Токарные резцы, виды токарных резцов и их назначение
Резцы для токарных станков являются одним из наиболее часто используемых видов оснастки. Резец необходим для обработки цилиндрических, плоских и фасонных поверхностей, нарезания резьб и других операций выполняемых на токарных металлообрабатывающих станках. А так как именно токарный станок является наиболее распространенным и функциональным из металлообрабатывающего оборудования, то и резцу, как его основному рабочему инструменту, следует уделить особое внимание.
Виды токарных резцов
По своему технологическому назначению резцы для токарных станков подразделяются на следующие категории:
- Проходные – данные резцы используются для обработки цилиндрических и конических наружных поверхностей.
- Отрезные – отрезание заготовки или части детали по нужному размеру.
- Фасонные – используются для обтачивания фасонных поверхностей.
- Расточные – подразделяются на упорные и проходные и используются для расточки сквозных и глухих отверстий.
- Прорезные – используются для проточки кольцевых канавок.
- Резьбовые – нарезка внутренних и наружных резьб.
- Галтельные – обработка переходных поверхностей.
Помимо этого, резцы для токарных станков подразделяются по характеру обработки на черновые, получистовые и чистовые; по движению подачи – на правые и левые. По конструкции можно выделить щие виды токарных резцов:
- цельные;
- со съёмной пластиной;
- с несъёмной (приваренной) пластиной.
В первом случае резец в целом и режущая часть изготавливаются из одного материала, в остальных – могут различаться. Также резцы отличаются и по форме державки. Чаще всего она бывает квадратной или прямоугольной, но встречаются и цилиндрические державки.
Резцы для токарных станков – на что обратить внимание
Выбирая данный металлорежущий инструмент необходимо обратить внимание на следующие основные параметры:
- материал и геометрия режущей части;
- способ стружколомания;
- прочность и устойчивость к вибрации режущих кромок и державки;
- форма и размеры съёмной или привариваемой пластинки;
- геометрия, конструкция и шероховатость гнезда для пластины;
- стойкость и размерная стойкость резца;
- углы резца;
- обеспечение заданной шероховатости обрабатываемой поверхности.
Все виды токарных резцов вы можете приобрести в Интернет-магазине «Мекка Инструмента». Для вас – огромный ассортимент, приятные цены и оперативная доставка в любой регион России.
mekkain.ru
описание видов изделий и их назначение, заточка инструмента для станка
Токарные резцы — основной рабочий инструмент металлообрабатывающих станков. В зависимости от вида резца, на поверхности детали образуются разные прорези, проходы или другие сложные конфигурации. В процессе работы инструмент тупится. Через определенное время он нуждается в заточке, которая проводится на абразивном круге.
Конструкция токарного инструмента
Инструмент, который вставляется в станок, состоит из двух частей: держателя и головки. Держатель в сечении может иметь вид квадрата или прямоугольника. Головка, как основной элемент, представляется собой систему плоскостей и режущих кромок.
Образующийся угол заточки формируется в зависимости от материала обрабатываемой заготовки и типа выполняемой работы.
Виды токарных резцов и их назначение зависят от конструктивных особенностей:
- Прямые. Державка и головка располагаются в одной оси.
- Изогнутые. Когда державка имеет изогнутый вид.
- Отогнутые. Головка имеет отклонение от оси.
- оттянутые. Головка по ширине меньше державки.
Согласно требованиям ГОСТ инструмент разделяется на категории. В положениях этого документа указывается:
- Инструмент представляет собой цельную конструкцию, изготовленную из легированной стали. Реже применяется инструментальная сталь.
- На головку наплавляется твердосплавная пластина. Такая разновидность получила широкое распространение.
- Пластина из твердого сплава делается съемной. Крепление ведется с помощью прижимов и винтов. Применяется такая конструкция реже.
Существуют токарные резцы, виды и назначение которых зависят от направления подающего движения. Такой токарный инструмент разделяется:
- Инструмент левого типа. Их подача происходит слева направо.
- Правый тип. Здесь подача идет, наоборот, справа налево.
В зависимости от выполняемых работ резцы могут выполнять чистовую, черновую, получистовую и тонкую работу.
Разновидности резцов по металлу
Изготовление любого токарного инструмента, вне зависимости от вида выполняемых работ, проводится из твердосплавных марок стали. Их маркировка: ВК8, Т5К10, Т15К6.
Классификация токарных резцов по металлу:
- Проходные прямые. Как правило, ведется обработка внешней стороны цилиндрической детали. Ими удобно снимать фаски.
