своими руками, как сделать, чертежи кромкогиба
Содержание
- 1 Какие бывают гибочники
- 2 Изготовление ручного листогиба
- 3 Особенности роликового станка
- 4 Меры предосторожности при работе
Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, профнастил, детали для авторемонта и пр.
Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
- Ручные загибочные станки. Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.

- Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.

Ручные и гидравлические станки проще в изготовлении, чем роликовые. Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
- Складываются два тавра, размечаются и вырезаются выемки для вваривания петель. Чтобы качественно вварить петли, выборки скашивают под 45 градусов.
- Ввариваются части петель к подготовленным кусками двутавра. Проварить необходимо и с лица, и с изнанки.
- Чтобы разместить болт, фиксирующий прижимные планки, вырезаются четыре треугольные укосины и привариваются по паре с каждой из сторон двутавра. К укосинам также приваривается гайка.
- К третьему отрезку двутавра, которым будет прижиматься лист металла, приваривается толстая стальная пластина. В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
- Отрезать пружину такой длины, чтобы она могла приподнимать прижимной двутавр на высоту 8−10 мм. Пружина необязательна, но ее использование значительно упростит работу по гибке металла.
- Также для удобства к шляпке прижимного винта желательно приварить ручки. Их можно сделать из ненужного обрезка арматуры.
- К подвижному отрезку двутавра приваривается рычаг-ручка. Рабочая часть листогиба готова к работе, но в таком виде им крайне неудобно пользоваться, поэтому нужно сделать станину.

Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Кромкогиб ручной своими руками из уголка изготавливается по тем же чертежам, только уголки основы необходимо сварить между собой попарно.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Особенности роликового станка
Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет. В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Для этого типа листогиба особенно важна мощная станина. Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Самое сложное — изготовление привода, чтобы синхронно вращались все три валка. Можно применить звездочки и велосипедную цепь.
Меры предосторожности при работе
При использовании листогибочных станков необходимо неукоснительно соблюдать правила техники безопасности:
- Оглядеть состояние робы и обуви. Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
- Проверить рабочие органы листогиба на наличие неисправностей. В случае обнаружения не приступать к работе до их устранения.
