конструктивные особенности и классификация — РИНКОМ
Содержание
- Конструктивные особенности токарных резцов
- Геометрия токарных резцов
-
Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций
- Классификация по форме головок
- Классификация по конструкции
- Классификация по направлению резания
- Классификация по точности операций
- Маркировка токарных резцов, значения цифр и символов
-
Классификация токарных резцов по назначению
- Прямые проходные токарные резцы и их назначение
- Отогнутые проходные токарные резцы и их назначение
- Проходные упорные токарные резцы и их назначение
- Отогнутые подрезные токарные резцы и их назначение
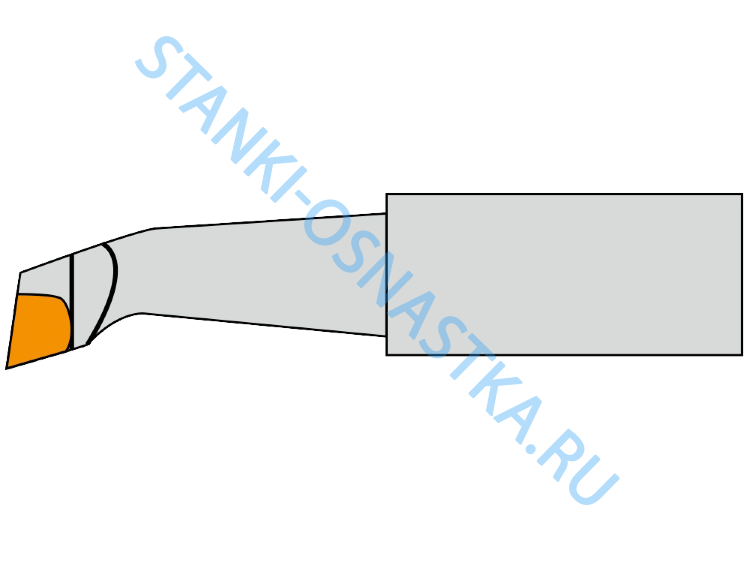
- Расточные токарные резцы и их назначение
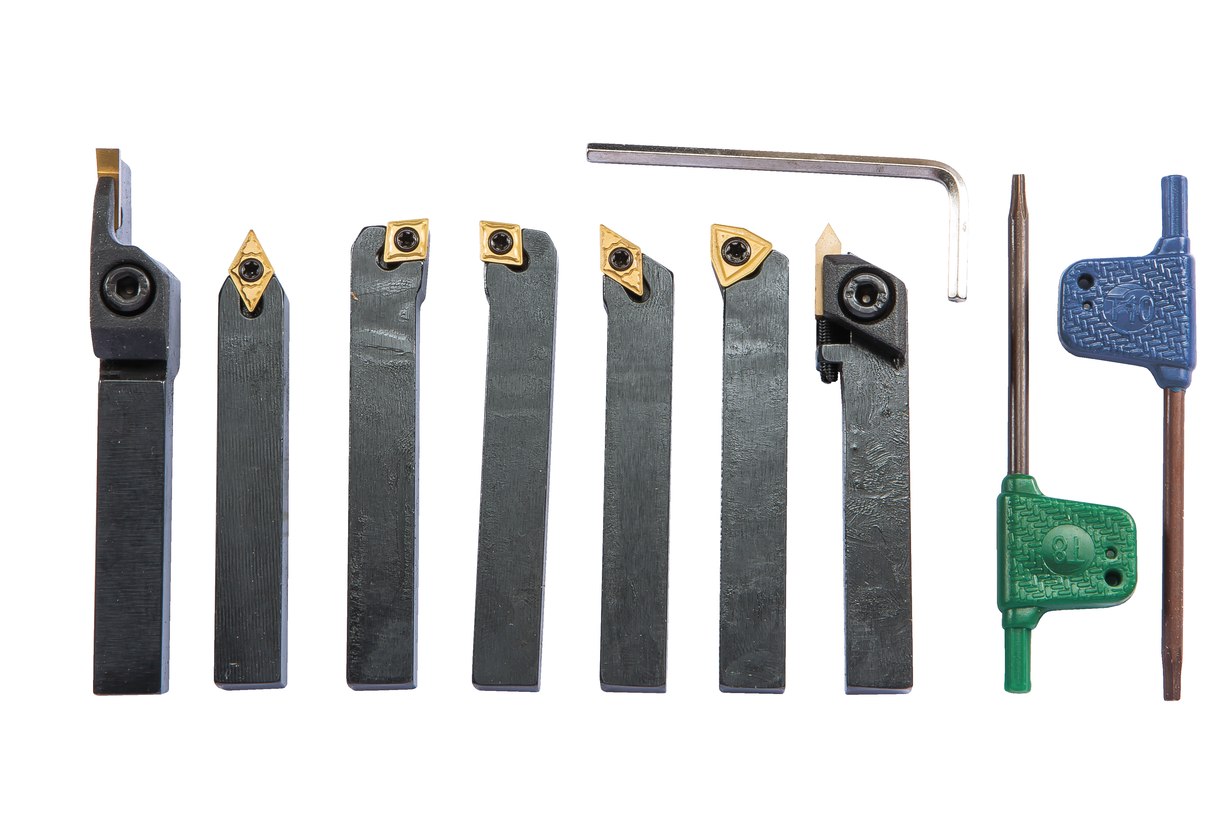
- Отрезные (канавочные) токарные резцы и их назначение
- Резьбовые токарные резцы и их назначение
- Фасонные токарные резцы и их назначение.


Токарные резцы по металлу: конструктивные особенности и классификация
Токарный резец — это основной инструмент, который применяется для обработки заготовок на токарных станках. Именно он контактирует с деталью и придает ей необходимую форму. В этой статье мы максимально подробно расскажем о конструктивных особенностях и классификации резцов. Изучив информацию, вы сможете на практике без проблем подобрать инструмент для той или иной операции.
Начнем с конструктивных особенностей резцов.
Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
-
Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
-
Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
-
Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
-
-
Головка. Это рабочая часть резца, контактирующая с заготовкой в процесс ее обработки. Головка состоит из заточенных под определенными углами кромок.
Изображение №1: конструкция токарного резца
Геометрия токарных резцов
Изображение №2: геометрия токарного резца
Расскажем об углах резцов и их назначениях.
-
Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
-
Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
-
Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
-
Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
-
Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
-
Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки.
-
Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
-
Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
-
Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.

Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций
По этим параметрам существуют следующие классификации резцов по металлу.
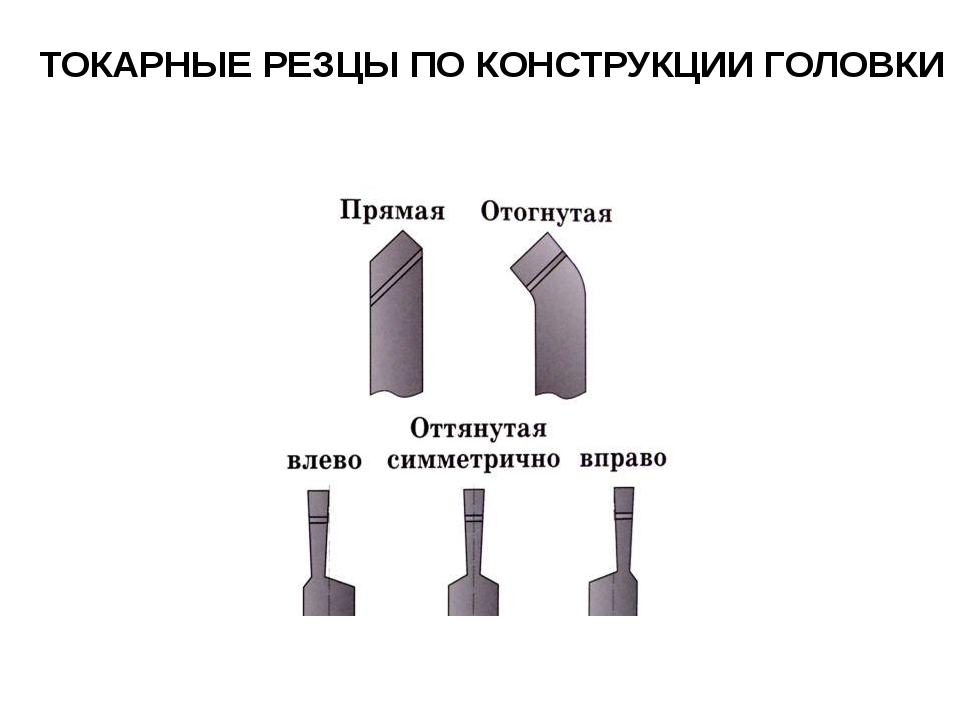
Классификация по форме головок
По этому параметру резцы делят на 4 типа.
- Прямые. Державка и рабочая головка располагаются либо на одной оси, либо на двух, но параллельных.
-
Изогнутые. Державка имеет изогнутую форму.
-
Отогнутые. Отгиб головки в сторону заметен невооруженным глазом.
-
Оттянутые. Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.
Изображение №3: классификация резцов по форме головок
Классификация по конструкции
По конструкции резцы классифицируют на три типа.
-
Цельные. Такие резцы целиком изготовлены из легированной или инструментальной (редко) стали. Стоят недорого, быстро изнашиваются и не подходят для обработки твердых материалов.
-
С твердосплавными напайками. Такие резцы сочетают в себе высокую износостойкость и среднюю стоимость. Напайки обычно изготавливают из сталей ВК8, Т5К10 и Т5К6.
-
Со сменными твердосплавными пластинами. Стоят дороже аналогов. Максимально удобны. Для смены пластин не нужно снимать режущий инструмент.

Изображение №4: классификация токарных резцов по конструкции
Классификация по направлению резания
Резцы бывают левыми и правыми.
-
Правые. Такие резцы для токарных станков используются чаще всего и в процессе обработки заготовок подаются справа налево. Если положить сверху на такой резец правую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.
-
Левые. Подаются слева направо.
Если положить сверху на такой резец левую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.

Изображение №5: левый (а) и правый (б) резцы
Классификация по точности операций
По этому признаку выделяют следующие разновидности резцов.
-
Черновые (обдирочные). Предназначены для грубой обработки заготовок.
-
Получистовые. Точность обработки находится на среднем уровне.
-
Чистовые. Точность обработки находится на высоком уровне.
-
Специальные Предназначены выполнения тонких технологических операций.
Маркировка токарных резцов, значения цифр и символов
По стандарту маркировка токарных резцов может включать в себя 9 или 10 символов.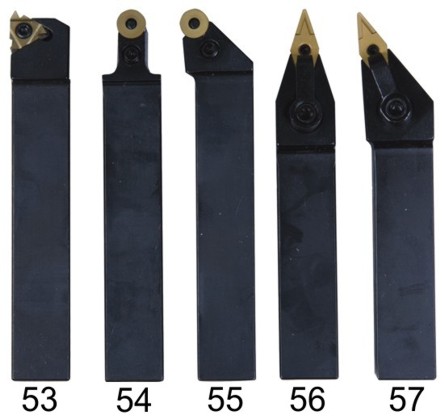
-
Первый — способ крепления режущей пластины.
-
Второй — ее форма.
-
Третий — тип резца.
-
Четвертый — задний угол режущей пластины.
-
Пятый — направление резания.
Изображение №6: возможные значения параметров 1–5
-
Шестой — высота державки.
-
Седьмой — ширина ее хвостовой части.
-
Восьмой — общая длина резца.
-
Девятый — размер режущей пластины.
Изображение №7: возможные значения параметров 6–9
- Десятый указывается при необходимости. Обозначает точность некоторых параметров резцов.
 Обозначает точность некоторых параметров резцов.
Обозначает точность некоторых параметров резцов.
Изображение №8: возможные значения параметра 10
Классификация токарных резцов по назначению
По назначению принята следующая классификация токарных резцов. Всего выделяют 8 чаще всего применяющихся видов.
Прямые проходные токарные резцы и их назначение
Их применяют для обработки наружных поверхностей заготовок.
Фотография №1: прямые проходные токарные резцы
Чаще всего используют инструменты с тремя размерами державок.
-
20*20 мм.
-
25*16 мм.
-
32*20 мм.
Отогнутые проходные токарные резцы и их назначение
Предназначение проходных отогнутых резцов — создание фасок и обработка торцевых поверхностей.
Фотография №2: отогнутые проходные токарные резцы
Наиболее широкое распространение получили инструменты с державками:
-
20*20 мм.
-
25*16 мм.
-
32*20 мм.
Проходные упорные токарные резцы и их назначение
Их обычно применяют при обработке ступенчатых валиков или иных деталей в случае, если в конце обработки требуется подрезать небольшой уступ.
Фотография №3: проходной упорный резец
Чаще всего используют проходные упорные резцы со следующими размерами державок.
-
16*16 мм.
-
25*16 мм.
-
32*20 мм.
-
40*25 мм.

Отогнутые подрезные токарные резцы и их назначение
Назначение таких токарных резцов — обработка торцевых поверхностей.
Фотография №4: отогнутый подрезной резец
Самые распространенные размеры державок:
-
32*20 мм;
-
40*25 мм.
-
25*16 мм;
Расточные токарные резцы и их назначение
Их сфера применения — обработка сквозных и глухих отверстий.
- У инструментов первого типа угол равен 60°.
Фотография №5: расточные резцы для обработки сквозных отверстий
- У резцов для обработки глухих отверстий — 95°.
Фотография №6: расточные резцы для обработки глухих отверстий
Самые распространенные размеры державок следующие.
-
16*12 мм.
-
16*16 мм.
-
20*16 мм.
-
20*20 мм.
-
25*20 мм.
-
25*25 мм.
Отрезные (канавочные) токарные резцы и их назначение
Назначение канавочных токарных резцов — проделывание в деталях и заготовках канавок различной глубины. Головки с твердосплавными напайками имеют тонкие ножки.
Фотография №7: отрезные (канавочные) резцы
Чаще всего используют инструменты с державками:
-
16*10 мм;
-
20*12 мм;
-
20*16 мм;
-
25*16 мм;
-
25*20 мм;
-
32*20 мм;
-
40*25 мм;
-
40*32 мм;
-
50*32 мм.

Резьбовые токарные резцы и их назначение
Применяются для нарезания наружных и внутренних резьб. Инструменты первого типа имеют прямую форму. Головки напоминают копья.
Фотография №8: резьбовой резец для нарезания наружной резьбы
Резцы для нарезания внутренних резьб имеют изогнутую форму и похожи на расточные инструменты для обработки глухих отверстий. Но обратите внимание на формы головок. Они разительно отличаются.
Фотография №9: резьбовые резцы для нарезания внутренних резьб
Чаще всего используют инструменты с державками следующих размеров.
-
12*12 мм.
-
16*10 мм.
-
16*16 мм.
-
20*20 мм.
-
25*16 мм.
-
25*25 мм.
-
32*20 мм.

Фасонные токарные резцы их назначение
Предназначены для обработки различных фасонных поверхностей. Инструменты бывают стержневыми, державочными, призматическими и круглыми.
Изображение №9 виды фасонных резцов
Эти специальные инструменты имеют индивидуальные габариты.
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов инструмента для словаря по машиностроению | |||||
| 250 Система обозначения по ISO токарных резцов с механическим креплением сменных режущих пластин Расшифровка ISO кода Токарный инструмент для наружной обработки | 129 Принятая система обозначения и кодирования токарных державок по ISO Металлорежущий сборный инструмент со сменными режущими пластинами для наружного точения Сист | 168 Международная система ISO кодирования расточных токарных оправок с режущими многогранными пластинами Тип корпуса державки Диаметр державки Длина Система креплен | 1229 Дюймовая и метрическая системы обозначения и маркировки токарных резцов с призматическими хвостовиками и разъемами Coromant Capto для наружного точени | 1230 Дюймовая и метрическая системы обозначения токарных державок с призматическими хвостовиками и хвостовиками Coromant Capto для наружного точения Продол | |
| 17 Система обозначения сменных режущих пластин и токарных державок с СРП Выдержки из ISO 1832-1991 ПЛАСТИНЫ C N Допуски M G 09 Толщина пластины | 80 Обозначение сборного режущего инструмента по ISO Резцы для растачивания на токарном станке по металлу Часть 1 Диаметр Длина Способ крепления СМП | 81 Обозначение режущего инструмента с СМП по ISO Расточные оправки со сменными режущими пластинами Часть 2 Угол в плане Длина кромки Направление | |||
Это неполная версия страницы сайта Lab2u. | |||||
Маркировка резцов по металлу / Turning tool ISO code system | |||||
Основные элементы резца по металлу / Metal lathe tools Features | |||||
Способы крепления пластин / Insert clamping system | |||||
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
4 Каталог WALTER 2012 Режущий инструмент и инструментальная оснастка Стр. | |||||
Расточной токарный резец со сменными режущими пластинами для точения внутренних поверхностей на металлорежущих станках Красочная иллюстрация из каталога Расточной токарный резец со сменными режущими пластинами для точения внутренних поверхностей на металлорежущих станках Красочная иллюстрация из каталога _ Общий каталог инструмента WALTER на русском языке _ за 2012 год Токарная обработка Сверление Резьбонарезание Фрезерование Инструментальная оснастка инструмент Walter | |||||
Каталоги инструмента и оснастки для металлообработки на станках / | |||||
 ru См.также /
ru См.также / Классификация всевозможных видов токарных резцов по металлу для станков
Резцы, которые применяют на станках в машиностроении, применаются для обработки металла и деталей на токарных станках. Могут применяться как на производстве так и в домашних условиях. Имеют следующую классификацию по главным признакам и подразделяются на следующие группы.
Могут применяться как на производстве так и в домашних условиях. Имеют следующую классификацию по главным признакам и подразделяются на следующие группы.Резцы по металлу:
Согласно утвержденному ГОСТу их разделили на 3 главных группы:
- токарные и строгальные, обладающих режущей частью, произведенной из быстрорежущей стали;
- токарные и строгальные твердосплавные напайные;
- токарные, имеющие механическое крепление пластин из твердых сплавов, керамики и различных сверхтвердых материалов.
Станки на которых можно использовать токарные резцы:
- токарные;
- строгальные;
- долбежные;
- револьверно-автоматные;
- специальные.
Какие бывают различия у резцов:
- прямоугольные;
- квадратные;
- круглые.
По конструктивным параметрам:
- Цельные. У данного токарного резца головка и стержень — единое целое. Резцы такого вида производятся из углеродосодержащей стали, применяемой для изготовления инструментария, или из быстрорежущих металлов, но этот металл подходит для производства некрупных резцов, используется довольно редко.
- С приварными или припаянными пластинами. Головка токарного резца имеет приварную или припаянную пластину из быстрорежущего металла или из твердого сплава. В том случае, если при выполнении спаечных работ не соблюдаются технологические условия, в скором времени начнут появляться трещины, сперва небольшие, но позже довольно внушительных размеров, что приведет к полному разрушению напаянных ранее пластин. Широко применяется на многих промышленных производствах.
