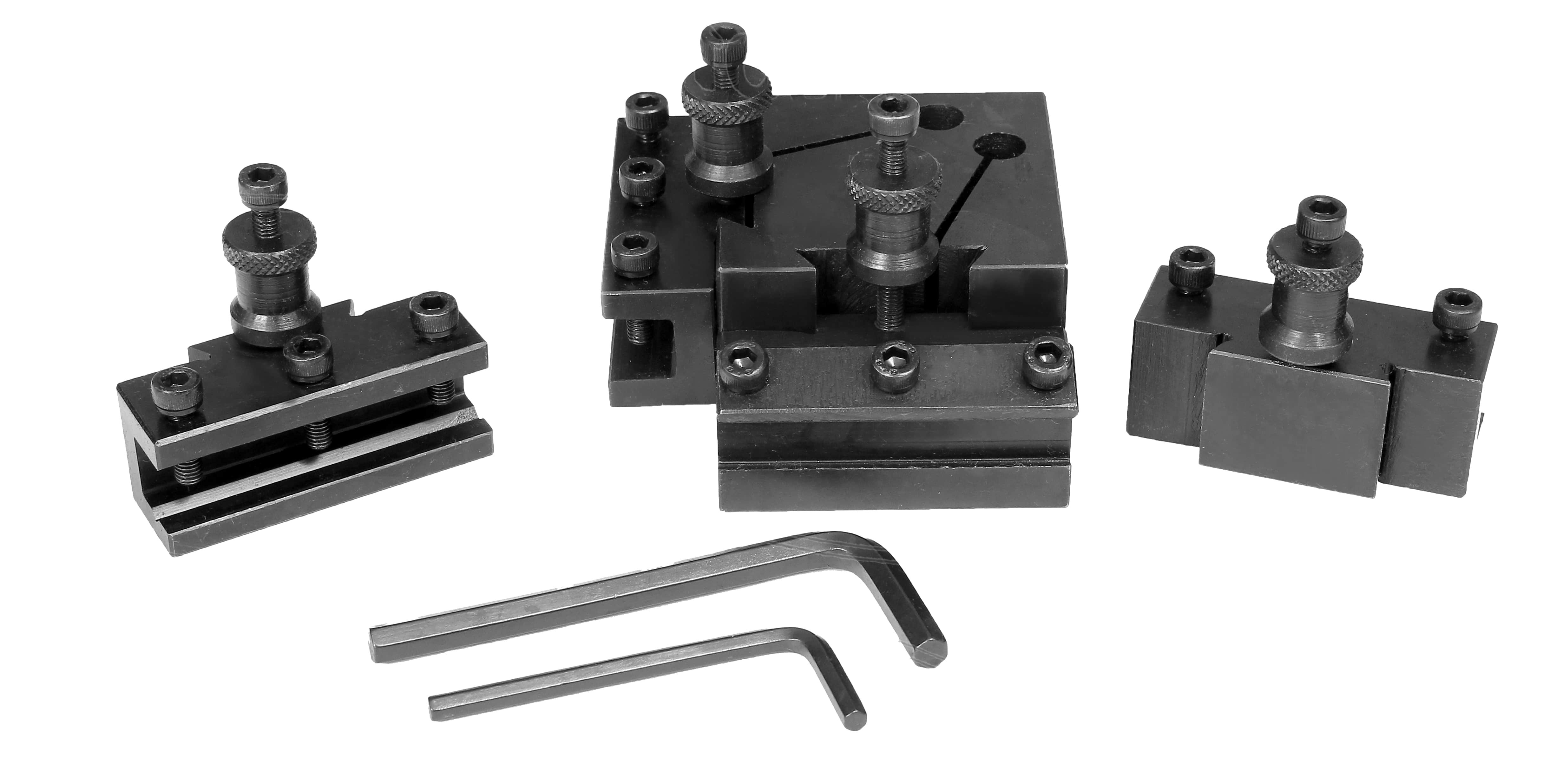 Просмотрите и найдите своего следующего поставщика вместе с нами.
Просмотрите и найдите своего следующего поставщика вместе с нами.
Если вы столкнетесь с какими-либо трудностями, пожалуйста, свяжитесь с нами.
