Пресс ручной для пробивки отверстий КО915 от производителя ПАО Долина
Для того чтобы пробить отверстие в листовом, полосовом и фасонном прокате сегодня не нужно далеко ходить, ведь с этой задачей с легкостью справится ручной пресс для пробивки отверстий. Изготовлением таких приспособлений занимается Кувандыкский кузнечно-прессовый завод, расположенный в Оренбургской области. Продукция завода «Долина» поставляется не только по России, ею интересуются и в соседних государствах, где ручной пресс дыропробивной КО 915 получил достаточно широкое распространение. Его популярность обусловлена высокой эффективностью и простотой в пользовании. Столкнувшись с необходимостью проделать отверстие в металле, лучшим способом решением проблемы является использование профессионального инструмента для перфорации металла. Данная модель хорошо зарекомендовала себя на мировом рынке, отличается высоким качеством и адекватной ценой.
С помощью ручного пресса модели КО915 можно пробить отверстия любой формы: прямоугольной, круглой или квадратной.
На нашем сайте есть достаточно инструментов для перфорации отверстий и одним из них является пресс модели КО915. Более подробную информацию об инструменте, их описание, технические характеристики и цены вы можете узнать, посетив сайт нашей компании и задав все интересующие вас вопросы по телефону или в онлайн режиме. Кроме того, у нас вы можете не только найти интересующее вас оборудование, но и получить техническую поддержку в процессе эксплуатации ручного пресса для пробивки отверстий производства завода «Долина».
- Гарантия 18 месяцев
- Температурный режим до 25 градусов
- Ремонтная база
Россия и СНГ - Доставка запчастей
5-15 дней - Срок службы
10-20 лет
Реальный внешний вид может немного отличаться от изображенного на страницах сайта. Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Дыропробивной станок по металлу ручной
Пробивной станок
ПАО “Кувандыкский завод «Долина» является лидером по производству кузнечно-прессового оборудования. На каждом втором предприятии России в сфере металлообработки установлено оборудование нашего производства.
Описание дыропробивного станка
Дыропробивной станок предназначен для холодной обработки металла давлением, которое на станках нашего производство создается при помощи кривошипно-шатунного механизма.
 В дальнейшей обработке краев отверстия нет необходимости: форма режущей кромки позволяет избавиться от этой операции в технологическом процессе.
В дальнейшей обработке краев отверстия нет необходимости: форма режущей кромки позволяет избавиться от этой операции в технологическом процессе. Размеры станков достаточно компактны, чтобы использовать их не только на производствах, но в ремонтных мастерских. Для удобства эксплуатации производятся ручные дыропробивные станки и станки с электроприводами для промышленного использования.
Принцип действия пробивного станка
Небольшое усилие на рычажном ручном станке или при нажатии на педаль в механическом прессе усиливается с помощью шатунного механизма и передается подвижному пуансону, который создает давление на заготовку относительно неподвижной матрицы детали. После пробивки отверстия пуансон поднимается в исходное положение.
Механические пробивные станки
Модельный ряд механических станков состоит из 3 видов:
Все виды станков являются вертикальными. Механический пробивной станок используется для массового производства, а также для работы с металлом большой толщины. Максимальная толщина листа, допустимая для пробивания отверстий на механических станках: 32 мм. Максимальный диаметр: 42 мм. Эти характеристики зависят от мощности пресса. Так, модель станка КБ1916 создаёт номинальное усилие пресса 630 кН, тогда как модель КБ 1932 создаёт рабочее усилие пресса 1600 кН. Более детально технические характеристики прессов можно уточнить у менеджеров предприятия.
Механический пробивной станок используется для массового производства, а также для работы с металлом большой толщины. Максимальная толщина листа, допустимая для пробивания отверстий на механических станках: 32 мм. Максимальный диаметр: 42 мм. Эти характеристики зависят от мощности пресса. Так, модель станка КБ1916 создаёт номинальное усилие пресса 630 кН, тогда как модель КБ 1932 создаёт рабочее усилие пресса 1600 кН. Более детально технические характеристики прессов можно уточнить у менеджеров предприятия.
Ручные пробивные станки
Ручные модели представлены двумя моделями:
Модель пресса ручного КО915.01 предназначенную для работы с медным прокатом.
С помощью ручных прессов можно пробивать отверстия различных диаметров: 40 мм, 16 мм и 10 мм, а толщина металла, которая может применяться для этих прессов может варьироваться от 1 мм до 4 мм. Это возможно благодаря специально разработанной конструкции ручных прессов. Усилие на рукоятке при этом составляет не более 0,35 кН, тогда как номинальное усилие составляет до 106 кН.
Усилие на рукоятке при этом составляет не более 0,35 кН, тогда как номинальное усилие составляет до 106 кН.
Преимущества дыропробивных станков производства завода «Долина»:
- обработанные края полученных отверстий получаются без зазубрин;
- простота эксплуатации;
- пониженный уровень шума при работе;
- небольшие габариты;
- постгарантийное обслуживание;
- высокое качество производства.
Завод является предприятием полного цикла, то есть оборудование разрабатывается, изготавливается подетально, собирается в единое целое и проходит испытательную проверку. Именно производство полного цикла позволяет усовершенствовать производимое оборудование. Все изделия сертифицированы и прошли патентирование производственных механизмов согласно законодательству Российской Федерации. Мы отвечаем за качество нашей продукции!

| Тип бизнеса: | Производитель / Factory |
| Основная продукция: | Канцелярские устройства, переплет , машина , штамповка , , станок , переплет, книга , машина , |
| Mgmt.Сертификация: | ISO 9001 |
| Фабрика собственности: | Общество с ограниченной ответственностью |
| R & D Емкость: | OEM, ODM |
| Расположение: | Ханчжоу, Чжэцзян |
| Тип бизнеса: | Производитель / Factory |
| Основная продукция: | Гидравлический RAM цилиндр, Hydraulic Hand Manual Инструменты, Инструменты с питанием от гидравлической батареи, Транспортные роликовые коньки Тележка салазок, Детали подъемного подъемника |
| Фабрика собственности: | Общество с ограниченной ответственностью |
| R & D Емкость: | OEM, ODM, собственный бренд |
| Расположение: | Циндао, Шаньдун |
| Производственные линии: | 2 |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основная продукция: | Штамповка Машина , Машина для изготовления штор Машина , Машина для слепых , Машина для штор , Машина для слепых |
Mgmt. Сертификация: Сертификация: | ISO 9001, ISO 9000, ISO 14001, ISO 14000 |
| Фабрика собственности: | Общество с ограниченной ответственностью |
| R & D Емкость: | OEM, ODM, собственный бренд |
| Расположение: | Дунгуань, Гуандун |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основная продукция: | Металлический продукт, ось, тяга |
| Mgmt.Сертификация: | ISO 9001, ISO 9000, QC 080000 |
| Фабрика собственности: | Общество с ограниченной ответственностью |
| R & D Емкость: | ODM, OEM |
| Расположение: | Сучжоу, Цзянсу |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основная продукция: | Обвязка Станок , Штамповка Станок , Биговка Станок и др. |
| Mgmt. Сертификация: | ISO9001: 2008 |
| Фабрика собственности: | Общество с ограниченной ответственностью |
| R & D Емкость: | Собственный бренд |
| Расположение: | Ханчжоу, Чжэцзян |
| Тип бизнеса: | Производитель / Factory |
| Основная продукция: | Усилитель газа, Усилитель газа, Воздушный гидравлический насос, Усилитель газа, Фитинги высокого давления |
| Mgmt.Сертификация: | ISO 9001 |
| Фабрика собственности: | Общество с ограниченной ответственностью |
| R & D Емкость: | OEM, собственный бренд |
| Расположение: | Дунгуань, Гуандун |
$ 253.00 – 370,00 $ / Устанавливать | 1 компл. (Минимальный заказ)
(Минимальный заказ)
- Перевозка:
- Служба поддержки Экспресс · Морские перевозки
- Время выполнения:
Количество (Наборы) 1 – 1 > 1 Est.Время (дни) 30 Торг
- Персонализация:
Индивидуальный логотип (Мин.Заказ: 1 комплект)
Индивидуальная упаковка (Мин. Заказ: 1 комплект)Подробнее
Настройка графики (Мин.Заказ: 1 комплект) Меньше
ИНФОРМАЦИЯ О ПРОДУКЦИИ
Спецификация
1 TOB-SCX-400 Ручной алюминиевый штамповочный пресс используется для изготовления литий-полимерной батареи / пакетной ячейки в производстве линия по производству аккумуляторных батарей.
2 Машина используется для изготовления полимерных корпусов из алюминиевых ламинированных пленок.
3 Эта машина для формования мешков в основном используется для линии по производству литиевых батарей, ее форма может быть изготовлена на заказ в соответствии с требованиями клиентов.
Модель | Ручной алюминиевый штамповочный пресс TOB-SCX -4 00 | ||||
Источник напряжения | 50/60 Гц | ||||
Мощность | 2500 Вт | ||||
Гарантия | Одна годовая ограниченная гарантия с пожизненной поддержкой | ||||
Подходящая толщина алюминиевой пленки | 0. | ||||
Подходящий размер алюминиевой пленки | 400 * 3 00 мм (Д * Ш), заказной | ||||
Выход | 200-500EA / H | ||||
Выходное давление | 0-5T, регулируемое | ||||
Источник воздуха | 0.5-0,7МПа | ||||
Материалы пресс-форм | S136 Штампованная сталь | ||||
Размер (L * W * H) | 700 * 650 * 1900 мм | ||||
Вес | Около 500 кг | ||||
Размер упаковки (Д * Ш * В) | 800 * 750 * 2080мм | ||||
Упаковка | 600 кг |
 1-0,2 мм
1-0,2 ммИЗОБРАЖЕНИЕ
Сертификат компании
CE Сертификат
,Станки для производства вентилируемых фасадов по выгодной цене!
Создание изделий из листовой стали – ответственная задача. К её решению следует подходить максимально внимательно, учитывая все тонкости и сложности. Существует два критерия про которые необходимо помнить, а именно: квалификация сотрудника и наличие функционального, эргономичного и долговечного оборудования.
К её решению следует подходить максимально внимательно, учитывая все тонкости и сложности. Существует два критерия про которые необходимо помнить, а именно: квалификация сотрудника и наличие функционального, эргономичного и долговечного оборудования.
В каталоге на сайте компании Metal Master представлен широкий ассортимент станков для производства вентилируемых фасадов. Вся техника соответствует европейским стандартам качества и проходит тестирование в различных режимах работы перед тем, как поступить в продажу.
Рассмотрим перечень основного оборудования, которое будет необходимо для создания фасадных кассет:
- Ручная гильотина. Отличное оборудование для резки широкого спектра материалов: кровельного металла, алюминия, меди, латуни, пластика. Данное оборудование обладает высокопрочной конструкцией, поэтому ему не страшны даже серьёзные эксплуатационные нагрузки. Лезвие станка сделано из легированной стали высокого качества. Ножи с двухсторонней заточкой. Наличие полимерных накладок на прижимной балке исключают повреждение материала.
 Возможно совершать обработку листового металла с лакокрасочным или полимерным покрытием.
Возможно совершать обработку листового металла с лакокрасочным или полимерным покрытием. - Листогибочный станок. Предлагаемое оборудование отличается эргономичностью, безопасностью и ремонтопригодностью. Прижимная балка позволяет легко изменять форму листового металла и уже исходя из поставленных задач получать изделие необходимой формы. Создаётся форма пригодная для использования в качестве несущего профиля для вентилируемых фасадов.
- Угловырубной станок. Простая и удобная вырубка угла любой сложности в один этап. Для позиционирования обрабатываемой заготовки предусмотрены специальные регулируемые упоры. Ножи станка выполнены из износостойкой инструментальной стали. Прослужат долго и позволят на выходе получить заготовки без каких-либо дефектов.
- Ручной дыропробивной пресс. Этот станок нужен для того, чтобы выполнять пробивку отверстий в листовом или фасонном прокате. Оборудование позволяет работать с максимальной толщиной проката до 4 мм.
