Резцы для токарного станка
Резцы для токарного станка различают по назначению, направлению подачи, форме головки, материалу, из которого изготовлена режущая часть, и т. д. По назначению резцы для токарного станка делят на проходные, подрезные, отрезные, расточные, резьбовые, канавочные, фасонные. По направлению подачи различают левые резцы, работающие при подаче слева направо, и правые, работающие в обратном направлении подачи. По форме головки токарные резцы делятся на прямые и отогнутые, а по материалу режущей части — на быстрорежущие, твердосплавные, минералокерамические и алмазные.
Устройство токарного резца в первую очередь зависит от его назначения.
При помощи токарного проходного резца обтачивают внешние поверхности. Различают элементы и геометрию проходного резца. Элементами считаются поверхности и кромки, образующие его форму. Геометрия определяется углами, под которыми соединены друг с другом элементы резца.
Для обработки отверстий применяют расточные токарные резцы, используемые для расточки сквозных отверстий и для работы до упора. При расточке глубоких отверстий инструменты закрепляют в оправках, потому что резцы с очень большим вылетом имеют низкую жесткость.
С помощью отрезного резца отрезают готовую деталь или разрезают на части заготовку. Такие резцы для токарного станка имеет одну режущую кромку.
Если Вас интересует металлорежущий инструмент или Вы хотите купить станок с ЧПУ, Вы можете связаться с менеджерами нашей компании по телефону +7 909 308 96 01 или отправить сообщение через форму обратной связи.
Резцы по металлу демпфирующего типа
Запатентованное в РФ на изобретение
Резцы для токарного станка позволяют повысить устойчивость и качество процесса резания
Лучший резец пластина для обработки металла
Текстурированные покрытия резец пластин
Прочнее на 10% тяжелее, скорость резания увеличивается на 20%, а срок службы – на 30%
Какие купить резцы пластины
Резцы пластины с CVD покрытием
После металлообработки получаются гладкие поверхности, режутся с меньшим трением
Резцы со сменными пластинами из кермета
Используются в чистовой обработке
Их свойства позволяют обрабатывать на высоких оборотах и с малой скоростью подачи
Сменные пластины из кермета
Для высокоскоростной обработки
Гладкая режущая кромка пластины из кермета оставляет высококачественную поверхность
Какие лучше купить пластины сменные
Пластины сменные из кермета
Кермет – передовая разработка, является хорошей альтернативой для металлообработки
Пластины режущие сменные
Особенности проектирования пластины
Максимально допустимая глубину точения, когда необходимо резать пластинами данного типа
Работа твердосплавных пластин
Радиус округления режущей кромки
Рассматриваются с позиции условий работы формообразующего участка активной части
Пластины для резцов многоступенчатого типа
План проектирования первой вершины
Проектировании кромок второй, третьей и четвертой вершин ступени следуют по плану
Сменная многогранная пластина, выбираем лучший инструмент
Эксперимент по оценке режущих свойств
Пластина по износостойкости имеет превосходство над аналоговой СМП формы CNMG120408-GS
Резцы круглые фасонного типа
Резцы для токарного станка с ЧПУ
Пластина по износостойкости имеет превосходство над аналоговой СМП формы CNMG120408-GS
Выбор токарных резцов для станка с ЧПУ
Требования, предъявляемые к резцам
Критериями при выборе параметров являются жесткость, стойкость, точность и универсальность
Наладка токарного станка с ЧПУ — Национальная сборная Worldskills Россия
“
В этом видео мы рассмотрим процесс наладки токарного станка с ЧПУ.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Обработка заготовки со снятием металла для подготовки к чистовой обработке
Обработка заготовки для достижения жестких допусков и высокого качества обработанной поверхности
Резец, у которого при наложении на него сверху ладони правой руки так, чтобы пальцы были направлены к его вершине, главная режущая кромка будет находиться под большим пальцем
Резец, у которого при наложении на него левой руки указанным выше способом главная режущая кромка окажется под большим пальцем
Подготовка технологического оборудования и оснастки к выполнению определенной технологической операции или набора операций
Язык программирования устройств с ЧПУ
Программное обеспечение, позволяющее быстро создавать программы для обработки деталей непосредственно на станке с ЧПУ
Автоматизированная система либо модуль автоматизированной системы, предназначенные для подготовки управляющих программ для станков с ЧПУ. Под термином понимаются как сам процесс компьютеризированной подготовки производства, так и программно-вычислительные комплексы, используемые инженерами-технологами
Под термином понимаются как сам процесс компьютеризированной подготовки производства, так и программно-вычислительные комплексы, используемые инженерами-технологами
Видеолекция
Конспект
Инструменты и материалы для наладки
Правый черновой резец с пластиной 55°, R = 0,4 мм
Правый чистовой резец с пластиной 35°, R = 0,4 мм
Правый канавочный резец, R = 0,2 мм
Корпусное сверло, D = 30 мм
Правый расточной резец с пластиной 55°, D =16 мм, R = 0,4 мм
Концевая фреза, D = 10 мм
Твердосплавное спиральное сверло, D = 4 мм
Инструментальные блоки
Приводные блоки
Материал заготовки — алюминиевый сплав Д16Т
Сборка инструмента
1. Прикручиваем все пластины к резцам.