Быстрая ссылка на поставщиков
| Расположение отверстий под болты: 64 мм x 30 мм Модель машины | Номер детали Внутр. Охлаждающая жидкость: добавить -INT | I.D. | Центр Высота | OD Токарная обработка Тип I | Внешний диаметр Тип II |
| Класс 15, Класс 20, SL135, SL150, SL154, ZL15 | MSL150-8432 | 1.250 ″ | 35 мм | MSL150-8311A . 75 ″ кв. 75 ″ кв. | MSL150-8411A .75 ″ кв. |
| MSL150-8435 | 1,5 ″ | 35 мм | |||
| MSL150-8436 | 2 ″ | 35 мм | |||
| MSL150-8420DBL | 0,750 ″ | 30 мм, 70 мм Двойной | |||
| Расположение отверстий под болты: 76 мм x 35 мм Модель машины | Номер детали Внутр. Охлаждающая жидкость: добавить -INT | И.Д. | Центр Высота | OD Токарная обработка Тип I | Внешний диаметр Тип II |
| CL25, CL200, CL253, CL2000, DT1500, DT1530, DT2550, SL200, SL203, SL204, SL250, SL253, SL300, SL303, VL25A1, ZL25, ZL200, ZL250, ZT2500, SL20, SL2550 , SL30, SL2500, NLX2500, Frontier | MSL20-8425 | 1 ″ | 40 мм | MSL20-8311 1 ″ кв. | MSL20-8411 1 ″ кв. |
| MSL20-8432 | 1,25 ″ | 40 мм | MSL20-8311 DBL 1 ″ кв. | ||
| MSL20-8435 | 1,5 ″ | 40 мм | |||
| MSL20-8445 | 1,75 ″ | 40 мм | |||
| MSL20-8436 | 2 ″ | 40 мм | |||
| Расположение отверстий под болты: 88 мм x 63 мм Модель машины | Номер детали Внутр. Охлаждающая жидкость: добавить -INT | И.Д. | Центр Высота | OD Токарная обработка Тип I | Внешний диаметр Тип II |
| SL35, TL40-10ST, ZL35, Samsung | MSL35-8435 | 1,5 ″ | 40 мм | MSL35-8311 1 ″ кв. | MSL35-8411 1 ″ кв. |
| MSL35-8436 | 2 ″ | 40 мм | |||
| MSL35-8437 | 2,5 ″ | 50 мм | |||
| Расположение отверстий под болты: 102 мм x 80 мм Модель машины | Номер детали Внутр.Охлаждающая жидкость: добавить -INT | I.D. | Центр Высота | OD Токарная обработка Тип I | Внешний диаметр Тип II |
| SL45, SL400, SL403, SL405, VL55, ZL45 | MSL403-8436 | 2 ″ | 50 мм | MSL403-8311B 1,25 ″ кв. | MSL403-8411B 1,25 ″ кв. |
| MSL403-8437 | 2,5 ″ | 50 мм | |||
| MSL403-8475 | 3 ″ | 50 мм | |||
| Расположение отверстий под болты: 115 мм x 110 мм Модель машины | Номер детали Внутр.Охлаждающая жидкость: добавить -INT | I.D. | Центр Высота | OD Токарная обработка Тип I | Внешний диаметр Тип II |
| SL6, SL65, SL600, SL603, MSL75 | MSL603-8437 | 2,5 ″ | 60 мм | MSL603-8311B 1,25 ″ кв. | MSL603-8411B 1,25 ″ кв. |
