 Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Поэтому было разработано несколько вариантов конструкции этого устройства, подходящие для разных условий. Помимо токарных станков, резцедержатели используются в строгальных и некоторых других металлорежущих станках, но там они имеют другую конструкцию.
Условное деление
По исполнению:
– с осью вращения
– со сменными блоками
Деление резцедержателей с осью вращения:
– с горизонтальной осью вращения (параллельно оси шпинделя)
-с вертикальной осью вращения (перпендикулярно оси шпинделя)
по источнику смены позиций:
– гидравлические
– серво
По креплению инструмента
– клиновым блоком – резцы 16х16, 20х20, 25х25 и 32х25 мм
– VDI – крепление в круглом отверстии позиции торцевой поверхности диска резцедержателя одним болтом с клином. направление оси Чаще всего используются VDI30, VDI40. Размеры VDI20, VDI50 и VDI60 используются относительно редко. Может использоваться для статичного и приводного инструмента
– BMT – крепление в круглом отверстии на периферийном диаметре диска резцедержателя. Крепление четырьмя болтами. Наиболее распространены BMT-45, BMT-55, реже используются BMT-65, BMT-75. Может использоваться для статичного и приводного инструмента
На универсальном токарном станке резцедержатель располагается на верхних салазках суппорта. На суппорте также размещаются поперечные и поворотные салазки, а сам суппорт находится на продольных салазках станины. Комбинация этих узлов позволяет перемещать резец по всем трем координатам и поворачивать относительно продольной оси, что и обеспечивает большое количество доступных операций универсальному токарному станку.
У тяжелых обдирочных станков конструкция суппорта несколько отличается, поскольку на него приходится значительная нагрузка. В таких станках резцедержатель располагается на дополнительных салазках. Это требуется по той причине, что у станков этого типа поперечные салазки имеют слишком массивную конструкцию и их перемещение вручную затруднительно.
Использование резцедержателя
Резцедержатель является отдельным узлом станка, закрепленным болтами. Он существенно облегчает обработку деталей. Особенно важно применение резцедержателя при точной расточке отверстий.
Токарный резцедержатель предназначается для размещения резца по высоте и в горизонтальной плоскости. Установка резцедержателя по высоте имеет большое значение для процесса обработки. Если выполняется обточка, то резец устанавливается так, чтобы режущая кромка инструмента была выше, чем линия центров станка. Для расточки резец размещается ниже линии центров.
Простой резцедержатель
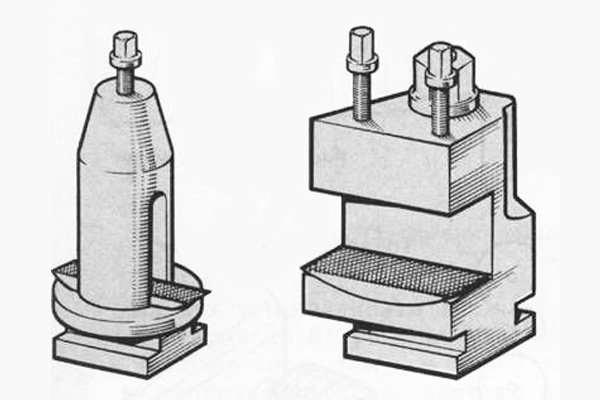 Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
С одной стороны, это устройство резцедержателя токарного станка дает возможность установить резец за минимальное время, а с другой — вся нагрузка приходится на один болт, поэтому он должен быть плотно затянут. Однако, пытаясь обеспечить достаточный прижим, этот болт часто затягивается с избыточным усилием, отчего резьба быстро приходит в негодность. В результате происходит обрыв болта или срезание внутренней резьбы. Ремонт такого резцедержателя заключается в замене болтов и расточке отверстия на больший размер. Также возможна установка втулки с резьбой в отверстие. Для повышения стойкости болтов их изготавливают из прочных сталей, таких как 12ХН3А, подвергают цементации на глубину 0,6-0,8 мм и закалке, что позволяет добиться твердости поверхности 50-60 HRС. Благодаря этому стойкость болтов возрастает в 10-15 раз относительно сырых, изготовленных из стали 45, однако, повышается и их цена. Для большей части деталей резцедержателя используется сталь 45, у которой твердость находится в интервале 220—260 НВ.
Резцедержатель этой конструкции широко использовался на советских станках. Сейчас такая конструкция резцедержателя токарного станка считается устаревшей и используется только для некоторых легких станков. В этом резцедержателе можно закрепить только один инструмент, что требует частой замены резца. В промышленной металлообработке это приводит к большим потерям времени.
Поворотные резцедержатели
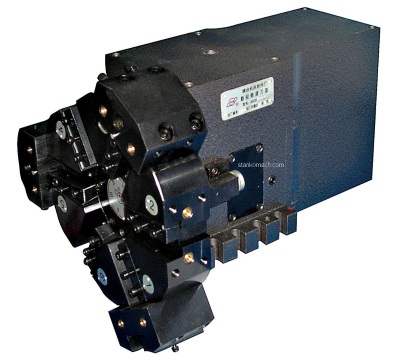
 Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Резцедержатель имеет строение, сходное с револьвером. Главным элементом является крупный диск, в котором просверлены сквозные отверстия на равном расстоянии друг от друга. В отверстия вставляются разрезные втулки, в которые и крепятся резцы. Использование втулок позволяет установить резцы по высоте без использования прокладок, поэтому такая операция выполняется весьма быстро. Также устройство для фиксации резцов имеет жесткие пружинные державки, что дает возможность вести растачивание глубоких отверстий, нарезание внутренней резьбы и другие точные работы.
В современных станках используются еще более эффективные резцедержатели, в которых одновременно можно закрепить до 12 инструментов. Особенно эффективны такие резцедержатели для токарных станков с ЧПУ, их применение позволяет значительно повысить производительность. Электромеханический привод резцедержателя обеспечивает быстрое и надежное крепление инструмента.
В токарных станках, например станки серии ТС16К20, конструкция поворотных резцедержателей имеет свои особенности. Зажим резца производится закаленными планками при помощи рычажно-клинового механизма, что значительно повышает усилие.
Гидравлические револьверные головки
 Одним из перспективных направлений развития резцов и резцедержателей выступает разработка гидравлических устройств для закрепления резцов. Такие резцедержатели амортизируют вибрацию, возникающую при обработке заготовки. Благодаря этому снижается вероятность выхода из строя инструмента. При черновой обработке, когда резец испытывает значительную нагрузку, использование гидравлических резцедержателей снижает затраты на инструменты на величину до 40%.
Одним из перспективных направлений развития резцов и резцедержателей выступает разработка гидравлических устройств для закрепления резцов. Такие резцедержатели амортизируют вибрацию, возникающую при обработке заготовки. Благодаря этому снижается вероятность выхода из строя инструмента. При черновой обработке, когда резец испытывает значительную нагрузку, использование гидравлических резцедержателей снижает затраты на инструменты на величину до 40%.
Такими резцедержками оснащены например токарные станки серии ТС17.
Гидравлические резцедержатели имеют точность, сравнимую с этим показателем у электромеханических устройств, а в некоторых режимах и более высокую. Имеют большее количество позиций, меньшее время смены инструмента, направление поиска инструмента по кратчайшему направлению. Требуют наличия гидростанции на станке.
Резцедержатели предназначены для закрепления призматических резцов сечением:
- 20х20 и 16х16 — для резцедержателей с хвостовиком 30 мм;
- 25х25 и 20х20 — для резцедержателей с хвостовиком 40 мм,
а также для закрепления инструмента с цилиндрическими и коническими хвостовиками.
Хвостовик резцедержателя соответствует ГОСТ 24900 и DIN 69880.
| Чертеж | Обозначение | d | D | L | H | H1 | H2 | B1 |
|---|---|---|---|---|---|---|---|---|
| 291.341.101 | 30 | 80 | 95 | 70 | 20 | 16 | 12 | |
| 291.341.121* | 40 | 88 | 107 | 80 | 25 | 20 | 16 |
| Чертеж | Обозначение | d | D | L | H | H1 | H2 | B1 |
|---|---|---|---|---|---|---|---|---|
| 291.341.111 | 30 | 80 | 95 | 70 | 20 | 16 | 12 | |
| 291.341.131* | 40 | 88 | 107 | 80 | 25 | 20 | 16 |
| Чертеж | Обозначение | d | D | L | H | H1 | H2 | B1 |
|---|---|---|---|---|---|---|---|---|
| 291.341.201 | 30 | 78 | 125 | 67 | 20 | 16 | 10 | |
| 291.341.221* | 40 | 88 | 148 | 81 | 25 | 20 | 12,5 |
| Чертеж | Обозначение | d | D | L | H | H1 | H2 | B1 | B2 | A2 |
|---|---|---|---|---|---|---|---|---|---|---|
| 291.341.211 | 30 | 78 | 125 | 71 | 20 | 16 | 10 | – | – | |
| 291.341.231* | 40 | 88 | 148 | 78 | 25 | 20 | 12,5 | 30 | 50 |
| Чертеж | Обозначение | d | D | L | H | d1 | A |
|---|---|---|---|---|---|---|---|
| 291.342.200 | 30 | 84 | 111 | 62 | 25 | 45 | |
| 291.342.222 | 40 | 116 | 123 | 75 | 32 | 65 |
| Чертеж | Обозначение | d | D | L | H | B1 | N | d1 | d2 |
|---|---|---|---|---|---|---|---|---|---|
| 291.342.311 | 30 | 68 | 111 | 62 | 25 | 3 | 23,825 | 64 | |
| 291.342.331 | 40 | 83 | 143 | 74 | 25 | 4 | 31,267 | 70 |
| Чертеж | Обозначение | d | D | L | H | B1 | d1 | d2 | C |
|---|---|---|---|---|---|---|---|---|---|
| 291.342.112 | 30 | 68 | 121 | 66 | – | 32 | – | 54 | |
| -01 | 30 | 68 | 121 | 66 | – | 25 | – | 54 | |
| -02 | 30 | 68 | 126 | 66 | – | 20 | – | 59 | |
| -03 | 30 | 68 | 130 | 66 | – | 16 | – | 63 | |
| 291.342.132 | 40 | 83 | 138 | 74 | 55 | 32 | 70 | 63 | |
| -01 | 40 | 83 | 138 | 74 | 55 | 25 | 70 | 63 | |
| -02 | 40 | 83 | 138 | 74 | 55 | 20 | 70 | 63 | |
| -03 | 40 | 83 | 138 | 74 | 55 | 16 | 70 | 53 |
* — в вариантах исполнений резцедержателей со сменной планкой в шифр обозначения резцедержателя добавляется литера «А».
