ГОСТ 26611-85 Резцы токарные проходные, подрезные и копировальные с креплением…
ГОСТ 26611-85
Группа Г23
МКС 25.100.10
ОКП 39 2100
Дата введения 1986-07-01
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20 сентября 1985 г. N 2975
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в декабре 1986 г., феврале 1992 г. (ИУС 3-87, 6-92).
Настоящий стандарт распространяется на токарные резцы с механическим креплением сменных многогранных пластин, предназначенные для обработки наружных поверхностей и изготовляемые для нужд народного хозяйства и экспорта.
Резцы предназначены для работы на станках токарной группы, в том числе на станках с числовым программным управлением и на гибких производственных системах, при комплектации пластинами;
из твердого сплава для чистовой, получистовой и черновой обточки и подрезки торцев из сырых, термообработанных, улучшенных и нормализованных сталей и серых чугунов;
из оксидной керамики для чистовой и получистовой обточки и подрезки торцев деталей из сырых, улучшенных и нормализованных сталей и серых чугунов.
из оксидно-карбидной или оксидно-нитридной керамики для чистовой и получистовой обточки и подрезки торцев деталей из закаленных сталей, ковких, модифицированных и отбеленных чугунов.
Требования настоящего стандарта являются обязательными, кроме приложения.
(Измененная редакция, Изм. N 2).
1. СИСТЕМА ОБОЗНАЧЕНИЙ
1.1. Буквенно-цифровое обозначение резцов – по ГОСТ 26476-85.
Дополнительный символ, связанный с глубиной гнезда державки, отделяется от девяти обязательных символов знаком дефис.
Пример условного обозначения резца:
CTGN2020K16-h3
Символ, обозначающий глубину гнезда державки, указан в табл.
Схема крепления пластин без задних углов () и с задними углами () указана на черт.1.
Черт.1. Схема крепления пластин
Черт.1
Таблица 1
Символ | Глубина гнезда | Толщина , мм | ||
опорной пластины (поз.1) | режущей пластины (поз.2) | стружколома (поз.3) | ||
Н0 | 6,4 | 2,26 | 3,18 | 1,58 |
h2 | 7,4 | 3,18 | ||
2,38 | ||||
4,76 | – | |||
Н2 | 9,2 | 4,76 | 3,18 | 2,38 |
3,18 | 4,76 | |||
Н3 | 10,8 | 4,76 | ||
3,18 | 6,35 | |||
7,93 | – | |||
Н4 | 14,1 | 4,76 | 2,38 | |
(Измененная редакция, Изм.
1.2. (Исключен, Изм. N 2).
2. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
2.1. Резцы должны изготовлять правыми и левыми следующих типов по ГОСТ 29132-91:
G – с пластинами из твердого сплава и керамики трехгранной формы с углом =90°, отогнутые;
G – с пластинами из твердого сплава трехгранной формы с задними углами, угол =90°, отогнутые;
А – с пластинами из твердого сплава и керамики трехгранной формы с углом =90°;
А – с пластинами из твердого сплава трехгранной формы с задними углами, угол =90°;
R – с пластинами из твердого сплава и керамики квадратной формы с углом =75°, отогнутые;
R – с пластинами из твердого сплава квадратной формы с задними углами, угол =75°, отогнутые;
В – с пластинами из твердого сплава и керамики квадратной формы с углом =75°;
В – с пластинами из твердого сплава квадратной формы с задними углами, угол =75°;
Т – с пластинами из твердого сплава и керамики трехгранной формы с углом =60°, отогнутые;
Т – с пластинами из твердого сплава трехгранной формы с задними углами, угол =60°, отогнутые;
S – с пластинами из твердого сплава и керамики квадратной формы с углом =45°, отогнутые;
S – с пластинами из твердого сплава квадратной формы с задними углами, угол =45°, отогнутые;
D – с пластинами из твердого сплава и керамики квадратной формы с углом =45°;
D – с пластинами из твердого сплава квадратной формы с задними углами, угол =45°;
F – с пластинами из твердого сплава и керамики трехгранной формы с углом =90°, отогнутые;
F – с пластинами из твердого сплава трехгранной формы с задними углами, угол =90°, отогнутые;
K – с пластинами из твердого сплава и керамики квадратной формы с углом =75°, отогнутые;
K – с пластинами из твердого сплава квадратной формы с задними углами, угол =75°, отогнутые;
L – с пластинами из твердого сплава и керамики ромбической формы с углом =95°, отогнутые;
S – с пластинами из твердого сплава и керамики круглой формы с углом =45°, отогнутые.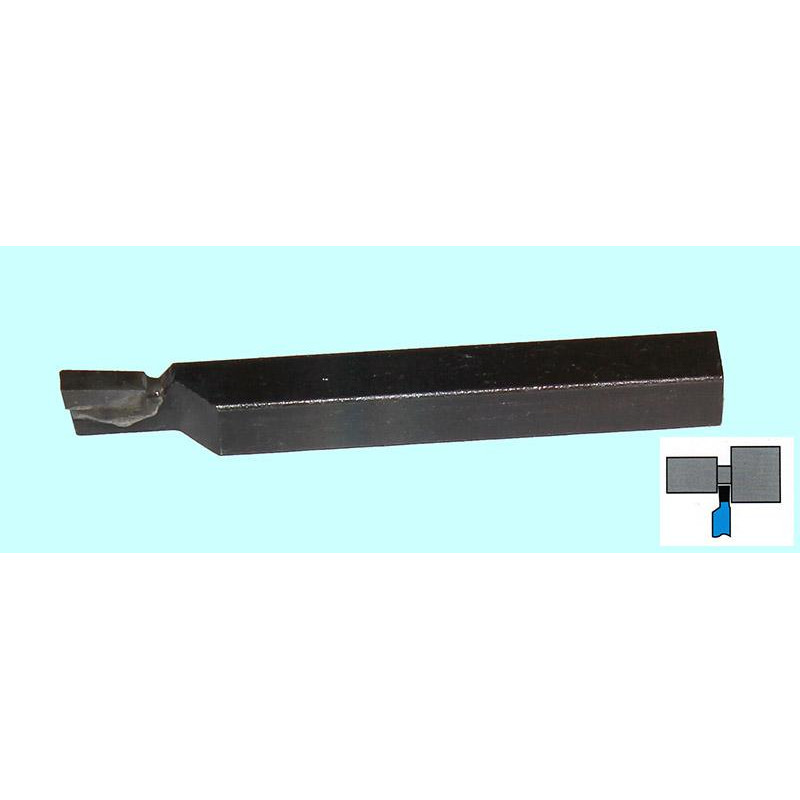
2.2. Основные размеры резцов должны соответствовать указанным на черт.2-21 и в табл.2-21.
Черт.2. Тип G
Тип G
________________
* Размер для справок.