| MSL603-8475 | 3 ″ | 60 мм | MSL603-8311 1 ″ кв. | ||
| MSL603-84100 | 4 ″ | ||||
| Расположение отверстий под болты: 124 мм x 95 мм Модель машины | Номер детали Внутр. Охлаждающая жидкость: добавить -INT | I.D. | Центр Высота | OD Токарная обработка Тип I | Внешний диаметр Тип II |
| SL630MC | MSL603MC-8437 Раздельный | 2. 5 ″ 5 ″ | 2,5 ″ | ||
| Расположение отверстий под болты: 70 мм x 62 мм Модель машины | Номер детали † Ext. Только охлаждающая жидкость | I.D. | Центр Высота | OD Токарная обработка Тип I | Внешний диаметр Тип II |
| NT3100 DCG, NT3150 DCG, NT3200 DCG, NZ1500, NZ2000, NZ3000, DURA 2050MC | † NZ2000-8425DBL | 1 ″ | 75 мм, 105 мм Двойной | NZ2000-8311A.75 ″ кв. | NZ2000-8411 1 ″ кв. |
| † NZ2000-8432 | 1,25 ″ | 100 мм | NZ2000-8311 1 ″ кв.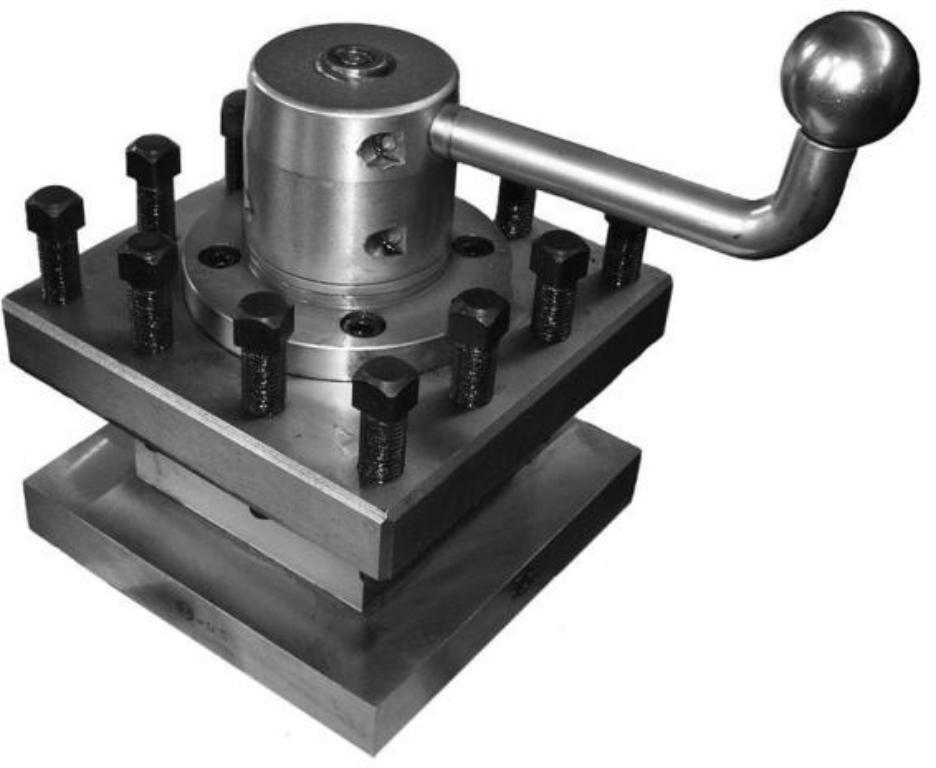 | ||
| † NZ2000-8435 | 1,5 ″ | 100 мм | |||
| Расположение отверстий под болты: 94 мм x 84 мм Модель машины | Номер детали Внутр. Охлаждающая жидкость: добавить -INT | I.D. | Центр Высота | OD Токарная обработка Тип I | Внешний диаметр Тип II |
| NL1500, NL2000, NL2500, NL3000, NT4200, NT4250, NLX2500, Щуп, NT4300 | NL3000-8432DBL | 1.25 ″ | 80 мм, 120 мм Двойной | NL3000-8311 1 ″ кв. | NL3000-8411 1 ″ кв. |
| NL3000-8435 | 1,5 ″ | 80 мм | NL3000-8311 DBL 1 ″ кв. | ||
| NL3000-8436 | 2 ″ | 80 мм | |||
| NL3000-8437 | 2,5 ″ | 80 мм | |||
| NL3000-8475 | 3 ″ | 80 мм |
Цанговые патроны, втулки и держатели инструмента от Hardinge
Когда дело доходит до удержания инструмента, ценность заключается в точности и надежности, которые передаются на готовую деталь.Цанги, втулки и державки резцедержателей Hardinge спроектированы и спроектированы с учетом качества и долговечности. Стандарт производительности Hardinge очень высок, чтобы помочь вам достичь требуемого уровня точности. Держатели резцов Hardinge и цанги резцедержателей доступны в стилях ER, DA (двойной угол), TG (великолепный захват), HDO и HF. Hardinge также предлагает стандартные цанги и держатели инструментов в стилях Cincinnati Monoset и 1C.
Hardinge также предлагает стандартные цанги и держатели инструментов в стилях Cincinnati Monoset и 1C.