- Рабочее место должно быть достаточно освещено естественным или искусственным светом.
- На расстоянии метра от станка не должно быть лишних инструментов и материалов.
- Нельзя гнуть листы больше толще, чем предусмотрено конструкцией и характеристиками станка.

Таким образом, своими руками можно легко сделать листогиб.
Роликовый листогиб своими руками » Изобретения и самоделки
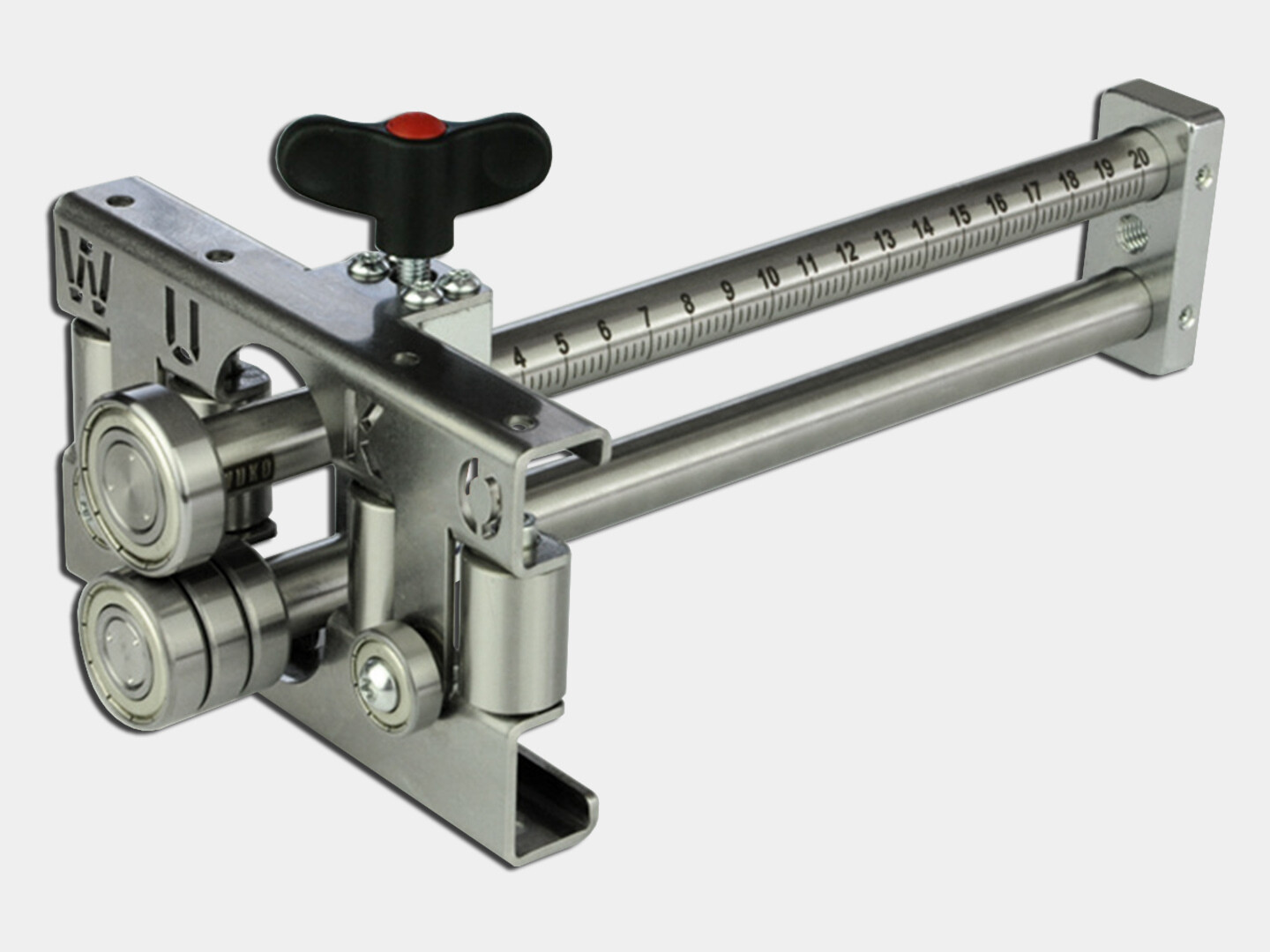
Роликовый листогиб — это металлообрабатывающий станок, который позволяет сгибать листовой металл. Этот роликовый гибочный станок с ручным приводом имеет три вала, которые используются для гибки листового металла и других металлических деталей в круглую форму. Он также известен как гибочный станок, роликовый или листогибочный станок.
Ролико-гибочный станок также называют кругло-роликовым станком, который представляет собой универсальное формовочное оборудование для прокатки листового металла в цилиндрическую, конусную, изогнутую и другие формы. Расскажем, как сделать его своими руками.
В соответствии с принципом формирования трехточечной окружности изменение относительного положения и вращательное движение рабочего ролика заставляют металлическую листовую пластину производить непрерывную пластическую деформацию для получения заданной формы заготовки.
Товары для изобретателей Ссылка на магазин.
Этот тип ручных или моторных листогибочных машин широко используется в судостроительной, химической, металлообрабатывающей и машиностроительной промышленности.
Как показано на рисунке, 3-роликовый гибочный станок обычно принимает два нижних ролика в качестве активного ролика и один верхний ролик, который может перемещаться вертикально вверх и вниз.
Используемые части: —
2 номера 1,5 ”L- угол сечения (длина 13,25”)
Электроника для самоделок вкитайском магазине.
Вал с 3 номерами диаметром 38 мм (два нижних ролика имеют длину 16,5 дюймов, а один верхний ролик имеет длину 14 дюймов)
4 номера подшипника 6003 ZZ для нижнего ролика
2 номера подшипника 6002 ZZ для верхнего ролика
2 шт. металлические части 6,25 «* 6,75» для боковой опоры (толщина 10 мм)
2 номера цепных звездочек и цепь
2 болта № 5/8 (длина 5 ”)
2 болта с полукруглой резьбой № 5/16 со стопорными гайками (длина 5 ”)
8 номеров ¼ болты (длина 0,75 ”)
4 болта № 5/16 (длина 0,75 дюйма)
8 номеров 3/16 болтов (длина 0,75 ”)
2 номера металла 4 «* 1,25» (толщина 20 мм)
Некоторые другие металлические предметы
Как сделать:-
Первым шагом является нарезка двух кусочков металла размером 6,25 ”* 6,75” для боковой опоры (толщина 10 мм). После резки металлических частей сделайте прорезь (ширина 32 мм) на обеих металлических частях, как показано на рисунке.