 Возможно совершать обработку листового металла с лакокрасочным или полимерным покрытием.
Возможно совершать обработку листового металла с лакокрасочным или полимерным покрытием.Представленного выше списка металлообрабатывающего оборудования будет достаточно чтобы осуществить запуск по производству вентилируемых фасадов.
Компания Metal Master – надёжный поставщик качественного металлообрабатывающего оборудования!
Занимаемся поставками оборудования для обработки металла уже более 20 лет. С поставленными задачами справляемся на отлично и подтверждением этому будет значительное количество положительных отзывов. Поможем подобрать станок, как для небольшой ремонтной мастерской, так и для крупного промышленного предприятия.
Сотрудничаем с известными фирмами-производителями. Поэтому способны предложить оборудование, которое обладает оптимальным соотношением высокого качества и низкой стоимости. Регулярно проходят всевозможные акции, что позволяет купить необходимый станок по ещё более выгодной цене.
Перед тем как станок поступит в продажу он проходит тестирование в различных режимах работы. Это позволяет нам на 100% быть уверенными, что техника полностью соответствует европейским стандартам качества.
Отгрузка техники в ТК в тот же день, когда средства поступят на счёт нашей компании. Доставка выполняется быстро. В любой город РФ.
Доставка выполняется быстро. В любой город РФ.
Остались вопросы? Позвоните нашему менеджеру. Опытный специалист поможет подобрать оптимальный вариант оборудования.
Производство станка ручного оптом на экспорт. ТОП 50 экспортеров станка ручного
Продукция крупнейших заводов по изготовлению станка ручного: сравнение цены, предпочтительных стран экспорта.
- где производят станок ручной
- ⚓ Доставка в порт (CIF/FOB)
- станок ручной цена 24.10.2021
- 🇬🇧 Supplier’s manual machine Russia
Страны куда осуществлялись поставки из России 2018, 2019, 2020, 2021
- 🇰🇿 КАЗАХСТАН (120)
- 🇺🇦 УКРАИНА (55)
- 🇲🇩 МОЛДОВА, РЕСПУБЛИКА (24)
- 🇩🇪 ГЕРМАНИЯ (23)
- 🇨🇳 КИТАЙ (15)
- 🇰🇬 КИРГИЗИЯ (12)
- 🇺🇿 УЗБЕКИСТАН (12)
- 🇮🇳 ИНДИЯ (10)
- 🇮🇷 ИРАН, ИСЛАМСКАЯ РЕСПУБЛИКА (9)
- 🇻🇳 ВЬЕТНАМ (8)
- 🇫🇮 ФИНЛЯНДИЯ (7)
- 🇹🇲 ТУРКМЕНИЯ (7)
- 🇨🇿 ЧЕШСКАЯ РЕСПУБЛИКА (7)
- 🇹🇯 ТАДЖИКИСТАН (7)
- 🇺🇸 СОЕДИНЕННЫЕ ШТАТЫ (6)
Выбрать станок ручной: узнать наличие, цены и купить онлайн
Крупнейшие экспортеры из России, Казахстана, Узбекистана, Белоруссии, официальные контакты компаний. Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
станок ручной.
Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
станок ручной.
🔥 Внимание: на сайте находятся все крупнейшие российские производители станка ручного, в основном производства находятся в России. Из-за низкой себестоимости, цены ниже, чем на мировом рынке
Поставки станка ручного оптом напрямую от завода изготовителя (Россия)
Крупнейшие заводы по производству станка ручного
Заводы по изготовлению или производству станка ручного находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить станок ручной оптом
станки шлифовальные
Изготовитель машины гибочные
Поставщики сверильные станки
Крупнейшие производители станки консольно-фрезерные
Экспортеры станки заточные (для режущих инструментов)
Компании производители Ключи гаечные ручные неразводные
Производство станки расточно-фрезерные
Изготовитель станки расточные
Поставщики Клапаны регулирующие для пневматических силовых трансмиссий
Крупнейшие производители Станки
Экспортеры –
Компании производители Части инструментов со встроенным электрическим двигателем
Производство Станки строгальные
краны
Станки сверлильные и долбежные
станки для обработки металлов или металлокерамики без удаления материала
шлифовальные станки
Инструменты для сверления
Коробки
Инструменты для обработки металла
–
готовые клеи и готовые адгезивы; продукты
части и принадлежности к ткацким станкам и их вспомогательным устройствам
Станки поперечнострогальные или долбежные
Пробивка отверстий в металле, пресс для ручной пробивки
Пробой отверстий и повторяющиеся отверстия материала в виде листа или труб — это самая популярная операция. На сегодня есть пару вариантов ее выполнения, которые друг от друга отличаются используемым оборудованием, от них зависит качество и параметры точности.
На сегодня есть пару вариантов ее выполнения, которые друг от друга отличаются используемым оборудованием, от них зависит качество и параметры точности.
Во время изготовления немалого количества изделий, также и декоративных деталей из металла. Очень часто можно встретить необходимость в подобных операциях, как получение большинства однотипных отверстий. Очень часто их применяют для крепления конструктивных компонентов, но во многих случаях их можно рассматривать как украшение.
Технолог, подбирая метод обработки детали, руководствуется требованиями нормативно — технической и конструкторской документации.
Так, во время обработки металлического листа толщиной от 0,5 до 4 мм отличным вариантом будет применение пробивки на специальном оборудовании.
Пробивка отверстий и повторяющиеся отверстия в чем разница
Кстати, очень часто, пробивку листового металла именуют перфорацией. В действительности данный процесс (пробивка отверстий) не больше чем разновидность перфорации, которая в себя включает очень много остальных способов.
К примеру, пробивка отверстий в профильном металле, к примеру, трубе выполняют при помощи высверливания или фрезеровки. По мимо этого, для решения данной задачи используют технический лазер, который дает возможность получать отверстия в десятые доли миллиметра.
Виды оборудования
Оборудование, которое применяют для получения отверстий можно поделить на «условно ручные», другими словами те, которые нуждаются в систематическом наличии оператора — станочника, и на автоматические, которые работают при малом участии человека. В качестве инструмента для пробивки отверстий в металле используют разного вила пробойники, штампы и некоторые прочие.
К первой группе относят оборудование, которое работает от механического, гидравлического или иного вида привода. Вторые — это полностью автоматические станки, работающие под управлением ЧПУ, например, координатно-просечные прессы или дыропробивной станок.
Ручной процесс
К ручным способам получения отверстий в металле можно отнести — сверление, пробивку. В качестве инструмента для пробивки отверстий в металле используют сверла и специальное оборудование — сверлильные станки или ручные дрели. Для ручной пробивки инструмента используют бородок и ударный инструмент (молоток, кувалда). Такой пробойник можно ставить на ручные прессы.
Сверление отверстий делают на сверлильных, фрезеровочных или токарных станках. В качестве инструмента для работы используют сверла. Для окончательного формования отверстия применяют зенкера, цековки, развертки. При их помощи ликвидируют овалы, создают фаски, увеличивают точность отверстия и чистоту поверхности.
Для пробивания отверстий в металле применяют разнообразные прессы — пневматические, гидравлические и др. Усилия, развиваемые для хорошей работы штампа, состоящего из 2-ух деталей (пуансона и матрицы), составляют от нескольких килограмм, до сотен, а то и млн кг.
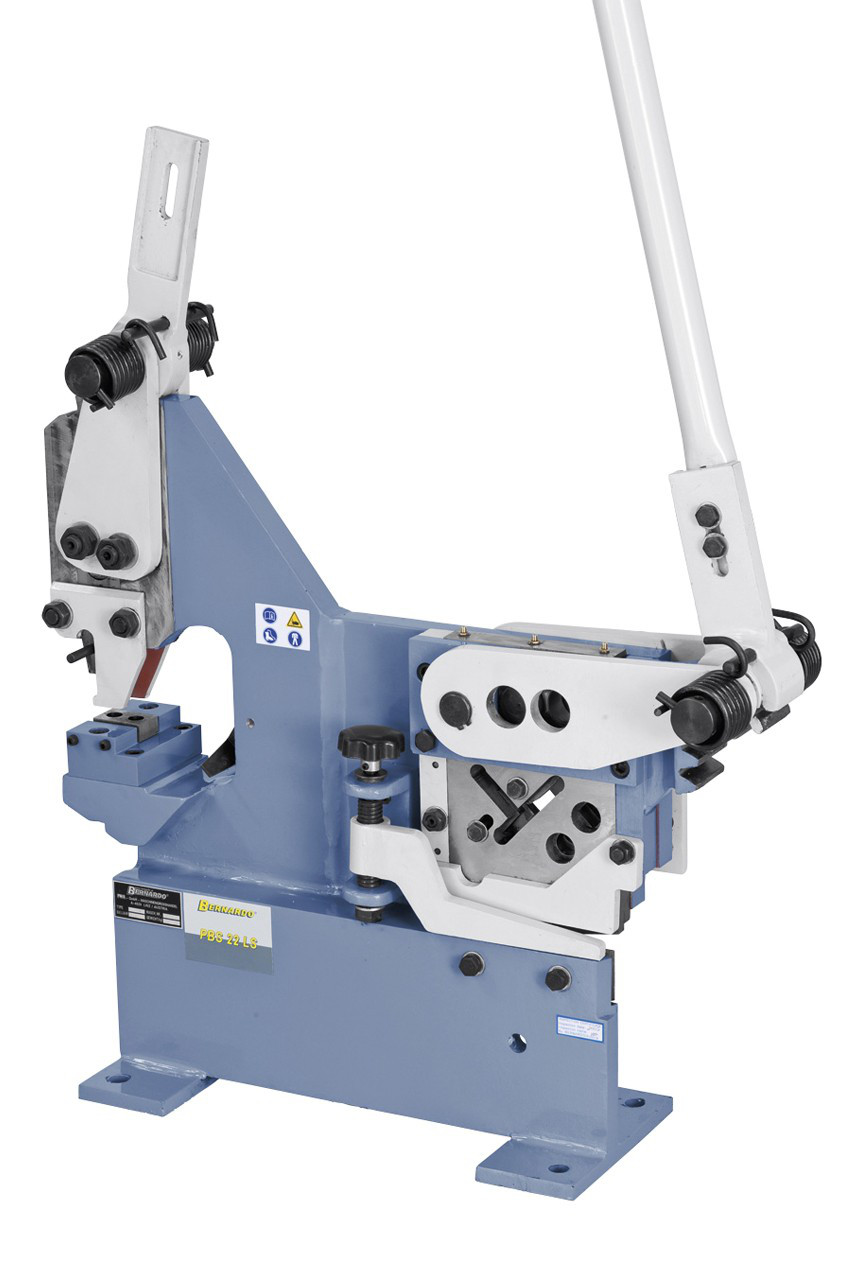
Пробивание отверстий на комбинированных пресс — ножницах
Нередко в изготовлении для получения отверстий используют комбинированные пресс — ножницы.
Пробивание отверстий на комбинированных пресс — ножницах
Данное устройство имеет несколько механизмов, которые дают возможность обрабатывать металлопрофиль, например, уголок, разрезать полосы металла, выполнять вырубку в форме прямо- или треугольников и, конечно, на данных ножницах устанавливают инструмент для пробивки отверстий в металле. В основном, он состоит из пуансона и матрицы. Пуансон имеет диаметр пробиваемого отверстия. Матрица имеет в собственном теле отверстие, подходящее размеру пуансона. Через нее происходит убирание отходов вырубки.
Нужно сказать, что перечисленные выше способы получения отверстий не выделяются большой производительности, особенно, в условиях крупносерийного или массового производства. Возникновение автоматического оборудования позволяет удалить данную проблематику.
Пробивание отверстий на прессах
Применение оборудования, работающего под управлением системы ЧПУ стало причиной уменьшению трудоемкости процессов производства, исходя из этого это благоприятно отражается на цене готового изделия.
А дело все в том, что управляющая программа, которая вносится перед тем как приступить к работе, имеет в себе правильные данные относительно расположения отверстий на листе.