1 – державка; 2 – опорная пластина по ГОСТ 19073-80;
3 – режущая пластина по ГОСТ 25003-81; ГОСТ 19043-80;
4 – стружколом по ГОСТ 19084-80; 5
Черт.2
Таблица 2
мм | ||||||||||
Правые резцы | Левые резцы | Поз.3 | ||||||||
Обозначение | При- | Обозначение | При- | Сечение резца | Поз.2 | ГОСТ 25003-81 кол.1 | ГОСТ 19043-80 | |||
цифровое | буквенно- | цифровое | буквенно- | |||||||
Обозначение | ||||||||||
2100-1501 | CTGNR1212F11-h2 | 2100-1502 | CTGNL1212F11-h2 | 12×12 | OTN-1103 | TNUN-110304 | TNUN-110304 | |||
2100-1503 | CTGNR1616h21-h2 | 2100-1504 | CTGNL1616h21-h2 | 16×16 | ||||||
2100-1505 | CTGNR1616h26-Н2 | 2100-1506 | CTGNL1616h26-h3 | OTN-1604 | TNUN-160308 | |||||
OTN-1603 | TNUN-160408 | TNUN-160408 | ||||||||
2100-1507 | CTGNR2020K16-h3 | 2100-1508 | CTGNL2020K16-h3 | 20×20 | OTN-1604 | TNUN-160308 | ||||
OTN-1603 | TNUN-160408 | TNUN-160408 | ||||||||
TNUN-160608 | – | |||||||||
2100-1512 | CTGNR2525M16-h3 | 2100-1513 | CTGNL2525M16-h3 | 25×25 | OTN-1604 | TNUN-160308 | ||||
OTN-1603 | TNUN-160408 | TNUN-16040 | ||||||||
TNUN-160608 | – | |||||||||
2100-1516 | CTGNR2525M16-h5 | 2100-1517 | CTGNL2525M16-h5 | OTN-1604 | TNUN-160808 | – | ||||
2100-1518 | CTGNR3225P16-h3 | 2100-1519 | CTGNL3225P16-h3 | 32×25 | OTN-1604 | TNUN-160308 | ||||
OTN-1603 | TNUN-160408 | TNUN-160408 | ||||||||
TNUN-160608 | – | |||||||||
2100-1523 | CTGNR3225P16-h5 | 2100-1524 | CTGNL3225P16-h5 | OTN-1604 | TNUN-160808 | – | ||||
2100-1525 | CTGNR3225P22-h4 | 2100-1526 | CTGNL3225P22-h4 | OTN-2204 | TNUN-220412 | TNUN220412 | ||||
2100-1527 | CTGNR3225P22-h5 | 2100-1528 | CTGNL3225P22-h5 | TNUN-220812 | – | |||||
2100-1529 | CTGNR3232P16-h3 | 2100-1531 | CTGNL3232P16-Н2 | 32×32 | OTN-1603 | TNUN-160408 | TNUN-160408 | |||
TNUN-160608 | – | |||||||||
2100-1534 | CTGNR3232P16-h5 | 2100-1535 | CTGNL3232P16-h5 | OTN-1604 | TNUN-160808 | – | ||||
2100-1536 | CTGNR3232P22-h4 | 2100-1537 | CTGNL3232P22-h4 | OTN-2204 | TNUN-220412 | TNUN220412 | ||||
2100-1538 | CTGNR3232P22-h5 | 2100-1539 | CTGNL3232P22-h5 | TNUN-220812 | – | |||||
2100-1541 | CTGNR4040R16-h3 | 2100-1542 | CTGNL4040R16-Н2 | 40×40 | OTN-1603 | TNUN-160408 | TNUN-160408 | |||
TNUN-160608 | – | |||||||||
2100-1545 | CTGNR4040R16-h5 | 2100-1546 | CTGNL4040R16-h5 | OTN-1604 | TNUN-160808 | – | ||||
2100-1547 | CTGNR4040R22-h4 | 2100-1548 | CTGNL4040R22-h4 | OTN-2204 | TNUN-220412 | TNUN220412 | ||||
2100-1549 | CTGNR4040R22-h5 | 2100-1551 | CTGNL4040R22-h5 | TNUN-220812 | – | |||||
Продолжение табл. 2
2
мм | ||||||||||||||
Правые резцы | Левые резцы | |||||||||||||
Обозначение | При- | Обозначение | При- | Сече- | Поз.4 | Поз.5 |
| , | , |
| ||||
цифровое | буквенно- | цифровое | буквенно- | Обозначение | ||||||||||
2100-1501 | CTGNR1212F11-h2 | 2100-1502 | CTGNL1212F11-h2 | 12×12 | СТ-1110 СТ-1115 | BM2-8gx6. | 12 | 20 | 11 | 80 | 25 | 16 | ||
2100-1503 | CTGNR1616h21-h2 | 2100-1504 | CTGNL1616h21-h2 | 16×16 | 16 | 24 | 100 | 20 | ||||||
2100-1505 | CTGNR1616h26-h3 | 2100-1506 | CTGNL1616h26-h3 | СТ-1614 | BM3-8gx8.48.05 | 16 | 32 | |||||||
2100-1507 | CTGNR2020K16-Н2 | 2100-1508 | CTGNL2020K16-h3 | 20×20 | 20 | 30 | 125 | 25 | ||||||
2100-1512 | CTGNR2525M16-h3 | 2100-1513 | CTGNL2525M16-h3 | 25×25 | 25 | 35 | 150 | 32 | 32 | |||||
2100-1516 | CTGNR2525M16-h5 | 2100-1517 | CTGNL2525M16-h5 | |||||||||||
2100-1518 | CTGNR3225P16-h3 | 2100-1519 | CTGNL3225P16-h3 | 32×25 | 32 | 42 | 170 | 32 | ||||||
2100-1521 | CTGNR3225P16-h4 | 2100-1522 | CTGNL3225P16-h4 | |||||||||||
2100-1523 | CTGNR3225P16-h5 | 2100-1524 | CTGNL3225P16-h5 | |||||||||||
2100-1525 | CTGNR3225P22-h4 | 2100-1526 | CTGNL3225P22-h4 | СТ-2213 | BM4-8gx8. | 22 | 36 | |||||||
2100-1527 | CTGNR3225P22-h5 | 2100-1528 | CTGNL3225P22-h5 | |||||||||||
2100-1529 | CTGNR3232P16-h3 | 2100-1531 | CTGNL3232P16-h3 | 32×32 | СТ-1614 | BM3-8gx8.48.05 | 16 | 32 | 40 | |||||
2100-1534 | CTGNR3232P16-h5 | 2100-1535 | CTGNL3232P16-h5 | |||||||||||
 48.05
48.05 48.05
48.05Резцы для токарных станков – качественная технологическая оснастка
От того насколько износостойкими являются резцы, которые вы используете для токарной обработки изделий напрямую зависит качество полученных изделий.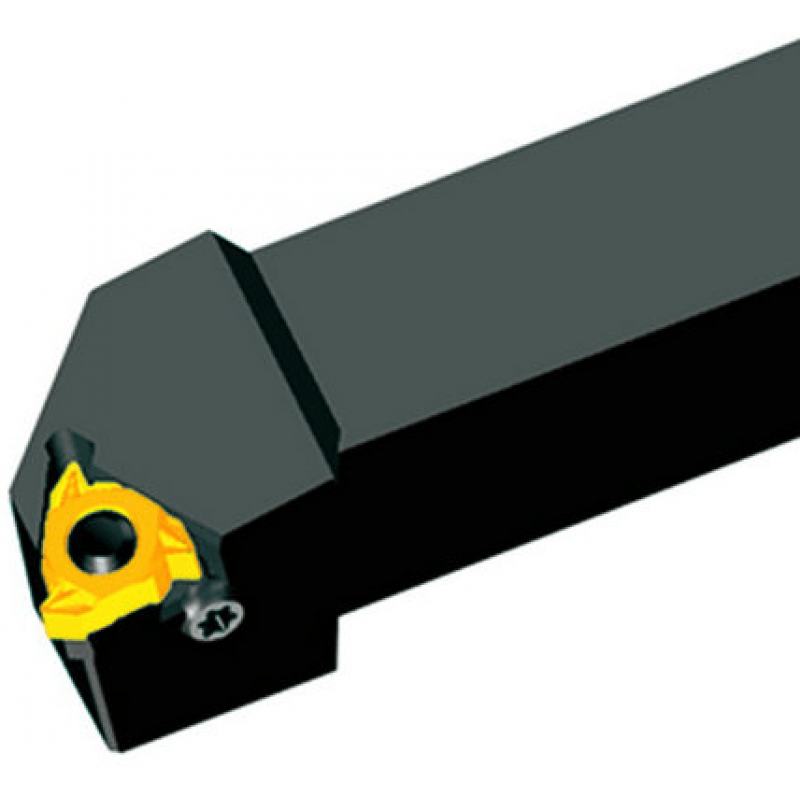 Надёжная технологическая оснастка позволит справиться даже со сложной производственной задачей, делая её простым и удобным занятием.
Надёжная технологическая оснастка позволит справиться даже со сложной производственной задачей, делая её простым и удобным занятием.
Предлагаем вам наборы резцов, в которые в зависимости от комплектации включены следующие виды инструментов:
- Отрезные резцы. Эта технологическая оснастка необходима для того, чтобы отделить готовую деталь от заготовки, а также выполнить такие производственные операции, как проточка канавок и вырубка пазов;
- Проходные резцы. Используются для выполнения обработки внешних цилиндрических поверхностей. Отогнутый проходной резец позволяет заниматься обработкой торцов при поперечной подаче;
- Подрезные резцы необходимы для проточки ступенчатого профиля обрабатываемой детали, подрезки торцов. Благодаря данной технологической оснастки вы сможете заниматься обработкой внешних цилиндрических поверхностей;
- Канавочные резцы. Применяются для проточки внутренней канавки;
- Расточные резцы для сквозных и глухих отверстий. Расточка выполняется в несколько приёмов с образованием на торце ступенчатой поверхности;
- Резьбовые резцы нужны для создания резьбового соединения.
При подборе данной технологической оснастки необходимо учитывать множество параметров:
- Важно, чтобы подбор материала и геометрических размеров режущей части рассматриваемого инструмента был оптимальным и в точности соответствовал поставленной производственной задачи;
- Державка отличалась достаточной виброустойчивостью;
- Режущая часть инструмента должна отличаться износоустойчивостью. Необходимо учитывать максимальное время её работы.
Вы можете купить резцы для токарных станков обратившись к нашему менеджеру. Рассматриваемая технологическая оснастка выполнена в соответствии с ГОСТом, что подтверждено соответствующими сертификатами.
Для получения подробной информации позвоните по номеру, который указан на сайте. Опытный менеджер поможет подобрать качественное токарное оборудование, а также технологическую оснастку к нему.
Резцы токарные резьбовые для наружной резьбы и внутреннего нарезание
Резцы токарные резьбовые для наружной метрической резьбы ГОСТ 18885-73 используется для нарезания внутренних диаметральных канавок. Размеры резца токарного для нарезания внутренних канавок (поперечное сечение и длину стержня) выбирают в соответствии с размерами обрабатываемого отверстия. Большое разнообразие работ, выполняемых на токарных станках, обусловливает необходимость применения разнообразных токарных резцов с пластинами из твердого сплава.
ООО «Храпуновский инструментальный завод» предлагает различные виды резцов, они отличаются по направлению подачи:
- Левые. Эти резцы распознают так: накладывают ладонь левой руки пальцами к вершине, а главная режущая головка окажется под большим пальцем.