- С механическим креплением пластин. Крепление пластины в головке токарного инструмента осуществляется механическим способом, который также применим для пластин, изготовленных из минералокерамики.
- Сборные.
- Регулируемые.
- Державочные.

По качеству обработки:
- Черновые. Используются только для так называемого чернового точения, при котором достаточно высока скорость резания и снимается весьма крупная в ширину стружка. Поскольку выполняемая данным токарным резцом работа трудоемкая, он очень прочен и может оставаться таковым даже при воздействии высоких температур.
- Получистовые и чистовые. Используются только для так называемого чистовой обработки уже изготовленных деталей, при котором мала скорость подачи и снимается стружка не большой толщены. К данным инструментам можно отнести проходной резец.

По принципу установки относительно обрабатываемой поверхности:
- Радиальные. При обработке деталей токарный резец располагается под углом в девяносто градусов относительно оси заготовки, подвергшейся обработке. Широкое распространение получили на промышленных предприятиях, поскольку довольно просто крепятся в станках, и, к тому же всегда есть широкий выбор геометричских параметров режущей кромки.
- Тангенциальные. В процессе работы токарный резец располагается под таким углом, который ни в коем случае не должен равняться 90 градусам, относительно оси заготовки, подвергшейся обработке. Существенно сложнее крепится и применяется на станках, которые позволяют соблюдать хорошую чистоту обрабатывания деталей. К таким станкам относятся токарный полуавтомат и автомат.
 К таким станкам относятся токарный полуавтомат и автомат.
К таким станкам относятся токарный полуавтомат и автомат.По направлению подачи:
- Правые. У данного токарного резца его главная режущая кромка расположена слева и развернута к поверхности заготовки, которую им обрабатывают.
- Левые. У данного токарного резца его главная режущая кромка расположена справа и развернута к поверхности заготовки, которую им обрабатывают.
По размещению главной режущей кромки относительно стержня:
- Прямые. У данного резца ось проекции детали как в верхнем плане, так и в боковом виде имеет прямую линию.
- Отогнутые. У данного резца ось проекции детали в верхнем плане обладает изогнутой линией, в боковом же виде – только прямой.
- Изогнутые. У данного вида ось проекции детали в верхнем плане обладает прямой линией, в боковом же виде – только изогнутой.
- Оттянутые. Головка резца обладает меньшей шириной в отличии от стержня. Она может находиться как на оси , так и быть сдвинутой вправо или влево.
 Она может находиться как на оси , так и быть сдвинутой вправо или влево.
Она может находиться как на оси , так и быть сдвинутой вправо или влево.По виду обработки:
- Проходные. Необходимы для того, чтобы обрабатывать поверхности заготовки (подрезать торцы, обтачивать и подрезать детали, имеющих цилиндрическую или коническую форму), закрепленной на станке, имеющего поперечную или продольную подачу. Стоит отметить, что при выполнении работ данным резцом, не ставиться основной задачей сделать поверхность качественной и с точностью до миллиметра соблюсти все размеры.
- Подрезные. Необходимы для того, чтобы обрабатывать поверхности заготовки (обрабатывать торцы или обтачивать детали, имеющих ступенчатую форму), закрепленной на станке, имеющего поперечную подачу.
- Отрезные. Необходимы для того, чтобы обрабатывать поверхности заготовки (отрезать или протачивать кольцевые канавки), закрепленной на станке, имеющего поперечную подачу.
- Расточные. Необходимы для того, чтобы без лишних сложностей обрабатывать и расточать сквозные и глухие отверстия, а также выемки и углубления.
- Фасонные. Необходимы для того, чтобы снимать внутренние и наружные фаски различных деталей, кроме того, они прекрасно подойдут для обрабатывания фасонных поверхностей различных форм.
- Резьбовые. Необходимы для того, чтобы нарезать внутреннюю и наружную резьбу, при этом сечение может быть прямоугольное, квадратное, трапециевидное, а также круглое. К тому же они могут быть различных форм, например, круглые, прямые или изогнутые.

Как верно подобрать?
Подбирая токарный резец, необходимо руководствоваться следующими основными рекомендациями:
Решить, с каким металлом будет взаимодействовать, какие операции по обработке вы будете осуществлять, и какие нагрузки при этом он будет испытывать.
Следует определить, что вам больше всего необходимо, чтобы геометрические размеры готового изделия были точно соблюдены, и отсутствовала даже незначительная погрешность, или чтобы его поверхность была обработана высококачественно. В зависимости от того, что вы выберите, необходимо будет подобрать по классификации и геометрическим параметрам резец, который практически идеально подойдет для решения поставленной задачи.
В зависимости от того, что вы выберите, необходимо будет подобрать по классификации и геометрическим параметрам резец, который практически идеально подойдет для решения поставленной задачи.Решить, важно ли соблюдать условия износостойкости резца, а также время, на протяжении которого ей следует сохраняться на прежнем уровне.
Оцените статью: Поделитесь с друзьями!Подробно рассмотрим виды токарных резцов по металлу и дереву.
Для обработки цилиндрических заготовок на токарном станке требуются специальные режущие насадки – токарные резцы. Конструкция инструмента очень простая: державка, которая закрепляется в резцедержателе, и головка – собственно режущая часть.
Основная классификация резцов – по обрабатываемому материалу. Есть наконечники по металлу и твердым пластикам,
а также по дереву и мягким пластикам.
Резцы по металлу в свою очередь делятся на следующие группы:
По материалу головки (наконечника):
- Быстрорежущая сталь;
- Твердосплавные напайные;
- Сменные наконечники из керамики, твердых сплавов или сверхтвердых материалов.

По форме державки:
- Квадратного сечения;
- Прямоугольного сечения;
- Круглого (овального) сечения.
По конструкции:
- Цельнокованные. Державка и головка неразделимы. Изготавливаются из быстрорежущей или инструментальной стали;
- Наконечник напайной или наваренный. Самый распространенный вид резцов. Технология позволяет сохранить баланс между твердостью головки и относительной дешевизной державки;
- Со сменными наконечниками. Режущий элемент крепится к державке механическим способом. Единственно возможный способ использования металлокерамических головок, которые нельзя напаять или приварить к державке;
- Существуют еще сборные и регулируемые конструкции, но это развитие варианта со сменными наконечниками.
По виду обработки:
Черновое точение.
Резцы повышенной прочности и с хорошим теплоотводом. Работы производятся на высокой скорости для придания заготовке приблизительной формы.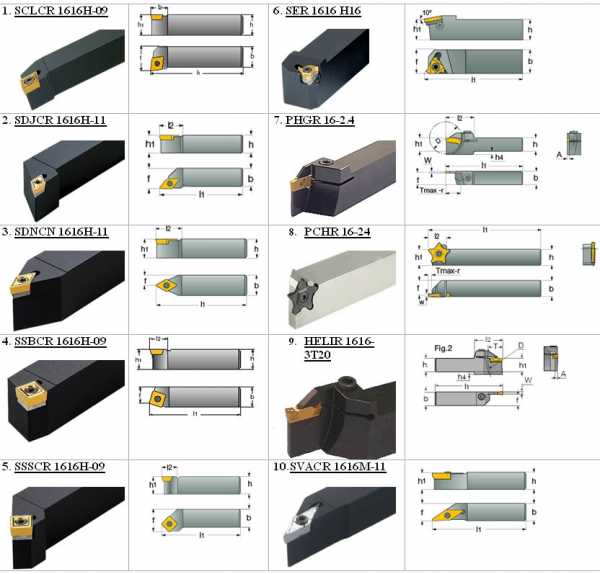 Снимается увеличенная толщина стружки. Наконечник выполнен из материала, сохраняющего характеристики при нагреве.
Снимается увеличенная толщина стружки. Наконечник выполнен из материала, сохраняющего характеристики при нагреве.
Чистовая и получистовая обработка.
Низкоскоростные резцы, предназначенные для финишной обработки. Тонкая стружка и гладкая обработанная поверхность.
По ориентации относительно обрабатываемой заготовки:
- Радиальная установка. Державка расположена по вектору радиуса заготовки. Подходит к любым станкам, крепление простое, универсальное;
- Параллельно оси вращения. Для проделывания отверстий и нарезки внутренней резьбы;
- Тангенциальная установка. Державка имеет угол по отношению к вектору радиуса. Такая ориентация позволяет получить идеальную поверхность после обработки. Ручная работа с таким расположением резца требует особой квалификации. Поэтому применяется на автоматических и полуавтоматических станках.
По расположению режущей кромки головки относительно державки:
- Прямая. В обеих проекциях (верхней и боковой) ось головки и стержня прямая;
- Отогнутая. Ось в боковой проекции прямая, в верхней проекции изогнутая;
- Изогнутая. Ось в боковой проекции изогнутая, в верхней – прямая;
- Оттянутая. Ширина головки и прилегающей к ней части стержня меньше, чем ширина державки. Готовка со стержнем может быть на одной оси или сдвинута в сторону от оси симметрии державки.
 В обеих проекциях (верхней и боковой) ось головки и стержня прямая;
В обеих проекциях (верхней и боковой) ось головки и стержня прямая;ВАЖНО! Геометрия токарного резца принципиально влияет на качество выполнения работ. При несоответствии типа головки способу обработки, заготовка будет испорчена.
По направлению движения относительно детали:
- Левая подача;
- Правая подача.
По виду обработки детали:
- подрезной отогнутый;
- фасонный;
- прорезной;
- проходной упорный;
- отрезной;
- проходной прямой;
- резьбовой;
- проходной отогнутый;
- расточной упорный;
- расточной проходной.

Разумеется, токарных резцов существует гораздо больше. На иллюстрации показаны основные классификации. Некоторые из них рассмотрим подробнее.
- Подрезной отогнутый.
Режущая готовка треугольной формы, направление реза – радиальное;
- Проходной упорный.
Направление проточки – вдоль оси вращения. Основное применение – изменение диаметра заготовки;
- Отрезной.
Этим инструментом нарезают поперечные канавки и отрезают болванку необходимой длины;
- Проходной прямой.
Не самый распространенный резец, однако токари старой школы часто его используют при черновой обработке;
- Резьбовой наружный.
Исходя их названия – этим наконечником нарезают наружную резьбу. При помощи червячного механизма, резцедержатель движется вдоль оси заготовки с заданным шагом. Бывают в метрическом и дюймовом исполнении;
- Проходной отогнутый.
Пожалуй – самый массовый резец для токарного станка.
Предназначен как для классической обработки заготовок, так и для снятия фасок; - Расточной упорный.
Предназначен для выточки глухих отверстий в торце заготовки.
 Предназначен как для классической обработки заготовок, так и для снятия фасок;
Предназначен как для классической обработки заготовок, так и для снятия фасок;Если остались вопросы, посмотрите видео с кафедры технологии машиностроения, в котором преподаватель популярно объясняет основные режущие конструктивные части и геометрические параметры резцов.
Токарные резцы по дереву
Несмотря на то, что их назначение такое же, как и резцов по металлу – принцип работы отличается кардинально. В подавляющем большинстве случаев, инструмент по дереву удерживается руками.
Так мастер лучше чувствует заготовку. Существуют автоматические шаблонные станки для создания серийных заготовок, но качественную работу можно выполнить лишь ручным инструментом.
Видео обзор резцов по дереву от фирмы Энкор с некоторыми пояснениями.
About sposport
View all posts by sposport
Загрузка…Резец отрезной токарный: конструкция, виды, режимы, назначение
На производстве для получения ступенчатых валов и заготовок необходимого размера применяется резец отрезной. Используется на станках с ручным и автоматическим управлением, параметры подбираются в соответствии с интенсивностью проводимых работ и материалом заготовок. Работы проводятся только острым или прошедшим заточку инструментом во избежание аварийных ситуаций, порчи заготовки и самого резца. Не следует использовать продукцию неизвестных производителей, инструмент должен соответствовать ГОСТ.
Конструкция и назначение отрезного резца
Отрезной токарный резец представляет собой в общем случае пластину из инструментальной стали с тонким относительно общей ширины и толщины вылетом рабочей поверхности.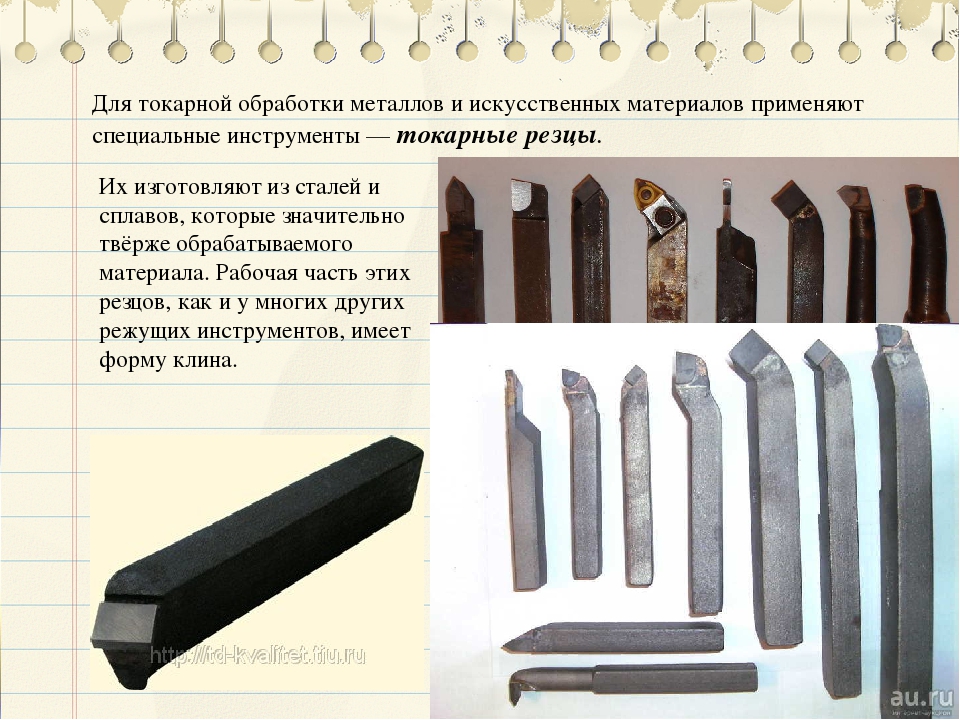 В каждом конкретном случае существует уникальный набор геометрических параметров и углов, которые обеспечивают хороший рез, износостойкость и сопротивляемость повышению температуры во время обработки детали. Для работы на автоматических станках применяются резцы с припаянными твердосплавными пластинами.
В каждом конкретном случае существует уникальный набор геометрических параметров и углов, которые обеспечивают хороший рез, износостойкость и сопротивляемость повышению температуры во время обработки детали. Для работы на автоматических станках применяются резцы с припаянными твердосплавными пластинами.
Рассмотрев чертеж разных геометрических форм резцов, можно выделить ряд параметров, которые характерны для любой конструкции:
- задний угол – образуется между плоскостью точения и кромкой резца, от его значения зависит насколько велика будет сила трения между заготовкой и инструментом, соответственно влияет на температурных режим процесса;
- передний угол – определяет насколько эффективно происходит процесс удаления стружки, влияет на температурный режим и скорость реза;
- угол между основными поверхностями или угол заострения определяет скорость реза и быстроту изнашивания рабочей поверхности.
Сборный или инвертированный резец представляет собой мощную конструкцию со сменными отрезными пластинами, имеющими обычно Т-образный профиль. Несколько пластин из разных сплавов позволяют осуществлять резку разных материалов, форма рабочей поверхности хорошо подходит для проходки канавок и углублений, можно затачивать до критической длины, практически до полного износа рабочей поверхности.
Несколько пластин из разных сплавов позволяют осуществлять резку разных материалов, форма рабочей поверхности хорошо подходит для проходки канавок и углублений, можно затачивать до критической длины, практически до полного износа рабочей поверхности.
Виды отрезных резцов
Отрезной резец – петушок назван так в силу своеобразия геометрии после заточки. Впервые петушковый токарный резец применил И.К. Евсеев, суть его рационализаторского предложения заключалась в уменьшении ширины стружки по сравнению с шириной реза. Стружка не сможет подклинить – уменьшается вероятность разрушения режущей кромки. Операция выполняется быстрее, не требуется увеличение скорости вращения шпинделя. При установке режущей кромкой вниз стружка падает на станину и не требует активного вмешательства оператора.
Отрезной резец ВК8 применяется для обработки стали и чугуна, обладает повышенными прочностными и температурными характеристиками, хорошей скоростью резки.
ВК8 – твердый сплав (карбида вольфрама 92%, кобальта 8%) применяется как покрытие для инструментов, режущих камень, металл, гранит. ГОСТ 3882-74, разработанный еще в СССР, регламентирует физико-механические свойства и процентное соотношение компонентов.
ГОСТ 3882-74, разработанный еще в СССР, регламентирует физико-механические свойства и процентное соотношение компонентов.
Скачать ГОСТ 3882-74
Подбирая отрезной резец по металлу, нужно учитывать ряд факторов:
- материал, который необходимо обрабатывать;
- интенсивность работ;
- специфику обработки заготовки;
- степень износа токарного оборудования.
Инструментами из быстрорежущей стали нельзя обрабатывать каленые заготовки и сталь с большим коэффициентом вязкости – рабочие поверхности быстро выкрошатся и восстановить их будет проблематично, а стоимость новых высока. Для работы на станках с ЧПУ лучшим выбором станут твердосплавные резцы, хорошо переносящие температурные нагрузки, которые практически всегда будут присутствовать в цикле обработки. При работе на старом изношенном оборудовании с большими люфтами и биениями лучше применять сборные резцы, их проще затачивать и менять.
Режимы резания при использовании отрезного резца
Токарная обработка металлических заготовок заключается в методичном снятии лишнего металла. Припуск – лишний металл, снятый с детали за определенное количество проходов. Главная задача оператора – выбрать такой режим вращения шпинделя и подачи резца, чтобы не происходило перегрева. Скорость выполнения работы не должна существенно ускорять износ оборудования и допускать нештатные режимы работы (перегрев, обработку материала неподходящим или тупым резцом), потенциально опасные для станка и оператора.
Припуск – лишний металл, снятый с детали за определенное количество проходов. Главная задача оператора – выбрать такой режим вращения шпинделя и подачи резца, чтобы не происходило перегрева. Скорость выполнения работы не должна существенно ускорять износ оборудования и допускать нештатные режимы работы (перегрев, обработку материала неподходящим или тупым резцом), потенциально опасные для станка и оператора.
Технологи производят расчет режима резания индивидуально для каждого станка, учитывая его износ и специфику операций. В случае решения сложных задач используется метод пробных проходов в виде точения небольших участков при разных условиях. Это сильно растягивает процесс во времени, но может помочь выйти на оптимальные параметры, которые в итоге ускорят работу. Изготовление новой детали на станках с ЧПУ тоже не обходится без пробных проходов и построения алгоритма работы с учетом специфики изделия и особенностей оборудования.
