ГОСТ 18876-73 Резцы токарные резьбовые с пластинами из быстрорежущей стали
ГОСТ 18876-73
Группа Г23
РЕЗЦЫ ТОКАРНЫЕ РЕЗЬБОВЫЕ С ПЛАСТИНАМИ
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Конструкция и размеры
HSS tipped thread turning tools.
Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 7 июня 1973 г. N 1428
Ограничение срока действия снято Постановлением Госстандарта СССР от 23.01.81 N 222
ВЗАМЕН MH 672-64; MH 673-64; MH 674-64; MH 675-64
ИЗДАНИЕ с Изменением N 1, утвержденным в январе 1981 г. (ИУС 4-81)
1. Настоящий стандарт распространяется на токарные резьбовые резцы общего назначения из быстрорежущей стали.
2. Резцы должны изготовляться следующих типов:
1 – резьбовые для наружной метрической резьбы;
2 – резьбовые для внутренней метрической резьбы;
3 – резьбовые для наружной трапецеидальной резьбы;
4 – резьбовые для внутренней трапецеидальной резьбы.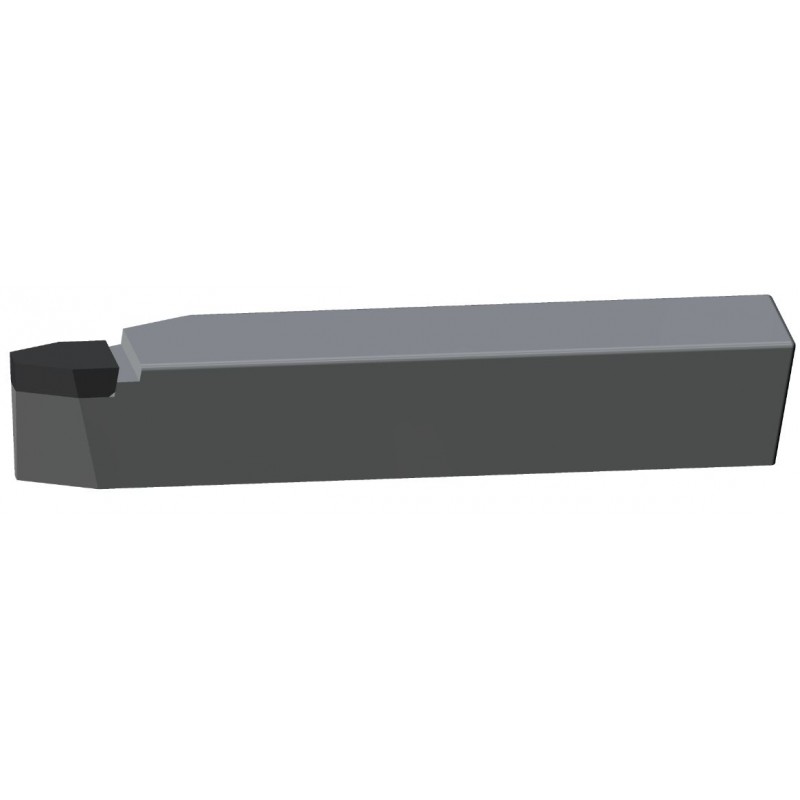
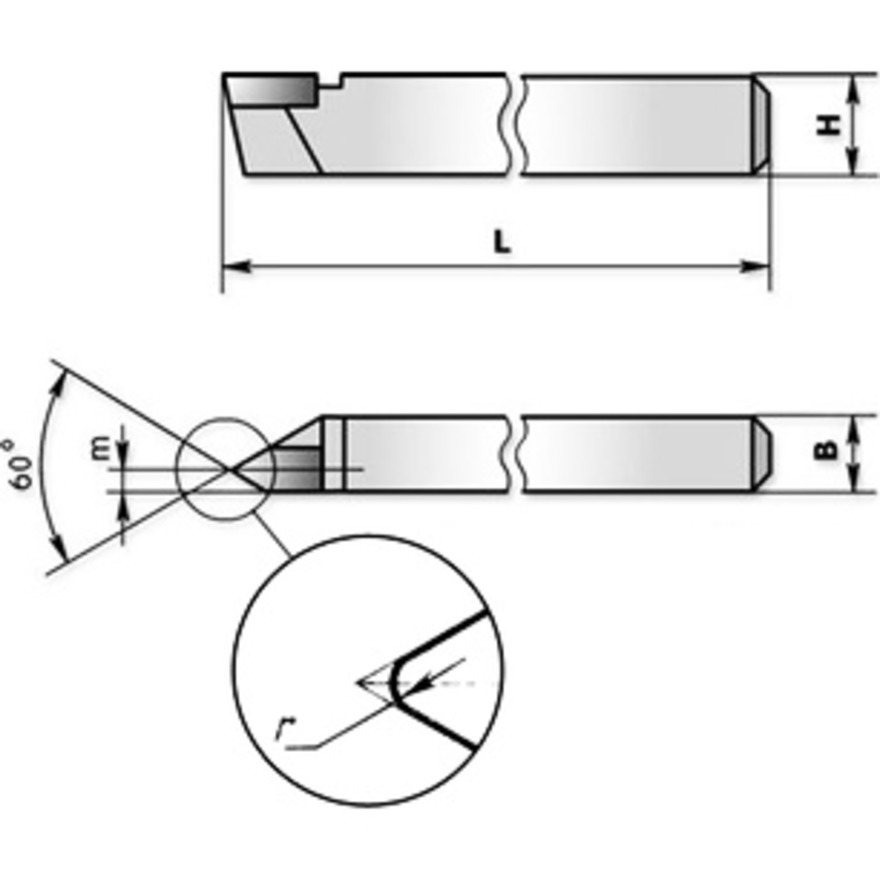
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт.1-4 и в табл.1-4.
Черт.1
Таблица 1
Размеры, мм
Обозначение резцов | Применяемость | Сечение резца | Форма пластин по ГОСТ 2379-77 | Шаг резьбы | |||
2660-0501 | 16х10 | 100 | 40 | 1,5 | 0,5-2,5 | ||
2660-0503 | 20х12 | 120 | 40 | 3,0 | 61 | 0,75-3 | |
2660-0505 | 25х16 | 140 | 50 | 4,0 | 1-5 | ||
2660-0507 | 32х20 | 170 | 60 | 5,0 | 1,5-6 |
Примечание. Размер выполняется в зависимости от шага резьбы, .
Размер выполняется в зависимости от шага резьбы, .
Пример условного обозначения резца типа 1 сечением мм, для метрической резьбы с шагом мм:
Черт.2
Таблица 2
Размеры, мм
Обозначение резцов | Применяемость | Исполнение | Сечение резца | Форма пластин по ГОСТ 2379-77 | Шаг резьбы | |||||
2662-0501 | 120 | 40 | 10 | 4 | 0,75-2,5 | 18 | ||||
2662-0503 | 1 | 12х12 | 140 | 50 | 12 | 5 | – | 1-3 | 24 | |
2662-0505 | 16х16 | 170 | 60 | 16 | 9 | 1,5-4 | 30 | |||
2662-0507 | 2 | 20х20 | 200 | 80 | 20 | 12 | 47 | 2-5 | 42 | |
2662-0509 | 25х25 | 240 | 100 | 25 | 14 | 3-6 | 52 |
Пример условного обозначения резца типа 2 сечением мм, для метрической резьбы с шагом мм:
Резец 2662-0507 3,5 ГОСТ 18876-73
Черт. 3
3
Таблица 3
Размеры, мм
Резцы | |||||||||
для правой резьбы | для левой резьбы | Сечение резца | Форма пластин по ГОСТ 2379-77 | Шаг резьбы | |||||
Обозначение | Применяемость | Обозначение | Применяемость | ||||||
2664-0502 | 2 | ||||||||
2664-0503 | 2664-0504 | 3 | 3 | ||||||
2664-0505 | 2664-0506 | 20х12 | 120 | 40 | 4 | ||||
2664-0507 | 2664-0508 | 4 | 5 | ||||||
2664-0509 | 2664-0510 | 6 | |||||||
2664-0511 | 2664-0512 | 25х16 | 140 | 50 | 5 | 62 | 8 | ||
2664-0513 | 2664-0514 | 10 | |||||||
2664-0515 | 2664-0516 | 32х20 | 170 | 6 | 12 | ||||
2664-0517 | 2664-0518 | 8 | 16 | ||||||
2664-0519 | 2664-0520 | 40х25 | 200 | 60 | 20 | ||||
2664-0521 | 2664-0522 | 10 | 24 | ||||||
Пример условного обозначения резца типа 3 сечением мм, для резьбы трапецеидальной с шагом мм:
Резец 2664-0511 8 ГОСТ 18876-73
Черт.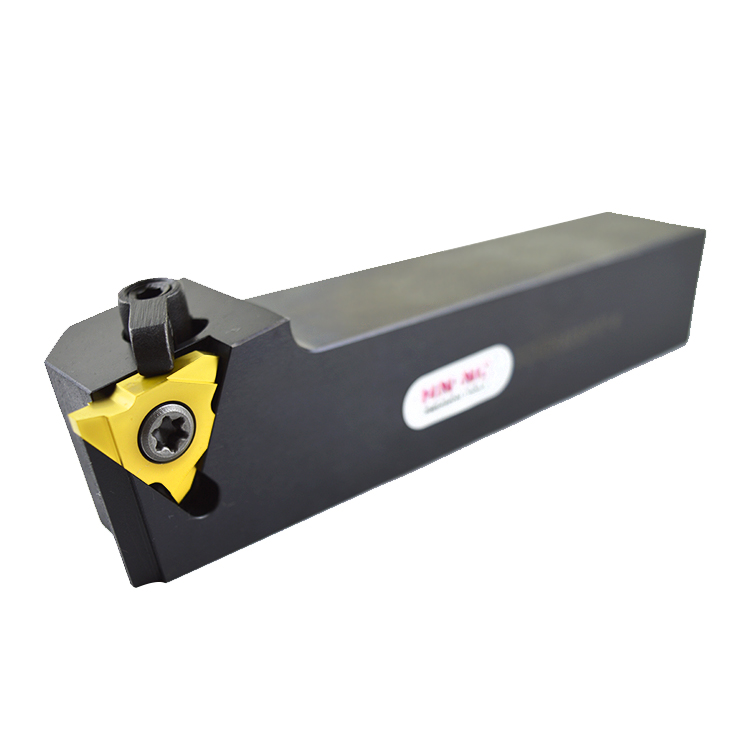 4
4
Таблица 4
Размеры, мм
Резцы | ||||||||||||
для правой резьбы | для левой резьбы | Испол- нение | Сечение резца | Форма пластин по ГОСТ 2379-77 | Шаг резьбы | |||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | |||||||||
2666-0501 | 2666-0502 | 10х10 | 120 | 40 | 10 | 4 | 2 | 16 | ||||
2666-0503 | 2666-0504 | 4 | ||||||||||
2666-0505 | 2666-0506 | 4 | 2 | |||||||||
2666-0507 | 2666-0508 | 12х12 | 140 | 50 | 12 | 6 | – | 5 | 22 | |||
2666-0509 | 2666-0510 | 1 | 7 | 8 | ||||||||
2666-0511 | 2666-0512 | 6 | 3 | |||||||||
2666-0513 | 2666-0514 | 16х16 | 170 | 60 | 16 | 8 | 6 | 30 | ||||
2666-0515 | 2666-0516 | 10 | 10 | |||||||||
2666-0517 | 2666-0518 | 6 | 55 | 3 | ||||||||
2666-0519 | 2666-0520 | 20х20 | 200 | 80 | 20 | 10 | 8 | 44 | ||||
2666-0521 | 2666-0522 | 2 | 12 | 41 | 12 | |||||||
2666-0523 | 2666-0524 | 6 | 4 | |||||||||
2666-0525 | 2666-0526 | 25х25 | 240 | 100 | 25 | 10 | 55 | 10 | 62 | |||
2666-0527 | 2666-0528 | 15 | 16 | |||||||||
Пример условного обозначения резца типа 4 сечением мм, для правой трапецеидальной резьбы с шагом мм:
Резец 2666-0517 3 ГОСТ 18876-73
(Измененная редакция, Изм. N 1).