Если Вы не нашли интересующую Вас позицию, свяжитесь с нами по телефону
8 (800) 500-27-33, и мы предоставим Вам полную информацию!
Резцедержатели с цилиндрическим хвостовиком для станков с числовым программным управлением (ЧПУ) предназначены для закрепления призматических резцов сечением
- 20х20 и 16х16 — для резцедержателей с хвостовиком 30 мм,
- 25х25 и 20х20 — для резцедержателей с хвостовиком 40 мм,
а также для закрепления инструмента с цилиндрическими и коническими хвостовиками. По заказу потребителя комплектуются переходными втулками с цилиндрическим и коническим отверстиями.
Хвостовик резцедержателя соответствует ГОСТ 24900 и DIN 69880.
Размеры и технические характеристики
Радиальные резцедержатели
| Обозначение | d | D | L | H | H1 | H2 | B1 |
|---|---|---|---|---|---|---|---|
| 291.341.111 | 30 | 80 | 95 | 70 | 20 | 16 | 12 |
| 291.341.131* | 40 | 88 | 107 | 80 | 25 | 20 | 16 |
| Обозначение | d | D | L | H | H1 | H2 | B1 |
|---|---|---|---|---|---|---|---|
| 291.341.101 | 30 | 80 | 95 | 70 | 20 | 16 | 12 |
| 291.341.121* | 40 | 88 | 107 | 80 | 25 | 20 | 16 |
* — в вариантах исполнений резцедержателей со сменной планкой в шифр обозначения резцедержателя добавляется литера «А».
Осевые резцедержатели
| Обозначение | d | D | L | H | H1 | H2 | B1 | B2 | A2 |
|---|---|---|---|---|---|---|---|---|---|
| 291.341.211 | 30 | 78 | 125 | 71 | 20 | 16 | 10 | — | — |
| 291.341.231* | 40 | 88 | 148 | 78 | 25 | 20 | 12,5 | 30 | 50 |
| Обозначение | d | D | L | H | H1 | H2 | B1 |
|---|---|---|---|---|---|---|---|
| 291.341.201 | 30 | 78 | 125 | 67 | 20 | 16 | 10 |
| 291.341.221* | 40 | 88 | 148 | 81 | 25 | 20 | 12,5 |
* — в вариантах исполнений резцедержателей со сменной планкой в шифр обозначения резцедержателя добавляется литера «А».
Резцедержатели для борштанг
| Обозначение | d | D | L | H | B1 | N | d1 | d2 |
|---|---|---|---|---|---|---|---|---|
| 291.342.311 | 30 | 68 | 111 | 62 | 25 | 3 | 23,825 | 64 |
| 291.342.331 | 40 | 83 | 143 | 74 | 25 | 4 | 31,267 | 70 |
Резцедержатель для инструмента с цилиндрическим хвостовиком
| Обозначение | d | D | L | H | d1 | A |
|---|---|---|---|---|---|---|
| 291.342.200 | 30 | 84 | 111 | 62 | 25 | 45 |
| 291.342.222 | 40 | 116 | 123 | 75 | 32 | 65 |
| Обозначение | d | D | L | H | B1 | d1 | d2 | C |
|---|---|---|---|---|---|---|---|---|
| 291.342.112 | 30 | 68 | 121 | 66 | — | 32 | — | 54 |
| -01 | 30 | 68 | 121 | 66 | — | 25 | — | 54 |
| -02 | 30 | 68 | 126 | 66 | — | 20 | — | 59 |
| -03 | 30 | 68 | 130 | 66 | — | 16 | — | 63 |
| 291.342.132 | 40 | 83 | 138 | 74 | 55 | 32 | 70 | 63 |
| -01 | 40 | 83 | 138 | 74 | 55 | 25 | 70 | 63 |
| -02 | 40 | 83 | 138 | 74 | 55 | 20 | 70 | 63 |
| -03 | 40 | 83 | 138 | 74 | 55 | 16 | 70 | 53 |
Форма B3 Форма B7. Форма B1 Форма B5
 Резцедержатели для токарных станков с ЧПУ по IN 69880 (VI 3425, ГОСТ 24900-81) Заготовки для изготовления резцедержателей Радиальные резцедержатели Аксиальные резцедержатели Универсальные резцедержатели
Резцедержатели для токарных станков с ЧПУ по IN 69880 (VI 3425, ГОСТ 24900-81) Заготовки для изготовления резцедержателей Радиальные резцедержатели Аксиальные резцедержатели Универсальные резцедержатели
M d4 max. Размеры, мм
 Зажимные приспособления для станков фрезерно-расточной группы IN 69893 (HSK). Форма -C-E ISO 12164-1 (ГОСТ Р 51547-2000) Патроны цанговые Силовые прецизионные фрезерные патроны Оправки по IN 59 Втулки
Зажимные приспособления для станков фрезерно-расточной группы IN 69893 (HSK). Форма -C-E ISO 12164-1 (ГОСТ Р 51547-2000) Патроны цанговые Силовые прецизионные фрезерные патроны Оправки по IN 59 Втулки
(MAS 403 BT)
") 3 Зажимные приспособления по DIN 69871 (ГОСТ 25827-93 исп. 2) Зажимные приспособления по JIS B 6339 (MAS 403 BT) Зажимные приспособления по DIN 2080 (ГОСТ 25827-93 исп. 1) 1.1-1.9 Зажимные приспособления
3 Зажимные приспособления по DIN 69871 (ГОСТ 25827-93 исп. 2) Зажимные приспособления по JIS B 6339 (MAS 403 BT) Зажимные приспособления по DIN 2080 (ГОСТ 25827-93 исп. 1) 1.1-1.9 Зажимные приспособления
08 / содержание раздела
 166 www.osnastik.ru 08 / содержание раздела Техническая информация 168 8.1. Резцедержатели для токарных станков по DIN 69880 VDI (ГОСТ 24900-81) 169 8.2. Вытягиватели прутка 178 8.3. Сверлильные и плавающие
166 www.osnastik.ru 08 / содержание раздела Техническая информация 168 8.1. Резцедержатели для токарных станков по DIN 69880 VDI (ГОСТ 24900-81) 169 8.2. Вытягиватели прутка 178 8.3. Сверлильные и плавающие
08 / содержание раздела
 170 www.osnastik.ru 08 / содержание раздела Техническая информация 172 8.1. Резцедержатели для токарных станков по DIN 69880 VDI (ГОСТ 24900-81) 173 8.2. Вытягиватели прутка 182 8.3. Сверлильные и плавающие
170 www.osnastik.ru 08 / содержание раздела Техническая информация 172 8.1. Резцедержатели для токарных станков по DIN 69880 VDI (ГОСТ 24900-81) 173 8.2. Вытягиватели прутка 182 8.3. Сверлильные и плавающие
Вспомогательный инструмент
 Основной каталог Вспомогательный инструмент 129085, г. Москва, ул. Годовикова, д. 9, стр. 31 Тел.: (495) 560-48-88, факс (495) 560-48-99 E-mail: [email protected] www.intehnika.ru Техническая информация
Основной каталог Вспомогательный инструмент 129085, г. Москва, ул. Годовикова, д. 9, стр. 31 Тел.: (495) 560-48-88, факс (495) 560-48-99 E-mail: [email protected] www.intehnika.ru Техническая информация
Запасные части и аксессуары
 Запасные части и аксессуары Оглавление Цанги Наборы цанг Пластиковый футляр для цанг Зажимные гайки для цанговых патронов Цанги к силовому цанговому патрону тип EKS Цанги для гидропластовых патронов Цанги
Запасные части и аксессуары Оглавление Цанги Наборы цанг Пластиковый футляр для цанг Зажимные гайки для цанговых патронов Цанги к силовому цанговому патрону тип EKS Цанги для гидропластовых патронов Цанги
PI 07.2 ru Информация о продукте
 PI 07.2 ru Информация о продукте Резцедержатели с хвостовиком согласно DIN 69 880 2009-05-12 Содержащаяся в данном документе информация актуальна на момент его печати. Мы оставляем за собой право внесения
PI 07.2 ru Информация о продукте Резцедержатели с хвостовиком согласно DIN 69 880 2009-05-12 Содержащаяся в данном документе информация актуальна на момент его печати. Мы оставляем за собой право внесения