- Проходные отогнутые. Ведется обработка торцов заготовки. Ими тоже можно снимать фаски.
- Проходные упорные отогнутые. Имеют широкое применение. С их помощью можно снимать с внешней стороны большой слой металла за один проход.
- Подрезные отогнутые. Можно обрабатывать поверхность, которая расположена перпендикулярно оси вращения.
- Отрезные. Таким инструментом ведется подрезка деталей и формирование в ней углублений. Изготавливаются на поверхности канавки.
- Для нарезания наружной резьбы. Копьевидная форма режущей части позволяет нарезать на наружной поверхности метрическую резьбу. В случае изменения заточки, вид резьбы можно изготавливать другой.
- Для внутренней резьбы. Изготовление резьбы проводится в отверстиях только большого диаметра.
- Расточные для глухих отверстий. Рабочая форма имеет изгиб. Точить можно глухие отверстия, предварительно полученные сверлением.
Особенности долбежного изделия
Долбежный резец решает задачи, которые невыполнимы никаким другим инструментом. С его помощью изготавливаются канавки, фасонные отверстия, создаются зубья, формируются пазы, обрабатываются сложные поверхности.
Устанавливаются они на специальном долбежном станке и бывают трех видов:
- проходные;
- прорезные;
- для шпоночных пазов.
Поскольку работают они своей нижней частью, совершая возвратно-поступательные движения, их форма выглядит изогнутой.
Как правило, изготавливается инструмент из быстрорежущей стали. Некоторые резцы имеют напаянные пластины, что увеличивает их долговечность.
Правила заточки режущей части
Чтобы правильно провести заточку резцов для токарного станка по металлу нужно учитывать материал, из которого он изготовлен. Важно правильно вывести передний угол заточки. Чем он больше, тем меньше сила резанья. Однако затачивать инструмент нужно в меру, потому что при чрезмерном увеличении угла идет его выкрашивание.
Чтобы заточить инструмент своими руками используется абразивный круг, который устанавливается на станок. При этом рабочая часть резца располагается на одном уровне с осью абразива. После окончания работы идет проверка специальным шаблоном. Он представляет собой трафарет с отверстиями, которые соответствуют необходимым углам затачивания. Изготавливается он своими руками из листового материала стали 45. Затем, после изготовления измерительных отверстий проводится его закалка.
Для доводки простых резцов используются медные оселки и специальные присадочные элементы. Если доводятся твердосплавные пластины, то применяется паста борный карбид, которая смачивается керосином или автомобильным маслом.
Виды работ, проводимые на токарном станке, очень разнообразные. Для каждого случая имеется свой вид резца. Для того чтобы инструмент служил долго, нужно за ним следить и вовремя делать правильную заточку.
chebo.pro
Проходной, отрезной и расточной резец для токарного станка по металлу: особенности и применение
Для работы на токарных станках устанавливается специальный инструмент, который называют резцом. Существует довольно большое количество его различных разновидностей, каждый подходит для проведения тех или иных работ. Кроме этого, классификация проводится по показателям допустимых режимов резания. Рассмотрим резцы для токарного станка по металлу подробнее. Основная классификация заключается в предназначении. По данному критерию выделяют несколько разновидностей инструмента.
Проходной отогнутый
Резец проходной отогнутый имеет отогнутую в правую или левую сторону рабочую часть. Область применения — обработка торцевой части заготовки. Проходной отогнутый резец применяют и для снятия фасок.
Державки могут иметь самые различные размеры.
- Для станков, устанавливающихся на территории учебных цехов, изготавливают модели с державками 16×10 мм.
- Наиболее распространенным вариантом исполнения можно назвать резцы с державкой 25×16 мм.
- Режущий инструмент с державкой 40×25 мм изготавливается исключительно на заказ.
Все стандарты, связанные с производством, указываются в ГОСТ 18877–73 .
Проходной упорный
Довольно часто используется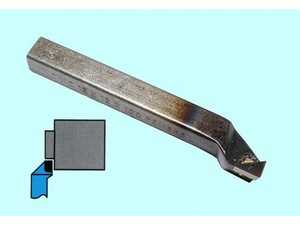 резец проходной упорный, который применяется для обработки цилиндрической поверхности. Сегодня этот инструмент самый распространенный. Конструктивные особенности режущей кромки определяют возможность снятия достаточно большого слоя металла всего за один проход.