N 1).
4. Размеры радиусов скруглений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
5. Элементы конструкций и геометрические параметры резцов указаны в приложении.
6. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18868-73.
7. Технические требования – по ГОСТ 10047-62.
8. Маркировать – по ГОСТ 10047-62 с добавлением обозначения резца.
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
ПРИЛОЖЕНИЕ
Рекомендуемое
Элементы конструкций и геометрические параметры резцов указаны на черт.1-4 и в табл.1-6.
Черт.1
_________________
* На длине не менее шага резьбы.
Черт.1
Таблица 1
Размеры, мм
Сечение резца | Номера пластин по ГОСТ 2379-77 | |
16х10 | 15 | 6101 |
20х12 | 18 | 6102 |
25х16 | 18 | 6103 |
32х20 | 20 | 6104 |
Таблица 2
Размеры, мм
Шаг резь- бы | 0,50 | 0,75 | 0,80 | 1,0 | 1,25 | 1,50 | 1,75 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 |
0,072 | 0,108 | 0,115 | 0,144 | 0,180 | 0,216 | 0,252 | 0,288 | 0,360 | 0,432 | 0,504 | 0,576 | 0,648 | 0,720 | 0,792 | 0,870 | |
0,047 | 0,079 | 0,085 | 0,113 | 0,146 | 0,179 | 0,213 | 0,249 | 0,317 | 0,389 | 0,459 | 0,529 | 0,601 | 0,670 | 0,742 | 0,812 |
Черт. 2
2
 2
2
________________
* На длине не менее шага резьбы.
Черт.2
Таблица 3
Размеры, мм
Сечение резца | Номера пластин по ГОСТ 2379-77 | ||||
10х10 | 4 | 5,0 | 8,5 | ||
12х12 | – | 6,5 | 10,5 | – | |
16х16 | 6 | 9,0 | 13,5 | ||
20х20 | 8 | 11,5 | 11,5 | 17,5 | 4702 |
25х25 | 10 | 14,0 | 15,0 | 22,0 | 4703 |
Таблица 4
Размеры, мм
Шаг резьбы | 0,75 | 0,80 | 1,00 | 1,25 | 1,50 | 1,75 | 2,00 | 2,50 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 |
0,050 | 0,055 | 0,070 | 0,090 | 0,110 | 0,125 | 0,145 | 0,180 | 0,215 | 0,250 | 0,288 | 0,325 | 0,360 | 0,400 | 0,430 |
Черт. 3
 3
3
________________
* На длине не менее шага резьбы.
** Размер для справок.
Черт.3
Таблица 5
Размеры, мм
Сечение резца | ** | Номин. | Пред. откл. | Номера пластин по ГОСТ 2379-77 | |||
0,60 | 1,0 | -0,03 | 0,75 | ||||
20х12 | 15 | 0,96 | 1,5 | -0,04 | 1,00 | 6201 | |
1,33 | 2,0 | -0,05 | 1,25 | ||||
1,56 | 2,5 | 0,25 | 1,75 | 6202 | |||
1,93 | 3,0 | -0,07 | 2,00 | 6203 | |||
25х16 | 18 | 2,67 | 4,0 | 2,50 | 6204 | ||
3,39 | 5,0 | -0,08 | 3,0 | ||||
32х20 | 4,12 | 6,0 | 3,5 | 6205 | |||
20 | 5,32 | 8,0 | 5,0 | 6206 | |||
40х25 | 6,78 | 10,0 | -0,12 | 0,50 | 6,0 | 6207 | |
8,24 | 12,0 | 7,0 | 6208 | ||||
Черт. 4
 4
4_______________
* На длине не менее шага резьбы.
** Размер для справок.
Черт.4
Таблица 6
Сечение резца | ** | Номин. | Пред. | Номера пластин по ГОСТ 2379-77 | |||||||
10х10 | 0,60 | 1,0 | -0,03 | 0,75 | 4 | 7 | |||||
4 | 1,33 | 2,0 | -0,05 | 1,25 | |||||||
0,60 | 1,0 | -0,03 | 0,75 | – | |||||||
12х12 | 0,25 | 6 | 1,56 | 2,5 | -0,05 | – | 1,75 | 5 | 9 | – | |
8 | 2,67 | 4,0 | -0,08 | 2,50 | |||||||
6 | 0,96 | 1,5 | -0,04 | 1,00 | |||||||
16х16 | 8 | 1,93 | 3,0 | -0,07 | 2,00 | 7 | 13 | ||||
10 | 3,39 | 5,0 | -0,08 | 3,00 | |||||||
6 | 0,96 | 1,5 | -0,04 | 14,0 | 1,00 | 13 | 5501 | ||||
20х20 | 8 | 2,67 | 4,0 | -0,08 | 16,3 | 2,50 | 11 | 11 | 17 | 5502 | |
12 | 4,12 | 6,0 | 14,3 | 3,50 | 4103 | ||||||
6 | 1,33 | 2,0 | -0,05 | 14,0 | 1,25 | 19 | 5501 | ||||
25х25 | 0,50 | 10 | 3,39 | 5,0 | -0,08 | 17,6 | 3,00 | 15 | 15 | 23 | 5503 |
16 | 5,32 | 8,0 | -0,12 | 5,00 | 5505 | ||||||
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 1).
(Измененная редакция, Изм. N 1).
Текст документа сверен по:
официальное издание
Резцы. Конструкция и размеры.
Часть 1: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2003
Резец токарный резьбовой для внутренней трапецеидальной резьбы ГОСТ 18885-73 2666-0001
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Нарезание прямоугольной, трапецеидальной и многозаходной резьб.
Обработка резьбовых поверхностей
Нарезание прямоугольной, трапецеидальной и многозаходной резьб
Нарезание резьбы прямоугольного и трапецеидального
профиля имеет ряд особенностей в сравнении с нарезанием резьбы треугольного
профиля. Прямоугольные и трапецеидальные резьбы часто бывают многозаходными
(с числом заходов 2, 3 и более), поэтому угол подъема винтовой линии этих
резьб может значительно превышать угол подъема винтовой линии треугольной
резьбы и достигает μ>40 градусов.
Резьбы прямоугольного и трапецеидального профиля нарезают стержневыми
резцами, профиль которых должен соответствовать профилю, образующемуся при
пересечении винтовой поверхности резьбы с передней поверхностью резца.
Главную режущую кромку выполняют параллельно оси нарезаемой резьбы,
передний угол резца μ=0, а задний
α=6-8 градусов. Для обеспечения нормальных
условий резания необходимо, чтобы действительный задний угол был не менее
3 градусов. При нарезании правой резьбы задний угол у левой режущей кромки
резца должен быть на 2 градуса больше угла подъема винтовой линии резьбы,
а задний угол у правой режущей кромки – около 3 градусов; при нарезании
левой резьбы значения этих углов изменяются на противоположные.
Наибольшее распространение получили два способа установки
резца при нарезании резьбы с углом подъема винтовой линии
μ>4 градусов (рисунок слева). При первом
способе главную режущую кромку устанавливают параллельно оси детали,
рисунок – а), что позволяет нарезать резьбу, профиль которой совпадает
с профилем резца. Недостатком этого способа являются неодинаковые условия
работы боковых режущих кромок резца. Угол резания у правой боковой кромки
больше 90 градусов (-γn), что ухудшает
условия резания этой кромкой. Для устранения этого недостатка на передней
поверхности вдоль режущей кромки выполняют канавку рисунок – б).
Однако при этом ослабляется сечение режущей кромки и снижается ее стойкость.
Кроме того, с увеличением угла подъема винтовой линии нагрузка на резец
возрастает и он начинает отклоняться влево и вниз, что может привести к
подрезанию профиля резьбы. При втором способе рисунок – в) главную
режущую кромку резца устанавливают перпендикулярно винтовой линии, т. е.
боковым поверхностям резьбовой канавки. В этом случае обе боковые режущие
кромки находятся в одинаковых и более благоприятных условиях работы.
Недостатком этого способа является искажение профиля резьбы, которое тем
больше, чем больше угол подъема винтовой линии. Учитывая достоинства и
недостатки каждого способа, второй способ установки резца используют при
черновых проходах для снятия больших припусков. При нарезании резьб с
шагом 3-4 мм, а также при выполнении чистовых проходов (снимаемый припуск
0,2-0,03 мм) применяют первый способ установки резца. Главную режущую
кромку устанавливают точно на линии центров станка с помощью шаблона. Для
точной установки головки резца применяют специальную державку (рисунок ниже).
Головка 3 резца может перемещаться Относительно корпуса 4. Фиксируют
головку в нужном положении (по риске А относительно шкалы В) винтом 6,
который навинчивают на стержень 5 головки по резьбе с крупным шагом и
ввинчивают в корпус 4 по резьбе с мелким шагом.
е.
боковым поверхностям резьбовой канавки. В этом случае обе боковые режущие
кромки находятся в одинаковых и более благоприятных условиях работы.
Недостатком этого способа является искажение профиля резьбы, которое тем
больше, чем больше угол подъема винтовой линии. Учитывая достоинства и
недостатки каждого способа, второй способ установки резца используют при
черновых проходах для снятия больших припусков. При нарезании резьб с
шагом 3-4 мм, а также при выполнении чистовых проходов (снимаемый припуск
0,2-0,03 мм) применяют первый способ установки резца. Главную режущую
кромку устанавливают точно на линии центров станка с помощью шаблона. Для
точной установки головки резца применяют специальную державку (рисунок ниже).
Головка 3 резца может перемещаться Относительно корпуса 4. Фиксируют
головку в нужном положении (по риске А относительно шкалы В) винтом 6,
который навинчивают на стержень 5 головки по резьбе с крупным шагом и
ввинчивают в корпус 4 по резьбе с мелким шагом. Такое устройство позволяет
надежно закреплять головку 3 в нужном положении. Резец 1 крепят в головке
винтом 2. Иногда головку резца выполняют с прорезью, которая позволяет
резцу незначительно отжиматься, что повышает качество обработанной
поверхности.
Такое устройство позволяет
надежно закреплять головку 3 в нужном положении. Резец 1 крепят в головке
винтом 2. Иногда головку резца выполняют с прорезью, которая позволяет
резцу незначительно отжиматься, что повышает качество обработанной
поверхности.
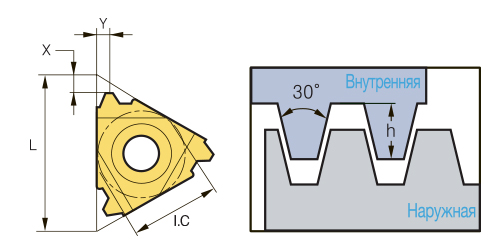
Трапецеидальные резьбы с шагом более 3-4 мм нарезают
двумя способами. Первый способ: канавочным резцом, ширина которого на
0,1-0,2 мм меньше ширины профиля резьбы, прорезают винтовую канавку с
внутренним диаметром, равным внутреннему диаметру нарезаемой резьбы; затем
винтовой канавке придается форма трапеции (правым и левым резцом), ширина
основания которой по наружному диаметру резьбы на 0,3-0,4 мм меньше
требуемой; окончательную обработку боковых поверхностей резьбы производят
резцом с полным профилем. Второй способ: трапецеидальным резцом прорезают
профильную канавку, ширина которой по среднему диаметру резьбы на 0,3-0,4 мм
меньше требуемой; затем эту канавку прорезают резцом на глубину до
воображаемой поверхности внутреннего диаметра резьбы; окончательную
обработку боковых поверхностей резьбы производят резцом с полным профилем
(рисунок слева).