Пробивание отверстий на прессах
К примеру, револьверный пробивной станок оборудуют барабаном, на котором установлены пуансоны (инструмент для пробивки отверстий в металле) обладающие разнообразными размерами и формами. Во время работы, программа автоматично подбирает инструмент который понадобится. Такое инженерное решение дает возможность менять инструмент не, останавливая работу станка, и увеличивать быстрота получения готового изделия. На оборудовании данного типа, возможно, получение до 1 500 отверстий за минуту.
Получение готового изделия имеет несколько операций. Первая заключается в укладывании металлического листа на стол для работы. Для закрепления ее на нем используют зажимы различного типа.
Как только поставлен и закреплен оператор запускает управляющую программу. Потом начинается перемещение заготовки. По координатам, заданным в программе, в нужной точке, происходит опускание прижимного устройства, фиксирующего лист в необходимом месте. После прижима происходит удар, наносимый пробойником (пуансоном).
По координатам, заданным в программе, в нужной точке, происходит опускание прижимного устройства, фиксирующего лист в необходимом месте. После прижима происходит удар, наносимый пробойником (пуансоном).
На инструментальном барабане можно установить поворотный инструмент, который значительно увеличивает возможности станка и дает возможность исполнять резку контуров замысловатых форм.
Пресс для пробивки отверстий в металле дают возможность исполнять, помимо пробоя, следующие операции:
- пулевка — выдавливание, получение кромок различной направленности;
- формовка;
- неокончательная пробивка.
Координатная пробивка металла
Этот способ получения отверстий предполагает то, что отверстия будут получены в конкретном очередности. Данная операция может быть применена во время изготовления как обычных деталей, так и очень непростых металлических конструкций. Такая обработка листового металла просит от оборудования и управляющей программы большой точности, так как ошибки в настройке и программном коде приводят к получению некондиционной продукции.
Такая обработка листового металла просит от оборудования и управляющей программы большой точности, так как ошибки в настройке и программном коде приводят к получению некондиционной продукции.
Координатная пробивка металла
Пробивка металла, как технологическая операция есть достаточно давно, но в наше время, благодаря возникновению систем с числовым программным обеспечение, она значительно поменялась. Так, новейшее оборудование дает возможность исполнять операции по пробою отверстий с точность их расположения до 0,05 мм. Координатно пробивное оборудование дает возможность обрабатывать стали различных марок толщиной от 0,5 до 8 — 10 мм.
Координатная пробивка листа металла применяется при производстве деталей корпусов, крепежных комплектов и др. Для получения набора отверстий используют серию ударов пуансона по листу. Порядок пробоя заносится в управляющую компьютерную программу. Кстати, применение программ на компьютере и соответствующего инструмента для пробивки отверстий в металле гарантирует качество готовых изделий.
Использование координатно — пробойных прессов для пробивки отверстий в металле обеспечивает неоднократное увеличение скорости производства и по этому его используют для крупносерийного и массового производства деталей из листа металла.
Минусы технологии
Нужно не забывать про то, что качество получаемой продукции зависит от определенных факторов, среди них которых — качество инструмента, настройки оборудования, добротности ПО, используемого для создания управляющей программы.
Координатная пробивка и ее минусы
Но необходимо выделить, что как правило, не зависимо от способа получения группы отверстий, изъяны при ручной пробивке и автоматизированной такие же.
Смещение отверстий
Очень часто во время изготовления группы отверстий можно повстречать подобный недостаток, как смещение отверстий по отношению друг к другу или сторон листа. Такой дефект, может проявиться из-за ошибок в программе, неверных настроек станка и др.
Такой дефект, может проявиться из-за ошибок в программе, неверных настроек станка и др.
Такой дефект рождается вследствие того, что неверно выбраны размеры пуансона и матрицы. Более того, заусенцы появляются в результате плохой заточки инструмента.
Пуансоны и матрицы
Бывают ситуации возникновения бород на поверхности отверстия вдоль его оси. Они вызваны наличием недостатков поверхности пуансона.
Борозды при пробивке металла
Появление трещин на кромках пробиваемых отверстий вызвано тем, что их диаметр близок по размерам к толщине листа.
Расчет нужного усилия пробивки
Процесс вырубки металла отличается тем, что в ходе данного процесса рождается очень сложная схема нагрузки, которая сосредотачивается в районе места взаимные действия пуансона, прорубаемого материала и матрицы.
Пуансон делают аналогичным образом, что он входит в материал не всем собственным торцем, а исключительно внешней кольцевой частью. Ответное влияние появляется со стороны матрицы. Причем давление, возникающее в зоне взаимные действия данных трех элементов, делится неровно.
Причем давление, возникающее в зоне взаимные действия данных трех элементов, делится неровно.
Иначе говоря в процессе вырубки появляется пара сил, которые создают круговой изгибающий момент. Под его влиянием лист выгибается. Благодаря этому изгиба зарождается давление, которое оказывает влияние на пуансон, и на кромку матрицы. По мимо этого, очень важно понимать и то, что под воздействием сил трения появляются касательные усилия.
Как видно из вышесказанного, при пробивке появляется неоднородное силовое поле. По этому, при проведении расчетов используют относительную величину — сопротивление срезу.
В результате, проведенных исследований, сопротивление обуславливается не столько от параметров металла, но и от уровня наклепа, толщины вырубки, щелей в паре пуансон/матрица и скорости процесса вырубки.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Пробивка отверстий в металле — Немного о ремонте и строительстве
Пробивка (продавливание) отверстий допускается для малоуглеродистой стали толщиной до 25 мм, низколегированной стали до 20 мм, высокопрочной стали до 12 мм включительно при температуре не ниже 0 °С. Отверстия, образованные пробивкой, имеют заусенцы и конусность, и нехорошие механические особенности стали в зоне, прилегающей к отверстию.
Исходя из этого в подробностях, предназначенных для клепаных конструкций, трудящихся на динамическую нагрузку, и подробностях, требующих высокой точности размещения, отверстия пробивать не разрешается.
Для пробивки отверстий применяют дыропробивные (эксцентриковые) комбинированные и кривошипные прессы.
Дыропробивной пресс типа К-2130 рекомендован для пробивки отверстий в листовом, сортовом и фасонном прокате. Пресс складывается из С-образной металлической станины, имеющей в нижней части стол для крепления подушки с матрицей.
В верхней части станины расположены направляющие, по которым двигается ползун. К нему прикреплен пуансонодержатель с пуансоном.
Ползун включают на рабочий движение рукояткой включения пуансона либо нажимом на ножную педаль. Пресс может трудиться на одиночных и постоянных ходах.
Дыропробивной пресс К-2130 упрочнением 1000 кН — эксцентриковый и одноштемпельный, т. е. тут сможет быть установлен один пуансон (штемпель) и, следовательно, за один движение возможно пробить одно отверстие. В некоторых случаях используют двухштемпель-ные и многоштемпельные прессы, предназначенные для одновременной пробивки двух и более отверстий.
В этом случае пуансоны (штемпеля) находятся в одной плоскости параллельно фронту пресса, на расстоянии 80…100 мм один от другого.
В качестве многоштемпельных используют кривошипные прессы упрочнением 1600. . .8000 кН, поскольку эксцентриковые дыропробивные прессы выпускаются упрочнением 0,8… 1 МН, что снабжает пробивку за один движение лишь одного отверстия.
В мастерских и на фабриках малой мощности для пробивки отверстий используют комбинированные пресс-ножницы, каковые смогут пробивать отверстия и резать фасонный прокат.
Для пробивки отверстий подробность укладывают между пуансоном и матрицей. При включении пресса пуансон опускается вниз и прижимает подробность к матрице.
Матрица закрепляется в подушке пресса без движений. Под давлением пуансона в подробности появляются сжимающие и скалывающие напряжения, сконцентрированные по периметру режущих кромок пуансона и матрицы.
Пуансон, преодолевая сопротивление, попадает в глубь толщины стали, выдавливая ее в отверстие матрицы. Величина проникновения пуансона в сталь с содержанием углерода 0,2% до полного скалывания образовывает 40 % толщины стали.
Пуансон (штемпель) складывается из рабочей и хвостовой части, служащей для закрепления пуансона в пуансонодержателе пресса, вместе с которым он совершает возвратно-поступательное перемещение. Диаметр рабочей грани пуансона должен быть больше пробиваемой стали не меньше чем на 2 мм.
Диаметр режущей грани пуансона принимается равным номинальному размеру отверстия, а диаметр отверстия в матрице больше диаметра пуансона на величину зазора. Зазор, мм, для пробиваемой стали толщиной 4.. .8 мм образовывает 0,7, толщиной 9. ..12 мм—1,2; 13… …17 мм—2; 18…19 мм—2,6; 20. ..21 мм — 2,65; 22.. .25 мм—3,6.
Рис. 1. Дыропробивной пресс: 1 — станина, 2 — подушка.
3 — пуансонодержатель, 4 — рукоятка включения
Пуансоны изготовляют с конусом на финише и без конуса. Пуансон без конуса используют при пробивке отверстий без наметки по шаблонам.
При пробивке отверстий по кернам конус пуансона входит в конусное углубление глубиной 2…3 мм, образованное при разметке либо наметке на поверхности обрабатываемой стали кернером, закрепляет финиш пуансона и повышает его устойчивость под действием сил продавливания. Дабы уменьшить силы трения пуансона о стенку отверстия при пробивке, его рабочую часть делают конической и шлифуют с торца и по конической поверхности, образуя этим режущую кромку,
При пробивке отверстий крайне важно, дабы инструмент трудился без поломок и в-ыкрашивания режущих кромок. Это зависит от качества стали, используемой для того чтобы, качества изготовления инструмента, термической обработки и марки пробиваемой стали.
Это зависит от качества стали, используемой для того чтобы, качества изготовления инструмента, термической обработки и марки пробиваемой стали.
Матрицы и штемпеля изготовляют из легированной инструментальной стали марок 5ХВ2С и Х12М либо из инструментальной углеродистой марок У8А и У9А.
В зависимости от профиля стали, толщины, массы и размеров подробности, серийности, требуемой точности, их расположения и количества отверстий отверстия пробивают по шаблону, наметке с применением приспособлений либо особых установок.
В листовых подробностях площадью до 0,5 м2 и массой до двадцати килограмм отверстия пробивают но шаблону на одноштемпельном прессе. Прессовщик накладывает шаблон на подробность, подает ее на стол пресса, совмещает отверстие на шаблоне со штемпелем пресса, пробивает отверстие в подробности, передвигает ее и шаблон, снимает шаблон с подробности, убирает подробность и укладывает ее в штабель либо контейнер.
В уголках длиной до 1 м и массой до двадцати килограмм отверстия пробивают по шаблонам в такой же последовательности.
В листовых подробностях площадью до 0,5 м2 и уголках длиной до 1 м отверстия пробивают по наметке на одноштемпельных прессах в таковой последовательности. Прессовщик подает подробность на стол пресса, устанавливает подробность под штемпелем, совмещая острие штемпеля с керном на подробности, пробивает отверстие в подробности и передвигает ее для пробивки следующих отверстий.
После этого снимает подробность с пресса и укладывает в штабель либо контейнер. Трудится прессовщик сидя.
Рис. 2. Схема пробивки отверстий: 1 — гайка для крепления пуансона, 2 — пуансон, 3 — конус, 4 — обрабатываемая сталь, 5 — плоскость скалывания.
6 — матрица, 7 — подушка, 8 — конусное углубление
Для пробивки отверстий по наметке в уголках громадной длины, дабы поддерживать и перемещать уголки, пресс оснащают с обеих сторон дисковыми роликами. Ролики устанавливают на стойках на расстоянии 1000… 1500 мм один от другого.
Со стороны подачи уголков находится загрузочный стол, уровень которого мало выше уровня роликов. На загрузочный стол подают мостовым краном партию уголков, каковые его помощник и прессовщик по одному укладывают полкой без отверстий между дисками роликов.
На загрузочный стол подают мостовым краном партию уголков, каковые его помощник и прессовщик по одному укладывают полкой без отверстий между дисками роликов.
