SPX-M/H Спеченный алмазный канат (бетон) – Алмазные канаты
SPX-M/H Спеченный алмазный канат (бетон) – Алмазные канаты – Hilti Россия Skip to main content HiltiНаведите курсор на картинку для увеличения.
Кликните на картинку для увеличения.
Наведите курсор на картинку для увеличения.
Кликните на картинку для увеличения.
Наведите курсор на картинку для увеличения.
Кликните на картинку для увеличения.
Наведите курсор на картинку для увеличения.
Кликните на картинку для увеличения.

Кликните на картинку для увеличения.
Кликните на картинку для увеличения.
New product UltimateАртикул #r12327052
Высокоэффективный алмазный канат, предназначенный для высокой скорости резки и длительного ресурса при работе со всеми типами железобетона и чугуна (канатная пила 15-30 кВт)
Отзывы
Преимущества и применения
Преимущества и применения
Преимущества
- Высокоэффективный алмазный канат – специально предназначен для быстрой резки, длительного ресурса и плавного хода
- Разработан для демонтажных, строительных и ремонтных работ в тяжелом режиме
- Чрезвычайно высокая и стабильная скорость резки железобетона
- Высококачественный канат с очень плавным ходом – изготавливается из высококачественной гибкой резины, обеспечивающей равномерное использование перлин для наилучших результатов резки
- Максимальная эффективность достигается при использовании с канатными пилами средней и высокой мощности
Применения
- Резка всех типов бетона, от низко- до высокоабразивного
- Резка железобетона
- Сложные проекты и резка с высокими нагрузками
Техническая информация
Документы и видео
Консультация и поддержка
Оценки и отзывы
Регистрация позволяет получить доступ к ценам с учетом персональной скидки.
Не получается войти или забыли пароль?
Пожалуйста, введите свой e-mail адрес ниже. Вы получите письмо с инструкцией по созданию нового пароля.
Нужна помощь? Контакты Войдите, чтобы продолжитьЗарегистрироваться
Регистрация позволяет получить доступ к ценам с учетом персональной скидки.
Выберите следующий шаг, чтобы продолжить
Ошибка входа
К сожалению, вы не можете войти в систему.
Email адрес, который вы используете, не зарегистрирован на {0}, но он был зарегистрирован на другом сайте Hilti.
Обратите внимание: количество автоматически округлено в соответствии с кратностью упаковки.
Обратите внимание: количество автоматически округлено до в соответствии с кратностью упаковки.
Впервые на Hilti.ru? Зарегистрируйтесь, чтобы увидеть цены со скидкой. Перейти
SP-M/H Спеченный алмазный канат (бетон) – Алмазные канаты
SP-M/H Спеченный алмазный канат (бетон) – Алмазные канаты – Hilti Россия Skip to main content Hilti Наведите курсор на картинку для увеличения.
Кликните на картинку для увеличения.
Кликните на картинку для увеличения.
Наведите курсор на картинку для увеличения.
Кликните на картинку для увеличения.
Кликните на картинку для увеличения.
New productPremium
Артикул #r12395106
Высокопроизводительный алмазный канат, предназначенный для обеспечения баланса между скоростью резки и ресурсом службы при работе со всеми типами бетона и чугуна (канатная пила 15-30 кВт)
Отзывы
Преимущества и применения
Преимущества и применения
Преимущества
- Высококачественный алмазный канат – обеспечивает баланс между увеличенным ресурсом службы и высокой скоростью резки
- Разработан для демонтажных, строительных и ремонтных работ в тяжелом режиме
- Максимальная эффективность достигается при использовании с канатными пилами средней и высокой мощности
- На спеченных канатах Hilti размещается как минимум 40 перлин на каждый метр для максимально возможного ресурса
Применения
- Резка всех типов бетона, от низко- до высокоабразивного
- Резка железобетона
- Сложные проекты и резка с высокими нагрузками
Техническая информация
Документы и видео
Консультация и поддержка
Оценки и отзывы
Зарегистрироваться
Регистрация позволяет получить доступ к ценам с учетом персональной скидки.
Не получается войти или забыли пароль?
Пожалуйста, введите свой e-mail адрес ниже. Вы получите письмо с инструкцией по созданию нового пароля.
Нужна помощь? КонтактыВойдите, чтобы продолжить
Зарегистрироваться
Регистрация позволяет получить доступ к ценам с учетом персональной скидки.
Выберите следующий шаг, чтобы продолжить
Ошибка входа
К сожалению, вы не можете войти в систему.
Email адрес, который вы используете, не зарегистрирован на {0}, но он был зарегистрирован на другом сайте Hilti.
Количество обновлено
Обратите внимание: количество автоматически округлено в соответствии с кратностью упаковки.
Обратите внимание: количество автоматически округлено до в соответствии с кратностью упаковки.
Впервые на Hilti.ru? Зарегистрируйтесь, чтобы увидеть цены со скидкой. Перейти
Машина для канатной резки Husqvarna CS 2512 9651562-01
Описание
Особенности:
- Машина для канатной резки HUSQVARNA CS 2512 – может выполнять весьма трудоемкие работы, будучи, в то же время, достаточно компактной и мобильной для выполнения мелких работ.
 Имеет разнообразные области применения, как в напольном варианте, так и с установкой на стене.
Имеет разнообразные области применения, как в напольном варианте, так и с установкой на стене. - Husqvarna CS 2512 в сочетании с гидравлической станцией PP 455 Е является мощной и легкой в использовании машиной для канатной резки.
- Приводной шкив расположен с выходной стороны машины. Таким образом, исключается провисание алмазного каната, даже при недостаточной мощности подачи. Клапан регулировки давления обеспечивает контроль точности резки и высокую производительность.
- Не требует воды при сухой резке, что улучшает условия работы.
 Имеет разнообразные области применения, как в напольном варианте, так и с установкой на стене.
Имеет разнообразные области применения, как в напольном варианте, так и с установкой на стене.
Практичные складывающиеся рукоятки и защитный кожух обеспечивают удобство транспортировки агрегата. Машина может разбираться на отдельные модули, что еще больше повышает ее мобильность. Машина может разбираться на отдельные модули, что еще больше повышает ее мобильность. |
|
|
Ролики автоматически следуют за направлением каната благодаря поворотному механизму на шарикоподшипниках. |
|
|
Резка канатом в вертикальном положении. |
|
|
Резка канатом в горизонтальном положении. |
|
|
Благодаря модульным системам канатные машины легко устанавливать. Устанавливать их можно как вертикально, так и горизонтально. Для упрощения транспортировки двигатель можно снять. |
|
|
HUSQVARNA CS 2512 снабжена магазином большой емкости, что позволяет делать разрезы значительной длины, не разрезая канат. |

Описание машины для канатной резки Husqvarna CS 2512
1. Гидравлический мотор
Гидравлический мотор
Машина приводится в движение мотором в 60 см3. Мотор имеет две камеры, одна в 50 см3, а другая в 10 см3. Получаются две передачи – при использовании только большей камеры или обеих камер вместе. Эти две передачи дают различные скорости при сохранении мощности.
2. Гидромуфты
Поток жидкости через два больших шланга вращает мотор машины и с ним канат. Поток в более тонких шлангах дает движение цилиндра магазина.
3. Ведущий шкив
Передает движущую силу от мотора к канату. Имеет в диаметре 400 мм и покрыт заменяемым каучуковым покрытием для обеспечения максимально хорошего контакта между ведущим шкивом и канатом. Вместе с гидромотором и его соединениями ведущий шкив формирует устройство привода. Настраивается устройство привода в зависимости от того, сколько шкивов набрано в магазине. Для облегчения перевозки оно может быть легко демонтировано.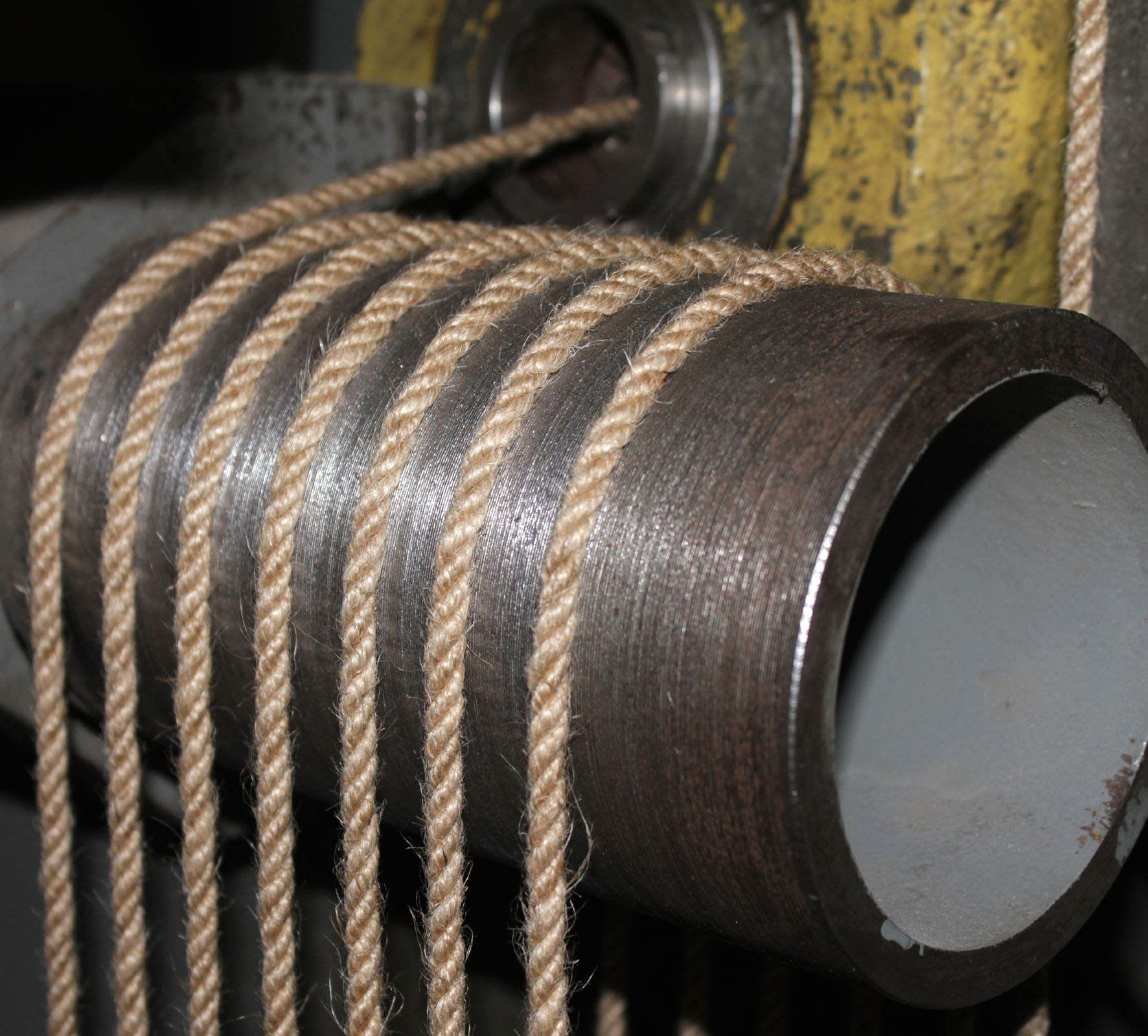
4. Канатный магазин
Натягивает и хранит возвращенный канат. Канатный магазин может хранить максимум 12 метров каната (2,4 метра на пару шкивов).
