Самодельный станок для гибки листового металла в Балашихе: 600-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Балашиха
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Текстиль и кожа
Текстиль и кожа
Продукты и напитки
Продукты и напитки
Дом и сад
Дом и сад
Электротехника
Электротехника
Мебель и интерьер
Мебель и интерьер
Сельское хозяйство
Сельское хозяйство
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
328 020
Станок листогибочный (листогиб) ручной MAX 20 3,2 метра Тип: листогибочный станок, Производитель:
ПОДРОБНЕЕ
53 460
Stalex Станок листогибочный ручной Stalex W1. 5x610Z Тип: листогибочный станок, Производитель:
5x610Z Тип: листогибочный станок, Производитель:
ПОДРОБНЕЕ
553 080
Станок листогибочный ручной сегментный Stalex W2.0x3050A Производитель: STALEX
ПОДРОБНЕЕ
376 200
Станок листогибочный (листогиб) ручной MAX 20 3,8 метра Тип: листогибочный станок, Производитель:
ПОДРОБНЕЕ
126 524
Станок листогибочный ручной Stalex RS 2500 мм Производитель: STALEX
ПОДРОБНЕЕ
478 500
Станок для гибки и резки листового металла Tapco ShopMax 2500/1
ПОДРОБНЕЕ
119 000
Станок листогибочный ручной Stalex RS 2000 мм. Производитель: STALEX
ПОДРОБНЕЕ
448 140
Станок для гибки и резки листового металла Tapco ShopMax 2000/1
ПОДРОБНЕЕ
569 250
Листогибочный станок max-10 TAPCO Supermax 10′ (3,2 метра) Тип: листогибочный станок,
ПОДРОБНЕЕ
Гибка металла ст. 3 толщиной 1,0-1,5 мм длина гиба до 2000 мм Тип трубогиба: ручной
3 толщиной 1,0-1,5 мм длина гиба до 2000 мм Тип трубогиба: ручной
ПОДРОБНЕЕ
175 960
Станок листогибочный электромагнитный Stalex EB 625 Производитель: STALEX
ПОДРОБНЕЕ
367 700
Станок листогибочный STALEX PBB 2500/1,0 сегментный Тип: листогибочный станок, Производитель:
ПОДРОБНЕЕ
439 903
Станок листогибочный электромагнитный Stalex EB 2000 Производитель: STALEX
ПОДРОБНЕЕ
35 700
Станок профилегибочный МГ – 0050-П-Р (машина гибочная ручная) Тип: профилегибочный станок,
ПОДРОБНЕЕ
581 460
Станок листогибочный электромагнитный Stalex EB 2500 Производитель: STALEX
ПОДРОБНЕЕ
22 200
Станок ручной гибочный FBM-120 TRIOD Назначение: листы, Принцип работы: ручной, Угол гибки: 120 °
ПОДРОБНЕЕ
416 940
Станок листогибочный ручной Stalex 2000/2. 0 Тип: листогибочный станок, Производитель: STALEX,
0 Тип: листогибочный станок, Производитель: STALEX,
ПОДРОБНЕЕ
30 000
Станок для поперечной резки листового металла Stalex 1250 Производитель: STALEX
ПОДРОБНЕЕ
260 063
Станок листогибочный электромагнитный Stalex EB 1000 Тип: листогибочный станок, Производитель:
ПОДРОБНЕЕ
547 338
Станок листогибочный ручной Stalex 2000/2.0 Тип: листогибочный станок, Производитель: STALEX,
ПОДРОБНЕЕ
Станок для гибки листового металла63 360
Станок комбинированный листовой STALEX 3-in-1/760×1 (371003) Производитель: STALEX, Материал
ПОДРОБНЕЕ
58 410
Станок заточной для трехзубых сверл по листовому металлу мод.GS-15 Тип: станок, Тип инструмента:
ПОДРОБНЕЕ
44 000
Станок для поперечной резки листового металла Stalex 2500 Производитель: STALEX
ПОДРОБНЕЕ
37 000
Станок для поперечной резки листового металла Stalex 2000 Производитель: STALEX
ПОДРОБНЕЕ
44 000
Станок модульный токарный по металлу TRIOD MML-50, артикул 70612 Производитель: TRIOD, Тип станка:
ПОДРОБНЕЕ
Гибка черного металла ст3 толщиной 0,5-0,8 мм длина детали 1000-2000 мм Место установки:
ПОДРОБНЕЕ
104 280
Станок вальцовочный ручной настольный Stalex W01-1. 5х1300 Производитель: STALEX