Статические блоки DIN 69880
 Статические блоки DIN 69880 Высокая точность и жесткость ОБЗОР ПРОГРАММЫ ISO 9001 48-A Заготовки для базовых блоков A1-A2 Стр. 5 48-B Радиальные базовые блоки -B8 Стр. 6-9 для резцов квадратного сечения
Статические блоки DIN 69880 Высокая точность и жесткость ОБЗОР ПРОГРАММЫ ISO 9001 48-A Заготовки для базовых блоков A1-A2 Стр. 5 48-B Радиальные базовые блоки -B8 Стр. 6-9 для резцов квадратного сечения
Oсновные размеры хвостовиков
 Oсновные размеры хвостовиков Позиция 30 40 50 a 1,6 1,6 3,2 b h22 16,1 16,1 25,7 d1 31,75 44,45 69,85 d2 М12 М16 М24 d3 Н7 13 17 26 d4 17,4 25,3 39,6 d6 50 63 97,5 l1 48,4 65.4 101,8 l2 5,5 8,2 11,5 l3
Oсновные размеры хвостовиков Позиция 30 40 50 a 1,6 1,6 3,2 b h22 16,1 16,1 25,7 d1 31,75 44,45 69,85 d2 М12 М16 М24 d3 Н7 13 17 26 d4 17,4 25,3 39,6 d6 50 63 97,5 l1 48,4 65.4 101,8 l2 5,5 8,2 11,5 l3
ДЛЯ ТОКАРНЫХ СТАНКОВ DIN 69880
 ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА ДЛЯ ТОКАРНЫХ СТАНКОВ DIN 69880 ИНСТРУМЕНТ ДОСТИЖЕНИЯ ПРОИЗВОДСТВЕННЫХ ЗАДАЧ Инструментальная оснастка 5 летний опыт безупречной работы в станках HAAS и в станках других производителей
ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА ДЛЯ ТОКАРНЫХ СТАНКОВ DIN 69880 ИНСТРУМЕНТ ДОСТИЖЕНИЯ ПРОИЗВОДСТВЕННЫХ ЗАДАЧ Инструментальная оснастка 5 летний опыт безупречной работы в станках HAAS и в станках других производителей
Патроны с синхронизацией
 Резьбонарезные патроны для быстрой смены инструмента Патроны с синхронизацией Тип 347-01 зажимной патрон с синхронизацией, хвостовик Weldon Зажим инструмента осуществляется с использованием адаптера; с
Резьбонарезные патроны для быстрой смены инструмента Патроны с синхронизацией Тип 347-01 зажимной патрон с синхронизацией, хвостовик Weldon Зажим инструмента осуществляется с использованием адаптера; с
в I Футляр для цанг
 для размещения заказа – Футляр для цанг Размеры, мм Кол-во ячеек В x H х L в I 701.05.1 G r. 5 ER8 9 90 х 30 х 95 701.07.1 G r. 7 ER11 13 90 х 30 х 95 701..1 G r. ER16 1 х 45 х 115 701.13.1 G r. 13 ER20
для размещения заказа – Футляр для цанг Размеры, мм Кол-во ячеек В x H х L в I 701.05.1 G r. 5 ER8 9 90 х 30 х 95 701.07.1 G r. 7 ER11 13 90 х 30 х 95 701..1 G r. ER16 1 х 45 х 115 701.13.1 G r. 13 ER20
04 / содержание раздела
 106 www.osnastik.ru 04 / содержание раздела 4.1. Механизированные цанговые патроны 108 4.2. Ручные цанговые патроны 111 4.3. Разжимные оправки 115 [email protected] 107 4 ТОКАРНЫЕ ЦАНГОВЫЕ ПАТРОНЫ 4.1.
106 www.osnastik.ru 04 / содержание раздела 4.1. Механизированные цанговые патроны 108 4.2. Ручные цанговые патроны 111 4.3. Разжимные оправки 115 [email protected] 107 4 ТОКАРНЫЕ ЦАНГОВЫЕ ПАТРОНЫ 4.1.
Вспомогательный инструмент
 1 Патроны сверлильные Оправки/ Патроны резьбонарезные Стр. 7 Стр. 7 Стр. 90 Стр. 91 9 Стр. 9 Стр. Центры токарные Патроны токарные Стр. Быстросменные резцедержатели Стр. 9 Угольники крепежные Тиски станочные
1 Патроны сверлильные Оправки/ Патроны резьбонарезные Стр. 7 Стр. 7 Стр. 90 Стр. 91 9 Стр. 9 Стр. Центры токарные Патроны токарные Стр. Быстросменные резцедержатели Стр. 9 Угольники крепежные Тиски станочные
ДЛЯ ФРЕЗЕРНЫХ И ТОКАРНЫХ СТАНКОВ
 АКСЕССУАРЫ ДЛЯ ФРЕЗЕРНЫХ И ТОКАРНЫХ СТАНКОВ ИНСТРУМЕНТ ДОСТИЖЕНИЯ ПРОИЗВОДСТВЕННЫХ ЗАДАЧ Инструментальная оснастка 5 летний опыт безупречной работы в станках HAAS и в станках других производителей Приводные
АКСЕССУАРЫ ДЛЯ ФРЕЗЕРНЫХ И ТОКАРНЫХ СТАНКОВ ИНСТРУМЕНТ ДОСТИЖЕНИЯ ПРОИЗВОДСТВЕННЫХ ЗАДАЧ Инструментальная оснастка 5 летний опыт безупречной работы в станках HAAS и в станках других производителей Приводные
05 / содержание раздела
 118 www.osnastik.ru 05 / содержание раздела 5.1. Вращающиеся задние центры 120 5.2. Вращающиеся центры для труб 123 5.3. Вращающиеся задние центры со сменными наконечниками 124 5.4. Упорные центра 126
118 www.osnastik.ru 05 / содержание раздела 5.1. Вращающиеся задние центры 120 5.2. Вращающиеся центры для труб 123 5.3. Вращающиеся задние центры со сменными наконечниками 124 5.4. Упорные центра 126
13 / содержание раздела
 300 www.osnastik.ru 13 / содержание раздела Техническая информация 302 13.1. Инструментальная оснастка по IN 69871 (ГОСТ 25827-93 ИСП.2) 13.2. Инструментальная оснастка по JIS B 6339 (MS 403 BT) 13.3.
300 www.osnastik.ru 13 / содержание раздела Техническая информация 302 13.1. Инструментальная оснастка по IN 69871 (ГОСТ 25827-93 ИСП.2) 13.2. Инструментальная оснастка по JIS B 6339 (MS 403 BT) 13.3.
13 / содержание раздела
 284 www.osnastik.ru 13 / содержание раздела Техническая информация 286 13.1. Инструментальная оснастка по IN 69871 (ГОСТ 25827-93 ИСП.2) 13.2. Инструментальная оснастка по JIS B 6339 (MS 403 BT) 13.3.
284 www.osnastik.ru 13 / содержание раздела Техническая информация 286 13.1. Инструментальная оснастка по IN 69871 (ГОСТ 25827-93 ИСП.2) 13.2. Инструментальная оснастка по JIS B 6339 (MS 403 BT) 13.3.
Центр Продажи Станков Челябинск
 Центр Продажи Станков Челябинск Контакты г. Челябинск, ул. Свободы 108-А Email: [email protected] тел./факс: (351) 729-80-39 многоканальный (351)7777-381 – оборудование (351)7777-681- инструмент и материалы
Центр Продажи Станков Челябинск Контакты г. Челябинск, ул. Свободы 108-А Email: [email protected] тел./факс: (351) 729-80-39 многоканальный (351)7777-381 – оборудование (351)7777-681- инструмент и материалы
Стр Стр Стр Стр
 Расточные системы Общество с ограниченной ответственностью «КНАМ Тулс» ИНН 77326608 КПП 773101 1351, г. Москва, ул. Молодогвардейская, д. 61, корпус 2, стр. 1 р/с 70000045443 в ВТБ 24 (ЗАО) к/с 10100000007
Расточные системы Общество с ограниченной ответственностью «КНАМ Тулс» ИНН 77326608 КПП 773101 1351, г. Москва, ул. Молодогвардейская, д. 61, корпус 2, стр. 1 р/с 70000045443 в ВТБ 24 (ЗАО) к/с 10100000007
13 / содержание раздела
 276 www.osnastik.ru 13 / содержание раздела Техническая информация 278 13.1. Инструментальная оснастка по IN 69871 (ГОСТ 25827-93 ИСП.2) 13.2. Инструментальная оснастка по JIS B 6339 (MS 403 BT) 13.3.
276 www.osnastik.ru 13 / содержание раздела Техническая информация 278 13.1. Инструментальная оснастка по IN 69871 (ГОСТ 25827-93 ИСП.2) 13.2. Инструментальная оснастка по JIS B 6339 (MS 403 BT) 13.3.