После резки металлических частей сделайте прорезь (ширина 32 мм) на обеих металлических частях, как показано на рисунке.
Просверлите два отверстия 35 мм на обоих металлических деталях для опоры подшипника 6003 ZZ.
Я использовал 3 роликовых вала диаметром 38 мм (два нижних ролика имеют длину 16,5 дюйма, а один верхний ролик имеет длину 14 дюймов). Поворачивая оба конца двух нижних роликов (так же, как отверстие подшипника 6003 ZZ), как показано на рисунке.
Соберите два нижних роликовых вала, металлические части, звездочку и цепь, как показано на рисунке. Положение звездочки цепи фиксируется с помощью болтов.
Тьюринг с обоих концов верхнего ролика для подшипника 6002 ZZ. Сделайте опорные детали подшипника для верхнего ролика, используя металлические детали.
Я использовал 2 болта № 5/8 (длина 5 ”). Поворачивая концы обоих болтов и прикрепляя их к опорным деталям подшипника, используйте болты, как показано на рисунке.
Эти верхние опорные детали роликового подшипника совершают движение вверх и вниз с помощью этих болтов.
Прикрепите 2 узла 1,5 ”L-образного профиля (длина 13,25”) к этой сборке, чтобы сделать базовую часть.
И, наконец, прикрепить ручку с ведущей звездочкой.
Во время операции один конец металлической пластины подается в три роликовые пластины между верхним и нижним роликами, а затем верхний ролик вызывает смещение вниз на металлической пластине, что заставляет пластину под ней генерировать определенную пластическую деформацию изгиба вследствие сжатия ,
Для лучшего понимания смотрите видео, приведенное ниже.
mistrymaketool.com
Самодельный тюбинговый каток – Новости Матери-Земли
1 / 3
На схеме показано соотношение материалов и сборки трубчатого валика.
МАТЬ-ЗЕМЛЯ НОВЫЙ ПЕРСОНАЛ
2 / 3
Готовый самодельный тюбинговый ролик выглядит так.
ФОТО: МАТЬ-ЗЕМЛЯ НОВЫЕ СОТРУДНИКИ
3 / 3
Мужчина с помощью устройства сгибает трубку.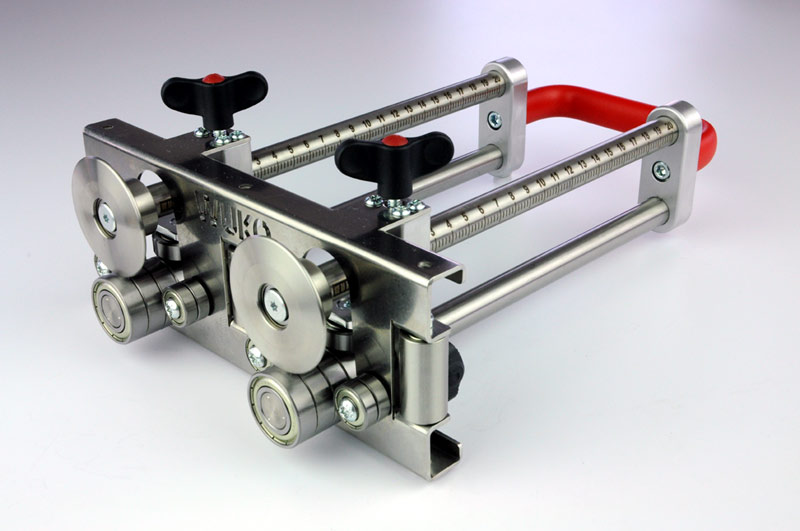
МАТЬ-ЗЕМЛЯ НОВЫЙ ПЕРСОНАЛ
Если вы когда-нибудь задумывались о строительстве теплицы на заднем дворе, то знаете, что одним из инструментов, необходимых для постройки маленького «солнечного навеса», является трубчатый каток. Теперь такое устройство — если его купить — может стоить вам несколько сотен долларов, потому что обычно это машина с моторным приводом «только для профессионалов».