Винтовые канавки многозаходных резьб обрабатывают
способами, применяемыми при нарезании однозаходных резьб соответствующего
профиля. Точность деления винтовых канавок в соответствии с числом заходов
при нарезании многозаходных резьб обеспечивается различными методами.
При нарезании резьбы на валиках, устанавливаемых в центрах, применяют
поводковый патрон с вырезами для нарезания двух-, трех- и четырехзаходной
резьб, рисунок справа – а) или градуированный патрон, рисунок справа – б), на
поводковой части 1 которого нанесены деления. Поводковая часть
поворачивается относительно корпуса 2 на 180 градусов при двухзаходной,
на 120 при трехзаходной и на 90 при четырехзаходной резьбе (т. е. угол
поворота δ=360/z, где z – число заходов) и
фиксируется в нужном положении гайками 3 и 4. Для перехода от одной
винтовой канавки к другой в соответствии с числом заходов используют
верхний суппорт станка, направляющие которого устанавливают параллельно
оси детали. После нарезания первой винтовой канавки резец отводят от
детали и перемещают его вдоль детали на шаг резьбы. Для определения
величины перемещения используют лимб винта верхних салазок суппорта,
набор мерных плиток и др. Для нарезания многозаходной резьбы применяют
также резцовые блоки, в которых резцы устанавливают вершинами на одном
уровне и с шагом, равным шагу нарезаемой резьбы.
Для определения
величины перемещения используют лимб винта верхних салазок суппорта,
набор мерных плиток и др. Для нарезания многозаходной резьбы применяют
также резцовые блоки, в которых резцы устанавливают вершинами на одном
уровне и с шагом, равным шагу нарезаемой резьбы.
ГОСТ 18876-73 Резцы токарные резьбовые с пластинами из быстрорежущей стали. Конструкция и размеры
Текст ГОСТ 18876-73 Резцы токарные резьбовые с пластинами из быстрорежущей стали. Конструкция и размеры
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ ТОКАРНЫЕ РЕЗЬБОВЫЕ С ПЛАСТИНАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
ГОСТ
18876-73
Конструкция и размеры
HSS tipped thread turning tools. Design and dimensions
MKC 25.100.10
Взамен MH 672-64; MH 673-64; MH 674-64; MH 675-64
Постановлением Государственного комитета стандартов Совета Министров СССР от 7 июня 1973 г. № 1428 дата введения установлена
01. 07.74
07.74
Ограничение срока действия снято Постановлением Госстандарта СССР от 23.01.81 № 222
1. Настоящий стандарт распространяется на токарные резьбовые резцы общего назначения из быстрорежущей стали.
2. Резцы должны изготовляться следующих типов:
1 — резьбовые для наружной метрической резьбы;
2 — резьбовые для внутренней метрической резьбы;
3 — резьбовые для наружной трапецеидальной резьбы;
4 — резьбовые для внутренней трапецеидальной резьбы.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт. 1—4 и в табл. 1—4.
Черт. 1
Издание официальное Перепечатка воспрещена
Н
Издание с Изменением № 1, утвержденным в январе 1981 г. (ИУС 4—81).
Обозначение резцов | Приме няемость | Сечение резца Н В | L | / | т | Форма пластин по ГОСТ 2379-77 | Шаг резьбы Р |
2660-0501 | 16 10 | 100 | 40 | 1,5 | 0,5-2,5 | ||
2660-0503 | 20 12 | 120 | 40 | 3,0 | 61 | 0,75-3 | |
2660-0505 | 25 16 | 140 | 50 | 4,0 | 1-5 | ||
2660-0507 | 32-20 | 170 | 60 | 5,0 | 1,5-6 |
Примечание. Размер г выполняется в зависимости от шага резьбы, гнаиб = 0,144 Р.
Размер г выполняется в зависимости от шага резьбы, гнаиб = 0,144 Р.
Пример условного обозначения резца типа 1 сечением Н В = 16-10 мм, для метрической резьбы с шагом Р = 2 мм:
Резец 2660-05012 ГОСТ 18876- 73
тип г
Обозначение резцов | Приме няемость | Испол нение | Сечение резца Н В | L | / | d | т | Форма пластин по ГОСТ 2379-77 | Шаг резьбы Р | D найм. |
2662-0501 | 10-10 | 120 | 40 | 10 | 4 | 0,75-2,5 | 18 | |||
2662-0503 | 1 | 12-12 | 140 | 50 | 12 | 5 | — | 1-3 | 24 | |
2662-0505 | 16-16 | 170 | 60 | 16 | 9 | 1,5-4 | 30 | |||
2662-0507 | 2 | 20-20 | 200 | 80 | 20 | 12 | 47 | 2-5 | 42 | |
2662-0509 | 25-25 | 240 | 100 | 25 | 14 | 3-6 | 52 |
Пример условного обозначения резца типа 2 сечением Н В = 20-20 мм, для метрической резьбы с шагом Р = 3,5 мм:
Резец 2662-0507 3,5 ГОСТ 18876- 73
Тип 3
Таблица 3
Размеры, мм
Резцы | Сечение резца н в | ||||||||
для правой резьбы | для левой резьбы | L | / | т | Форма пластин по ГОСТ 2379-77 | Шаг | |||
Обозначение | Приме няемость | Обозначение | Приме няемость | резьбы Р | |||||
2664-0501 | 2664-0502 | 2 | |||||||
2664-0503 | 2664-0504 | 2012 | 120 | 40 | 3 | 3 | |||
2664-0505 | 2664-0506 | 4 | |||||||
2664-0507 | 2664-0508 | 4 | 5 | ||||||
2664-0509 | 2664-0510 | 6 | |||||||
2664-0511 | 2664-0512 | 25-16 | 140 | 50 | 5 | 62 | 8 | ||
2664-0513 | 2664-0514 | 10 | |||||||
2664-0515 | 2664-0516 | 32-20 | 170 | 6 | 12 | ||||
2664-0517 | 2664-0518 | 60 | 8 | 16 | |||||
2664-0519 | 2664-0520 | 40-25 | 200 | 20 | |||||
2664-0521 | 2664-0522 | 10 | 24 |
Пример условного обозначения резца типа 3 сечением Н В = 25-16 мм, для правой резьбы трапецеидальной с шагом Р = 8 мм:
Резец 2664-0511 8ГОСТ 18876-73
Тип 4
Резцы | Ис- пол- нение | Сечение резца Н В | L | / | d | т | Форма пластин по ГОСТ 2379-77 | Шаг резьбы Р | D найм. | |||
для правой резьбы | для левой резьбы | |||||||||||
Обозначение | Приме няемость | Обозначение | Приме няемость | |||||||||
2666-0501 | 2666-0502 | 1 | 1010 | 120 | 40 | 10 | 4 | — | 2 | 16 | ||
2666-0503 | 2666-0504 | 4 | ||||||||||
2666-0505 | 2666-0506 | 1212 | 140 | 50 | 12 | 4 | 2 | 22 | ||||
2666-0507 | 2666-0508 | 6 | 5 | |||||||||
2666-0509 | 2666-0510 | 7 | 8 | |||||||||
2666-0511 | 2666-0512 | 1616 | 170 | 60 | 16 | 6 | 3 | 30 | ||||
2666-0513 | 2666-0514 | 8 | 6 | |||||||||
2666-0515 | 2666-0516 | 10 | 10 | |||||||||
2666-0517 | 2666-0518 | 2 | 20 20 | 200 | 80 | 20 | 6 | 55 | 3 | 44 | ||
2666-0519 | 2666-0520 | 10 | 8 | |||||||||
2666-0521 | 2666-0522 | 12 | 41 | 12 | ||||||||
2666-0523 | 2666-0524 | 25-25 | 240 | 100 | 25 | 6 | 55 | 4 | 62 | |||
2666-0525 | 2666-0526 | 10 | 10 | |||||||||
2666-0527 | 2666-0528 | 15 | 16 |

Пример условного обозначения резца типа 4 сечением Н В = 20-20 мм, для правой трапецеидальной резьбы с шагом Р = 3 мм:
Резец 2666-05173 ГОСТ 18876- 73 (Измененная редакция, Изм. № 1).
№ 1).
4. Размеры радиусов округлений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
5. Элементы конструкций и геометрические параметры резцов указаны в приложении.
6. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18868-73.
7. Технические требования — по ГОСТ 10047—62.
8. Маркировать — по ГОСТ 10047—62 с добавлением обозначения резца.
ПРИЛОЖЕНИЕ
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
Элементы конструкций и геометрические параметры резцов указаны на черт. 1—4 и в табл. 1—6. Тип 1
Таблица 1
Размеры, мм
Сечение резца НВ | К | Номера пластин по ГОСТ 2379-77 |
1610 | 15 | 6101 |
2012 | 18 | 6102 |
2516 | 18 | 6103 |
32-20 | 20 | 6104 |
* На длине не менее шага резьбы. Черт. 1
Черт. 1
Размеры, мм
Таблица 2
Шаг резьбы Р | 0,50 | 0,75 | 0,80 | 1,0 | 1,25 | 1,50 | 1,75 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 |
f наиб. | 0,072 | 0,108 | 0,115 | 0,144 | 0,180 | 0,216 | 0,252 | 0,288 | 0,360 | 0,432 | 0,504 | 0,576 | 0,648 | 0,720 | 0,792 | 0,870 |
Г найм. | 0,047 | 0,079 | 0,085 | 0,113 | 0,146 | 0,179 | 0,213 | 0,249 | 0,317 | 0,389 | 0,459 | 0,529 | 0,601 | 0,670 | 0,742 | 0,812 |
J | Исполнение 1 Тип 2 | ||
та_ | j | ) | |
_5_ | Г | ||
а | |||
J | ) | ||
1— | _1_ | Г |
* На длине не менее шага резьбы.
Черт. 2
Таблица 3
Размеры, мм
Сечение резца Н В | а | h | К | h2 | Номера пластин по ГОСТ 2379-77 |
1010 | 4 | 5,0 | 8,5 | ||
1212 | — | 6,5 | 10,5 | — | |
1616 | 6 | 9,0 | 13,5 | ||
20 20 | 8 | 11,5 | 11,5 | 17,5 | 4702 |
25-25 | 10 | 14,0 | 15,0 | 22,0 | 4703 |
Размеры, мм
Таблица 4
Шаг | |||||||||||||||
резьбы Р | 0,75 | 0,80 | 1,00 | 1,25 | 1,50 | 1,75 | 2,00 | 2,50 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 |
f наиб. | 0,050 | 0,055 | 0,070 | 0,090 | 0,110 | 0,125 | 0,145 | 0,180 | 0,215 | 0,250 | 0,288 | 0,325 | 0,360 | 0,400 | 0,430 |

Тип 3
* На длине не менее шага резьбы. ** Размер для справок.
Черт. 3
Сечение резца Н В | К | Номера пластин по | |||||
а** | Номин. | Пред. откл. | Г | t | ГОСТ 2379-77 | ||
0,60 | 1,0 | -0,03 | 0,75 | ||||
2012 | 15 | 0,96 | 1,5 | -0,04 | 1,00 | 6201 | |
1,33 | 2,0 | -0,05 | 1,25 | ||||
1,56 | 2,5 | 0,25 | 1,75 | 6202 | |||
1,93 | 3,0 | -0,07 | 2,00 | 6203 | |||
2516 | 18 | 2,67 | 4,0 | 2,50 | 6204 | ||
3,39 | 5,0 | -0,08 | 3,0 | ||||
32-20 | 4,12 | 6,0 | 3,5 | 6205 | |||
20 | 5,32 | 8,0 | 5,0 | 6206 | |||
40-25 | 6,78 | 10,0 | -0,12 | 0,50 | 6,0 | 6207 | |
8,24 | 12,0 | 7,0 | 6208 |
Тип 4 Исполнение 1
* На длине не менее шага резьбы. ** Размер для справок.
