Строгальные резцы | Строгальные резцы по металлу
Строгальные резцы
Строгальные резцы по сравнению с токарными работают в более тяжелых условиях, так как они всегда входят в обрабатываемый материал с ударом и испытывают неравномерное напряжение из-за изменения сил резания.
Процесс строгания
В процессе резания на продольно-строгальных станках стол вместе с установленными па нем заготовками перемещается вдоль неподвижно закрепленных резцов, поэтому здесь приходится иметь дело с большими инерционными массами. Это обстоятельство заставляет применять пониженные режимы резания, в особенности в отношении скорости, не только для резцов из быстрорежущей стали, но также и для резцов, оснащенных (в пределах 15-40 м/мин). Кроме того, сечения строгальных резцов принимаются примерно в 1,25-1,5 раза больше, чем для токарных при одинаковых сечениях снимаемой стружки, несмотря на то, что отвод тепла из зоны резания здесь более благоприятен, так как снятие стружки происходит только при рабочем ходе.
Рисунок 62 – Схема работы строгального резца
Для избежания прижимания резца к обрабатываемой поверхности резцедержатель сделан поворотным относительно точки О (рис. 62). Это позволяет резцу несколько отойти от поверхности заготовки во время обратного хода и предохранить заднюю его поверхность от повышенного износа. Под действием составляющей силы Рг резец подвергается изгибающему моменту, который растет с увеличением вылета резца h. Вершина резца описывает дугу окружности с центром в точке С и стремится углубиться в обрабатываемый материал. Чем больше плоскость I – I, в которой расположена вершина резца, отходит от плоскости 2-2, проходящей через центр С, тем больше опасность углубления и тем ниже . Наиболее оптимальным положением вершины резца является такое, при котором обе плоскости 1-1 и 2-2 совпадают друг с другом. В этом случае резец должен быть снабжен изогнутой головкой с вершиной, расположенной в опорной плоскости. Такой резец позволяет иметь большую величину вылета по сравнению с прямым. Как минимальная величина вылета для изогнутых резцов принимается равной 1,8-2,0, а для прямых-0,8-1,0 высоты сечения резца. Прямые резцы удобны в изготовлении, но менее виброустойчивы по сравнению с изогнутыми, в особенности с повышением величины вылета. Поэтому они не могут применяться для таких работ, где конфигурация детали не позволяет использовать малую величину вылета (45-60 мм). Изогнутые резцы отличаются большей универсальностью, поэтому они получили более широкое распространение на практике, несмотря на сложность их изготовления.
Как минимальная величина вылета для изогнутых резцов принимается равной 1,8-2,0, а для прямых-0,8-1,0 высоты сечения резца. Прямые резцы удобны в изготовлении, но менее виброустойчивы по сравнению с изогнутыми, в особенности с повышением величины вылета. Поэтому они не могут применяться для таких работ, где конфигурация детали не позволяет использовать малую величину вылета (45-60 мм). Изогнутые резцы отличаются большей универсальностью, поэтому они получили более широкое распространение на практике, несмотря на сложность их изготовления.
Несмотря па недостатки резца с вершиной, выступающей вперед за плоскость 2-2, все же иногда его используют на практике, а именно в том случае, когда требуется произвести обработку до уступа, который не допускает подойти резцами другой формы.
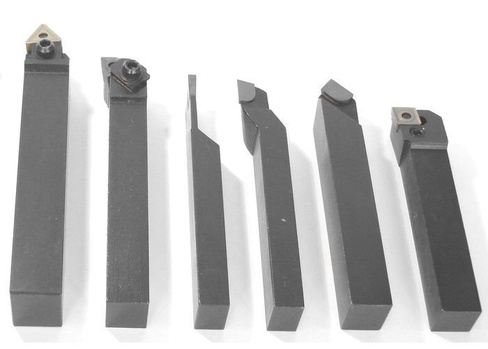
Строгальные резцы разделяются на проходные, подрезные, отрезные и пазовые специальные. Габаритные размеры резцов с пластинками из быстрорежущей стали установлены по ГОСТу 10045-62, а с пластинками из твердых сплавов – по ГОСТу 9796-61.
Геометрия строгального резца
Геометрические параметры режущей части строгальных резцов выбираются в основном такими же, как и для токарных резцов.
Угол наклона режущей кромки λ для строгальных резцов принимается больше (10-12°), для того чтобы удар при врезании приходился не па вершину резца, а несколько далее по передней поверхности.
φ обычно принимается равным 45°. Для возможности использования повышенных величин подач и больших припусков угол φ понижается до 30-20°. При этом главная режущая кромка соединяется со вспомогательной, направленной под углом 8-10°, через переходную кромку, расположенную под углом 12-15°. Длина этих кромок составляет 5-6 мм. Переходная кромка предохраняет твердосплавную пластинку от сколов.