5. Цилиндр магазина
Цилиндр магазина натягивает канат и этим управляет резкой. Давление в цилиндре настраивается редуктором, установленным на выходе PP 455E.
6. Устройство защиты
Машина имеет кожух, состоящий из двух частей: неподвижной части из листового металла и съемной крышки из металла и пластмассы. Кожух легко снимается, например, для протягивания каната, однако, при резке он должен быть в рабочем положении.
7. Рукоятки
Складывающаяся ручка помогает при перевозке машины.
8. Регулируемые подпятники
Машина с хорошо отрегулированными подпятниками стоит тверже. Всего резчик имеет 10 подпятников – шесть для горизонтального расположения и четыре для вертикального.
Всего резчик имеет 10 подпятников – шесть для горизонтального расположения и четыре для вертикального.
9. Коннекторы охлаждающей воды
Машина имеет два коннектора для внешних водяных форсунок и один для поступающей воды. Помимо охлаждения, на входе и выходе канат моется водой, поступающей сквозь специальные распылители.
10. Резиновые колеса
Облегчают транспортировку. В некоторых ситуациях колеса могут быть демонтированы, чтобы облегчить доступ к определенным узлам. Для демонтажа удалите шплинты фиксации колес на оси.
11. Канатный бон
При работе удерживает канат напротив магазина. Это предотвращает запутывание каната при ослаблении натяжения, например, при замене каната или числа шкивов магазина.
12. Перемещаемая балка
Регулируемая балка с продольным пазом. При закреплении машины перед резкой, Вы можете, передвигая эту балку, установить анкерный болт без потребности смещения машины. Дополнительная балка находится под резчиком. Анкерный болт закрепляется с этой балкой при горизонтальной резке.
При закреплении машины перед резкой, Вы можете, передвигая эту балку, установить анкерный болт без потребности смещения машины. Дополнительная балка находится под резчиком. Анкерный болт закрепляется с этой балкой при горизонтальной резке.
13. Блок управления натяжкой каната
Блок управления натяжкой каната устанавливается между гидростанцией и гидравлическими шлангами. Клапан, расположенный на блоке используется для регулировки натяжения каната в магазине.
14. Поворотные шкивы
Поворотные шкивы, установленные на подшипниках, расположены на входе каната в машину и выходе из нее. Поворотные шкивы помогают направлять канат, при входе в машину и могут фиксироваться в заданном положении или использоваться в свободном положении, чтобы колеса следовали за канатом.
15. Направляющий шкив
Направляет канат из магазина на ведущий шкив. Когда устройство привода отрегулировано, направляющий ролик автоматически встает в положение, зависящее от числа шкивов магазина.
Когда устройство привода отрегулировано, направляющий ролик автоматически встает в положение, зависящее от числа шкивов магазина.
ЮгСпецОборудование – Плазменная резка
Плазменная резка металла – сложная технологическая операция, с помощью которой можно создавать точные детали или элементы конструкций. Резка может проводиться только при наличии соответствующего оборудования. ООО «ЮСО» имеет необходимые инструменты: станок плазменной и газовой резки Ankord-Plasmatec 6020, на котором установлен источник плазмы Hypertherm 85 и механизированный пропановый – резак 198-2TF с автоматическим контролёром высоты. Оборудование принадлежит ООО «ЮСО». С помощью данного станка и высокой квалификации наших сотрудников, можно проводить точные разрезы металла (ширина разреза колеблется в пределах 0,2 мм) и создавать уникальные детали.
К преимуществам данного типа обработки металла можно отнести следующее:
✔Высокая скорость работы. Плазма нагревает металл до температуры расплавления в течении нескольких миллисекунд;
Плазма нагревает металл до температуры расплавления в течении нескольких миллисекунд;
✔После процесса остается ровная и гладкая поверхность среза;
✔Технология более безопасна, в сравнении с аналогичными процессами;
✔ Плазменная резка одинаково эффективна для чугуна, стали, алюминия, меди и других цветных металлов;
✔Точность надреза позволяет создавать сложные детали.
Качественную работу по резке металла методом плазменного воздействия можно получить, обратившись в нашу компанию. Специалисты компании «ЮГСПЕЦОБОРУДОВАНИЕ» выполняют плазменную резку металла как по чертежам, так и по техническому заданию. Стоимость работы рассчитывается на основе толщины метала и количества погонных метров.
Пользуясь услугами нашей компании, Вы гарантированно получаете:
✔Качественную работу, выполненную квалифицированными работниками;
✔Готовую продукцию в обещанный срок;
✔Сравнительно низкую ценовую политику;
Газовая резка.
Газовая резка – процесс разделения металла с помощью направленного потока газовой смеси и кислорода. С помощью газовой резки можно разделять листы металла, резать трубы или металлические каркасы. Основным преимуществом данного типа обработки является возможность движения резака как по прямой линии, так и по кривому контуру.
Работа резака заключается в подаче горючего газа под давлением. Чаще всего используется ацетилен. Газ поджигают и доводят до температуры, близкой к расплавлению металла, после этого через специальное сопло происходит подача кислорода. Взаимодействие горячего газа и кислорода поджигает металл и создает устойчивое горение.
ООО «ЮСО» предлагает услуги газовой резки металла. С помощью нового оборудования – аппарата газовой резки Ankord-Plasmatec 6020, на котором установлен механизированный пропановый – резак198-2TF с автоматическим контроллёром высоты, мы проводим качественную и аккуратную резку металла до 125 мм! Опыт работы позволяет нам вырезать из исходного материала фигуры различной формы.
Преимущества работы с нами:
✔Наличие современного оборудования, которому меньше года;
✔Работу поводят квалифицированные сотрудники;
✔Ответственное исполнение.
Компания «ЮГСПЕЦОБОРУДОВАНИЕ» зарекомендовала себя как надежный помощник при необходимости обработки с металлом.
Наша работа – это именно то, что вы искали!
Стальной канат 21 ГОСТ 2688-80
Канат стальной – это изделие из проволоки фасонного или круглого сечения, скрученного в пряди, в свою очередь пряди, обвивает органический или стальной сердечник. Упругость каната стального ощутимо снижает динамические нагрузки в процессе пуска и торможения благодаря демпфированию толчков, воспринимаемых металлической конструкцией грузоподъемной машины и механизмом подъема.
Канат стальной широко используется в машиностроение, в строительстве, сельском хозяйстве, добывающей промышленности, для транспортировки грузов. Главным достоинством канатов стальных является плавная и бесшумная работа при любых скоростях, которые обеспечивают их применение в грузоподъемных машинах.
Главным достоинством канатов стальных является плавная и бесшумная работа при любых скоростях, которые обеспечивают их применение в грузоподъемных машинах.
Свит из толстых проволок имеет повышенную жесткость при этом хорошо сопротивляется абразивному износу, с уменьшением диаметра – гибкость каната увеличивается, но износ соответственно возрастает и уменьшается его структурная прочность.
Канат стальной 21 ГОСТ 2688-80 в наличии на складе, осуществляем доставку по Республике Казахстан и странам СНГ.
Актуальную цену Вам подскажет наш менеджер.
Купить
Канат стальной 21 ГОСТ 2688-80 легко:
1. Вы отправляете заявку
2. Мы выставляем вам счет
3. Вы оплачиваете удобным для вас способом
4. Получаете свой товар
Производственное объединение «КАЗМЕТСЕРВИС» является специализированным комплексом, осуществляющий разработку, испытание, производство и реализацию продукции из металлов и сплавов различного назначения.
Наша система позволяет объединить готовую металлопродукцию заводов-партнёров в одном месте с удобной возможностью получить дополнительные услуги:
Услуги резки: лазерная резка, резка маятниковой пилой, резка гильотиной, кислородная резка, резка на ленточнопильном станке, гидроабразивная резка.
Производство. Изготавливаемая продукция по чертежам и требуемым спецификациям.
Доставка. Развитая логистическая служба позволяет доставить продукцию по всей территории Республики Казахстан и СНГ. При заказе небольших партий – доставка продукции до терминала транспортных компаний бесплатно.