резец проходной упорный, который применяется для обработки цилиндрической поверхности. Сегодня этот инструмент самый распространенный. Конструктивные особенности режущей кромки определяют возможность снятия достаточно большого слоя металла всего за один проход.
Некоторые производители выполняют его с отогнутой основной частью. Среди других особенностей отметим:
- длина державки может существенно отличаться. Инструмент по этому показателю подбирается в зависимости от того, какой диаметр у заготовки и где он будет применяться;
- режущую кромку изготавливают из твердого материала. Встречаются варианты исполнения со сменными наконечниками, которые изготавливаются из высокопрочных металлов.
Проходной упорный режущий инструмент сегодня встречается практически в каждой мастерской.
Отрезной
Сегодня резец отрезной есть практически в каждом цеху. Конструктивные особенности инструмента позволяют проводить отрезание заготовки под прямым углом. Кроме этого, инструмент применяется для получения канавки различной глубины. Среди особенностей отметим нижеприведенные моменты.
- Характерная черта заключается в тонкой ножке. Она позволяет уменьшить количество снимаемого материала при работе, что ускоряет процесс отрезки.
- На тонкую ножку напаиваются пластины из твердого сплава, что позволяет выполнять обработку на достаточно большой скорости.
- Выделяют две основные разновидности отрезных резцов: право- и левосторонние варианты исполнения.
- Классификация также ведется по размеру державки.
Отрезной инструмент практически не заменить. Его можно применять и для чистового прохода по торцевой поверхности.
Расточной
Для обработки глухих отверстий может применяться расточной резец. Обработка подобного типа возможна по причине особого изгиба рабочей части. Важным моментом назовем то, что максимальный диаметр отверстия зависит от размера державки. Длина может варьироваться в пределе от 170 до 300 мм. При изготовлении державки и режущей части могут использоваться различные металлы для придания особых эксплуатационных качеств.
Классификация по конструктивным особенностям
Следует учитывать, что классификация режущего инструмента также проводится по конструктивным особенностям. Согласно ГОСТ выделяют следующие типа режущего инструмента.
 Цельный, который полностью изготавливается из легированной стали. Кроме этого, используется и инструментальная сталь. Заточка ее осложняется высокой твердостью режущей кромки, но инструмент служит намного дольше.
Цельный, который полностью изготавливается из легированной стали. Кроме этого, используется и инструментальная сталь. Заточка ее осложняется высокой твердостью режущей кромки, но инструмент служит намного дольше.- В последнее время встречается большое количество вариантов исполнения, которые имеют напаянные пластины из твердого материала. Резцовые держатели в этом случае фиксирует дешевый материал, а рабочая кромка представлена высокопрочным материалом.
- Резцы со съемными твердосплавными пластинами можно назвать самым дорогим вариантом исполнения. Крепление пластины проводится при помощи специальных винтов или прижимов. Фасонный резец со сменной пластиной всегда применяется намного реже.
 Цельный, который полностью изготавливается из легированной стали. Кроме этого, используется и инструментальная сталь. Заточка ее осложняется высокой твердостью режущей кромки, но инструмент служит намного дольше.
Цельный, который полностью изготавливается из легированной стали. Кроме этого, используется и инструментальная сталь. Заточка ее осложняется высокой твердостью режущей кромки, но инструмент служит намного дольше.Самодельный вариант исполнения зачастую цельный, так как он прост в изготовлении. Маркировка, нанесенная на державке, определяет то, какие материалы используются при изготовлении. Классификация проводится по виду проводимых работ:
- чистовые;
- черновые;
- получистовые;
- тонких технологических операций.
На видео можно встретить примеры токарных работ с применением практически всех разновидностей режущего инструмента. Наиболее важным моментом назовем то, какой именно материал применяется при изготовлении основной и режущей части.
instrument.guru
Твердосплавные пластины для токарных резцов
Режущий инструмент, применяемый в процессе металлообработки, изнашивается (независимо от марки «железа») довольно быстро, а стоит достаточно дорого. Если совместно с токарным резцом использовать твердосплавную пластину, то можно одновременно решить несколько задач, а в целом существенно повысить производительность на единице оборудования.
Эта статья поможет разобраться с разновидностями твердосплавных пластин для токарных резцов и некоторыми особенностями работы с ними.

Сменные пластины твердосплавные не используются в металлообработке с помощью монолитных резцов, у которых державка и режущая часть представляют собой единое целое.