5х1300 Производитель: STALEX
ПОДРОБНЕЕ
Гибка листового металла г/к и х/к толщиной 10 мм длина гиба до 500 мм Тип трубогиба:
ПОДРОБНЕЕ
2 страница из 18
Самодельный станок для гибки листового металла
листогиб ручной Schechtl LBX 310
Обзор
Универсальный гибочный станок для работы с тонколистовым металлом. Для модели Schechtl LBX 310 максимальная толщина обрабатываемого металла 0,63 мм при рабочей длине 3100 мм. Листогиб, при весе 318 кг предназначен больше для работы в цехе, чем на строительном объекте. Листогиб Schechtl LBX 310 укомплектован съёмной накладкой с углом 20°, R= 1,0 мм на прижимной траверсе. Перемещение верхней прижимной траверсы и зажим листа происходит при помощи рычагов-рукояток через эксцентрики. Сила зажима листа регулируется с обеих сторон. Специальный установочный винт на рукоятке управления листогиба позволяет отрегулировать гибочную траверсу в соответствии с толщиной материала и степенью износа станка, что обеспечивает качество гибки по всей длине листа. В станке предусмотрена регулировка положения гибочной траверсы в зависимости от толщины листа и необходимого радиуса гибки. Для компенсации веса гибочной траверсы на модели LBX 310 предусмотрена установка двух натяжных пружин. В дополнительную комплектацию (опции) входят: задний ручной упор на длину 500 или 750 мм, роликовый нож для металла толщиной до 0,8 мм, защитный чехол.
В станке предусмотрена регулировка положения гибочной траверсы в зависимости от толщины листа и необходимого радиуса гибки. Для компенсации веса гибочной траверсы на модели LBX 310 предусмотрена установка двух натяжных пружин. В дополнительную комплектацию (опции) входят: задний ручной упор на длину 500 или 750 мм, роликовый нож для металла толщиной до 0,8 мм, защитный чехол.
Заказать и купить ручной листогиб LBX 310 в Москве можно по телефону:
+7 (495) 134-03-15
Другие названия ручного листогиба LBX 310 –
гибочный станок
Мы доставим ручной листогиб LBX 310 ценой 1 000 800 ₽ по Москве максимально быстро.
Характеристики
| Рабочая длина | 3100 мм |
| Толщина металла, cталь 400 Н/мм2 |
0. 63 мм 63 мм
|
| Толщина металла, алюминий 250 Н/мм2 | 1 мм |
| Толщина металла, нерж. сталь 600 Н/мм2 | 0.5 мм |
| Высота открытия прижимной балки | 60 мм |
| Размеры (Д х Ш х В) | 3445 × 700 × 1080 м |
| Вес | 318 кг |
| Производитель | Schechtl |
| Страна | Германия |
Отзывы
‘),
prdu = “/lbx-310/”;
$(‘. reviews-tab’)
.append(loading)
.load(prdu + ‘reviews/ .reviews’, { random: “1” },
function(){
$(this).prepend(‘
reviews-tab’)
.append(loading)
.load(prdu + ‘reviews/ .reviews’, { random: “1” },
function(){
$(this).prepend(‘
Станок для гибки листового металла – Как стандартизировать операции включите питание и ключевой переключатель на панели, затем запустите масляный насос, вы услышите звук, вызванный вращением насоса.
Регулировка хода, обратите внимание на регулировку хода, перед вводом в эксплуатацию необходимо провести пробный запуск. Когда верхняя матрица движется вниз, оставляя определенный зазор по толщине листа, иначе это повредит матрицу и машину. Регулировка хода состоит из двух этапов: быстрая электрическая регулировка и точная ручная регулировка.
Выбор выемки, как правило выбирается выемка, ширина которой в 8 раз больше ширины пластины. Например, если ширина пластины 4 мм. вам нужно выбрать вырез 32 мм.