Преимущества работы с нами:
1. Гарантия высокого качества
2. Индивидуальный подход
3. Большой выбор цветмета, нержавеющих сталей и сплавов и черного проката
4. Производство и обработка металла
5. Минимальные срока отгрузки и доставки
6. Выгодные условия сотрудничества
7. Поставки по всей Республике Казахстан и СНГ
Актуальную цену на
Канат стальной 21 ГОСТ 2688-80 Вам подскажет наш менеджер.
Окончательная цена на продукцию формируется, исходя из условий поставки: кол-ва, условий оплаты и места отгрузки. Спросите у менеджера.
Данный прайс-лист носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями ст. 447 Гражданского кодекса Республики Казахстан.
447 Гражданского кодекса Республики Казахстан.
Оцинкованный канат 8,2 ГОСТ 3066-80
Канат оцинкованный –это трос, произведённый из проволоки, имеющий цинковое защитное покрытие, тем самым делая его гибким. Составляющие компоненты могут быть объединены как в единую прядь, так и в несколько в несколько скрученных прядей, проходящем в середине стальной либо органический сердечник. Тип сердечника влияет на эксплуатационные показатели троса, так, например, канат оцинкованный имеющий органический сердечник имеет большую гибкость, чем со стальной сердцевиной. При постоянных тяжелых нагрузках на растяжение, трос со стальным сердечником более прочный и надежнее работает при высоких темперах.
Канат оцинкованный используют в строительном, грузоподъемном и землеройном оборудование, добывающей и нефтеперерабатывающей технике, в морском и речном транспорте, строительстве жилых зданий.
Канат оцинкованный является надежным и долговечным, устойчивым к агрессивным средам, сохраняет свои характеристики в условиях повышенной влажности и местах высокой пожароопасности.
Актуальную цену Вам подскажет наш менеджер.
Купить
Канат оцинкованный 8,2 ГОСТ 3066-80 легко:
1. Вы отправляете заявку
2. Мы выставляем вам счет
3. Вы оплачиваете удобным для вас способом
4. Получаете свой товар
Производственное объединение «КАЗМЕТСЕРВИС» является специализированным комплексом, осуществляющий разработку, испытание, производство и реализацию продукции из металлов и сплавов различного назначения.
Наша система позволяет объединить готовую металлопродукцию заводов-партнёров в одном месте с удобной возможностью получить дополнительные услуги:
Услуги резки: лазерная резка, резка маятниковой пилой, резка гильотиной, кислородная резка, резка на ленточнопильном станке, гидроабразивная резка.
Производство. Изготавливаемая продукция по чертежам и требуемым спецификациям.
Доставка. Развитая логистическая служба позволяет доставить продукцию по всей территории Республики Казахстан и СНГ. При заказе небольших партий – доставка продукции до терминала транспортных компаний бесплатно.
При заказе небольших партий – доставка продукции до терминала транспортных компаний бесплатно.
Преимущества работы с нами:
1. Гарантия высокого качества
2. Индивидуальный подход
3. Большой выбор цветмета, нержавеющих сталей и сплавов и черного проката
4. Производство и обработка металла
5. Минимальные срока отгрузки и доставки
6. Выгодные условия сотрудничества
7. Поставки по всей Республике Казахстан и СНГ
Актуальную цену на
Канат оцинкованный 8,2 ГОСТ 3066-80 Вам подскажет наш менеджер.
Окончательная цена на продукцию формируется, исходя из условий поставки: кол-ва, условий оплаты и места отгрузки. Спросите у менеджера.
Данный прайс-лист носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями ст. 447 Гражданского кодекса Республики Казахстан.
Резка металла в Челябинске от компании Интер Сталь
Резка металла представляет собой технологически сложный процесс, который направлен на разделение металлопроката на отдельные заготовки. Раскрой осуществляется на специализированном оснащении – станках, гильотинах, современных лазерных и плазменных установках и т.д.
Раскрой осуществляется на специализированном оснащении – станках, гильотинах, современных лазерных и плазменных установках и т.д.
Способы резки металла, их особенности и характеристики
Резка металлопроката востребована в разных отраслях промышленности. Она выполняется механическими и термическими способами, которые имеют свои особенности, преимущества и недостатки. Механические способы резки (при помощи пилы, гильотины и станка) позволяют выполнить раскрой эффективно, быстро и с низкими затратами.
Термические способы резки (лазером, плазменными технологиями, газовой кислородной обработкой) обладают высокой точностью в отличие от механических методов, но они предусматривают термическую обработку материала. Их применение позволяет добиться высокого качества и оперативности раскроя.
Компания «ИнтерСталь» предоставляет своим клиентам следующие услуги резки металлов:
- Лазерная. Экономичный и практичный метод резки, который позволяет раскроить любые металлы и их сплавы с получением высокого качества реза без наплывов и шероховатости;
- Маятниковой пилой. Высокоточный способ резки с возможностью раскроя металла под углом. Недостатком резки при помощи пилы являются большие потери материала и низкая скорость;
- Гильотиной. Гильотина используется для быстрой рубки металла с толщиной до 20 мм. Основным преимуществом этого способа является низкая себестоимость;
- Кислородная. Традиционный термический способ резки, который использует особенность металла сгорать в кислороде при нагреве до 1000 градусов;
- Гидроабразивная. Резка струей воды под давлением 5 тысяч атмосфер с примесью абразива для пескоструйной обработки (кварцевого песка), разрушающего твердую кристаллическую структуру материала. Она не изменяет физико-химические свойства металла, не приводит к свариванию краев и другим повреждениям реза;
- Плазменная. Раскрой осуществляется благодаря генерируемой плазмотроном режущей дуги, что позволяет осуществить разрез нержавеющей, углеродистой и высоколегированной стали, чугуна, титана и сплавов цветных металлов;
- Резка на ленточнопильном станке. Универсальный способ резки металла. Пила на шкивах станка способна осуществить раскрой любых металлов с получением высококачественного разреза с минимальными повреждениями. Ленточнопильный станок позволяет выполнять раскрой заготовки под углом в 60 градусов.
Компания «ИнтерСталь» в Челябинске специализируется на продаже цветного и черного проката высокого качества по доступным ценам. Мы предоставляем всем нашим клиентам дополнительные услуги – шлифовка и резка металла, обработка отверстий, нанесение защитных покрытий и т.д. Мы гарантируем высокое качество всей работ, безупречный сервис и выполнение любых договоренностей.
Для получения консультации по всем интересующим вопросам свяжитесь с менеджерами компании «ИнтерСталь» по указанным контактным телефонам.
Алмазный канат для резки чугуна
(1) Алмазная канатная резка чугунаТантусси Г., Ланцетта М. и Ромоли В.
Università degli Studi di Pisa, Dipartimento di Ingegneria Meccanica, Nucleare e della Produzione, Via Bonanno Pisano, 25 / B, 56126 Пиза
(тантусси, ланцетта, ромоли) @ ing.unipi.it Аннотация
Алмазный канат был стандартной производственной практикой при выемке камня на протяжении более вот уже три десятилетия.Сегодня новые приложения в строительстве и контролируются. появляются отрасли сноса, которые включают резку металлов, а иногда и алмазный канат кажется единственным жизнеспособным решением. Срок службы алмазного инструмента для резки металлов – это около на порядок ниже камня, поэтому лучшее знание этого процесса прямой промышленный интерес. В этой статье мы приводим основные результаты экспериментальных испытаний. для цилиндрической и конической гальванической резки чугуна с алмазным напылением UNI G250. Экспериментальные данные для оценки оптимальных параметров процесса и прогнозирования стойкости инструмента представлены сообщается, и представлена экспериментальная модель.Кроме того, появился новый критерий износа инструмента. и новый стандартизированный метод испытаний алмазной резки чугуна и сравнить характеристики различных типов алмазных шариков.
Ключевые слова: алмазная бусина, модель для резки металла, износ инструмента, стойкость инструмента, испытательная машина
1 ВВЕДЕНИЕ
Технология алмазного каната была впервые разработана в 60-х годах в Италии, где она в основном на основе. Алмазный канат является стандартной производственной практикой при выемке камня.После растущего Китая Италия является основным экспортером необработанного камня, с примерно 10 млн. тонн при мировом производстве в 80 миллионов (2003 г.) [Источник: Internazionale Marmi e Macchine Carrara S.p.A.].
Эта деятельность ориентирована на очень активный международный рынок, который включает производители станков и инструментов. Основная цель этого исследования – поддержать местных жителей. и национальное лидерство в этой области для расширения применения алмазного каната технологии в новых областях.
Хотя потенциал алмазной резки камня, особенно мрамора и гранит, прочно закреплен в промышленности, в литературе мало сведений [5], особенно в отношении резки металла [1] [2] [3].
Среди новых приложений – управляемый снос бетонных и железобетонных конструкций. бетонные конструкции [1] [4] в гражданском строительстве.
Современные машины в этой области представляют собой простые, маломощные устройства с низким энергопотреблением и могут быть легко перешли на привод алмазного каната практически любой длины и конфигурации [5].Это делает технология, подходящая для целого ряда новых применений в производстве,
(2)прекращение производства, техническое обслуживание и т. Д. [2], где доступность критична и необходима для разрезания больших металлических предметов на более мелкие части, такие как большие трубы, резервуары, теплообменники, реакторы, в ядерной [3], оффшорной [4], химической промышленности и т. д., а иногда алмазный канат кажется единственным жизнеспособным решением.
Крупные металлические конструкции промышленных машин и установок часто изготавливаются из чугуна, который был выбран в качестве целевого материала в этом первом исследовании.
2 ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
В предыдущей статье [5] был дан обзор резки камней алмазным канатом. при условии. В статье также описана специальная машина для испытания алмазных бусин. который используется в этом исследовании (с небольшими изменениями).