Тщательно спланированный технологический цикл на основе справочных данных и опыта, использование отрезных токарных резцов, соответствующих ГОСТ, и исправного оборудования – залог успешного и безаварийного производства. Увеличение производительности – задача, решение которой не должно доходить до абсурда. Эксплуатация на пределе возможностей – гарантия быстрого выхода из строя станочного парка, срыва сроков поставки изделий. Резцы – дорогие расходные материалы, но использование дешевых изделий может привести к поломке станка полностью.
Увеличение производительности – задача, решение которой не должно доходить до абсурда. Эксплуатация на пределе возможностей – гарантия быстрого выхода из строя станочного парка, срыва сроков поставки изделий. Резцы – дорогие расходные материалы, но использование дешевых изделий может привести к поломке станка полностью.
Маркировка
Маркировка описывает основные механические и физические параметры инструмента. Например, 2130-0255 ВК6 ГОСТ 18884-73 говорит, что это резец канавочный, соответствует ГОСТ 18884-73, правый в исполнении 1, с сечением 25Х16 мм и пластиной из твердого сплава ВК6. В отличие от обычного отрезного резца по ГОСТ канавочный отличается наличием пластины с ВК6.
Скачать ГОСТ 18884-73
Отрезной резец по ГОСТ 18884-82 обладает еще более высокопрочной пластиной, полученной из сплава ВК8 или более твердого. Такие инструменты могут использоваться в автоматическом режиме работы. Подобрать изделие с необходимыми параметрами можно с помощью соответствующих справочников.
Производители
При выборе резцов следует ориентироваться не на лучшую цену, а на соответствие продукции требованиям государственного стандарта. Произведенные по техническим условиям резцы вряд ли прослужат долго, да и заточить их будет проблематично. Несоответствие стандарту прямо указывает на изменение состава материалов в сторону удешевления. Например, для сплава ВК8 разница в несколько процентов кобальта кардинально меняет прочностные и температурные характеристики.
Только продукция, произведенная по ГОСТ, может обеспечить заявленные параметры и обеспечить бесперебойный технологический цикл.
Резец проходной прямой
.
Резец проходной отогнутый является режущим инструментом, который применяется для обточки деталей разнообразных форм. Его используют для обработки внешних поверхностей деталей, таких как цилиндрические валики, конусы и прочие вещи цилиндрической формы. Резцы проходные прямые являются не столь универсальными, как их отогнутые разновидности, но они прочнее и дешевле их. С другой стороны, у них могут возникать проблемы с работой в труднодоступных местах.
Его используют для обработки внешних поверхностей деталей, таких как цилиндрические валики, конусы и прочие вещи цилиндрической формы. Резцы проходные прямые являются не столь универсальными, как их отогнутые разновидности, но они прочнее и дешевле их. С другой стороны, у них могут возникать проблемы с работой в труднодоступных местах.
фото:резец токарный проходной прямой
Резец токарный проходной прямой имеет отличную жесткость, благодаря чему, их используют как один из основных инструментов в работе в токарных мастерских, а также в инструментальной, станкостроительной и машиностроительной сфере. В зависимости от выбранной модели можно создавать более гладкие или грубые поверхности, снимать различные слои металла с заготовки и так далее.
Для работы данного инструмента используют как продольную, так и поперечную передачу. Благодаря умелому совмещению действий можно подрезать выпирающие торцы, снять фаски, а также просто обтачивать поверхности и совершать другие операции, которые необходимы для получения нужного результата.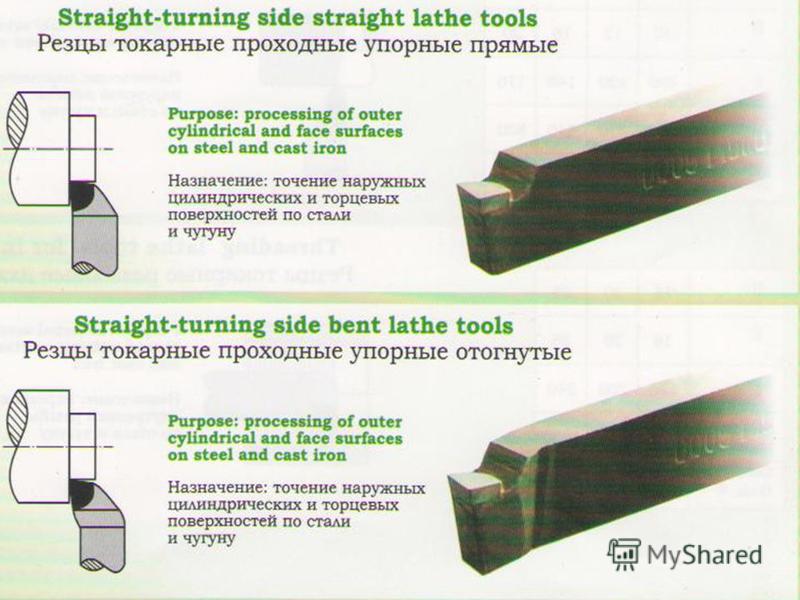 Существует несколько разновидностей данных инструментов, которые могут отличаться согласно размерам, материалу изготовления и так далее. Резец проходной прямой хорошо себя проявляет в работе с жесткими заготовками, особенно, если подобран инструмент из твердосплавных материалов. Проходные инструменты создаются согласно ГОСТ 18868-73, те же, которые имеют в своем составе твердосплавные пластины по ГОСТ 18879-73.
Существует несколько разновидностей данных инструментов, которые могут отличаться согласно размерам, материалу изготовления и так далее. Резец проходной прямой хорошо себя проявляет в работе с жесткими заготовками, особенно, если подобран инструмент из твердосплавных материалов. Проходные инструменты создаются согласно ГОСТ 18868-73, те же, которые имеют в своем составе твердосплавные пластины по ГОСТ 18879-73.
Существует несколько разновидностей инструментов, которые имеют свои уникальные разновидности, но все же относятся к данному типу. Резцы токарные прямые проходные разделяются на черновые, или как их еще называют, обдирочные и чистовые. Первый вариант подходит для грубой обработки на первом этапе. В это время можно снять наибольшее количество слоев металла, чтобы заготовка приблизилась к необходимым размерам. Чистовые инструменты предназначаются для более тонкой и деликатной обработки, когда толщина снятия не превышает десятые доли миллиметра. Они более острые и имеют повышенную точность обработки.
Если рассматривать конструкции изделий, то здесь встречаются цельные варианты и с пластинами, некоторые из которых могут сниматься. Как правило, основная часть изготавливается из инструментальной стали, а рабочая делается из быстрорежущей стали или из тугоплавкого материала, рассчитанного на работу с плотными видами металла.
К общему списку можно добавить, что существует еще резец проходной левый и правый, у которых отличается положение самой рабочей части.
Основные размеры проходных прямых резцов
| Высота,мм | Ширина,мм | Длина,мм |
|---|---|---|
| 16 | 12 | 110 |
| 20 | 12 | 120 |
| 25 | 20 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
Быстрорежущие стали используются для изделий, которые работают с нелегированными и накаленными заготовками, а твердосплавные материалы применяются для тех, которые работают со сложно обрабатываемыми вещами.
Геометрия проходного прямого резца
Резец проходной прямой имеет несколько важных углов. Все они располагаются на его головке, как основной рабочей части. Передняя часть головки обеспечивает нормальный сход стружки, который бы не мешал рабочему процессу. На инструменте также имеется вспомогательная и главная задняя кромка, причем обе обращены к детали, которая находится в обработке.
Все основные процессы резания осуществляются главной кромкой. Ее образует пересечение передней поверхности и главной задней кромки. Помимо главной имеется и вспомогательная кромка, которая находится на пересечении задней вспомогательной и передней вспомогательной поверхности. Вершина резца находится на пересечении вспомогательной режущей кромки и главной ее части. Угол в каждом резце зависит от конкретной модели, так как его нужно индивидуально подбирать под каждый вид работы и материал.
Выбор проходного резца
Резцы токарные проходные прямые могут существовать в нескольких вариантах, что очень сильно влияет на результат работы. Отличаться могут размеры изделия, металл режущей кромки, вид мелкие особенности конструкции и так далее. Чтобы подобрать себе нормальный подходящий вариант, следует учитывать много факторов. «Совет профессионалов! Для активной постоянной работы следует иметь набор как разнообразных, так и запасных одинаковых инструментов.»
Отличаться могут размеры изделия, металл режущей кромки, вид мелкие особенности конструкции и так далее. Чтобы подобрать себе нормальный подходящий вариант, следует учитывать много факторов. «Совет профессионалов! Для активной постоянной работы следует иметь набор как разнообразных, так и запасных одинаковых инструментов.»
Первым фактором выбора всегда является, с какими заготовками приходится работать, так как под свойства заготовки подбирается сам инструмент. Полный набор далеко не всегда получается взять, поэтому, желательно сразу определиться с наиболее необходимыми вещами.
Правильный подбор позволит избежать частой замены комплектующих во время работы, что сэкономит время и силы, а также сделает производство более выгодным. Материал подбирается легко, так как тугоплавкие материалы подходят для жестких деталей, которые может не взять быстрорежущая сталь, ведь она рассчитана на простые мягкие заготовки. Их преимуществом является только цена, так как они значительно дешевле.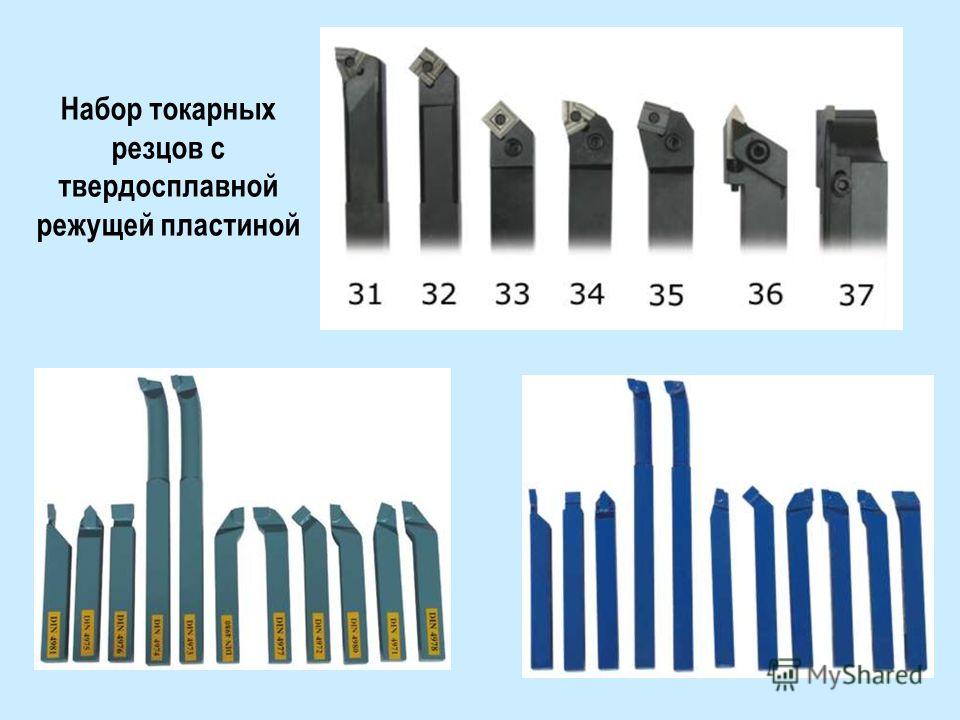
Режимы резания
Резец проходной прямой применяется для достаточно простых операций, так что и режимы работы с ним, зачастую оказываются элементарными. Основными движениями здесь являются продольные и поперечные перемещения. Снятие слоя металла здесь проходит поэтапно, чтобы не испортить инструмент, так как захват большой толщины может обернуться печальными последствиями для резца. Используя черновые инструменты для первичной обработки, а чистовые для окончательной можно продлить срок их службы и сделать работу более качественной.
Маркировка
Резец проходной прямой Т15К6 может стать отличным примером для разбора маркировки изделия, так как она ставится по материалу, который используется в основной режущей части. Здесь обозначено, что в данном твердосплавном материале титановольфрамовой группы имеется 15% титана и 6% кобальта.
Резцы для токарного станка по металлу: виды и классификация
Токарные работы на любом предприятии или в домашней мастерской никак не могут обойтись без наличия всех необходимых приспособлений. Резцы для токарного станка по металлу в магазинах достаточно многообразны, и не всегда получается разобраться, какие же нужны. Часто полный комплект резцов идет в продаже вместе с установкой, но знать предназначение каждого необходимо и полезно.
Резцы для токарного станка по металлу в магазинах достаточно многообразны, и не всегда получается разобраться, какие же нужны. Часто полный комплект резцов идет в продаже вместе с установкой, но знать предназначение каждого необходимо и полезно.
Качество металлообработки и вид токарного резца
Основным критерием при оценке деталей из металла является качество и точность выполнения. Они напрямую зависят от подбора резцов для токарной обработки. Поэтому инструментальная оснастка имеет строгое предназначение по качеству выполняемых токарных работ:
Точение деталей осуществляется за счёт срезания резцом- Черновые (обдирочные).
- Получистовые.
- Чистовые.
- Операции высокой точности.
Чистовые и получистовые используются для доводки практически готовых изделий и токарных работ на малой скорости, как и высокоточные. Черновая обработка металла проходит на максимальных оборотах, позволяют снимать толстую стружку и ускорить процесс изготовления детали, но имеет низкое качество и малый срок службы.
На самом деле важно выбрать не только правильный резец, но и направление подачи. Инструменты любого типа делят на правые и левые. То есть в процессе они подаются справа налево или наоборот. Различить их достаточно просто: на инструмент, лежащий режущей поверхностью вниз, кладется правая рука: если режущий край остается со стороны большого пальца — правый, левая рука и край под большим пальцем — левый.
Еще одно различие токарных резцов по металлу влияющее на качество — способ установки:
- радиальные;
- тангенциальные.
Первые массово распространены, дешевы, снабжены простым креплением и устанавливаются на станок под прямым углом. На них выполняют основной объем заданий в любой мастерской. Вторые имеют сложное крепление и ставятся под углом к заготовке (не 900). Они позволяют работать более чисто и качественно, и ставятся на автоматы или агрегаты с ЧПУ.
Конструкция резцов
Все резцы для токарного станка по металлу составлены из державки и рабочей головки. Державка — это крепление к токарному станку прямоугольного или квадратного поперечного сечения. Головка непосредственно обрабатывает деталь. Она содержит заточенные режущие края (кромки) и плоскости. Углы заточки зависят от типа и маркировки металла обрабатываемой детали.
Державка — это крепление к токарному станку прямоугольного или квадратного поперечного сечения. Головка непосредственно обрабатывает деталь. Она содержит заточенные режущие края (кромки) и плоскости. Углы заточки зависят от типа и маркировки металла обрабатываемой детали.
Строение головки предусматривает набор плоскостей и кромок:
- вершина;
- главная и вспомогательная режущие кромки;
- главная и вспомогательная задние поверхности;
- передняя поверхность.
Главную работу проводит режущий край, и важнейшей его характеристикой является угол заточки:
- Угол заострения. Легкость резки детали и входа в металл.
- Задний. Контролирует трение о деталь и износоустойчивость резца.
- Передний. Контроль качества и схода стружки.
Конструктивно резцы делят на несколько видов, в зависимости от формы:
- Прямые — державка и рабочая головка находятся на одной линии или параллельны.
- Изогнутые — в боковой проекции изогнуты.
- Отогнутые. Производятся отогнутые вперед и назад. Головка отогнута относительно оси державки.
- Оттянутые. Оттяжка может быть симметричной относительно осей или смещена влево, вправо. Ширина рабочей головки меньше, чем ширина державки.

Следующим видом классификации токарных резцов будет по категории производства:
- Цельные.
- Сварные.
- Разъемные.
Цельный резец изготавливается производится из стали, легированной или инструментальной. Максимально распространены инструменты с напаянной пластиной из твердосплавных материалов. У разъемных рабочие пластины прикручиваются болтами или прижимаются к головке, а при необходимости снимаются.
Виды резцов по металлу
Резцы для токарного станка делятся также по категории выполняемых работ. Каждый тип максимально приближен к определенным действиям и редко пригоден для остальных. Этот параметр стоит выбирать особенно внимательно.
Каждый тип максимально приближен к определенным действиям и редко пригоден для остальных. Этот параметр стоит выбирать особенно внимательно.
| Вид резца | ГОСТ | Модификации | Выполняемое действие |
| Подрезной | 18880-73 18871-73 | отогнутые упорные отогнутые | Для проработки торцевых срезов станках с поперечной подачей. Форма действующей пластинки — треугольная. Обработка ведется перпендикулярно оси вращения заготовочной болванки. |
| Расточной | 18882-73 | для закрытых отверстий для сквозных отверстий | Для растачивания отверстий. Диаметр ограничен длиной державки. |
| Отрезной | 18884-73 | Для резки болванок и полотна из металла под прямым углом. Подходит для резки канавок. | |
| Проходной | 18878-73 18877-73 18879-73 | прямые отогнутые упорный отогнутый | Для обработки внешних поверхностей цилиндрических болванок, в том числе и торцевых. Подходят для съема фасок. Работа вдоль оси вращения заготовки. Подходят для съема фасок. Работа вдоль оси вращения заготовки. |
| Резьбовый | 18885-73 | для наружной резьбы для внутренней резьбы (только для станков с гитарой) | Для создания различной резьбы. В основном метрической, но при смене заточки можно добиться другого вида. Внутренняя резьба — только на больших диаметрах. |
| Фасочный | 18875-73 | Для создания сложных фасонных поверхностей с разными уровнями глубины. | |
| Сборные | Универсальный вид с креплениями для пластин различного назначения. | ||
Размеры и виды державок
Резцовая державка имеет несколько стандартных размеров:
Державка для токарного резца- 16*10 — в основном используется для установки на учебных станках и выполнения несложных операций.
- 20*12 — для деталей нестандартных размеров.
- 25*16 — самый распространенный размер, подходящий для обработки большинства стандартизированных деталей из металла.
- 32*20 — второй по популярности, для более крупных металлических болванок.
- 40*25 — редко встречается в продаже, в основном изготавливается под заказ.
Правильный выбор резцов для выполнения определенной работы иногда составляет 100% успеха в обработке металла. Это касается черновых работ и несложных операций. А вот ради тонких и чистовой подгонки стоит разжиться дополнительными инструментами.
Видео: Токарные резцы со сменными пластинами, различные виды
Плюсы и минусы методов маркировки деталей
Маркировка деталей является обычной практикой для механических цехов и других производителей деталей. В требованиях заказчиков и технических специалистов часто указываются номера деталей для идентификации, серийные номера для отслеживания, штрих-коды для инвентаризации и отметки для сборки или выравнивания.