Все стандартные цанги резцедержателей ER изготавливаются из специальных легированных сталей.Они подвергаются прецизионной обработке с очень малыми допусками для обеспечения превосходной соосности. Hardinge предлагает широкий выбор державок для цанг ER, которые используются для захвата сверл, метчиков, разверток, концевых фрез, расточных оправок и рабочих инструментов с круглым хвостовиком. Одноугловые цанги ER-типа используются на токарных станках швейцарского типа, а также в держателях инструмента для фрезерных и токарных станков с ЧПУ. Двухугловая цанга DA-типа отличается возможностью параллельного захвата из-за двух углов и противоположной конфигурации разъемов.Это обеспечивает параллельную опору на хвостовике инструмента, а также полный диаметр инструмента.
Цанги Cincinnati Monoset обрабатываются с соблюдением строгих допусков, чтобы гарантировать концентричность между внешним диаметром цанги и ее отверстием. Hardinge предлагает цанги Cincinnati Monoset в размерах 1CH и 3CH. Цанга 1C, используемая в державках Hardinge T17 5/8 ”и 3/4”, устанавливается в круглые державки и револьверные головки для установки инструмента на осевой линии шпинделя для точного сверления.Цанги 1C обеспечивают точную фиксацию сверл, центровочных сверл, расточных оправок с круглым хвостовиком и токарных инструментов с круглым хвостовиком.
Hardinge предлагает цанги Cincinnati Monoset в размерах 1CH и 3CH. Цанга 1C, используемая в державках Hardinge T17 5/8 ”и 3/4”, устанавливается в круглые державки и револьверные головки для установки инструмента на осевой линии шпинделя для точного сверления.Цанги 1C обеспечивают точную фиксацию сверл, центровочных сверл, расточных оправок с круглым хвостовиком и токарных инструментов с круглым хвостовиком.
Эксцентриковый держатель инструмента 1С обеспечивает дополнительную регулировку, необходимую для большинства верхних пластин инструментального типа. Цанги Hardinge 1C доступны в круглых, шестигранных, квадратных и десятичных размерах.
Hardinge также предлагает втулки HD-типа с прецизионной обработкой трех типов. Твердость и упругость, обеспечиваемые втулками Hardinge, делают их самыми долговечными и точными втулками в отрасли.Втулка HDB имеет заплечик с накаткой для облегчения установки и снятия. На наружном диаметре втулки фрезеруется плоскость, где держатель инструмента или установочные винты револьверной головки зажимаются на втулке для максимального контакта с поверхностью. Втулки HDC имеют один или два продольных паза в зависимости от размера отверстия. Прорези позволяют установочному винту держателя инструмента располагаться непосредственно на корпусе инструмента. Втулки HDZ также имеют один или два продольных паза, в зависимости от размера отверстия.Втулки имеют фланец с двумя установочными винтами, разнесенными на 90 ° для предварительной настройки инструментов перед установкой их в станок.
Втулки HDC имеют один или два продольных паза в зависимости от размера отверстия. Прорези позволяют установочному винту держателя инструмента располагаться непосредственно на корпусе инструмента. Втулки HDZ также имеют один или два продольных паза, в зависимости от размера отверстия.Втулки имеют фланец с двумя установочными винтами, разнесенными на 90 ° для предварительной настройки инструментов перед установкой их в станок.
Hardinge производит широкий ассортимент цанг, втулок и державок для ручных токарных и фрезерных станков с ЧПУ. Часто задаваемые вопросы можно просмотреть на сайте www.hardinge.com или по телефону 800-843-8801 для получения дополнительной информации. Инструмент можно заказать круглосуточно и без выходных на сайте www.shophardinge.com с доставкой в тот же день для большинства цанговых патронов и втулок.
Типы державок для токарных станков с ЧПУ| Использование и преимущества
Держатели для токарных станков с ЧПУ представляют собой высокоточные компоненты, которые надежно удерживают станок внутри вашего токарного станка. Доступно множество различных типов державок токарных станков с ЧПУ и стилей монтажа, каждый из которых предлагает различные преимущества. Выбор правильного держателя инструмента с ЧПУ зависит от нескольких факторов, включая точность инструмента, который вам нужен, процесс, для которого вы его используете, и ваш бюджет. В этом руководстве мы описываем различные типы державок с ЧПУ, представленные на рынке.