Присоединительные размеры DIN
 Присоединительные размеры DIN 69880-1 6 Державки изготовлены из высокопрочной стали, твердостью HRC 58 ± 2 (HV 950 Н/мм 2 ). Все присоединительные поверхности шлифованы. Все державки имеют сменное сопло
Присоединительные размеры DIN 69880-1 6 Державки изготовлены из высокопрочной стали, твердостью HRC 58 ± 2 (HV 950 Н/мм 2 ). Все присоединительные поверхности шлифованы. Все державки имеют сменное сопло
ОСНАСТКА ДЛЯ ТОКАРНЫХ СТАНКОВ
 ОСНАСТКА ДЛЯ ТОКАРНЫХ СТАНКОВ Содержание Токарные резцедержатели VI Приводной инструмент 1 Патроны токарные 1 Техническая часть Токарные резцедержатели VI Токарные резцедержатели VI T1.B1 T1.B T1 Резцедержатель
ОСНАСТКА ДЛЯ ТОКАРНЫХ СТАНКОВ Содержание Токарные резцедержатели VI Приводной инструмент 1 Патроны токарные 1 Техническая часть Токарные резцедержатели VI Токарные резцедержатели VI T1.B1 T1.B T1 Резцедержатель
Держатели Monobloc BT JIS
 EPB 5545 Держатели насадных фрез, Accu-Fit С регулируемой гидравлической втулкой, готовая к использованию. Прямое биение 5 мкм максимум С каналами подачи СОЖ через втулку. : 4 = Болт, сквозная подача СОЖ
EPB 5545 Держатели насадных фрез, Accu-Fit С регулируемой гидравлической втулкой, готовая к использованию. Прямое биение 5 мкм максимум С каналами подачи СОЖ через втулку. : 4 = Болт, сквозная подача СОЖ
Запасные части и аксессуары
 Запасные части и аксессуары Цанги по DIN 6388 415 E Форма B Наборы цанг: стр. 6.11 INFO Технические данные 7.09-7.10 6.02 Цанги по DIN 6388 462 E Форма B Наборы цанг: стр. 6.11 INFO Технические данные
Запасные части и аксессуары Цанги по DIN 6388 415 E Форма B Наборы цанг: стр. 6.11 INFO Технические данные 7.09-7.10 6.02 Цанги по DIN 6388 462 E Форма B Наборы цанг: стр. 6.11 INFO Технические данные
ООО “Инструмент Саранский”
 ООО “Инструмент Саранский” Адрес: 430001,Россия, г.саранск, ул. Пролетарская, 130 офис 28, тел.\факс. (8342) 23-17-23, 24-58-43 Web: www.sisaransk.ru, E-mail: [email protected] [email protected] При
ООО “Инструмент Саранский” Адрес: 430001,Россия, г.саранск, ул. Пролетарская, 130 офис 28, тел.\факс. (8342) 23-17-23, 24-58-43 Web: www.sisaransk.ru, E-mail: [email protected] [email protected] При
ООО “Инструмент Саранский”
 ООО “Инструмент Саранский” Адрес: 430001,Россия, г.саранск, ул. Пролетарская, 130 офис 28, тел.\факс. (8342) 23-17-23, 24-58-43 Web: www.sisaransk.ru, E-mail: [email protected] [email protected] При
ООО “Инструмент Саранский” Адрес: 430001,Россия, г.саранск, ул. Пролетарская, 130 офис 28, тел.\факс. (8342) 23-17-23, 24-58-43 Web: www.sisaransk.ru, E-mail: [email protected] [email protected] При
Гидроцилиндр вращающийся зажимной. ЦГВ-125
 Гидроцилиндр вращающийся зажимной. ЦГВ-125 Гидроцилиндр вращающийся полый предназначен для установки в металлорежущих станках в качестве привода механизированных патронов. Для предотвращения падения давления
Гидроцилиндр вращающийся зажимной. ЦГВ-125 Гидроцилиндр вращающийся полый предназначен для установки в металлорежущих станках в качестве привода механизированных патронов. Для предотвращения падения давления
Держатели Monobloc HSK-A
 EPB 5545 Держатели насадных фрез, Accu-Fit С регулируемой гидравлической втулкой, готовая к использованию. Прямое биение 5 мкм максимум С каналами подачи СОЖ через втулку. : 4 = Болт, сквозная подача СОЖ
EPB 5545 Держатели насадных фрез, Accu-Fit С регулируемой гидравлической втулкой, готовая к использованию. Прямое биение 5 мкм максимум С каналами подачи СОЖ через втулку. : 4 = Болт, сквозная подача СОЖ
05 / содержание раздела
 116 www.osnastik.ru 05 / содержание раздела 5.1. Вращающиеся задние центры 118 5.2. Вращающиеся центры для труб 121 5.3. Вращающиеся задние центры со сменными наконечниками 122 5.4. Упорные центра 124
116 www.osnastik.ru 05 / содержание раздела 5.1. Вращающиеся задние центры 118 5.2. Вращающиеся центры для труб 121 5.3. Вращающиеся задние центры со сменными наконечниками 122 5.4. Упорные центра 124
РЕШЕНИЕ СЕРВИС РЕ ЗУЛЬТАТ ОСНАС ТКА
 РЕШЕНИЕ СЕРВИС РЕ ЗУЛЬТАТ ОСНАС ТКА Компания Shin-Yain Industrial Company (SYIC) была основана в 1979 году. Основной принцип «Качество поддерживает репутацию; репутация обеспечивает качество» По этому
РЕШЕНИЕ СЕРВИС РЕ ЗУЛЬТАТ ОСНАС ТКА Компания Shin-Yain Industrial Company (SYIC) была основана в 1979 году. Основной принцип «Качество поддерживает репутацию; репутация обеспечивает качество» По этому
ТОКАРНЫЕ ПРЕЦИЗИОННЫЕ СТАНКИ
 ТОКАРНЫЕ ПРЕЦИЗИОННЫЕ СТАНКИ Токарно-винторезные станки повышенной точности серии SC SC 200 / SC 250 / SC 325 Стандартная комплектация: – 4-х позиционный резцедержатель; – тормоз шпинделя; – система подвода
ТОКАРНЫЕ ПРЕЦИЗИОННЫЕ СТАНКИ Токарно-винторезные станки повышенной точности серии SC SC 200 / SC 250 / SC 325 Стандартная комплектация: – 4-х позиционный резцедержатель; – тормоз шпинделя; – система подвода
Держатели Monobloc DIN 69872
 EPB 5545 Держатели насадных фрез, Accu-Fit С регулируемой гидравлической втулкой, готовая к использованию. Прямое биение 5 мкм максимум С каналами подачи СОЖ через втулку. : 4 = Болт 5 = Ключ 1 = Болт
EPB 5545 Держатели насадных фрез, Accu-Fit С регулируемой гидравлической втулкой, готовая к использованию. Прямое биение 5 мкм максимум С каналами подачи СОЖ через втулку. : 4 = Болт 5 = Ключ 1 = Болт
СТАНОК ТОКАРНО-ВИНТОРЕЗНЫЙ ГС526У
 СТАНОК ТОКАРНО-ВИНТОРЕЗНЫЙ ГС526У Станки предназначены для выполнения разнообразных токарных работ и для нарезания резьб: мет-рической, модульной, дюймовой, питчевой. Обозначение модели ГС526 приобретает
СТАНОК ТОКАРНО-ВИНТОРЕЗНЫЙ ГС526У Станки предназначены для выполнения разнообразных токарных работ и для нарезания резьб: мет-рической, модульной, дюймовой, питчевой. Обозначение модели ГС526 приобретает
oprawki vdi VDI Держатели
 oprawki vdi VDI Держатели oprawki vdi VDI Держатели : : Oprawki do narzędzi z chwytem kwadratowym Державки для инструментов с квадратным хвостовиком Oprawki do narzędzi z chwytem walcowym Державки для
oprawki vdi VDI Держатели oprawki vdi VDI Держатели : : Oprawki do narzędzi z chwytem kwadratowym Державки для инструментов с квадратным хвостовиком Oprawki do narzędzi z chwytem walcowym Державки для
Оправки расточные универсальные
 Оправки расточные универсальные Оправки расточные универсальные в сборе предназначены для черновой, получистовой и чистовой обработки отверстий Ø 3 мм. Оправки применяются на станках с ЧПУ сверлильно-расточной
Оправки расточные универсальные Оправки расточные универсальные в сборе предназначены для черновой, получистовой и чистовой обработки отверстий Ø 3 мм. Оправки применяются на станках с ЧПУ сверлильно-расточной
Токарно-винторезный центр с ЧПУ SKT15LMS
 Токарно-винторезный центр с ЧПУ SKT15LMS (на изображении представлена модель SKT15) Технические характеристики Возможности обработки Шпиндель Наименование Един. Значение Размер патрона Главный Контр 165
Токарно-винторезный центр с ЧПУ SKT15LMS (на изображении представлена модель SKT15) Технические характеристики Возможности обработки Шпиндель Наименование Един. Значение Размер патрона Главный Контр 165
Т е м а 6. ОБРАБОТКА ОТВЕРСТИЙ. Содержание
 Т е м а 6. ОБРАБОТКА ОТВЕРСТИЙ Цель изучение технологических возможностей лезвийной обработки отверстий на вертикально сверлильных и координатно расточных станках, основных узлов станков и их назначения,
Т е м а 6. ОБРАБОТКА ОТВЕРСТИЙ Цель изучение технологических возможностей лезвийной обработки отверстий на вертикально сверлильных и координатно расточных станках, основных узлов станков и их назначения,
Резцедержатели предназначены для закрепления призматических резцов сечением:
- 32х32 и 25х25 — для резцедержателей с хвостовиком 50 мм;
а также для закрепления инструмента с цилиндрическими и коническими хвостовиками.