Маркировка деталей может осуществляться несколькими способами, и метод маркировки часто определяется производственной средой, количеством деталей и функцией детали.
Точечно-упрочняющие станки, такие как Tag Master 3 от Kwik Mark, оснащены вибрационным перфоратором, который производит серию равномерно расположенных углублений малого диаметра на поверхности детали.Изображение предоставлено Kwik Mark Inc.
Знаки одобрения
Наиболее распространенными методами маркировки являются штамповка, штамповка и гравировка. У них есть общая черта в том, что каждый расстраивает или вытесняет материал. Сформированные метки являются наиболее стойкими и могут выжить в суровых условиях.
Многие мастера, инженеры и машинисты знакомы со старым деревянным ящиком, заполненным буквами и пронумерованными пуансонами, которые часто используются для штамповки информации на детали.Ручная штамповка – это простой и экономичный метод, который можно использовать где угодно и не требует специальной подготовки или оборудования. Ручная штамповка – распространенная форма маркировки в мастерских по изготовлению штампов и инструментов, где часто встречаются одноразовые детали.
Ручная штамповка – распространенная форма маркировки в мастерских по изготовлению штампов и инструментов, где часто встречаются одноразовые детали.
Этот компактный лазер Gravotech CO 2 маркирует практически любой материал со скоростью до 2,54 м / сек. (8,33 фут / мин). Изображение предоставлено Gravotech.
Штамповка не ограничивается ручными операциями.Маркировочные машины часто включаются в производственные линии, как и другие станки. Поскольку для штамповки не обязательно нужен специальный станок, его можно легко включить в другие производственные процессы. Производственные операции с использованием пробивных прессов являются наиболее очевидными процессами, в которых штамповка деталей может быть интегрирована, но штамповка часто встречается и в других операциях.
Токарная обработка, например, может быть оснащена инструментами для маркировки в процессе обработки.Винтовые и токарные станки часто оснащаются специальными роликами с желаемыми отметками. Эти ролики затем вдавливаются в деталь, чтобы образовать отметки, что напоминает накатку.
Эти ролики затем вдавливаются в деталь, чтобы образовать отметки, что напоминает накатку.
Гравировка и точечная обработка
Гравировка близка к штамповке и выполняется с помощью ручных пневматических или электрических инструментов, которые наносят колеблющийся заостренный кусок металла. Ручная гравировка – это быстро, легко, недорого и, самое главное, гибко. Гравировать вручную так же просто, как карандашом или ручкой, и позволяет пользователю отмечать необходимую информацию без программирования или специальных инструментов.
Гравировальные инструментыпозволяют небольшим магазинам удовлетворять потребности клиентов в маркировке деталей с минимальными вложениями. Одним из недостатков гравировки является непостоянство внешнего вида, которое возникает из-за различий в почерке от оператора к оператору.
Точечная штамповка – это более совершенный метод штамповки. Машины для точечной упрочнения используют вибрационный штамп для создания серии равномерно расположенных углублений малого диаметра на поверхности детали. Машины для точечной печати являются программируемыми и могут создавать различные шрифты, размеры шрифтов и простые изображения.
Машины для точечной печати являются программируемыми и могут создавать различные шрифты, размеры шрифтов и простые изображения.
Автоматические нумерационные головки, такие как модель 50P от Numberall, обеспечивают быструю, точную и последовательную нумерацию деталей. Изображение предоставлено Numberall Stamp & Tool Co. Inc.
Точечная обработка имеет очень аккуратный и чистый вид, но не дает отметок с высоким разрешением. Отсутствие разрешения не позволяет создавать детализированные изображения или персонажи. Это экономичный процесс маркировки, который легко интегрируется в автоматизированные ячейки или выполняется вручную в условиях небольшого объема.
Эскиз офорт
Химическое и лазерное травление – эффективные методы маркировки деталей, когда штамповка или гравировка не используются.
Химическое травление можно использовать, когда материалы очень твердые и штамповка или аналогичные методы не работают.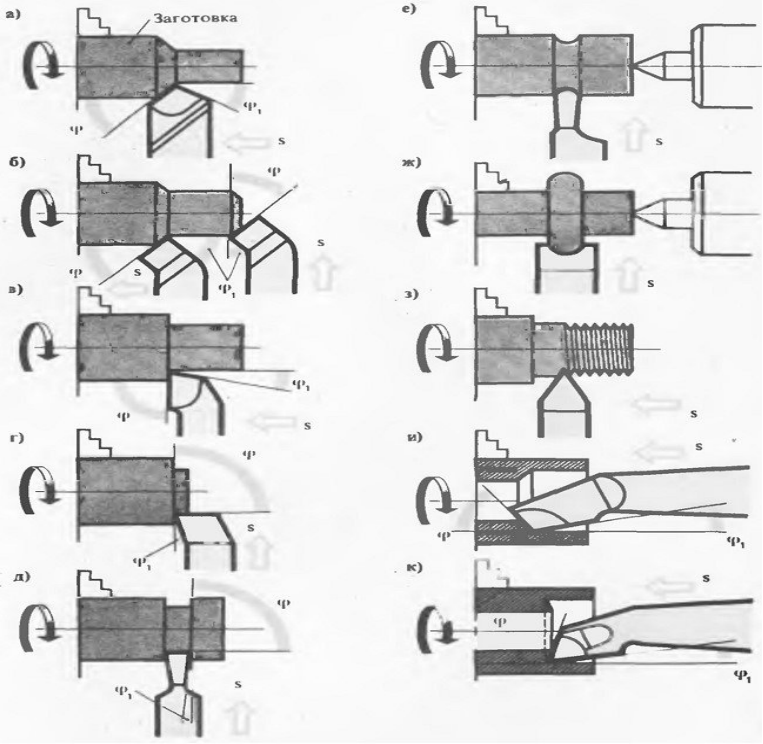 Процесс делает четкие, подробные изображения и персонажи. Он универсален и относительно недорог. Я видел в Интернете наборы менее чем за 100 долларов.
Процесс делает четкие, подробные изображения и персонажи. Он универсален и относительно недорог. Я видел в Интернете наборы менее чем за 100 долларов.
Etching можно широко использовать в производственных условиях наряду с автоматизированными процессами.Химическое травление также существенно не изменяет поверхность детали, как это делают штамповка и точечное упрочнение.
Электрохимическое травление позволяет получать четкие, детализированные изображения и символы. Изображение предоставлено Universal Metal Marking Co.
Несмотря на гибкость и дешевизну, химическое травление имеет несколько недостатков. Во-первых, необходимо иметь под рукой потенциально опасные химические вещества, что может быть сложной задачей в сегодняшней нормативной среде.Во-вторых, создание протравленной поверхности требует нескольких технологических компонентов наряду с химическим веществом. Больше компонентов означает больше возможностей для отказа.
На одном из моих предыдущих работодателей мы отметили детали аэрокосмической отрасли с помощью процесса химического травления, который требовал использования пишущей машинки для изготовления трафаретов. Наше оборудование для травления было прочным и надежным, но пишущие машинки часто выходили из строя. Таким образом, весь наш процесс травления потерпел неудачу из-за пишущих машинок, а в эпоху цифровых технологий может быть сложно купить пишущие машинки.
Лазерное травление, вероятно, является наиболее предпочтительным доступным методом. Это чрезвычайно гибкий, точный и простой способ. Этот процесс позволяет получить сложные детали, которые были бы затруднительны с другими методами. Станки для лазерного травления могут иметь мощность и скорость изменения, что делает их способными обрабатывать сложные детали, похожие на фотографии.
На самом деле существует растущая отрасль, обусловленная спросом на потребительские товары с лазерной гравировкой. Поиск в Интернете позволяет обнаружить множество компаний, выпускающих самые разные продукты. Эти машины на удивление недороги: некоторые маленькие модели стоят от 300 долларов. Они также просты в использовании. Вы просто подключаете компьютер, выбираете изображение и приказываете машине начать.
Эти машины на удивление недороги: некоторые маленькие модели стоят от 300 долларов. Они также просты в использовании. Вы просто подключаете компьютер, выбираете изображение и приказываете машине начать.
В большинстве случаев спецификация маркировки диктует используемый метод. Когда метод не диктуется, важно помнить, что есть много способов пометить части и рассмотреть все аспекты процесса, прежде чем делать выбор.
Металлорежущий инструмент, режущие пластины и держатели инструмента
Токарный инструмент
Наши токарные инструменты контролируют стружку, стойкость инструмента и вибрацию для любого применения.Это гарантирует, что вы сохраняете контроль, максимизируете время обработки и опережаете конкурентов.
Перейти на страницу токарных инструментовИзносостойкость и увеличение стойкости инструмента с Inveio®
Inveio® – это прорыв в технологии сплавов пластин. Все кристаллы в слое покрытия оксида алюминия направлены в одном направлении, что обеспечивает этим пластинам более высокую износостойкость и стойкость инструмента.
Все кристаллы в слое покрытия оксида алюминия направлены в одном направлении, что обеспечивает этим пластинам более высокую износостойкость и стойкость инструмента.
Инструменты для отрезки и обработки канавок
С нашими режущими инструментами для отрезки и обработки канавок вы получаете высокую производительность и длительный срок службы, помогая доставить большое количество компонентов прямо из мастерской.
Перейти на страницу инструментов для отрезки и обработки канавокНовое измерение в отрезке
Задача: обычные отрезные ножи испытывают высокие вибрационные нагрузки в своем самом слабом участке. Решение: Переосмысление конструкции инструмента смещает результирующую нагрузку на самую сильную часть и значительно снижает прогиб и шум.
Инструмент для нарезания резьбы
Наш обширный ассортимент резьбонарезных инструментов поможет вам с легкостью создавать сложные компоненты.Мы предлагаем различные инструменты, подходящие для различных компонентов, профилей резьбы и шага как внешней, так и внутренней резьбы. Для продуктивной и высококачественной нарезки резьбы вы обратились по адресу.
Перейти на страницу инструментов для нарезания резьбыПередовой опыт: обработка оправки
При обработке внутренней резьбы на оправке снижение вибрации является основной задачей. Жесткий CoroThread 266 в сочетании с Silent Tools решает эту задачу.Результат? Качественные нитки.
Посмотреть полное решениеФрезерные инструменты
Если вы фрезеруете плоские поверхности, уступы, пазы, шестерни или сложные трехмерные формы, здесь вы найдете фрезу, которая вам нужна. Наши эффективные фрезерные инструменты дадут вам конкурентное преимущество и помогут вам оставаться продуктивными.
Наши эффективные фрезерные инструменты дадут вам конкурентное преимущество и помогут вам оставаться продуктивными.
Производительность: Фрезерование пазов в стали
Производительность субподрядчика была ограничена его концевой фрезой, поскольку фреза с двумя пластинами могла работать только с глубиной резания 2 мм (0,079 дюйма). При переходе на фрезу CoroMill 390 с тремя пластинами размера 07 глубину резания можно было увеличить до 3 мм (0,118 дюйма).
Прочитать кейсБуровой инструмент
Сверление – критическая операция, выполняемая в конце производственного цикла, когда стоимость компонента уже высока.Следовательно, это может повлиять на вашу производительность и прибыльность. Инвестиции в бурение – это простой способ улучшить вашу прибыль. Здесь вы можете найти инструменты и решения для сверления, которые помогут вам добиться отличных результатов обработки отверстий для различных условий обработки, материалов и типов применения.
Инвестиции в бурение – это простой способ улучшить вашу прибыль. Здесь вы можете найти инструменты и решения для сверления, которые помогут вам добиться отличных результатов обработки отверстий для различных условий обработки, материалов и типов применения.
Повышение производительности с помощью CoroDrill 870
Когда шведская компания Gunnebo Industries начала использовать сверло CoroDrill 870, это повысило безопасность оператора и повысило производительность на 45%.
Смотрите историю здесьИнструменты для растачивания и развёртывания
Растачивание – это процесс обработки для увеличения или чистовой обработки существующего отверстия. При чистовом растачивании главной целью является достижение превосходной обработки поверхности и соблюдение жестких допусков. Развёртывание – это чистовая операция, выполняемая многогранным инструментом, позволяющая получать высокоточные отверстия с отличной обработкой поверхности, превосходным качеством отверстий и небольшими допусками на размеры.Прокрутите вниз, чтобы найти набор инструментов, доступных в широком диапазоне диаметров для чернового и чистового растачивания, а также для развертывания.
При чистовом растачивании главной целью является достижение превосходной обработки поверхности и соблюдение жестких допусков. Развёртывание – это чистовая операция, выполняемая многогранным инструментом, позволяющая получать высокоточные отверстия с отличной обработкой поверхности, превосходным качеством отверстий и небольшими допусками на размеры.Прокрутите вниз, чтобы найти набор инструментов, доступных в широком диапазоне диаметров для чернового и чистового растачивания, а также для развертывания.
SpiroGrooving ™
SpiroGrooving – уникальное решение для безопасной и производительной обработки канавок под уплотнительные кольца на невращающихся компонентах. Полный пакет включает инструменты и генератор NC-кода.
Узнать больше о SpiroGroovingИнструментальные системы
Если вы ищете модульную инструментальную систему мирового класса, которая обеспечивает эффективность и гибкость, вы найдете здесь то, что вам нужно. Наши ведущие интерфейсы Coromant Capto®, CoroTurn® SL и Coromant EH помогут вам выполнить работу правильно. Наши возможности быстрой замены также повысят коэффициент использования вашей машины.
Наши ведущие интерфейсы Coromant Capto®, CoroTurn® SL и Coromant EH помогут вам выполнить работу правильно. Наши возможности быстрой замены также повысят коэффициент использования вашей машины.
Быстросменные зажимные устройства
Быстросменные зажимные устройства сокращают время, затрачиваемое на измерения, настройку и смену инструмента, что позволяет повысить эффективность использования станка. Программа быстрой смены Coromant Capto® включает адаптированные к станку зажимные устройства для различных интерфейсов револьверной головки и марок станков.
Найдите зажимной блок для вашей машиныПластины и сплавы
Независимо от размера компонента, материала или конструкции, твердосплавные пластины, которые вы используете, могут существенно повлиять на производительность вашего производства. Выбор правильного сплава пластин для вашей конкретной операции обработки поможет вам опередить конкурентов.
Выбор правильного сплава пластин для вашей конкретной операции обработки поможет вам опередить конкурентов.
Как делается вставка
Мир резки металла не был бы прежним без пластин. Сами вставки сделаны из одних из самых твердых материалов в мире. Поэтому мы отправились на производственный объект в Гимо, Швеция, чтобы посмотреть, как изготавливаются пластины.
Получите инфографикуЦифровая обработка
В уже оптимизированных процессах может быть сложно найти место для дальнейшего улучшения.Решение можно найти в передовом программном обеспечении и инструментах, которые поддерживают ваше цифровое производство, от планирования и проектирования до обработки и анализа обработки.
CoroPlus®
Портфель CoroPlus® содержит несколько связанных решений, подготовленных для Индустрии 4.0.
Посетите страницу CoroPlus®Цельнокруглый инструмент
Ассортимент цельных круглых инструментов охватывает все типы применения в области твердосплавного сверления, фрезерования, нарезания резьбы из быстрорежущей стали, развертки и нарезания резьбы.Каждый цельный круглый инструмент разработан с учетом требований высокого качества, точности и максимальной производительности, позволяя вам получить максимальную отдачу от процесса обработки.
Перейти на страницу твердых круглых инструментов КаталогЦельнокруглый инструмент
Загрузите и поделитесь своей цифровой версией каталога Solid Round Tools.
Токарная обработка – Производственные процессы 4-5
После завершения этого раздела вы сможете:
• Опишите черновое и чистовое точение.
• Опишите поворотный уступ.
• Опишите облицовочный разрез.
• Объясните, как настроить центровочное / точечное сверление.
• Объясните, как настроить на растачивание.
• Объясните, как настроить накатку.
• Правильно настройте деталь для отрезки / обработки канавок.
• Определите расчет конуса.
• Правильно установите заготовку в 4-кулачковый патрон.
Заготовку обычно обрабатывают на токарном станке по двум причинам: чтобы отрезать ее по размеру и получить истинный диаметр.Работа, которая должна быть обрезана по размеру и иметь одинаковый диаметр по всей длине заготовки, включает операцию параллельного точения. Многие факторы определяют количество материалов, которые можно удалить на токарном станке. Диаметр необходимо обрезать за два прохода: черновой и чистовой.
Диаметр необходимо обрезать за два прохода: черновой и чистовой.
Чтобы иметь одинаковый диаметр на каждом конце заготовки, центры токарного станка должны быть на одной линии.
Процедура:
1. Установите составной упор на 30 градусов.
2. Установите инструмент для черновой или чистовой обработки. Используйте правосторонний токарный инструмент, если протяните седло в направлении передней бабки.
3. Переместите резцедержатель к левой стороне составной опоры и установите резцедержатель в центр правой высоты.
4. Установите токарный станок на правильную скорость и подачу в соответствии с диаметром и типом разрезаемого материала.
5. Запустите токарный станок и сделайте легкий пропил длиной около 0,005 дюйма и 0,250 дюйма на правом конце заготовки.
6. Остановите токарный станок, но не перемещайте рукоятку винта поперечной подачи.
7. Переместите режущий инструмент к концу заготовки (вправо), поворачивая маховик каретки.
8. Измерьте работу и рассчитайте количество удаляемого материала.
9. Поверните градуированное кольцо на половину удаляемого материала. Например, если нужно удалить 0,060 дюйма, градуированное кольцо должно быть повернуто на 0,030 дюйма, так как разрез снимается по окружности заготовки.
10. Помните, что , на каждую тысячную глубину резания диаметр ложи уменьшается на две тысячных.
Операция чернового точения используется для удаления как можно большего количества металла в кратчайшие сроки. При этой операции точность и качество поверхности не важны. Поэтому рекомендуется максимальная глубина 0,030 дюйма и подача от 0,020 до 0,030 дюйма. Заготовку обычно подвергают черновой обточке с точностью до 0,030 дюйма от готового размера за несколько разрезов, насколько это возможно.
Процедура:
1. Установите токарный станок на правильную скорость и скорость подачи в соответствии с типом и размером разрезаемого материала.
2. Отрегулируйте коробку передач с быстрым переключением на подачу от 0,010 до 0,030 дюйма, в зависимости от глубины резания и состояния машины.
3. Например: .010
4. Переместите резцедержатель с левой стороны композитной опоры и установите насадку на правую высоту до центра.
5. Надежно затяните резцедержатель, чтобы резцедержатель не смещался во время обработки.
6. Сделайте легкий пробный надрез на правом конце заготовки на длину около 0,250 дюйма.
7. Измерьте заготовку и отрегулируйте насадку на нужную глубину резания.
8. Отрежьте примерно 0,25 дюйма, остановите токарный станок и проверьте диаметр на размер. Диаметр должен быть примерно на 0,030 дюйма над финишной стороной.