Уголок легко перемещается по роликам, прессовщиком, что поочередно наводит и совмещает намеченные отверстия с конусом штемпеля. По окончании продавливания отверстий уголок снимают мостовым краном и укладывают на прокладки в штабель.
Для продавливания отверстий во второй толке ‘пачку уголков с отверстиями возвращают на загрузочный стол и продавливают отверстия тем же методом, что и в первой полке.
При организации рабочего места для пробивки отверстий руководствуются следующими правилами.
Контейнеры с небольшими подробностями устанавливают вблизи рабочего места со стороны, противоположной рукояткам управления. Площадки для складирования заготовок располагают у подающих роликовых конвейеров либо столов, а готовых подробностей — у приемных конвейеров либо столов.
Перед тем как приступить к работе контролируют пресс на холостом ходу, смазывают его, регулируют местное освешение так итобм свет не ослеплял прессовщика. Подробности укладывают строго горизонтально к плоскости матрицы без перегибов и перекосов, в особенности за этим следят при пробивке отверстий в громадных листовых подробностях, поддерживаемых посредством мостовых кранов.
Подробности укладывают строго горизонтально к плоскости матрицы без перегибов и перекосов, в особенности за этим следят при пробивке отверстий в громадных листовых подробностях, поддерживаемых посредством мостовых кранов.
Сухарь пресса включают неизменно всецело чтобы не было его обратного выталкивания. Дабы пуансон не ломался, он обязан входить в матрицу без перекосов. Шаблон для пробивки отверстий прикрепляют кляммерами, дабы не повредить руки.
По окончании выключения пресса и окончания работы убирают рабочее место.
Рис. 3. Схема организации рабочего места при пробивке отверстий: 1,4 — дисковые ролики, 2 — загрузочный стол. 3 — дыропробивной пресс, 5 — штабель, 6 — прессовщик
Ручной дыропробивной станок (дырокол)
Вы прочитали статью, но не прочитали журнал…
Принцип работы, основные части и узлы координатно-пробивного пресса
1.
 Принцип действия дыропробивных прессов с ЧПУ
Принцип действия дыропробивных прессов с ЧПУ(на примере пресса серии MP7 YANGLI)
1.1 Главный привод пробивного станка с ЧПУ
В координатно-револьверных пробивных прессах с ЧПУ серии MP7 предусмотрен механический главный привод, в состав которого входят электродвигатель и маховик, соединенные клиноременной передачей. После получения от ЧПУ команды на выполнение пробивки активируется главный клапан, отключается стопорное устройство, срабатывает муфта сцепления, маховик приводит в движение коленчатый вал, а тот перемещает в нижнее положение ползун и боек, который ударяет по пуансону штампа, укрепленного на револьверной головке. Затем коленчатый вал возвращает данные элементы в верхнее положение. В этот момент ЧПУ дает команду останова пробивки. По достижении ползуном верхнего конечного положения включается стопорное устройство, разъединяется муфта сцепления, а оси X и Y перемещаются в следующее заданное положение для выполнения очередного цикла пробивки.
1.2 Функционирование револьверной головки пресса
Назначение револьверной головки заключается в выборе и установке требуемых штампов. Револьверная головка включает в себя серводвигатель, зубчатый редуктор, цепи, барабаны и установочную шпильку. Когда ЧПУ дает команду выбора определенного штампа, барабан, управляемый серводвигателем, поворачивается в заданное положение, а установочная шпилька входит в соответствующее гнездо барабана, обеспечивая соосность пуансона и матрицы. Данная револьверная головка представляет собой механизм европейского типа; она имеет облегченное исполнение, но в то же время позволяет применять штампы с длинными направляющими, благодаря оснащению втулочным узлом особой конструкции. Сдвоенная система, реализованная в револьверной головке, гарантирует соосность пуансона и матрицы, значительно продлевая срок службы штампов. Втулочный узел упрощает устройство револьверной головки и способствует ее долговечности. В станке могут использоваться штампы с длинными направляющими любого мирового производителя, поскольку они взаимозаменяемы.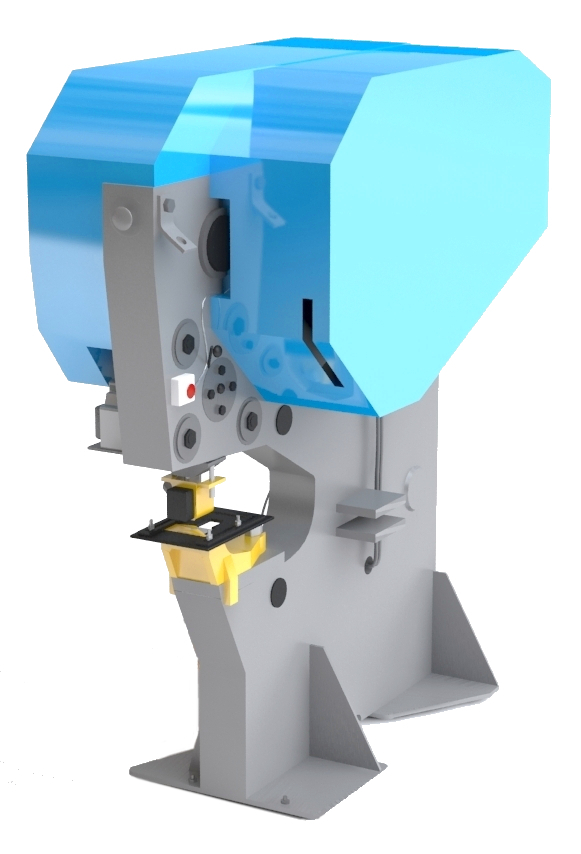
1.3 Механизм подачи дыропробивного пресса
В координатно-пробивном прессе с ЧПУ типа MP7 длина хода каждой из осей X и Y составляет 1250 мм. Механизм подачи состоит из серводвигателя, высокоточных шарико-винтовых пар, направляющей качения, пневматического зажима и др. Крупногабаритный рабочий стол в стандартной комплектации имеет ширину 2700 мм. Покрытие стола выполнено из технического пластика. Для поддержки листового материала используется система щеток из нейлона высокой плотности и пневмозажим.
Подача оси Y осуществляется посредством шарико-винтовой пары, приводимой в действие серводвигателем через редуктор.
Шарико-винтовая пара придает движение траверсе с зажимом.
Заготовка, удерживаемая зажимом, перемещается вперед-назад, занимая заданное положение для пробивки отверстий.
Подача оси X осуществляется посредством шарико-винтовой пары, приводимой в действие серводвигателем через передачу с зубчатым синхронизирующим ремнем.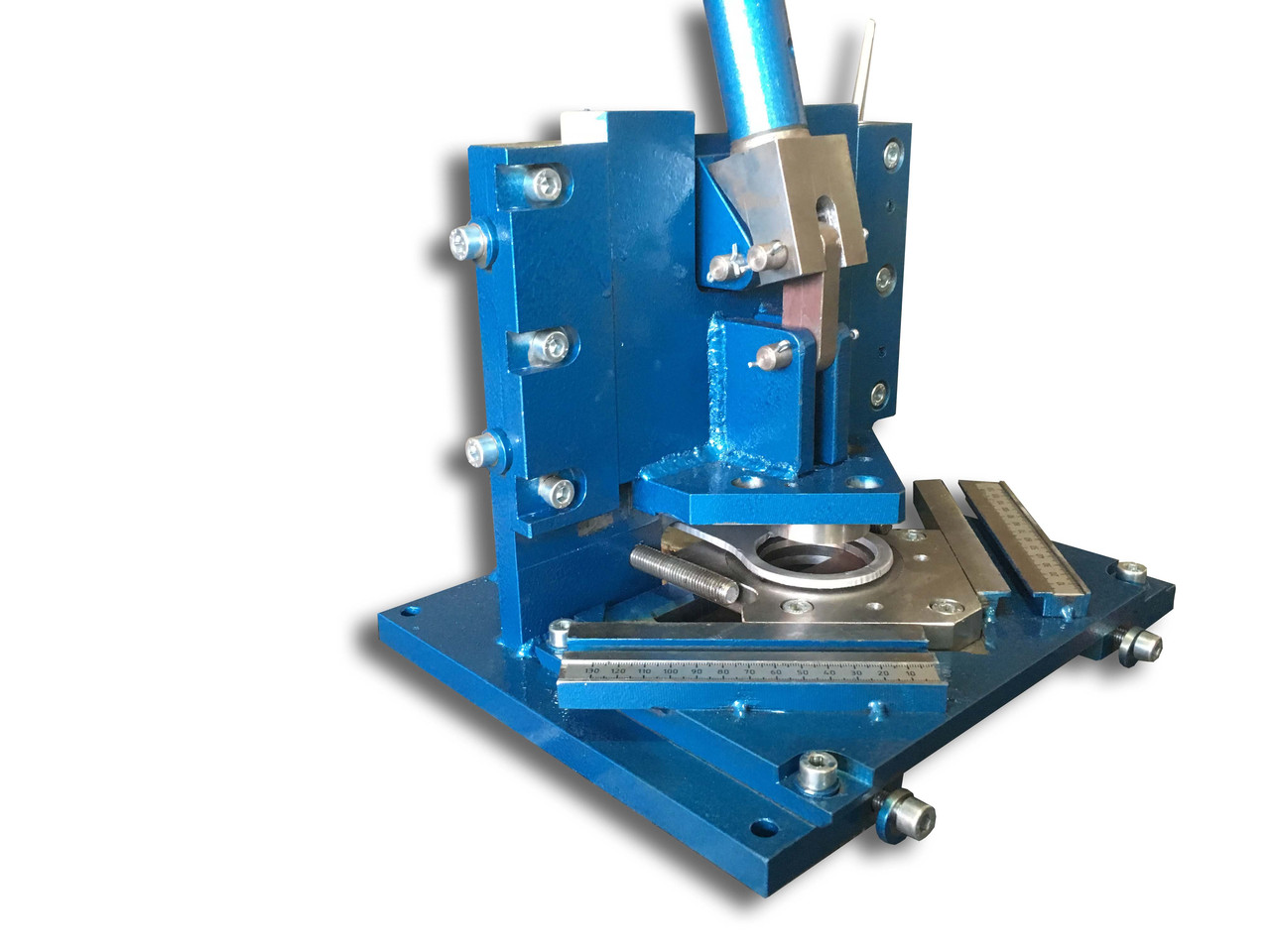 Шарико-винтовая пара придает движение каретке с зажимом, которые перемещают заготовку вправо-влево, в заданное положение для пробивки отверстий.
Шарико-винтовая пара придает движение каретке с зажимом, которые перемещают заготовку вправо-влево, в заданное положение для пробивки отверстий.
1.4 Механизм повторного позиционирования пресса
Для обработки крупногабаритных листов без потери точности в координатно-револьверном дыропробивном прессе с ЧПУ предусмотрен механизм повторного позиционирования. После однократного повторного позиционирования точность обработки остается неизменной.
2. Основные части и узлы револьверного пробивного пресса
2.1 Состав револьверной головки дыропробивного пресса
Револьверная головка состоит из верхнего и нижнего барабанов, а также привода.
Назначение револьверной головки заключается в размещении штампов и выборе из них штампа, требуемого для пробивки.
2.1.1 Привод револьверной головки координатно-пробивного станка
Для достижения надлежащих скорости и момента вращения револьверная головка оснащена зубчатым редуктором. С целью синхронизации барабанов в верхнем из них используется цепная передача, в нижнем – натяжная втулка. Привод работает следующим образом.
С целью синхронизации барабанов в верхнем из них используется цепная передача, в нижнем – натяжная втулка. Привод работает следующим образом.
Серводвигатель переменного тока через зубчатый редуктор передает вращение к осям, синхронизируя поворот верхнего и нижнего барабанов посредством цепной передачи. Для натяжения цепи приводной вал снабжен регулировочными винтами и контргайками.
2.1.2 Верхний и нижний барабаны револьверной головки
Верхний и нижний барабаны предназначены для размещения штампов и выбора тех из них, которые требуются в процессе работы.
Барабаны движутся под действием привода, сообщающего вращение их осям через зубчатый редуктор и звездочки.