2.1 Методика тестирования
В процессе резки материал удаляется и алмазный шарик изнашивается. зависят от следующих основных параметров процесса: тягового усилия и скорости подачи проволоки.Оба контролируются на нашей испытательной машине.
На рис. 1 показана экспериментальная установка.
Относительная нормальная сила между алмазным валиком и поверхностью заготовки также действует как сила подачи. Скорость резания зависит от относительной угловой скорости между
(3)вращающаяся деталь (8 об / мин) и алмазный шарик, вращающийся в противоположных направлениях, установленный на высокочастотный электрошпиндель (от 36600 до 49200 об / мин).
2.2 Кинематографические определения
Определяем
Rt: алмазная бусина (инструмент) радиус [мм]
Rw: металлический диск (заготовка) радиус [мм]
V: материал (заготовка) удаленный объем [мм 3 ]
dw: металл ширина диска [мм]
bw: ромб ширина бусины [мм]
nt: скорость вращения алмазной бусины (инструмента) [об / мин]
nw: мраморный диск (заготовка) скорость вращения [об / мин]
т
R и R w – это средний радиус инструмента и заготовки в данном испытании.Фактическая (относительная) скорость резания S [мм / с] определяется как
⋅ – ⋅ π знак равно 60 п р 60 п р 2 S w ш т т
По мере выполнения резки относительная скорость резания изменяется для инструмента и заготовки. уменьшение радиуса в зависимости от относительного направления вращения. Приходит знак минус от случая встречного вращения (как в наших экспериментах). В первом приближении S может
можно считать постоянным для одного эксперимента, потому что второй член равен пренебрежимо мало: при используемых параметрах в худшем случае соотношение между первым и второй член больше 200.
2.3 Условия резания
Испытания на резку были проведены для условий, указанных в Таблице 1. Верхний удельное давление ограничено текущей испытательной машиной.
Вне испытанных экспериментальных условий было замечено, что:
– при меньшей скорости резания и усилии резания скорость съема была чрезмерно низкой; Таблица 1. Испытанные экспериментальные условия.
Скорость резания, с [м / с] Сила подачи, F [N] Удельное давление [Н / мм2] 19 9 4,8 до 8,9 26 18 5,45 до 11,9
(4)– при более высокой скорости резания возникали искры, поэтому ожидался чрезмерный износ из-за тепловые эффекты.В частности, происходит графитизация свыше 500o C [2];
– достигнутое удельное давление кажется уже выше, чем в литература [1] [2], хотя еще предстоит определить верхний порог.
На рисунке 2 показана дуга контакта между инструментом и деталью, оценка которой
позволяет определять удельное давление от усилия подачи, которое обеспечивается испытательная машина.
Средняя продолжительность тестов – более одного часа.Мы предполагаем следующие гипотезы:
Давление считается равномерно распределенным на небольшой поверхности контакт (рис. 2), который аппроксимируется к плоскости в расчетах, представленных в Таблица 1.
Нормальная сила (Рисунок 2, горизонтальная составляющая, синий цвет) остается постоянной и измеряется испытательной машиной.
Касательная сила (не отображается) в нашей модели не измеряется и не учитывается. Радиус заготовки Rw измеряется на станке с минимальной частотой 10
Гц.Это косвенно контролируется смещением оси инструмента.
Из кинематографического изображения, показанного на Рисунке 2, можно заметить, что инструмент (алмазная бусина) и радиус заготовки (металлического диска) уменьшаются по площади контакта соответственно на
ЧУГУННЫЙ ДИСК (РАБОЧАЯ ЧАСТЬ) КОРМ СИЛА (КОНТРОЛИРУЕМЫЙ КОМПОНЕНТ)
R t1 R w2 R w1α
ширинаα
т АЛМАЗ БУСИНА (ИНСТРУМЕНТ) R t2 СКОРОСТЬ ПОДАЧИ СКОРОСТЬ РЕЗКИ ARC OF КОНТАКТРисунок 2.Деталь взаимодействия алмазной бусины и чугунного диска. Раздел на плоскости, перпендикулярной осям инструмента и заготовки. Углы αt и αw равны
(5)∆Rt = Rt1 – Rt2
∆Rw = Rw1 – Rw2
Из рисунка 2, исходя из простых тригонометрических соображений, зависимость ∆Rw от
геометрические параметры резания могут быть выражены как ∆Rw = Rt2 (1 – cosαt) + Rw1 (1 – cosαw) + ∆Rt
∆Rt в первом приближении пренебрежимо мало. Это особенно верно в случае
гальванических алмазных бусин, где абразивный материал распределен по боковым сторонам. только поверхность.Согласно измерениям, ∆Rt составляет порядка сотых долей миллиметра.
миллиметра (рисунок 8).
На рисунках 5 и 4 показаны два примера режимов резания. Более восьми тестов имеют было выполнено.
2.4 Характеристики инструмента и заготовки
На рынке доступны несколько типов алмазных бусин. Проведены испытания используя два коммерческих типа алмазных бусин. Эти инструменты обозначены значком Рисунок 3. Новый чугунный диск с тремя проточками (слева) и до подготовки (справа).
(6) Производительдля резки железобетона. Характеристики инструмента (таблица 2) не известны или опубликованы производителями и были измерены в нашей лаборатории. В форма алмазных зерен многогранная.
Спеченные алмазные бусины не использовались из-за их низкой эффективности резки. металл. Концентрация зерна на поверхности спеченных алмазных шариков ниже. потому что зерно вместо покрытия поверхности, как у гальванического алмаза бусинки и защитное связующее (толщиной около 1,5 мм), рассредоточены внутри него: разрез материал (металл) воздействует на связку инструмента (металл) и вызывает преждевременное высвобождение еще неизношенные алмазные зерна [1] [2].
Заготовка (Рисунок 3) изготовлена из чугуна UNI G250 и имеет форму диска Ø 300. мм × 35 мм. Канавки, перпендикулярные оси диска, образуются из-за того, что алмаз бисер можно разрезать только цилиндрической формы (рис. 2).
3 МОДЕЛИРОВАНИЕ
В начале новой резки алмазная бусина постепенно вдавливает заготовку. в течение относительно короткого времени: эта фаза должна закончиться до того, как заготовка будет завершена. оборот (обычно менее 10o) по соображениям стабильности.Скорость диска выбрана соответственно. Вдавливание продолжается до тех пор, пока не будет достигнута сила подачи (рис. 1), которая управляемый в замкнутом контуре на нашей машине, уравновешивается реакцией диска. Мы определяем отступ как ∆Rw (рисунок 2). После полного оборота заготовки новый
Производится вдавливание, поэтому резка выполняется шагами длиной ∆Rw.
Вспоминая рисунки 4 и 5, учитывая Rw, объемную скорость удаления и общую
Удаленный объемможет быть получен численно.
Материал, удаляемый за один оборот V1rev [мм3], можно выразить как функцию
∆Rw как
V1rev = 2π Rw. ∆Rw. dw
, где верхняя линия означает среднее. Кроме того, в среднем снимается материал на единица времени может быть экспериментально оценена на машине с периодическими измерениями
Таблица 2. Свойства испытанных алмазных бусин.
Бусина алмазная Модель Внеш.Ø [мм] dw [мм] Плотность зерна на мм2 ЦИЛИНД. БУС AZ / 35 / GCS 10 5 8,36 TAPERED.BEAD Laser / 40 / GRC от 9,6 до 10 5 8,56
(7)из Rw. На практике V1min [мм3 / мин] можно напрямую рассчитать, измерив
Заготовка до (R wb ) и после (R wa ) i оборотов диска от
(
)
и ш ш 2 ва 2 wb 1мин R R d n V = π – ⋅ ⋅ Обычно dw ≤ bw.Наблюдение за объемом, удаленным на графиках рисунка 4 и рисунка 5. предлагает моделировать его по следующему экспоненциальному закону:
V (t) = V∞ [1 – exp (- α. T)]
где
V∞ – это максимальный теоретический материал, удаленный за бесконечное время для данного набора
параметров тестирования (скорость резания и сила подачи) и
1 / α – постоянная времени, то есть теоретическое время, за которое алмазный шарик удалит около 63% максимально съемного материала.
Рисунок 4. Тест 2c (Таблица 3). Параметры резки цилиндрической алмазной бусины с гальваническим покрытием. Отображаемые выходные данные испытательной машины показывают уменьшение радиуса заготовки за 1
Испытаниечасов при скорости резания 19 м / с и усилии подачи 18 Н.
110
115
120
125
130
135
1 7 13 19 25 31 37 43 49 55 61 67
R Вт [мм] время [минуты] (8)Рисунок 5.Тест 3т (таблица 3). Параметры резки конической алмазной бусины с гальваническим покрытием. Отображаемые выходные данные испытательной машины показывают уменьшение радиуса заготовки за 1
Испытаниечасов при скорости резания 26 м / с и усилии подачи 9 Н.
Таблица 3. Оценка V∞ и α с помощью регрессии для испытаний конической и цилиндрической формы.
алмазных бусин при различных значениях скорости резания S и усилия подачи F.
Тест # S [м / с] Ф [N] Тест Время [мин.] Материал удалено [мм3] В ∞ [мм3] Std. ошибка [1 / мин] α Std. ошибка 1т 19 9 73 9857 14181293 0,01552 0,00049 2т 19 18 60 35578 53196765 0,01766 0,00037 3т 26 9 66 25991 44836 520 0,01322 0,00021 4т 26 18 81 61118 73574 594 0,02092 0,00031 1c 19 9 67 18340 29705 337 0,01413 0,00023 2c 19 18 68 45610 63430 1065 0,01854 0,00049 3c 26 9 75 13423 19712 669 0,01463 0,00074 4c 26 18 66 43689 61079 979 0,01878 0,00047
138
140
142
144
146
148
150
1
7
13 19 25 31 37 43 49 55
61
67
время [минуты] R Вт [мм] (9)Регрессия была проведена с использованием более 60 данных удаленных материалов на интервалы в одну минуту (путем усреднения значений Rw, выбранных, как описано выше) для
каждого теста и показал очень хорошее согласие с предполагаемым законом, с коэффициент корреляции всегда больше 0,99.Оценки V∞ и α следующие:
, отображаемый в таблице 3, с соответствующими стандартными ошибками.