- Правые. Такими резцами называют те, которые при наложении соответственно правой руки способом, что был указан выше, головка окажется непосредственно под большим пальцем.
Резцы изготавливаются из следующих сплавов:
- ВК8 – универсальный сплав для точения, фрезерования чугуна, черновая и получистовая обработка жаропрочных и нержавеющих сталей, а также цветных металлов. Умеренные скорости резания и сечения среза. Обладает высокой стабильностью режущих свойств.
- Т5К10 – универсальный сплав для получистовой обработки сталей с широкой областью применения. Используется в неблагоприятных условиях для фрезерования непрерывных поверхностей. Высокая стойкость сплава к пластической деформации допускает работу на повышенных режимах.
- Т15К6 – сплав используется для обработки углеродистых, легированных, инструментальных сталей. Для получистового точения при непрерывном резании, чистовом точении при прерывистом резании, нарезании резьбы токарными резцами и для чистового фрезерования сплошных поверхностей.
Таблица нормалей для резцов токарных резьбовых для наружной метрической резьбы ГОСТ 18885-73
| Размеры (мм) | ВК | ТК | ||
| Левые | Правые | Левые | Правые | |
| 16х10х100 | 2660 – 0001 | |||
| 20х12х120 | 2660 – 0003 | |||
| 20х16х140 | 2660 – 0005 | |||
| 32х20х170 | 2660 – 0007 | |||
В таблице представлены основные нормали. Консультацию по всему спектру вам окажет специалист нашей компании.
Консультацию по всему спектру вам окажет специалист нашей компании.
Резцы токарные с пластинами из твердого сплава
Резцы токарные с пластинами из твердого сплава
Предназначены для выполнения различных токарных работ. В качестве режущей части применена напайная твердосплавная пластина.Резцы токарные проходные прямые с пластинами из твердого сплава
Предназначены для обработки валов на проход, снятие фасок на токарных станках.
Чертеж 2100-4011 Пластины по ГОСТ 25396-82, ГОСТ 25395-82
Обозначение по ГОСТ 18878-73 | Исп. | Сечение резца h x b | L | кг | |||
Угол врезки =10° | Угол врезки =0° | ||||||
правый | левый | правый | левый | ||||
2100-0027 | 2100-0028 | 2100-0069 | 2100-0070 | 1 | 16х12 | 100 | 0,151 |
-0403 | -0404 | -0463 | -0464 | 2 | 0,151 | ||
-0007 | -0008 | -0051 | -0052 | 1 | 16х16 | 80 | 0,16 |
-0011 | -0012 | -0055 | -0056 | 20х12 | 120 | 0,225 | |
-0405 | -0406 | -0465 | -0466 | 2 | 0,225 | ||
-0029 | -0030 | -0071 | -0072 | 1 | 20х16 | 0,301 | |
-0407 | -0408 | -0467 | -0468 | 2 | 0,301 | ||
-0013 | -0014 | -0057 | -0058 | 1 | 20х20 | 100 | 0,314 |
-0017 | -0018 | -0059 | -0060 |
| 25х16 | 140 | 0,439 |
-0409 | -0410 | -0469 | -0470 | 2 | 0,439 | ||
-0031 | -0032 | -0073 | -0074 | 1 | 25х20 | 0,55 | |
-0411 | -0412 | -0471 | -0472 | 2 | 0,55 | ||
-0019 | -0020 | -0061 | -0062 | 1 | 32х20 | 170 | 0,853 |
-0413 | -0414 | -0473 | -0474 | 2 | 0,853 | ||
-0033 | -0034 | -0075 | -0076 | 1 | 32х25 | 1,067 | |
-0415 | -0416 | -0475 | -0476 | 2 | 1,067 | ||
-0021 | -0022 | -0063 | -0064 | 1 | 40х25 | 200 | 1,57 |
-0417 | -0418 | -0477 | -0478 | 2 | 1,57 | ||
-0035 | -0036 | -0077 | -0078 | 1 | 40х32 | 2,01 | |
-0419 | -0420 | -0479 | -0480 | 2 | 2,01 | ||
Резцы токарные проходные отогнутые с пластинами из твердого сплава
Предназначены для обработки валов на проход, подрезки торца, снятия фасок на токарных станках.
Чертеж 2102-4033 Пластины по ГОСТ 25395-82
Обозначение по ГОСТ 18877-73 | Сечение резца h x b | L | кг | |||
Угол врезки =10°
| Угол врезки =0°
| |||||
правый | левый | правый | левый | |||
2102 -0005 | 2102 -0006 | 2102 -0055 | 2102 -0056 | 25х16 | 140 | 0,452 |
-0029 * | -0030 * | -0079 * | -0080 * | 25х20 | 170 | 0,69 |
-1115 * | -1116 * | -1117 * | -1118 * | 25х25 | 0,855 | |
-0009 * | -0010 * | -0059 * | -0060 * | 32х20 | 0,875 | |
-0031 * | -0032 * | -0081 * | -0082 * | 32х25 | 1,099 | |
-1119 * | -1121 * | -1122 * | -1123 * | 32х32 | 1,407 | |
-0013 * | -0014 * | -0063 * | -0064 * | 40х25 | 200 | 1,640 |
Резцы токарные проходные упорные отогнутые с пластинами из твердого сплава
Предназначены для обработки валов на проход и в упор на токарных станках.
Чертеж 2103-4008 Пластины по ГОСТ 25426-82, ГОСТ 25396-82
Обозначение по ГОСТ 18879-73 | Сечение резца h x b | L | кг | |||
Угол врезки =10° | Угол врезки =0° | |||||
правый | левый | правый | левый | |||
2103 -0007 | 2103 -0008 | 2103 -0057 | 2103 -0058 | 25х16 | 140 | 0,44 |
-1111 * | -1112 * | -1131 * | -1132 * | 25х25 | 0,687 | |
-0009 * | -0010 * | -0059 * | -0060 * | 32х20 | 170 | 0,854 |
Марку твердого сплава указывать при заказе (Т5К10, ВК8).
Поставляется по спецзаказу-Available on special order
По специальному заказу возможна поставка с другими марками твёрдого сплава.
Резцы токарные расточные с пластинами из твердого сплава
Предназначены для растачивания сквозных отверстийна токарных станках.
Чертеж 2140-4053. Пластины по ГОСТ 25395-82
Обозначение по ГОСТ 18882-73 | Сечение резца h x b | L | l | D наим. растач. отверстия | кг | |
Угол врезки =10° | Угол врезки =0° | |||||
2140-0001 | 2140-0021 | 16х16 | 120 | 25 | 14 | 0,2 |
-0002 | -0022 | 140 | 40 | 0,22 | ||
-0003 | -0023 | 35 | 18 | 0,24 | ||
-0004 | -0024 | 170 | 60 | 0,27 | ||
-0005 | -0025 | 20х20 | 140 | 40 | 21 | 0,36 |
-0006 | -0026 | 170 | 70 | 0,4 | ||
-0007 | -0027 | 50 | 27 | 0,46 | ||
-0008 | -0028 | 200 | 80 | 0,5 | ||
-0009 | -0029 | 25х25 | 70 | 34 | 0,85 | |
-0010 | -0030 | 240 | 100 | 0,99 | ||
Предназначены для растачивания глухих отверстий на токарных станках.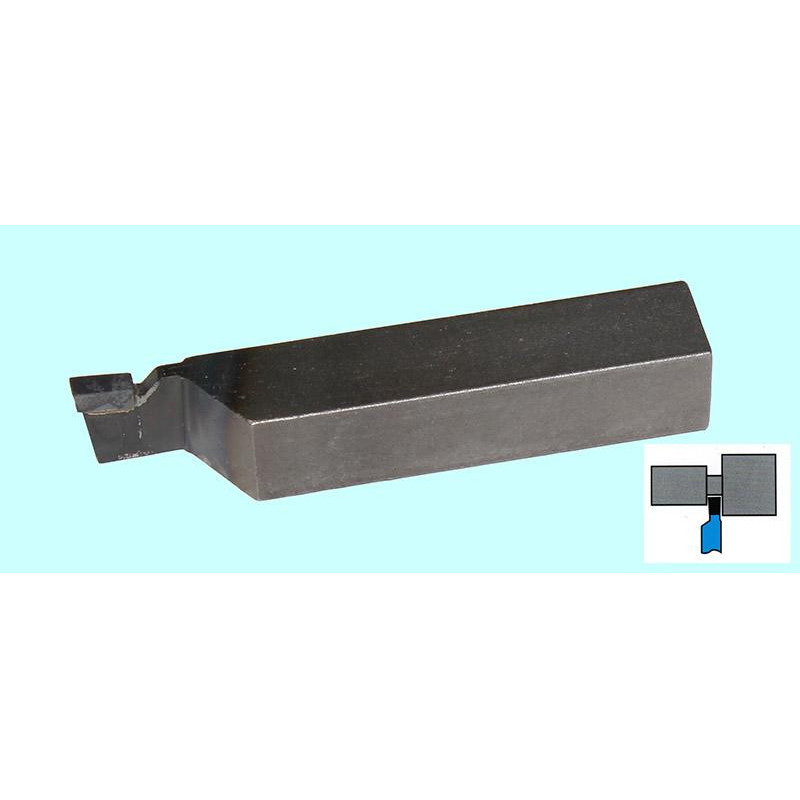
Чертеж 2141-4017. Пластины по ГОСТ 25397-82
Обозначение по ГОСТ 18883-73 | Сечение резца h x b | L | l | D наим. растач. отверстия | кг | |
Угол врезки =10° | Угол врезки =0° | |||||
2141-0002 | 2141-0022 | 16х16 | 120 | 25 | 14 | 0,2 |
-0003 | -0023 | 140 | 40 | 0,22 | ||
-0004 | -0024 | 35 | 18 | 0,24 | ||
-0005 | -0025 | 170 | 60 | 0,27 | ||
-0006 | -0026 | 20х20 | 140 | 40 | 21 | 0,36 |
-0007 | -0027 | 170 | 70 | 0,4 | ||
-0008 | -0028 | 50 | 27 | 0,46 | ||
-0009 | -0029 | 200 | 80 | 0,5 | ||
-0010 | -0030 | 25х25 | 70 | 34 | 0,85 | |
-0011 | -0031 | 240 | 100 | 0,99 | ||