9. При необходимости отрегулируйте глубину резания.
Чистовое точение на токарном станке, которое следует за черновым точением, обеспечивает гладкую поверхность и вырезает заготовку до точного размера.Такие факторы, как состояние насадки режущего инструмента, жесткость станка и заготовки, скорость и скорость подачи токарного станка, могут повлиять на тип обработанной поверхности.
Процедура:
1. Убедитесь, что на режущей кромке насадки нет зазубрин, ожогов и т. Д. Перед чистовой пропилом рекомендуется зафиксировать режущую кромку.
2. Установите токарный станок на рекомендованную скорость и скорость подачи. Используемая скорость подачи зависит от требуемой чистоты поверхности.
3. Сделайте легкий пробный пропил длиной около 0,250 дюйма с правой стороны заготовки, чтобы получить истинный диаметр, установите режущий инструмент на диаметр и установите градуированное кольцо на нужный диаметр.
4. Остановите токарный станок, измерьте диаметр.
5. Установите глубину резания для половины удаляемого материала.
6. Сделайте резку на 0,250 дюйма, остановите токарный станок и проверьте диаметр.
7. При необходимости отрегулируйте глубину резания и доведите диаметр до конца.Чтобы получить максимально точный диаметр, доведите до нужного размера обрабатываемую деталь. Если необходимо обработать диаметр пленкой или полировкой, никогда не оставляйте для этой операции более 0,002–0,003 дюйма.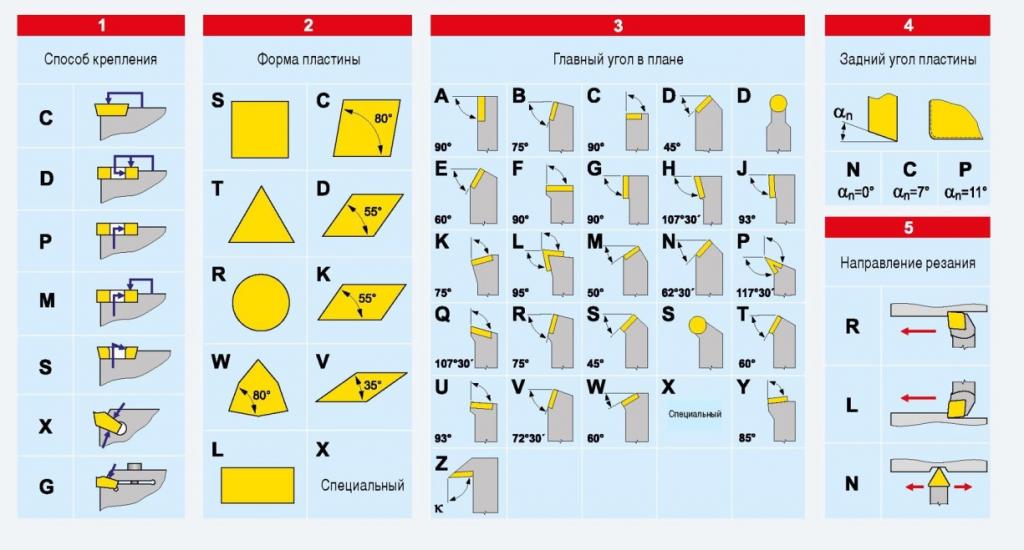
При точении детали более одного диаметра. Изменение диаметра или шага называется уступом.
Три распространенных типа плеча:
1. Площадь
2. Уголок скругленный
3. Уголок конический
Процедура:
1.С заготовкой, установленной на токарном станке, выложите положение плеча от готового конца заготовки. В случае скругленных уступов – всей длины, достаточной для формирования надлежащего радиуса на готовом уступе.
2. Поместите наконечник насадки на эту отметку и прорежьте небольшую канавку по окружности, чтобы обозначить длину.
3. С помощью насадки для токарного инструмента выполните черновую и чистовую обработку заготовки примерно на 0,063 дюйма необходимой длины.
4. Установите торцевой инструмент.Нарежьте мелом небольшой диаметр заготовки и поднимите режущий инструмент до тех пор, пока он не удалит отметку от мела.
5. Запишите показания на градуированной манжете ручки поперечной подачи.
6. Лицом выровняйте заплечик, обрезая до линии с помощью ручной подачи.
7. Для последовательных резов верните рукоятку поперечной подачи к той же настройке градуированного буртика.
Если требуется скругленный угол, для чистовой обработки уступа используется фреза с таким же радиусом. Угловые или скошенные кромки могут быть получены путем установки режущей кромки резца на желаемый угол фаски и подачи ее к заплечику или путем установки составной опоры на желаемый угол.
Обрабатываемые детали обычно режутся немного длиннее, чем требуется, и выравниваются до нужной длины. Облицовка – это операция обработки торцов квадрата заготовки его осью. Для получения плоской квадратной поверхности при облицовке токарный станок может быть настоящим.
Назначение облицовки:
• Для получения истинно плоской поверхности, перпендикулярной оси заготовок.
• Обеспечение точной поверхности для проведения измерений.
• Для обрезки заготовок нужной длины.
Рисунок 1. Операция перед лицом
Процедура:
1. Переместите резцедержатель к левой стороне составной опоры и установите правую торцевую насадку на правую высоту центральной точки токарного станка. Для точной торцевой поверхности упор можно установить под углом 30 градусов.
2. Установите заготовку в патрон лицевой стороной. Используйте центр линии в хвосте или прямую линейку, если необходимо для истинности.
3. Вставьте торцевой инструмент.
4.Расположите инструмент немного в стороне от детали.
5. Установите фрезу для торцевания влево под углом 15-20 градусов. Острие резца должно быть ближе всего к заготовке, а сбоку должно быть оставлено пространство.
6. Настройте токарный станок на правильную скорость и подачу в соответствии с диаметром и типом разрезаемого материала.
7. Перед включением станка проверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
8. Запустите токарный станок и поднесите резец ad как можно ближе к центру токарного станка.
Запустите токарный станок и поднесите резец ad как можно ближе к центру токарного станка.
9. Переместите каретку влево с помощью маховика, пока не начнется резка.
10. Продвиньте насадку для режущего инструмента внутрь к центру, повернув ручку поперечной подачи. Если для подачи режущего инструмента используется поперечная подача с механической подачей, каретка должна быть заблокирована.
11. Повторяйте процедуры 6,7 и 8, пока заготовка не будет обрезана до нужной длины. 12. После облицовки на заготовке останется острая кромка, которую следует сломать напильником.
СверлоSpotting Tool используется для выполнения неглубокого V-образного отверстия в центре заготовки. Предоставляет руководство по выполнению упражнения. Отверстие можно обнаружить быстро и достаточно точно с помощью центрирующего сверла. Для максимальной точности следует использовать насадку для инструмента для измерения.
Рисунок 2: Инструмент Центр / Точечный
Процедура:
1. Установите заготовку в патрон.
Установите заготовку в патрон.
2. Установите сверлильный патрон в заднюю бабку.
3. Убедитесь, что хвостовик сверлильного патрона надежно закреплен в задней бабке.
4. Переместите заднюю бабку в желаемое положение и зафиксируйте ее.
5. Перед включением станка проверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
6. Настройте токарный станок на скорость, соответствующую типу материала, который будет выполняться точечным или центрирующим сверлом.
7. Начните отверстие с помощью центровочного сверла. 8. Найдите отверстие с помощью коронки или сверла для центрирования.
Рис. 3. Сверло
Процедура:
1.Установите сверлильный патрон в заднюю бабку.
2. Установить заготовку в патрон.
3. Проверьте центр инструментария и убедитесь, что он выровнен.
4. Убедитесь, что хвостовик сверлильного патрона надежно закреплен в задней бабке.
5. Переместите заднюю бабку в желаемое положение и зафиксируйте ее.
Переместите заднюю бабку в желаемое положение и зафиксируйте ее.
6. Перед включением станка проверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
7. Начните отверстие с помощью насадки для центрирования или центрирования.
8. При использовании центрирующего сверла всегда используйте вместе с ним смазочно-охлаждающую жидкость.
9. Центровочное сверло не режет так же легко, как сверло, поскольку оно имеет мелкие канавки для дополнительной жесткости.
10. Просверлите конус полностью, чтобы образовалась воронка для ввода сверла.
11. Установите сверло в шпиндель задней бабки, в сверлильный патрон или в держатель сверла.
12. Установите на токарном станке скорость, соответствующую типу сверлимого материала.
13.Запустите токарный станок и просверлите желаемую глубину согласно чертежу, применяя смазочно-охлаждающую жидкость.
14. Чтобы измерить глубину отверстия, используйте градуировку на шпинделе задней бабки или используйте стальную линейку для измерения глубины.
15. Используйте сверло для удаления стружки и измерения глубины отверстия.
16. При сверлении снимите материал сверла максимум на один или два диаметра сверла, прежде чем откатывать, удалять стружку и повторно наносить смазочно-охлаждающую жидкость.
17. Если сверло скрипит относительно ложи, нанесите больше СОЖ.
18. Чтобы снять сверлильный патрон с задней бабки, потяните его назад примерно на четверть оборота больше, чем он может легко вынуть.
19. Используйте штифт, чтобы выдавить патрон из цанги.
Растачивание – это операция по увеличению и точной чистовой обработке отверстий. Обработка отверстия путем удаления материала с внутренних поверхностей с помощью одноточечной фрезы. Отверстия специального диаметра, для которых нет сверл, могут быть получены путем растачивания.
При растачивании используется одноточечный режущий инструмент для увеличения отверстия. Эта операция обеспечивает более точное и концентрическое отверстие, чем сверление.
Поскольку фреза выступает из станка из расточной оправки, инструмент не имеет такой хорошей опоры, что может привести к вибрации. Чем глубже занудная операция, тем хуже болтовня. Чтобы исправить это:
1. Уменьшите скорость шпинделя.
2. Увеличьте подачу.
3. Нанесите больше СОЖ.
4.Укорочите выступ расточной оправки.
5. Отшлифуйте меньший радиус на вершине инструмента.
Процедура:
1. Установите заготовку в патрон.
2. Выровняйте, сделайте отметку и просверлите отверстие в заготовке.
3. Проверьте, достаточно ли зазора расточной оправки.
- Если отверстие слишком маленькое для расточной оправки, стружка застрянет во время обработки и сместит оправку из центра.
4. Убедитесь, что острие расточного инструмента является единственной частью фрезы, которая контактирует с внутренней поверхностью заготовки.
5. Если угол не обеспечивает достаточного зазора на концах, замените фрезу на фрезу с более острым углом.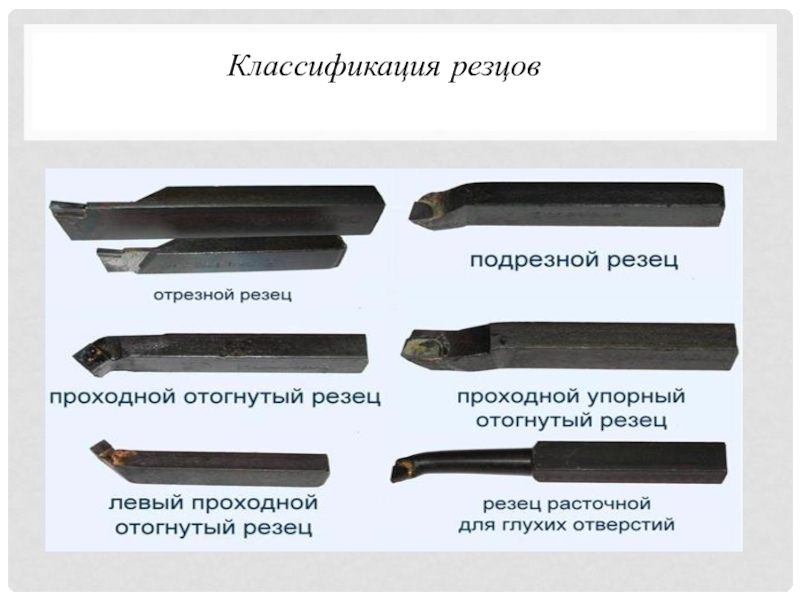
6. Расположите расточную оправку так, чтобы острие фрезы находилось на средней линии ложи.
7. Инструмент, расположенный не на одной линии с центром заготовки, будет волочиться по поверхности заготовки, даже если имеется достаточный угол снятия торца.
8. Выберите расточную оправку как можно большего размера и сделайте так, чтобы она выходила за пределы держателя ровно настолько, чтобы обеспечить глубину просверливаемого отверстия.
9. Установите держатель и оправку для расточного инструмента с помощью насадки для фрезерного инструмента с левой стороны стойки инструмента и поворачивайте заготовку.
10. Установите сверло расточного инструмента по центру.
- Примечание. В зависимости от жесткости установки насадка для расточного инструмента будет иметь тенденцию подпрыгивать вниз при приложении давления к режущей кромке. Путем установки насадки расточного инструмента немного выше центра, была произведена компенсация для направленной вниз пружины, и резец фактически будет позиционироваться точно по центру заготовки во время операций обработки.
11. Установите токарный станок на правильную скорость резания и подачу. а. Примечание: для скорости подачи выберите среднюю скорость подачи.
12. Нанесите смазку на отверстие перед включением машины.
13. Включите станок и вставьте инструмент в предварительно просверленное отверстие.
14. Включите токарный станок и медленно поднимите расточный инструмент, пока он не коснется внутреннего диаметра отверстия.
15. Возьмите легкий разрез (около 0,003 дюйма) и длиной примерно -375 мм.
16. Остановите токарный станок и измерьте диаметр отверстия телескопическим калибром или внутренним микрометром.
17. После измерения отверстия определите количество материала, которое нужно удалить из отверстия. Оставьте около 0,020 на чистовой надрез.
18. Запустите токарный станок и выполните черновой рез.
19. Вставьте расточную оправку в заготовку, снимая примерно 0,020 за каждый проход.
20. Вытащите расточную оправку, как только будет достигнута желаемая глубина.
21. Повторяйте шаги 19 и 20, пока не получите желаемый диаметр внутреннего отверстия.
22.После завершения черновой резки остановите токарный станок и выньте сверло расточного инструмента из отверстия, не перемещая рукоятку поперечной подачи.
23. Установите глубину чистового пропила и просверлите отверстие нужного размера. Для получения хорошего качества поверхности рекомендуется низкая скорость подачи.
24. На последнем проходе остановитесь на желаемой глубине и верните фрезу к центру ложи. Это будет обращено к задней части отверстия.
25. Извлеките расточную оправку из станка и остановите станок.
Рисунок 4. Расточка на токарном станке
1. Накатка – это выпуклый отпечаток на поверхности детали, созданный двумя закаленными валками.
2. Накатки обычно бывают двух видов: ромбовидные или прямые.
3. Обычные формы накатки бывают мелкие, средние или грубые.
4. Ромбовидный узор образован правой и левой спиралями, установленными в самоцентрирующейся головке.
5. Используется для улучшения внешнего вида детали и обеспечения хорошей поверхности захвата для рычагов и ручек инструментов.
6. Обычные рисунки накатки бывают мелкими, средними или крупными.
7. Прямой узор, образованный двумя прямыми валками, используется для увеличения размера детали для прессовой посадки в легких приложениях.
8. Используются три основных типа державок для накатки: держатель шарнирного соединения, держатель поворотной головки и держатель перемычки.
9. Накатка лучше всего подходит для деталей, установленных между центрами.
10. Накатки не режут, а вытесняют металл под высоким давлением.
11. Смазка более важна, чем охлаждение, поэтому можно использовать смазочно-охлаждающую жидкость или смазочное масло.
12. Для накатки используются низкие скорости (примерно такие же, как для нарезания резьбы) и подача от 0,010 до 0,020 дюйма.
13. Накатки должны быть отцентрированы на заготовке вертикально, а резцедержатель должен располагаться под углом к заготовке.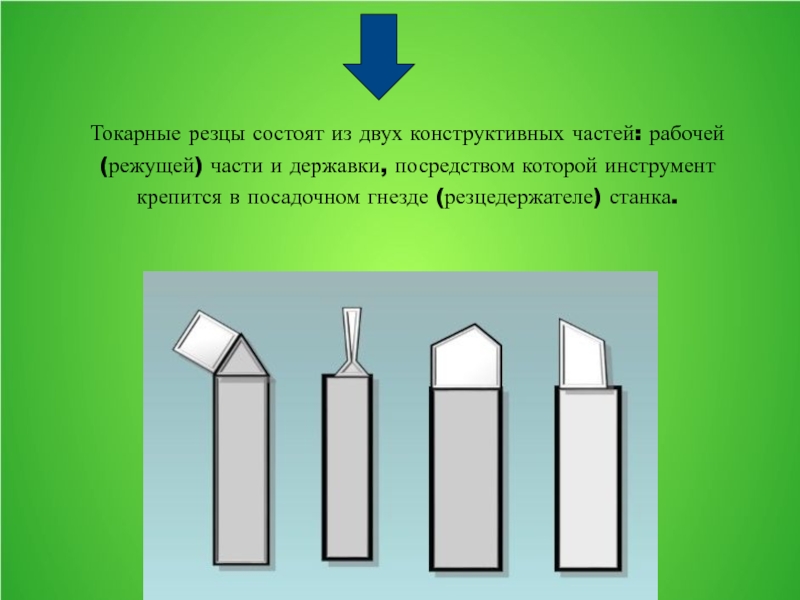
14. Рифленку нужно начать в мягком металле примерно на половину глубины и проверить рисунок.
15. Для завершения накатки на тонкой заготовке может потребоваться несколько проходов, поскольку инструмент имеет тенденцию отталкивать ее от накатки.
16. Накатки следует очищать проволочной щеткой между проходами.
Рисунок 5. Накатка
Процедура:
1. Установите накатной инструмент в держатель инструмента и отрегулируйте его по точной средней линии шпинделя токарного станка.
2. Установите инструмент для накатки под углом 90 градусов к поверхности накатки.
3. Переместите каретку токарного станка вручную и найдите участок на заготовке, который нужно накатать.
4. Поверните накатную головку, чтобы установить правильные накатки.
5. Поместите накатку на правый край заготовки так, чтобы половина накатки касалась правого края заготовки.
6. Нанесите на работу смазочно-охлаждающую жидкость.
7. Поверните шпиндель примерно на 100 об / мин и используйте маховик с поперечной подачей, чтобы ввести накатной инструмент в работу. Это должно быть примерно 0,030 дюйма, или пока накатки не сойдутся и не образуют хороший узор.
8. Включите механическую подачу токарного станка, чтобы переместить каретку в сторону передней бабки со скоростью подачи 0.От 010 до 0,020 дюйма на оборот.
9. Нанесите масло по мере необходимости и прочистите рифленую поверхность жесткой щеткой, чтобы удалить стружку с накатки.
10. Когда накатки достигнут конца области накатки, измените направление подачи в направлении подачи каретки и подайте накатки на изделие еще на 0,005–0,010 дюйма.