2.2 Состав главного привода пробивного пресса
Для соединения и разъединения кинематической связи между электродвигателем и ползуном предусмотрены муфта сцепления и стопорное устройство. Для накопления энергии на холостом ходу электродвигателя используется маховик. Станок предназначен, главным образом, для работы в режиме единичных циклов пробивки.
Станок предназначен, главным образом, для работы в режиме единичных циклов пробивки.
Электродвигатель передает вращение на маховик посредством ременной передачи с малым шкивом. Механическая блокировка муфты сцепления и стопорного устройства позволяет осуществлять перемещение ползуна или его останов.
2.3 Узел подачи дыропробивного пресса с ЧПУ
Узел подачи состоит из подвижных частей X, Y и зажимов. Основное его назначение - установка координат отверстий на листе в направлениях X и Y. Кинематические схемы подвижных частей X и Y идентичны.
Зажимы используются для удерживания заготовки.
Механизм привода представляет собой серводвигатель переменного тока, передающий вращение через редуктор к шарико-винтовой паре, осуществляющей подачу двух зажимов в направлении Y.
Смазка гнезд подшипников и винтовых гаек осей X и Y полностью автоматизирована и не требует вмешательства пользователя.
Для предотвращения прогиба листов при высокоскоростной подаче рабочий стол оснащен щеточной системой поддержки.
Для задания исходного положения листа в направлении X установлены два автоматических ограничительных устройства контроля ноля. Если используется лист большого размера, задействуется палец контроля ноля в центральной части, если лист малого размера – палец, расположенный на краю. Смена пальцев контроля ноля выполняется с помощью переключателя, находящегося на траверсе.
Исходное положение листа в направлении Y задается раствором губок двух зажимов.
Зажимы используются для удерживания заготовки. Механизм привода представляет собой серводвигатель переменного тока, передающий вращение через распределительную коробку к шарико-винтовой паре, осуществляющей подачу двух зажимов в направлении Y.
Оба зажима укреплены на каретке. Их положение можно свободно изменять в соответствии с размером листа. После того как положение должным образом отрегулировано зажимы фиксируют на каретке нажатием рукоятки.
2.4 Воздухопроводы револьверно-пробивного станка (пневмосистема)
В станке должен использоваться чистый и сухой сжатый воздух. Давление в воздухопроводах – 0,55 МПа, расход воздуха составляет 1500 л/мин. Воздушная линия оборудована защитой по давлению: если давление воздуха упадет ниже 0,45 МПа, станок сразу же остановится.
Давление в воздухопроводах – 0,55 МПа, расход воздуха составляет 1500 л/мин. Воздушная линия оборудована защитой по давлению: если давление воздуха упадет ниже 0,45 МПа, станок сразу же остановится.
Для осушки и очистки воздуха имеются водоотделитель и воздушный фильтр, требующие регулярного дренажа.
Трубопровод оснащен смазочным маслораспылителем. Количество масла необходимо контролировать. Если масла слишком мало, его следует добавить. В качестве смазочного масла используется машинное масло марки 32.
При использовании воздушного компрессора он должен иметь следующие параметры:
Расход масла не менее 1,5 м3/мин
Рабочее давление не менее 0,7 МПа
2.5 Смазочная система координатно-пробивного пресса с ЧПУ
Смазочная система состоит из подсистем автоматической концентрированной смазки и точек ручной смазки.
Автоматическая концентрированная смазка предназначена, в основном, для подшипников шарико-винтовых пар, направляющей качения и нижнего основания. Она выполняется периодически по команде ЧПУ. Когда количество масла, поступающего из масляного резервуара, оказывается недостаточным, включается реле давления и станок прекращает работу.
Она выполняется периодически по команде ЧПУ. Когда количество масла, поступающего из масляного резервуара, оказывается недостаточным, включается реле давления и станок прекращает работу.
Высококачественный и эффективный ручной штамповочный станок для металла Местное послепродажное обслуживание
Alibaba.com предлагает широкий спектр эффективных, мощных и надежных устройств. ручной пробивной станок по металлу для различных целей металлообработки. Оснащенные мощными механизмами и превосходной эффективностью, эти машины невероятно эффективны для промышленных металлообработок и являются экономичным вариантом. Эти. Ручной пробивной станок по металлу импровизирован с использованием модернизированных технологий для автоматического управления и работает быстрее, тем самым повышая производительность.Ведущие поставщики и. Ручной пробивной станок по металлу Оптовые продавцы на сайте предлагают эти качественные станки по конкурентоспособным ценам и удивительным скидкам.ЧПУ механический пневматический. Ручной пробивной станок по металлу на месте изготовлен из прочных и прочных материалов, которые помогают им выдерживать долгое время после использования в промышленных масштабах и обладают удивительной прочностью. Эти машины не только экологичны и долговечны, но и энергоэффективны, что в долгосрочной перспективе помогает предприятиям.Начиная с самых разных работ по штамповке, прессованию, гибке, формованию, резке, мелкой вытяжке и другим работам по металлу, они. ручной пробивной станок по металлу все сделает за вас. Эти автоматические. ручной штамповочный станок по металлу поставляется с основными механическими компонентами, которые являются эффективными и выполняют точную штамповку.
Вы можете выбрать из множества. ручной штамповочный станок по металлу доступен в различных размерах и функциях в зависимости от ваших требований и выбранной модели.Некоторые из уникальных особенностей этих.
Изучите разнообразный ассортимент. ручной штамповочный станок по металлу на Alibaba.com и покупайте эти продукты в рамках своего бюджета и требований. Эти машины доступны как OEM-заказы с отличным послепродажным обслуживанием и низкими затратами на техническое обслуживание. Они имеют сертификаты CE, ISO, SGS, ROHS.

 Ручной пробивной станок по металлу - это централизованная система смазки, автоматический возврат масла, шарико-винтовая передача и многое другое для продления срока службы этих машин. Жесткая конструкция этих. ручной штамповочный пресс по металлу обеспечивает стыковку штампов, а рамы C-типа обеспечивают более высокую жесткость при низкой деформации. Компактный размер помогает свести к минимуму вибрацию.
Ручной пробивной станок по металлу - это централизованная система смазки, автоматический возврат масла, шарико-винтовая передача и многое другое для продления срока службы этих машин. Жесткая конструкция этих. ручной штамповочный пресс по металлу обеспечивает стыковку штампов, а рамы C-типа обеспечивают более высокую жесткость при низкой деформации. Компактный размер помогает свести к минимуму вибрацию. Пуансоны по металлу, штамповочные станки и слесарные станки
Baileigh Industrial производит слесарные станки и штампы из самых прочных компонентов промышленного класса , так что они обеспечивают чистые вырезы и отверстия – каждый раз, каждый раз, годами.
Наша линейка станков и штамповщиков предлагает:
- Усовершенствованный дизайн с технологиями, которых нет на машинах конкурирующих брендов. Например, запатентованная нашим гидравлическим металлургом система откидного инструмента позволяет производить замену штампов в самые короткие сроки в отрасли.
- Стандартные функции, за которые другие производители могут взимать дополнительную плату за , такие как увеличенные столы, несколько наборов пуансонов и штампов, а также регулируемые упоры для облегчения производственных циклов.
- Жесткая конструкция из стального листа, позволяющая машине справляться с материалами максимальной грузоподъемности на регулярной основе, не сгибаясь и не вздрагивая.
- Годовая гарантия на детали. Пожизненная техническая поддержка и по телефону от специалистов службы поддержки Baileigh, каждый из которых имеет практический опыт работы с машиной.

Обычно мы храним наших слесаров на складе для отгрузок в течение 72 часов .
Ручной кузнечный станок и пуансон
Требуется пробить отверстия или отрезать заготовку с ограниченным бюджетом? Ручной пробойник для листового металла или кузнец – надежное решение.Наш 50-тонный гидравлический перфоратор может справиться с более сложными задачами.
Гидравлические слесарные станки
Наши металлообрабатывающие станки с 5 станциями (наиболее доступны в моделях с одно- и трехфазным питанием) имеют диапазон давления пуансона от 50 до 132 тонн. Полностью вертикальное гидравлическое движение продлевает срок службы каждой машины. Две модели станков с 4 станциями компании Baileigh обеспечивают усилие 44 тонны.
Не знаете, какая машина вам подходит? Позвоните нам по телефону 1-920-684-4990 и поговорите с одним из наших опытных представителей или заполните нашу контактную форму .
Гидравлические слесарные рабочие Посмотреть все
Каждый 4-х и 5-ти станционный гидравлический монтажник может пробивать, резать, надрезать и т. Д. Тяжелая стальная конструкция, система инструментов с быстрой заменой и руководства по продукции обеспечивают годы эффективного и точного производства. Узнать больше о Гидравлические станки для металлообработки
Станок для слесаря | Ручной пробойник по металлу | Ручной утюг
Срежьте приклад и пробейте отверстия в металле за , что в разы меньше цены и занимаемой площади гидравлического станка !
Baileigh изготавливает свою линию для ручного пробивки металла и штамповки из прочной промышленной стали .Каждый ручной пуансон для листового металла также поставляется с множественными наборами штампов , поэтому вы можете использовать станок для обработки металла в широком диапазоне применений.
Не знаете, какая машина вам подходит? Позвоните нам по телефону 1-920-684-4990 и поговорите с одним из наших опытных представителей или заполните нашу контактную форму .
Подробнее Читать меньше959 долларов.00 $
В наличии
- Пропускная способность твердой круглой и квадратной мягкой стали 5/8 “.
- Пропускная способность плоского прутка 4 “x 3/8” для резки низкоуглеродистой стали.
- Угловая режущая способность 2 “x 1/8”.
- Пропускная способность твердой круглой и квадратной мягкой стали 5/8 “.
1219 долларов.00 $
В наличии
- Ручной пробойник.
- .137 дюймов, низкоуглеродистая сталь, максимальная нагрузка.
- Глубина горла 6,25 дюйма.
- Включает 9 наборов круглых пуансонов и матриц от 1/8 “до 5/8”.
- Ручной пробойник.
1739 долларов.00 $
В наличии
- Пропускная способность твердой круглой и квадратной мягкой стали 5/8 “.
- Пропускная способность плоского прутка 4 “x 3/8” для резки низкоуглеродистой стали.
- Угловая режущая способность 2 “x 1/8”.
- Включает 9 наборов пуансонов и штампов от 1/8 “до 5/8”.
- Пропускная способность твердой круглой и квадратной мягкой стали 5/8 “.
6 439 долларов.00 $
В наличии
- 110V Гидравлический перфоратор 50 тонн.
- Включает 5 наборов пуансонов, начиная с.От 5 дюймов до 1 дюйма.
- Электронасос с производительностью до 17 дюймов 3 / мин.
- 110V Гидравлический перфоратор 50 тонн.



▷ Б / у штамповочные станки на продажу
На Trademachines.com вы можете найти 650 предложений б / у штамповочных станков на продажу или на аукционах по всему миру. Посмотрите на себя ниже и свяжитесь с продавцами напрямую!Пробивные станки используют револьверный механизм для пробивки отверстий в металлических листах.
Пробивной станок для металла Пробивной станок является одним из многих станков для обработки листового металла категории и позволяет быстро и эффективно пробивать отверстия в листовом металле.
Для чего-либо, кроме ручной работы в домашних условиях, вырубные станки, в том числе гидравлический штамповочный станок , штамповочный штамп , штамповочный станок с ЧПУ или автоматический штамповочный станок , могут использоваться для быстрой и эффективной пробивки точных отверстий, в ассортименте металлических листов и заготовок.
Эффективность и качество пробивных машин
Задача пробивного станка – обеспечить высокую производительность при минимальном потреблении сырья.Слишком много отходов означает, что вы слишком много платите за листовой металл, а низкая производительность может означать пропущенные заказы, задержку производства и падение доходов. Таким образом, такие штамповочные машины с ЧПУ или лазерные штамповочные машины могут иметь важное значение с точки зрения производительности.