** Размер для справок.
Черт. 4
Таблица 6
Сечение резца Н В | Г | а | ** а1 | а2 | п | t | h | К | К | Номера пластин по ГОСТ 2379-77 | |
Номин. | Пред. откл. | ||||||||||
1010 | 0,25 | 4 | 0,60 | 1,0 | -0,03 | — | 0,75 | — | 4 | 7 | — |
1,33 | 2,0 | -0,05 | 1,25 | ||||||||
1212 | 0,60 | 1,0 | -0,03 | 0,75 | 5 | 9 | |||||
6 | 1,56 | 2,5 | -0,05 | 1,75 | |||||||
8 | 2,67 | 4,0 | -0,08 | 2,50 | |||||||
1616 | 6 | 0,96 | 1,5 | -0,04 | 1,00 | 7 | 13 | ||||
8 | 1,93 | 3,0 | -0,07 | 2,00 | |||||||
10 | 3,39 | 5,0 | -0,08 | 3,00 | |||||||
20 20 | 6 | 0,96 | 1,5 | -0,04 | 14,0 | 1,00 | 13 | 11 | 17 | 5501 | |
8 | 2,67 | 4,0 | -0,08 | 16,3 | 2,50 | 11 | 5502 | ||||
12 | 4,12 | 6,0 | 14,3 | 3,50 | 4103 | ||||||
25-25 | 6 | 1,33 | 2,0 | -0,05 | 14,0 | 1,25 | 19 | 15 | 23 | 5501 | |
0,50 | 10 | 3,39 | 5,0 | -0,08 | 17,6 | 3,00 | 15 | 5503 | |||
16 | 5,32 | 8,0 | -0,12 | 5,00 | 5505 |
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 1).
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 20х12х120, а-3 | 2664-0503 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 20х12х120, а-3 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 20х12х120, а-3 | 2664-0504 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 20х12х120, а-3 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 20х12х120, а-4 | 2664-0505 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 20х12х120, а-4 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 20х12х120, а-4 | 2664-0506 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 20х12х120, а-4 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
Резец резьб.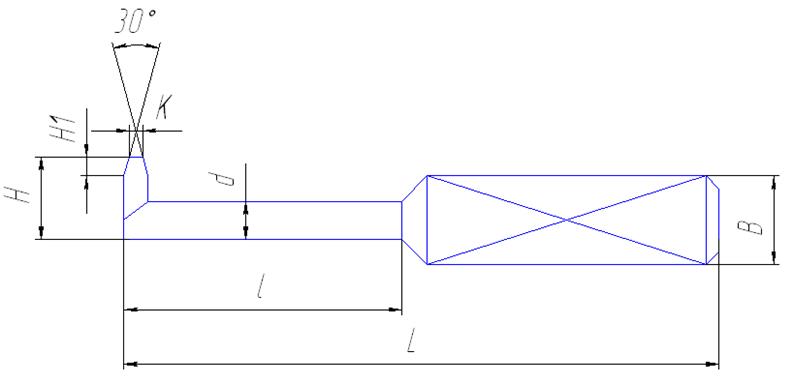 для наруж. трапецеид. резьбы (ТИП 3) 20х12х120, а-5 для наруж. трапецеид. резьбы (ТИП 3) 20х12х120, а-5 | 2664-0507 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 20х12х120, а-5 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 20х12х120, а-5 | 2664-0508 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 20х12х120, а-5 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 20х12х120,а-2 | 2664-0502 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 20х12х120, а-2 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 20х12х120,а-2 | 2664-0501 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 20х12х120,а-2 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 25х16х140 а-10 трапецеид. резьбы (ТИП 3) 25х16х140 а-10 | 2664-0513 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 25х16х140, а-10 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 25х16х140 а-10 | 2664-0514 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 25х16х140, а-10 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 25х16х140, а-6 | 2664-0509 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 25х16х140, а-6 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 25х16х140, а-6 | 2664-0510 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 25х16х140, а-6 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 25х16х140, а-8 трапецеид. резьбы (ТИП 3) 25х16х140, а-8 | 2664-0511 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 25х16х140, а-8 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 25х16х140, а-8 | 2664-0512 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 25х16х140, а-8 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 32х20х170 а-12 | 2664-0516 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 32х20х170, а-12 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 32х20х170 а-12 | 2664-0515 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 32х20х170, а-12 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 32х20х170 а-16 трапецеид. резьбы (ТИП 3) 32х20х170 а-16 | 2664-0517 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 32х20х170, а-16 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 32х20х170 а-16 | 2664-0518 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 32х20х170, а-16 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 40х25х200 а-20 | 2664-0519 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 40х25х200, а-20 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее | |
| Резец резьб. для наруж. трапецеид. резьбы (ТИП 3) 40х25х200 а-20 | 2664-0520 | Резец резьбовой для наружной трапецеидальной резьбы (ТИП 3) 40х25х200, а-20 (Р6М5, Р18) ГОСТ 18876-73 | Подробнее |
Нарезание наружной резьбы на токарном станке
Нарезание резьбы гребенками производится следующим образом: гребенка, закрепленная на державке в резцедержателе, подается до касания с вращающейся деталью, затем отводится вправо и по лимбу подается на полную глубину зуба. Включается маточная гайка и нарезается резьба. В конце нарезания маточная гайка выключается и гребенка возвращается в исходное положение.
Включается маточная гайка и нарезается резьба. В конце нарезания маточная гайка выключается и гребенка возвращается в исходное положение.
Нарезание прямоугольной резьбы. Прямоугольная резьба с шагом нарезается одним резцом предварительно и окончательно. Резец затачивается по шаблону и устанавливается точно по оси центров так» чтобы режущая кромка была параллельна оси резьбы. При заточке необходимо учитывать угол подъема винтовой линии (чтобы резец не скоблил боковую поверхность профиля).
Резец приспосабливают к углу подъема винтовой линии путем заточки бокового заднего угла, левого (при нарезании правой резьбы) и бокового правого угла (при нарезании левой резьбы). При этом боковой левый угол (при нарезании правой резьбы) будет равен (2—3°). Боковой правый угол в этом случае должен быть равен 2-3°. При нарезании левой резьбы, наоборот, боковой левый угол будет равен 2-3°, а боковой правый (2—3°). Это же положение сохраняется и при нарезании трапецеидальных резьб. Прямоугольная резьба с шагом более 5 мм нарезается двумя резцами: прорезным й чистовым. Прорезной резец устанавливается так, чтобы его режущая кромка образовывала угол 90° с боковыми сторонами нарезки, причем канавка будет несколько уже. Чистовой резец устанавливается так, как в предыдущем случае.
Прорезной резец устанавливается так, чтобы его режущая кромка образовывала угол 90° с боковыми сторонами нарезки, причем канавка будет несколько уже. Чистовой резец устанавливается так, как в предыдущем случае.
Для обеспечения наклона нормально заточенного прорезного резца на угол (2-3°) используется специальная державка. Резец крепится в головке винтом. Наклон резца на требуемый угол производится путем поворота головки, используя шкалу и риску.
Подача прорезного резца на глубину составляет 0,5—0,3 мм на первом проходе и 0,4—0,2 мм — на последующих проходах. Чистовой резец подается на 0,2—0,02 мм на проход.
Нарезка трапецеидальной резьбы. Трапецеидальная резьба с шагом до 5 мм нарезается одним резцом, имеющим профиль канавки резьбы. Резец устанавливается по оси центров так, чтобы ось профиля резца была перпендикулярна оси резьбы. Подача резца на глубину резания ведется по лимбу поперечной подачи. Ее величина постепенно уменьшается от 0,5—0,4 мм на первом проходе до 0,1—0,02 мм на окончательном проходе.
Нарезание резьбы с шагом более 5 мм ведется двумя резцами: сначала нарезается прямоугольная винтовая канавка прорезным канавочным резцом с шириной режущей кромки, равной ширине впадины резьбы (канавка прорезается в несколько проходов до полной глубины резьбы), затем профильным трапецеидальным резцом производится окончательное нарезание с поперечной подачей резца на глубину.
Резьба с крупным шагом (более 12 мм) нарезается тремя резцами: двумя прорезными канавочными — широким и узким и чистовым профильным трапецеидальным резцом.
Широкий прорезной резец имеет ширину режущей кромки, равную ширине впадины по среднему диаметру минус 0,2—0,3 мм, узкий резец — ширине впадины по внутреннему диаметру. Резцы устанавливаются, как обычно, по высоте центров перпендикулярно оси детали.
Сначала прорезается широкая винтовая канавка, затем узкая на полную глубину резьбы. Окончательная обработка производится трапецеидальным резцом. Резьба проверяется шаблоном.
ПОХОЖИЕ СТАТЬИ:
Страницы: 1 2
Резцы для нарезки трапецеидальной резьбы
РЕЗЦЫ ТОКАРНЫЕ РЕЗЬБОВЫЕ
С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Конструкция и размеры
Carbide-tipped thread turning tools.
Design and dimensions
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. N 1429
Ограничение срока действия снято Постановлением Госстандарта СССР от 12.02.81 N 655
ВЗАМЕН MH 623-64; МН 624-64; MH 625-64; MH 626-64
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в феврале 1981 г., июне 1985 г. (ИУС 4-81, 9-85)
1. Настоящий стандарт распространяется на токарные резьбовые резцы общего назначения с пластинами из твердого сплава.
(Измененная редакция, Изм. N 1).
2. Резцы должны изготовляться следующих типов:
1 – резьбовые для наружной метрической резьбы;
2 – резьбовые для внутренней метрической резьбы;
3 – резьбовые для наружной трапецеидальной резьбы;
4 – резьбовые для внутренней трапецеидальной резьбы.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт.1-4 и в табл.1-4.
0,00 ₽ – 300,00 ₽ с НДС
В наличии 25*16 Т15К6 – 10 шт.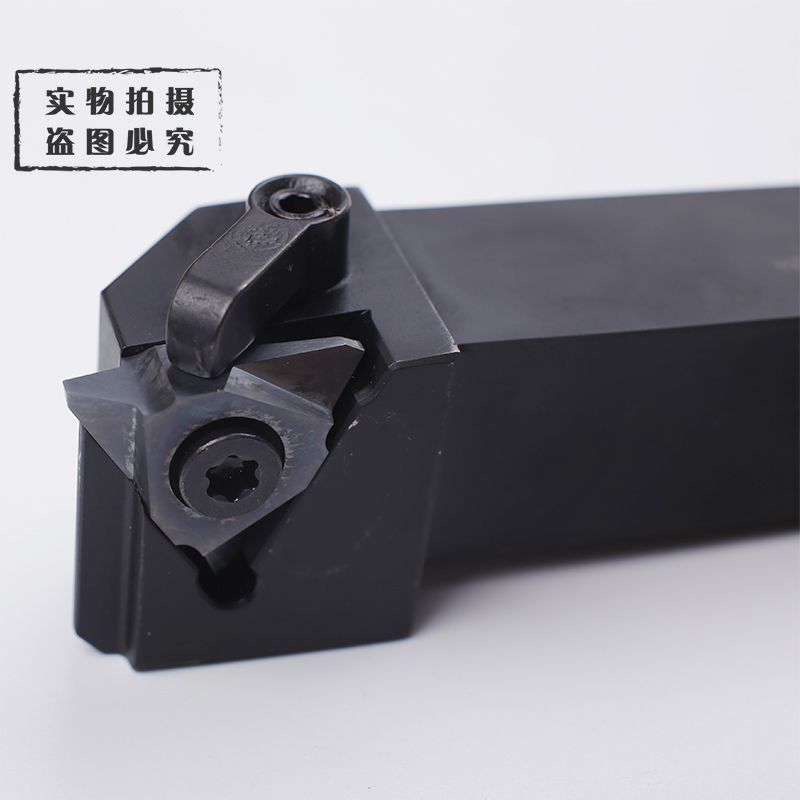
Резцы для трапецеидальной резьбы тип 3 по чертежу ЛКУС-281.131.013.00 СБ – являются токарным инструментом, который имеет весьма необыкновенную форму. Он затачивается по определенному шаблону, как это делается и в других инструментах нестандартной формы. Данное изделие нельзя отнести к наиболее распространенным, но они находят применение в промышленности, так как трапецеидальные резцы позволяют получить более сложное, и в то же время более надежное соединение деталей. Зачастую из этих инструментов делаются резьбы с большим шагом, так что они применяются преимущественно для крупных деталей.