11. Продолжайте накатывать вперед и назад, пока не появится острый ромб.
Назначение отрезки и обработки канавок:
Бывают случаи, когда вам может потребоваться вырезать деталь с конца заготовки или вы можете сделать канавку в заготовке.
Обработка канавок, обычно называемая выемкой, подрезкой или шейкой, часто выполняется в конце резьбы, чтобы обеспечить полный ход гайки до заплечика или по краю заплечика для обеспечения правильной посадки сопрягаемых деталей. Есть три типа канавок: квадратные, круглые и U-образные.
Есть три типа канавок: квадратные, круглые и U-образные.
Канавки с закругленными углами обычно используются там, где деталь подвергается деформации и где квадратный угол может привести к растрескиванию металла.
Процедура:
1.Выберите насадку нужного размера и формы желаемой канавки.
2. Отметьте положение канавки.
3. Установите токарный станок на половину скорости вращения.
4. Установите заготовку в токарный станок.
5. Установите инструментальную коронку на центральную высоту.
6. Медленно вставьте насадку в заготовку, используя рукоятку поперечной подачи.
7. Нанесите большое количество смазочно-охлаждающей жидкости на острие режущего инструмента. Чтобы резка не слепила канавку.Если появляется вибрация, уменьшите скорость шпинделя.
8. Остановите токарный станок и проверьте глубину канавки.
9. Повторяйте процедуры 6-7 до тех пор, пока работа не будет обрезана на нужную глубину.
Рисунок 6. Вырезание канавки
Отрезной инструмент, часто называемый отрезным инструментом, используется для резки заготовки. Есть три типа инструментов для пробора. Инструмент для отрезки состоит из прямого держателя, чаще всего используются лезвия со смещением влево и вправо.
Есть две распространенные проблемы: расставание, болтовня и объятия.Дребезжание возникает, когда инструмент удерживается недостаточно прочно, любая слабость в инструменте, держателе или любой части самого токарного станка делает резку трудной, неровной и часто невозможной. Прижатие означает, что инструмент имеет тенденцию врезаться в заготовку, а может вылезти за вершину режущей кромки. Обычно это отламывает насадку или повреждает заготовку. Прижимание обычно возникает, когда отрезной инструмент установлен слишком высоко или слишком низко.
• Отрезные инструменты уже, но глубже токарных.Отрезные инструменты используются для создания узких бороздок и отрезания частей заготовки.
• При установке отрезного инструмента резцедержатель не должен выходить за заготовку.
• Убедитесь, что отрезной инструмент перпендикулярен оси вращения.
• Убедитесь, что кончик инструмента находится на той же высоте, что и центр ложи. В этом может помочь удерживание инструмента напротив лицевой стороны детали.
• Установите высоту инструмента, приложите его к торцу детали и зафиксируйте инструмент на месте.Не забывайте применять смазочно-охлаждающую жидкость, особенно при выполнении глубоких надрезов.
Рис. 7. Разделение
Процедура:
1. Установите заготовку в патрон так, чтобы отрезанная деталь была как можно ближе к патрону.
2. Установите отрезной инструмент с левой стороны компаундной опоры, установив режущую кромку по центру.
3. Поместите держатель как можно ближе к стойке инструмента, чтобы предотвратить вибрацию и дребезжание.
4. Отрегулируйте насадку.Насадка для инструмента должна выходить из держателя на расстояние, составляющее немногим более половины диаметра заготовки. Отрегулируйте число оборотов в минуту (об / мин) примерно на ⅔ скорости вращения.
Отрегулируйте число оборотов в минуту (об / мин) примерно на ⅔ скорости вращения.
5. Отметьте место разреза.
6. Установите режущий инструмент на место.
7. Запустите токарный станок и медленно вручную введите отрезной инструмент в заготовку. Возьмитесь за ручку поперечной подачи обеими руками, чтобы подавать равномерно и равномерно. Нанесите большое количество смазочно-охлаждающей жидкости.
8.Когда размер заготовки составляет около дюйма, рекомендуется немного сдвинуть отрезной инструмент в сторону. При этом боковом движении срежьте немного шире, чтобы инструмент не заклинило.
9. Во избежание дребезга держите режущий инструмент и равномерно наносите масло для резки во время работы. Подавайте медленно, когда деталь почти отрезана.
10. Продолжайте продвигать инструмент, пока он не достигнет центра заготовки. Когда вы приближаетесь, заготовка подвешивается на тонком металлическом стержне.
11.Конец заготовки, который вы отрезаете, обычно будет иметь довольно грубую отделку и небольшой металлический стержень, выступающий из конца. См. Рисунок 19 ниже.
См. Рисунок 19 ниже.
12. Последний шаг – установка этой детали в патрон и выполнение торцевого разреза для очистки конца. Одна из проблем на этом этапе заключается в том, что кулачки патрона могут повредить готовую деталь. Если вы внимательно посмотрите на рисунок 20 ниже, вы действительно увидите отпечаток кулачков патрона. Чтобы этого избежать, перед зажимом можно обернуть заготовку тонкой полоской из эмори-бумаги или аналогичного защитного материала.
Рисунок 8. Отрезка заготовки Рисунок 9. Готовая заготовка
Для получения параллельного диаметра при обработке между центрами важно, чтобы два токарных центра находились на одной линии друг с другом и точно совпадали с центральной линией токарного станка. Если центр не выровнен, обрабатываемая деталь будет конической.
Центры токарного станка можно выровнять тремя способами:
1. Совместив центральные линии на задней части задней бабки друг с другом.Это только визуальная проверка и поэтому не является точной.
2. Метод пробной резки, при котором с каждого конца детали делается небольшой надрез, а диаметр измеряется микрометром.
3. Выровняйте центры с помощью индикатора часового типа.
Метод 1. Выровнять центры путем регулировки задней бабки.
Процедура:
1. Ослабьте зажим задней бабки или рычаг.
2. Ослабьте один из регулировочных винтов с левой или правой стороны, в зависимости от направления перемещения задней бабки.Затяните другой регулировочный винт до тех пор, пока линия на верхней половине задней бабки точно не совместится с линией на нижней половине.
3. Затяните ослабленный регулировочный винт, чтобы зафиксировать обе половины задней бабки на месте.
4. Зафиксируйте зажимную гайку или рычаг задней бабки.
Метод 2. Выровнять центр методом следа.
Процедура:
1. Сделайте легкий пропил размером примерно 0,010 до истинного диаметра из секции A на конце задней бабки.250 дюймов в длину.
2. Остановите подачу и обратите внимание на показания на градуированной манжете рукоятки поперечной подачи.
3. Переместите режущий инструмент ближе к концу передней бабки.
4. Поднесите режущий инструмент к той же настройке воротника, что и в шаге 1 (Раздел A).
5. Верните режущий инструмент к той же настройке буртика, что и на шаге 1. (Раздел A)
6. Отрежьте 0,250 длины в секции B и остановите токарный станок.
7. Измерьте оба диаметра микрометром.
8. Если оба диаметра не одинакового размера, отрегулируйте заднюю бабку по направлению к режущему инструменту или от него на половину разницы между двумя показаниями.
9. Сделайте еще один легкий пропил на участках A и B. Измерьте эти диаметры и при необходимости отрегулируйте заднюю бабку.
Метод 3. Выравнивание центров с помощью индикатора часового типа.
Процедура:
1. Очистите токарный станок и рабочие центры и установите циферблатный индикатор.
2.Плотно отрегулируйте испытательную планку между центрами и затяните зажим шпинделя задней бабки.
3. Установите циферблатный индикатор на резцедержатель или каретку токарного станка. Убедитесь, что плунжер индикатора расположен параллельно станине токарного станка, а точка контакта установлена по центру.
4. Отрегулируйте поперечный суппорт так, чтобы индикатор показывал около 0,025 дюйма на конце задней бабки.
5. Переместите каретку рукой так, чтобы индикатор проверки совпадал с диаметром на конце передней бабки, и отметьте показания индикатора проверки.
6. Если показания обоих тестовых индикаторов не совпадают. Отрегулируйте заднюю бабку с помощью регулировочного винта, пока индикатор не будет регистрировать одинаковые показания на обоих концах.
Для расчета конусности на фут (т / фут). Необходимо знать длину конуса, большой и малый диаметр.
Рисунок 10. Основная часть дюймового конуса
Формула:
Tpf = ((D-d) / длина конуса) x 12
Пример:
Tpf = ((1,25 – 1) / 3) x 12 = (.25/3) x 12 = 1 дюйм
При расчете смещения задней бабки должны быть известны конус на фут и общая длина заготовки.
Рисунок 11. Размер заготовки с конусом
Формула:
Смещение задней бабки = (tpf x общая длина заготовки) / 24
Пример:
1. Найдите tpf:
tpf = ((1,125 – 1) x 12) / 3 = (.125 x 12) / 3 = 0,50 дюйма
2. Найдите смещение задней бабки:
Смещение задней бабки = (.5 x 6) / 24 = 3/24 = 0,125 дюйма
В некоторых случаях, когда нет необходимости определять конусность на фут, можно использовать следующую упрощенную формулу.
Формула:
Смещение задней бабки = (OL / TL) x ((D-d) / 2)
OL = Общая длина заготовки
TL = длина конической части
D = конец большого диаметра
d = конец малого диаметра
Пример:
Смещение задней бабки = (6/3) x ((1.125-1) / 2) =.125
Использование резиновой опоры для получения коротких или крутых конусов. Насадку следует вводить вручную, используя рукоятку подачи сложного упора.
Процедура:
1. Обратитесь к чертежу, чтобы узнать величину необходимого конуса в градусах.
2. Ослабьте стопорные винты составной опоры.
3. Поверните составную опору на желаемый угол. (См. Первое изображение)
4. Затяните стопорные винты составной опоры.
5. Отрегулируйте насадку по центру и подайте насадку для режущего инструмента, используя подающий винт упора.
6. Проверьте размер и размер конуса.
Рис. 12. Операция точения конуса
1. Циферблат или контрольный индикатор следует использовать всякий раз, когда обрабатываемый диаметр должен быть выровнен с точностью до тысячных долей дюйма.
2. Порядок действий:
3. Вставьте заготовку в 4-кулачковый патрон и приблизительно выровняйте ее с помощью мела или поверхностного щупа.
4. Установите индикатор в резцедержатель токарного станка.
5.Установите индикаторный шпиндель в горизонтальное положение, установив точку контакта на высоту центра.
6. Поднесите индикаторную точку к диаметру заготовки так, чтобы она показывала около 0,020, и проверните шпиндель токарного станка вручную.
7. Во время вращения токарного станка обратите внимание на самое высокое и самое низкое показания циферблатного индикатора.
8. Слегка ослабьте зажимной зажим патрона при самом низком показании и затяните зажим при высоком показании до тех пор, пока работа не переместится на половину разницы между двумя показаниями индикатора.
Сторона 1. Левая и правая сторона
9. Продолжайте регулировать только эти две противоположные губки, пока индикатор не зарегистрирует их на обеих губках. Не обращайте внимания на показания индикатора работы между этими двумя губками.
10. Регулируйте другой набор противоположных губок таким же образом, пока индикатор не покажет то же самое в любой точке окружности заготовки.
Сторона 2. Левая и правая сторона
11. Равномерно затяните все кулачки, чтобы надежно закрепить заготовку.
12.Проверните шпиндель токарного станка вручную и еще раз проверьте показания индикатора.
1. Под каким углом устанавливается составной упор?
2. Объясните разницу между черновым и чистовым точением.
3. Следует ли устанавливать острие инструмента над или по центру оси шпинделя при выполнении торцевого пропила?
4. Какова цель облицовки?
5. Почему мы просверливаем деталь точечным сверлением?
6. С какой целью надоедать?
7. Назовите три типа отрезных инструментов.
8. Назовите три метода выравнивания центров токарного станка.
9. Вычислите смещение для конуса, если D = 2, d = 1, OL = 6 и TL = 3. Формула:
Смещение = (OL x (D-d)) / (2 x TL)
10. Опишите производителя конической резки.
Глава 2: Методы удаления металла | Применение режущего инструмента
Даже со всем сложным оборудованием и технологиями, используемыми в современной промышленности, основная механика формирования стружки остается прежней.Когда режущий инструмент входит в контакт с заготовкой, материал непосредственно перед инструментом срезается и деформируется под огромным давлением. Затем деформированный материал стремится ослабить свое напряженное состояние за счет разрушения и перетекания в пространство над инструментом в виде стружки.
Силы режущего инструмента
Деформация рабочего материала означает, что инструмент приложил достаточно силы для окончательного изменения формы или разрушения рабочего материала. Если материал изменяет форму, считается, что он превысил предел пластичности.Стружка – это комбинация изменения формы и разрушения. Деформированная стружка отделяется от основного материала путем разрушения. Действие резания и образование стружки может быть легче проанализировано, если край инструмента перпендикулярен относительному движению материала. Здесь толщина недеформированной стружки t1 – это значение глубины резания, а t2 – толщина деформированной стружки после выхода из заготовки. Основная деформация начинается в зоне сдвига, а диаметр определяет угол сдвига.
Общее обсуждение сил, действующих при металлообработке, представлено на примере типичной токарной операции. Когда цельный стержень поворачивается, на режущий инструмент действуют три силы:
Тангенциальная сила: действует в направлении, касательном к вращающейся заготовке, и представляет собой сопротивление вращению заготовки. При нормальной работе тангенциальная сила является самой высокой из трех сил и составляет около 98 процентов от общей мощности, необходимой для работы.
Продольная сила: Продольная сила действует в направлении, параллельном оси заготовки, и представляет собой сопротивление продольной подаче инструмента. Продольная сила обычно примерно на 50 процентов больше тангенциальной. Поскольку скорость подачи обычно очень мала по сравнению со скоростью вращающейся детали, продольная сила составляет только около 1 процента от общей требуемой мощности.
Радиальная сила: Радиальная сила действует в радиальном направлении от центральной линии детали.Радиальная сила обычно наименьшая из трех, часто примерно на 50 процентов больше продольной силы. Его влияние на потребляемую мощность очень мало, поскольку скорость в радиальном направлении незначительна.
Образование стружки и износ инструмента
Независимо от используемого инструмента или разрезаемого металла процесс стружкообразования происходит с помощью механизма, называемого пластической деформацией. Эту деформацию можно представить как сдвиг. Это когда металл подвергается нагрузке, превышающей его предел упругости.Кристаллы металла удлиняются за счет скольжения или сдвига, которое происходит внутри кристаллов и между соседними кристаллами.
В большинстве практических операций резания, таких как токарная обработка и фрезерование, используются две или более режущих кромок, наклоненных под разными углами к направлению резания. Однако основной механизм резки можно объяснить, проанализировав резку, выполняемую одной режущей кромкой.
Стружкообразование является самым простым, когда непрерывная стружка образуется при ортогональном резании.При наклонном резании одна прямая режущая кромка наклонена в направлении движения инструмента. Этот наклон вызывает изменение направления потока стружки вверх по поверхности инструмента. Когда режущая кромка наклонена, стружка проходит через поверхность инструмента с боковым движением, что приводит к образованию стружки спиральной формы.
Типичная операция токарной обработки с указанием сил, действующих на режущий инструмент.
Стружка
Металлорежущая стружка подразделяется на три основных типа:
Прерывистая стружка – Тип 1: Прерывистая или сегментированная стружка образуется при резке хрупкого металла, такого как чугун и твердая бронза, или некоторых пластичных металлов при плохих условиях резания.Когда острие режущего инструмента соприкасается с металлом, происходит некоторое сжатие, и стружка начинает течь по границе раздела стружка-инструмент. По мере того как в результате резания к хрупкому металлу прикладывается большее напряжение, металл сжимается, пока не достигнет точки, в которой происходит разрыв, и стружка отделяется от необработанной части. Этот цикл повторяется бесконечно во время операции резания, при этом разрыв каждого сегмента происходит на углу или плоскости сдвига. Как правило, в результате этих последовательных разрывов поверхность детали получается плохой.
Непрерывная стружка – Тип 2: Стружка Типа 2 представляет собой непрерывную ленту, образующуюся, когда поток металла рядом с лицевой стороной инструмента не сильно ограничивается наростом кромки или трением на стыке стружки с инструментом. Сплошная ленточная стружка считается идеальной для эффективного резания, поскольку она приводит к лучшей отделке. В отличие от стружки типа I, здесь не происходит трещин или разрывов из-за пластичности металла.
Сплошная стружка с наростом (BUE) – Тип 3: Металл перед режущим инструментом сжимается и образует стружку, которая начинает течь по границе раздела стружка-инструмент.В результате высокой температуры, высокого давления и высокого сопротивления трения потоку стружки вдоль границы раздела между стружкой и инструментом мелкие частицы металла начинают прилипать к кромке режущего инструмента, в то время как стружка срезается. По мере продолжения процесса резания на режущий инструмент налипает больше частиц, что приводит к большему накоплению, что влияет на режущее действие. Наращенный край увеличивается в размерах и становится более неустойчивым. В конце концов наступает момент, когда фрагменты отрываются.Отколовшиеся части этих фрагментов прилипают как к стружке, так и к заготовке. Нарастание и разрушение наростов на кромке происходит быстро во время резания и покрывает обработанную поверхность множеством наростов. Эти фрагменты прилипают к обработанной поверхности и задирают ее, что приводит к плохому качеству поверхности.
Угол сдвига: Определенные характеристики непрерывной стружки определяются углом сдвига. Угол сдвига – это плоскость, в которой происходит скольжение, чтобы начать формирование стружки.
Независимо от угла сдвига, деформация сжатия, вызванная силой инструмента, воздействующей на стружку, приведет к тому, что стружка будет толще и короче, чем слой удаляемого материала заготовки. Работа или энергия, необходимые для деформации материала, обычно составляют наибольшую часть сил и мощности, задействованных в операции удаления металла. Для слоя рабочего материала заданных размеров, чем толще стружка, тем большее усилие требуется для ее производства.
Тепло в металлообработке: Механическая энергия, потребляемая в зоне резания, преобразуется в тепло.Основными источниками тепла являются: зона сдвига, граница раздела между инструментом и стружкой, где сила трения выделяет тепло, и нижняя часть режущей кромки инструмента, которая трется о обрабатываемую поверхность. Взаимодействие этих источников тепла в сочетании с геометрией зоны резания приводит к сложному распределению температуры.
Износ режущего инструмента
Срок службы режущего инструмента – один из важнейших экономических факторов при металлообработке. При черновой обработке материал инструмента, различные углы наклона инструмента, скорости резания и скорости подачи обычно выбираются так, чтобы обеспечить экономичный срок службы инструмента.Условия, обеспечивающие очень короткий срок службы инструмента, не будут экономичными, поскольку затраты на шлифовку, индексацию и замену инструмента будут высокими. С другой стороны, использование очень низких скоростей и подач для увеличения срока службы инструмента не будет экономичным из-за низкой производительности. Ясно, что любые улучшения инструмента или рабочего материала, которые увеличивают срок службы инструмента, не вызывая неприемлемого снижения производительности, будут полезны. Чтобы сформировать основу для таких улучшений, были предприняты попытки понять поведение инструмента, его физический износ, механизмы износа и формы отказа инструмента.