Режимы резания при строгании
В машиностроении, в особенности в станкостроении, в настоящее время часто применяют чистовое строгание взамен шабрения или шлифования (например, для направляющих станин станков). Такая обработка должна дать высокую чистоту (по 6-7-му классам) и соответствующую точность обрабатываемой поверхности (отклонение от параллельности плоскости 0,1 мм на 1000 мм длины, отклонение от прямолинейности плоскости не более 0,1 мм на 1000 мм длины). Для этой цели применяют широкие резцы. Наклон режущей кромки под углом λ = 8÷10° обеспечивает плавное врезание и выход резца, что предохраняет пластинку от выкрашивания. При вылете головки до 40 мм резцы изготовляются прямыми, свыше 40 мм-изогнутыми.Рабочие поверхности твердосплавной пластинки должны быть доведены до 10-го . Дли обработки чугуна целесообразно применять твердые сплавы 8 и ВК6. При тонком строгании важное значение приобретет выбор режима резания. Обработку необходимо производить в два прохода: предварительную и окончательную. С увеличением скорости резания на кромке уменьшается. В вязи с этим чистота поверхности возрастает. Рекомендуемые величины скоростей резания в пределах 45-60 м/мин.
Для этой цели применяют широкие резцы. Наклон режущей кромки под углом λ = 8÷10° обеспечивает плавное врезание и выход резца, что предохраняет пластинку от выкрашивания. При вылете головки до 40 мм резцы изготовляются прямыми, свыше 40 мм-изогнутыми.Рабочие поверхности твердосплавной пластинки должны быть доведены до 10-го . Дли обработки чугуна целесообразно применять твердые сплавы 8 и ВК6. При тонком строгании важное значение приобретет выбор режима резания. Обработку необходимо производить в два прохода: предварительную и окончательную. С увеличением скорости резания на кромке уменьшается. В вязи с этим чистота поверхности возрастает. Рекомендуемые величины скоростей резания в пределах 45-60 м/мин.
Оптимальная величина подачи при предварительной обработке 0,45-0,50, а при окончательной 0,35-0,40 длины режущей кромки резца. При отклонениях в большую или меньшую сторону чистота обрабатываемой поверхности ухудшается. Припуск для окончательной обработки должен быть не выше 0,05 мм. В качестве смазки употребляется керосин, подаваемый в виде капель из сосуда, установленного впереди резца. Обрабатываемая поверхность получается блестящей с елезаметными следами подачи. Строгание при помощи широких резцов получило большое распространение также и для получистовой обработки, например для чистых, но менее точных поверхностей, а также при строгании под последующее или шлифование. В этом случае подача выбирается равной почти всей ширине резца.
В качестве смазки употребляется керосин, подаваемый в виде капель из сосуда, установленного впереди резца. Обрабатываемая поверхность получается блестящей с елезаметными следами подачи. Строгание при помощи широких резцов получило большое распространение также и для получистовой обработки, например для чистых, но менее точных поверхностей, а также при строгании под последующее или шлифование. В этом случае подача выбирается равной почти всей ширине резца.
Для строгальных станков, в особенности для больших размеров, в настоящее время намечается тенденция к широкому использованию строгальных резцов сборной конструкции. Преимущества их те же самые, что и для токарных резцов. ВНИИ разработал ведомственные нормали на строгальные как с прямой, так и изогнутой головкой основных типов для обработки чугуна (без ) и стали. Конструкция их та же, что и для токарных сборных . Строгальные сборные резцы этой конструкции хорошо себя зарекомендовали на крупных, машиностроительных заводах.
Похожие материалы
Строгальный станок по металлу
Оглавление:
- Продольно-строгальная установка
- Поперечно-строгальная установка
- Главные элементы строгальных станков
- Резцы металлообрабатывающих станков
- Характеристика видов
- Видео: Строжка на 7Б35
Изделия для промышленных предприятий отличаются как размерами, так и конструкцией. Каждый элемент требует для работы определенный тип станка. Среди множества станков, предназначенных для работы с металлом, можно встретить агрегаты токарного назначения, долбежные станки и строгальные. Строгальный станок по металлу предназначен для изготовления различных деталей в процессе многоступенчатой обработки.
Каждый элемент требует для работы определенный тип станка. Среди множества станков, предназначенных для работы с металлом, можно встретить агрегаты токарного назначения, долбежные станки и строгальные. Строгальный станок по металлу предназначен для изготовления различных деталей в процессе многоступенчатой обработки.
Выбирать необходимый станок и инструмент следует лишь после тщательного изучения чертежей будущего изделия, а также материала заготовки. Исходя из этого, выбирается способ обработки: продольный или поперечный. Плоские и крупные поверхности обрабатываются на продольно-строгальных агрегатах, другие изделия на поперечно-строгальных станках.
Плоскости, которые обрабатываются на строгальных агрегатах, имеют несколько видов:
- ласточкин хвост;
- фасонные поверхности;
- канавки;
- фаски;
- вертикальные поверхности.
Продольно-строгальная установка
Продольно-строгальные станки предназначены для резки и обработки крупных заготовок. Они имеют две разновидности: одностоечные и двухстоечные. Этим определяется жесткость конструкции установки. Основной движущейся частью является стол, на котором располагается заготовка. Инструмент для обработки – резец, закрепленный в суппорте, остается во время процесса неподвижным. Стол совершает возвратно-поступательные движения, и заготовка подвергается обработке.
Они имеют две разновидности: одностоечные и двухстоечные. Этим определяется жесткость конструкции установки. Основной движущейся частью является стол, на котором располагается заготовка. Инструмент для обработки – резец, закрепленный в суппорте, остается во время процесса неподвижным. Стол совершает возвратно-поступательные движения, и заготовка подвергается обработке.