Хвостовик резцедержателя соответствует ГОСТ 24900 и DIN 69880.
| Чертеж | Обозначение |
|---|---|
| 291.341.141 |
| Чертеж | Обозначение |
|---|---|
| 291.341.151 |
| Чертеж | Обозначение |
|---|---|
| 291.341.241 |
| Чертеж | Обозначение |
|---|---|
| 291.341.251 |
| Чертеж | Обозначение |
|---|---|
| 291.342.241 |
| Чертеж | Обозначение |
|---|---|
| 291.342.351 |
| Чертеж | Обозначение | d |
|---|---|---|
| 291.342.151 | 32 | |
| -01 | 25 | |
| -02 | 20 |
* — в вариантах исполнений резцедержателей со сменной планкой в шифр обозначения резцедержателя добавляется литера «А».
Если Вы не нашли интересующую Вас позицию, свяжитесь с нами по телефону
8 (800) 500-27-33, и мы предоставим Вам полную информацию!
Для токарных станков с ЧПУ разработан набор унифицированного вспомогательного инструмента с цилиндрическим хвостовиком.
Компания “EROGLU Prazisionswerkzeuge GmbH” (Германия) – производитель вспомогательного инструмента для станков сверлильно-расточной и фрезерной групп, а также токарных станков с ЧПУ.
Резцедержатели для токарных станков с ЧПУ (показаны на рисунке 1.8) выполняют с хвостовиком VDI по DIN 69880-1 – от VDI 16 до VDI 50.
Весь инструмент изготовлен из высокопрочной стали, твердость после термообработки 60 HRC, присоединительные поверхности шлифованные.
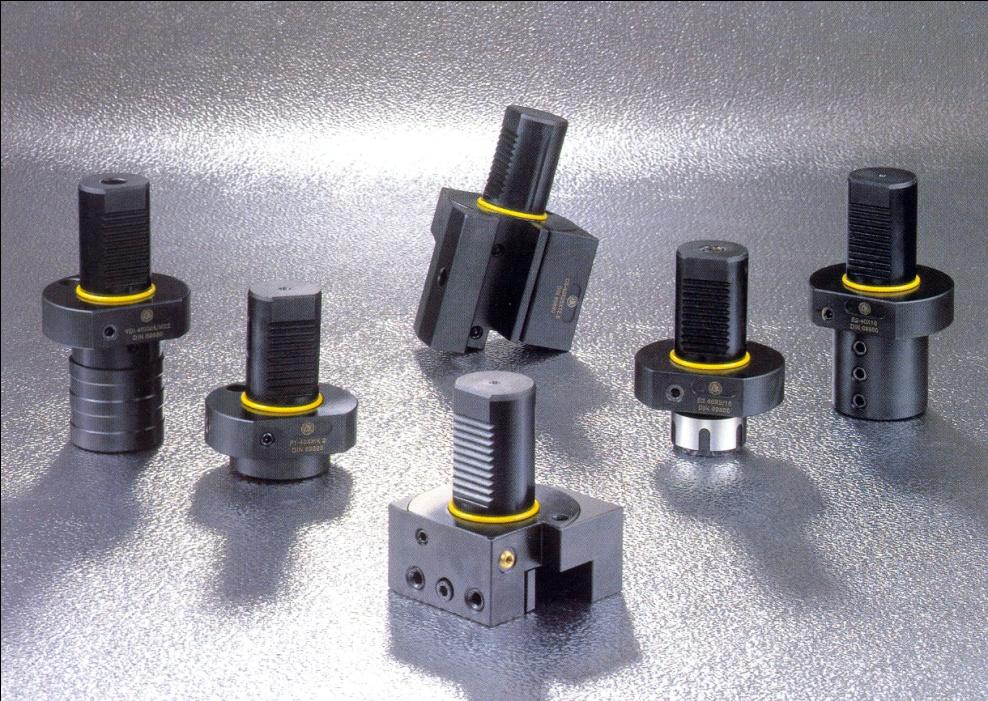
Рисунок 1.8 – Резцедержатели компании EROGLU для токарных станков с ЧПУ
На цилиндрические присоединительные поверхности инструмента и станков разработан стандарт «Хвостовики державок цилиндрические для токарных станков с программным управлением. Основные размеры».
Типовой резцедержатель с цилиндрическим хвостовиком и с перпендикулярным к оси хвостовика открытым пазом под резцы различных типов приведен на рисунке 1.9.
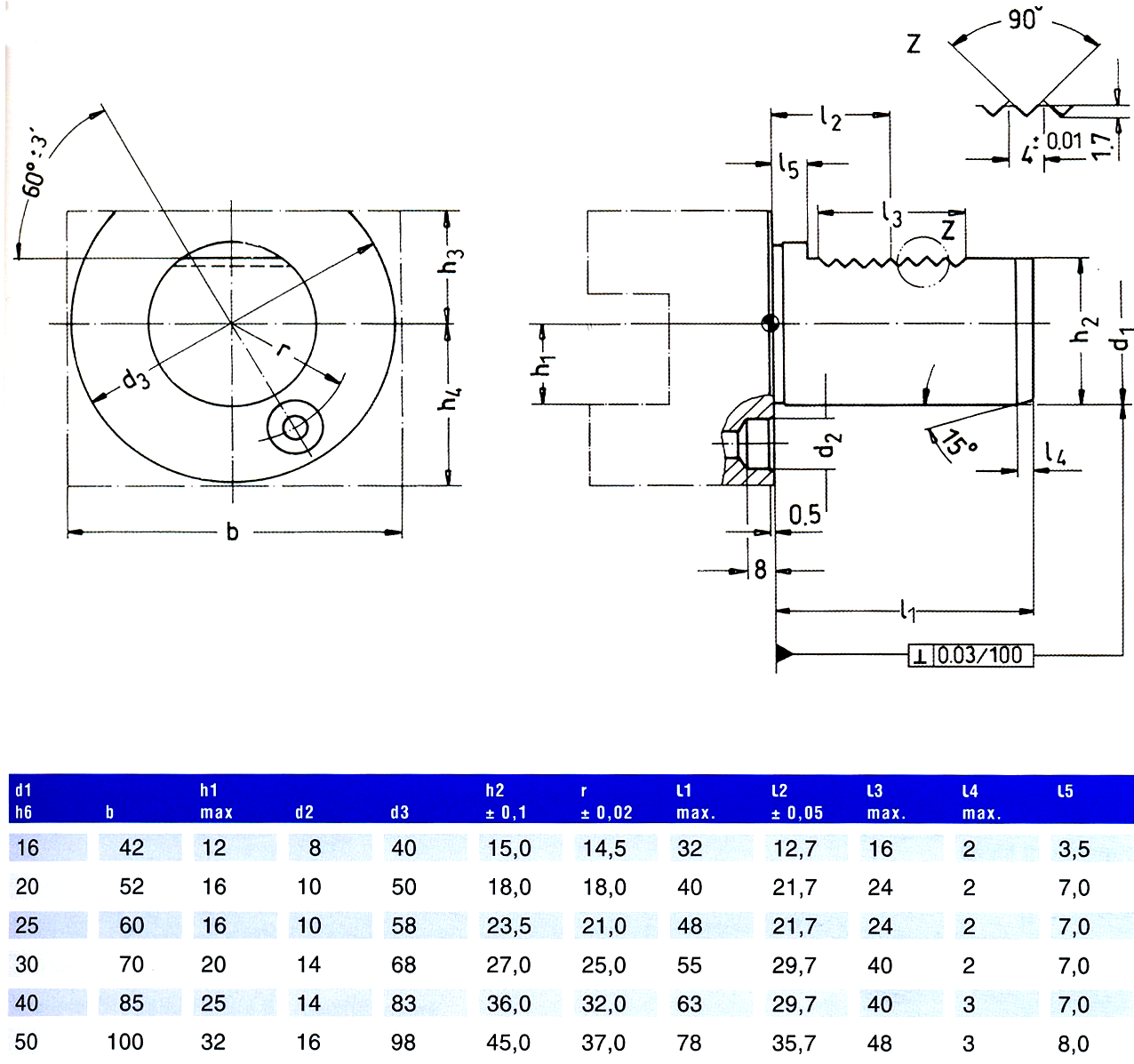
Рисунок 1.9 – Основные размеры резцедержателей компании EROGLU для токарных станков с ЧПУ
Номенклатура фирмы включает в себя все основные типы резцедержателей:
– радиальные форм В1 – В4;
– осевые форм С1 – С4;
– держатели осевого инструмента форм Е и F;
– держатели под метчики;
– цанговые патроны и т д.