Общая информация
Для изготовления всех моделей насадок к резцам используются только сплавы, характеризующиеся улучшенной формулой – AL 20 (40) и AP 25 (40). Геометрия любого образца продумана до мельчайших деталей. Это позволяет проводить соответствующие технологические операции с максимальной точностью и в короткие сроки, при значительном уменьшении процента брака.
Существующие стандарты
Твердосплавные пластины бывают нескольких типов. Подробное описание каждого из них можно найти в соответствующих ГОСТ.
- 19042 от 1980 года. Этот стандарт определяет систему обозначений, категорирование и требования к форме пластин твердосплавных (заменяет ГОСТ под этим же номером от 1973 года).
- 19086 от 1980 года. В данном документе обозначены все характеристики стружколомов, а также сменных насадок опорного и режущего типа.
- 25395 от 1990 года. ГОСТ распространяется на тип твердосплавных пластин, которые скрепляются с державками резцов проходных, расточных и револьверных способом напайки (01, 61, 02 и 62).
Что дает применение твердосплавных пластин для резцов
- Универсальность использования одного токарного резца. Меняя твердосплавные пластины, можно производить обработку металлов и сплавов, характеризующихся разным составом, структурой и твердостью. Если иметь под рукой необходимый набор насадок, то проблем с металлообработкой, связанных с поиском и переустановкой нужного инструмента, не возникнет. Особенно актуально для автоматизированных производств, с большим сортаментом продукции.
- Экономию. Пластина стоит гораздо дешевле резца. В случае поломки режущей части не придется заменять весь инструмент. Кроме того, эксплуатационный срок его корпуса увеличивается более чем в 20 раз по сравнению с аналогом напаянным.
- На смену (поворот) пластины затрачивается меньше времени, чем на переустановку резца. А это – одна из составляющих повышения производительности.
- Насадки позволяют менять режим резания в большом диапазоне, что создает удобство в работе, повышает ее скорость и качество.
- Большой сортамент насадок. Подобрать нужную пластину для каждой технологической операции гораздо проще, чем сам инструмент. Для мелких производств (тем более бытовых токарных станков) выгоднее иметь определенный набор насадок, чем приобретать большое количество резцов различных видов.
Что можно делать твердосплавными пластинами
- Поверхностная обработка заготовок.
- Нарезание резьбы.
- Внутренняя расточка.
- Развертка.
- Выборка пазов, канавок и тому подобное.
- Раскрой материалов. Например, листового стекла, гетинакса, цветных металлов.
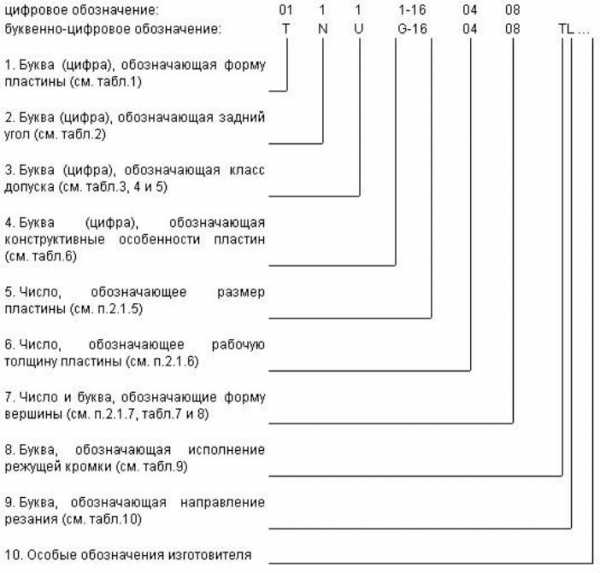
Маркировка твердосплавных пластин для резцов
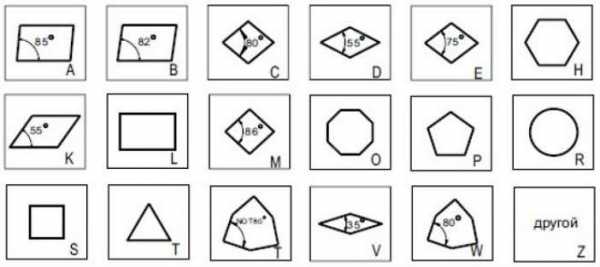
Обозначения буквенно-цифровые. Они отражают все основные характеристики изделия – конструктивные особенности, форму, класс допуска и так далее. Приведенная схема маркировки (по ГОСТ № 19042) это хорошо поясняет.
Особенности использования твердосплавных пластин
Размеры – в мм.