Метод регулировки заднего упора такой же, как и у листогибочного пресса, а именно, как правило, включает быструю электрическую регулировку и ручную точную настройку. и машина перестанет работать, или штамповать и нажимать
Гибочный станок для листового металла- Правила безопасной эксплуатации
Строго соблюдать правила техники безопасности при эксплуатации, носить средства защиты труда в соответствии с требованиями запуск машины.
Проверка коэффициента контакта и прочности, а также соответствия позиционирующего устройства требованиям обработки.
Возврат к исходной процедуре, если верхняя пластина скольжения и оси позиционирования не в исходном состоянии.
Работа без нагрузки в течение 1-2 минут после запуска и полный ход верхней скользящей пластины 2-3 раза при устранении всех возможных неисправностей могут привести к нормальной работе, в противном случае немедленно остановите машину для технического обслуживания.
Рекомендуется один командир, тесное сотрудничество между оператором и питателем для обеспечения координации всех людей в безопасном положении.
При гибке лист необходимо уплотнить, на случай, если лист задернется и поранит рабочего.
Вы должны отключить питание при регулировке листового штампа
При смене открытого паза никакой материал не должен соприкасаться с нижним штампом.
Запрещается стоять позади станка во время работы станка
Изгиб в одну сторону категорически запрещается
Если заготовка или матрица не выпрямлены во время работы станка, остановитесь для исправления, ручная коррекция строго запрещена в случае повреждения пальцы.
Запрещается сгибать тонколистовой/охлажденный стальной лист, высоколегированную сталь, квадратный и сверхтолстый лист в случае повреждения машины.
Регулярно проверяйте коэффициент контакта верхней и нижней матриц и соответствие манометра стандартам.
Немедленное отключение при возникновении исключения, своевременная проверка и техническое обслуживание.
Положите деревянный блок на нижний штамп и опустите верхний штамп на блок перед отключением, чтобы защитить масляный цилиндр и верхний штамп,
Сначала выйдите из системы управления, затем отключите питание.
Станок для гибки листового металла – Техническое обслуживание и уход:
Перед запуском машины удалите посторонние предметы, металлический мусор и проверьте установку штампа, электрический выключатель, кабель и каждое крепление; Перед техническим обслуживанием или очисткой необходимо опустить верхнюю форму, а затем выключить ее; Для запуска или других операций переведите верхний штамп в режим ручного управления и обеспечьте безопасность. Объем технического обслуживания, включая:
Гидравлический маслопровод
- Проверяйте объем масла каждую неделю или после технического обслуживания гидравлической системы, если гидравлическая жидкость течет до смотрового окна, добавьте немного гидравлической жидкости;
- Для новой машины замена гидравлической жидкости после 2000 часов работы, затем каждые 4000-6000 часов замена жидкости и очистка бака для жидкости.
Поддерживайте температуру гидравлической жидкости в пределах 35℃~60℃
Фильтр
Заменяйте или тщательно очищайте фильтр при каждой замене гидравлической жидкости.
Замена фильтра, если фильтр выдает ненормальный сигнал тревоги или жидкость становится грязной.
Проверяйте и очищайте воздушный фильтр каждые 3 месяца, рекомендуется замена через год.
Станок для гибки листового металла – детали гидравлики
Ежемесячная очистка деталей гидравлики (опорная плита, клапан, двигатель, насос, трубопровод для жидкости и т. д.) предотвращает попадание грязи в систему.
Проверьте, деформируется ли гидравлическая трубка после использования в течение одного месяца, если возникает исключение, своевременно замените ее; после использования в течение двух месяцев затяните все фитинги на соединении.
Практическое руководство по гибке листового металла
Доступна книга «Гибка листового металла – основы и методы работы», том, составленный итальянским издательством Group Tecniche Nuove. Руководство предназначено для операторов, техников по техническому обслуживанию, проектировщиков, продавцов и предпринимателей, которым приходится иметь дело с гибкой прессом. В следующем тексте интервью с ЭМИЛИАНО КОРРИЕРИ, автором книги.
В следующем тексте интервью с ЭМИЛИАНО КОРРИЕРИ, автором книги.
Откуда возникла идея книги?