Резцы токарные отрезные с пластинами из твердого сплава
Чертеж 2130-4008
Обозначение по ГОСТ 18884-73 | Сечение резца h x b | L | a | Пластина ГОСТ 17163-82 | кг |
2130-0001 | 16х10 | 100 | 3 | 13492 | 0,12 |
-0005 | 20х12 | 120 | 4 | 13532 | 0,21 |
-0009 | 25х16 | 140 | 5 | 13572 | 0,38 |
-0013 | 32х20 | 170 | 6 | 13592 | 0,75 |
-0017 | 40х25 | 200 | 8 | 13612 | 1,34 |
Резцы токарные резьбовые с пластинами из твердого сплава для наружной метрической резьбы
Чертеж 2660-4001
Обозначение по ГОСТ 18885-73 | Сечение резца h x b | L | Шаг резьбы | Пластина ГОСТ 25398-82 | кг |
2660-0001 | 16х10 | 100 | 0,5. | 11130 | 0,18 |
-0003 | 20х12 | 120 | 0,8…3,0 | 11190 | 0,25 |
-0005 | 25х16 | 140 | 1,25…5 | 11210 | 0,38 |
-0007 | 32х20 | 170 | 2…6 | 11230 | 0,75 |
 ..2,5
..2,5Марку твердого сплава указывать при заказе (Т5К10, ВК8). По специальному заказу возможна поставка с другими марками твёрдого сплава
ВНИМАНИЕ: По заявкам заказчиков изготавливаем резцы расточные державочные с пластинами из твердого сплава ВК8 и Т5К10 ГОСТ 9795-84 (тип 1;2;3;4;5). Минимальная партия заказа 100 шт.
Резцы расточные для КРС с пластинами из твердого сплава
ТУ2-035-898-82. Пластины по ГОСТ 25396-82, ГОСТ 25426-82Обозначение | min. d расточки | D | L | кг | Обозначение | min. d расточки | D | L | кг |
2140-4008 | 8 | 12 | 55 | 0,033 | 2140-4008-14 | 25 | 20 | 90 | 0,184 |
-01 | 70 | 0,037 | -15 | 115 | 0,225 | ||||
-02 | 12 | 55 | 0,039 | -16 | 140 | 0,269 | |||
-03 | 70 | 0,047 | -17 | 165 | 0,3 | ||||
-04 | 90 | 0,057 | -18 | 25 | 90 | 0,24 | |||
-05 | 18 | 0,073 | -19 | 115 | 0,28 | ||||
-06 | 115 | 0,092 | -20 | 140 | 0,325 | ||||
-07 | 140 | 0,11 | -21 | 165 | 0,366 | ||||
-08 | 20 | 90 | 0,144 | -22 | 30 | 20 | 0,377 | ||
-09 | 115 | 0,167 | -23 | 200 | 0,455 | ||||
-10 | 140 | 0,189 | -24 | 25 | 165 | 0,433 | |||
-11 | 25 | 90 | 0,2 | -25 | 200 | 0,511 | |||
-12 | 115 | 0,223 | -26 | 18 | 18 | 115 | 0,15 | ||
-13 | 140 | 0,245 | -27 |
| 140 | 0,162 | |||
|
|
|
|
| -28 | 10 | 12 | 70 | 0,037 |
Резцы расточные с пластинами из твердого сплава
ТУ2-035-898-82. Чертеж 2142-4020. Пластина по ГОСТ 25396-82
Чертеж 2142-4020. Пластина по ГОСТ 25396-82Резцы применяются в качестве режущей части блоков расточных с микрометрической регулировкой.
Обозначение | L | кг |
2142-4020 | 25 | 0,0095 |
-01 | 32 | 0,0106 |
Марку твердого сплава указывать при заказе (Т5К10, ВК8).
По специальному заказу возможна поставка с другими марками твёрдого сплава.
Резцы токарные подрезные отогнутые ГОСТ 18880-90
Обозначение по ГОСТ 18880-90 | Сечение резца hxh | L | n | R | кг | |||
Угол врезки пластины 10° | Угол врезки пластины 0° | |||||||
правый | левый | правый | левый | |||||
2112-0101 | – | 2112-0103 | – | 12х12 | 100 | 6 | 0,4 | 0,116 |
-0084 | – | -0086 | – | 16х10 | 110 | 5 | 0,130 | |
-0011 | – | -0051 | – | 16х12 | 100 | 7 | 0,156 | |
-0003 | – | -0053 | – | 20х12 | 125 | 6 | 0,240 | |
-0013 | -0014 | -0055 | -0056 | 20х16 | 120 | 8 | 0,270 | |
-0005 | -0006 | -0057 | -0058 | 25х16 | 140 | 8 | 0,446 | |
-0015 | -0016 | -0061 | -0062 | 25х20 | 11 | 0,8 | 0,561 | |
-0007 | -0008 | -0063 | -0064 | 32х20 | 170 | 10 | 0,865 | |
-0017 | -0018 | -0065 | -0066 | 32х25 | 13 | 1,094 | ||
-0009 | -0010 | -0067 | -0068 | 40х25 | 200 | 12 | 1,597 | |
-0019 | -0020 | -0071 | -0072 | 40х32 | 13 | 2,052 | ||
-0021 | -0022 | -0073 | -0074 | 50х32 | 240 | 14 | 3,790 | |

конструкция и виды, цены, из какого металла изготовлены
Токарный станок — гениальное изобретение человечества. Сейчас без него трудно, и даже невозможно, обойтись практически в любой отрасли. Взять, например, автомобильную промышленность. В одном только двигателе сколько круглых деталей, которые необходимо сначала обработать на токарном станке, а затем поставить на своё место в «сердце» автомобиля. И колёса у него круглые, а отлитым дискам нужно придать идеально круглую форму.Оборудование для изготовления или обработки чего-либо без специальных приспособлений — это бесполезная груда металла. Не исключение и токарный станок. Чтобы на нём работать, нужны инструменты и, в первую очередь, резцы.
Конструкция резца
Резец состоит из стержня (державки) и головки.Державка крепится в резцедержателе токарного станка. Она имеет квадратную или прямоугольную форму. Головка — это рабочая часть резца с кромками и плоскостями, которые заточены под определёнными углами, что необходимо для обработки металлических заготовок различными способами.
Головки подразделяются на:
- цельные;
- с припаянными или приварными пластинами;
- с механическим креплением пластины.
Цельная головка представляет собой одно целое с державкой (стержнем). Такие резцы изготавливаются из специальной стали, называемой инструментальной, с высоким содержанием углерода, или из быстрорежущей стали. Однако такой токарный инструмент применяется крайне редко.
Чаще всего для обработки металлических заготовок на токарных станках применяются резцы с припаянными или приварными пластинами. Они изготавливаются из твёрдого сплава или из быстрорежущей стали, в состав которых входят металлы: вольфрам, титан, тантал и другие, отличающиеся высокой прочностью и ценой, конечно. Такой обрабатывающий токарный инструмент используется, в зависимости от его марки, для обработки деталей из чугуна, цветных металлов, неметаллических материалов, а также заготовок из любых сталей.
Пластины из твёрдых сплавов очень хрупкие и при работе с ними нужно обращаться осторожно, соблюдая все технологические требования.
Применяются в токарной обработке головки с механическим креплением пластины. В отличие от припаянной или приваренной, она закрепляется в головке механическим способом. Удобен он в том случае, если основа материала, из которого изготовлена пластина, составляет минералокерамика.
Таким образом, материалы рабочей части любого токарного резца составляют:
- углеродистая сталь высокого качества;
- быстрорежущая сталь;
- твёрдые сплавы.
Виды токарных резцов
Они бывают следующих видов:
- отрезные;
- проходные;
- подрезные;
- резьбовые;
- расточные;
- универсальные.