Дальнейший анализ для определения влияния независимых переменных (алмазная бусина тип, скорость резания и усилие подачи) показал статистически не значимый влияние типа алмазного шарика и скорости резания.
Предполагая линейную зависимость параметров V∞ и α от усилия подачи F
дает следующие выражения: V∞ = – 8603 + 3969.F α = 9775. 10 -3 + 0,511 . 10 -3. Ф
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
1
7
13 19 25 31 37 43 67 время [минуты] снятый объем [мм3]Рисунок 6.Тест 1с (таблица 3). Объем удаленного материала V (t) за одночасовое испытание при скорость резания 19 м / с и усилие подачи 9 Н (синяя сплошная линия) и после
(10)(F-статистика для двух приведенных выше выражений составляет соответственно 20 283 и 29 839). Следовательно, для усилия подачи F 9 Н и 18 Н соответственно
В9Н (т) = 27. 103 [1 – ехр (- 0,0144. T)]
В18Н (т) = 63. 103 [1 – ехр (- 0,0190. T)]
, где V выражено в [мм3], а t – в [минутах].
Погрешность этой модели относительно экспериментальных данных составляет менее 25% на 75%. рассмотренных дел. Это согласие неплохое, учитывая используемый простой закон. и что некоторые параметры, такие как тип алмазного валика и скорость резания, не имеют был включен, потому что он не является статистически значимым.
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
50000
1
7
13 19 25 31 37 43 67 время [минуты] снятый объем [мм3]Рисунок 7.Тест 2c (таблица 3). Объем удаленного материала V (t) за одночасовое испытание при скорость резания 19 м / с и усилие подачи 18 Н (синяя сплошная линия) и после
(11)4 КРИТЕРИЙ ИЗНОСА И ИЗНОСА ИНСТРУМЕНТА
Скорость износа алмазного шарика является основным аспектом, влияющим на эксплуатационные расходы, поэтому прогностическая модель представляет большой интерес. Учитывая длительное время настройки алмазного каната, также желательна более высокая стойкость инструмента для сокращения времени простоя станка. Оптимизация подразумевает максимизация удаляемого материала до достижения определенного износа инструмента или стоимости минимизация для удаления заданного количества материала.
При осмотре новой алмазной бусины в оптический микроскоп и после резки выступание мелких ромбов уменьшается, и они кажутся тупыми (Рисунок 8).
В нашей модели износ инструмента косвенно оценивается на основе способности снимать материал. Мы предлагаем критерий износа, основанный на времени, необходимом для достижения заданного соотношения: удаляемый материал по сравнению с теоретическим удаляемым материалом (V∞). Это соотношение представляет собой
эксплуатация нового инструмента. Учитывая соотношение 75%, продолжительность подачи инструмента сила 18 Н оказывается лишь немного ниже, чем при 9 Н (72 минуты против 96 минут).Напротив, удаляемый материал почти в два раза (47000 мм3 против 20200 мм3 ). Это также предполагает эмпирическое правило: срок службы инструмента – 1 час.
Числовое выражение или график, подобные приведенным на рисунках 6 и 7, позволяют определение стоимости смены инструмента и ее оптимизация для заданного набора резания параметры.
5 ОБСУЖДЕНИЕ
Из анализа рисунков 6 и 7 можно заметить, что:
¾ Максимальный теоретический съемный объем для усилия подачи 18 Н составляет около вдвое больше, чем для 9 N;
¾ постоянная времени 1 / α, для F = 18 Н составляет около 51 минуты по сравнению с примерно 69 минутами. для F = 9 Н.
Из вышеизложенного можно сделать вывод, что желательна более высокая сила подачи, чтобы добиться более быстрого снятия материала и более эффективного использования инструмента. Другими словами, мы можем говорят, что меньшее усилие подачи обеспечивает меньшую скорость съема, но сопоставимый инструмент носить. В исследованном диапазоне параметров скорость резания порядка то, что в настоящее время используется на рынке, не оказывает существенного влияния на производительность инструмента. Одним из преимуществ нашей испытательной машины является то, что алмазная бусина всегда на связи. с заготовкой, поэтому время испытания сокращается по сравнению с настоящим алмазным канатом резка, где контакт прерывистый.
В заявке на нашу модель следует отметить, что
¾ для оценки алмазного каната следует учитывать только активное время резки. изменять;
¾ фактическое направление резания – осевое, в то время как в нашем станке оно круговое, поэтому фактический срок службы инструмента может быть короче из-за повреждений инструмента из-за ударов, когда инструмент попадает в паз в заготовке, хотя поглощается мягким металлом связующее;
(12)Рис. 8. Профиль новой конической алмазной бусины с гальваническим покрытием (вверху).После резки на 1 час (внизу), большинство алмазных зерен все еще на месте, но они кажутся тупыми (нет
(13)¾ с учетом того, что конические алмазные бусины входят в канавку детали. плавно, наши результаты более консервативны по отношению к традиционные цилиндрические алмазные бусины.
Значения, предсказанные нашей моделью, предполагают равномерный износ поверхности инструмента, который может не произойти в реальных условиях, если он не вращается должным образом. Этот необратимый Однако эффект хорошо известен операторам и может быть легко обнаружен в процессе.Учитывая анизотропию металлической связки и распределения алмазных зерен результаты кажутся верными, экспериментировал в случае мраморных дисков [5].
Обильный поток охлаждающей воды направлен на алмазную бусину (Рисунок 1), как на фактические условия. В нашей модели тепловые эффекты не учитываются для высоких эффективность системы охлаждения. Конечно, машина не может имитировать случай аквапланирования (без порезки).
Контролируемые параметры в промышленных машинах (тяговое усилие алмазного каната и скорость) можно определить с помощью упрощенной модели в [5] по скорости резания и давление на одну алмазную бусину.Однако следует отметить, что, хотя скорость постоянным, давление на одиночный алмазный шарик изменяется по дуге контакта между алмазным канатом и деталью.
Реальная объемная производительность съема также определяется: длиной каната, количеством алмазов. бусинок на метр и количество активных алмазных бусинок.
Соответствие между распределением давления на небольшой площади во время нашего испытаний и что на большей контактной поверхности (половине осевой поверхности) при реальном резании в стадии изучения.
6 ВЫВОДОВ
Представлена экспериментальная модель резки чугуна алмазной бусиной. Полученные экспериментальные данные готовы к использованию для оценки оптимального параметры процесса и стойкость инструмента и имеют прямой промышленный интерес.
Кроме того, новый критерий износа инструмента и новый стандартизированный метод испытаний было предложено сравнить производительность различных алмазных бусин для резки чугун.
Дальнейшая деятельность направлена на расширение диапазона параметров резки и испытания. типы алмазных шариков (в частности, влияние размера и плотности зерна) и металл материалы для обоснования обобщения предложенной модели.
К открытым проблемам относятся: понимание и оценка взаимодействия между алмазная бусина и металлическая заготовка, и поиск более простой корреляции между испытанием параметры и реальные параметры процесса.
Это исследование также демонстрирует потенциал машины для испытания алмазных шариков. разработан в Пизанском университете [5].
(14)БЛАГОДАРНОСТИ
Мы хотели бы поблагодарить г-на Симоне Карелли, участвовавшего в этом исследовании, за его обучение на бакалавриате. заключительный проект MEng.Благодарим за техническую поддержку господина Микеле Джури. Поддержка со стороны Lochtmans S.r.l. Авенца – Каррара (MS) Италия ценится. Финансовый признательна за поддержку итальянского MIUR [6].
ССЫЛКИ
[1] Тёнсхофф Х. К., Хиллманн-Апманн Х., Аше Дж., Алмазные инструменты в камне и гражданское строительство: принципы резки, износ и применение, Diamond и сопутствующие материалы, Vol. 11, № 3-6, март-июнь 2002 г., стр. 736-741.
[2] Тоншофф Х.К., Фримут Т., Хиллманн-Апманн Х., Алмазные инструменты для проволоки распиловка металлических деталей, Абразивы, август / сентябрь 2001 г., стр. 31-37. [3] Правило К., Перри Э., Ларсон С., Виола М., Мадарис С., Роуз Р., Дженкинс Н.,
Демонстрация алмазной резки на TFTR, конференция WM00, 27 февраля. – 2 марта 2000 г.
[4] Бекман Т.Р., Халик Р.М., Проект плотины для резки скоростей с алмазным канатом, Industrial Diamond Review, Vol. 51, п. 547, июнь, 1991, стр. 272-274.
[5] Тантусси Г., Ланцетта М., Ромоли В., Резка мрамора алмазной проволокой: состояние Искусство, моделирование и эксперименты с новой испытательной машиной, A.I.Te.M VI, Материалы 6-й Международной конференции Итальянской ассоциации Механическая технология, совершенствование науки о производстве / Под ред. Л. Каррино, паб. D’Arco Edizioni, Гаэта (LT), Италия, 8-10 сентября 2003 г., ISBN: 888121, стр. 113-126.
[6] Министерство образования, университетов и исследований, DM 23/01/2001 исх. 10/2001.Программа: Совместное финансирование исследовательских программ, представляющих национальный интерес (2001 г.). Проект: Технологии обработки камня. Подзадача: Дизайн и разработка тестирования аппарат для оптимизации огранки натуральных камней алмазными бусинами.
В настоящее время недоступен.
Мы не знаем, когда и появится ли этот товар в наличии.
- Убедитесь, что он подходит, введя номер своей модели.