Идея книги проистекает из реальной потребности поделиться большим количеством информации о механической обработке, которая слишком часто импровизируется и недооценивается. Я думаю, что это происходит в нескольких сферах, потому что убежденность в том, что это простой процесс, связанный с базовой концепцией, неизменной годами, распространяется. В Академии мне часто нравится сравнивать штамповку листового металла с покраской, оба действия основаны на очень элементарной концепции: в первом у вас есть пуансон, который своим давлением изгибает металлический лист, «вынужденный» следовать за матрицей. ; во втором вы переносите несколько капель красок с щетины кисти на холст. Но одно дело — испачкать поверхность, другое — написать Венеру Боттичелли! Гибка прессом в рамках индустрии 4.0, столь богатой технологическими инновациями, стремится быть включенной в стандартизированные, предсказуемые и, следовательно, легко оцениваемые с точки зрения затрат и времени технологические процессы. Это связано с выдающейся важностью человеческого компонента. Я считаю, что на таком быстром и прерывистом рынке, как нынешний, необходимо полагаться на действительно знающую, непредубежденную и современную рабочую команду. Сегодня уже недостаточно реализовать хорошо сделанную часть: нужно выполнить ее быстро, без ошибок и внимательно наблюдая за тем, что происходит справа и слева в производственной цепочке. Вот почему в книге я не только исследую базовые концепции гибки с очень практической точки зрения, но и даю ценные советы о том, как организовать свою рабочую зону и контрольный список ошибок, заботясь о том, чтобы превратить ее в свою. собственная «зона передового опыта». По моему мнению (и не только мне), современный оператор гибки — это тот, кто осознает динамику, определяющую поведение листового металла, полагается на большие возможности абстрагирования, навыки решения проблем, гибкость и широту взглядов на новые технологии, которые не ожидается, что он заменит его навыки, а вместо этого реализует его возможности.
Это связано с выдающейся важностью человеческого компонента. Я считаю, что на таком быстром и прерывистом рынке, как нынешний, необходимо полагаться на действительно знающую, непредубежденную и современную рабочую команду. Сегодня уже недостаточно реализовать хорошо сделанную часть: нужно выполнить ее быстро, без ошибок и внимательно наблюдая за тем, что происходит справа и слева в производственной цепочке. Вот почему в книге я не только исследую базовые концепции гибки с очень практической точки зрения, но и даю ценные советы о том, как организовать свою рабочую зону и контрольный список ошибок, заботясь о том, чтобы превратить ее в свою. собственная «зона передового опыта». По моему мнению (и не только мне), современный оператор гибки — это тот, кто осознает динамику, определяющую поведение листового металла, полагается на большие возможности абстрагирования, навыки решения проблем, гибкость и широту взглядов на новые технологии, которые не ожидается, что он заменит его навыки, а вместо этого реализует его возможности.
Как оформлена книга в рамках более широкого образовательного проекта Академии гибки?
Это руководство является очень важным этапом обучения в Академии гибки, так как оно содержит многие концепции, которые разъяснялись и разрабатывались в ходе наших курсов. Ясно, что это не задумано и не может рассматриваться как альтернатива посещению одного или нескольких наших учебных дней, а скорее как набросок понятий, которые тщательно анализируются в классе в присутствии участников из разных реальностей. Только диалог и непосредственный контакт с нами и с другими могут оказаться действительно эффективными для профессионального и личностного роста. Тем не менее, он представляет собой полезный и эффективный инструмент для изучения или пересмотра концепций, лежащих в основе искусства гибки листового металла, такого широкого и разнообразного.
Какой цели посвящена книга?