Ролик используется для формирования отрезков стандартных кабелепроводов или электрических металлических трубок (ЭМТ) в дуги (а не просто для формирования угла, как в случае с гораздо более распространенным трубогибом ) для использования в каркасе , инструментальное и другие виды производства. В нескольких случаях команда магазина MOTHER EARTH NEWS испытывала острую потребность в одном из удобных приспособлений… так что, наконец, они просто собрались и построили свою собственную «копию из Северной Каролины», которая идеально подходит для этого!
Вот как это работает
Большинство продаваемых в магазине трубоформовочных станков работают от электричества. Однако в нашей версии используется рукоятка , которая не только быстро и легко пропускает трубопровод, но и не требует дополнительных затрат на эксплуатацию. Инструмент работает следующим образом: сам трубогиб представляет собой просто пару крестовин, каждая из которых состоит из двух 18-дюймовых 2 X 4, которые «сэндвичуют» набор из трех шкивов с канавками и пары опорных блоков. Два колеса (те, что на одной линии вдоль крестовины и той же ) служат натяжными роликами… а третий шкив (расположенный на одном конце другой крестовины) является ведущим.
Однако в нашей версии используется рукоятка , которая не только быстро и легко пропускает трубопровод, но и не требует дополнительных затрат на эксплуатацию. Инструмент работает следующим образом: сам трубогиб представляет собой просто пару крестовин, каждая из которых состоит из двух 18-дюймовых 2 X 4, которые «сэндвичуют» набор из трех шкивов с канавками и пары опорных блоков. Два колеса (те, что на одной линии вдоль крестовины и той же ) служат натяжными роликами… а третий шкив (расположенный на одном конце другой крестовины) является ведущим.
Когда прямой трубопровод помещается между приводом и левым натяжным роликом и поворачивается рукоятка, трубка перемещается до тех пор, пока не коснется правого натяжного ролика , что заставляет трубу слегка изгибаться и продолжать изгибаться до тех пор, пока вся секция дугообразная. (Конечно, это происходит, потому что привод расположен достаточно близко к натяжным роликам, что заставляет трубопровод изгибаться. )
)
И это легко построить!
Единственные инструменты, которые вам понадобятся для изготовления этого недорогого устройства, — это дрель с набором насадок, пара гаечных ключей и настольная пила с регулируемым упором и высотой лезвия. Начните с поиска хорошего куска 3/4″ выдержанный дуб шириной не менее 5 дюймов и длиной 30 дюймов. (Пока вы этим занимаетесь, найдите или планируйте вырезать из первой доски, если она достаточно велика, еще одну секцию размером 3/4 дюйма X 1 1/2 дюйма X 12 дюймов … которая станет плечом поворотной ручкой.)
Затем разрежьте доску пополам и склейте две части вместе так, чтобы, когда она высохнет, у вас получился цельный кусок дерева толщиной около 1 1/2 дюйма … из которого вы отрежете три Заготовки для шкивов 5″ X 5″. Для этого установите упор пилы на расстоянии 5 дюймов от лезвия и, начиная с неглубокого пропила и продвигаясь постепенно глубже, пропустите каждую заготовку через пилу, слегка поворачивая древесину при каждом проходе, пока диски не станут идеально круглыми.
Таким же способом можно сделать канавки на шкивах. Наклоните пильное полотно под углом 45°, затем установите упор на 1 1/2 дюйма от его ближней стороны. Поднимите лезвие на 1 дюйм от стола (измеряется вдоль стороны зубчатого диска) и пропустите через него край колес. Когда надрез будет завершен по всей окружности, переверните деревянный круг и прорежьте противоположную сторону паза. (ВНИМАНИЕ: Во время всех вышеперечисленных процедур пиления будьте предельно осторожны… помните, ваши пальцы будут находиться очень близко к области разреза!)
Обрежьте оставшиеся деревянные компоненты из 76-дюймовой длины 2 X 4, закруглите концы дубовой рукоятки и вырежьте полукруги в центре крестовины… затем соберите ролик. (ПРИМЕЧАНИЕ. Критические измерения: [1] расстояние между центрами двух натяжных роликов 8 дюймов и [2] расстояние 4 1/2 дюйма от оси ведущего колеса до середины этого колеса. 8-дюймовая центральная линия.)