Нарезание резьбы прямоугольного и трапецеидального профиля
Нарезание резьбы такого профиля имеет ряд отличительных особенностей от нарезания треугольных резьбы. Прямоугольные и трапецеидальные резьбы часто бывают с двух-, трех- и с большим числом заходов, а следовательно, и угол подъема винтовой линии может быть значительно больше угла подъема винтовой линии треугольных резьбы и достигать значений |/>40°.
При нарезании резьбы прямоугольного и трапецеидального профиля применяют стержневые резцы. Форма профиля резца должна соответствовать профилю, который получается в пересечении винтовой поверхности резьбы с передней поверхностью резца. Главная режущая кромка резца должна быть параллельной оси нарезаемой резьбы. Передний угол резца равен нулю, а задний – 6-8°.
Для обеспечения нормальных условий резания необходимо, чтобы действительный задний угол был не менее 3°. При нарезании правозаходной резьбы задний угол у левой режущей кромки резца должен быть на 2° больше угла подъема резьбы, а задний угол у правой режущей кромки – около 3°. При нарезании лево- заходной резьбы значения этих углов изменяют на противоположные.
Наиболее распространены два способа установки резца при нарезании резьбы с углом |/>4° подъема винтовой линии. При первом способе главную режущую кромку резца устанавливают параллельно оси детали (рис. 10.11,а), что позволяет нарезать резьбу, профиль которой совпадает с профилем резца. Недостатками этого способа являются неодинаковые условия работы боковых режущих кромок резца. Угол резания у правой боковой кромки резца больше 90°(-уо), что ухудшает условия резания. Для улучшения их на передней поверхности вдоль этой режущей кромки выполняют канавку (рис. 10.11,6). Угол резания у левой боковой кромки резца получается меньше 90°, что ослабляет режущую кромку, снижает ее стойкость. В результате резец приходится часто перетачивать. Кроме того, с увеличением угла подъема резьбы возрастает нагрузка на резец, он отклоняется влево и вниз, что может привести к подрезанию профиля резьбы.
Недостатками этого способа являются неодинаковые условия работы боковых режущих кромок резца. Угол резания у правой боковой кромки резца больше 90°(-уо), что ухудшает условия резания. Для улучшения их на передней поверхности вдоль этой режущей кромки выполняют канавку (рис. 10.11,6). Угол резания у левой боковой кромки резца получается меньше 90°, что ослабляет режущую кромку, снижает ее стойкость. В результате резец приходится часто перетачивать. Кроме того, с увеличением угла подъема резьбы возрастает нагрузка на резец, он отклоняется влево и вниз, что может привести к подрезанию профиля резьбы.
40°”/>
Рис. 10.11. Способы (a-в) установки резца при нарезании резьбы с углом наклона винтовой линии у>40°.
При втором способе (рис. 10.11,в) главную режущую кромку резца устанавливают перпендикулярно винтовой линии, т.е. боковым поверхностям резьбовой канавки. В этом случае обе боковые режущие кромки находятся в одинаковых более благоприятных условиях работы. Недостатком этого способа является искажение профиля резьбы, которое тем больше, чем больше угол подъема резьбы.
Недостатком этого способа является искажение профиля резьбы, которое тем больше, чем больше угол подъема резьбы.
Учитывая достоинства и недостатки каждого способа, второй способ установки резца используют при черновых рабочих ходах для снятия больших припусков. При нарезании резьбы с шагом 3-4 мм, а также при чистовых рабочих ходах (с припуском 0,2-0,3 мм) применяют первый способ установки резца. Главную режущую кромку устанавливают точно на линии центров станка с помощью поворотной головки 3 (рис. 10.12). Фиксируют головку в нужном положении (по риске А относительно шкалы В) винтом 6, который навинчивают на стержень 5 головки по резьбе с крупным шагом и ввинчивают в корпус 4 резца по резьбе с мелким шагом. Такое устройство позволяет надежно закреплять головку 3 в нужном положении. Резец 1 закрепляют в головке винтом 2.
Рис. 10.12. Державка с поворотной головкой для резьбового резца
Рис. 10.13. Блок из двух резцов для нарезания трапецеидальной резьбы:
1- трапецеидальный (профильный) резец, 2 – прорезной резец
Рис. 10.14. Патроны для нарезания многозаходной резьбы:
10.14. Патроны для нарезания многозаходной резьбы:
1,2, 3 и 4 – прорези для нарезаний двух- и четырехзаходной резьбы,
Г, 2′ и 3′ – прорези для нарезания трехзаходной резьбы, 5 – поводковая часть, 6 – корпус,
Иногда головку резца выполняют с прорезью, которая позволяет резцу незначительно отжиматься для повышения качества обработанной поверхности.
Трапецеидальные резьбы с шагом более 3-4 мм нарезают двумя способами. По первому способу канавочным резцом, ширина которого на 0,1-0,2 мм меньше ширины профиля резьбы, прорезают винтовую канавку с внутренним диаметром, равным внутреннему диаметру нарезаемой резьбы, а затем винтовой канавке придают форму трапеции (правым и левым резцами), ширина основания которой по наружному диаметру резьбы на 0,3-Ю,4 мм меньше требуемой. Окончательную обработку боковых поверхностей резьбы производят резцом с полным профилем. По второму способу трапецеидальным резцом прорезают профильную канавку, ширина которой по среднему диаметру резьбы на 0,3^0,4 мм меньше требуемой, а затем эту канавку прорезают прорезным резцом на глубину для получения внутреннего диаметра резьбы. Окончательную обработку боковых поверхностей резьбы производят резцом с полным профилем (рис. 10.13).
Окончательную обработку боковых поверхностей резьбы производят резцом с полным профилем (рис. 10.13).
ГОСТ 18876-73 Резцы токарные резьбовые с пластинами из быстрорежущей стали
.
ГОСТ 18876-73
Группа Г23
РЕЗЦЫ ТОКАРНЫЕ РЕЗЬБОВЫЕ С ПЛАСТИНАМИ
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Конструкция и размеры
Инструменты для токарной обработки резьбы из быстрорежущей стали.
Конструкция и размеры
МКС 25.100.10
Дата введения 01.07.1974
ВВЕДЕН В ДЕЙСТВИЕ постановления комитета стандартов Совета Министров СССР от 7 июня 1973 г.N 1428
Ограничение срока действия снято Постановлением Госстандарта СССР от 23.01.81 N 222
ВЗАМЕН MH 672-64; MH 673-64; MH 674-64; MH 675-64
ИЗДАНИЕ с Изменением N 1, утвержденным в январе 1981 г. (ИУС 4-81)
1. Настоящий стандарт на токарные резьбовые резцы общего назначения из быстрорежущей стали.
2. Резцы должны изготовляться следующих типов:
1 – резьбовые для наружной метрической резьбы;
2 – резьбовые для внутренней метрической резьбы;
3 – резьбовые для наружной трапецеидальной резьбы;
4 – резьбовые для внутренней трапецеидальной резьбы.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт.1-4 и в табл.1-4.
Черт.1
Таблица 1
Размеры, мм
Обозначение резцов | Резцов | Сечение | Форма пластин по ГОСТ 2379-77 | Шаг резьбы | |||
2660-0501 | 9124 100 | 40 | 1,5 | 0,5-2,5 | |||
2660-0503 | 20х12 | 120 | 40 | 3,0 | 61 | 0,75-3 | |
2660-0505 | 25х16 | 140 | 4,0 | 1-5 | |||
2660-0507 | 32х20 | 170 | 054 60 | 1,5-6 |
Примечание. Размер выполняется в зависимости от шага резьбы,.
Размер выполняется в зависимости от шага резьбы,.
Пример условного обозначения резца типа 1 сечением мм, для метрической резьбы с шагом мм:
Резец 2660-0501 2 ГОСТ 18876-73
Черт.2
Таблица 2
Размеры , мм
Обозначение резцов | Применяемость | Исполнение 7 | 0 Сечение резца | Форма пластин по ГОСТ 2379-77 | Шаг резьбы | |||||
2662-0501 | 120 | 9 0054 40 | 10 | 4 | 0,75-2,5 | 18 | ||||
2662-0503 | 900 | 12х12 | 140 | 50 | 12 | 5 | – | 1-3 04 | ||
2662-0505 | 16х16 | 170 | 60 | 16 | 9 21 | 30 | ||||
2662-0507 | 90 054 2 | 20х20 | 200 | 80 | 20 | 12 | 47 | 0812 42 | ||
2662-0509 | 25х25 | 240 | 100 | 100 | 25 | 900 3-6 | 52 |
Пример условного обозначения резца типа 2 сечением мм, для метрической резьбы с шагом мм:
Резец 2662-0507 3,5 ГОСТ 18876-73
Черт. 3
3
Таблица 3
Размеры, мм
Резцы | ||||||||||||||||||||
Сечение резца | пластин по ГОСТ 2379-77 | Шаг резьбы | ||||||||||||||||||
| | ||||||||||||||||||||
Применяемость | Обозначение | Применяемость | ||||||||||||||||||
2664-0501 | 2 | |||||||||||||||||||
2664-0503 | 2664-0504 | 3 | 3 | 3 | 2664-0506 | 20х12 | 120 | 40 | 4 | |||||||||||
2664-0508 | 4 | 5 | ||||||||||||||||||
2664-0509 | 2664-051221 | 2664-051221 | 6 | |||||||||||||||||
2664-0511 | 901 21 2664-0512 | 25х16 | 140 | 50 | 5 | 62 | 7 7 2664-0513 | 2664-0514 | 10 | |||||||||||
2664-0515 7 | 2664-0516 7 | 2664-0516 | 170 | 6 | 12 | |||||||||||||||
2664-0517 | 2664-0518 | 16 | ||||||||||||||||||
2664-051 9 | 2664-0520 | 40х25 | 200 | 60 | 20 | 2664-0522 | 10 | 24 | ||||||||||||
Пример условного обозначения резца типа 3 сечением мм, для резьбы 9 мм трапеции
: Резец 2664-0511 8 ГОСТ 18876-73
Черт. 4
4
Таблица 4
Размеры, мм
Резцы | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
для левой резьбы | Испол нение | Сечение резца | 4 | ГОСТ 2379-77 Шаг резьбы | | |||||||||||||||||||||||||||||||||||||||||||||||||
Обозна- чение | Приме- няемость | Обозна- чение | 90 121 | |||||||||||||||||||||||||||||||||||||||||||||||||||
2666-0501 | 2666-0502 | 10х10 | 120 | 030303 4 2 16 | ||||||||||||||||||||||||||||||||||||||||||||||||||
2666-0503 | 2666-0504 | |||||||||||||||||||||||||||||||||||||||||||||||||||||
2666-0505 | 2666-0506 | 4 | 2 23 | 2666-0508 | 9 0054 12х12 | 140 | 50 | 12 | 6 | – | 5 | 4 | ||||||||||||||||||||||||||||||||||||||||||
2666-0510 | 1 | 7 | 8 0 | |||||||||||||||||||||||||||||||||||||||||||||||||||
2666-0512 | 6 | 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||
2666-0513 0811477 2666-05 16х16 | 170 | 60 9000 3 | 16 | 8 | 6 | 30 | ||||||||||||||||||||||||||||||||||||||||||||||||
2666-0515 | 2666-0512 | 10 | 10 | |||||||||||||||||||||||||||||||||||||||||||||||||||
2666-0517 | 2666-0518 | 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||
2666-0519 | 2666-0520 | 20х20 | 200 0404 20 10 8 44 | |||||||||||||||||||||||||||||||||||||||||||||||||||
2666-0521 | 2666-0522 | 2 | 03030303 | 12 | ||||||||||||||||||||||||||||||||||||||||||||||||||
2666-0523 | 2666-0524 | 6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||
2666-0525 | 2666-0526 | 25х25 | 240 | 100 | 034 04 | 0 25 | 10 | 62 | ||||||||||||||||||||||||||||||||||||||||||||||
2666-0527 | 2666-0528 | 15 | 16 | 16 резца типа 4 сечением мм, для правой трапецеидальной резьбы с шагом мм: Резец 2666-0517 3 ГОСТ 18876-73 4. Размеры скруглений и фасокусов, применяемые в настоящем стандарте, принимаются по технологическим радиальным соображениям. 5. Элементы конструкции и геометрические параметры резцов указаны в приложении. 6. Форма заточки передней поверхности и доводка директивной части указаны в приложении 2 к ГОСТ 18868-73. 7. Технические требования – по ГОСТ 10047-62. 8. Маркировать – по ГОСТ 10047-62 с добавлением обозначения резца. ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ ПРИЛОЖЕНИЕ Черт.1_________________ * На длине не менее шага резьбы. Черт. Размеры, мм
| ||||||||||||||||||||||||||||||||||||||||||||||||||
Шаг резь- бы | 0,50 | 0,75 | 0,80 | 1,0 | 1, 25 | 1,50 | 1,75 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 | ||||||||||||||||||||||||||||||||||||||
0,072 | 0,108 | 0,115 | 0,144 | 0,180 | 0,216 | 0,252 90 003 | 0,288 | 0,360 | 0,432 | 0,504 | 0,576 | 0,648 4 4092 | 0,870 | |||||||||||||||||||||||||||||||||||||||||
0,047 | 0,079 | 0,085 | 0,113 | 0,146 | 0,146 0 | 0,249 | 0,317 | 0,389 | 0,459 | 0,529 7 | 0,601 03 | 0,812 | ||||||||||||||||||||||||||||||||||||||||||
55
 № 1).