После завершения обрабатывающего действия, стол возвращается в исходное положение. При холостом ходе суппорт с резцом уходит в сторону, освобождая путь столу с заготовкой. Такое обтачивание присуще большим деталям, вес которых может достигать десятков и сотен тонн.
Поперечно-строгальная установка
Посадочные и присоединительные базы поперечно-строгального станка 7Б35Более сложные элементы обрабатываются на поперечно-строгальных агрегатах. Такая установка способна работать как в ручном режиме, так и по заданной программе. Основной движущейся частью здесь является суппорт с закрепленным резцом.
На столе с помощью болтов или тисков закрепляется заготовка. Стол имеет возможности для движений по горизонтали с помощью направляющих поперечины.
По вертикали же стол подается самой поперечиной, перемещающейся по направляющим станины. В станине располагается электрический двигатель и коробка передач, помогающая регулировать скорость работы агрегата. Так же как и продольный станок, поперечно-строгальный имеет два хода: рабочий и холостой.
Главные элементы строгальных станков
- Станина. Основная часть станка, выполненная из чугуна или стали.
- Стол. Используется для крепления заготовки болтами или с помощью тисков.
- Направляющие. Горизонтальные и вертикальные, по которым перемещаются ползун и стол.
- Ползун суппорта. Совершает поступательные движения для резки и обработки заготовки.
- Резец. Основной инструмент, обрабатывающий металл.
- Суппорт. Предназначен для фиксации резца.
- Коробка скоростей. Обеспечивает 6 ступенчатую передачу вращения шпинделя.

- Тиски. Располагаются на рабочем столе для крепления заготовки.
- Электрооборудование.

Среди токарного и металлообрабатывающего производства одним из самых распространенных на территории бывшего СССР поперечно-строгальных станков можно назвать станок 7305. Компактность и универсальность в обтачивание металлических деталей обусловили его многолетнее серийное производство.
Успешные модификации агрегата 7Б35 и 7Е35 позволили существенно увеличить производительность. На строгальный станок по металлу 7Е35 вместо 6 скоростной коробки установлен механизм с 8 скоростным переключателем.
Резцы металлообрабатывающих станков
Резец – основной инструмент, использующийся в обработке металлических поверхностей. Резец незаменим для токарного производства, строгальных и долбежных работ.
Современные установки могут оснащаться несколькими резцами, что значительно ускоряет рабочий процесс и влияет на конечное качество изделия. Чем больше резцов установлено на станке, тем лучше для будущего изделия.
Чем больше резцов установлено на станке, тем лучше для будущего изделия.
Модели станков различаются возможностью множественной установки резцов. Поэтому установки подразделяют на:
- односторонние;
- двухсторонние;
- четырехсторонние.
Используемый инструмент напрямую влияет на качество резки и будущее изделие. Резцы кардинально различаются своими свойствами. Особенно важен материал режущей основы резца (головки). Не менее важны размеры стержня резца, а также его форма. Инструмент различают по типу и выбирают именно тот, что понадобится в той или иной работе.
Таких видов несколько:
- подрезной;
- проходной;
- фасонный;
- отрезной;
- чистовой.
Характеристика видов
Для резки металла используют резцы цельные либо составные. Цельные резцы полностью изготовлены из стали либо специального сплава. Составные детали оснащены насадкой из режущей пластины. Крепится насадка к стержню с помощью пайки, сварки или механическим способом. Виды материала для резцов разнообразны. Каждый из них имеет свои плюсы.
Крепится насадка к стержню с помощью пайки, сварки или механическим способом. Виды материала для резцов разнообразны. Каждый из них имеет свои плюсы.
Инструментальная сталь. К ней относят углеродистую сталь, применяемую на небольшой скорости резания. Легированную сталь, теплостойкость которой позволяет обрабатывать металл на более высоких скоростях. Высоколегированная сталь (быстрорежущая) отлично выдерживает большие температуры и для резки металла обладает наилучшей производительностью.
Твердые сплавы. Большую производительность, чем стальные резцы, позволяет получить инструмент из твердых сплавов. Они бывают металлокерамическими, среди которых наиболее производительны вольфрамовые сплавы, титановольфрамовые и титанотанталовольфрамовые. Минералокерамические сплавы обладают хорошей теплостойкостью, но их использование ограничено ввиду хрупкости материала.
Эльбор. Износостойкий материал, позволяющий обрабатывать поверхности легированной стали. Для резки металла идеально подходит по нескольким параметрам, среди которых термическая стойкость наиболее ценное свойство материала. Применяется в промышленных производствах в обтачивание и шлифовании различных сплавов.
Для резки металла идеально подходит по нескольким параметрам, среди которых термическая стойкость наиболее ценное свойство материала. Применяется в промышленных производствах в обтачивание и шлифовании различных сплавов.
Алмаз. По твердости этому материалу нет равных. В промышленности его уже давно используют для резки и обработки металлов. Многие ножи, сверла и другой инструмент из твердых сплавов изготавливается с помощью резцов с алмазным напылением на режущей плоскости.