Доступно множество различных типов державок токарных станков с ЧПУ и стилей монтажа, каждый из которых предлагает различные преимущества. Выбор правильного держателя инструмента с ЧПУ зависит от нескольких факторов, включая точность инструмента, который вам нужен, процесс, для которого вы его используете, и ваш бюджет. В этом руководстве мы описываем различные типы державок с ЧПУ, представленные на рынке.
Что такое держатели токарного станка с ЧПУ?
Держатели токарных станков с ЧПУ – это обрабатываемые детали, которые надежно удерживают токарный инструмент на месте во время работы.Выбор державки для токарного станка зависит от требуемой точности и скорости резания, при этом разные державки имеют разную балансировку и биение.
Держатель токарного станка с ЧПУ состоит из трех частей: цанги, фланца и конуса.
Конический конус: Конусообразный конус входит в шпиндель при смене инструмента.
Фланец: Фланец присоединяется к устройству смены инструмента при его движении.
Гнездо цанги: Гнездо цанги удерживает цангу на месте до того, как гайка цанги зафиксирует ее на инструменте.
Почему держатели токарных станков с ЧПУ важны?
Держатели для токарных станков с ЧПУиграют решающую роль в производительности и долговечности вашего станка. Чтобы машина обеспечивала желаемые результаты, в держателях инструментов используются режущие инструменты, работающие на высоких оборотах. Любой дисбаланс между инструментом и станком, вызванный соединением неправильного держателя инструмента, инструмента и станка, может вызвать повреждение продукта и шпинделя. Выбор, установка и обслуживание правильного держателя инструмента с ЧПУ делают резку точной и безопасной.
Держатели инструмента с ЧПУ имеют разную степень биения. Если вы выберете неправильный держатель инструмента, биение – уровень неточности вращения – может привести к созданию более широких диаметров, чем требуется. Это может привести к некачественной продукции или отделке. Наиболее важным фактором снижения биения является обеспечение надежной и точной установки инструмента с ЧПУ.
Наиболее важным фактором снижения биения является обеспечение надежной и точной установки инструмента с ЧПУ.
Какие бывают распространенные типы державок токарных станков с ЧПУ?
Существует множество типов державок для токарных станков с ЧПУ, включая цанговые патроны, держатели концевых фрез и держатели для горячей посадки:
Цанговые патроны: Цанговые патроны работают, зажимая концевую фрезу с помощью шлицевого кольца.Вы можете выбрать цанговые патроны по их размеру, измеренному в мм, хотя доступны специальные цанговые патроны. Цанговые патроны токарных станков с ЧПУ похожи на патроны, которые можно найти на большинстве домашних сверл.
Держатели концевых фрез: Держатели концевых фрез используют винт для фиксации режущего инструмента на месте. Они бывают разных размеров и длины, подходящие для множества фрезерных операций.
Термоусадочные патроны: При нагревании термоусадочных держателей они расширяются, и в них можно вставить режущий инструмент. По мере охлаждения он плотно сжимает инструмент, создавая мощное зажимное усилие, которое может обеспечить исключительную производительность и впечатляющий срок службы.
По мере охлаждения он плотно сжимает инструмент, создавая мощное зажимное усилие, которое может обеспечить исключительную производительность и впечатляющий срок службы.
Типы крепления держателя инструмента токарного станка с ЧПУ
Перед тем, как выбрать инструмент, вы должны понимать различные типы крепления держателей токарного станка с ЧПУ. Выберите неправильный, и ваш инструмент с ЧПУ может не подойти. Типы крепления держателя токарного станка:
BT – Стандарт BT для держателей инструмента, возникший в Японии, обычно используется в станках с ЧПУ.
CAT – Крепление CAT (часто называемое v-образным фланцем) – это специальный тип крепления, разработанный компанией со стандартной нумерацией для различных размеров конуса.
Инструмент с полым хвостовиком (HSK) – относительно новая инновация, крепления HSK выпускаются как с прямым хвостовиком, так и с конструкцией «ласточкин хвост» и предназначены для быстрой смены инструмента.
Конус Морзе (MT) – Тип крепления, выпускаемый в четырех различных размерах.
Конус NMTB – Конус NMTB, созданный компанией National Machine Tool Builders, используется во всех типах станков с ЧПУ.