Перфораторы
Перфораторы по металлу обычно состоят из одной головки или инструмента, и если вам нужно вырезать только одну и ту же форму и один и тот же диаметр отверстия каждый раз, этого может оказаться достаточно. Один инструмент также можно использовать для вырезания разных фигур, чтобы круг превратился в восьмерку и так далее.Однако, если у вас разные требования к разным работам, вам понадобится многофункциональный пробивной станок по металлу. Некоторые модели пробивного станка на продажу вмещают до 50 инструментов, что делает их функциональными и гибкими.
Перфорационные станки имеют многоинструментальный механизм.
Давление в штамповочных станках.
Вы должны учитывать величину давления резания, которое потребуется для штамповки отверстий в материале, который вы режете. Толщина листа, умноженная на внешнюю окружность пуансона, умноженная на сопротивление сдвигу материала, разделенная на 1000, даст мощность штамповки в тоннах, и вы должны убедиться, что вырубной станок для листового металла, который вы покупаете, способен обеспечить это. вид режущей силы.
Покупка подержанного пробивного станка на продажу
Подержанный дыропробивной станок по металлу удобен, быстрее и, как правило, дешевле в использовании материалов по сравнению с ручными пробивными отверстиями. Вырубные машины производятся и выставляются на продажу рядом производителей штамповочных машин, включая HACO, BOSCHERT, IMAC, EUROMAC, W.A. WHITNEY, NISSHINBO, TRUMPF, VISTA Industrial, LVD и SIMASV. На TradeMachines.com вы получите лучшую пробивную машину по цене .
Гидравлический станок для пробивки отверстий в металле
Гидравлический станок для пробивки отверстий в металле
Гидравлическая машина для пробивки отверстий в металлических отверстиях – это специализированная многоцилиндровая машина для пробивки отверстий, приводимая в движение гидравлической энергией, с ручной подачей стальных труб рабочими.Машина для пробивки металлических отверстий широко используется для пробивки стальных труб, труб из нержавеющей стали, железных труб, алюминиевых сплавов, а также для пробивки отверстий различной формы.
Несколько цилиндров с пуансоном и штампом будут интегрированы в одну гидравлическую пробивную машину, это пробивное оборудование настраивается в соответствии с потребностями в штампах металла различного назначения. Эта гидравлическая пробивная машина оснащена мощным гидроцилиндром с 63 мм, 80 мм, 100 мм, 125 мм, 140 мм, 180 мм, диаметр цилиндра 220 мм.
Приложения
- Гидравлический станок для пробивки отверстий в металлических отверстиях широко используется для пробивки отверстий в алюминиевых профилях лестниц, стальных ограждениях, ограждениях из оцинкованной стали, железных ограждениях, кронштейнах для полок из алюминиевого сплава, поручнях, балюстрадах, перилах, перилах.
- Доступен для различных материалов, включая алюминиевый профиль, трубу из нержавеющей стали, трубу из мягкой стали, железную трубу, медную трубу и т. Д.
- Доступен для пробивки отверстий различной формы, включая квадратное отверстие, прямоугольное отверстие, отверстие в форме D, треугольное отверстие, овальное отверстие, круглое отверстие для талии, призматическое отверстие и т. Д.
Видео
Параметры гидравлического станка для пробивки отверстий в металле
- Сертификат CE: ДА
- Управление: Электрический
- Производительность: 45 отверстий / мин
- Точность: ± 0.30 мм
- Диаметр цилиндра: 63 мм, 80 мм, 100 мм, 125 мм, 140 мм, 180 мм, 220 мм
- Макс. Пробивной пресс: В зависимости от материала трубы, толщины трубы, размера отверстия и т. Д.
- Количество рабочих станций: согласно требованию
- Количество штамповочных форм: Согласно требованию
- Приводная мощность: Гидравлический
- Напряжение: Согласно требованию
- Доступные материалы: Труба из нержавеющей стали, Труба из мягкой стали, Железная труба, Алюминиевый профиль и т. Д.
 Д.
Д.Китайская ручная машина для пробивки отверстий в металлических отверстиях с ручным приводом для изготовления штампов Производитель и поставщик
Эта машина представляет собой комбинированную машину для одновременной резки и резки углов. Она может завершить изменение угловой резки и обрезки путем замены запорной планки.
YTB-25 гибочный станок
Этот станок используется для гнутого режима высечки правил во время изготовления высекальных пластин. Его структура нова, рационально и удобно использовать, а точность моделирования высекальной линейки высока. Оборудованный 36 негативной матрицей и позитивной матрицей, он может гнуть стальную кромку до необязательной сложной формы.
Оборудованный 36 негативной матрицей и позитивной матрицей, он может гнуть стальную кромку до необязательной сложной формы.
YTC-25 Резак
Этот станок может удобно закончить смену реза и угловую резку, заменив толщину. В режущем инструменте используется сталь Wolfram, а поверхность закалена, что обеспечивает долговечность лезвия инструмента. Максимальная высота лезвия режущего инструмента составляет 32 мм. . При необходимости отрежьте и обрежьте лезвие высотой 40 мм или 50 мм.
YTP-9 Пробивной станок
Этот станок предназначен для пробивки отверстий в месте соединения высекальной линейки и загибания закругленных краев.Ширина пробивного отверстия составляет 9 мм. Глубина пробивного отверстия регулируется от 0 мм до 25 мм. Движение рациональное, закругленный край не деформируется после пробивки.
Индивидуальные материалы
A. Ассортимент продукции
Плоская и вращающаяся высекальная доска, правила резки, правила биговки, биговочная матрица, наковальня, ракельное лезвие, ручная штамповочная машина, автогибочная машина, машина для изготовления образцов, шлифовальная машина для зазубрин, машина для очистки мусора, фальцовка склеивающая машина и так далее. Мы являемся генеральным представителем испанского полиамидного покрытия наковальни и американского лезвия Trupoint в Китае.
Мы являемся генеральным представителем испанского полиамидного покрытия наковальни и американского лезвия Trupoint в Китае.
B. Наше преимущество
Машина для пробивки отверстий в металле
Разместите ваши комментарии?
Пуансоны по металлу, штамповочные станки и слесарь по металлу…
7 часов назад Ручные слесари и пуансоны Просмотреть все.Ручной слесарь по металлу или ручной пробойник – это недорогой вариант для резки и / или проделывания отверстий в листе металла . Эти станки занимают мало места, и большинство из них включает задний упор для повторяемости.
Веб-сайт: Baileigh.com
Категория : Используйте слова в предложении
Руководство, Изготовление, Металл, Машины, Большинство
Ручной пробойник по металлу Настольный пробойник Гидравлический пробойник…
Только сейчас Эти ручные пробойники и настольные пробойники используются для создания чистых и быстрых отверстий в листе , металле , а также в других материалах.Металлический пробойник может значительно сэкономить время при сверлении повторяющихся отверстий, особенно в таких вещах, как панели кузова гоночных автомобилей и металлические знаки . Доступны как гидравлические, так и ручные модели различной мощности. Максимальная вместимость пробивных инструментов рассчитывается по
Веб-сайт: Trick-tools.com
Категория : Используйте слова в предложении
Металл, материалы, модели, руководство, максимум
Ручной пробивной пресс Станок Ручной пробойник для листового металла
2 часа назад В Woodward Fab мы предлагаем широкий ассортимент ручных пробойников , которые помогают создать идеальное отверстие в металлическом листе . Наш WFP20 является одним из популярных ручных перфораторов благодаря их точной работе и долгому сроку службы. Глубина горловины 6,25 дюйма. Пуансон из стали толщиной до 3/16 дюйма. Кулачок зубчатого привода = требуется меньше усилий. Вес 200 фунтов.
Веб-сайт: Woodwardfab.com
Категория : Используйте слова в предложении
Руководство, металл
Пробивной пресс Etsy
7 часов назад Arbor Press 1 тонна, оправка с храповым механизмом Пресс с маховиком, ручной настольный Пробивной пресс для металла Вал Пресс Инструмент GreatBootStore 4.5 из 5 (1000 шт.) С ручным прессом , штампами и дыроколом . GreatBootStore 4.5 из 5 звезд (182) 149,00 $. Добавить в избранное Набор защелок 15 мм (Ручной пресс + 720 защелок + Отверстие Перфоратор и
Веб-сайт: Etsy. com
com
Категория : Используйте слова в предложении
Руководство, Станок, Металл, мм
Станок для пробивки листового металла, Пресс для штамповки листового металла
5 часов назад для металла листов роторно.ручной пробивной станок . Усилие прессования: 80 кН. размер 68 x 68 мм или 35 x 65 мм Круглые пуансоны от до ISO 63 (диаметр 64 мм) Дополнительная информация Ручной гидравлический пуансон вкл. Вытяжной штифт, пилотное сверло и распорка в пластиковом ящике Без отверстия Сопутствующий чертеж
Веб-сайт: Directindustry.com
Категория : Используйте слова в предложении
Металл, Руководство, Станок, мм
Портативный гидравлический пробивной прессCleveland Steel Tool
7 часов назад Наш пробивной пресс Porta- – это самый быстрый и простой способ пробивать круглые отверстия до 13/16 “в мягкой стали толщиной 1/2” с МАКСИМАЛЬНОЙ прочностью на растяжение 65000 фунтов на квадратный дюйм. 35 тонн портативного перфоратора Наш портативный гидравлический перфоратор на 35 тонн весит всего 31 фунт, прост в использовании и пробивает за секунды.
35 тонн портативного перфоратора Наш портативный гидравлический перфоратор на 35 тонн весит всего 31 фунт, прост в использовании и пробивает за секунды.
Веб-сайт: Clevelandsteeltool.com
Категория : Используйте слова в предложении
Мягкий, максимальный
HiTech Metal Inc
Только сейчас ПУАНСОННЫЙ ПРЕСС Наш НОВЫЙ компьютер Amada 33 тонн с ЧПУ Пробивной пресс идеально подходит для перфорации на заказ.Доступны декоративные решетки, насечки, а также различные размеры и конфигурации отверстий . СВАРКА Наши обученные опытные сварщики склеивают металлы почти бесшовным сварным швом.
Веб-сайт: Hi-techmetals.com
Категория : Используйте слова в предложении
Станки, Металлы
Пуансон для дуги, Пуансоны из закаленной стали для кожи, резины
8 часов назад Как сделать заказ. 1 Позвоните, чтобы разместить заказ. Ознакомьтесь со стилями и функциями в Интернете; 2 Отправьте свой логотип и текст по электронной почте. Мы создаем Proof (PDF), чтобы вы могли его просмотреть; 3 Вы подтверждаете подтверждение
1 Позвоните, чтобы разместить заказ. Ознакомьтесь со стилями и функциями в Интернете; 2 Отправьте свой логотип и текст по электронной почте. Мы создаем Proof (PDF), чтобы вы могли его просмотреть; 3 Вы подтверждаете подтверждение
Веб-сайт: Onlineriver.com
Категория : Используйте в предложении
Изготовители станков для пробивки и резки металлических труб
Just Now Как вставить отверстие в трубку. Пробивка трубы – это процесс проделывания отверстия в трубе с головкой, поддерживаемой оправкой. На этой фотографии показано отверстие , однородное с минимальным искажением. («Пробивка» трубы – это процесс изготовления отверстия с помощью пуансона , но без штампа или опоры штампа.В результате получается отверстие с ямочками. )
)
Веб-сайт: Unipunch.com
Категория : Использование и в предложении
Изготовление, оправка, минимальная
Пробивной пресс, дыропробивной пресс машина
2 часа назад Станок для прессования отверстий Револьвер Станок для пробивного пресса Высокоскоростной сервопривод Отверстие Револьвер с ЧПУ Пуансон / пробивной Прессовый станок SE3510 от Qingdao AMADA.$ 25,000.00- $ 50,000.00 / набор. Спросите последнюю цену. 1.0 компл. (Мин. Заказ) CN Qingdao Puhua Heavy Industrial Machinery Co., Ltd. 11 лет. 5.0 (2) Связаться с поставщиком. Добавить в избранное.