- №1. Основной корпус светильника изготовлен из нержавеющей стали. После вакуумной термообработки он проходит криогенную обработку и тонкое измельчение, поэтому основной корпус имеет хорошую стабильность и его нелегко деформировать.
- 🗜2. Конструкция кулачков по дуге окружности компенсирует противодействующую силу и увеличивает эластичность губок для предотвращения деформации вверх.
- 3. Поверхность приспособления изготовлена из точного шлифования, и эффект использования лучше.
- 🗜4.Эти плоскогубцы для линейной резки профессионально разработаны с высокой точностью касания и высокой стабильностью зажима.
- 🗜5. Открытие челюсти 102 (мм), размеры: 22 * 107 * 152 * 78 (мм), вес: 2,0 кг, максимальная грузоподъемность: 3 кг, параллельность: 100 мм / 2 мкм, прямоугольность: 100 мм / 5 мкм, материал: Нержавеющая сталь SUS440, твердость: HRC55
DK-7740 EDM с ЧПУ для резки проволоки, диаметр проволоки: 0.18 мм, 1500 кг,
Полуавтоматический чугунный электроэрозионный станок с ЧПУ DK-7740, диаметр проволоки: 0,18 мм, 1500 кг, | ID: 15180585691Спецификация продукта
| Материал | Чугун |
| Тип машины | Полуавтоматический |
| Вес | 1500 кг |
| , Название модели / номер D | K-7740K-|
| Диаметр проволоки | 0.18 мм |
| Расположение | Горизонтальное |
| Контроллер | ПЛК |
| Макс.угол резания | 3 + 3 градуса |
| Вольт / 415/50 Гц | |
| Автоматический класс | Полуавтоматический |
| Частота | 50 Гц |
| Фаза | 3 фазы |
| Точность 30729 0729 Точность повторного позиционирования | 001 |
| Емкость бака | 60 л |
| Наилучшая шероховатость поверхности | Многосекционный 1,2 |
| Вес станка | 1700 |
| Макс.вес детали 300730 907 9030 907 | 2 KWA |
| Ход стола, мм | 400 мм x 500 мм |
| Ход оси Z | 300 мм |
| Марка | Mec Tech Machines & Tools |
| Минимальное количество заказа | 1 |
Описание продукта
Мы – широко известная в отрасли организация, которая предоставляет нашим клиентам самый качественный набор электроэрозионных станков с ЧПУ . Прочие сведения:
Модель ДК-7740 Рабочий стол 760 мм x 530 мм Ход рабочего стола 400 мм x 500 мм Максимальная толщина реза 400 мм Конусный станок ± 3 ° / 80 мм Максимальный вес груза 350 кг Оптимальная шероховатость поверхности (многорезаемая) Ra Наилучшая точность ≤0.010 Макс. Скорость машины 160 мм2 / мин
Дополнительная информация
| Код товара | DK-7740 |
| Срок поставки | Приблизительно 2 месяца |
| Сведения об упаковке | 9029 907 Деревянная упаковка / T (банковский перевод) |
Заинтересовались данным товаром? Получите актуальную цену у продавца
Связаться с продавцом
О компании
Год основания 2016
Юридический статус Фирмы Физическое лицо – Собственник
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Годовой оборот R.50 лакхов – 1 крор
Участник IndiaMART с октября 2015 г.
GST07AVMPK4797K1ZR
Основанная в 2016, в Нью-Дели (Дели, Индия), мы Mec Tech Machines & Tools, – это Фирма, занимается производством, розничной продажей, торговлей и импортирует лучших качество Станок для резки проволоки EDM с ЧПУ, сверлильный станок EDM, и т. д. . Под руководством нашего наставника «Дилипа Кумара (Директор), мы заняли выдающееся положение в отрасли. Мы также предоставляем услуги по установке и обслуживанию. Мы импортируем нашу продукцию из Китая.Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Laser Cut vs.Гидроабразивная резка против плазменной резки против проволочной резки (главное различие)
Выбор метода резки зависит от ситуации.
Помимо лазерной резки существуют и другие методы, такие как водная резка, плазменная резка и проволочная резка. В каких сценариях они используются? Подробные ответы ниже.
Инженер, работающий в области резки, сказал:
(1) В настоящее время основные волоконные лазеры и лазеры на диоксиде углерода на рынке постепенно устраняются из-за высокого потребления энергии.Но рынок неметаллических материалов все еще существует.
(2) Сейчас цена оптоволоконного оборудования в среднем и низком диапазоне мощности резко упала, так как лазер был произведен в Китае.
(3) Помимо методов лазерной резки, рыночный спрос на плазменную и проволочную резку относительно велик, но проволочная резка нацелена на большее количество производителей штампов. Плазма более требовательна в случае толстых пластин или требований к низкой точности. Гидравлическая резка больше не является распространенным явлением в металлургической промышленности, а ее много в неметаллическом секторе.
(4) В будущем резка металлических листов определенно будет занята лазерной резкой. Резка неметаллов также займет значительную часть рынка лазерной резки.
Далее мы проанализируем эти несколько методов резки.
Определение лазерной резки, гидроабразивной резки, плазменной резки и резки проволоки лазерный луч с высокой плотностью мощности.
И в то же время удалить расплавленный материал с помощью высокоскоростного воздушного потока, коаксиального со световым лучом, чтобы осуществить резку заготовки.
В настоящее время широко используются импульсный лазер на CO2 и волоконный лазер. Лазерная резка – один из методов термической резки.
Гидроабразивная резкаГидравлическая резка, также известная как водяной нож, – это машина для резки, которая использует поток воды под высоким давлением для реализации цели резки.Под управлением компьютера он может вырезать заготовку по желанию, при этом качество материала меньше страдает. Водная резка делится на два вида: без пескоструйной резки и пескоструйной резки.
Плазменная резкаПлазменная резка – это метод обработки, который использует тепло высокотемпературной плазменной дуги для плавления (и испарения) металла на режущей кромке заготовки и импульса высокоскоростной плазмы используется для удаления расплавленного металла с образованием надреза.
Электроэрозионная обработка проволокиЭлектроэрозионная обработка проволоки, сокращенно WEDM относятся к категории электрической обработки, “Проволочная обработка с помощью электрического разряда”, иногда называемая проволочной резкой.
Резку проволоки можно разделить на быструю, среднюю и медленную. Скорость перемещения проволоки при быстрой резке проволокой WEDM составляет 6 ~ 12 м / с. Проволока движется вперед и назад с высокой скоростью с плохой точностью резки.
Средняя резка проволокой WEDM, являющаяся одной из новых технологий в последние годы, реализует функции многочастотной резки на основе быстрой резки проволоки WEDM.
Скорость перемещения проволоки при медленной резке WEDM составляет 0,2 м / с.
Электродная проволока движется с низкой скоростью и в одном направлении, а точность резки очень высока.
В следующей части мы проведем детальное сравнение вышеупомянутых методов резки.
Различные сравнения лазерной резки, гидроабразивной резки, плазменной резки и резки проволокой
Сравнение приложенийСтанок для лазерной резки имеет широкий спектр применений, независимо от того, можно ли резать металл или неметалл.Для резки неметаллов, таких как ткань и кожа, можно использовать станок для резки с CO2-лазером.
Для резки металла можно использовать станок для лазерной резки с волоконным лазером, так как деформация листа мала.
Водная резка относится к холодной резке без горячей деформации, с хорошим качеством поверхности резания и без необходимости вторичной обработки. При необходимости его также легко переработать.
Гидравлическая резка позволяет пробивать и резать любой материал с высокой скоростью резания и гибкими размерами обработки.
Станок для плазменной резки может использоваться для резки нержавеющей стали, алюминия, меди, чугуна, углеродистой стали и других металлических материалов.Плазменная резка имеет очевидный тепловой эффект, низкую точность, поверхность реза не поддается повторной обработке.
Проволока может использоваться только для резки проводящего материала. В процессе резки требуется СОЖ.
Таким образом, нельзя резать такие материалы, как бумага, кожа, которые не проводят электричество, боятся воды и загрязнения охлаждающей жидкостью.
Сравнение толщины резкиПрименение лазерной резки углеродистой стали в промышленности обычно составляет менее 20 мм.Режущая способность обычно ниже 40 мм.
Применяется для резки нержавеющей стали, как правило, ниже 16 мм, а режущая способность обычно ниже 25 мм.
И скорость резания, очевидно, уменьшается с увеличением толщины заготовки.
Гидроабразивная резка позволяет резать материалы толщиной 0,8–100 мм и некоторые более толстые материалы.
Толщина резки плазменного резака находится в диапазоне 0–120 мм. Плазменный резак, который может резать металл толщиной 20 мм, имеет самые высокие эксплуатационные характеристики.
Толщина резки проволоки обычно составляет 40 ~ 60 мм, самая толстая может достигать 600 мм.
Сравнение скорости резанияПри резке листа из мягкой стали толщиной 2 мм с мощностью лазера 1200 Вт и скоростью резки до 600 см / мин. Если разрезать пластину из полипропиленовой смолы толщиной 5 мм, скорость резки может достигать 1200 см / мин.
Эффективность электроэрозионной резки обычно составляет 20 ~ 60 мм 2 / мин, максимум 300 мм 2 / мин.Очевидно, что лазерная резка выполняется быстро и может использоваться в массовом производстве.
Скорость резки воды довольно низкая и не подходит для массового производства.
Скорость плазменной резки низкая и относительно низкая точность, что больше подходит для резки толстых листов, но торцевая поверхность имеет наклон.
Для обработки металлов проволочная резка имеет более высокую точность, но скорость медленная.
Иногда необходимо использовать другие методы для перфорации и нарезки резьбы, а размер резки очень ограничен.
Сравнение точности резкиРазрез для лазерной резки узкий, а две стороны прорези параллельны и перпендикулярны поверхности. Точность размеров режущей части может достигать ± 0,2 мм.