Различные механизмы износа, а также различные явления, способствующие сильному износу режущего инструмента, зависят от множества условий резания и особенно от скорости резания и смазочно-охлаждающих жидкостей.
Помимо внезапной преждевременной поломки режущей кромки (поломки инструмента), есть несколько индикаторов развития физического износа. Оператор станка может наблюдать эти факторы до полного разрушения кромки. Индикаторы :;
• Увеличение величины износа по задней поверхности выше заданного значения;
• Увеличение глубины кратера, ширины или другого параметра кратера на граблях;
• Увеличение потребляемой мощности или усилий резания, необходимых для выполнения резки;
• Несоблюдение размеров обрабатываемой детали в установленных пределах допуска;
• Значительное увеличение шероховатости поверхности обрабатываемой детали;
• Изменение стружкообразования из-за повышенного износа кратера или чрезмерного тепловыделения.
Инструменты для одноточечной резки
Металлорежущий инструмент отделяет стружку от заготовки, чтобы отрезать ее до нужной формы и размера. Существует множество инструментов для резки металла, каждый из которых предназначен для эффективного выполнения определенной работы или группы операций по резке металла.
Геометрия режущего инструмента
Форма и положение инструмента по отношению к заготовке имеют важное значение для металлообработки.Наиболее важными геометрическими элементами, относящимися к образованию стружки, являются расположение режущей кромки и ориентация торца инструмента по отношению к заготовке и направлению резания. Другие соображения относительно формы касаются прежде всего рельефа или зазора, т.е. конуса, применяемого к поверхностям инструмента для предотвращения трения или волочения о работу.
Терминология, используемая для обозначения поверхностей, углов и радиусов одноточечных инструментов, показана ниже. Показанный здесь инструмент представляет собой инструмент с припаянным наконечником, но те же определения применимы к индексируемым инструментам.
Передний угол: Основная геометрия инструмента определяется передним углом инструмента. Передний угол всегда находится на верхней стороне инструмента. Когда острие инструмента находится на центральной линии заготовки, передний угол определяется углом инструмента, когда он удаляется от центральной линии заготовки. Ниже показаны нейтральные, положительные и отрицательные рейки. Угол для этой геометрии устанавливается положением гнезда под пластину в державке. Положительный / отрицательный (d) и двойной положительный (e) передний углы задаются комбинацией гнезда под пластину в держателе инструмента и самой формы пластины.
Есть два передних угла: задний передний угол и боковой передний. В большинстве токарно-расточных операций наибольшее влияние оказывает боковой грабель. Это потому, что боковые грабли расположены в направлении реза.
Передний угол оказывает два основных эффекта в процессе резки металла. Одним из основных эффектов переднего угла является его влияние на прочность инструмента. Пластина с отрицательным углом наклона выдерживает гораздо большую нагрузку, чем пластина с положительным углом наклона. Сила резания и тепло поглощаются большей массой материала инструмента, а прочность на сжатие карбида примерно в два с половиной раза больше, чем его прочность на разрыв в поперечном направлении.
Другим важным эффектом переднего угла является его влияние на давление резания. Пластина с положительным передним углом снижает силы резания, позволяя стружке более свободно течь по передней поверхности.
Отрицательный передний угол: Инструмент с отрицательным передним углом следует выбирать, когда позволяет жесткость и жесткость заготовки и станка. Отрицательная передняя кромка, благодаря своей прочности, дает больше преимуществ при черновой, прерывистой, чешуйчатой и твердой резке. Отрицательное переднее расстояние также дает больше режущих кромок для экономии и часто устраняет необходимость в стружколоме.Отрицательные передние кромки рекомендуются для пластин, которые не обладают хорошей вязкостью (низкая прочность на разрыв в поперечном направлении).
Отрицательный рейк, однако, не лишен недостатков. Отрицательный угол наклона требует большей мощности и максимальной жесткости машины. С отрицательным углом наклона труднее добиться хорошей отделки поверхности. Отрицательный передний угол вдавливает стружку в заготовку, выделяет больше тепла в инструмент и заготовку и обычно ограничивается растачиванием на больших диаметрах из-за заедания стружки.
Положительный угол наклона: Инструменты с положительным углом наклона следует выбирать только в том случае, если инструменты с отрицательным углом наклона не могут выполнять работу. Некоторые области резания, где положительный передний угол может оказаться более эффективным, – это при резке жестких легированных материалов, которые имеют тенденцию к «деформационному упрочнению», например, некоторых нержавеющих сталей, при резке мягких или вязких металлов или при низкой жесткости заготовки, инструмента, станок или приспособление допускают вибрацию. Режущее действие и свободное резание инструментами с положительным углом наклона часто устраняет проблемы в этих областях.
Одно исключение, которое следует отметить при возникновении вибрации с положительным передним углом, состоит в том, что временами эффект предварительного натяга более высоких сил резания инструмента с отрицательным углом наклона часто снижает вибрацию в критической ситуации. Это может быть особенно актуально при более легких резках, когда инструмент выдвинут, или когда станок имеет чрезмерный люфт.
Нейтральные грабли: Нейтральные грабли редко используются или встречаются. Когда пластина с отрицательным передним углом используется в нейтральном положении переднего края, зазор на конце (между инструментом и заготовкой) обычно недостаточен.С другой стороны, когда положительная пластина используется с нейтральным передним углом, вершина пластины меньше поддерживается, что делает пластину чрезвычайно уязвимой для поломки.
Положительный / отрицательный рейк: Положительный / отрицательный рейк обычно применяется с использованием тех же правил, что и положительный рейк. Основными преимуществами пластины с положительным / отрицательным полюсом являются то, что ее можно использовать с отрицательным держателем, она обеспечивает большую прочность, чем положительный передний угол, и удваивает количество режущих кромок при использовании двусторонней пластины.
Положительная / отрицательная пластина имеет положительный угол наклона 10 градусов. Он установлен в обычном отрицательном кармане с углом наклона в пять градусов, что дает ему эффективный положительный угол наклона в пять градусов при резке. Положительный / отрицательный передний угол по-прежнему сохраняет положение резания, которое удерживает твердый сплав под сжатием и обеспечивает большую массу для рассеивания тепла. Положительная / отрицательная пластина также во многих случаях способствует ломке стружки, поскольку она имеет тенденцию к скручиванию стружки.
Double Positive Rake: Двойная положительная пластина – самая слабая из всех пластин.Это свободное резание и обычно используется только тогда, когда требуются тонкие, легкие разрезы, которые оказывают минимальное усилие на заготовку, как, например, в случае тонкостенных труб. Другие применения двойных положительных пластин – для очень мягких или вязких рабочих материалов, таких как низкоуглеродистая сталь, и для сверления отверстий малого диаметра, когда требуется максимальный зазор.
Боковые передние углы: В дополнение к задним передним углам существуют боковые передние углы. Эти углы обычно устанавливаются производителями инструмента.Инструменты каждого производителя могут незначительно отличаться, но обычно вставки одного производителя могут использоваться в держателе инструмента другого. То же преимущество положительной и отрицательной геометрии, которое обсуждалось для заднего переднего угла, применимо и к боковому переднему. Когда задний угол наклона положительный, значит боковой, а когда задний угол отрицательный – значит боковой.
Боковые и концевые уголки снятия защиты: Предохранительные углы предназначены для предотвращения поломки инструмента и увеличения срока службы инструмента. Прилагаемый угол под режущей кромкой должен быть максимально большим.Если угол наклона слишком большой, режущий инструмент может сломаться или сломаться. Если угол слишком мал, инструмент будет тереться о заготовку и выделять чрезмерное тепло, что, в свою очередь, вызовет преждевременное затупление режущего инструмента.
Небольшие задние углы важны при обработке твердых и прочных материалов, и их следует увеличивать для более слабых и мягких материалов. Меньший угол следует использовать для прерывистого пропила или тяжелой подачи, а больший угол – для получистового и чистового пропила.
Угол подъема: Угол подъема определяется державкой, которую необходимо выбирать для каждой конкретной работы. Сама пластина может использоваться в любом подходящем держателе для этой конкретной формы пластины, независимо от угла подъема.
Угол подъема – важный фактор при выборе державки. Положительный угол упора является наиболее часто используемым и должен быть предпочтительным для большинства приложений. Положительный угол подъема выполняет две основные функции:
• Утончение стружки.
• Защищает пластину.
Толщина недеформированной стружки уменьшается при использовании положительного угла в плане.
Положительные углы подъема различаются, но наиболее распространенные углы подъема, доступные для стандартных держателей, составляют 10, 15, 30 и 45 градусов.
Положительный угол подъема также снижает продольную силу (направление подачи) на заготовку. Но положительный угол подъема увеличивает радиальную силу, потому что сила резания всегда приблизительно перпендикулярна режущей кромке. Это может стать проблемой при обработке детали, которая не имеет хорошей опоры.Следует проявлять осторожность в случаях, когда не используется торцевая опора, например, центр задней бабки.
Большой положительный угол упора также имеет тенденцию вызывать вибрацию из-за большей площади контакта инструмента. Эта вибрация является усилением прогиба инструмента или заготовки в результате увеличенного контакта. В этой ситуации целесообразно уменьшить положительный угол упреждения.
Положительный угол подъема защищает инструмент и увеличивает срок его службы. Инструмент соприкасается с заготовкой на значительном расстоянии от острия, что является самым слабым местом инструмента.По мере продвижения инструмента к резанию нагрузка на инструмент постепенно увеличивается, а не возникает как внезапный удар по режущей кромке. Положительный угол подъема также снижает износ режущей кромки, вызванный слоем закаленного материала или окалины, за счет утончения этого слоя и его распределения по большей площади. Эти преимущества чрезвычайно полезны при прерывистой резке. Другой способ увеличения срока службы инструмента с помощью положительного угла подъема – это более быстрое рассеивание накопленного тепла, поскольку большая часть инструмента контактирует с заготовкой.
Инструменты с нейтральным и отрицательным углом упреждения также имеют некоторые преимущества. Нейтральный угол обеспечивает наименьший контакт инструмента, что иногда снижает склонность к вибрации и снижает продольные силы. Это важно для менее стабильных деталей или установок. Отрицательные углы подъема позволяют обрабатывать уступ или угол и полезны для торцевания. Силы резания имеют тенденцию вытягивать пластину из гнезда, что приводит к неустойчивому контролю размера. Поэтому по возможности следует избегать отрицательных углов опережения.
Подготовка кромки
Подготовка кромки – это шаг, предпринимаемый для продления срока службы инструмента или повышения его производительности. Существует четыре основных подхода к подготовке кромок:
Кромочное шлифование: Кромочное шлифование является наиболее часто используемым способом подготовки кромок. Многие пластины автоматически снабжены кромочным хонингованием во время покупки, особенно пластины большего размера, которые будут подвергаться тяжелой резке. Обычно требуется специальное хонингование на шлифованной пластине или прецизионная пластина.Стандартной практикой всех производителей является хонингование пластин, на которые необходимо нанести покрытие, до того, как пластины будут подвергнуты процессу покрытия. Причина этого в том, что в процессе нанесения покрытия материал покрытия имеет тенденцию нарастать на острых краях. Поэтому необходимо отшлифовать эти края, чтобы предотвратить наросты.
“L” Земля: Подготовка кромки фаски “L” добавляет прочности режущей кромке пластины. По сути, L-образная фаска усиливает преимущества отрицательного переднего угла, отводя большее количество силы резания на корпус пластины.L-образная фаска обычно используется только на пластинах с отрицательной плоской вершиной, размещенных под отрицательным передним углом. Использование L-образной фаски на пластине с положительным или положительным / отрицательным наконечником лишило бы цели положительного действия резания.
Фаска: Фаска – это компромисс между тяжелым хоном и L-образной фаской. Снятие фаски также увеличивает устойчивость пластины к скалыванию и разрушению. В магазине фаску наносить проще и быстрее, чем тяжелое хонингование, потому что ее можно наносить шлифовальной машиной, а не ручным хонингованием.
Комбинации: Каждый раз, когда острая кромка может быть устранена, срок службы пластины, вероятно, будет увеличиваться. Если на пластину нанести L-образную фаску или фаску, это значительно повысит производительность, но L-образная фаска или фаска оставят некоторые полуострые углы. Чтобы получить максимальную отдачу от L-образной фаски или фаски, можно добавить небольшой неровности в каждый полуострый угол. Это будет иметь большое значение для продления срока службы инструмента, особенно при использовании большой L-образной фаски.
Радиус при вершине: Радиус при вершине пластины имеет большое значение в процессе металлообработки. Основная функция радиуса при вершине – обеспечение прочности кончика инструмента. Большинство других функций и размер радиуса при вершине не менее важны. Выбор радиуса при вершине повлияет на результаты операции резания; однако пластины поставляются с различными стандартными радиусами, и в большинстве случаев одна из них соответствует каждой конкретной потребности в резании.
Чем больше радиус, тем прочнее острие инструмента.Однако большой радиус приводит к большему контакту с рабочей поверхностью и может вызвать вибрацию. Силы резания увеличиваются с увеличением радиуса по той же причине: усиление контакта с рабочей поверхностью. При выполнении неглубокого пропила, глубина которого приблизительно равна радиусу или меньше, радиус действует как положительный угол в плане, утончающий стружку. Большой радиус позволяет теплу от резания быстрее рассеиваться в корпусе пластины, уменьшая повышение температуры на режущей кромке.
Одним из наиболее важных факторов, влияющих на большой радиус, является чистота поверхности.Чем больше радиус, тем лучше будет обработка поверхности при одинаковой скорости подачи. Больший радиус позволит увеличить скорость подачи и при этом получить удовлетворительное качество обработки. Во время чистовой обработки скорость подачи не должна превышать радиус, если требуется соответствующая обработка поверхности.
Стружколомы
Эффективное дробление стружки при обработке твердосплавным инструментом имеет первостепенное значение не только с производственной точки зрения, но и с точки зрения безопасности. При обработке стали на эффективных скоростях твердосплавного резания непрерывная стружка уходит от заготовки с высокой скоростью.
С появлением систем обработки с числовым программным управлением (ЧПУ) и автоматической обработки стружки контроль стружки становится как никогда важным. Контроль стружки на любом станке, старом или новом, помогает избежать застревания инструмента и снижает опасность разлетающейся стружки.
Существует два основных типа стружколома, которые используются со сменными пластинами: механический стружколом и спеченный стружколом. Механические стружколомы не так широко используются, как стружколомы из спеченного материала.В механическом стружколоме задействовано больше деталей, что увеличивает стоимость, а стружколом затрудняет замену и индексацию пластины. Однако механические стружколомы чрезвычайно эффективны для борьбы с стружкой во время операций по удалению тяжелых металлов.
Изучение стружки, выходящей из заготовки, даст много информации о том, насколько хорошо выполняется работа, как прогрессирует износ инструмента и почему происходит преждевременный выход инструмента из строя или короткий срок службы инструмента.
Прямые фишки: Прямые фишки обычно вызывают наибольшие проблемы.Они растягиваются по всему станку, они заедают в инструменте, заготовке и креплении, они вызывают поломку инструмента, они забивают оборудование для обработки стружки, их трудно удалить и они опасны, особенно в начале. вертеться. Мягкие липкие низкоуглеродистые и прочные стали обычно вызывают образование стружки. Один из самых быстрых способов избавиться от прямой стружки – увеличить скорость подачи, так как более толстая стружка легче ломается.
Рычаг: Рычаг – это непрерывная фишка, во многом такая же, как и прямая.Обычно они возникают в тех же условиях, что и прямая стружка, и создают те же проблемы. Таким образом, очевидно, что для исправления ситуации “рычащей” стружки используются те же методы, что и для прямой стружки. Кроме того, охлаждение стружки струей или охлаждающей жидкостью в виде тумана, когда они отрываются от инструмента, часто помогает их сломать.
Чипы с бесконечной спиралью: Чипы с бесконечной спиралью – это микросхемы, близкие к критической точке. Проблемы, создаваемые этим типом микросхем, аналогичны проблемам, создаваемым прямыми чипами.Стружка с бесконечной спиралью часто встречается при обработке очень пластичных материалов, таких как свинцовые или вторично сернистые стали, а также других мягких материалов.
Полнооборотные стружки: Полнооборотные стружки обычно не представляют проблемы, если они стабильны и не содержат случайных стрингеров. Последовательная микросхема полного оборота близка к идеальной микросхеме на половине оборота.
Половинная микросхема: Если есть такая вещь, как идеальная микросхема, то это полувитовая микросхема или микросхема формы «6». Это форма стружки, к которой стремится машинист во время операции резания.Половинная микросхема известна как классическая форма микросхемы.
Плотная стружка: Плотная стружка не представляет проблемы с точки зрения обработки или стыковки, но эта плотная стружка является признаком того, что может произойти низкая стойкость инструмента или преждевременный отказ инструмента. Плотная стружка образуется под очень высоким давлением и вызывает сильный нагрев, деформацию инструмента и заготовки и быстрый выход инструмента из строя. Плотная стружка – это стружка, застрявшая, что означает, что ее путь потока слишком ограничен. Причины включают: слишком высокая скорость подачи, слишком отрицательный передний угол, неправильный выбор или настройка стружколома или изношенная пластина.
Инструмент со сменными пластинами
Одним из последних достижений в конструкции режущего инструмента является пластина со сменными пластинами, которая механически удерживается в держателе. Доступны вставки разной толщины, разных размеров и форм. Круг, квадрат, треугольник и ромб составляют наибольший процент. Многие другие формы, включая параллелограмм, шестиугольник и пятиугольник, используются для удовлетворения особых требований к обработке. Каждая форма имеет свои преимущества и ограничения, поскольку при выборе инструмента необходимо учитывать как эксплуатационные, так и экономические факторы.
Сменные пластины со сменными пластинами
Сменные пластины, безусловно, зарекомендовали себя и заняли свое место в металлообрабатывающей промышленности. Исключение переточки, точность геометрии инструмента, снижение стоимости инвентаря на инструмент и время простоя при замене инструмента – вот некоторые из преимуществ, возникающих в результате использования этого инструмента.
Есть четыре основных формы и множество специальных форм. Поскольку примерно 95 процентов всей обработки выполняется с использованием четырех основных форм, именно они представляют здесь интерес.Четыре основные формы: квадрат, треугольник, ромб и круг.
Эти формы доступны во многих различных конфигурациях практически для любой работы. Каждая форма может быть получена для положительного, отрицательного или положительного / отрицательного переднего угла, с канавками для стружколома или без них, с отверстиями или без них, с различной подготовкой кромок, с различными допусками и с различными радиусами и размерами.