Важно
Обратите внимание на правильность подбора ключей. Неправильно подобранный ключ может слизать грани винта
Неправильно подобранный ключ может слизать грани винта
2. Собираем канавочный и расточной резцы.
3. Прикручиваем пластины к сверлу.
4. Вставляем резцы в подходящие блоки.
Совет
Не стоит делать слишком большой вылет резца из блока. Это может привести к вибрациям и к тому, что при повороте револьвера инструмент упрется в кожух станка
5. Вставляем в блок сверло.
6. Устанавливаем расточной резец в блок.
7. Собираем осевой инструмент.
8. Загружаем инструмент в револьвер.
Создание инструмента в системе ЧПУ
1. На вкладке Offset выбираем те ячейки, где стоит инструмент. Первым создаем черновой инструмент и вводим его имя. Для подтверждения нажимаем Input. Вводим параметры инструмента:
- радиус — 0.
 4 мм,
4 мм, - угол державки — 93°,
- угол между плитами — 55°,
- направление по часовой стрелке,
- включаем СОЖ.
 4 мм,
4 мм,2. Создаем чистовой инструмент и вводим его параметры:
- радиус — 0.4 мм,
- угол державки — 93°,
- угол между плитами — 35°,
- направление по часовой стрелке,
- включаем СОЖ.
3. Создаем резец с корректором слева. Меняем имя и вводим параметры инструмента:
- радиус — 0.2 мм,
- ширина пластины — 4 мм,
- длина пластины — 13 мм,
- направление по часовой стрелке,
- включаем СОЖ.
4. Пропускаем одну ячейку и выбираем сплошное сверло, которое обращено влево. Вводим параметры:
- диаметр — 30 мм,
- направление по часовой стрелке,
- включаем СОЖ.

5. Пропускаем ячейку и в седьмой позиции создаем расточной резец. Создаем его как чистовой инструмент и меняем его положение. Кромка будет обращена вверх и влево. Вводим параметры:
- радиус — 0.4 мм,
- угол державки — 93°,
- угол между плитами — 55°,
- ширина плиты — 7 мм,
- направление по часовой стрелке,
- включаем СОЖ.
6. Снова пропускаем одно место. Затем создаем концевую фрезу. Вводим параметры:
- диаметр — 10 мм,
- количество зубьев — 3,
- направление по часовой стрелке,
- включаем СОЖ.
7. В 11-й позиции создаем спиральное сверло. Вводим параметры:
- диаметр — 4 мм,
- угол при вершине — 118°,
- направление по часовой стрелке,
- включаем СОЖ.

8. Чтобы измерить инструмент, переходим в режим Machine. Далее на вкладке TSM нажимаем «Выбрать инструмент» и указываем инструмент из списка. Нажимаем Cycle Start.
9. Опускаем датчик.
10. Подводим инструмент над датчиком.
11. Выбираем ось X, устанавливаем подачу на 100% и нажимаем Cycle Start.
12. Переключаемся на ось Z и повторяем измерения.
13. Измеряем все остальные инструменты.
14. Убираем датчик.
Сборка кулачков
Инструменты
Сухари
Кулачки
Процесс сборки
1. Располагаем сухарь внутри паза кулачка. Далее совмещаем отверстие на сухаре с отверстием на кулачке, переворачиваем его и опускаем в отверстие два болта. Затем необходимо притянуть болты, но не затягивать их до конца.
2. Аналогично собираем каждый кулачок.