Точность плазменной резки может достигать менее 1 мм.
Водная резка не вызывает термической деформации с точностью ± 0,1 мм. Если используется машина для резки с динамической водой, точность резки может быть улучшена, а точность резки может достигать 0.02мм.
Кроме того, будет устранен уклон среза.
Точность резки проволоки обычно составляет от ± 0,01 до ± 0,02 мм, до ± 0,004 мм.
Сравнение ширины прорези для резкиЛазерная резка более точна, чем плазменная резка, с небольшими прорезями около 0,5 мм.
Паз при плазменной резке больше, чем при лазерной резке, примерно на 1-2 мм.
Обводненная щель примерно на 10% больше диаметра режущей трубы, обычно 0.8 мм-1,2 мм.
По мере увеличения диаметра трубки пескоструйного ножа надрез становится больше.
Ширина прорези для резки проволоки самая маленькая, обычно около 0,1-0,2 мм.
Сравнение качества поверхности резаШероховатость поверхности при лазерной резке не так хороша, как при резке водой, и чем толще материал, тем очевиднее.
Гидравлическая резка не изменяет текстуру материала вокруг разрезаемого шва.(Лазерная резка – это термическая резка, которая изменяет текстуру вокруг области резки.)
Сравнение производственных затрат1) Лазерный резак для различных целей имеет разную цену. Более дешевый, такой как станок для лазерной резки CO2, будет стоить всего около 4000 долларов США.
Более дорогой, например, волоконный лазерный резак мощностью 1000 Вт, будет стоить более 50000 долларов США. При лазерной резке расходные материалы отсутствуют, но стоимость вложения в оборудование самая высокая среди всех методов резки.
Затраты на техническое обслуживание также довольно высоки.
2) Плазменные резаки намного дешевле лазерных. В зависимости от мощности станка плазменной резки, марки и т. Д. Цены бывают разные.
Стоимость использования высока, в основном, если материал проводит электричество, его можно разрезать.
3) Стоимость оборудования для гидроабразивной резки уступает только лазерной резке, с высоким энергопотреблением и затратами на техническое обслуживание. Скорость резки не такая высокая, как у плазменной резки.
Потому что весь абразив одноразовый, однажды использованный для выброса в природу. Следовательно, загрязнение окружающей среды является относительно серьезным.
4) Стоимость резки проволокой обычно составляет около нескольких тысяч долларов. Однако для резки проволокой используются расходные материалы, такие как молибденовая проволока, охлаждающая жидкость для резки и так далее.
Обычно используются две проволоки: одна – молибденовая (очень дорогая), которая используется для оборудования для быстрого перемещения проволоки.
Преимущество в том, что молибденовую проволоку можно использовать многократно; другой – медный провод, который используется для медленного перемещения оборудования.
Недостаток – медный провод можно использовать только один раз.
Кроме того, быстрая машина WEDM в 5-6 раз дешевле медленной машины WEDM.
Шаринг – это забота!
Никротек
AVISO LEGAL
1. Общая информация.
Las presentes condiciones (en adelante, Condiciones de Uso) регулируется по URL-адресу www.nicrotec.com, que SOLDADURAS NICROTEC, S.A. (en adelante, el Prestador del Servicio), pone alicin de los usuarios de Internet (en adelante, los Usuarios).
Se pone a Disposicin de los Usuarios los siguientes medios donde podrn dirigir sus peticiones, cuestiones y quejas:
Direccin Почтовый адрес: calle Joiers, 5 Pligono Industrial Riera de Caldes, 08184 Palau Solit i Plegamans
Direccin de correo electrnico: [email protected]
Telfono de atencin al cliente: 93 863 96 76
Datos registrales de SROAD inscrita en el Registro Mercantil de Barcelona, en el tomo 31638, folio 25, hoja B-196701.
2. Собственные интеллектуальные и промышленные объекты.
2.1 Los derechos de propiedad intelectual de la pgina www.nicrotec.com, su cdigo fuente, Diso, fotografas, textos, estructura de navegacin, Bas de datos y los отличительные элементы en l contenidos, son titularidad del Prestador del Servicio a quien correde el ejercicio exclusivo de los derechos de explotacin de los mismos en cualquier forma y, en especial, los derechos de replicccin, distribucin, comunicacin pblica y трансформацин.
2.2 El Prestador del Servicio es titular de los derechos de propiedad industrial referidos a sus productos y servicios, y especficamente de los relativos a la marca registrada Nicrotec, quedando prohibido su uso, salvo autorizacin expresa y firmada por parte del Prestador дель Сервисио.
2.3 La utilizacin no autorizada de la informacin contenida en la Web, su reventa, as como la lesin de los derechos de Propiedad Intelectual o Industrial de el Prestador del Servicio dar lugar a lasponsabilidades legalmente establecidas.
2.4 El usuario asume la responsabilidad del uso que efecte en la Web. El usuario se compromete a hacer un uso adecuado de los contenidos y servicios que NICROTEC ofrece a travs del mismo. En este sentido, con carcter enunciativo pero no limitativo, el usuario se compromete (i) a no utilizar las imgenes para un mal uso (ii) incurrir en actividades ilcitas, ilegales o contrarias a la buena fe y al orden pblico; (iii) провокации в системе физических и юридических лиц NICROTEC, в отношении которых были обнаружены личности; (iv) введение дифундира en la red virus informticos o cualesquiera otros sistemas fsicos o lgicos que sean subceptibles de provocar cualquier tipo de daos.
3. Aceptacin de las Condiciones de Uso.
Estas Condiciones de Uso Regan el Acceso y utilizacin del sitio www.nicrotec.com que el Prestador del Servicio pone gratuitamente a Disisicin de los Usuarios. El Acceso al Mismo Implica Su aceptacin sin reservas.
4. Usos Permitidos.
Se autoriza la visualizacin, impresin y descarga parcial del contenido de la Web slo y exclusivamente si concurren las siguientes condiciones:
4.1. Совместимость с моими штрафами в Интернете.
4.2. Que se realice con el exclusivo nimo de obtener la informacin contenida para uso personal y privado. Se prohbe expresamente su utilizacin con fines comerciales o para su distribucin, comunicacin pblica, transformacin o descompilacin.
4.3. Que ninguno de los contenidos relacionados en la Web sean modificados de manera alguna.
4.4. Que ningn grfico, icono or imagen disponible en la Web sea utilizado, copiado o distribuido separadamente del texto o resto de imgenes que lo acompaan.
5. Modificaciones en la Web y las Condiciones de Uso.
El Prestador del Servicio se reserva la facultad de efectuar, en cualquier momento y sin necesidad de previo aviso, modificaciones y actualizaciones de la informacin contenida en la Web, de la configuracin y Presentacin de sta y de las condiciones deccessso. Как mismo el Prestador del Servicio, se reserva el derecho de actualizar las presentes Condiciones de Uso sin previo aviso a los Usuarios, que son los nicos responsables de su consulta como paso previo a accessder a la Web.
6. Limitacin de responsabilidad.
6.1 El Prestador del Servicio no garantiza la existencia de interrupciones o errores en el accepto a la Web o a su contenido, ni que ste se encuentre actualizado. El Prestador del Servicio llevar a cabo, siempre que no concurran causas que lo hagan imposible o de diffcil ejecucin, y tan pronto tenga noticia de los errores, desconexiones o falta de actualizacin en los contenidos, todas aquellas labores rest losdendentes a subsanar la comunicacin y Actualizar los contenidos.
6.2 Tanto el Acceso a la Web como el uso inconsentido que pueda efectuarse de la informacin contenida en la misma, es de la exclusiva responsabilidad de quien lo realiza. El Prestador del Servicio no Responder de ninguna conscuencia, dao o perjuicio que pudieran Derivarse de dicho Acceso o uso. El Prestador del Servicio не имеет ответственной ответственности за ошибки безопасности, que se puedan producir ni de los daos que puedan causarse al sistema informtico de los Usuarios (аппаратное и программное обеспечение), oa los ficheros или documentos almacenados en el mismo, como conscuencia :
(i) присутствие вируса в порядке использования ресурсов сети,
(ii) un mal funcionamiento del navegador o
(iii) del uso de versiones no actualizadas del mismo.
6.3 El Prestador del Servicio no asume responsabilidad alguna Derivada de los contenidos enlazados desde la Web, siempre que sean ajenos a la misma, ni garantiza la ausencia de virus u otros elements en los mismos que puedan producir alteraciones en elo программное обеспечение), en los documentos o los ficheros de los Usuarios, excluyendo cualquier responsabilidad por los daos de cualquier clase causados a los Usuarios por este motivo.
8.Законодательство применимо и юрисдикция.
Las presentes Condiciones de Uso estn sometidas a las leyes espaolas y cualquier controversia se dirimir en los juzgados de la ciudad de Sabadell.
Poltica de Privacidad
1. SOLDADURAS NICROTEC, SA (en adelante, NICROTEC), informa a los usuarios que respeta la legalacin vigente en materia de proteccin de datos personales, la privacidad de los usuarios y el secreto y seguridad de los datos personales, acceptando para ello las medidas tcnicas yorganisativas necesarias para evitar la prdida, mal uso, alteracin, acceptso no autorizado y robo de los datos personales sizes, habida cuenta del estado de la tecnologa, la naturaleza de los datos y los riesgos a los que estn expuestos.
2. El Acceso a los contenidos de esta web est exclusivamente dirigida a mayores de 18 aos 146 aos, por lo que cualquier persona que entregue sus datos personales, manifestation tener dicha edad, quedando prohibido el uso de www.nicrotec.com y la Entrega de datos personales a personas menores de esa edad.