- Первичная заточка режущей кромки производится на предприятии-изготовителе. Так как она постепенно изнашивается, то изделие попросту переворачивается, то есть рабочей становится другая ее грань, ранее не задействованная. Следовательно, систематической заточкой кромки, что характерно для токарных резцов с напайкой, заниматься не нужно.
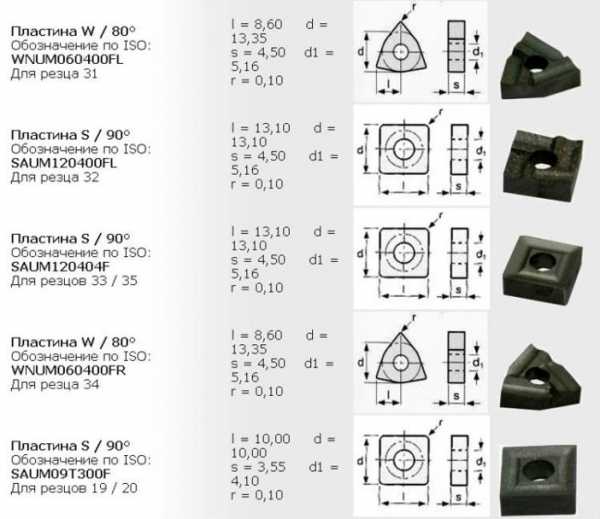
- Для черновой обработки заготовок используются пластины более толстые (до 6), с длинными гранями (до 25). Технологические операции, называемые чистовыми (например, шлифовка) выполняются изделиями мелкими. Их минимальные размеры: длина – 7, толщина – 3.

Производители качественных твердосплавных пластин
Если судить по отзывам любителей и профессионалов на тематических са
ismith.ru
Виды токарных резцов – Инструменты для металлообработки
марки и применение !
ВК-3 – (К01) Чистовое точение с малым сечением среза, окончательное нарезание резьбы, развертывание отверстий и других аналогичных видов обработки серого чугуна, цветных металлов и их сплавов и неметаллических материалов.
ВК6-6 – (М20, К20) Черновое и получерновое точение, предварительное нарезание резьбы токарными резцами, получистовое фрезирование сплошных поверхностей, рассверливание и растачивание отверстий, зенкерование серого чугуна, цветных металлов и их сплавов и неметаллических материалов.
ВК6ОМ – (М05, К05) Чистовая и получистовая обработка твердых, легированных и отбеленных чугунов, закаленных сталей и некоторых марок нержавеющих высокопрочных и жаропрочных сталей и сплавов, особенно сплавов на основе титана, вольфрама и молибдена.
ВК6М – (М10, К10) Получистовая обработка жаропрочных сталей и сплавов, нержавеющих сталей аустенитного класса, специальных твердых чугунов, закаленного чугуна, твердой бронзы, сплавов легких металлов, абразивных неметаллических материалов, пластмасс, стекла. Обработка закаленных сталей, а также сырых углеродистых и легированных сталей при тонких сечениях среза на весьма малых скоростях резания.
ВК8 – (М10, К30-К40) Черновое точение при неравномерном сечении среза и прерывистом резании, строгание, черновое фрезерование, сверление, черновое рассверливание, черновое зенкерование серого чугуна, цветных металлов и их сплавов и неметаллических материалов. Обработка коррозионно-стойких, высокопрочных и жаропрочных труднообрабатываемых сталей и сплавов, в том числе сплавов титана.
ВК10ХОМ – (М30) Точение, фрезерование, строгание сплошных поверхностей и другие подобные виды обработки стального литья, аустенитной стали, жаропрочной труднообрабатываемой стали, серого ковкого чугуна. Условия резания неблагоприятные.
Т5К10 – (Р30) Черновое точение при неравномерном сечении среза, прерывистом резании, фасонное точение, отрезка токарными резцами, чистовое строгание, чистовое фрезерование прерывистых поверхностей и другие виды обработки углеродистых и легированных сталей, преимущественно в виде поковок, штамповок и отливок.
Т14К8 – (Р20) Черновое точение при неравномерном сечении среза непрерывном резании, получистовое и чистовое точение при прерывистом резании, черновое фрезерование сплошных поверхностей, рассверливание литых и кованных отверстий, черновое зенкерование и другие подобные виды обработки углеродистых и легированных сталей.