Веб-сайт: Alibaba.com
Категория : Используйте слова в предложении
Machine, Min, Machinery
Amazon. com: металлический дырокол
com: металлический дырокол
Just Now ixaer 1/5 inch. (0,19 дюйма) Пробойники , 5 мм 2 в 1 Пневматический прямой Пробойник Фланцевый инструмент, 1/5 ” листовой пластик Металлическое отверстие Дырокол и фальцовка, промышленный воздух Отверстие Перфоратор и отбортовка Машина .58,99 долларов США.
Веб-сайт: Amazon.com
Категория : Используйте слова в предложении
Металл, машина
Piranha Portable Press Piranha Metal Fabrication
Just Now Наши гидравлические портативные прессы высоко- качество machine инструментов, которые сокращают затраты на « отверстий », потому что на перфорацию уходит лишь небольшая часть времени, необходимого для сверления или прожигания отверстий. Пробивка также исключает операции по очистке.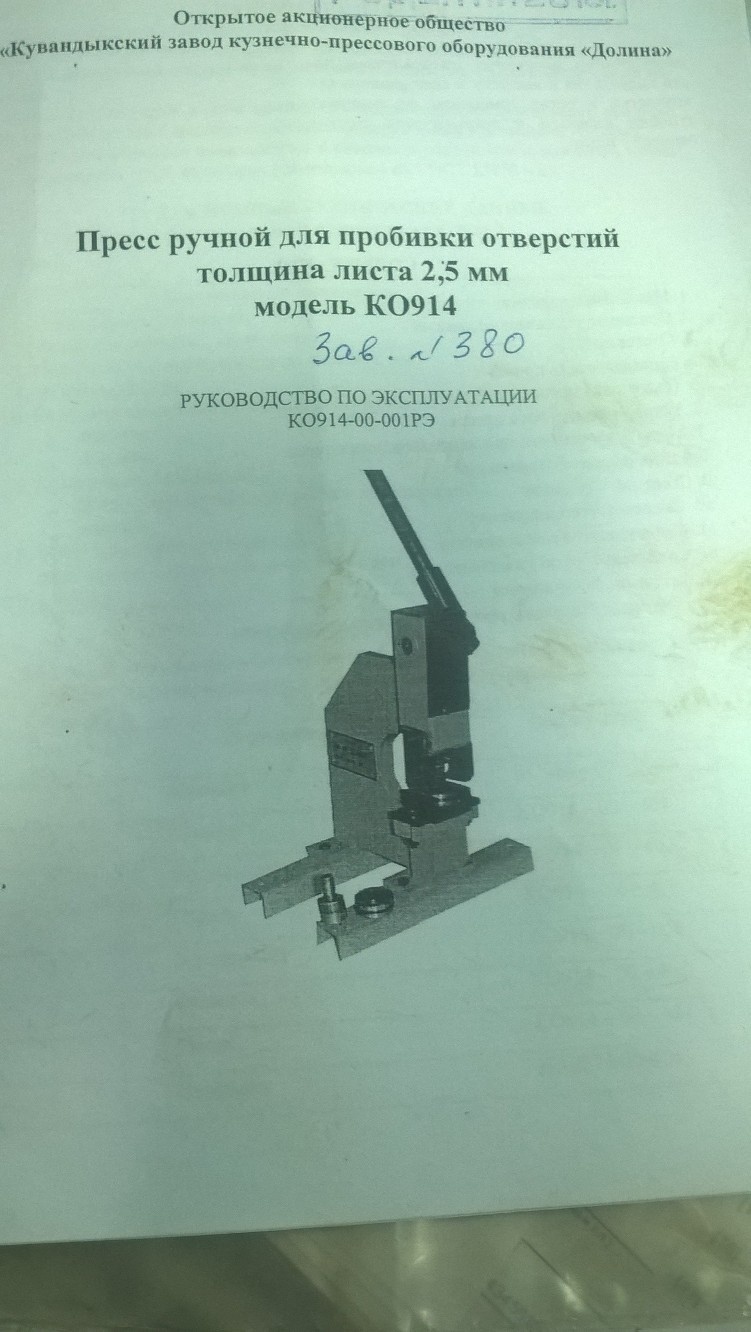 Вы можете заработать деньги на штамповке широкополочных балок, колонн, швеллеров, уголков, двутавров, пластин и прочего
Вы можете заработать деньги на штамповке широкополочных балок, колонн, швеллеров, уголков, двутавров, пластин и прочего
Веб-сайт: Piranhafab.com
Категория : Используйте слова в предложении
Machine, Make, Money
Dimple Dimple Dimple, Hole Flare Tools & Dzus Dimple Tools
Just Now Предварительно необходимо просверлить отверстие подходящего размера. Пробойник и развальцовочные инструменты пробивают отверстие и развальцовывают материал из низкоуглеродистой стали до 16 калибра за одну операцию.Они работают путем затягивания тягового болта или на верстачном прессе . Пробойник и инструменты для развальцовки Aircraft предназначены для работы с тонким алюминием (0,020 – 0,040 дюйма). Они работают так же, как стандартный пуансон и инструменты для развальцовки
Веб-сайт: Trick-tools. com
com
Категория : Используйте слова в предложении
Must, Material, Mild
Hydraulic Punch Press В металлообработке Пуансоны и матрицы для
4 часа назад 7/8 “круглый x 49/64” длинный ПУАНСОН Гидравлический для резки стали Пресс-отверстие Инструмент для пробивки отверстий.11,62 долларов США. Бесплатная доставка. Или лучшее предложение. 5 смотрят.
Веб-сайт: Ebay.com
Категория : Используйте for в предложении
Amazon.com: дырокол
4 часа назад Joliday Leather Hole Перфоратор с ручным перфоратором Machine Ручной Пресс Дырокол Дырокол Инструменты для пробивки отверстий в коже своими руками с зажимным патроном 1,5-13 мм. 75,99 долларов США. 75 долларов. . 99. Купон на $ 6. 00 применяется при оформлении заказа.Сэкономьте $ 6.00 с купоном. Получите его как можно скорее в пятницу, 23 июля. БЕСПЛАТНАЯ доставка через Amazon.
00 применяется при оформлении заказа.Сэкономьте $ 6.00 с купоном. Получите его как можно скорее в пятницу, 23 июля. БЕСПЛАТНАЯ доставка через Amazon.
Веб-сайт: Amazon.com
Категория : Используйте слова в предложении
Станок, Руководство
12 Предупреждения по безопасности для пробивного пресса MachineMfg
5 часов назад Штамповка Пробивной пресс Для Распродажа. Штамповочный штамповочный пресс может использоваться для производства большого количества идентичных металлических деталей по низкой цене, включая методы вырубки, штамповки, гибки, прошивки, чеканки, тиснения и отбортовки. Металл Штамповочные штампы относительно дешевле в обслуживании и производстве, чем штампы, используемые в других процессах.
Расчетное время чтения: 50 секунд
Веб-сайт: Machinemfg. com
com
Категория : Использование в предложении
Металл, обслуживание
Б / у штамповочные прессы для металла на продажу по доступной цене
2 часа назад Б / у Металл Штамповка Прессы Продажа 30 тонн более 2000 тонн.Такие бренды, как Minster, Bliss, Danly, Clearing, Aida, Verson, Niagara, Komatsu, Dake и другие. …
Расчетное время чтения: 17 минут
Веб-сайт: Affordable-machinery.com
Категория : Используйте слова в предложении
Металл, Minster, More
Металлическая пластина, изготовленная по индивидуальному заказу Китая Машина для дырокола
1 часов назад Металл Пластина Машина для дырокола / Перфорированный лист Машина .Толщина материала: 0,5 мм Ширина материала: 500 ~ 1500 мм Диаметр рулона: диаметр 480-610 мм Диаметр рулона: ≤ф1500 мм Вес рулона: ≤10T. Отправить запрос
Отправить запрос
Веб-сайт: Lpgcylindermachinery.com
Категория : Используйте слова в предложении
Металл, станок, материал
Станки для пробивки и резки WorkSafe
2 часа назад Однако обычно Станок и несколько инструментов поблизости будут работать одновременно.Если пуансон и ножницы достаточно велики, два оператора могут работать вместе, используя две педали без помех. Современные перфораторы и ножницы имеют гидравлические тягачи. В старых станках энергия, приводящая в движение инструмент, хранится во вращающемся маховике.
Веб-сайт: Worksafe.govt.nz
Категория : Использование и в предложении
Машины, май, современные, Машины, грузчики
Гидравлический станок для пробивки отверстий / пробивка листового металла
3 часов назад гидравлический отверстие Пробивка станок / листов металл пробивка пресс станокMaanshan Prima CNC Machinery Co ,. LTD. www.china-prima.com. www.hvacductma
LTD. www.china-prima.com. www.hvacductma
Веб-сайт: Youtube.com
Категория : Используйте слова в предложении
Machine, Metal, Machinemaanshan, Machinery
Ручная штамповочная машина, Ручная штамповочная машина Все
Just Now ручной пробивной станок 05006. для резки прутков ротационной. ручной пробивной станок . 05006. Пробойник позволяет вырезать образцы толщиной до 6 мм.Испытательные образцы имеют размеры в соответствии со стандартом DVS 2225, часть 4 для полос от 15,20 и…
Веб-сайт: Directindustry.com
Категория : Используйте слова в предложении
Руководство, машина , Mm
Продажа Пробивных прессов. Bliss, Minster & Niagara
8 часов назад BLISS C-22 ПУАНСОННЫЙ ПРЕСС . Производитель: Bliss; ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: Пресс Bliss OBI 22 тонны Пресс Bliss Регулировка скольжения 22 тонн.2-1 / 2 “Ход 2” Высота закрытия 9-1 / 2 “С кнопками на ладони для одиночного выстрела или может работать автоматическая пневматическая муфта и пневматический тормоз 230 В, 3-фазный главный выключатель
Производитель: Bliss; ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: Пресс Bliss OBI 22 тонны Пресс Bliss Регулировка скольжения 22 тонн.2-1 / 2 “Ход 2” Высота закрытия 9-1 / 2 “С кнопками на ладони для одиночного выстрела или может работать автоматическая пневматическая муфта и пневматический тормоз 230 В, 3-фазный главный выключатель
Количество предложений: 1,3K
Диапазон цен: 700–95 400 долларов
Веб-сайт: Machinio.com
Категория : использовать в предложении
Производитель, основной
Самодельный штамповочный пресс YouTube
3 часа назад Я сделал вручную это пресс из лишней стали, лежащей вокруг цеха.Вместо того, чтобы сверлить отверстия, я могу быстро пробить их сейчас. металл отверстий станок изделий. Вам доступен широкий выбор вариантов пробивки металла отверстий Станок , таких как гарантия на основные компоненты, ключевые точки продаж и применимые отрасли.
Вам доступен широкий выбор вариантов пробивки металла отверстий Станок , таких как гарантия на основные компоненты, ключевые точки продаж и применимые отрасли.
Веб-сайт: Alibaba.com
Категория : Используйте слова в предложении
Металл, станок
Оборудование для штамповки, пробивки и резки листового металла TOX
5 часов назад Для штамповки панорамных крышных панелей, разработана индивидуальная система. Основа – подрамник TOX®-Universal и четырехколонный пресс из нашей серии MAG с шириной станины 2880 мм. Два пневмогидравлических блока TOX®-Powerpack типа EKSD, которые вместе создают примерно 2000 кН усилие пресса (964 кН макс.на Powerpackage), функционирует как
Веб-сайт: Us.tox-pressotechnik.com
Категория : Используйте слова в предложении
Mag, Mm, Max
Ручные рабочие и листовой металл Пробивные инструменты от
9 часов назад Лист Металл можно разрезать круглой или квадратной формы с помощью этого инструмента. Он имеет прочную чугунную раму и весит около 250 фунтов. Щелкните продукт, чтобы узнать о нем более подробную информацию. Набор пуансонов : В комплект пуансона , который мы предоставляем, входит набор из пуансонов различного диаметра от 3/32 ″ до 9/32 ″. Пуансоны имеют глубину горловины 2 дюйма.