Пособие, как и учебные курсы, проводимые Академией гибки, адресовано многим деятелям, которые имеют дело с миром гибки прессом.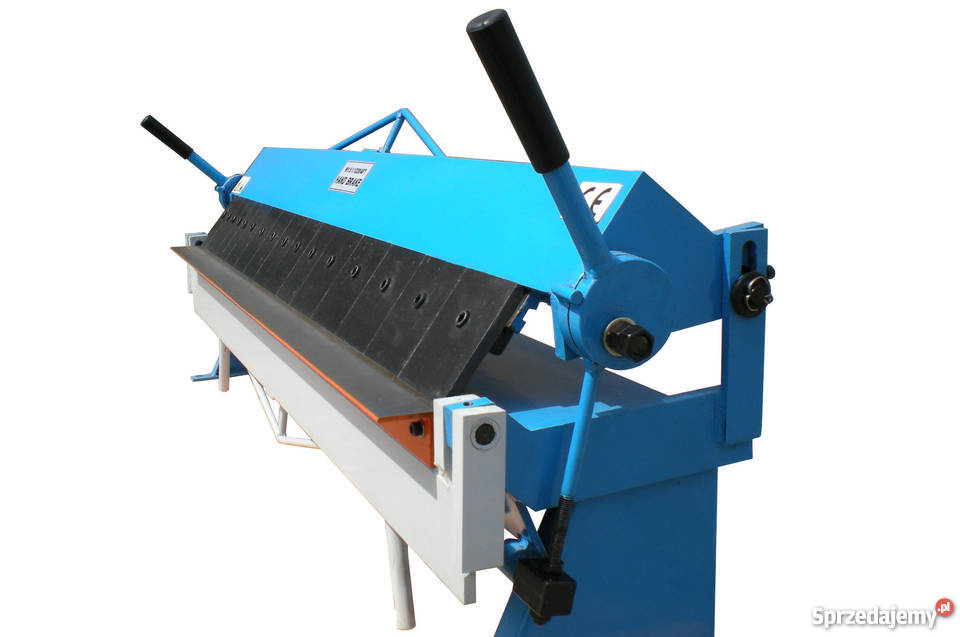 Признаюсь, меня лично удивило огромное количество профессиональных деятелей, решивших принять участие в наших курсах. Если изначально целью этого типа обучения были в основном операторы станков и проектировщики, на практике оно было сочтено очень полезным для таких ролей, как техники по техническому обслуживанию, дизайнеры, реселлеры машин, инструментов и принадлежностей. Таким образом, можно констатировать, что заинтересованная аудитория достаточно широка и разнообразна. Как правило, когда инжиниринговая компания обращается к нам за какими-то курсами, мы всегда предлагаем записать «микс» фигур, в который входят операторы, проектировщики и, почему бы и нет, один или несколько менеджеров по продажам. Это очень важно, особенно для тех реалий, где необходимо улучшить коммуникативные и трансверсальные компетенции. На самом деле, нас всегда очень приятно видеть, как разные профессиональные деятели, хотя и происходящие из одной и той же реальности, если они действуют вне своего повседневного контекста и имеют одинаковые возможности узнать новые понятия от «незнакомца», начинают обмениваться комментариями, мнениями.
Признаюсь, меня лично удивило огромное количество профессиональных деятелей, решивших принять участие в наших курсах. Если изначально целью этого типа обучения были в основном операторы станков и проектировщики, на практике оно было сочтено очень полезным для таких ролей, как техники по техническому обслуживанию, дизайнеры, реселлеры машин, инструментов и принадлежностей. Таким образом, можно констатировать, что заинтересованная аудитория достаточно широка и разнообразна. Как правило, когда инжиниринговая компания обращается к нам за какими-то курсами, мы всегда предлагаем записать «микс» фигур, в который входят операторы, проектировщики и, почему бы и нет, один или несколько менеджеров по продажам. Это очень важно, особенно для тех реалий, где необходимо улучшить коммуникативные и трансверсальные компетенции. На самом деле, нас всегда очень приятно видеть, как разные профессиональные деятели, хотя и происходящие из одной и той же реальности, если они действуют вне своего повседневного контекста и имеют одинаковые возможности узнать новые понятия от «незнакомца», начинают обмениваться комментариями, мнениями. и решения. Одним словом: общение! То, что я называю «трансверсальными компетенциями», то есть знание понятий, не связанных строго с собственной задачей, но связанных с одним и тем же производственным процессом, в высшей степени решает многообразные проблемы в самом начале. В наших компаниях многие ресурсы часто тратятся впустую из-за непонимания, непонимания и недостаточной осведомленности. Довольно часто можно услышать, что менеджер по продажам выиграл заказ, который, оказавшись перед станком, невыполним… Или что дизайнеры не используют устройства, которые ничего не меняют в функциях детали, но которые чрезвычайно упростили бы работу по гибке. : разгрузки, разрезы, эффективные тесты и так далее. Более того, после наших курсов дизайнеры понимают, что они должны делать, а гибщики понимают, чего они могут требовать!