Видео: Строжка на 7Б35
Похожие статьи
Металлическая колонна формообразователя 41
Металлическая колонна формообразователя 41Кей Фишер
Часть 1 из 3
С некоторой неохотой я пишу эту колонку. Я боюсь споров. Эксперты не согласятся с тем, что я собираюсь сказать. Позвольте мне заявить для протокола, что это мой ответ на часто задаваемый вопрос (FAQ) Как мне заточить насадки для формирователя? Я не утверждаю, что это правильный ответ, но этот ответ был мне полезен.
Позвольте мне заявить для протокола, что это мой ответ на часто задаваемый вопрос (FAQ) Как мне заточить насадки для формирователя? Я не утверждаю, что это правильный ответ, но этот ответ был мне полезен.
Мифы о битах для инструментов
- Формовочные инструменты похожи на токарные инструменты.
- Правильно затачивать инструменты может только специалист.
- Твердосплавные насадки являются лучшими.
- Инструментальные насадки из быстрорежущей стали нельзя приобрести предварительно заточенными.
- Для шлифовки точных углов требуется специальное оборудование.
- Скорость и подача очень важны.
- Синий во время шлифовки и закалки.
- Есть только один угол, который вам нужно отшлифовать.
Миф 1 Фрезерные и токарные инструменты
Насадки для формирователей аналогичны насадкам токарного станка. Левая и правая терминологии меняются местами. Однако, поскольку токарная терминология для левого и правого всегда была обратной (на мой взгляд), термины довольно точно подходят для использования формовщиками.
Однако, поскольку токарная терминология для левого и правого всегда была обратной (на мой взгляд), термины довольно точно подходят для использования формовщиками.Есть некоторые насадки для токарных станков, которые мало применимы на формирователе, таком как тип E, резьбонарезная насадка. Точно так же есть несколько стилей формирователей, которые мало используются на токарных станках, например, фрезы с Т-образными пазами.
Кроме того, требуемые задние углы могут быть намного меньше на формирователе, как будет описано ниже. Таким образом, в основном инструменты формирователя отличаются от инструментов токарного станка, но…
Большинство токарных инструментов можно использовать на строгальном станке с хорошими результатами. Дополнительный зазор почти никогда не помешает в любительских приложениях, и у большинства владельцев фрезерных станков также есть токарный станок и множество токарных инструментов, которые только и ждут, чтобы их использовали.
Миф 2.
 Правильно заточить инструменты может только специалист. Мусор! Любой может заточить насадки инструментов, которые будут иметь правильные углы для работы на фрезерном (и токарном) станке. На самом деле, многие эксперты расходятся во мнениях относительно того, какие точные углы являются правильными, и многие эксперты, которые могут заточить инструменты в соответствии со строгими спецификациями, не проводят повторную заточку так часто, как это необходимо для поддержания остроты режущего инструмента.
Правильно заточить инструменты может только специалист. Мусор! Любой может заточить насадки инструментов, которые будут иметь правильные углы для работы на фрезерном (и токарном) станке. На самом деле, многие эксперты расходятся во мнениях относительно того, какие точные углы являются правильными, и многие эксперты, которые могут заточить инструменты в соответствии со строгими спецификациями, не проводят повторную заточку так часто, как это необходимо для поддержания остроты режущего инструмента.Миф 3. Твердосплавные насадки — лучшие.
Твердый сплав не для любителей и уж точно не для шейперов. Твердосплавные насадки очень хрупкие. Их можно легко сломать. Секрет того, как не сломать твердосплавные коронки, заключается в поддержании постоянного давления и постоянной температуры. На токарном станке это возможно благодаря отказу от прерывистого резания и использованию охлаждающей жидкости. На строгальном станке мы делаем только прерывистое резание, и инструмент нагревается во время рабочего хода и остывает во время обратного хода.
Резцы с твердосплавными наконечниками можно использовать на строгальном станке с легким резом, но в целом вам больше понравятся насадки из быстрорежущей стали.
Насадки Myford из быстрорежущей стали
Фото Кей Фишер
Миф 4 Инструментальные насадки из быстрорежущей стали нельзя приобрести предварительно заточенными.
Их трудно найти, но они рядом. Один продавец, которого я рекомендую, — Myford в Англии. Я бы хотел, чтобы каждому новому владельцу токарного или фрезерного станка был выдан хороший, новый, острый набор резцов из быстрорежущей стали. Они, вероятно, никогда не купят еще одно сверло, потому что становится очевидным, как их затачивать и создавать новые. Они также быстро усвоили бы, что хорошая быстрорежущая сталь выдерживает гораздо более тяжелые нагрузки, чем наконечники инструментов из карбида. В конце концов, новички будут злоупотреблять как своими инструментами, так и своими машинами.
Миф 5 Для шлифовки точных углов требуется специальное оборудование.
К счастью для нас, машинистов-любителей, это неправда. Кроме того, точные углы не так важны, как повторяющиеся углы. Для создания требуемых углов шлифования на недорогих шлифовальных станках в универмагах можно использовать несколько очень простых приемов.Миф 6 Скорость и подача очень важны.