Резцедержатели форм В и С позволяют применять резцы с различными стандартными размерами сечения державок.
Наружное точение производится инструментом, закрепленным в резцедержателях с открытым пазом форм С1 – С4.
Резцедержатели форм В1 – В4 с перпендикулярным к оси хвостовика открытым пазом предназначены для закрепления отрезных резцов.
Резцедержатели имеют левое и правое исполнение, их применяют в зависимости от расположения револьверной головки и направления вращения шпинделя (правое и левое).
Во всех резцедержателях СОЖ подводится от револьверной головки к вершине резца. Вместе с тем у них отсутствуют какие-либо выступающие элементы (винты или трубки), на которые может навиваться стружка. /1/
Базирование и крепление с помощью цилиндрического хвостовика обеспечивает надежное центрирование инструмента. Резцедержатель базируют по цилиндру хвостовика и штифту, обеспечивающему точную угловую установку инструмента; резцедержатель крепят в револьверной головке с помощью клина, имеющего рифления, смещенные относительно рифления хвостовика. В результате вспомогательный инструмент прижимается к револьверной головке станка с силой в 3-4 кН.
Для установки резца на высоте центров служит подкладка (рисунок 1.7). Крепление резца осуществляется с помощью винтов и прижимной планки (рисунок 1.10). Подача СОЖ в зону резания осуществляется через канал в корпусе, образованный пересекающимися отверстиями и заканчивающийся шариком, позволяющим регулировать направление подачи СОЖ.
4 Резьбовые отверстия m12 для закрепления резцедержателя
Выпускное отверстие для СОЖ


Ключ позиционирования
Прихват
Выемки фиксации режущего инструмента

Запирающий винт

Регулируемый патрубок подачи смазочно-охлаждающей жидкости
M8x25 винты с головкой под торцевой ключs
Рисунок 1.10 – Элементы резцедержателя
Рассмотрим подробнее конструкцию резцедержателей фирмы EROGLU:
1.2.1.1 Резцедержатель радиальный форм В1 и В2
На рисунках 1.11 и 1.12 представлены эти серии резцедержателей. Они отличаются лишь тем, что серия В1 – для правого вспомогательного инструмента, а В2 – для левого.
Резцедержатели имеют открытый паз, расположенный перпендикулярно к оси хвостовика и предназначены, как было отмечено выше, для закрепления отрезных резцов.
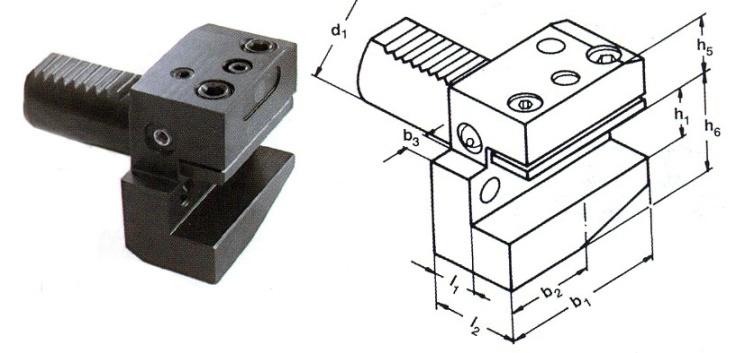
Рисунок 1.11 – Резцедержатель радиальный правый формы В1
Основные размеры конструкции представлены в таблице 1.3.
Таблица 1.3 – Размеры резцедержателя радиального формы В1
Размеры d1xh1xl2 | l1 | b1 | h2 | b3 | h5 | h6 |
16x12x24 | 13 | 42 | 23 | 5 | 20 | 22 |
20x16x30 | 16 | 55 | 30 | 7 | 25 | 30 |
25×16х30 | 16 | 55 | 30 | 7 | 25 | 30 |
30х20х40 | 22 | 70 | 35 | 10 | 28 | 38 |
40х25х44 | 22 | 85 | 42,5 | 12,5 | 32,5 | 48 |
50х32х55 | 30 | 100 | 50 | 16 | 35 | 60 |

Рисунок 1.12 – Резцедержатель радиальный левый формы В2
В корпусе резцедержателя с поперечным пазом через прихват двумя винтами закрепляют резцы для торцовой обработки. Между двумя винтами находится еще один – для удержания прихвата от выпадения из паза. Также на этом удерживающем винте находится пружина, обеспечивающая плавное перемещение прихвата при закреплении.
Подвод СОЖ в зону резания осуществляется через силу внутренних отверстий. Направление струи жидкости регулируется поворотом шарика, который фиксируется боковым винтом (рисунок 1.11 и 1.12).
1.2.1.2 Резцедержатель радиальный форм В3 и В4
Это та же конструкция, что и резцедержатель предыдущей серии, только перевернутая. Резцедержатель радиальный форм В3 и В4 представлен на рисунке 1.13.
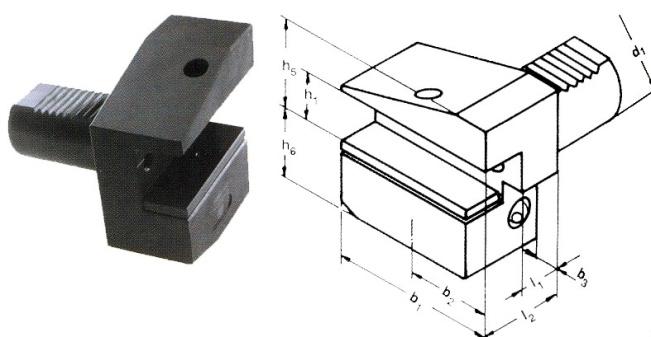
а |
|
б |
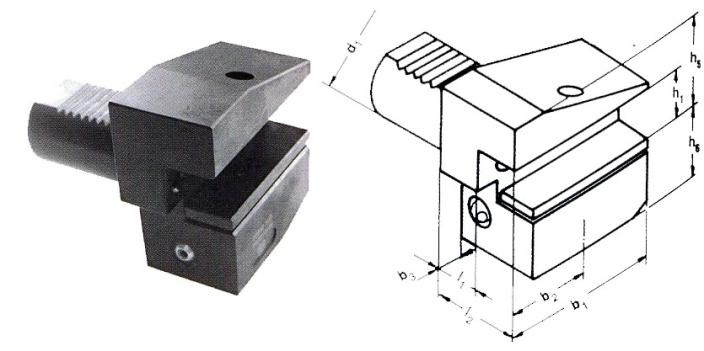
Рисунок 1.13 – Резцедержатель радиальный
а – формы В3 правый; б – формы В4 левый
1.2.1.3 Резцедержатель осевой форм С1 и С2
Паз для крепления инструмента расположен вдоль оси хвостовика. Такая конструкция предназначена для наружной токарной обработки – цилиндрической, конической или контурной (рисунок 1.14).
|
а |
|
б |


Рисунок 1.14 – Резцедержатель осевой
а – формы С1 правый; б – формы С2 левый
1.2.1.4 Резцедержатель осевой перевернутый форм С3 и С4
Резцедержатель показан на рисунке 1.15.
|
а |
|
б |
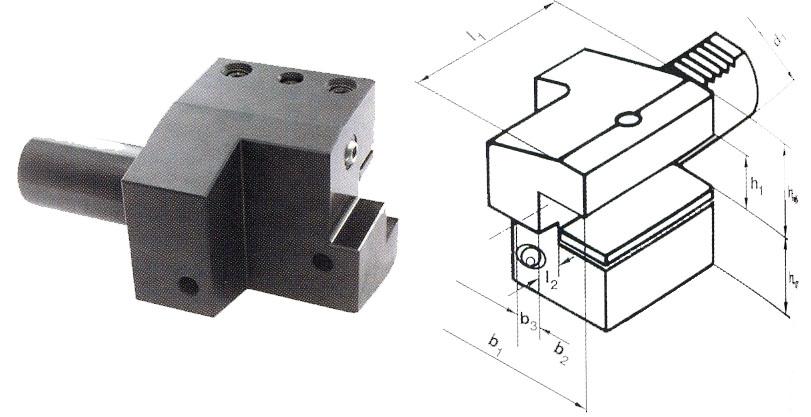
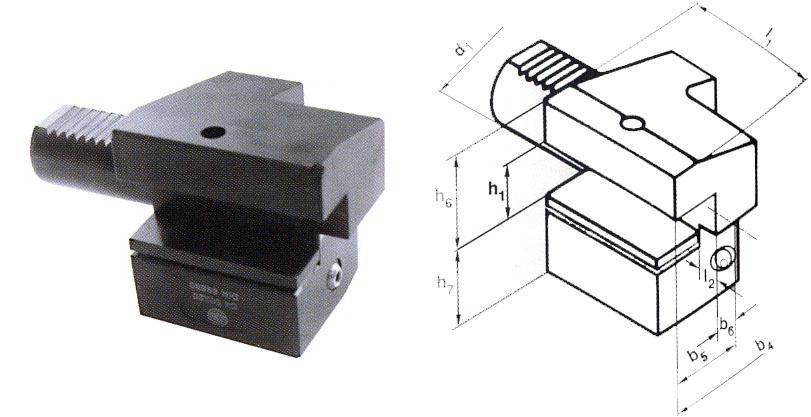
Рисунок 1.15 – Резцедержатель осевой перевернутый
а – формы С3 правый; б – формы С4 левый
1.2.1.5 Держатель форм Е1 и Е2
Это держатели осевого инструмента – сверл, зенкеров, разверток, метчиков, расточного инструмента. Конструкция держателя форм Е1 и Е2 приведена на рисунке 1.16.