Отрезные
Любому токарю невозможно обойтись без отрезного резца. Он предназначен для того, чтобы отрезать заготовку нужного размера от металлических болванок, прутьев, труб, шестигранников и т.д., длина которых больше требуемых параметров будущей детали. Его трудно перепутать с другими, так как у него тонкая ножка, на конце которой припаяна пластинка из твёрдого сплава. Чем она уже, тем меньше рез и, соответственно, получается меньше отходов в виде стружки. Отрезка производится под прямым углом. Отрезным резцом можно вырезать тонкие канавки.Проходные
Проходные резцы подразделяются на:- отогнутые;
- упорные отогнутые;
- прямые.
Отогнутый проходной предназначен для обработки торцов у заготовки, а также снятия фасок. Получил он такое название потому, что во время обработки детали резец как бы огибает её сбоку.
Ещё один вид проходного резца для токарного станка — упорный отогнутый. Он из самых нужных при токарной обработке детали из цилиндрической заготовки.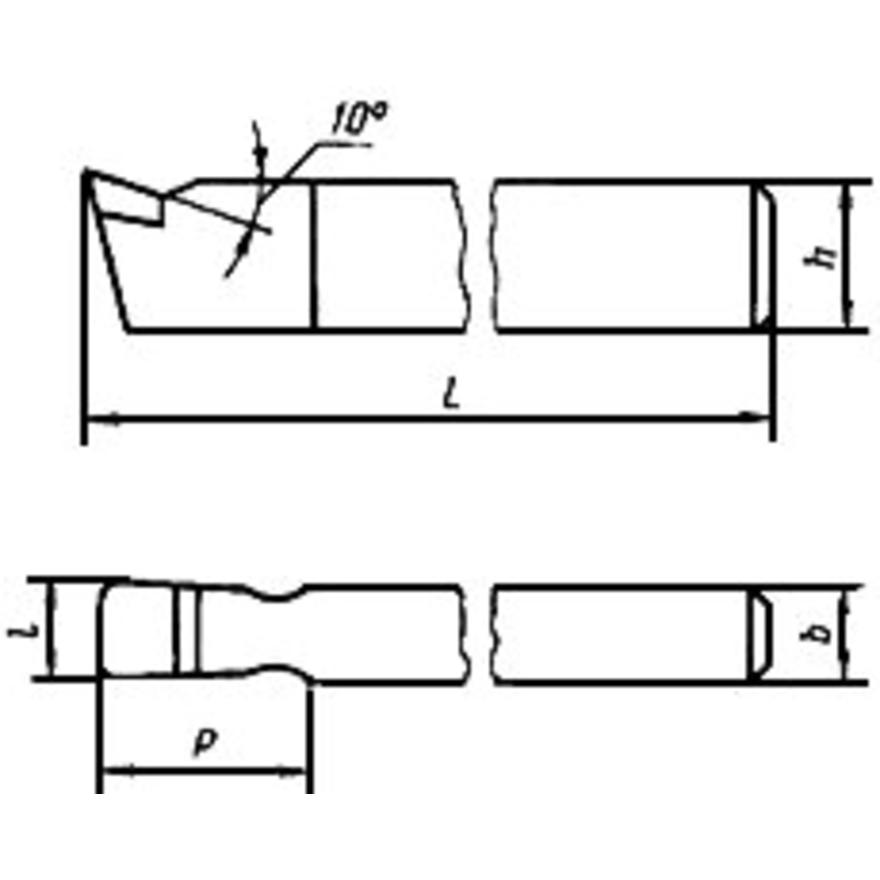 Его изгиб позволяет при обтачивании круглой детали за один проход снимать много лишнего металла. Резец при обработке двигается вдоль вращения детали. Проходные отогнутые бывают правосторонние и левосторонние. Чаще всего на практике используются правосторонние.
Его изгиб позволяет при обтачивании круглой детали за один проход снимать много лишнего металла. Резец при обработке двигается вдоль вращения детали. Проходные отогнутые бывают правосторонние и левосторонние. Чаще всего на практике используются правосторонние.
Проходной прямой применяется в тех же случаях, что и проходной упорный отогнутый. Им чаще всего обрабатывается поверхность металла, однако токари в своей работе используют его редко.
Подрезные
Следующий вид токарного резца — подрезной отогнутый. Не следует его путать с проходным упорным. У подрезного, в отличие от проходного упорного, рабочая часть — это, конечно же, тоже пластина из твёрдых сплавов, но треугольной формы, одна из сторон которых закруглённая, в то время как у проходного она прямоугольная. Подрезным отогнутым обрабатываются заготовки поперек оси её вращения, выставляя инструмент перпендикулярно. Есть ещё подрезные упорные резцы, но они не востребованы.Резьбовые
Комплект инструментов для токарного станка будет неполным, если там отсутствуют резьбовые резцы. Они бывают двух видов:- для нарезания наружной резьбы;
- для нарезания внутренней резьбы.
Первый тип предназначается для нарезания наружной резьбы на заготовках таких деталей, как болты, шпильки и т.д. Пластина резца напоминает форму наконечника копья. Нарезаемая резьба может быть двух видов: метрической или дюймовой, в зависимости от конструкции резца.
Второй тип используется для нарезания внутренней резьбы в заготовке. Такой резец имеет иной вид, хотя форма режущей пластины остаётся такой же, как у инструмента для нарезания наружной резьбы.
Расточные
Они бывают двух типов:
- для расточки глухих отверстий;
- для расточки сквозных отверстий.
 Отверстие, конечно, можно просверлить заранее поочередно свёрлами разного диаметра, но на токарном станке эту операцию будет сделать проще и быстрее. Для этого и применяется расточной резец, у которого пластина такая же треугольная, как и подрезного, но, в отличие от него, у расточного головка имеет изгиб. Нужен он для того, чтобы можно было подвести его с торца заготовки и начать растачивать её от центра, углубляясь внутрь, делая отверстие нужного диаметра. Можно растачивать отверстия любого диаметра, но для этого нужны и резцы больших размеров.
Отверстие, конечно, можно просверлить заранее поочередно свёрлами разного диаметра, но на токарном станке эту операцию будет сделать проще и быстрее. Для этого и применяется расточной резец, у которого пластина такая же треугольная, как и подрезного, но, в отличие от него, у расточного головка имеет изгиб. Нужен он для того, чтобы можно было подвести его с торца заготовки и начать растачивать её от центра, углубляясь внутрь, делая отверстие нужного диаметра. Можно растачивать отверстия любого диаметра, но для этого нужны и резцы больших размеров.Для растачивания сквозных отверстий на токарном станке используется другой тип резца. Предварительно в заготовке сверлом большого диаметра просверливается отверстие, а затем оно растачивается до нужного размера. Однако при этом большую роль играет державка, чем она длиннее, тем больше можно расточить отверстие в заготовке. Прямая пластинка, не имеющая выступа, позволяет инструменту легко заходить внутрь просверленной заранее в заготовке трубки и растачивать её, проходя насквозь.
Универсальные резцы ещё называют сборными, потому как на одну державку можно крепить разные пластины и, таким образом, обрабатывать заготовки различных форм под разными углами. Державки инструмента бывают разных размеров. Такой вид токарного инструмента используется редко, поэтому и производят его мало. Если он и встречается в продаже, то цена достаточно высокая, в отличие от остальных типов.
Стоимость инструмента
Цена каждого токарного резца по металлу зависит от того, из какого материала он изготовлен, вида инструмента, то есть для чего он предназначен при обработке металлических деталей и других факторов.Например, конструкция отрезного резца проще, чем для нарезания резьбы, соответственно и цена его будет ниже. Однако, если в состав материала, из которого изготовлена головка, входит дорогостоящий металл, то и цена инструмента будет намного выше.
Не стоит приобретать обрабатывающий инструмент для токарных станков по металлу подешевле. Уже давно доказано, что скупой платит дважды. Лучше купить инструмент по более высокой цене, но качественный, который прослужит дольше, а не будет одноразовым.