Большинство экспертов узнают о важности скорости и подачи на ранних этапах обучения. Многие машинисты-любители являются профессионалами на пенсии и сохраняют свои знания и уважение к скорости и питанию до выхода на пенсию. Без сомнения, многие не согласятся с тем, что я собираюсь сказать. Сохраните письма и выслушайте меня. Они предполагают адекватный или залитый хладагент. Многие любители работают без охлаждающей жидкости или просто капают несколько капель какой-нибудь (возможно, не оптимальной) жидкости. Они предполагают надежность и прочность машины, которая часто выходит за рамки возможностей большинства любителей. Нецелесообразно предполагать, что диаграмма скорости и подачи для 16-сильного 2-тонного токарного станка может быть применена к вашему формирователю мощности.
Они предполагают адекватный или залитый хладагент. Многие любители работают без охлаждающей жидкости или просто капают несколько капель какой-нибудь (возможно, не оптимальной) жидкости. Они предполагают надежность и прочность машины, которая часто выходит за рамки возможностей большинства любителей. Нецелесообразно предполагать, что диаграмма скорости и подачи для 16-сильного 2-тонного токарного станка может быть применена к вашему формирователю мощности. Каждый материал имеет набор оптимальных углов для резцов при заданной скорости и подаче. Один набор углов обеспечивает наилучшую отделку, а другой набор углов обеспечивает самое быстрое удаление металла. Как машинист-любитель, у вас нет производственных требований, и качество отделки должно быть достаточно хорошим, чтобы удовлетворить вас.
Я не говорю, что вы не должны обращать внимание на скорость и подачу. Но поймите, что вещи должны быть уменьшены до реальности. Углы резца и долота, оптимальные для быстрого удаления металла с крупного станка, могут оказаться неоптимальными для более скромного оборудования и менее жестких производственных графиков.
Миф 7 Синий во время шлифовки и выхода из себя.
Если у вас высокоуглеродистая сталь и во время шлифовки кромка нагревается настолько, что становится синей, то вы натянете закалку и придется шлифовать до синевы. Но если ваш инструмент изготовлен из быстрорежущей стали (HHS), то вам нужно нагреть наконечник докрасна, прежде чем вы выйдете из себя. Эмпирическое правило шлифования заключается в том, чтобы держать инструмент в руке, и, если он слишком горячий, чтобы держать его, пришло время охладить его. Хотя я не выступаю за то, чтобы вы никогда не охлаждали свои инструменты во время заточки, вы не должны паниковать, если они немного нагреваются и становятся синими. Если он станет синим и не будет держать край, то, вероятно, это не HHS.Миф 8 Существует только один угол.
 Хорошо, это еще не миф. Но я хотел бы сделать его одним. Мой коллега-любитель, к которому я отношусь с большим уважением, провел некоторые исследования и эксперименты с углами инструмента и пришел к выводу, что 7–8 градусов — это ответ почти на любой вопрос. Я последовал его совету и считаю, что действительно в большинстве случаев шлифовка каждого угла до 8 градусов работает хорошо.
Хорошо, это еще не миф. Но я хотел бы сделать его одним. Мой коллега-любитель, к которому я отношусь с большим уважением, провел некоторые исследования и эксперименты с углами инструмента и пришел к выводу, что 7–8 градусов — это ответ почти на любой вопрос. Я последовал его совету и считаю, что действительно в большинстве случаев шлифовка каждого угла до 8 градусов работает хорошо.Это не оптимально для чугуна, и вы должны исключить все грабли для латуни и бронзы, но наличие любимого угла может значительно облегчить заточку инструментов. Для рейка я удваиваю угол с 8 градусов до 16 градусов.
Формы инструментов
Все, что вам нужно знать о формах насадок инструментов, можно полностью описать четырьмя параметрами:- Стиль
- Грабли
- Зазор
- Рельеф

Типы насадок
Ниже приведен рисунок стилей насадок для инструментов с твердосплавными наконечниками, определенных Американским национальным институтом стандартов. Существует больше стилей насадок инструментов, чем показано ниже, но эти самые полезные и интересные.
Типы насадок, определенные ANSI B212.I-1984 (R1990) Рисунок Кей Фишер
Каталог MSC дает следующие описания стилей инструментов, показанных выше:
Стиль AR Right Hand для поворота на прямое плечо. Используется для общих операций механической обработки, таких как токарная обработка, растачивание и снятие фасок.
Стиль AL Левая рука для поворота на прямое плечо. Используется для общих операций механической обработки, таких как токарная обработка, растачивание и снятие фасок.
Стиль BR Правостороннее исполнение 15 Угол в плане для поворота, когда не требуется прямоугольный уступ. Используется для общих операций механической обработки, таких как токарная обработка, растачивание и снятие фасок.
Форма BL, левосторонняя, 15 Угол в плане для облицовки, когда не требуется прямоугольное плечо. Используется для общих операций механической обработки, таких как токарная обработка, растачивание и снятие фасок.
Квадратный носик Style C для снятия фаски. Идеальный инструмент общего назначения, очень полезный для снятия фасок, торцевания и токарной обработки. Инструмент также можно использовать для изготовления инструментов специальной формы.
Стиль D Заостренный нос – 80 Включенный угол, используемый для подрезки и наружного диаметра. и И.Д. снятие фаски.
Инструмент для нарезания резьбы типа E. В стандартную комплектацию 60 входит угол для универсального нарезания резьбы, V-образных канавок, снятия фаски, токарной обработки, растачивания и торцовки.