Установка заготовки в патрон
1. Устанавливаем кулачки в патрон.
2. Перед тем как зажимать деталь, нужно затянуть болты. Для этого необходимо воспользоваться тормозом шпинделя. Чтобы включить блокировку шпинделя, переходим на вкладку «Станок 2» и нажимаем на кнопку «Тормоз». Затем выбираем «Заблокировать». В таком положении нужно затянуть все болты.
3. Выставим давление в патроне 28 бар.
4. Удерживаем заготовку в руке, заводим ее в открытый патрон и нажимаем на педали станка, чтобы закрыть патрон.
5. Указываем нулевую точку. Для этого переходим в режим Machine и на вкладке TSM вводим:
- номер места — 1,
- число оборотов шпинделя — 1500 об/мин,
- направление вращения по часовой стрелке.

6. Закрываем дверь и нажимаем Cycle Start. После этого подъезжаем к заготовке и торцуем.
Запуск программы
1. Чтобы отправить программу на исполнение в режим Auto, переходим в начало программы и нажимаем «Выбор».
2. Программа откроется в новом окне, запускаем ее кнопкой Cycle Start.
3. Чтобы запустить программу в G-коде с определенного кадра, предварительно задайте поиск. Это позволит станку прочитать все условия, которые были в программе ранее.
Совет
Перед запуском программы рекомендуется установить рабочую и ускоренную подачу на ноль, а уже затем постепенно добавлять подачу
“
Вы узнали, как осуществить наладку станка и запустить программу. Закрепите новые знания с помощью теста и интерактивного задания.
Интерактивное задание
Для закрепления полученных знаний пройдите тест
| Стартуем! |
Правый расточной резец
Концевая фреза
Правый черновой резец с пластиной 55°
Правый канавочный резец
| Дальше |
| Проверить |
| Узнать результат |
Program
Offset
Machine
Program Manager
| Дальше |
| Проверить |
| Узнать результат |
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
| Пройти еще раз |
6 типов токарных станков с ЧПУ
Токарный станок с ЧПУ представляет собой уникальную производственную технологию, позволяющую механическим цехам точно и точно создавать токарные детали. Этот станок сочетает в себе автоматизированный характер технологии числового программного управления (ЧПУ) с различными токарными инструментами для создания высокоточных деталей (в основном цилиндрических форм).
Однако, учитывая широкий выбор инструментов для токарных станков с ЧПУ, выбор идеального инструмента для вашего токарного проекта может оказаться сложной задачей. Например, токарный станок, способный расточить деталь, может не подходить для нарезания резьбы или торцовки. Кроме того, у вас есть несколько инженерных материалов на выбор, когда речь идет о инструментах для токарных станков с ЧПУ.
Здесь мы обсуждаем различные инструменты для токарных станков с ЧПУ и их пригодность для различных проектов токарных станков с ЧПУ. Если вы хотите выбрать идеальный токарный станок с ЧПУ и правильно выполнить свой проект, эта статья для вас.
Содержание
Типы инструментов для токарных станков с ЧПУ
Тип 1: токарный инструмент
Машинисты используют токарный инструмент для уменьшения диаметра цилиндрической заготовки. Он движется линейно, поскольку заготовка вращается вокруг фиксированной точки, удаляя материал с внешнего диаметра заготовки.
Рисунок 1: Токарные инструменты
Токарные инструменты бывают двух типов — черновые и чистовые.
Инструменты для чернового точения позволяют быстро и эффективно снимать большие порции материала. Это возможно благодаря небольшому заднему углу и способности выдерживать высокое давление резания.
Токарные резцы , напротив, имеют больший задний угол и удаляют меньшие части заготовки, что делает их идеальными для чистовых операций.
Тип 2: Расточный инструмент
Токарный станок Расточный инструмент (или расточная оправка) расширяет уже просверленные (или отлитые) отверстия. В отличие от сверл и разверток, токарные расточные оправки обычно имеют единственную точку контакта с заготовкой, что позволяет точно и точно увеличивать отверстия.
Рис. 2: Расточный инструмент
Однако расточная оправка склонна к вибрации или вибрацииㅡ, что приводит к образованию волн на обрабатываемой поверхности и плохому качеству поверхности во время операций растачивания. Этого можно избежать, используя расточные оправки большого диаметра или увеличив давление резания на инструменте.