Т15К6 – (Р10) Получерновое точение при непрерывном резании, чистовое точение при прерывистом резании, нарезание резьбы токарными резцами и вращающимися головками, получистовое и чистовое фрезирование сплошных поверхностей, рассверливание и растачивание предварительно обработанных отверстий, чистовое зенкерование, развертывание и другие аналогичные виды обработки углеродистых и легированных сталей.
Т30К4 – (Р01) Чистовое точение, растачивание, развертывание термообработанных сталей в стабильных условиях. Высокая точность обработки, хорошее качество поверхности изделия, высокие скорости резания.
ВП1255 – (Р20) Получистовое и черновое точение сталей хромоникелевых, хромомарганцевых, хромоникельмолибденовых, инструментальных легированных, быстрорежущих, хромоникельвольфрамовых. Черновое точение серых чугунов.
ВП3115 – (К10-К20) Точение, растачивание, фрезерование, сверление сталей, цветных металлов и чугунов преимущественно повышенной твердости.
ВП3325 – (К20-К30) Точение, фрезерование, строгание, сверление серого чугуна, стали низкой прочности, цветных металлов, пластмассы. Работа в неблагоприятных условиях (переменная глубина резания, прерывистая подача, удары, вибрации). Допустимы большие передние углы заточки.
www.chipmaker.ru
Виды и назначение токарных резцов
Для токарной обработки металлов применяют специальные инструменты – токарные резцы. Их изготавливают из сталей, имеющих твердость, значительно превышающую твердость обрабатываемого материала. Их рабочая часть, как и у многих других режущих инструментов, имеет форму клина (рис.64).
Токарные резцы отличаются один от другого по конструкции, но все они имеют тело и головку (рис.65). Тело резца служит для закрепления в резцедержателе, головка непосредственно участвует в процессе резания. На головке имеются передняя и две задние поверхности, главная и вспомогательная режущие кромки и вершина резца. Главная режущая кромка выполняет основную работу резания.
Важными характеристиками токарного резца являются углы его заточки (рис. 64).
Главный задний угол а (альфа) – угол между главной задней поверхностью резца и плоскостью резания. Увеличение данного угла уменьшает трение задней грани резца о поверхность заготовки.
Передний угол у (гамма) — оказывает влияние на процесс резания, на легкость схода стружки, качество обработанной поверхности.
Угол заострения р (бета) — угол между передней и главной задней поверхностями. Чем меньше угол заострения, тем легче резец входит в металл и отделяет стружку с меньшим усилием. Однако при уменьшении угла заострения снижается прочность резца и он быстрей затупляется и ломается.
Угол резания 5 (дельта) – угол между передней поверхностью резца и плоскостью резания.
Токарные резцы подразделяют по направлению подачи {правые и левые), конструкции головки (прямые и отогнутые), способу изготовления (цельные и составные), сечению стержня (прямоугольные, круглые и квадратные), виду обработки (проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные). На рис. 66 показаны схематично некоторые из них (вид сверху).
Проходные резцы (рис. 66, а, б) предназначены для обтачивания внешних цилиндрических и конических поверхностей заготовок, проходной упорный (рис. 66, в) для обработки уступов. Торцы заготовок обрабатывают подрезными резцами (рис. 66, г), а отрезают заготовки – отрезными (рис. 66, д). Резьбовыми резцами (рис. 66, ж) нарезают внешнюю и внутреннюю резьбу, а расточными (рис. 66, з)— растачивают отверстия.
Следует помнить, что токарные резцы являются дорогостоящим инструментом. Их нельзя использовать не по назначению, бросать, хранить “навалом”. Необходимо не допускать значительного затупления инструмента.
berezaklim.ru
Токарные резцы
Основные части и элементы резца. Резец состоит из двух основных частей – головки и стержня (рис. 19).
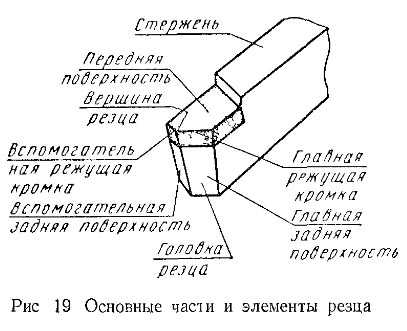
Головка – это режущая часть резца; стержень служит для закрепления резца в резцедержателе. Головка резца состоит из передней поверхности, по которой сходит стружка, задних поверхностей, обращенных к обрабатываемой детали, и режущих кромок. Одна из задних поверхностей называется главной, а другая – вспомогательной.