Инструмент для нарезания резьбы со смещением ER 60. Наконечник смещен относительно хвостовика. Для нарезания резьбы и V-образных канавок до плеча.
Инструмент для нарезания резьбы со смещением EL 60. Наконечник смещен относительно хвостовика. Для нарезания резьбы и V-образных канавок до плеча.
Наконечник смещен относительно хвостовика. Для нарезания резьбы и V-образных канавок до плеча.
Стили просто от A до E. Суффиксы R и L означают левый и правый. Эти описания предназначены для использования на токарном станке. В строгальном станке правый инструмент будет резать вправо, тогда как в токарном станке он будет резать справа.
На рисунке ниже показан набор более практичных стилей для формирователей. Круглый нос является наиболее универсальным, и в конечном итоге вы получите множество его версий, преувеличивающих радиус в обоих направлениях. С малым радиусом вы можете вырезать канавки, со средним радиусом у вас есть самый практичный формирователь, а с большим радиусом у вас есть фреза для этой классической зеркальной отделки.
Типы насадок для формирователей Рисунок Кей Фишер
Стили ножей используются в основном для выполнения вертикальных разрезов. Причина, по которой вы обычно не выполняете левые или правые пропилы на формирователе, заключается в том, что гораздо проще изменить направление поперечной подачи, чем перемотать стол обратно на другую сторону для следующего реза. Поэтому мы хотим резать в обоих направлениях (влево и вправо), отсюда и популярность инструмента с круглым носом. В отличие от токарных инструментов, на ножевом инструменте мы притачиваем как верхнюю, так и боковую переднюю часть. Это дает инструменту возможность резать как вбок, так и вниз.
Поэтому мы хотим резать в обоих направлениях (влево и вправо), отсюда и популярность инструмента с круглым носом. В отличие от токарных инструментов, на ножевом инструменте мы притачиваем как верхнюю, так и боковую переднюю часть. Это дает инструменту возможность резать как вбок, так и вниз.
На простых рисунках этого не скажешь, но углы большинства инструментов имеют небольшой радиус. Обычно это достигается простым шлифованием до точки, а затем хонингованием по небольшому радиусу. Если вы не сделаете радиуса, то природа добавит вам грубый радиус, срезав ваши острые углы.
Как правило, чем больше рельеф и передняя поверхность, тем лучше рез, но инструмент быстрее затупляется и подвергается риску повреждения.
Наконечники с передним углом
Передняя часть насадки — это угол (или углы), притертый к вершине. В случае инструмента с круглым концом угол, срезанный в инструменте, называется верхним передним углом. К сожалению, этот же угол также называют передним и задним наклоном. Все то же самое. В случае левостороннего инструмента угол, срезанный сбоку в верхней части инструмента, называется боковым передним углом.
Все то же самое. В случае левостороннего инструмента угол, срезанный сбоку в верхней части инструмента, называется боковым передним углом.
Грабли для инструментов
Рисунок Кей Фишер
Но как ни назови, грабли есть грабли. Без граблей инструмент будет иметь тенденцию выходить из работы и скользить по поверхности. При слишком большом наклоне инструмент будет стремиться закопаться и потянуть держатель и все, к чему он подключен, к работе. Хотя рейка и необходима, точить рейку нежелательно, так как это снимает металл, который станет режущей кромкой при будущих заточках.
Держатели инструментов типа Armstrong удерживают насадки под углом от 14 до 20 градусов, что устраняет необходимость затачивать верхнюю переднюю часть. Таким образом, инструмент можно бесконечно затачивать. Кроме того, этот же инструмент можно использовать в обычном держателе инструмента для латуни, который лучше всего режет без верхнего переднего угла.
Передний угол для стали и алюминия должен составлять от 14 до 16 градусов.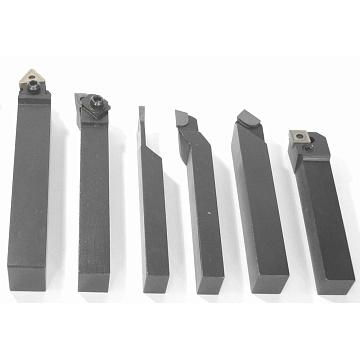 Передний угол для чугуна должен быть 2 градуса, а для латуни и бронзы 0 градусов. Мой совет — игнорировать грабли и всегда использовать держатель в стиле Армстронга, за исключением латуни и чугуна.
Передний угол для чугуна должен быть 2 градуса, а для латуни и бронзы 0 градусов. Мой совет — игнорировать грабли и всегда использовать держатель в стиле Армстронга, за исключением латуни и чугуна.
Углы заднего резца
Зазор — это угол заточки в сторону насадки, как показано на рисунке ниже. Углы зазора должны составлять 8 градусов для всех материалов на токарном станке, чтобы учесть тот факт, что инструмент продвигается в работу во время резки. Для формирователя инструмент не продвигается вперед во время резания, поэтому задние углы могут быть меньше. Поперечный стол на строгальном станке перемещается только во время обратного хода или на некоторых строгальных станках между ходами, но никогда во время рабочего хода, если только вы не настроили регулировку собачки поперечной подачи неправильно. Я сделал это! С формирователями задний угол в 2 градуса устраивает во всем.