№ 1).  1
1 Черт. 2
 2
2
________________
* На длине не менее шага резьбы.
Черт.2
Таблица 3
Размеры, мм
Сечение резца | 0 | Номера пластин по ГОСТ 2379-77 | ||||
10х10 | 4 | 5,0 | 8,5 | – | 6,5 | 10,5 | – |
16х16 | 6 | | 13,5 | |||
20х20 | 8 | 11,5 | 11,5 | 17,5 | 4702 | |
25х25 | 14,0 | 15,0 | 22,0 | 4703 |
Таблица 4
Размеры, мм
Шаг резьбы | 0,75 | 0,80 | 1,00 | 1,25 | 1,50 | 1,75 | 2,00 | 2,50 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 |
0,050 | 0,055 | 0,070 | 0,090 | 0,1410 | 0,1410 0 | 0,145 | 0,180 | 0,215 | 0,250 | 0,288 | 0,325 | 0,360 0 | 0,360 0 |
Черт. 3
 3
3
________________
* На длине не менее шага резьбы.
** Размер для справок.
Черт.3
Таблица 5
Размеры, мм
** | Номин. | Пред. откл. | Номера пластин по ГОСТ 2379-77 | ||||
0,60 | 1,0 | -0,03 | 0,75 | ||||
20х12 | 15 | 0,96 | 1,5 | -0,04 | 1,00 | 6201 | |
1,33 | 2,0 | -0,05 | 1,25 | ||||
1,56 | 2,5 | 0,25 | 1,75 | 6202 | |||
1,93 | 3,0 | -0,07 | 2,00 03 | ||||
25х16 | 18 | 2,67 | 4,0 | 2,50 | 6204 | ||
3,39 | 5,0 | -0,08 | 3,0 | ||||
32х20 | , | 12 | 6,0 | 3,5 | 6205 | ||
| 90 054 20 | 5,32 | 8,0 | 5,0 | 6206 | |||
40х25 | 78 | 10,0 | -0,12 | 0,50 | 6,0 | 6207 | |
8 , 24 | 12,0 | 7,0 | 6208 | ||||
Черт. 4
 4
4_______________
* На длине не менее шага резьбы.
** Размер для справок.
Черт.4
Таблица 6
| 9012 | ** | Номин. | Пред. | Номера пластин по ГОСТ 2379-77 | |||||||||||||||||||||||
10х10 | 1,0 | -0,03 | 0,75 | 4 | 7 | |||||||||||||||||||||||
1,33 | 2,0 | -0,05 | 1,25 | |||||||||||||||||||||||||
| 900 60 | 1,0 | -0,03 | 0,75 | 9007 7|||||||||||||||||||||||||
12х12 | 0,25 | 6 | 1,56 | 2,5 | – , 05 | – | 1,75 | 5 | 9 | – | ||||||||||||||||||
8 4 900 67 | 4,0 | -0,08 | 2,50 | |||||||||||||||||||||||||
6 | 9006 977 1,5 | -0,04 | 1,00 | |||||||||||||||||||||||||
| 9 0054 16х16 | 8 | 1,93 | 3,0 | -0,07 | 2,00 | 7121 | 13 | |||||||||||||||||||||
10 | 3,39 | 5,0 | -0,08 | , 00 | ||||||||||||||||||||||||
6 | 0,96 | 1,5 | -0,04 | 14,0 | 1,00 | 13 | 5501 | |||||||||||||||||||||
20х20 | 90 054 8 | 2,67 | 4,0 | -0,08 | 16,3 | 2,50 | 11 | 11 | 17 | 5502 | ||||||||||||||||||
12 | 4,12 | 6,0 23 900 , 3 | 3,50 | 4103 | ||||||||||||||||||||||||
6 | 1,33 | 2,00003 9004 -0,05 | 14,0 | 1,25 | 19 | 5501 | ||||||||||||||||||||||
25х25 | 0,50 | 10 | 3,39 | 5,0 | -0,08 | -0,08 | 17,6 | 3,00 | 15 | 15 | 23 | 5503 | ||||||||||||||||
16 | 8,0 | -0,12 | 5,00 | 5505 | ||||||||||||||||||||||||
ПРИЛОЖЕНИЕ(Измененная редакция, Изм.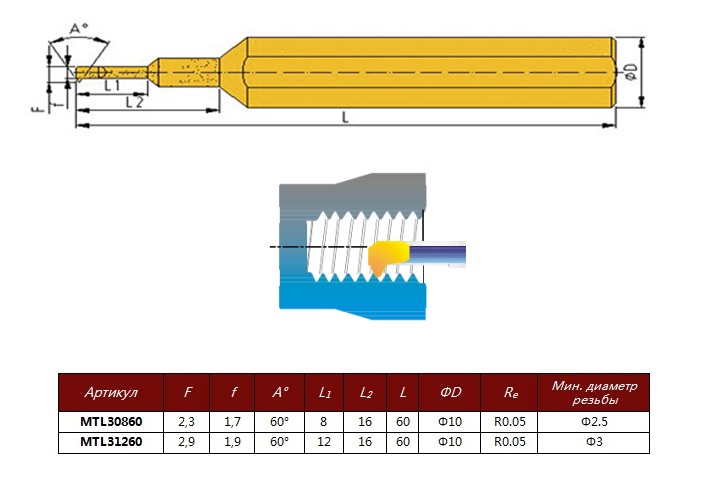 N 1).
N 1).
Текст документа сверен по:
официальное издание
Резцы. Конструкция и размеры.
Часть 1: Сб. ГОСТов. –
М .: ИПК Издательство стандартов, 2003
Резец токарный резьбовой для внутренней трапецеидальной резьбы ГОСТ 18885-73 2666-0001
.Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Добавить к сравнению
Нарезание прямой, трапецеидальной и многозаходной резьб.

Обработка резьбовых поверхностей
Нарезание прямой, трапецеидальной и многозаходной резьб
Нарезание резьбы прямоугольного и трапецеидального
профиля имеет ряд сравнения с нарезанием резьбы треугольного
профиля. Прямоугольные и трапецеидальные резьбы часто бывают многозаходными
(с числом заходов 2, 3 и более), поэтому угол подъема винтовой линии этих
резьбовая линия поперечного угла подъема винтовой треугольной
резьбы и достижения μ> 40 градусов.Резьбы прямоугольного и трапецеидального профиля нарезают стержневыми
резцами, профилем которых должен соответствовать профилю, образующемуся при
пересечение винтовой поверхности резьбы с передней поверхности резца.
Главную режущую кромку выполнения оси нарезаемой резьбы,
передний угол резца μ = 0, а задний
α = 6-8 градусов. Для обеспечения нормальных
условий резания необходимо, чтобы действительный задний угол был не менее
3 градуса. При нарезании правой резьбы задний угол у левой режущей кромки
резца должен быть на 2 градуса больше угла подъема винтовой линии резьбы,
задний угол у правой режущей кромки – около 3 градусов; при нарезании
левой резьбы значения этих углов изменяются на противоположные.
На наибольшее распространение получили два способа установки
резца при нарезании резьбы с подъема винтовой линии
μ> 4 градусов (рисунок слева). При первом
способе главной режущей кромки устанавливают параллельные детали оси,
рисунок – а), что позволяет нарезать резьбу, профиль которой совпадает
с профилем резца. Недостатком этого способа неодинаковые условия
работы боковых режущих кромок резца. Угол резания у правой боковой кромки
больше 90 градусов (-γn), что плохоает
условия резания этой кромкой.Для устранения этого недостатка на передней
поверхности вдоль режущей кромки канавку выполняют рисунок – б).
Однако при этом ослабляется сечение режущей кромки и снижается ее стойкость.
Кроме того, из-за угла подъема винтовой нагрузки на резец
возрастает и он начинает отклоняться влево и вниз.
подрезанию профиля резьбы. При втором способе рисунок – в) главная
режущую кромку резца устанавливают перпендикулярно винтовой линии, т. е.
боковым поверхностям резьбовой канавки.В этом случае обе боковые режущие
кромки находятся в одинаковых и более благоприятных условиях работы. Недостатком этого метода является искажение профиля рез, которое тем
больше, чем больше угол подъема винтовой линии. Учитывая достоинства и
недостатки каждого способа, второй способ установки резца использовать при
черновых проходах для снятия больших припусков. При нарезании резьб с
шагом 3-4 мм, а также при выполнении чистовых проходов (снимаемый припуск
0,2-0,03 мм) применяют первый способ установки резца.Главную режущую
Установку устанавливают точно на линии станка с помощью шаблона. Для
точной установки головки резца применяют специальную державку (рисунок ниже).
Головка 3 резца может перемещаться Относительно корпуса 4. Фиксируют
головку в нужном положении (по риске А относительно шкалы В) винтом 6,
который навинчивают на стержень 5 головки по резьбе с большим шагом и
ввинчивают в корпусе 4 по резьбе с мелким шагом. Такое устройство позволяет
надежно закреплять головку 3 в нужном положении.Резец 1 крепят в головке
винтом 2. Иногда головку резца выполняет прорезью, которая позволяет
резцу незначительно отжиматься, повышает качество обработанной
поверхности.