Оцените статью: Поделитесь с друзьями!| Наименование | Стандарт | Размеры |
| Резцы токарные отрезные с пластинами из твердого сплава | ГОСТ 18884-73 | от 12х12 до 50х32 мм |
| Резцы токарные пластинчатые сборные прорезные и отрезные | ГОСТ 28978-91 | от 20х150 до 32х170 мм |
| Резцы токарные подрезные отогнутые с пластинами из твердого сплава | ГОСТ 18880-73 | от 12х12 до 50х32 мм |
| Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали | ГОСТ 18871-73 | от 16х10 до 40х25 мм |
| Резцы токарные прорезные и отрезные из быстрорежущей стали | ГОСТ 18874-73 | от 4х4 до 32х20 мм |
| Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов | ГОСТ 28980-91 | от 16х16 до 40х40 мм |
| Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали | ГОСТ 18868-73 | от 16х10 до 40х25 мм |
| Резцы токарные проходные отогнутые с пластинами из твердого сплава | ГОСТ 18877-73 | от 10х10 до 50х50 мм |
| Резцы токарные проходные прямые из быстрорежущей стали | ГОСТ 18869-73 | от 4х4 до 32х20 мм |
| Резцы токарные проходные прямые с пластинами из твердого сплава | ГОСТ 18878-73 | от 8х8 до 50х40 мм |
| Резцы токарные проходные упорные из быстрорежущей стали | ГОСТ 18870-73 | от 4х4 до 40х25 мм |
| Резцы токарные проходные упорные с пластинами из твердого сплава | ГОСТ 18879-73 | от 8х8 до 50х50 мм |
| Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху | ГОСТ 26611-85 | от 12х12 до 40х40 мм |
| Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами | ГОСТ 29132-91 | от 8х8 до 50х50 мм |
| Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий | ГОСТ 18873-73 | от 12х12 до 25х25 мм |
| Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий | ГОСТ 18872-73 | от 16х16 до 25х25 мм |
| Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий | ГОСТ 18883-73 | от 12х12 до 40х32 мм |
| Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий | ГОСТ 18882-73 | от 16х12 до 40х32 мм |
| Резцы токарные расточные с твердосплавными пластинами | ГОСТ Р 50026-92 | от 8х8 до 32х32 мм |
| Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов | ГОСТ 28981-91 | 16-40 мм |
| Резцы токарные резьбовые с пластинами из твердого сплава | ГОСТ 18885-73 | от 10х10 до 40х25 мм |
| Резцы токарные резьбовые с пластинками из быстрорежущей стали | ГОСТ 18876-73 | от 10х10 до 40х25 мм |
| Резцы токарные с механическим креплением сменных пластин, закрепляемых качающимся штифтом | ГОСТ 24996-81 | от 16х16 до 50х40 мм |
| Резцы токарные сборные для контурного точения с механическим креплением многогранных твердосплавных пластин | ГОСТ 20872-80 | от 16х16 до 40х32 мм |
| Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин | ГОСТ 20874-75 | 26-50 мм |
| Резцы токарные фасочные из быстрорежущей стали | ГОСТ 18875-73 | от 8х8 до 32х20 мм |
| Резцы токарные чистовые широкие с пластинами из твердого сплава | ГОСТ 18881-73 | от 10х10 до 50х32 мм |
Резцы токарные | НЕВО-Альфа
Если вам нужно купить резец, обратитесь в ООО «НЕВО-Альфа»: компания предлагает своим покупателям:
- резцы координатно-расточные из CBN;
- резцы сборные с механическим креплением пластин и вставок из минералокерамики и CBN.


В ассортименте резцы токарные:
- токарный резец проходной PSSN (в правом и левом исполнении), используется для получистового точения нержавеющей стали на тяжелых токарных станках;
- токарный резец проходной PSKN (в правом и левом исполнении), используется для получистового точения нержавеющей стали на тяжелых токарных станках;
- токарный резец проходной PСLN (в правом и левом исполнении), назначение зависит от того, какая именно пластина установлена; применяется в тяжелых токарных станках;
- токарные резцы ТЭ6210.33 и ТЭ6210.34 (в правом и левом исполнении), используются для чернового точения чугунных отливок, стальных поковок и проката с твердостью до НВ250; используются в токарных и токарно-карусельных станках;
- токарные резцы ТЭ6210.07 и ТЭ6210.07-250П с тангенциальным расположением твердосплавных пластин (в правом и левом исполнении), используются в тяжелых токарных, колесо-токарных и токарно-карусельных станках.
- и другие резцы по стандартам ISO
Резцы марок ТЭ6210 используют выброупрочненные пластины либо выброупрочненные пластины с покрытием.
Вы можете купить токарный резец любой из модификаций любого из выпускаемых сечений в ООО «НЕВО-Альфа»; кроме того, по согласованию с клиентом сечение державки любого из предлагаемых резцов может быть изменено.
Также в ассортименте координатно-расточные резцы для
- сквозных отверстий;
- глухих отверстий
и режущие цилиндрические вставки с поликристаллом из петбора (композит К03), эльбора (композит К01) или гексанита (композит К10) следующих видов:
- вставка без скосов;
- вставка с нижним скосом;
- вставка с верхним скосом;
- вставка прецезионная;
- вставка специальная.
Компания предлагает и державки для механических резцов. Державки служат для закрепления резцов в резцедержателях, установленных на суппортах станков. Сменные пластины являются расходным материалом, а сами державки резцов при правильной эксплуатации могут работать на протяжении достаточно долгого срока.
Сменные пластины являются расходным материалом, а сами державки резцов при правильной эксплуатации могут работать на протяжении достаточно долгого срока.
Державки характеризуются размерами по высоте, ширине и длине; также иногда применяются резцы с державками, имеющими круглое сечение.
Лучшие фрезы для токарных станков по металлу – Выгодные предложения на фрезы для токарных станков по металлу от мировых продавцов токарных станков по металлу
Отличные новости !!! Вы попали в нужное место для фрезерных станков по металлу. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эти высококлассные токарные станки по металлу в кратчайшие сроки станут одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели токарные станки по металлу на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в токарных станках по металлу и думаете о выборе аналогичного товара, AliExpress – отличное место, чтобы сравнить цены и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово – просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны – и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести токарные фрезы по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Как использовать 5 основных типов токарного инструмента
Понимание токарного инструмента, того, что он делает и как работает, является важной частью улучшения отделки и максимального увеличения износа инструмента.Есть много вариантов, поэтому это может показаться запутанным, но на самом деле это не так, если вы понимаете основы. [youtube] https://www.youtube.com/watch?v=0jjyf6tqRdI [/ youtube] Существует пять типов токарного инструмента: внешние токарные инструменты, расточные оправки, сверла, инструменты для нарезания резьбы и отрезные инструменты. Сначала поговорим о внешнем токарном инструменте. Они отлично справляются с тем, что подразумевает название, срезая внешний вид вашего изделия. Сюда входят черновые или чистовые работы. Вторым в нашем списке были скучные штанги.Вы можете узнать их по круглой полосе. Они бывают разных размеров с одной основной целью – увеличить уже существующее отверстие или улучшить отделку отверстия.
Расточная оправка закреплена в зажимном приспособлении группы.Чтобы проделать это начальное отверстие, вам понадобится сверло. Если вы новичок в токарной работе, вы можете представить это как сверло с электроинструментом, но вместо того, чтобы станок врезал режущий инструмент в заготовку, все как раз наоборот. Заготовка движется очень быстро, а сверло зафиксировано в неподвижном положении.Расточные оправки для отверстий имеют более грубую поверхность, но если вы собираетесь нарезать резьбу позже, это прекрасно.
Сверло закреплено в держателе инструмента группы.Инструменты для нарезания резьбы могут добавлять резьбу как на внутреннюю, так и на внешнюю поверхность вашей заготовки. Например, если вам нужно сделать заготовку, в которую можно ввинтить винт, вы можете использовать инструменты для нарезания внутренней резьбы после предварительного сверления отверстия. Если вы хотите сделать винт с резьбой, вы также можете сделать это с помощью инструмента для нарезания наружной резьбы.Вы должны убедиться, что в обоих случаях ваши программы CAD и CAM включают в себя операцию нарезания нитей, прежде чем нажимать кнопку go.
Инструмент для нарезания резьбы закреплен в зажимном приспособлении группы.Напоследок – инструменты для отрезки. Инструменты для разделения также очень важны и делают гораздо больше, чем следует из их названия. Эти инструменты могут отрезать, протыкать и отрезать заготовки, обеспечивая при этом стабильную гладкую поверхность. Это то, что вы будете часто использовать, выполняя детальную внешнюю работу.
Инструмент для отрезки закреплен в револьверной головке.Вы также можете слышать о левостороннем, правостороннем и нейтральном инструментах. Это описывает, как режущий инструмент обращен к заготовке и в каком направлении ваш токарный станок вращает заготовку. Обычно наш токарный станок вращается по часовой стрелке. Легко отличить инструменты для левой руки от инструментов для правой руки, потому что, если вы кладете инструменты вставкой вверх, инструменты для левой руки изгибаются вправо, а инструменты для правой руки изгибаются влево, что-то вроде того, что делают ваши искатели, если вы делаете с ними.Это также всегда входит в обозначение инструмента токарного станка, которое вы можете найти выгравированным на боковой стороне вашего инструмента. Если у вас все еще есть вопросы о том, какой инструмент лучше всего использовать в различных ситуациях, без ответов, мы только что начали проводить семинар по основам токарного станка, где вы могли узнать обо всем, начиная с методов работы на токарном станке, обработки заготовок, а также инструментов и выбора пластин. Посмотрите эту ссылку в комментариях, и мы будем рады поговорить с вами о токарных инструментах в комментариях!
Изготовление режущих инструментов для токарного станка – Jenuinely Jeni
Из многих аспектов ювелирного дела самым важным является артистизм.Также необходимо оттачивать и развивать самые разные технические навыки. В предыдущем посте я писал об изготовлении инструмента по восковой резьбе. Сегодня я расскажу о режущих инструментах, используемых для обработки на токарном станке.
Естественно, существует несколько стандартных и весьма универсальных форм для режущих инструментов, которые оказываются неоценимыми. Унаследовав мой токарный станок, я также приобрел множество фрез для быстрорежущей стали и твердосплавных фрез стандартных форм. Кроме того, имелся ряд заготовок из быстрорежущей стали.