Он имеет прочную чугунную раму и весит около 250 фунтов. Щелкните продукт, чтобы узнать о нем более подробную информацию. Набор пуансонов : В комплект пуансона , который мы предоставляем, входит набор из пуансонов различного диаметра от 3/32 ″ до 9/32 ″. Пуансоны имеют глубину горловины 2 дюйма.
Веб-сайт: Woodwardfab.com
Категория : Использование и в предложении
Металл, другое
Металлообрабатывающие пробивные прессы для продажи на eBay
1 часов назад 1 тонна Пробивной пресс Рычаг Сборка подшипников на стенде. Рука.£ 57.31 Новый. Heavy Duty 1t Long Life 1ton Arbor Press Ручная ковка подшипников Press Desktop UK. 4,1 из 5 звезд. (8) Всего оценок 8, £ 62,52 Новинка. 0.5ton Arbor Press Подшипники с рычагом, устанавливаемые на скамейке, U-образные шарниры Штифты в сборе Руч.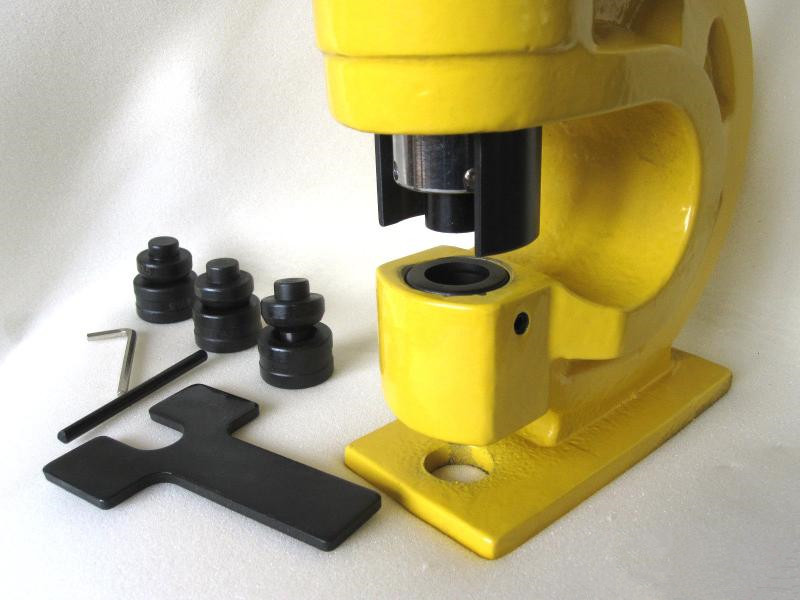 4,5 из 5 звезд.
4,5 из 5 звезд.
Веб-сайт: Ebay.co.uk
Категория : Использование в предложении
Машина, монтируемая, ручная
Машина для перфорации отверстий для листового металла оптом
Just Now Bulkbuy Sheet Машина для пробивки отверстий в металле Перфорация Пресс Сравнение цен, получить Китай Лист Машина для пробивки отверстий в металле Перфорация Пресс Сравнение цен на гидравлическую штамповочную машину , Лист Металл Перфорация Машина производителей и поставщиков на видеоканале Made -в Китае.com.
Веб-сайт: Made-in-china.com
Категория : Используйте слова в предложении
Металл, машины, производители, сделано
Пробивной пресс против лазерного резака – Axis Fabrication
8 часов назад Поскольку пуансоны требуют большего зазора между деталями, отходы увеличиваются по сравнению с лазерным резаком. Кроме того, более высокая стоимость настройки связана с использованием пуансона . Наконец, максимальная толщина пробиваемого материала составляет ”.Axis владеет пробивным прессом TRUMPF TruPunch 5000 . Ознакомьтесь с нашей статьей о возможностях перфоратора .
Расчетное время чтения: 3 минуты
Веб-сайт: Axisfab.com
Категория : Используйте слова в предложении
Максимум, машина
Пробивное отверстие Specialized Force
9 часов назад Пробойник – отверстие . Пробивное оборудование для отверстий для листового металла , угловой прокат, плоский стальной стержень, двутавровые балки, стальные опоры башни, нержавеющая сталь, низкоуглеродистая сталь, латунь, алюминий, медь, стекловолокно, пластиковые корпуса и другие твердые материалы. Пуансон доступны ручные гидравлические, гидравлические насосы, электрические и ручные.
Веб-сайт: Specialisedforce.com.au
Категория : Используйте слова в предложении
Металл, мягкий материал, материалы, Руководство
Пробивной пресс Производство алюминия Metalcraft
8 часов назад Базовый Пробивной пресс – это тип станка , который используется для пробивки отверстий в металле .С другой стороны, пробивной пресс с ЧПУ (числовым программным управлением) с револьверной головкой имеет гораздо больше возможностей, недоступных на базовом пробивном прессе . Пуансоны с револьверной головкой с ЧПУ используются для изготовления деталей, требующих прецизионных пуансонов при крупносерийном производстве.
Веб-сайт: Metalcraft.ca
Категория : Используйте слова в предложении
Станок, Металл, Многое, Больше, Производство
Штамповка с ЧПУ S&B Metal Products
Только сейчас Обычный металл Процесс – это процесс с числовым программным управлением ( ЧПУ). штамповка, который представляет собой производственный процесс, в котором ЧПУ штампует штамп лист металл .Используя пробивной пресс с ЧПУ , металлический перемещается из направления x в y, чтобы точно разместить металлический под пробивным плунжером. Это делает точным отверстием или формой металла . Большинство ЧПУ
Веб-сайт: Sbmetal.com
Категория : Используйте слова в предложении
Металл, Производство, Перемещение, Делает, Большинство
Пробивные прессы для металлообработки на продажу Магазин с Afterpay
2 часа назад ARBOR PRESS 2 тонны OPTIMUM Прецизионное отверстие Пробойники Деталь заклепки подшипника: DDP20-2 AU $ 359.00 Полый гидравлический патрон Поворотный цилиндр Трехкулачковый карточный цилиндр BK-428 M33 * 1,5
Веб-сайт: Ebay.com.au
Категория : Использование в предложении
Портативный гидравлический дырокол и ручной Управляемая револьверная головка
8 часов назад 35 тонн ПОРТАТИВНЫЙ ГИДРАВЛИЧЕСКИЙ ПУАНСОН : 3695 долларов США. Поставляется с электрическим гидравлическим насосом мощностью 115 В на 1/2 л.с., шлангом и муфтой – всем, что вам нужно. Поставляется в металлическом кейсе . В банке пробивают круглые, продолговатые, квадратные, шестигранные и прямоугольные отверстия.Может быть прикручен к рабочему столу для производственных работ. Гидравлический шланг длиной 10 футов с внутренней муфтой 3/8 дюйма.
Веб-сайт: Americanmachinetools.com
Категория : Использование и в одном предложении
Металл
Револьверно-пробивной пресс с ЧПУ: полное руководство MachineMfg
5 часов назад Револьвер с числовым программным управлением Пробивной пресс – одна из основных категорий пробивного станка с ЧПУ , аббревиатура NCT, также известного как CNC Punching Machine .Револьверная головка с числовым программным управлением Пробивной пресс (NCT) объединяет механическое, электрическое, гидравлическое и пневматическое оборудование и представляет собой оборудование для обработки давлением для штамповки и неглубокой вытяжки глубокой штамповки на пластине.
Расчетное время чтения: 7 минут
Веб-сайт: Machinemfg.com
Категория : Используйте слова в предложении
Главный, Машинный, Механический
Гидравлический пробойник для продажи на eBay
4 часа назад 31 тонна Гидравлический Отверстие для пробивного пресса Пробивка Металл Портативный с ручкой.1250 фунтов стерлингов. Сбор лично. или Лучшее предложение 405193 8шт. Гидравлический пробойник Дырокол Набор инструментов для отвертки 22-60 мм. 69,99 фунтов стерлингов. Гидравлический насос Enerpac и шланг для пробойника Набор пробойников . £ 55,03. 30 ТОНН ‘PIERCE ALL’ ПУАНСОНАЛЬНЫЙ ПРЕСС Модель 70-х годов. £ 3,000.00
Веб-сайт: Ebay.co.uk
Категория : использовать в предложении
Металл, машина, модель
Формовка на современном пробивном прессе: изготовление листового металла
7 часов назад Используя эти инструменты, пробивной пресс надрезает (разрезает) материал и создает форму.Узлы копья и формы могут быть любого размера и формы, и для их формирования обычно требуется меньше мощности пресса , чем для пробивки отверстия того же размера. Использование хорошей смазки на листе может помочь упорядочить процесс формования.
Расчетное время чтения: 9 минут
Веб-сайт: Thefabricator.com
Категория : Используйте в предложении
Материал, марка
Пробивной пресс – SheetMetal.Me
3 часа назад Пробивной пресс – это, по сути, любой станок , который создает отверстия в листе металла , проталкивая наконечник инструмента через металл . Это действие удаляет пулю из металла , выходящую из отверстия . Пробивные прессы могут относиться к станку любого размера от простого ручного пуансона до большого пресса с ЧПУ …
Веб-сайт: Sheetmetal.me
Категория : Используйте слова в предложении
Станок, Металл, Руководство
Металлический дырокол – yescomusa
4 часа назад Металлический дырокол . Фильтровать продукты. Цена. От 50 до 80 долларов. От 80 до 100 долларов. От 100 до 200 долларов. Сортировать по: Рекомендуемая Лучшая цена продажи, от низкой к высокой цене, от высокой к низкой дате, от новой к старой дате, от старой к новой. Фильтр.
Веб-сайт: Yescomusa.com
Категория : Используйте слова в предложении
Металл
Пуансоны для листового металла Станки Bud
5 часов назад Ощущение пробивности в поисках листа Пуансоны по металлу ? Мы можем помочь! Если вы работаете с металлом , может быть трудно найти подходящий лист металлический пробивной станок для вашего приложения.Buds Machine Tools здесь, чтобы помочь. Посмотрев на ваш объем, текстуру вашего металла и другие переменные, мы можем помочь вам выбрать правильный тип пуансона для вашей работы. Если у нас нет подходящего станка
Веб-сайт: Budsmachinetools.com
Категория : Используйте слова в предложении
Металл, май, машина
Бывшая в употреблении промышленная машина для штамповки металла для Продажа в Великобритании и Европе
5 часов назад Пневматический пробивной пресс с ЧПУ способен работать на исключительно высоких скоростях, но недостатком этого типа штамповочного пресса является то, что он способен обрабатывать только очень тонкие листы из металла .Промежуточные пробивные машины приводятся в движение эксцентриковым приводом, который представляет собой круглый диск, прикрепленный к вращающейся оси.
Веб-сайт: Surplex.com
Категория : Использование в предложении
Металл, машины, машины
Гидравлический штамповочный станок MX340G Prada Nargesa
2 часа назад Гидравлический штамповочный станок MX340G отличается от других своим длинным перемещением и рабочей гусиной шеей, что позволяет адаптировать к нему ряд штампов и инструментов.Его универсальность и особенности делают его быстро окупаемым станком . Он выполняет те же функции, что и 5 разных станков . Mx.
Веб-сайт: Nargesa.com
Категория : Используйте слова в предложении
Станки, Машины, Машины, Mx
Основы изготовления листового металла: 7 стратегий штамповки
4 часа назад Пробивной пресс – одна из наиболее зрелых технологий в производстве металла , но все еще одна из самых недооцененных.Современные станки и оснастка превратили пробивной пресс в швейцарский армейский нож фабрики. Он пробивает отверстий, всего несколько мест или в плотной перфорации. Режет большие панели.
Расчетное время чтения: 8 минут
Веб-сайт: Thefabricator.com
Категория : Используйте для в предложении
Большинство, Зрелые, Металлические, Непонятые, Современные, Машины
Китай Машина для пробивки отверстий в стали, пробивка отверстий в стали
7 часов назад Китай Сталь Отверстие Машина для пробивки производителей – Выберите 2021 высококачественную сталь Отверстие Пробивная машина продуктов по лучшей цене от сертифицированной китайской стали High C, набор из нержавеющей стали поставщики, оптовики и фабрики Made-in-China.