Изображение угла зазора 8 градусов Рисунок Кей Фишер
Именно потому, что зазор не так важен для формообразователя, вы можете с успехом использовать инструмент с круглым концом для резки в обоих направлениях.
Токарные инструменты с 8-градусным задним углом также хорошо работают на долбяке.
Углы разгрузки инструмента
Задние углы отшлифованы на режущем конце инструмента и фактически являются частью стиля, как показано ниже. На некоторых инструментах имеется ведущая область нулевого рельефа для улучшения отделки. Если вы сомневаетесь, используйте 8 градусов.
Задние уголки Рисунок Кей Фишер
В следующем месяце, в части 2, мы поговорим о стойках для инструментов, держателях инструментов и шлифовальных повторяющихся углах.
Продолжайте присылать мне электронные письма с вопросами и интересными историями о шейперах.
Мой адрес электронной почты [email protected].
Строгальные станки | Elite Metal Tools
Строгальные станки предназначены для обрезки деревянных досок до одинаковой толщины и выравнивания с обеих сторон. Режущая головка строгального станка обычно имеет прорези для 3 или 4 ножей и вращается со скоростью около 5000 об/мин. Оператор начинает с выбора глубины пропила, а затем пропускает деревянную доску через строгальный станок.
Оператор начинает с выбора глубины пропила, а затем пропускает деревянную доску через строгальный станок.
Cantek Высокоскоростной двухсторонний строгальный станок 30 x 8 дюймов GT760ARD-8
- Максимальная рабочая ширина: 30 дюймов
- Диаметр режущей головки: 4 дюйма
- Скорость режущей головки: 5000 об/мин
- Скорость подачи (переменная): 23-65 футов в минуту
$ 46 199 самые точные настройки для тонкой резки
4 545,70 $
3 415,00 $
Всего от 110 $/мес.
Подробнее
В продаже
5Строгальный станок, 5 л.с., 1PH, 230 В 1791296
- Чугунная головка
- Чугунный стол с удлинителями создает большую рабочую зону 55-1/2″ x 20″
- Стружколом и прижимная планка помогают уменьшить зазубрины
- Хромированные, эргономичный маховик обеспечивает плавную и легкую регулировку
- Режущая головка содержит 4 прямых ножа из быстрорежущей стали для чистого и гладкого реза
0184
В продаже
Строгальный станок Powermatic WP2510, 15HP 3Ph 230VВинтовая головка 1791303
- Подающий и отводящий ролики диаметром 3 дюйма поддерживаются четырьмя большими игольчатыми подшипниками для увеличения срока службы большой цепной привод с автоматическими натяжителями для привода подающих и разгрузочных роликов
- Микрорегулируемый рычаг Quick-Set легко поднимает и опускает ролики стола от 0 до 0,050 дюйма одним касанием
- Твердое давление имеет широкую ногу для длинного износа и может быть отрегулирована на обоих концах для точного кормления
$ 22 728,56
$ 16,649,99
в виде 329/моби Формовочный станок M412
- Позволяет использовать 4 режима резки: одностороннее, двух-, трех- и четырехстороннее строгание и формование.
- Индивидуальный мощный двигатель для каждого шпинделя.
- Оснащен 3 пластинами контроля глубины резания для нижней ножевой головки.
- Автоматическая остановка машины при открытии верхней защиты.

$ 21 840,00
до 432 долл. США/МО
Подробности просмотра
на продажу
Jet JWP-208HH, 20 “Planer 5HP 1PH, спиральная головка 708544
- 1
- 1HP 1PH, Helc самая точная регулировка для тонкого резания
- Чугунные подающий и разгрузочный столы поставляются со станком
- Большой маховик с принудительной зубчатой передачей позволяет быстро и точно регулировать стол
- Magnetic controls provide long life and reliability
- One-piece welded steel base offers solid support and stability
$5,897.13
$4,375.00
As low as $142/mo
View Details
On Sale
Powermatic 201 Строгальный станок, 7,5 л.с., 1 фаза, 230 В 1791261
- 2 скорости подачи — 20/30 футов в минуту — для черновой и чистовой обработки
- Регулируемые опорные ролики обеспечивают плавную подачу черновых или готовых заготовок
- Полностью чугунная конструкция, тяжелый чугунный стол перемещается на двух больших ходовых винтах
- Чугунная конструкция
- Пылесборник с 5-дюймовым портом для сбора пыли
10 074,27 $
7 379,99 $ as2/low
900
Подробнее
В продаже
Powermatic 209HH, 20″ Строгальный станок, 5HP 1PH 230V 1791315
- Чугунная головка
- Чугунная рабочая зона 5″ x1 с удлинителями создает a20019
- Стружколом и прижимной стержень способствуют уменьшению скола
- Хромированный, эргономичный маховик обеспечивает плавную и легкую регулировку
- Подающие ролики и режущая головка поддерживаются цельнолитой чугунной головкой
$175/мес.