Корпуса имеют центральные цилиндрические отверстия диаметром от 16 (8 – для серии Е2) до 50 мм. Предусмотрены переходные втулки и два винта для надежного крепления режущего инструмента.
СОЖ подается по каналам в корпусе через отверстия в капроновых шариках. Направление струи СОЖ регулируется с помощью шариков влево или вправо в зависимости от направления кромки резца. В этом случае отверстие для подвода СОЖ в корпусе для сверл с СМП закрыто корпусом резца. При креплении сверл шарики поворачиваются на 90º, перекрывая в корпусе отверстие, и СОЖ подается по каналам через отверстие в корпусе блока во внутренний канал сверла.
|
а |
|
б |
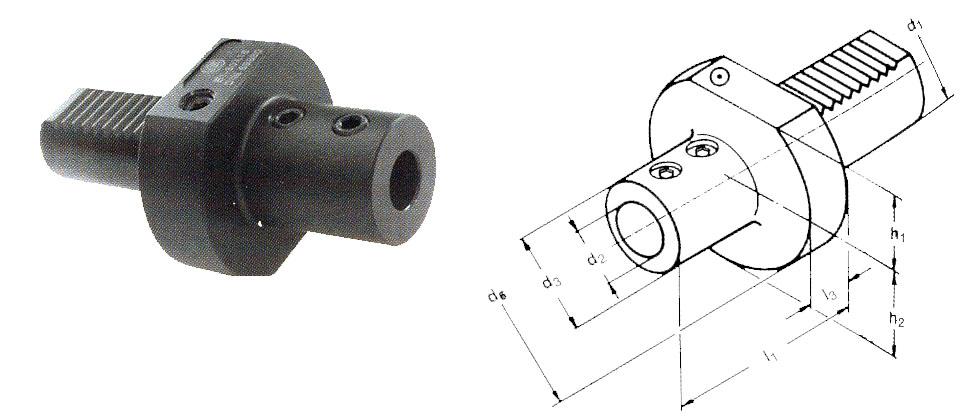
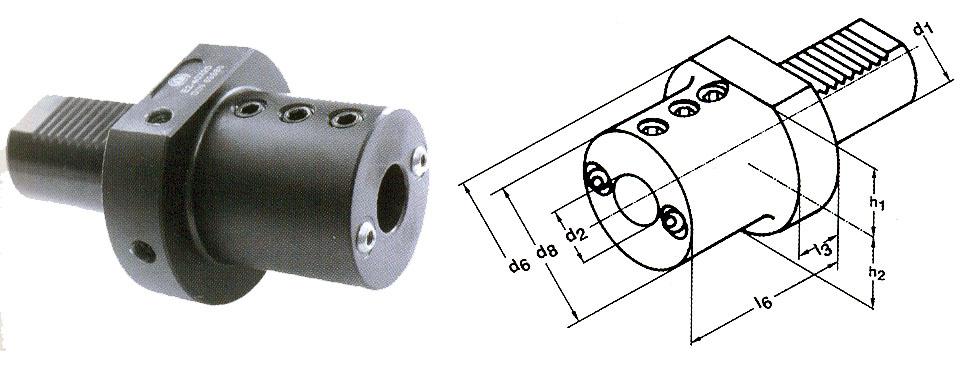
Рисунок 1.16 – Держатель
а – формы Е1; б – формы Е2
1.2.1.6 Держатель форм Е3 и Е4
Корпуса держателей форм Е3 и Е4 имеют посадочные отверстия диаметром от 16 до 32 мм.
Крепление осевого инструмента в данном случае происходит за счет цанги, расположенной в посадочном отверстии держателя, регулируемой с помощью гайки. Конструкция и размеры гайки унифицированы.
СОЖ, как и в предыдущих конструкциях, подается в зону резания через отверстия в корпусе державки.
Конструкция держателя форм Е3 и Е4 приведена на рисунке 1.17.
|
а |
|
б |


Рисунок 1.17 – Держатель
а – формы Е3; б – формы Е4
1.2.1.7 Держатель формы F1
Конструкция держателя формы F1приведена на рисунке 1.18.
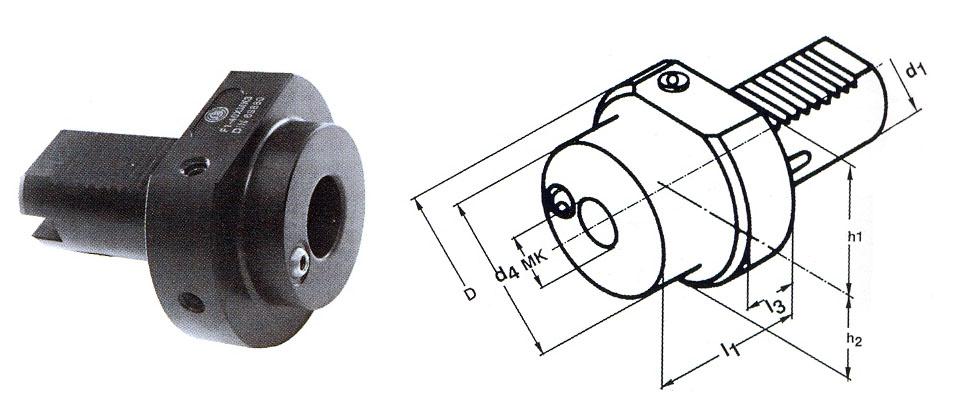
Рисунок 1.18 – Держатель формы F1
1.2.1.8 Держатель с патроном сверлильным
Конструкция держателя с патроном сверлильным приведена на рисунке 1.19.
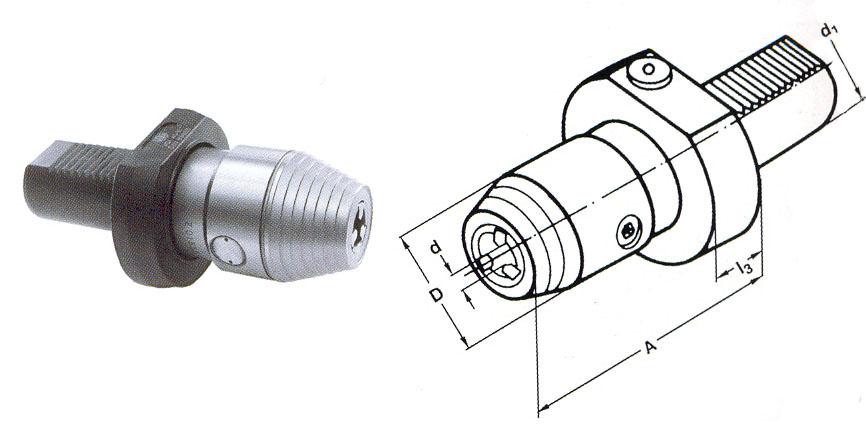
Рисунок 1.19 – Держатель с патроном сверлильным
1.2.1.9 Держатель с резьбонарезным патроном
Конструкция держателя с резьбонарезным патроном приведена на рисунке 1.20.
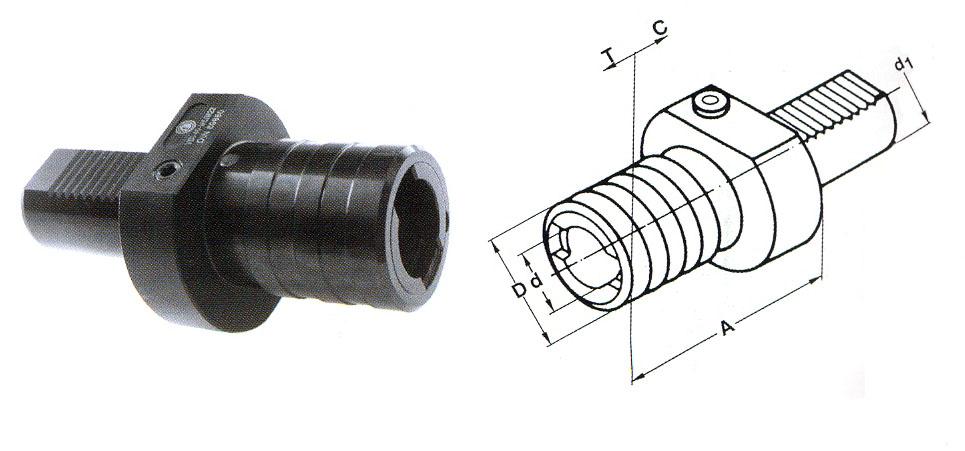
Рисунок 1.20 – Держатель с резьбонарезным патроном
Приводные блоки для токарных станков с ЧПУ – это важная составляющая любой машины, они совершают большинство задач и делают агрегат универсальным.
Токарный станок с ЧПУ – это устройство, с помощью которого происходит обработка металлических деталей. Благодаря числовому программному управлению, каждая работа выполняется с высокой точностью и без погрешностей. Приводные блоки являются важной составляющей любой машины.