Предлагаемый проект или художественное видение, естественно, диктует, что именно требуется для его создания. Иногда для завершения проекта необходимо сначала сформировать новые орудия. Формовка режущих инструментов на самом деле довольно проста, для этого требуется немного времени и либо степень терпения, либо, как я бы сказал, понимание процесса.
Шлифовальный круг с шлифовальным кругом по камню прекрасно подходит для обработки стали. Искры будут летать, и важно иметь под рукой немного воды.Вода не является защитой от этих искр; они совершенно безвредны. Скорее гасить проявляющий инструмент через частые промежутки времени. При формировании заготовки она быстро и быстро раскалится! При работе с металлом плавление, пайка, пайка и т. Д. Редко приводят к ожогам. Очевидный здравый смысл подсказывает нам, куда направить факел. Однако при полировке и шлифовании металл за доли секунды переходит из теплого состояния в жгучее. Опыт помогает нам узнать природу металла и скорость нагрева, который он проводит.
Настольный шлифовальный станок можно использовать для изготовления режущих инструментов, но обязательно имейте под рукой немного холодной воды для закалки!Думаю, многие мастера согласятся, что важность вашего ремесла и конечный результат ваших усилий намного перевешивают личный комфорт. Гореть никогда не приятно, но испортить то, над созданием чего усердно трудишься, зачастую намного хуже. В случае с инструментом бросить работу и начать новую работу не так уж и страшно, но по-прежнему утомительно и отнимает много времени. Когда температура стали начинает повышаться, как я описываю, она начинает менять цвет, когда становится достаточно горячей.Это изменение цвета указывает на то, что металл отжигается или размягчается. По мере того, как ваши детали становятся меньше, риск их отжига становится экспоненциально выше. К счастью, последовательная закалка снижает риски как получения ожога, так и ослабления острия вашего развивающегося инструмента.
Что касается формы инструментов, которые вы создадите, то небо – предел! У меня есть пара резцов, которые я сделал специально для выдолбления предметов. Мой токарный станок довольно старый, а в составной опоре нет транспортира для регулировки оси.В результате я должен учитывать это при создании инструментов, и это не помеха для хорошо спроектированных фрез.
Я считаю изготовление инструмента основным и важным элементом обработки. Я предполагаю, что большинство машинистов делают многие из своих собственных фрез, поскольку это простой процесс, и передача вашего личного подхода позволяет выполнить полную настройку.
Это два очень простых и полезных резака.Очень недорогой способ заточки токарных фрез с твердосплавным припоем
Режущие инструменты для токарных станков с твердосплавным припоемХотя твердосплавные фрезы обладают рядом преимуществ в производительности, токарные инструменты с твердосплавными припоями часто используются любителями, потому что они легко доступны и недороги.Некоторые, новички в этом ремесле, могут также выбрать их, потому что считают, что правильная геометрия резки уже существует «из коробки».
Качество может быть не оптимальным, но вы получаете то, за что платите, верно? Некоторые из них могут иметь подходящую режущую геометрию на заводе, но большинство представляют собой тупые инструменты:
Эти инструменты универсально имеют нейтральную переднюю кромку, что подходит для большинства целей, хотя и не оптимально для небольших токарных станков.Часто передний или боковой зазор практически отсутствует, а хвостовик инструмента, к которому припаивается твердосплавный резак, также может нуждаться в некотором облегчении.
Скорость резания
Старые станки имеют довольно низкую скорость вращения шпинделя (как и более крупные токарные станки, даже недавнего производства). Твердосплавные фрезы лучше всего работают на высоких скоростях, низкая частота вращения говорит о том, что твердосплавные инструменты не могут использоваться с максимальной эффективностью.
Я сторонник токарных фрез из быстрорежущей стали (и, конечно же, учусь их правильно шлифовать).Мои маленькие токарные станки ограничены скоростью вращения шпинделя 1600 и 2100 об / мин, с поправкой на инструмент из быстрорежущей стали, но, как и большинство из нас, я нахожу применение твердосплавным фрезам.
HSM Применение для твердосплавных фрез
Наиболее очевидное применение – резка твердых материалов, которые быстро изнашиваются из быстрорежущей стали. На фотографии показан закаленный центр задней бабки с шейкой, обработанный твердосплавным припоем AR.
На этой фотографии режущие поверхности протяжки вверху справа были окончательно обработаны твердосплавной концевой фрезой после закалки.При резке затвердевшего материала О-1 проблем не возникало.
Существуют и другие применения, и потребность в твердосплавных режущих инструментах в то время, вероятно, станет очевидной. Но основная польза твердосплавных инструментов заключается в том, что они могут быстро удалять материал, оставляя хорошую отделку. Это, конечно, предполагает, что скорость шпинделя токарного станка достаточно высока, чтобы быть эффективной. Как правило, для стали это будет около 300-500 SFM и примерно вдвое больше для большинства цветных металлов.
Типичный метод заточки твердосплавных резцов
Если вам повезет, вы купите твердосплавный инструмент, который будет острым и имеет разумную геометрию резания. Но это не всегда так, и инструмент необходимо отшлифовать до нужной геометрии и остроты. Геометрия не входит в рамки этой резьбы, но вы можете найти некоторые идеи в следующем:
http://www.hobby-machinist.com/threads/sharpening-cutting-tools.32987/
Обычная процедура шлифования Инструмент с твердосплавным припоем должен сначала отшлифовать немного стального стержня под передней частью и под режущей кромкой.Причина этого в том, чтобы лучше открыть настоящие режущие кромки твердого сплава для заточки.
После шлифовки хвостовика, как показано выше, для правки твердосплавного режущего инструмента используется «зеленый круг», за которым часто следует несколько ходов алмазного круга для чистовой обработки. Фрезу AL на второй фотографии погладили алмазной притиркой по режущей кромке.
Мелкозернистый алмазный шлифовальный круг, вероятно, лучший инструмент для правки твердосплавных фрез, но это редкость среди HSM-сообщества.На самом деле у меня есть алмазный круг, и я собираюсь соединить его с двигателем, но мотивация для этого ускользает от меня …
Некоторые соображения практичности и стоимости
Хорошо, давайте двигаться дальше, сразу возникают два вопроса. mind:
Действительно ли нужно затачивать эти дешевые твердосплавные фрезы для пайки?
Заточка режущей кромки (левая сторона инструмента AR для токарной обработки), безусловно, снижает требования к мощности двигателя и жесткости станка (и может улучшить качество поверхности), но режущая кромка может стать хрупкой и сломаться при прерывистом резе или при встрече с плечом.
Неужели нужно ставить еще одну болгарку с зеленым колесом (не дешевым) для карбида?
Это зависит от обстоятельств. Если у вас есть место, средства и мотивация, то желательна отдельная шлифовальная машина для карбида – зеленый круг и / или алмазный круг с вакуумированным выхлопом. Для многих из нас пространство может быть ограничением, поэтому теперь мы переходим к делу и благодарим вас за терпение.
Алмазные отрезные круги для инструмента Dremel
Вот эти штуки примерно.75 дюймов в диаметре, и насколько я помню, их можно приобрести у HF примерно за 1 доллар США. Я купил несколько из них около десяти лет назад, и за это время цена, возможно, выросла. Маленькие круги имеют алмазную крошку, встроенную в обод и лицевую поверхность, и особенно удобны для резки.
Мне пришло в голову, что маленький алмазный круг также может быть полезен для правки твердосплавного режущего инструмента, поэтому я решил попробовать. Моя первая проба просто использовала колесо по назначению: в инструменте Dremel. Я зажал твердосплавную фрезу в тисках и вручную заточил режущую кромку торцом круга.
Эй, это сработало очень хорошо, алмазный круг легко режет твердый сплав. Но, думая, что у многих людей может не быть инструмента Dremel, мне пришла в голову идея поместить колесо в сверлильный станок.
Опять же, он работал хорошо, несмотря на гораздо меньшую скорость по сравнению с Dremel. Следует проявлять небольшую осторожность, так как при более низкой скорости колесо может «схватить» инструмент.
И это заставило меня снова задуматься. Я поместил инструмент в небольшие тиски сверлильного станка под правильным углом, расположил его под колесом и осторожно вставил диск в резак, используя обычную рукоятку сверлильного станка. Я думаю, что было бы еще лучше, если бы тиски были закреплены на столе сверлильного станка.
Прошу прощения за плохое качество фотографии – нужно внимательно присмотреться, чтобы различить колесико и конец режущего инструмента.
Это сработало лучше всего из трех испытаний и потребовало всего несколько минут для шлифования обеих режущих кромок твердосплавного инструмента.И если требуется составной угол, что было бы обычным явлением, было бы практично приклеить кусок лома под одну сторону тисков под углом.
В заключение, я считаю, что это вполне жизнеспособный способ заточки твердосплавных фрез с минимальными инвестициями в инструмент.
Разъяснение по режущим инструментам для токарных станков – Вопросы токарного станка
Работа на токарном станке требует от пользователей правильного знания инструментов. Это ключ к качеству вашей работы. Однако мы понимаем, что по этому поводу недостаточно ресурсов, которые могли бы легко объяснить детали и их применение.
Итак, здесь мы должны рассказать вам о режущих инструментах токарного станка, чтобы вы могли принять эффективное решение о выборе инструмента.