Выбор конкретной формы или пластины требует тщательного планирования и размышлений. Выбор формы пластины должен основываться на таких факторах, как конфигурация и допуск заготовки, материал заготовки, количество удаляемого материала, возможности станка и экономичность.
Индексируемая система идентификации пластин
Стандартная система маркировки, предложенная Ассоциацией производителей цементированного карбида и одобренная Американским национальным институтом стандартов (ANSI), была принята производителями твердого сплава. Новая система идентификации и нумерации стала необходимой в связи с добавлением расширенного диапазона типов и размеров вставок, включающих большое количество деталей. В рамках этой новой системы номер пластины с указанием марки твердого сплава производителя – это все, что нужно для описания пластины.
Экономика пластины: Стоимость карбида и других инструментальных материалов, а также стоимость обработки этих материалов для изготовления режущих инструментов относительно высока и продолжает расти. Поэтому очень важно правильно подбирать вставки для инструментов. Вот некоторые важные моменты, которые следует учитывать при выборе:
• Выберите форму с наибольшим количеством режущих кромок.
• Выберите ИС, соответствующую количеству удаляемого материала.
• Выберите допуск пластины, соответствующий выполняемой работе.В большинстве случаев эту работу подойдет грунтовка. Чем ближе допуск, тем выше стоимость. Жесткие допуски пластины обычно требуются только в том случае, если индексируемость пластины критична.
• Выбирайте одностороннюю пластину, когда условия делают ее эффективность более экономичной.
Механические державки
Революция сменных пластин привела к появлению широкого диапазона и разнообразия державок.
Выбрать или порекомендовать лучший держатель для каждого случая обработки – непростая задача.Практика на многих заводах-изготовителях состоит в том, чтобы стандартизировать одну или две конструкции, так что минимум запасных частей и принадлежностей необходимо иметь на складе. Существуют базовые конструкции и элементы конструкции, общие для всех держателей: хвостовик, седло, зажим или фиксатор.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Глава 1: Инструменты измерения, расположение и планирование работ
Глава 1
Когда дело касается наблюдения, случай благоприятствует подготовленному уму.
— Луи Пастер
Введение
Для выполнения базовой компоновки и измерения в механическом цехе требуется менее двадцати пяти различных инструментов. Многие из сотен других инструментов являются просто специализированными версиями этих инструментов, которые ускоряют, упрощают или повышают точность решения конкретной задачи. Мы рассмотрим эти основные двадцать пять, посмотрим, что они делают и как их использовать.Каждый машинист будет добавлять к ним дополнительные инструменты в зависимости от его конкретных потребностей.
Мы также рассмотрим использование цифровых штангенциркулей, которые для многих задач проще и быстрее, чем традиционные штангенциркули и их аналоги, внутренние и внешние штангенциркули. Также представлены обычные для высокоточной работы кнопки и калибры инструментальщиков.
Затем мы рассмотрим методы компоновки и, наконец, представим правила планирования работы. Хотя эти правила не универсальны, они часто могут предотвратить проблемы.
Раздел I – Основные измерительные инструменты
Инструменты для измерения и разметки
Что такое Essential для измерения и маркировки инструментов и как они используются?
- Layout Fluid создает темно-синий фон на заготовке, поэтому нанесенные линии макета и отметки высечки выделяются резкими и четкими. Он наносится на чистый сухой металл с помощью кисти или баллончика и быстро сохнет. Удалите его, протерев денатурированным спиртом или ацетоном тряпкой.Совет: использование синего фломастера, который является прозрачным, вместо жидкого макета, часто бывает более удобным, когда необходимо разметить небольшую область или одну точку. Использование компоновочной жидкости сводит к минимуму глубину, необходимую для того, чтобы линии разметки были видны, что очень желательно, поскольку следы разметки являются источником усталостного разрушения деталей, подверженных циклическим нагрузкам и вибрации.
- Разметчики , рис. 1–1, наносят царапины на работу, указывая положение отверстий, проемов и линий разреза. Хорошие скрайберы имеют закаленные кончики с мелким сужением, поэтому они могут приблизиться к линейке или линейке, сводя к минимуму ошибки.Последние 0,030 дюйма (0,8 мм) резца следует заточить до точки 60º, быстро вращая его на токарном станке и сужая его плоским масляным камнем. Резцы Premium имеют твердосплавное острие. Во избежание затупления точек разметки переверните их в держателе или храните в просверленном дюбеле.
Рисунок 1–1. Разметчики Starrett: № 70 доступен со стальным или твердосплавным острием,
хранит перевернутую ручку (вверху), а № 67 со стальным острием (внизу).
- Прямые края полезны для разметки прямых линий и проверки поверхностей на плоскостность. Их также можно расположить и закрепить на месте (для этого хорошо подходят сварочные зажимы Vise-Grip®), а затем использовать их в качестве направляющих для резки универсальным ножом. Этот метод полезен при прецизионной резке картона, прокладочных материалов и фольги. Закрепленные прямые края также хорошо подходят для прорезания глубоких линий на акриловых листовых изделиях, поэтому их можно защелкивать вдоль линии разреза, как на стекле.Поскольку линейки могут быть повреждены при использовании в качестве направляющих для резки, для резки предпочтительны прямые края. Используйте масляный камень, чтобы удалить небольшие зазубрины. В случае повреждения прямые края можно переточить. См. Рис. 1-2.
Рисунок 1–2. Прямая кромка из нержавеющей стали.
- Стальные правила, Рис. 1–3, имеют много применений и незаменимы в магазине. Их можно использовать для измерения расстояний непосредственно на рабочем месте, для установки разделителей или измерителей поверхности или в качестве прямых кромок. Существуют десятки размеров и стилей от 1 до 144 дюймов и от 150 до 1000 мм.Прецизионные линейки бывают из стали или нержавеющей стали, а не из алюминия. Края их отшлифованы, не пробиты. Поскольку они разделены машиной, а не имеют фото-гравировки или трафаретной печати, можно почувствовать, как кончики разделителей попадают в их начерченные линии разделения. Совет: при использовании правила для точных измерений глаз может лучше читать, измеряя между двумя линиями, а не от конца правила до линии.
Рисунок 1–3. Дюймовые и метрические стальные правила.
- Уколы и центровочные штампы, Рисунок 1–4, необходимы для точной компоновки.Используйте кернер, чтобы найти точное место на работе, и ударьте по нему молотком. Если острие расположено на стыке двух разметочных отметок, пробойник можно использовать, чтобы нащупать их точку пересечения. Теперь, когда точка отмечена, используйте кернер, чтобы увеличить и углубить ее. Чем больше метка перфорации, тем лучше стартует дрель. Оба удара должны быть переточены, когда их острия затупились. Их острие можно заострить, удерживая пуансоны по касательной к шлифовальному кругу и вращая их, чтобы получить новый конусообразный острие.При такой заточке царапины на шлифовальном круге будут параллельны перфорации. Удерживая пуансон параллельно оси вала двигателя, шлифовальные царапины располагаются под прямым углом к действию штампа и уменьшаются глубина пуансона.
Рисунок 1–4. Пробойник (вверху) и кернер (внизу).
Основы работы с инструментами для маркировки и измерения
Если вы похожи на большинство плотников, вы потратили много времени на выбор лучшего деревообрабатывающего оборудования, ручных рубанков, долот, скребков, рашпилей, зажимов и всевозможных специализированных приспособлений, инструментов и принадлежностей, которые помогут сделать вашу работу более точной. и идти более плавно.Задумывались ли вы при этом о самых основных инструментах в вашем магазине – ваших инструментах для маркировки и измерения? Стоит провести инвентаризацию вашего комплекта инструментов для маркировки и измерения. Большинство распространенных проблем в деревообработке – плохо подогнанные стыки, выходящие за рамки квадратных рам и корпусов и т. Д. – могут быть связаны с ошибками маркировки и измерения. И большинство ошибок при маркировке и измерениях связано с простым использованием неправильных инструментов для маркировки и измерения. Короче говоря, рулетка просто не была предназначена для выполнения измерений с жесткими допусками, которые требуются для многих проектов в области деревообработки.В этой статье мы рассмотрим несколько наиболее распространенных задач по маркировке и измерению в деревообработке, а также некоторые инструменты, которые делают процесс простым, интуитивно понятным и точным. Затем, чтобы помочь вам настроить базовый комплект, мы выберем несколько основных из широкого набора инструментов для маркировки и измерения Rockler.Измерение и маркировка линейных размеров
В большинстве проектов по деревообработке измерение и маркировка линейных размеров является первым важным шагом, и в зависимости от проекта, это может потребовать некоторых трудозатрат.В проектах, связанных со сложными столярными изделиями и небольшими, плотно прилегающими деталями, ошибки измерения и маркировки величиной в несколько сотых дюйма могут позже проявиться в виде зазоров в стыках, смещенных деталей и множества других менее привлекательных результатов. Измерение от точки «A» до точки «B» – простой процесс, но ваши результаты все равно зависят от того, насколько точно вы можете преобразовать измерение в физическую отметку на куске дерева. Если вы когда-либо пытались держать рулетку на доске, пока вы точно отмечаете измерение, вы знаете, что просто получение четко определенной отметки точно в нужном месте может быть удивительной проблемой.Для точного измерения и маркировки используемый вами инструмент должен быть читаемым и, конечно же, точно откалиброванным. Помимо этого, лучшие инструменты для измерения расстояния могут немного помочь в получении отметки в нужном месте. Правила маркировки Incra Precision отличаются своей точностью, плоской планировкой и легко читаемой шкалой. Но что делает их предпочтительным инструментом для линейных измерений, так это то, что они практически не позволяют поставить отметку в неправильном месте. Линейки Incra сделаны с мелкими направляющими отверстиями, расположенными с шагом 1/32 дюйма, так что при использовании вместе с механическим карандашом или металлической палочкой вам действительно придется изо всех сил пытаться поставить отметку измерения где угодно, кроме того, где она находится. должно быть.Особенности некоторых инструментов еще больше упрощают одну из наиболее распространенных задач измерения в деревообработке – измерение и нанесение расстояния от кромки. Такие инструменты, как Incra Precision T-Rule и Precision Bend Rule, позаботятся о позиционировании «точки A» в формуле измерения «точки от A до B», при этом сохраняя при этом знаменитую точность Incra и простой в использовании дизайн. Все, что остается мастеру по дереву, чтобы сделать идеально расположенную отметку на точном расстоянии от края, – это вставить разметку или механический карандаш в правое направляющее отверстие и сделать отметку.Измерение прямоугольности
Когда вы кладете квадрат на край доски, чтобы проверить разрез, вы доверяете «известному» углу квадрата в 90 градусов, чтобы что-то сказать вам о куске дерева. Но как квадрат есть квадрат? Некоторые производители говорят вам. Палисандр и латунь Try-Mitre Square от Crown Hand Tools производятся в соответствии с британским стандартом 3322, что означает, что его точность находится в диапазоне допуска 0,01 мм / см, или чуть более 2 тысячных долей дюйма на 6 футов. лезвие.Отчасти преимущество знания диапазона жестких допусков используемого квадрата заключается в том, что он изготовлен в соответствии со стандартом. Многие квадраты на рынке вообще не имеют производственного стандарта. Действительно ли имеют значение доли градуса? Часто неточности в измерениях углов, о которых вы даже не подозреваете, умножаются в соответствии с количеством слегка неквадратных меток и разрезов, которые вы делаете в ходе проекта. Когда вы присоединяетесь к большому количеству частей, десятая часть здесь и десятая часть здесь действительно начинают складываться.Помните также, что вы будете использовать угольник для проверки угла наклона полотна настольной пилы и выравнивания упора торцовочной пилы. Настройки слегка неквадратного угла на этих инструментах умножаются на два каждый раз, когда вы выполняете соединение или соединяете две доски, и могут заметно повлиять на плоскостность склеивания кромок и стыков под углом. Угольник Crown для пробной резки особенно удобен, потому что он также позволяет вам проверить и отметить второй наиболее распространенный угол в деревообработке – 45 градусов. Комбинированный угольник использует эту универсальность и дополняет его градуированной шкалой и лезвием, которое можно регулировать и фиксировать в нужном положении для измерения глубины или расстояния относительно края материала.Комбинированный квадрат был позаимствован из ящика с инструментами у машиниста много лет назад, и из-за своей универсальности он остается «рабочей лошадкой» в большинстве деревообрабатывающих мастерских.Углы, отличные от 90 и 45 градусов
Углы 90 и 45 градусов могут быть наиболее распространенными в деревообработке, но они не единственные, которые встречаются. Для обозначения углов, отличных от 90 и 45 градусов, большинство плотников используют скользящую фаску или «Т-образную фаску». Скользящее лезвие T-образной фаски можно плавно позиционировать и имеет дополнительное преимущество, предоставляя вам четыре возможных угла поворота ручки к лезвию, когда инструмент установлен в форме «T» (с некоторыми лезвиями по обе стороны от ручки. ).Если вы покупаете Т-образную фаску, важно искать ту, которая имеет хороший механизм блокировки, чтобы вы не рисковали случайно сместить настройку угла во время использования инструмента. Этот классический образец от Crown с корпусом из розового дерева и стальным лезвием затягивается более чем достаточно, чтобы удерживать настройку столько, сколько вам нужно.Измерительные углы
Т-образный скос – это строго инструмент для разметки углов; он ничего не говорит вам об измерении угла. Для этого вам понадобится инструмент для измерения угла, и у вас есть несколько вариантов.Но для упрощения измерения углов можно разделить на две основные задачи. В общем, вам нужно либо установить инструмент, либо сделать отметку под известным углом, либо вы захотите узнать измерение угла существующего угла, например, угла, где встречаются две стены. Из множества имеющихся на рынке инструментов для измерения угла, вот несколько лучших вариантов для решения этих двух задач. Для переноса известных углов на заготовку или Т-образную фаску отлично подойдет такой инструмент, как транспортир для установки угла наклона. На прочном корпусе инструмента из нержавеющей стали нанесена разметка с шагом в один градус от 0 до 180 градусов, что позволяет быстро и точно установить любой необходимый угол.Поворотный стержень инструмента надежно фиксируется с помощью механизма, который включает закрепленную стопорную шайбу, предотвращающую смещение угла в процессе. Компактный транспортир этого типа практически незаменим в проектах, в которых используются многосторонние объекты или углы, которые сходятся под разными углами. С другой стороны, если вам нужно точное измерение существующего угла, вы не сможете лучше, чем транспортир / угловой искатель Starrett. Инструмент откалиброван для считывания как внутренних, так и внешних углов и быстро дает вам не только угол угла, но также предлагает правильную настройку угла для вашей пилы.Starrett – одно из пользующихся наибольшим доверием производителей инструментов для калибровки и измерения, поэтому вы можете быть уверены, что точность транспортира / углового искателя соответствует его скорости. Такой инструмент, как угловой искатель Starrett, является важным инструментом для измерения углов, позволяющим вписать вашу работу в реальный мир, который, как скажет вам любой, кто когда-либо устанавливал шкафы, карнизы или какие-либо элементы отделки, не всегда идеален. Углы 90 градусов.Измерение глубины, зазора и толщины
Часто проекты по деревообработке требуют, чтобы вы измерили небольшое расстояние с максимальной точностью.Для точной настройки глубины шпунта, проверки ширины шпона и измерения толщины шпона или ложа необходим инструмент, который даст вам чрезвычайно точные показания на коротком расстоянии. Для этих непростых задач измерения вы точно не ошибетесь с цифровым штангенциркулем. Цифровой штангенциркуль – последнее достижение в прецизионном измерительном инструменте, который много лет назад перекочевал из набора инструментов машиниста в деревообрабатывающий цех. Они оснащены наборами губок, которые измеряют внутренние и внешние размеры с точностью до тысячных долей дюйма, и датчиком, который скользит вниз от нижней части инструмента для измерения глубины с одинаковой точностью.Штангенциркуль также доступен в моделях, которые имеют циферблат и стандартную калиброванную шкалу, но современные цифровые модели настолько просты в использовании и считываются, что большинство плотников считают, что небольшая надбавка за эту функцию стоит своей цены.Сборка базового комплекта для измерения и маркировки
На данный момент мы только коснулись поверхности маркировки и измерения. Существует множество других действительно полезных инструментов для маркировки и измерения, многие из которых чрезвычайно полезны при выполнении специализированных измерительных задач.Токарщики по дереву захотят взглянуть на J-Square Center Finder и набор штангенциркуля Wood Turner. Если в ваших проектах вы отмечаете много изогнутых форм, вы можете добавить набор французских кривых или гибкую кривую в свою коллекцию инструментов для разметки. И мы также хотели бы отметить, что инструменты, которые помогут вам получить наиболее точные результаты от вашего деревообрабатывающего оборудования, такие как калибровочные инструменты, прецизионные ограждения и угловые щупы, по сути являются измерительными инструментами. Но наша цель – помочь вам освоить инструменты для маркировки и измерения, которые, по нашему мнению, являются «стандартным оборудованием» для любой деревообрабатывающей операции.Вот восемь инструментов, которые охватывают наиболее распространенные и важные задачи маркировки и измерения в деревообработке: 1. Рулетка. У вас создалось впечатление, что мы не любим рулетки? Рулетка всегда будет незаменимым инструментом для деревообработки. 2. Правило точной маркировки Incra. Как мы уже отмечали, этот инструмент для точного измерения и маркировки не превзойдет. 3. Т-образное правило Incra Precision. Измерение и обозначение расстояния от кромки – одна из самых распространенных задач в деревообработке.Т-правило Incra – это инструмент для измерений до двенадцати дюймов. 4. Набор карандашей краснодеревщика. Качественный графитовый карандаш с тончайшей заточкой для точной маркировки. 5. Попробуйте -Miter Square или Engineer Square. Оценка прямоугольности настолько важна для обработки дерева, что мы думаем, что в каждом магазине должен быть инструмент, который делает это точно. 6. Комбинированный квадрат. Один из самых универсальных инструментов для маркировки и измерения, когда-либо использовавшихся в деревообработке. 7. Т-образный скос. В течение многих лет T-образная фаска использовалась для маркировки углов, отличных от 90 градусов.8. Прецизионный транспортир Incra. Специализированный инструмент, который обеспечит точность измерения углов, необходимую для сложных проектов. 9. Транспортир / угловой искатель Старрета. Лучший инструмент для точного считывания углов. 10. Цифровой штангенциркуль. На самом деле нет лучшего способа получить точные измерения глубины ваших кроликов, ширины ваших дадо или толщины вашего ложа.D-Way Tools – Качественные токарные инструменты по дереву, изобретенные международной компанией по деревообработке.
БОЛЬШОЕ СПАСИБО ЗА ПОДДЕРЖКУ НА ВСЕХ 2020 ГОДУ.
ЖЕЛАЕМ ВАМ СЧАСТЛИВОГО И ЗДОРОВОГО 2021 года!
~ Джимми и Синди