3. NICROTEC tratar los datos de concidad con los Principios de calidad exigidos por la Ley Orgnica 15/1999, de 13 de Deciembre de Proteccin de Datos (LOPD), de forma confidencial y con las medidas de seguridad exigidas por el Real Decreto 1720 / 2007, de 21 de diciembre, por el que se aprueba el Reglamento de desarrollo de la Ley Orgnica 15/1999, de 13 de diciembre, de proteccin de datos de carcter personal.
4. Los datos de carcter personal que segotien en la Web, quedarn registradossern tratados en un fichero de NICROTEC debidamente declarado e inscrito en el Registro General de la Agencia Espaola de Proteccin de Datos, con la finalidad de llevar de cabo la prestac los servicios ofrecidos, as como para enviar por cualquier medio, includeido el correo electrnico, ofertas de productos y servicios personalizados, mejorar la relacin comercial y gestionar las peticiones realizadas por nuestros Clientes.
5. El simple hecho de enviar un usuario sus datos de carcter personal, NICROTEC поддерживает согласие на включение в список вышеупомянутых и su tratamiento.
NICROTEC оказывает содействие в поиске контрацепции для доступа к выделенной системе. La contrasea ser personal e непереносимое. En todo caso deber mantener dicha contrasea bajo su control y en caso de que sospechara que un tercero no autorizado ha tenido accept a la misma deber comunicarlo a NICROTEC.
6. NICROTEC – это резервирование модификаторов противозаконных действий.
5.7. El usuario podr revocar el consentimiento prestado, sin que tenga efectos retroactivos, y ejercer los derechos de acceso, rectificacin, cancelacin y oposicin dirigindose mediante carta adjuntando su DNI u otro documento identity a NICROTEC 5C / Jo. Риера де Кальдес CP 08184 де Палау-Солит и Плегаманс.
6,8. El usuario garantiza que los datos personales sizes a NICROTEC son veraces y se hace response de comunicar cualquier modificacin de los mismos para que, en todo momento responsean a su situacin actual.
7.9. Si tiene cualquier duda o comentario sobre la forma en que NICROTEC использует данные об использовании, размещенные на [email protected].
Как резать чугунные трубы
Чугунные трубы долгое время использовались в сантехнике. Итак, есть большая вероятность, что ваши водопроводные трубы сделаны из чугунных труб, если у вас есть старый дом.
Вот почему так важно понимать, как резать чугунную трубу, если вы собираетесь заняться сантехническим проектом своими руками.
Конечно, мысль о прорезании такого прочного, но хрупкого материала может показаться устрашающей, но на самом деле это очень просто, имея лишь небольшое ноу-хау и подходящие инструменты.
В конце этого руководства вы почувствуете себя комфортно, разрезая чугунную трубу для вашего сантехнического проекта.
Что вам понадобится
Существует несколько способов резки чугунных труб.
Вот инструменты и материалы, которые вам понадобятся для пяти самых популярных методов:
Метод I: Ножовка по металлу
- Ножовка по металлу
- Запасные лезвия
Метод II: Холодное долото
- Холодное долото
- Молоток с шаровой головкой
- Мел
Метод III: Резак с защелкой
Метод IV: сабельная пила
- Сабельная пила
- Алмазный диск
1
лучший метод Ставка заключается в выборе метода, который использует инструменты, которые у вас уже есть.Тем не менее, методы с использованием электроинструментов обычно намного проще, чем с использованием ручных инструментов.
Метод I: Ножовка по металлу
Вы могли подумать, что разрезание чугунной трубы ножовкой – самый дешевый метод.
Что ж, вы сильно ошибаетесь.
Хотя настоящая ножовка, пожалуй, самый дешевый инструмент в этом списке, твердость чугунной трубы потребует от вас замены нескольких лезвий.
По этой причине я не рекомендую использовать ножовку в качестве крайней меры.Кроме того, это самый медленный и трудоемкий метод.
Если вы решите использовать ножовку, работа в основном состоит из пиления вперед и назад, чтобы разрезать всю трубу, заменяя лезвия по мере необходимости.
Метод II: Холодное долото
Другой ручной метод прорезания чугунной трубы – это использование холодного долота и молотка для ударной обработки.
Хотя этот метод на самом деле упрощает резку, недостатком является то, что для его успешного выполнения требуется много навыков.
Из-за требуемых навыков и опыта метод холодного долота должен использоваться только теми, кто уже знает, как использовать этот ручной инструмент.
Еще одним недостатком является то, что вам нужно много места для работы. Вам нужен не только доступ ко всей трубе (включая все ее стороны), но и достаточно места для использования молотка.
Если вы все же используете метод холодного долота, начните с рисования мелом линии разреза на трубе. С помощью зубила и молотка сделайте небольшие надрезы, пока труба не разорвется чисто.
Метод III: резак с защелкой
Еще один ручной метод – использовать резак с защелкой.
У большинства домашних мастеров нет резака, но его можно легко и недорого арендовать в магазине товаров для дома.
Резак – это, безусловно, самый распространенный метод, который сантехники используют при работе с чугунными трубами. Он создает чистый срез с минимальными усилиями.
Вы заметите, что резак состоит из роликовой цепи и храпового механизма, который на самом деле выполняет резку (или разрыв).
Просто оберните цепь вокруг трубы и надавите на храповые ручки. Цепь будет врезаться в трубу, пока в конце концов не разорвется на две части.
Метод IV: сабельная пила
Вам не нравится резать чугунную трубу ручным инструментом? Или, может быть, у вас уже есть сабельная пила.
В этом случае сабельная пила – отличный способ распилить чугун. Загвоздка в том, что для этой работы требуется специальный алмазный диск.
Сабельная пила, оснащенная алмазным диском, очень быстро разрезает чугунную трубу без значительного затупления. Это также относительно маневренный инструмент, способный проложить себе дорогу в тесноте.
Как и другие методы из этого списка, использование сабельной пилы для резки чугунных труб относительно несложно.
Просто наметьте линию разреза мелом, включите машину, а затем медленно и осторожно протирайте трубу, пока она не сломается.
Метод V: угловая шлифовальная машина
Угловая шлифовальная машина отлично подходит для резки чугунных труб.
Фактически, это классический электроинструмент для работы. Он делает резку быстро и легко, без особых усилий с вашей стороны.
Убедитесь, что ваша угловая шлифовальная машина оснащена лезвием, предназначенным для резки металла. Лучше всего подойдет 4-дюймовый алмазный диск.
Нарисуйте мелом линию на отметке разреза. Затем используйте угловую шлифовальную машину, чтобы медленно разрезать трубу, пока она не разорвется на две части.
Каждый раз, когда вы используете электроинструмент, особенно потенциально опасный, такой как угловая шлифовальная машина, важно надевать соответствующее защитное снаряжение, такое как защита ушей, защита глаз и прочные рабочие перчатки.
Последние мысли
Есть множество различных способов резать чугунную трубу.
Выбор зависит от доступных вам инструментов, вашего опыта работы с электроинструментом и объема вашего проекта.
После прочтения нашего подробного руководства, приведенного выше, у вас теперь есть информация, необходимая для использования любого из пяти самых популярных методов резки чугунной трубы.
Нож для резки масла, дерево, чугун и стальная проволока, используемые для резки блоков весом в один фунт; Д. … на eHive
изЦентр наследия сыра Бега
Имя / ДолжностьРезак для масла, дерево, чугун и стальная проволока, используемый для резки блоков весом в один фунт
Об этом объектеДеревянный нож для масла использовался для нарезки больших блоков масла на порции в один фунт.
Маслорезка важна тем, что ассоциируется с продажей сливочного масла в количестве одного фунта. До появления этой практики сливочное масло продавалось в универсальные магазины и другим поставщикам продукции большими партиями. Когда он был куплен, желаемая часть была отрезана длинной проволокой с деревянными ручками на двух концах. Эта практика изменилась из-за острой конкуренции между маслозаводами и изменившихся предпочтений потребителей, которые все больше желали знать производителя масла и регион фермеров, поставляющих молоко.
Фунтовые блоки предлагались завернутыми в пергаментную бумагу, которая часто украшалась деталями компании. Этот тип маслорезчика позже был заменен большими электрическими машинами, которые могли справиться с резко увеличившейся производительностью завода.
[Ранний дизайн ножниц для масла]
Самые ранние конструкции этой машины представляли собой деревянный стол, приподнятый над землей, с толстыми прямоугольными насечками на основании.Деревянная крышка была сделана из двух или четырех деревянных листов с одинаковой сеткой из стальной или железной проволоки, продетой через внешнюю раму. Именно эта крышка разрезала блок масла на фунты. Сначала масло было приготовлено в виде куба идеальной формы и помещено на основание платформы. Затем верхняя рама опускалась на блок. Дизайн, хотя и эффективный, мог разрезать только небольшое количество блоков за один раз.
[Более поздняя конструкция ножниц для масла]
Эта машина для резки масла представляет собой более позднюю конструкцию, которая была специально построена для больших объемов масла, производимого на заводах.Он стоит отдельно на четырех деревянных ножках.
[Физическое описание]
Станок изготовлен из дерева и имеет форму большой прямоугольной призмы с проволочной сеткой, расположенной на одном из боковых концов. На другом конце стенка фрезы отступала внутрь за счет вращения кривошипной рукоятки, прикрепленной к системе передач, которая толкала платформу в сторону решетки. Когда он проталкивал блок масла через машину, блок выдавливался через проволочную сетку.Гильотинный нож, расположенный сразу за проволочной сеткой, использовался для надрезов по длине блока масла.
Основной корпус поддерживается несколькими железными скобами, которые прибиты к углам по длине резака. Эти кронштейны удерживаются винтами, которые проходят через толстые деревянные стены. Две защелки расположены на одной из сторон и использовались при открывании этой стороны для вставки масляных блоков. Петли расположены по длине с этой стороны.
Решетка из стальной проволоки соединена со стороной резака четырьмя стальными скобами с выступающими винтами.