Токарные станки, режущие инструменты, используемые для операций
Здесь мы поговорим о токарных режущих инструментах, которые вы можете использовать. Очевидно, их очень много, но мы будем говорить о самых основах, но наиболее важных.
Кстати, если у вас возникли проблемы с настройкой режущего инструмента, эта статья может вам помочь!
А теперь поехали!
Примечание: Из-за различий в межгосударственных законах в нашей стране, к сожалению, Vtimeout временно отключил участие жителей США.Так что этот конкурс в настоящее время предназначен только для моих читателей из Великобритании.
Инструмент для торцевания и токарной обработки
Облицовка – это процесс изготовления плоской поверхности.
Токарная обработка означает удаление металла с поверхности цилиндрической заготовки. С помощью этого процесса вы также можете удалить металл с внешнего диаметра заготовки. Кроме того, это также может уменьшить диаметр.
Существует термин «ступенчатое точение» , при котором излишки металла удаляются с заготовки, чтобы сделать ступеньки разного диаметра.
Если вы думаете о выполнении торцевых и токарных операций на токарном станке, то это инструмент. Его основная цель – повернуться лицом к объекту, чтобы поверхность была более гладкой.
Это следует делать на планшайбе или патроне, а торцовочно-токарный инструмент пропускают через станину под прямым углом для получения плоской поверхности.
Расточная оправка
Это означает увеличение существующего отверстия за счет уменьшения количества металла с внутренних поверхностей металлического объекта. Расточная оправка используется для растачивания, как упоминалось ранее.
Это делается путем установки расточной оправки и держателя с режущими зубьями на резцедержатель и вращения заготовки. Его также можно использовать для развёртывания. Процесс увеличения существующего отверстия.
Инструмент для накатки
Накатка – это процесс модификации металла, при котором на поверхности объекта образуются небольшие выступы в качестве захвата, чтобы с ним можно было легко обращаться. Этот конкретный инструмент может сделать небольшой край на поверхности предмета для облегчения захвата.Таким образом, вы можете использовать этот инструмент для накатки.
Инструмент для снятия фаски
Это процесс удаления заусенцев и острых кромок с заготовки, чтобы с ней можно было легко и безопасно обращаться. Как видно из названия, этот инструмент выполняет операции снятия фаски. Снятие фаски – важный инструмент для обрезки острых кромок после нарезания резьбы.
Инструмент для нарезания резьбы
Нарезание резьбы – это процесс, при котором на поверхности материала формируется зубец спиральной формы.Этот инструмент может нарезать резьбу на вашу заготовку как изнутри, так и снаружи.
Если у вас есть предварительно просверленное отверстие, в котором вы хотите нарезать резьбу, вы можете сделать это с помощью инструмента для нарезания внутренней резьбы. Для изготовления шурупов с резьбой можно использовать внешние инструменты.
Нарезание резьбы – это процесс нарезания резьбы внутри отверстия для добавления болтов. Кроме того, из него делают резьбу и на гайках. Вы также можете использовать резьбонарезной инструмент для нарезания резьбы.
Инструмент для отрезки
Как звучит, это процесс отрезания части материала от заготовки.Инструмент выполняет свою работу так, как звучит, и может даже больше. Он может протягивать и отрезать детали, а также улучшать их чистоту.
Инструмент для нарезания каналов
Инструмент для нарезания канавок выполняет операцию нарезания канавок. Он может делать отверстия вокруг заготовки определенной глубины. Обработка канавок – это процесс создания узкого отверстия определенной глубины в заготовке.
Буровой инструмент
Сверление – это процесс проделывания отверстий на объекте. Таким образом можно просверливать отверстия быстрее и точнее.Расточные стержни создают неровные края, чтобы проделать отверстие, а вот этот – нет.
Заключение
Есть поговорка, что «человека узнают по его делам». Если вы хотите сделать что-то нестандартное, вы должны хорошо знать, что вы делаете и как вы это делаете.
Если вы работаете на токарном станке и хотите делать качественные вещи, вы должны знать о своих инструментах.
Мы приложили все усилия, чтобы охватить все, что связано с токарными инструментами.
Мы надеемся, что это может вам помочь, и все же, если вам есть что знать, просто оставьте комментарий ниже.
Как центрировать режущий инструмент
Как центрировать режущий инструментНАЖМИТЕ ЗДЕСЬ ДЛЯ УКАЗАТЕЛЬНОЙ СТРАНИЦЫ
КАК ЦЕНТРИРОВАТЬ РЕЖУЩИЙ ИНСТРУМЕНТ
В. Райан 2003 – 2009
| PDF-ФАЙЛ – НАЖМИТЕ ЗДЕСЬ ДЛЯ ПЕЧАТИ РАБОЧЕЙ ТАБЛИЦЫ | |
| Перед выполнением любого поворота это обычная практика. чтобы проверить, что острие токарного инструмента отцентрировано.Это означает, что острие токарного инструмента должно быть на той же высоте, что и острие центр задней бабки. Если этого не сделать, а точка инструмента находится выше или ниже центральной точки – обычно отделка стали будет бедных. Кроме того, во время превращение. | |
Лучшие режущие инструменты токарных станков изготавливаются из быстрорежущей стали.Диаграмма А показан типичный цельный токарный инструмент. Хвостовик наглядно показан, это деталь, которая закреплена в стойке для инструментов. На диаграмме B показан второй тип. Это держатель инструмента. Небольшой токарный инструмент из быстрорежущей стали затягивается в стальную оправку. Преимущество этого типа в том, что меньшие токарные инструменты дешевле покупать. | |
ДВА ВИДА ТОКАРНОЙ РЕЗКИ ИНСТРУМЕНТЫ | |
ВЫБОР ТОКАРНОЙ РЕЗКИ ИНСТРУМЕНТАЛЬНЫЕ ПРОФИЛИ | |
ВОПРОС : 1 .С помощью схемы объясните, как центрируется токарный инструмент. 2 . Почему необходимо центрировать токарный инструмент? | |
НАЖМИТЕ ЗДЕСЬ ДЛЯ ОБОРУДОВАНИЯ И ИНДЕКС ПРОЦЕССОВ | |
Твердосплавный токарный станок по дереву для токарной и полой обработки
Описание продукта
Простой токарный станок для токарной обработки и полый карбидный токарный инструмент по дереву, полный размер
Simple Turner and Hollower – это самый простой в использовании инструмент для токарной и полой обработки на рынке сегодня! Доступен без ручки или с ручкой по вашему выбору.
Технические данные Simple Turner and Hollower:
- Твердосплавная фреза: диаметр 9/16 – Фреза с плоским верхом
- Общая длина инструмента: 12 дюймов
- Вал инструмента: цельный квадрат 1/2 дюйма из нержавеющей стали
- Хвостовик ручки: диаметр ½ дюйма x длина 2½ дюйма Ключ со звездообразным наконечником
- T20 Torx в комплекте.
Использование твердосплавных токарных инструментов по дереву значительно упростило токарную обработку древесины.
Простой токарный и полый станок – лучший инструмент, который следует использовать после того, как блок был превращен в цилиндр.И новички, и эксперты одинаково ценят простоту, с которой ваш проект можно быстро превратить и придать ему желаемую форму с помощью этого инструмента.
С Simple Woodturning Tools – это все токарные операции без затачивания, поэтому вы можете сразу приступить к токарной обработке. Навсегда ушли в прошлое долгое обучение, когда необходимо овладеть точными углами и специальными приемами подачи инструмента. Также отпала необходимость стать экспертом в области заточки инструментов. Когда твердосплавная фреза на этом инструменте окончательно потеряет свою кромку, просто ослабьте винт и поверните фрезу.Это откроет новую режущую поверхность, и вы снова перейдете к повороту.
Чтобы использовать Simple Turner and Hollower , выполните следующие 3 простых шага.
- Расположите опору для инструмента как можно ближе к заготовке, чтобы твердосплавная фреза находилась на центральной линии токарного станка.
- Поместите инструмент на подставку для инструмента так, чтобы вал инструмента был параллелен полу.
- Удерживая инструмент, медленно введите твердосплавный фрезер в работу.
Повернув сосуд с помощью этого инструмента, вы быстро поймете, насколько он прост в использовании.Пройдет совсем немного времени, и это станет вашим любимым инструментом для выполнения 90 процентов формовочной работы, необходимой как внутри, так и снаружи большинства сосудов.
Simple Turner and Hollower технические данные:
- Твердосплавная фреза – диаметр 9/16 дюйма – Фреза с плоским верхом
- Общая длина инструмента – 12 дюймов
- Вал инструмента – Твердая нержавеющая сталь, квадрат 1/2 дюйма
- Хвостовик ручки – диаметр ½ дюйма x длина 2½ дюйма Ключ со звездообразным наконечником
- T20 Torx в комплекте.
Сменные твердосплавные пластины доступны здесь
Полный ассортимент Simple Woodturning Tools® и аксессуары ЗДЕСЬ
Пользовательское поле
Твердосплавный резак 9/16 “с круглой плоской вершиной
Длина инструмента 12 дюймов
Инструментальный вал 1/2 “квадратный, полный размер
.