Как правильно выбрать оправку для токарного станка с ЧПУ
Правильный держатель инструмента зависит от станка, процесса, продукта, который вы создаете, и от цены. Вам необходимо выбрать держатель инструмента, подходящий для используемого вами станка. Вы можете найти подробную информацию о подходящем держателе инструмента в технических характеристиках производителя. Обязательно выберите один с правильным типом крепления держателя токарного станка.
Процесс, для которого вы используете токарный станок с ЧПУ, и продукт, который вы создаете, влияют на выбор держателя инструмента.Приложение определяет тип держателя инструмента, будь то фрезерование больших объемов или прецизионное сверление. Держатели с горячей посадкой обеспечивают самое надежное сцепление с инструментом и могут снизить биение по сравнению с другими вариантами, но они дороги по сравнению с другими вариантами.
С практической точки зрения, держатель инструмента должен быть достаточно длинным, чтобы инструмент мог выполнять необходимую функцию резания на нужной глубине при установке в станок. Также учтите, сколько раз вам может потребоваться замена инструмента внутри держателя, поскольку некоторые из них можно менять быстрее, чем другие.
Цена державок с ЧПУ может варьироваться в зависимости от типа фитинга и требуемой точности. Стоимость державки зависит от точности работы и качества стали, из которой он изготовлен. Более сложные державки (например, с регулируемыми стержнями для уменьшения демпфирования) дороже стандартных моделей.
Держатель токарного инструмента | Поставщики твердосплавных державок для инструментов
Делайте покупки в Интернете и покупайте державки для токарных инструментов в Carbide Depot, одном из крупнейших поставщиков держателей для твердосплавных пластин в США.Поставщиками держателей инструментов с ЧПУ, которых мы представляем, являются Kennametal, Iscar, Mitsubishi Carbide, Seco, Tungaloy, Widia, Kyocera, Walter, Tool-Flo и наша собственная торговая марка Carbi-Universal. Большинство наших товаров доставляются со склада в США в тот же день.
Большинство наших товаров доставляются со склада в США в тот же день.
Держатели токарного инструмента надежно удерживают твердосплавные пластины для различных токарных операций, таких как токарная обработка, расточка, торцевание, нарезание канавок, нарезание резьбы и отрезка. Сменные держатели токарного инструмента оснащены пластинами для токарной обработки по стандарту ISO, в то время как в держателях инструмента для обработки канавок и нарезания резьбы используются либо Top Notch, либо треугольник укладки, либо треугольник на кромке, либо специальные пластины для обработки канавок.
Держатели токарного инструмента с ЧПУ предназначены для удержания как отрицательных, так и положительных пластин. Индексируемые пластины для токарной обработки по стандарту ISO без заданного угла являются пластинами с отрицательным углом, а пластины с задним углом – с положительным углом. Отрицательные пластины по своей природе прочнее и имеют больше режущих кромок по сравнению с положительными пластинами. Положительные пластины лучше подходят для резки алюминия, других цветных металлов и низкоуглеродистой стали. Держатели токарного инструмента для отрицательных пластин имеют наклон 5 градусов для обеспечения зазора, предотвращающего трение о заготовку.Державки для положительных пластин имеют угол наклона 0 градусов, поскольку заданный угол встроен в пластину. Это означает, что токарные патроны с положительной пластиной требуют меньше мощности и могут использоваться на станках меньшего размера.
Положительные пластины лучше подходят для резки алюминия, других цветных металлов и низкоуглеродистой стали. Держатели токарного инструмента для отрицательных пластин имеют наклон 5 градусов для обеспечения зазора, предотвращающего трение о заготовку.Державки для положительных пластин имеют угол наклона 0 градусов, поскольку заданный угол встроен в пластину. Это означает, что токарные патроны с положительной пластиной требуют меньше мощности и могут использоваться на станках меньшего размера.