Подробнее
Промышленный рубанок Baileigh IP-208
- 220 В, однофазный
- 5 лошадиных сил
- 5-дюймовый порт для сбора пыли
- 16/20 фут/мин
$ 5 793,94
$ 4,716,00
до 153 долл. США/MO
Подробности просмотра
Jet 13 “Jet Hellical Style Bander Arrate Planer, jwp-13bt 722130
- 918 Arrated Spectertive Dripe-Fold. столы подачи/разгрузки для выравнивания по основанию и экономии места в магазине при хранении
- Двойная регулировка скорости подачи для 18 футов в минуту или 26 футов в минуту максимизирует эффективность резки различных типов древесных материалов
- Пылезащитный порт подключается к системе удаления пыли и помогает поддерживать чистоту в цехе
- Максимальная глубина резания 1/8 дюйма, 6 дюймов в глубину и 13 дюймов в ширину
Подробнее
Промышленный рубанок Baileigh IP-156
- 5000 об/мин
- 220 В, однофазный
- 3 лошадиных силы
- 4-дюймовый порт для сбора пыли
3 921,60 $
$ 3192,00
до 103 долл.
США/МОПодробности просмотра
ОБЩЕСТВЕННЫЙ
Powermatic 201hh Planer, 7,5HP 3PH 230 В 1791268
- 2 Скорочные скорости.
- Регулируемые опорные ролики обеспечивают плавную подачу черновых или готовых заготовок
- Полностью чугунная конструкция, тяжелый чугунный стол перемещается на двух больших ходовых винтах
- Чугунная конструкция
- Пылесборник с 5-дюймовым отверстием для сбора пыли
$13,391.42
$9,809.99
As low as $318/mo
View Details
Oliver Machinery 16” Single Phase 5HP Planer with Helical Cutterhead 4420.201
- Maximum Stock Width: 16”
- Максимальная толщина заготовки: 6 дюймов
- Минимальная длина на складе: 6 дюймов
- Двигатель: 5 л.с., 220 В, однофазный
4 912,35 $
4 485,00 $
Всего от 145 $/мес.
Подробнее
Трехфазный строгальный станок Cantek 10 HP, 24 дюйма, со спиральной режущей головкой P630HV
- Максимальная ширина строгания: 24-3/4 дюйма
- Максимальная толщина строгания: 11-13/16″
- Макс. глубина резания: 5/16″
- Размер стола: 27 x 34 дюйма
$ 16 590,00
до 328 долл. США/MO
Подробности просмотра
на продажу
Powermatic 201hh Planer, 7,5 л.с. 1PH 230 В 1791267
- 2 Скорость.
- Регулируемые опорные ролики обеспечивают плавную подачу черновых или готовых заготовок
- Полностью чугунная конструкция, тяжелый чугунный стол перемещается на двух больших ходовых винтах
- Чугунная конструкция
- Пылесборник с 5-дюймовым отверстием для сбора пыли
$13,391.42
$9,809.99
As low as $318/mo
View Details
Grizzly Industrial 20” 5 HP Pro Spiral Cutterhead Planer G0544
- Table size: 21-1/4″ x 28-1/4″
- Макс. ширина реза: 20 дюймов
- Макс. толщина штока: 7 дюймов
- Макс. глубина резания: 1/8″
$ 9 410,00
до 305 долл. США/МО
Подробности просмотра
в продаже
Jet 15 “Jet Delical Rader, JWP-15BH.
сохранить цех в чистоте - Двойной регулятор скорости подачи для 16 футов в минуту или 20 футов в минуту максимизирует эффективность резки
- Пылесборник подключается к системе удаления пыли и помогает содержать цех в чистоте
- Большой маховик с принудительной передачей легко перемещает головку до нужной толщины
- Магнитный переключатель с зеленым индикатором безопасности, загорающимся при включении
Двусторонний строгальный станок 24 дюйма Castaly Industries с верхней и нижней спиральными режущими головками PL-24-S
- Макс. Ширина строгания: 24 дюйма
- Макс. Толщина строгания: 6-5/8″
- Макс. Глубина резания: ¼ дюйма
- Размер стола (Д x Ш): 93 x 24 дюйма
40 495,00 $
От 801 $/мес.
Подробнее
Настольный строгальный станок Baileigh IP-1306
- Макс. ширина приклада 13 футов
- Максимальная высота запаса 6 дюймов
- Минимальная толщина заготовки 1/8″”
- Минимальная длина запаса 7 дюймов
1 579,94 долл.
США1 345,00 долл. США
Всего 43 долл. США в месяц
Подробнее
Трехфазный 24-дюймовый строгальный станок Cantek 7,5 л.с. со спиральной режущей головкой P24HV
- Макс. ширина: 24 дюйма
- Макс. толщина: 8″
- Скорость подачи: 20 и 30 футов в минуту
- Главный двигатель: 7 ½ л.с.
$11,130.00
As low as $361/mo
View Details
On Sale
Jet 15″ JET Straight Knife Planer, JWP-15B 722150
- Dual infeed speed control for 16fpm or 20fpm maximizes cut efficiency
- Пылесборник подключается к системе пылеудаления и помогает поддерживать чистоту в цехе
- Большой маховик с зубчатым приводом легко перемещает головку до нужной толщины
- Магнитный переключатель с зеленым индикатором безопасности, который загорается при подаче питания
- Максимальная глубина реза 1/8″, высота реза 6″ и ширина 15″
2 887,13 $
2 195,00 $
Всего $71/мес.
 США/МО
США/МО глубина резания: 5/16″
глубина резания: 5/16″ сохранить цех в чистоте
сохранить цех в чистоте США
США