Какой бывает инструмент
Ни один станок не будет полноценно функционировать без приводного инструмента, ведь именно дополнительное оборудование совершает большинство задач и делает агрегат универсальным. Электроприводные устройства могут выполнять такие операции, как сверление, фрезерование или нарезание резьбы.

Среди основного оборудования для токарного станка, можно отметить:
- приводные блоки;
- аксиальные резцедержатели;
- поворотные держатели;
- угловые держатели;
- двойные угловые головки;
- револьверные головки.
Электрические блоки
Электрические приводные блоки используют для приведения в работу электроприводной барабан. Лежат в основе каждого дополнительного инструмента. Имеют в своем составе электродвигатель. Для каждого агрегата выпускают разные блоки, которые имеют уникальную конструкцию.
Они могут производиться отдельно для червячных или дисковых фрез, либо же иметь изменяемый угол. С помощью приводных блоков обработка металла выполняется с высокой производительностью и за короткое время. Устройство имеет повышенную жесткость и надежность.
Аксиальные резцедержатели
Используют для закрепления и удержания резцов и насадных фрез на токарных установках. Положение резцов регулируется с помощью двух винтов. Имеют прочную прижимную плиту, которая способствует надежному закреплению дополнительного оборудования.
Поверхность аксиального резцедержателя выполнена из закаленного металла, поэтому он имеет высокий уровень прочности и износостойкости.
Поворотные держатели
Используют на станках токарной группы для поворота резца или фрезы. Имеют мощные приводные блоки и сверхточную центровку, что позволяет выполнять качественную обработку деталей.
Состоит из корпуса с пазами под резцы и зажима, имеет компактные размеры, благодаря чему легко монтируются на токарные установки. На некоторых моделях управление может дополнительно выполняться с помощью рукоятки.
Угловые держатели
Применяют в качестве приводного инструмента для токарных станков с ЧПУ. С его помощью осуществляется обработка заготовок с боковых сторон (с торца).
Является прочным, имеет закаленную поверхность, предназначается для длительного использования в работе, не боится высоких температур. Закрепляются резцы и фрезы с помощью пазов в корпусе, как и в поворотном держателе.
Двойные угловые головки
Являются приводным инструментом на токарном станке. Используют для сверления, фрезерования и точения металла. Различают их по типу осей, который могут быть либо параллельные, либо располагаться по направлению друг к другу.

Двойная угловая приводная головка позволяет обрабатывать изделия сложной конструкции. Чаще применяют для крупносерийного производства однотипных деталей.
Револьверные головки
Применяют для горизонтальной и вертикальной обработки детали на токарном станке. В головку устанавливают резцы, фрезы, разного рода сверла и метчики. За один цикл, при наличии необходимых дополнительных агрегатов, может выполнять все технологические операции.
В некоторых моделях используют шаговые электродвигатели. Это позволяет увеличить точность устанавливаемой позиции.
Необходимо подвести итоги, что токарный агрегат с ЧПУ имеет немалое количество компонентов, которые повышают функциональность агрегата и делают его более универсальным.
90000 Ultimate Guide to Selecting Toolholders for Milling 90001 90002 Over the years, we’ve written a lot of articles about toolholders for milling machines. They’re an important topic and I frequently get questions about them. Recently, I found myself having to visit multiple CNCCookbook articles to answer a question and decided it was time to get all the information into one article along with refreshing the research and seeing what new information I could add. In addition, I wanted to make as much of the information tabular as possible to make it easy to refer to.Here’s what I came up with: 90003 90002 90005 90003 90002 For each toolholder type, there are multiple rows with scores from 1 to 4, where a higher score is better. 4 is the best score and 1 is the worst. 90003 90002 Let’s go over each row and what it means. 90003 90002 90012 Precision 90013 90003 90002 To achieve precision, you’ll need low runout and repeatability for the tool holder. The Weldon-style set screw holder has the lowest precision because set screws against a flat on the tool shank will push the tool off center and because you can not guarantee repeatability since a slight rotation of the shank will change the exact point at which the setscrews engage.90003 90002 90012 Versatility 90013 90003 90002 This is simply a measure of how many shank sizes a single toolholder of the type can accommodate. In theory, greater versatility means you’ll need fewer toolholders. 90003 90002 90012 Ease of Use 90013 90003 90002 This is a measure of how easy it is to setup a cutter in the toolholder or take it back out. Nothing could be easier than using a set screw holder-just stick a cutter in and tighten the set screws. The Shrink-Fit holder requires the use of a heat shrink machine to do anything.In the middle are toolholders that require proper assembly torque. 90003 90002 This is a good time to put in a plug for proper ER collet chuck torquing. For best performance, they require a lot more torque than most machinists realize. That torque goes to keeping the tool clamped so it will not pull out and to making the whole assembly rigid so it resists vibration and chatter. 90003 90002 When you hear a machinist talking about having an endmill slip in an ER collet chuck, you have to wonder two things: 90003 90002 – How clean was the chuck and cutter shank when they were tightened together? The slightest residue of oil or cutting fluid can rapidly reduce the collet’s holding power.90003 90002 – How much torque was used to tighten the collet nut? 90003 90002 Consider the following torque specs from Technik USA: 90003 90039 90040 90041 90042 90043 90044 90045 Collet 90046 90045 Nut Type 90046 90049 Collets I.D. 90046 90049 Collets I.D. 90046 90053 90044 90049 OVER 1/16 “(2mm) 90046 90049 UNDER 1/16 “(2mm) 90046 90053 90044 90049 ER 16 90046 90049 slotted 90046 90049 42 ft / lbs 90046 90049 30 ft / lbs 90046 90053 90044 90049 ER 16 90046 90049 hex 90046 90049 42 ft / lbs 90046 90049 30 ft / lbs 90046 90053 90044 90049 ER 20 90046 90049 slotted 90046 90049 59 ft / lbs 90046 90049 24 ft / lbs 90046 90053 90044 90049 ER 20 90046 90049 hex 90046 90049 59 ft / lbs 90046 90049 24 ft / lbs 90046 90053 90044 90049 ER 25 90046 90049 slotted 90046 90049 77 ft / lbs 90046 90049 77 ft / lbs 90046 90053 90044 90049 ER 25 90046 90049 mini nut 90046 90049 25 ft / lbs 90046 90049 25 ft / lbs 90046 90053 90044 90049 ER 32 90046 90049 slotted 90046 90049 100 ft / lbs 90046 90049 100 ft / lbs 90046 90053 90044 90049 ER 40 90046 90049 slotted 90046 90049 130 ft / lbs 90046 90049 130 ft / lbs 90046 90053 90140 90141 90002 Are you torquing your ER32 collets to 100 ft / lbs? That’s a bunch more than a lot of folks expect going on feel alone.90003 90002 Whether you use a torque wrench or not, and Technik as well as others make appropriate adapters, make sure you’ve at least got a nice wrench for your chuck. The single pin spanners are the worst for me when I have to apply a lot of torque. In addition, you’re going to need a way to solidly mount your collet chuck while you tighten the nut. Bench fixtures are the most helpful for this task. 90003 90002 90012 Reliability 90013 90003 90002 This is a measure of how much maintenance is needed to keep the toolholder performing to spec.Set screw holders are dead easy as are shrink-fit-no moving parts. Collet chucks and milling chucks need to be kept clean and torqued to proper specs. 90003 90002 90012 High Speed 90013 90003 90002 This row scores the suitability of different toolholders for higher spindle speeds. “High” starts in the 8000-10,000 rpm range and the primary requirement is the ability to balance the toolholder well. Less mass in the toolholder will also help because the less mass that’s spinning, the less vibration at a given level of balance.90003 90002 Working well with high speed spindles is one of the biggest reasons to invest in fancier toolholders. 90003 90002 90012 Surface Finish and Roughing 90013 90003 90002 These two categories get into suitability for task. For surface finish, we need to keep the modal stiffness high to resist vibration. For roughing finish, we want high dynamic stiffness to resist chatter under varying loads, rpms, and frequencies, and we want strong clamping on the tool to resist the higher forces of roughing.90003 90002 90012 Cost 90013 90003 90002 Cost is near and dear to everyone’s pocketbook, and the costs vary quite a lot between these various toolholders 90003 90002 90012 Best Application 90013 90003 90002 Drumroll please, this is the one we’ve been waiting for: what’s the best situation for each toolholder type? 90003 90002 This bears recapping: 90003 90002 – For your absolute highest MRR milling and drilling applications, consider a Side Lock or Weldon Shank-style toolholder.We’re talking big indexable tooling for the most part, not solid endmills. 90003 90002 – For mid-sized milling and drilling, consider a Milling Chuck. This is your largest solid endmills and twist drills, say 3/4 to 1 “and up. Also consider these when you have chatter problems on your big tooling using a Side Lock holder. 90003 90002 – For lighter milling and drilling, consider an ER collet chuck. Anything 3/4 “or under makes sense. 90003 90002 – For high rpm applications, consider shrink fit toolholders.90003 90002 Obviously there is some gray area of overlap in each of these cases, but this should serve as a good starting point for toolholder selection. 90003 90002 90012 Join 100,000+ CNC’ers! 90013 Get our latest blog posts delivered straight to your email inbox once a week for free. Plus, we’ll give you access to some great CNC reference materials including: 90003.