Уменьшение скорости резания на токарном станке и увеличение скорости подачи может помочь вам достичь более высокого давления резания и свести к минимуму вибрацию или вибрацию. ( Связанная статья: Скорость подачи и скорость резания: поймите разницу)
Тип 3: Торцевой инструмент
Торцовочный инструмент имеет боковые режущие кромки и идеально подходит для резки плоской поверхности, перпендикулярной вращению заготовки. ось. Он устанавливается на держатель инструмента токарного станка и подается перпендикулярно оси вращения вашей заготовки для создания нужной детали.
ось. Он устанавливается на держатель инструмента токарного станка и подается перпендикулярно оси вращения вашей заготовки для создания нужной детали.
Рис. 3: Торцовочный инструмент
Тип 4: Инструмент для снятия фаски
Инструмент для снятия фаски используется для снятия фаски с конца заготовки (или детали). Этот инструмент имеет наклонную режущую поверхность, что помогает устранить острые кромки деталей. Это идеальный инструмент, если вы хотите сделать детали более прочными и привлекательными с эстетической точки зрения.
Рисунок 4: Инструмент для снятия фаски
Тип 5: Инструмент для накатки
Инструмент для накатки используется для изготовления деталей с накаткой ㅡ, что означает, что они создают узор из прямых, угловых или пересекающихся линий на цилиндрической заготовке. Инструмент оснащен держателем и зубчатыми стальными колесами (или накатками), которые вдавливают желаемый рисунок в поверхности.
Рис. 5: Накатной инструмент
Накатные инструменты идеально подходят, если вы хотите улучшить эстетику своей детали, добавив привлекательные выступы или узоры. Вы также можете использовать накатные инструменты для создания элементов (или деталей), требующих захвата, таких как ручные инструменты, круглые гайки и головки винтов.
Тип 6: Отрезной инструмент
Отрезные инструменты , используемые на токарных станках с ЧПУ, имеют лезвиеобразную режущую кромку, которая погружается непосредственно в заготовку, отрезая материал на определенной длине. Вы должны использовать инструменты для разделения, чтобы отрезать (или удалить) готовый конец вашей детали от заготовки, зажатой в патроне токарного станка с ЧПУ.
Рисунок 6: Отрезной инструмент
Хотя эти шесть режущих инструментов для токарных станков могут выполнять широкий спектр операций резания, их успех в конкретной операции также зависит от материала, из которого они изготовлены.
Классификация режущих инструментов токарных станков в зависимости от их материала
Инструменты из быстрорежущей стали
Инструменты из быстрорежущей стали обычно обладают уникальным сочетанием твердости, износостойкости, ударной вязкости и высокой термостойкости. Как следует из названия, инструмент из быстрорежущей стали может выполнять операции резания на чрезвычайно высоких скоростях, что делает его идеальным для черновой обработки в мелкосерийном производстве.
Твердосплавные инструменты
Твердосплавные инструменты обеспечивают исключительную износостойкость и термостойкость, сравнимые с инструментами из быстрорежущей стали. Однако твердосплавные инструменты обычно имеют более длительный срок службы и обеспечивают более высокие скорости резания, чем обычные инструменты из быстрорежущей стали. Они идеально подходят для резки самых разных материалов, включая жаростойкую сталь, чугун, нержавеющую сталь, графит, стекло и пластик.