Но это еще не все…
Это маленькое приспособление лучше всего подходит для изгибания опорных ребер на нашей «обувной» теплице. Более того, если вы воспользуетесь советом Эмерсона Смайерса «НОВАЯ МАТЬ-ЗЕМЛЯ», вы сможете использовать этот инструмент для выполнения любого количества другие работы по формированию труб : «Удлините каналы в нижней части каждой крестовины, — говорит Эмерсон, — и прорежьте монтажные отверстия на 1/4″, чтобы ведущий шкив можно было перемещать ближе или дальше от других, но не по-прежнему быть запертым на месте, где это необходимо. После этого вы сможете создавать дуги практически любого типа… даже те, которые необходимы для рам больших параболических зеркал!»
Более того, если вы воспользуетесь советом Эмерсона Смайерса «НОВАЯ МАТЬ-ЗЕМЛЯ», вы сможете использовать этот инструмент для выполнения любого количества другие работы по формированию труб : «Удлините каналы в нижней части каждой крестовины, — говорит Эмерсон, — и прорежьте монтажные отверстия на 1/4″, чтобы ведущий шкив можно было перемещать ближе или дальше от других, но не по-прежнему быть запертым на месте, где это необходимо. После этого вы сможете создавать дуги практически любого типа… даже те, которые необходимы для рам больших параболических зеркал!»
Вам нужен профилегибочный станок или профилегибочный станок?
Нас часто спрашивают, можем ли мы изготовить металлические цилиндры или «кольца». И хотя эти вещи изготавливаются методом прокатки, этот процесс , а не профилирование, это называется профилированием .
Например, компания, занимающаяся профилированием, может сделать U-образный канал длиной 10 футов. Но мы не можем превратить этот канал в круг. Для этого вам понадобится роликогиб.
Для этого вам понадобится роликогиб.
Профилирование и гибка проката — это два типа процессов изготовления металла, которые включают аккуратное изменение формы металла в функциональные формы. Однако между профилированием и гибкой проката есть существенные различия, и в каких ситуациях они лучше всего подходят.
Что такое профилирование?
Профилегибочная машина превращает свернутую в рулон полосу листового металла в желаемую форму, пропуская этот металл через последовательный ряд сопряженных штампов.
Профилирование – это экономичный способ производства длинных сложных металлических профилей с многочисленными изгибами и/или шаблонами штамповки. Он популярен для крупных проектов, таких как:
- Стеллаж для солнечных панелей
- Шины и кабельные каналы
- Компоненты лифта/эскалатора
- Полочные опоры
Профилированные изделия вы видите постоянно. Например, направляющие рельсы на шоссе обычно изготавливаются с использованием этого метода изготовления металла.
Например, направляющие рельсы на шоссе обычно изготавливаются с использованием этого метода изготовления металла.
Что такое гибка?
Роликовая гибка берет большие металлические листы и превращает их в изогнутые формы, такие как:
- Полуоболочки
- Конусы
- Кольца
- Переходы
При вальцевании плоские листы металла пропускаются через ряд роликов, которые изгибают металл до нужного радиуса.
Типы вальцегибочных станков включают:
- Вальцегибочный станок с скользящими вальцами (цилиндр): Станок с скользящими вальцами имеет специально расположенные металлические валки, которые помогают изгибать, цилиндры и конусы из листового металла.

Валковая гибка используется при производстве многих известных компонентов, таких как:
- Ветряные башни
- Сосуды под давлением и теплообменники
- Резервуары для хранения и силосы
- Водопроводные, нефтяные и газовые трубы
Вы, наверное, каждый день видите изделия, изготовленные методом гибки. Например, корпус двигателя самолета изготавливается с помощью вальцевания.
Два разных процесса формовки металла для различных применений
Надеюсь, к настоящему моменту мы поняли, что формовка и гибка проката — это два совершенно разных процесса изготовления металла. При этом мы, конечно, понимаем, как их часто путают друг с другом. Итак, простое напоминание:
- Профилирование используется для производства длинных линейных компонентов с однородными профилями
- Валковая гибка используется для изготовления больших круглых форм, таких как цилиндры, конусы и кольца
Компания Dahlstrom Roll Form специализируется на формовании валков, а не на гибке валков.