Режущие кромки получаются от пересечения передней и задних поверхностей. Различают главную и вспомогательную режущие кромки. Основную работу резания выполняет главная режущая кромка.
Вершиной резца называется пересечение главной и вспомогательной режущих кромок. Вершина может быть острой или закругленной.
Углы резца. У резца имеются углы (рис. 20): передний угол, задний угол, главный угол в плане и др.
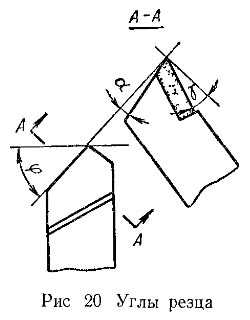
Передний угол γ служит для создания наиболее благоприятных условий деформации срезаемого слоя и стружкоотделения:
γ = 0 – 5° – при обработке сталей с αB > 80 кГ/мм2;
γ = 15 – 20° – при обработке сталей с αB = 60-75 кГ/мм2;
γ = 25 – 30° – при обработке сталей с αB = 30-40 кГ/мм2;
Задний угол α предназначен для уменьшения трения между задней поверхностью резца и обрабатываемой деталью; обычно у резцов α=6-12°.
Главный угол в плане φ определяет толщину и ширину среза. Наиболее часто у проходных резцов φ=45°.
Типы токарных резцов. Токарные резцы подразделяются по роду выполняемой работы, по направлению подачи, по форме головки, по материалу режущей части и по способу присоединения режущей части резца к его стержню.
По роду выполняемой работы различают следующие токарные резцы (рис. 21): проходные, подрезные, прорезные, отрезные, расточные, резьбовые и фасонные.
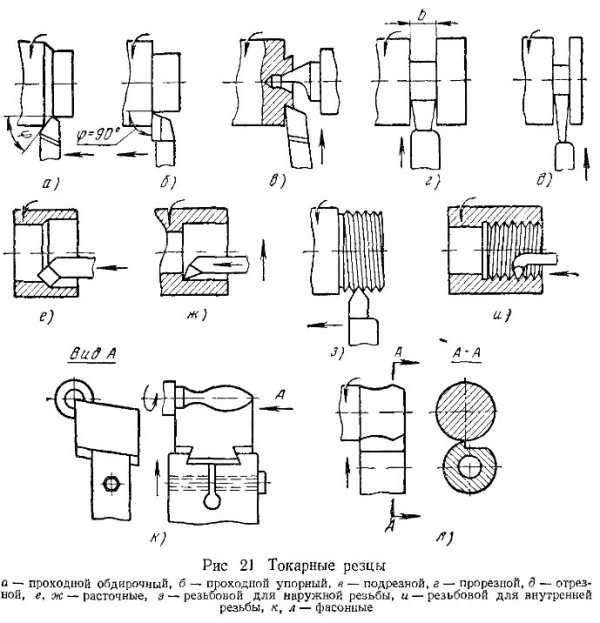
Проходные резцы (рис. 21, а) применяют для наружного точения деталей с продольной подачей. Они разделяются на проходные с углом φ=45; 60 и 75° и проходные-упорные с углом φ=90° (рис. 21, б) для обработки уступов.
Подрезные торцовые резцы (рис. 21, в) применяют для обработки торцовых поверхностей.
Прорезные резцы (рис. 21, г) используют для прорезания прямоугольной канавки определенной ширины b.
Отрезные резцы (рис. 21, д) служат для отрезания обработаной детали.
Расточные резцы применяют для растачивания сквозных (рис. 21, е) и глухих (рис. 21, ж) отверстий.
Резьбовые резцы применяют для нарезания наружной (рис. 21, з) и внутренней (рис. 21, и) резьб.
Фасонные резцы (рис. 21, к, л) используют для обработки различных фасонных поверхностей.
По направлению подачи резцы делятся на правые и левые.
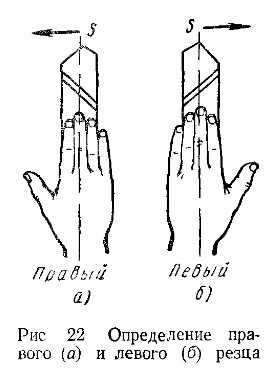
Правыми называют резцы, которыми работают при подаче справа налево, т. е. от задней к передней бабке станка, и у которых соответственно этому главная режущая кромка расположена слева (рис. 22, а).
Левыми называют резцы, которыми работают при подаче слева направо, т. е. от передней к задней бабке станка. Главная режущая кромка левых резцов расположена справа (рис. 22, б).