Есть несколько механизмов, с помощью которых сменные твердосплавные пластины могут устанавливаться на держателе токарного инструмента. Резцедержатель с винтовым фиксатором фиксирует вставку винтом с потайной головкой через отверстие вставки и ввинчивается в гнездо держателя. Держатели резцов с винтовым фиксатором предназначены в первую очередь для пластин позитивного типа.Держатель инструмента зажимного типа фиксирует вставку с помощью зажима, который сжимает вставку в кармане. Зажим крепится к державке с помощью крепежного винта. Держатели зажимного инструмента предназначены в первую очередь для пластин TPG. Держатель инструмента с многократным замком представляет собой комбинацию стиля завинчивания и стиля зажима. Вставка удерживаются в кармане с обеими стопорным штифтом винтом через его цилиндрическое отверстие и зажимом выдавливания его лица. Державки Multilock предназначены в первую очередь для пластин негативного стиля.Держатель инструмента зажимного типа с клиновым замком фиксирует пластину с помощью специального зажима, который проходит через отверстие пластины. Зажим крепится к державке с помощью крепежного винта. Преимущество стиля зажимного клина замка является то, что она принимает только одно действия, чтобы индекс вставки, в то время как стиль Multilock требует разрыхления как стопорного штифта и зажима. Это минимизирует время простоя. Держатели зажимного инструмента с клиновым замком предназначены в первую очередь для пластин негативного типа.
Держатели зажимного инструмента предназначены в первую очередь для пластин TPG. Держатель инструмента с многократным замком представляет собой комбинацию стиля завинчивания и стиля зажима. Вставка удерживаются в кармане с обеими стопорным штифтом винтом через его цилиндрическое отверстие и зажимом выдавливания его лица. Державки Multilock предназначены в первую очередь для пластин негативного стиля.Держатель инструмента зажимного типа с клиновым замком фиксирует пластину с помощью специального зажима, который проходит через отверстие пластины. Зажим крепится к державке с помощью крепежного винта. Преимущество стиля зажимного клина замка является то, что она принимает только одно действия, чтобы индекс вставки, в то время как стиль Multilock требует разрыхления как стопорного штифта и зажима. Это минимизирует время простоя. Держатели зажимного инструмента с клиновым замком предназначены в первую очередь для пластин негативного типа.
Размер державок токарного инструмента составляет от 3/8 дюйма до 2 дюймов.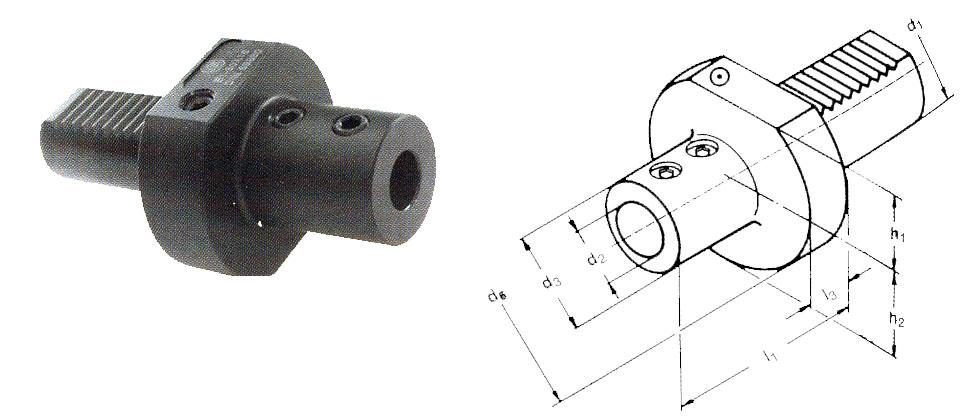 В Carbide Depot мы предлагаем державки со следующими размерами хвостовика: 3/8 дюйма, 1/2 дюйма, 5/8 дюйма, 3/4 дюйма, 1 дюйм, 1-1 / 4 дюйма, 1-1 / 2 дюйма, и 2 ”.
В Carbide Depot мы предлагаем державки со следующими размерами хвостовика: 3/8 дюйма, 1/2 дюйма, 5/8 дюйма, 3/4 дюйма, 1 дюйм, 1-1 / 4 дюйма, 1-1 / 2 дюйма, и 2 ”.
В держателях для обработки канавок, нарезания резьбы и отрезки используются специальные пластины и запатентованные механизмы крепления. Carbide Depot предлагает следующие стили державок Iscar: Cut-grip, Do-grip, Heli-face, Heli-grip, Pentacut, Self-grip, Top-grip и треугольные держатели для укладки SEL / SER. Мы также предлагаем следующие стили держателей инструмента Kennametal: A2, A3, A4, держатели с верхним вырезом и треугольные держатели LSA / LSS.От других производителей у нас есть серия Mitsubishi GY, треугольные держатели Mitsubishi MMTE, отрезной Tool-Flo, Tool-Flo Flo-lock, Tool-Flo vee bottom и Tungaloy Tungcut.
.