Алмазный инструмент
Алмаз — один из самых твердых природных материалов на земле.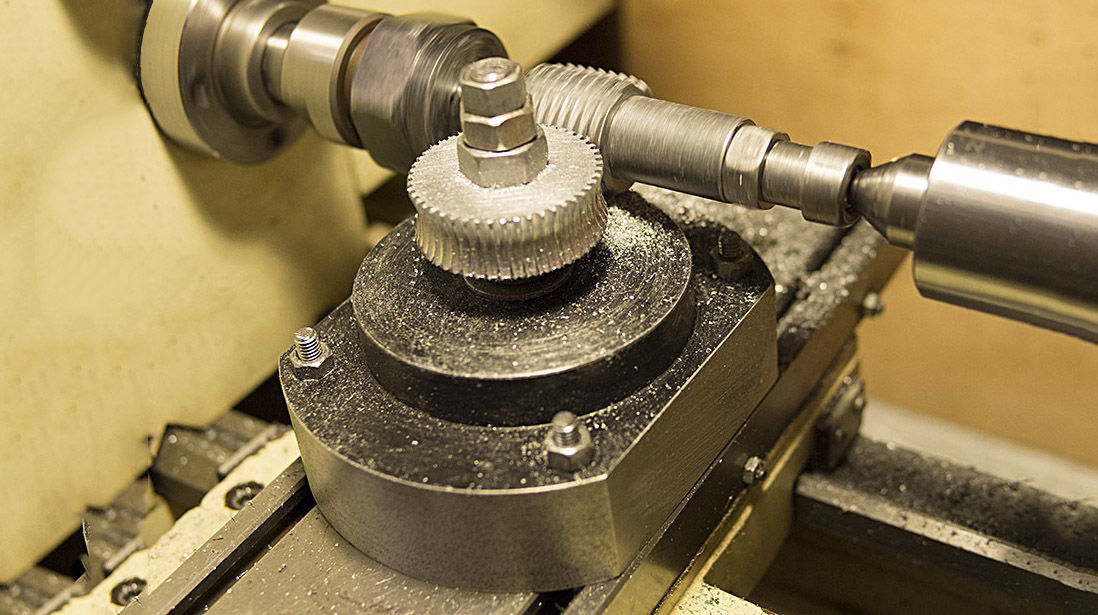 В результате можно ожидать, что алмазные инструменты хорошо себя зарекомендовали в суровых условиях обработки. Например, алмазные инструменты идеально подходят для обработки тугоплавких и труднообрабатываемых металлов, таких как кремний-алюминиевые сплавы и графит.
В результате можно ожидать, что алмазные инструменты хорошо себя зарекомендовали в суровых условиях обработки. Например, алмазные инструменты идеально подходят для обработки тугоплавких и труднообрабатываемых металлов, таких как кремний-алюминиевые сплавы и графит.
Ваш проект по обработке с ЧПУ: Gensun может помочь
Теперь, когда вы знаете кое-что о различных типах режущих инструментов для токарных станков, вы согласитесь, что успех вашего проекта по токарному станку с ЧПУ зависит от вашего выбора режущих инструментов для токарных станков. Поэтому вы хотите работать с механическим цехом с высококвалифицированными инженерами и машинистами, способными понять вашу конструкцию и выбрать идеальные инструменты и параметры обработки.
Gensun Precision Machining — ведущий поставщик услуг по обработке с ЧПУ в Азии. У нас есть не только команда высококвалифицированных инженеров и механиков, но мы также используем самое современное оборудование, чтобы продукты наших клиентов были сделаны правильно. Узнайте больше о наших услугах по обработке с ЧПУ.
Узнайте больше о наших услугах по обработке с ЧПУ.
CNC Broach Tools™ – Inserted Keyway Broach Tools for CNC Lathes & Mills
CNC Broaching Program Templates FREE
Keyway Slotting Таблица размеров инструмента
Вставки для протяжки с ЧПУ имеют
ДВЕ твердосплавные режущие кромки
СМОТРЕТЬ ОТЗЫВ КЛИЕНТА
Фреза для протяжки шпоночных канавок с ЧПУ 304 Нержавеющая сталь
Watch Client Spestimonial Video
Инструмент для протяжения клавиш для ЧПУ для вырезания слепого внутреннего ключа
 youtube.com/embed/N947o0fOrFg?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/N947o0fOrFg?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> КПЗ Бруп -инструменты.
- ПРОШИВКА С ЧПУ ПОЗВОЛЯЕТ ОБРАБОТАТЬ ДЕТАЛЬ НА ОДНОМ СТАНКЕ
- ПРОШИВКА ГЛУХИХ ОТВЕРСТИЙ НА ВАШЕМ СТАНКЕ С ЧПУ
- Вставки из карбида имеют два режущих ребра
- вставки могут быть повторно поставлены несколько раз
- Вставка быстрого изменения сохраняет инструмент для бруктора в центре в машине
Перед Связывание США для RFQ Please
.
Читать Подробнее
КПЗ -резаки CNC -клавишные резаки устраняют эти шаги
- Не ожидая оператора
- Не настраивать другой рабочую центр
- .0155
- НЕ УБЕДИТЕСЬ, ЧТО ВСЕ ИНСТРУМЕНТЫ И КРЕПЛЕНИЯ ДОСТУПНЫ ДЛЯ ДРУГОГО РАБОЧЕГО ЦЕНТРА
- НЕ УСТАНОВКА ДЕТАЛИ НА ОСЕВОЙ ЛИНИИ, КОТОРАЯ ТОЛЬКО ВЫШЛА ИЗ СТАНКА С ЧПУ – ДЛЯ ТЫСЯЧИ ДЕТАЛЕЙ!