и решения. Одним словом: общение! То, что я называю «трансверсальными компетенциями», то есть знание понятий, не связанных строго с собственной задачей, но связанных с одним и тем же производственным процессом, в высшей степени решает многообразные проблемы в самом начале. В наших компаниях многие ресурсы часто тратятся впустую из-за непонимания, непонимания и недостаточной осведомленности. Довольно часто можно услышать, что менеджер по продажам выиграл заказ, который, оказавшись перед станком, невыполним… Или что дизайнеры не используют устройства, которые ничего не меняют в функциях детали, но которые чрезвычайно упростили бы работу по гибке. : разгрузки, разрезы, эффективные тесты и так далее. Более того, после наших курсов дизайнеры понимают, что они должны делать, а гибщики понимают, чего они могут требовать!
С какими проблемами столкнулись и как?
Темы, затронутые в книге, представляют собой широкую панораму того, что представляет собой технологический процесс гибки прессом, трактованный с аккуратной практической склонностью, свойственной людям, в основном обученным производству. Вы не найдете сложных математических формул для теоретического определения ценностей, которые на самом деле изменяются в зависимости от множества переменных, а вместо того, как распознавать и смотреть на них. Вы найдете теорию, а также практические примеры и множество «трюков». Мы начинаем с исторического применения листового металла (т. е. металла, утонченного в фольгу), до того, как мы получаем листовой металл в наши дни. Процесс прокатки, его виды и различия затем отражаются в гибке на прессе. Затем переходим к обзору сталей, чтобы разобраться в их характеристиках и различиях. Переменные листового металла, столь разнообразные и часто скрытые, объясняют впоследствии такие понятия, как «отпружинивание», «нейтральный план» и «фактор k». Следующим за этими понятиями шагом, естественно, является идентификация правильного развития произведения в соответствии с факторами, которые его регулируют, и тремя возможными «дорогами», которые необходимо пройти. После этой важной главы мы поговорим об ошибке и ее устранении.
Вы не найдете сложных математических формул для теоретического определения ценностей, которые на самом деле изменяются в зависимости от множества переменных, а вместо того, как распознавать и смотреть на них. Вы найдете теорию, а также практические примеры и множество «трюков». Мы начинаем с исторического применения листового металла (т. е. металла, утонченного в фольгу), до того, как мы получаем листовой металл в наши дни. Процесс прокатки, его виды и различия затем отражаются в гибке на прессе. Затем переходим к обзору сталей, чтобы разобраться в их характеристиках и различиях. Переменные листового металла, столь разнообразные и часто скрытые, объясняют впоследствии такие понятия, как «отпружинивание», «нейтральный план» и «фактор k». Следующим за этими понятиями шагом, естественно, является идентификация правильного развития произведения в соответствии с факторами, которые его регулируют, и тремя возможными «дорогами», которые необходимо пройти. После этой важной главы мы поговорим об ошибке и ее устранении. Далее начинаем с части, которую можно считать более «практической», связанной с производством в строгом смысле: гибка с большими радиусами, разные модальности; знание деталей и характеристик гибочного станка и его инструментов; предложения по определению правильной последовательности гибки деталей. Затем мы рассматриваем то, что я называю «частными случаями», то есть такие проблемы, как фаски, повороты для асимметричных профилей, отверстия рядом с изгибами, неправильная проявка для толстых и узких деталей и т. д. … и приемы для их решения на машине или в технический офис. Далее следует панорама высокопрочных сталей и две заключительные очень важные главы: организация труда и его качество, безопасность машин.
Далее начинаем с части, которую можно считать более «практической», связанной с производством в строгом смысле: гибка с большими радиусами, разные модальности; знание деталей и характеристик гибочного станка и его инструментов; предложения по определению правильной последовательности гибки деталей. Затем мы рассматриваем то, что я называю «частными случаями», то есть такие проблемы, как фаски, повороты для асимметричных профилей, отверстия рядом с изгибами, неправильная проявка для толстых и узких деталей и т. д. … и приемы для их решения на машине или в технический офис. Далее следует панорама высокопрочных сталей и две заключительные очень важные главы: организация труда и его качество, безопасность машин.
Какой вклад книга может внести в развитие сектора?
Я думаю, что книга сама по себе, но особенно этот тип образования, благодаря тому, с чем она сталкивается, как она была разработана и структурирована, может значительно ускорить развитие сектора. В эти годы, более чем когда-либо, мы сталкиваемся с большими преобразованиями.