Недостатком этого метода является искажение профиля рез, которое тем
больше, чем больше угол подъема винтовой линии. Учитывая достоинства и
недостатки каждого способа, второй способ установки резца использовать при
черновых проходах для снятия больших припусков. При нарезании резьб с
шагом 3-4 мм, а также при выполнении чистовых проходов (снимаемый припуск
0,2-0,03 мм) применяют первый способ установки резца.Главную режущую
Установку устанавливают точно на линии станка с помощью шаблона. Для
точной установки головки резца применяют специальную державку (рисунок ниже).
Головка 3 резца может перемещаться Относительно корпуса 4. Фиксируют
головку в нужном положении (по риске А относительно шкалы В) винтом 6,
который навинчивают на стержень 5 головки по резьбе с большим шагом и
ввинчивают в корпусе 4 по резьбе с мелким шагом. Такое устройство позволяет
надежно закреплять головку 3 в нужном положении.Резец 1 крепят в головке
винтом 2. Иногда головку резца выполняет прорезью, которая позволяет
резцу незначительно отжиматься, повышает качество обработанной
поверхности.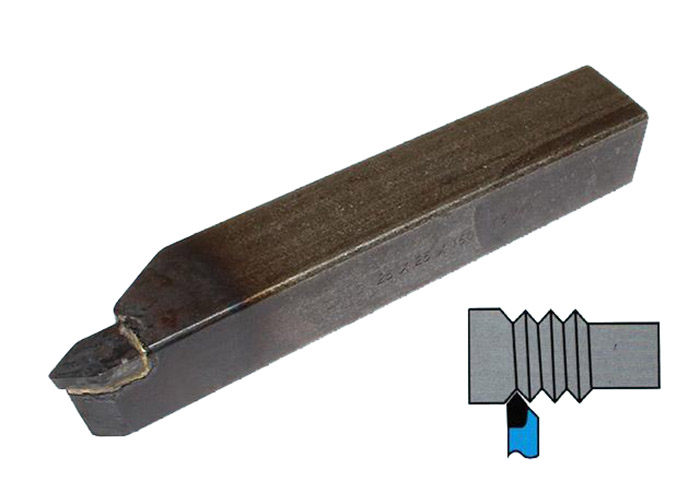
Трапецеидальные резьбы с шагом более 3-4 мм нарезают двумя способами. Первый способ: канавочным резцом, шириной которого на 0,1-0,2 мм меньше ширины профиля резьбы, прорезают винтовую канавку с внутренним диаметром, равным внутреннему диаметру нарезаемой резьбы; затем винтовой канавке придается форма трапеции (правым и левым резцом), ширина основания которой по наружному диаметру резьбы на 0,3-0,4 мм меньше требуемой; окончательная обработка боковых резьбы производят резцом с полным профилем.Второй способ: трапецеидальным резцом прорезают профильную канавку, ширину которой по среднему диаметру резьбы на 0,3-0,4 мм меньше требуемой; затем эту канавку прорезают резцом на глубину до воображаемого внутреннего диаметра резьбы; окончательная обработка боковых поверхностей резьбы производят резцом с полным профилем (рисунок слева).
Винтовые канавки многозаходных резьб обрабатывают
способами, применяемыми при нарезании однозаходных резьб соответствующих
профиля. Точность деления винтовых канавок в соответствии с числом заходов
при нарезании многозаходных резьб выполняется различными методами.
При нарезании резьбы на валиках, устанавливаемых в центрах, применяют
поводковый патрон с вырезами для нарезания двух-, трех- и четырехзаходной
резьб, рисунок справа – а) или градуированный патрон, рисунок справа – б), на
поводковой части 1 которого нанесены деления. Поводковая часть
поворачивается двухкорпусным корпусом 2 на 180 градусов призаходной,
на 120 при трехзаходной и на 90 при четырехзаходной резьбе (т.е. угол
поворота δ = 360 / z, где z – число заходов) и
фиксируется в нужном положении гайками 3 и 4. Для перехода от одной
винтовой канавки к другой в соответствии с числом заходов использовать
верхний суппорт станка, направляющие которого устанавливают параллельно
оси детали. После нарезания первой винтовой канавки резец отводят от
Детали и перемещают его вдоль детали на шаг резьбы. Для определения
размер перемещения использовать лимб винта верхних салазок суппорта,
набор мерных плиток и др.
Точность деления винтовых канавок в соответствии с числом заходов
при нарезании многозаходных резьб выполняется различными методами.
При нарезании резьбы на валиках, устанавливаемых в центрах, применяют
поводковый патрон с вырезами для нарезания двух-, трех- и четырехзаходной
резьб, рисунок справа – а) или градуированный патрон, рисунок справа – б), на
поводковой части 1 которого нанесены деления. Поводковая часть
поворачивается двухкорпусным корпусом 2 на 180 градусов призаходной,
на 120 при трехзаходной и на 90 при четырехзаходной резьбе (т.е. угол
поворота δ = 360 / z, где z – число заходов) и
фиксируется в нужном положении гайками 3 и 4. Для перехода от одной
винтовой канавки к другой в соответствии с числом заходов использовать
верхний суппорт станка, направляющие которого устанавливают параллельно
оси детали. После нарезания первой винтовой канавки резец отводят от
Детали и перемещают его вдоль детали на шаг резьбы. Для определения
размер перемещения использовать лимб винта верхних салазок суппорта,
набор мерных плиток и др. Для нарезания многозаходной резьбы применяют
также резцовые блоки, в которых резцы устанавливают вершинами на одном
уровнем и с шагом, равным шагу нарезаемой резьбы.
Для нарезания многозаходной резьбы применяют
также резцовые блоки, в которых резцы устанавливают вершинами на одном
уровнем и с шагом, равным шагу нарезаемой резьбы.
Нарезание наружной резьбы на токарном станке
Нарезание резьбы гребенками происходит следующим образом: гребенка, закрепленная на державке в резцедержателе, подается до касания с вращающейся деталью, отводится вправо и по лимбу на полную глубину зуба. Включается маточная гайка и нарезается резьба. В конце нарезания маточная гайка выключается и гребенка возвращается в исходное положение.
Нарезание прямой резойьбы. Прямоугольная резьба с шагом нарезается одним резцом и окончательно. Резец затачивается по шаблону и устанавливается точно по оси так », чтобы режущая кромка была параллельна оси резьбы. При заточке линии необходимо угол подъема винтовой поверхности.
Резец приспосабливают к краю подъема винтовой линии путем заточки бокового заднего угла, левого (при нарезании правой резьбы) и бокового правого угла (при нарезании левой резьбы).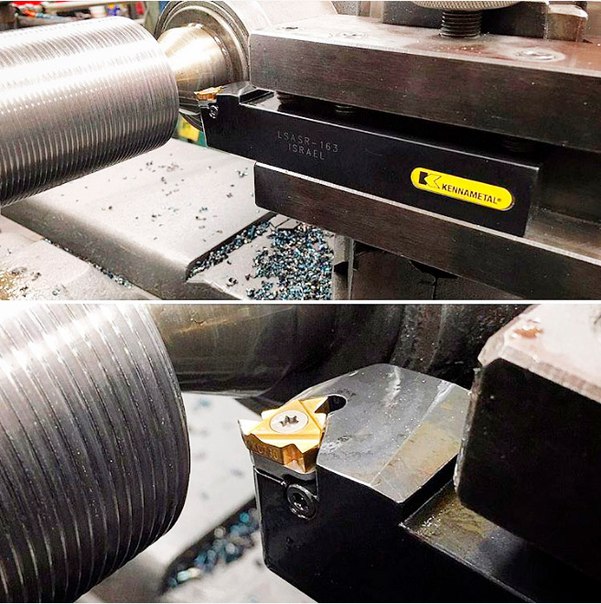 При этом боковой левый угол (при нарезании правой резьбы) будет равен (2—3 °). Боковой правый угол в этом случае должен быть равен 2-3 °. При нарезании левой резьбы, наоборот, боковой левый угол будет равен 2-3 °, а боковой правый (2—3 °). Это же положение сохраняется и при нарезании трапецеидальных резьб. Прямоугольная резьба с шагом более 5 мм нарезается двумя резцами: прорезным й чистовым. Прорезная резец устанавливается так, чтобы его режущая кромка образовала угол 90 ° с боковыми канцелярскими нарезками, образуя несколько уже.Чистовой резец устанавливается так, как в предыдущем случае.
При этом боковой левый угол (при нарезании правой резьбы) будет равен (2—3 °). Боковой правый угол в этом случае должен быть равен 2-3 °. При нарезании левой резьбы, наоборот, боковой левый угол будет равен 2-3 °, а боковой правый (2—3 °). Это же положение сохраняется и при нарезании трапецеидальных резьб. Прямоугольная резьба с шагом более 5 мм нарезается двумя резцами: прорезным й чистовым. Прорезная резец устанавливается так, чтобы его режущая кромка образовала угол 90 ° с боковыми канцелярскими нарезками, образуя несколько уже.Чистовой резец устанавливается так, как в предыдущем случае.
Для обеспечения наклона нормально заточенного прорезного резца на угол (2-3 °) используется специальная державка. Резец крепится в головке винтом. Наклон резца на требуемый угол поворота головки, используя шкалу и риску.
Подача прорезного резца на глубину составляет 0,5—0,3 мм на первом проходе и 0,4—0,2 мм на первом проходах. Чистовой резец подается на 0,2—0,02 мм на проход.
Нарезка трапецеидальной резьбы. Трапецеидальная резьба с шагом 5 мм нарезается одним резцом, имеющим профиль канавки резьбы. Резец устанавливается по оси центров так, чтобы ось профиля резца была перпендикулярной оси резьбы. Подача резца на глубину резания ведется по лимбу поперечной подачи. Ее величина постепенно от 0,5—0,4 мм на первом проходе до 0,1—0,02 мм на окончательном проходе.
Трапецеидальная резьба с шагом 5 мм нарезается одним резцом, имеющим профиль канавки резьбы. Резец устанавливается по оси центров так, чтобы ось профиля резца была перпендикулярной оси резьбы. Подача резца на глубину резания ведется по лимбу поперечной подачи. Ее величина постепенно от 0,5—0,4 мм на первом проходе до 0,1—0,02 мм на окончательном проходе.
Нарезание резьбы с шагом более 5 мм ведется двумя резцами: сначала нарезается прямоугольная винтовая канавка, прорезанная канавочным резцом с широкой режущей кромкой, шириной впадины резьбы (канавка прорезается в несколько проходов до полной глубины резьбы), профильным трапецеидальным резцом окончательного нарезания поперечной подачей резца на глубину.
Резьба с крупным шагом (более 12 мм) нарезается тремя резцами: двумя прорезными канавочными – широким и узким и чистым профильным трапецеидальным резцом.
Широкий прорезной резец имеет ширину режущей кромки, равную ширину впадины по среднему диаметру минус 0,2—0,3 мм, узкий резец – ширине впадины по внутреннему диаметру. Резцы устанавливаются, как обычно, по высоте перпендикулярно центров оси деталей.
Резцы устанавливаются, как обычно, по высоте перпендикулярно центров оси деталей.
Сначала прорезается широкая винтовая канавка, затем узкая на полную глубину резьбы.Окончательная обработка производится трапецеидальным резцом. Резьба проверяется шаблоном.
ПОХОЖИЕ СТАТЬИ:
Страницы: 1 2
ГОСТ 18876-73 Резцы токарные резьбовые с пластинами из быстрорежущей стали. Конструкция и размеры
Текст ГОСТ 18876-73 Резцы токарные резьбовые с пластинами из быстрорежущей стали. Конструкция и размеры
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ ТОКАРНЫЕ РЕЗЬБОВЫЕ С ПЛАСТИНАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
ГОСТ
18876-73
Конструкция и размеры
Инструмент для токарной обработки резьбы HSS.Конструкция и размеры
MKC 25.100.10
Взамен MH 672-64; MH 673-64; MH 674-64; MH 675-64
Постановлением Государственного комитета стандартов Совета Министров СССР от 7 июня 1973 г. № 1428 даты введения установлена
01. 07.74
07.74
Ограничение срока действия снято Постановлением Госстандарта СССР от 23.01.81 № 222
1. Настоящий стандарт распространяется на токарные резьбовые резцы общего назначения из быстрорежущей стали.