CNC COOKBOOK, САМЫЙ ПОПУЛЯРНЫЙ БЛОГ ЧПУ В ИНТЕРНЕТЕ, ПИШЕТ ОБ ИСПОЛЬЗОВАНИИ ИНСТРУМЕНТОВ ДЛЯ ПРОТЯЖКИ С ЧПУ ДЛЯ ПРОШИВКИ
HTTP://BLOG. CNCCOOKBOOK.COM/2014/11/06/BROACHING-CNC-MILL/
CNCCOOKBOOK.COM/2014/11/06/BROACHING-CNC-MILL/
OFF- ПОЛОЧНОЕ РЕШЕНИЕ ДЛЯ ЧПУ ПРОШИВКИ СТАНДАРТНЫХ ВНУТРЕННИХ ПАЗОВ.
ПРОШИВКА ШПОНОЧНЫХ ПАЗОВ — ОДНА ИЗ САМЫХ ШОКИРУЮЩИХ ОПЕРАЦИЙ В ОБРАБОТКЕ.
Протяжка на фрезерном станке с ЧПУ и протяжка на токарном станке с ЧПУ позволяет выполнить еще одну операцию на вашем обрабатывающем центре, вместо того, чтобы перемещать детали на отдельный станок для ключей, электроэрозионный станок или протяжной станок, передавая операцию в дорогой прошивной цех или используя ценный магазин. время, делая свои собственные инструменты.
Протяжка шпоночных пазов является одной из самых сложных операций в механической обработке, и это не позволяло предыдущим конструкциям вставных протяжных инструментов выдерживать усилия, необходимые для прошивания внутренних шпоночных пазов. Наши клиенты по всему миру доказали, что наша конструкция протяжного инструмента выдерживает длительные производственные циклы из любого материала, который используется в мире обработки.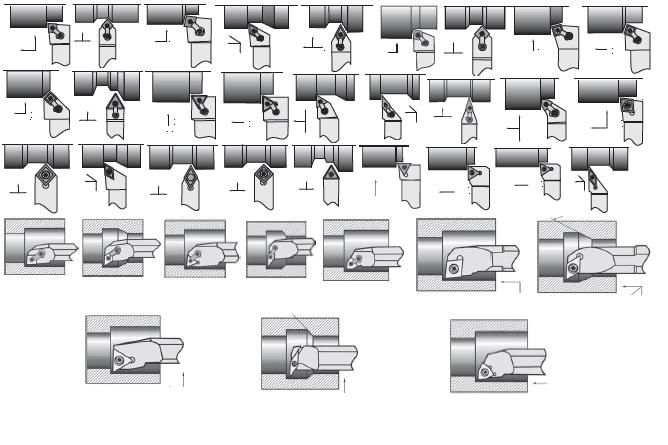 Используя станки для протяжки шпоночных пазов с ЧПУ, клиенты прошивают титан, 8620, инконель, нержавеющую сталь 4140, 304, монель и т. д. Прочтите некоторые отзывы клиентов на веб-сайте.
Используя станки для протяжки шпоночных пазов с ЧПУ, клиенты прошивают титан, 8620, инконель, нержавеющую сталь 4140, 304, монель и т. д. Прочтите некоторые отзывы клиентов на веб-сайте.
Мы предлагаем готовое решение для протяжки с ЧПУ глухих или внутренних шпоночных пазов. Некоторые из многих преимуществ протяжки на вашем обрабатывающем центре включают окончательную обработку детали в одном месте, что позволяет вам отправлять детали в сборе, когда они снимаются с вашего токарного или фрезерного станка. Кроме того, экономия средств, рассчитанная при использовании инструментов для протяжки с ЧПУ, должна включать в себя сокращение времени, необходимого для транспортировки деталей на отдельный станок и установки их в центре перед протяжкой «старым способом». Глухие шпоночные канавки долгое время были проблемой, обычно связанной с дорогостоящей и трудоемкой операцией штамповки, но пока у вас есть рельефная канавка или поперечное отверстие, глухие шпоночные канавки можно прошить на фрезерном или токарном станке с ЧПУ с помощью инструментов для протяжки с ЧПУ.