Чтобы определить является ли резец правым или левым, поступают так: накладывают на него ладонью вниз руку таким образом, чтобы пальцы были направлены к вершине резца (см. рис. 22). Правым будет резец, главная режущая кромка которого окажется со стороны большого пальца при наложении правой руки ( см. рис. 22, а), левым – если главная режущая кромка окажется со стороны большого пальца при наложении левой руки (см. рис. 22, б).
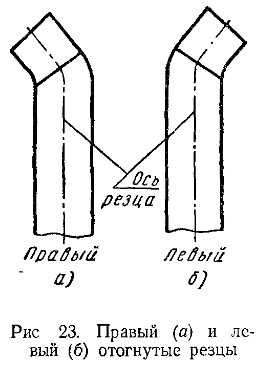
По форме головки резцы делятся на прямые и отогнутые. Прямыми (см. рис. 22) называют резцы, у которых ось резцы в плане прямая, отогнутыми (рис. 23) – резцы, у которых ось резца в плане отогнута вправо или влево.
Отогнутые проходные резцы очень удобны при продольном обтачивании поверхностей, расположенных близко к кулачкам патрона. Кроме того, эти резцы применяют при продольном обтачивании с проследующей обработкой торцовой поверхности детали.
По материалу режущей части резцы разделяются на быстрорежущие, твердосплавные, минералокерамические и алмазные.
Быстрорежущие резцы применяют для черновой и чистовой обработки стали на станках сравнительно небольшой мощности.
Твердосплавные резцы используют для черновой и чистовой обработки чугуна, стали, цветных металлов и неметаллических материалов с большой скоростью резания на современных мощных, быстроходных токарных станках.
Резцы с минералокерамическими пластинками применяют для получистовой и чистовой обработки чугуна и стали при условии безударной нагрузки.
Алмазные резцы предназначены для тонкого точения и растачивания приемущественно цветных металлов и сплавов.
По способу присоединения режущей части резцы к его стержню различают резцы с неразъемным креплением (наварные, напайные) и сборные ( с механическим креплением).
Резцы из быстрорежущей стали делают не цельными, а наварными: у них пластинки из быстрорежущей стали привается к стержню, изготовленному из конструкционной углеродистой стали.
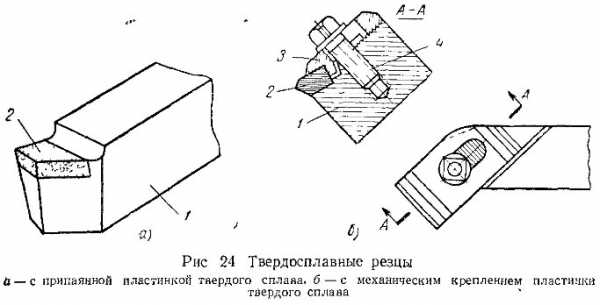
Твердосплавные резцы делают чаще всего напайными.
На рис. 24, а показан такой резец; к стержню 1, изготовленому из конструкционной углеродистой стали, припаяна электролитической красной медью пластинка 2 твердого сплава. Такие резцы просты в изготовлении, но имеют ряд недостатков. Одним из недостатков такого метода крепления твердосплавной пластинки является образование после напайки мелких трещин в пластинке. Эти трещины снижают прочность пластин и приводят их к выкрашиванию во время работы.
Этих недостатков не имеют сборные резцы с механическим креплением твердосплавной пластинки (рис. 24, б). Пластинка из твердого сплава 2 крепится к стержню 1 прижимной планкой 3 и болтом 4.
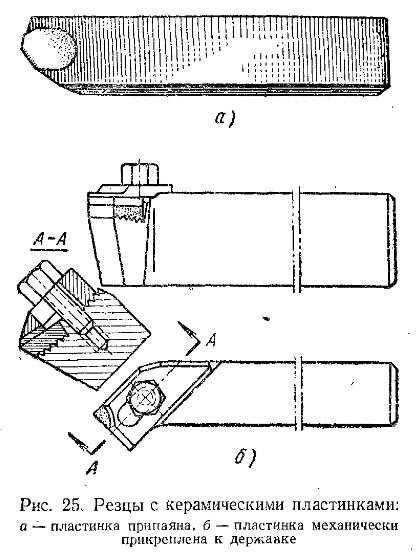
Керамические пластинки, как и твердосплавные, обычно припаивают к стержным резцов (рис. 25, а) или креят механически (рим. 25, б).
machinetools.aggress.ru