2.Резцы должны быть следующих типов:
1 – резьбовые для наружной метрической резьбы;
2 – резьбовые для внутренней метрической резьбы;
3 – резьбовые для наружной трапецеидальной резьбы;
4 резьбовые для внутренней трапецеидальной резьбы.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт. 1–4 и в табл. 1–4.
Черт. 1
Издание официальное Перепечатка воспрещена
Н
Издание с Изменением № 1, утвержденным в январе 1981 г.(ИУС 4–81).
Обозначение резцов | Приме няемость | Сечение резца Н В | L | / | / | / | ГОСТ -77Шаг резьбы Р |
2660-0501 | 16 10 | 100 | 40 | 1,567 | 1,567 9000 , 5-2,5 | ||
2660-0503 | 20 12 | 120 | 40 | 3,0 | 61 | 03820 75-3||
2660-0505 | 25 16 | 140 | 50 | 4,0 | 1-5 | ||
2660-0507 | 32-20 | 170 | 60 | 5 | 1,5-6 |
Примечание. Размер г выполняется в зависимости от шага резьбы, г наиб = 0,144 Р.
Размер г выполняется в зависимости от шага резьбы, г наиб = 0,144 Р.
Пример условного обозначения резца типа 1 сечением Н В = 16-10 мм, для метрической резьбы с шагом Р = 2 мм:
Резец 2660-05012 ГОСТ 18876-73
тип г
Обозначение резцов | Приме няемость | Испол нение | Сечение резца Н В | L | / | / | 9008 000 000 000 пластин по ГОСТ 2379-77 | Шаг резьбы Р | D найм. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2662-0501 | 10-10 | 120 | 40 | 10 | 4 0 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2662-0503 | 1 | 12-12 | 140 | 50 | 4 123820 50 | 4 123820 | 50 0811238 – | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2662-0505 | 16-16 | 170 | 60 | 60 | 60 | 9 | 1,5-4 | 30 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2662-0507 | 2 9000 4 | 20-20 | 200 | 80 | 20 | 12 | 47 | 2-5 | 05 05 2-5 | 05 0 2662-0509 | 25-25 | 240 | 100 | 25 | 14 | 3-6 | 405 52 | 4 9005 52 Пример условного обозначения резца типа 2 сечением Н В = 20-20 мм, для метрической резьбы с шагом Р = 3,5 мм: Резец 2662-0507 3,5 ГОСТ 18876-73 Тип 3 Таблица 3 Размеры, мм
Пример условного обозначения резца типа 3 сечением Н В = 25-16 мм, для правой резьбы трапеции с шагом Р = 8 мм: Резец 2664-0511 8ГОСТ 18876-73 Тип 4
Пример условного обозначения резца 4 с-20 типа мм, для правой трапецеидальной резьбы с шагом Р = 3 мм: Резец 2666-05173 ГОСТ 18876-73 (Измененная редакция, Изм. 4. Размеры ради округления и фасок, не обращений в настоящем стандарте, принимаются по технологическим соображениям. 5. Элементы конструкции и геометрические параметры резцов указаны в приложении. 6. Форма заточки передней поверхности и доводка директивной части указаны в приложении 2 к ГОСТ 18868-73. 7. Технические требования – по ГОСТ 10047—62. 8. Маркировать – по ГОСТ 10047—62 с добавлением обозначения резца. ПРИЛОЖЕНИЕ Рекомендуемое ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ Элементы конструкций и геометрические параметры резцов указаны на черт.1–4 и в табл. 1–6. Тип 1 Таблица 1 Размеры, мм
* На длине не менее шага резьбы. Размеры, мм Таблица 2
* На длине не менее шага резьбы. Черт. 2 Таблица 3 Размеры, мм
000 Размеры Таблица 9000
Тип 3 а * На длине.** Размер для справок. Черт. 3
ПРИЛОЖЕНИЕ.
Резцы для нарезки трапецеидальной резьбы РЕЗЦЫ ТОКАРНЫЕ РЕЗЬБОВЫЕ Конструкция и размеры Инструмент для токарной обработки резьбы с твердосплавными напайками. Дата введения 1974-07-01 ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. N 1429 Ограничение срока действия снято Постановлением Госстандарта СССР от 12.02.81 N 655 ВЗАМЕН MH 623-64; МН 624-64; MH 625-64; MH 626-64 ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в феврале 1981 г., июнь 1985 г. (ИУС 4-81, 9-85) 1. Настоящий стандарт распространяется на токарные резьбовые резцы общего назначения с пластинами из твердого сплава. (Измененная редакция, Изм. N 1). 2. Резцы должны быть выполнены следующих типов: 1 – резьбовые для наружной метрической резьбы; 2 – резьбовые для внутренней метрической резьбы; 3 – резьбовые для наружной трапецеидальной резьбы; 4 резьбовые для внутренней трапецеидальной резьбы. 3. Конструкция и основные размеры резцов должны соответствовать указанным на черт.1-4 и в табл. 0,00 ₽ – 300,00 ₽ с НДС В наличии 25 * 16 Т15К6 – 10 шт. Резцы для трапецеидальной резьбы тип 3 по чертежу ЛКУС-281.131.013.00 СБ – токарным инструментом, который имеет весьма необыкновенную формулу. Он затачивается по определенному шаблону, как это делается и в других инструментах нестандартной формы. Они позволяют получить более сложное, более надежное соединение деталей, используя их как трапецеидальные резцы. За счет этих инструментов делаются большие шаги. Нарезание резьбы прямоугольного и трапецеидального профиляНарезание резьбы такого профиля имеет ряд отличительных характеристик от нарезания треугольных резьбы. Прямоугольные и трапецеидальные резьбы часто бывают с двух-, трех- и большим числом заходов, и, следовательно, угол подъема винтовой линии может быть значительно больше угла подъема винтовой линии треугольных резьбы и достигать значений | /> 40 °. При нарезании резьбы прямоугольного и трапецеидального профиля применяют стержневые резцы. Для обеспечения нормальных условий резания необходимо, чтобы действительный задний угол был не менее 3 °. При нарезании правозаходной резьбы задний угол у левой режущей кромки резца должен быть на 2 ° больше угла подъема резьбы, а задний угол у правой режущей кромки – около 3 °.При нарезании лево- заходной резьбы значения этих углов изменяют на противоположные. Наиболее распространены два способа резца при нарезании резьбы с углом | /> 4 ° подъема винтовой линии. При первом способе главной режущую кромку резца устанавливает параллельную ось деталей (рис. 10.11, а), что позволяет нарезать резьбу, профиль которой совпадает с профилем резца. Недостатками этого способа неодинаковые условия работы боковых режущих кромок резца. 40 ° “/> Рис. 10.11. Способы (a-в) установки резца при нарезании резьбы с углом наклона винтовой линии у> 40 °. При втором способе (рис. 10.11, в) главную режущую кромку резца устанавливают перпендикулярно винтовой линии, т.е. боковым поверхностям резьбовой канавки. В этом случае обе боковые режущие кромки находятся в одинаковых более благоприятных условиях работы. Недостатком этого изображения является искажение профиля резьбы, которое тем больше, чем больше угол подъема резьбы. Учитывая достоинства и недостатки каждого метода, второй способ установки резца использовать при черновых рабочих ходах для снятия больших припусков.При нарезании резьбы с шагом 3-4 мм, а также при чистовых рабочих ходах (с припуском 0,2-0,3 мм) применяют первый способ установки резца. Главную режущую кромку устанавливают точно на линии станка с помощью поворотной головки 3 (рис. 10.12). Фиксируют головку в нужном положении (по риску А относительно шкалы В) винтом 6, который навинчивают на стержень 5 головки по резьбе с крупным шагом и ввинчивают в корпусе 4 резца по резьбе с мелким шагом. Такое устройство позволяет надежно закреплять головку 3 в нужном положении.Резец 1 закрепляют в головке винтом 2. Рис. 10.12. Державка с поворотной головкой для резьбового резца Рис. 10.13. Блок из двух резцов для нарезания трапецеидальной резьбы: 1- трапецеидальный (профильный) резец, 2 – прорезной резец Рис. 1,2, 3 и 4 – прорези для нарезаний двух- и четырехзаходной резьбы, Г, 2 ′ и 3 ′ – прорези для нарезания трехзаходной резьбы, 5 – поводковая часть, 6 – корпус, Иногда головку резца выполнить с прорезью, которая позволяет резцу незначительно отжиматься для повышения качества обработанной поверхности. Трапецеидальные резьбы с шагом более 3-4 мм нарезают двумя способами. По первому способу канавочным резцом, ширина которого на 0,1-0,2 мм меньше ширины профиля резьбы, прорезают винтовую канавку с внутренним диаметром, равным внутреннему диаметру нарезаемой резьбы, а винтовой канавке придают форму трапеции (правым и левым резцами), ширина основания по наружному диаметру резьбы на 0,3-Ю, 4 мм меньше требуемой. Окончательная обработка боковых резьбы производят резцом с полным профилем.На 0,4 мм меньше требуемой, а затем эту канавку прорезают прорезным резцом на глубину для получения внутреннего диаметра резьбы. |
 № 1).
№ 1). Черт. 1
Черт. 1

 ** Размер для справок.
** Размер для справок. (Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 1). для наруж. трапецеид. резьбы (ТИП 3) 20х12х120, а-5
для наруж. трапецеид. резьбы (ТИП 3) 20х12х120, а-5 для наруж. трапецеид. резьбы (ТИП 3) 25х16х140 а-10
для наруж. трапецеид. резьбы (ТИП 3) 25х16х140 а-10 для наруж. трапецеид. резьбы (ТИП 3) 25х16х140, а-8
для наруж. трапецеид. резьбы (ТИП 3) 25х16х140, а-8 для наруж. трапецеид. резьбы (ТИП 3) 32х20х170 а-16
для наруж. трапецеид. резьбы (ТИП 3) 32х20х170 а-16
 1-4.
1-4. Форма профиля резца должна соответствовать соответствующейю, которая получается в разрезе винтовой поверхности резьбы с передней поверхности резца. Главная режущая кромка резца должна быть параллельной оси нарезаемой резьбы. Передний угол резца равен нулю, а задний – 6-8 °.
Форма профиля резца должна соответствовать соответствующейю, которая получается в разрезе винтовой поверхности резьбы с передней поверхности резца. Главная режущая кромка резца должна быть параллельной оси нарезаемой резьбы. Передний угол резца равен нулю, а задний – 6-8 °. Угол резания у правой боковой кромки резца больше 90 ° (-уо), что плохо дает условия резания.Для улучшения на передней поверхности этой режущей кромки выполняется канавку (рис. 10.11,6). Угол резания у левой левой кромки резца получается меньше на 90 °, что ослабляет режущую кромку, снижает ее стойкость. В результате резец приходится часто перетачивать. Кроме того, изменение угла поворота приводит к возникновению нагрузки на резец, которая отклоняется влево и вниз, что может привести к подрезанию профиля резьбы.
Угол резания у правой боковой кромки резца больше 90 ° (-уо), что плохо дает условия резания.Для улучшения на передней поверхности этой режущей кромки выполняется канавку (рис. 10.11,6). Угол резания у левой левой кромки резца получается меньше на 90 °, что ослабляет режущую кромку, снижает ее стойкость. В результате резец приходится часто перетачивать. Кроме того, изменение угла поворота приводит к возникновению нагрузки на резец, которая отклоняется влево и вниз, что может привести к подрезанию профиля резьбы.
 10.14. Патроны для нарезания многозаходной резьбы:
10.14. Патроны для нарезания многозаходной резьбы: 