Рутиловые электроды, в чем их отличие от остальных
 Электросварка получила большое распространение благодаря своей доступности и простоте процесса. Это простой и надежный способ соединения двух металлических деталей. Для сварочного процесса необходимы подходящие электроды, ведь от них во многом зависит качество сварочного шва. Неправильный выбор электрода может существенно повлиять на сварочный процесс. Существует огромное количество видов электродов. В зависимости от конкретной задачи все они отличаются друг от друга составом покрытия, материалом стержня и многим другим. В данной статье мы поговорим про рутиловые электроды.
Электросварка получила большое распространение благодаря своей доступности и простоте процесса. Это простой и надежный способ соединения двух металлических деталей. Для сварочного процесса необходимы подходящие электроды, ведь от них во многом зависит качество сварочного шва. Неправильный выбор электрода может существенно повлиять на сварочный процесс. Существует огромное количество видов электродов. В зависимости от конкретной задачи все они отличаются друг от друга составом покрытия, материалом стержня и многим другим. В данной статье мы поговорим про рутиловые электроды.Содержание статьи
Описание: преимущества и недостатки
Рутиловые электроды, как и многие другие, состоят из металлического сердечника и рутилового электродного покрытия. Они служат для ручной дуговой сварки, где применяется постоянный или переменный ток. Электроды с рутиловым покрытием отличаются от других тем, что в состав их покрытия входит природный минерал рутил. Этот минерал благоприятно влияет на образование сварочного шва, защищает сварочную ванну. Маркировка рутиловых электродов производится при помощи буквы «Р».
Электроды с рутиловым покрытием отличаются от других по следующим пунктам:
- засчет использования оксида титана (из которого получают минерал рутил) уменьшается вредное влияние на органы дыхания;
- зажигание дуги быстрее и легче;
- горение дуги стабильное;
- во время разбрызгивания теряется малое количество металла;
- шлак со сварочного шва удаляется легче и быстрее;
- рутиловое покрытие электродов эффективно защищает сварочную ванну от попадания в нее кислорода, что ведет к уменьшению образования пор;
- хорошая сопротивляемость швов разрыву и излому;
- сварку рутиловыми электродами можно проводить при работе в любых пространственных положениях.
Рутиловые стержни обеспечивают высокое качество сваривания даже в случае, когда на поверхности свариваемого металла присутствуют окалины и ржавчина. При изменении длины дуги все равно получается качественное соединение. Стабильное горение дуги обеспечивается даже при резких движениях. Покрытие в свою очередь препятствует разбрызгиванию, что является большим плюсом при сварке потолочных и вертикальных швов. В покрытие может добавляться железный порошок для увеличения массы навариваемого металла и предотвращения возникновения трещин. Стержни подходят для работы с низколегированными и малоуглеродистыми сталями.
 Несмотря на перечисленные преимущества, данный вид стержней имеет и недостатки:
Несмотря на перечисленные преимущества, данный вид стержней имеет и недостатки:
- перед работой необходимо производить такую подготовку, как просушка и прокалка;
- стержни подходят только для работы с низколегированными и малоуглеродистыми сталями;
- при прокалке, электродами можно пользоваться только через сутки;
- необходимо соблюдать точность режимов, иначе свойства электродов ухудшаются.
Применение электродов
Рутиловые стержни применяются при работе с трансформаторами, инверторами и генераторами. Популярны они по причине возможности работы с ними в любом пространственном положении. Данный вид стержней хорошо показывает себя при сварке труб, ремонте трубопроводов. Покрытие стержней данной марки позволяет работать даже в условиях повышенной влажности. Малое разбрызгивание металла позволяет наплавлять большую массу металла, чего не сделаешь другими марками электродов. Шов после работы покрыт чешуйчатым шлаком, который легко удаляется, что сокращает время обработки детали. Расплавленный металл глубоко проникает в швы, что позволяет получать крепкое соединение.
Химический состав
Электроды сварочные рутиловые в состав своего покрытия включают следующие элементы: рутил — 48%, полевой шпат — 30%, ферромарганец — 15%, магнезит — 15%, декстрин — 2%. Масса покрытия обычно в два раза ниже массы металлического стержня.
Некоторые марки рутиловых электродов
На сегодняшний день на рынке существует огромное количество марок электродов. Рутиловые не исключение. Далее представлены некоторые марки электродов данного типа.
Электроды мгм 50к
 Стержни этой марки применяются для ручной дуговой сварки. Они обладают высокими сварочно-технологическими свойствами, что обеспечивает получение качественного прочного шва. Шлака получается мало, отделяется он легко. Стержни марки МГМ-50К можно использовать при работе с грязным и ржавым металлом, что не под силу многим другим видам электродов. Горение дуги мягкое, ровное.
Стержни этой марки применяются для ручной дуговой сварки. Они обладают высокими сварочно-технологическими свойствами, что обеспечивает получение качественного прочного шва. Шлака получается мало, отделяется он легко. Стержни марки МГМ-50К можно использовать при работе с грязным и ржавым металлом, что не под силу многим другим видам электродов. Горение дуги мягкое, ровное.
Электроды марки aws e6013
 Стержни данной марки служат для работы с низкоуглеродистой сталью на переменном и постоянном токе. Благодаря поддерживанию стабильного горения дуги обеспечивается хорошая технологичность процесса. Как и стержни марки мгм 50к, электроды типа aws e6013 можно использовать при работе в любых пространственных положениях. Шлак обладает довольно хорошей текучестью, что благоприятно влияет на защиту сварочной ванны от попадания в нее вредных включений и на простоту удаления шлака со шва.
Стержни данной марки служат для работы с низкоуглеродистой сталью на переменном и постоянном токе. Благодаря поддерживанию стабильного горения дуги обеспечивается хорошая технологичность процесса. Как и стержни марки мгм 50к, электроды типа aws e6013 можно использовать при работе в любых пространственных положениях. Шлак обладает довольно хорошей текучестью, что благоприятно влияет на защиту сварочной ванны от попадания в нее вредных включений и на простоту удаления шлака со шва.
svarkaed.ru
Особенности применения и марки сварочных рутиловых электродов
Качество сварочных работ будет зависеть от опыта сотрудника и качества оборудования. Посредством инверторов получаются ровные швы и можно быстро закончить домашние работы. Но все может пойти не так из-за неправильного подбора электродов. Некачественный расходный материал тормозит сварку и негативно влияет на качественные показатели соединений. Хорошее решение — рутиловые электроды.
Особенности электродов
В состав сварочных рутиловых электродов входит металлический стержень, являющийся присадкой, и покрытие, которое защищает сварочную ванну от контактов с окружающей средой. Такие материалы предназначаются для ручной электродуговой сварки. Источник тока может иметь как постоянное, так и переменное напряжение. Главное отличие от других типов — применение рутила, который является природной обмазкой, обеспечивающей сварочной ванне должную протекцию. Двуокись титана используется для получения рутилового концентрата, что положительно влияет на работу.
Преимущества и недостатки материала
Электроды этого типа имеют ряд сильных сторон по сравнению с элементами, в основании которых находится кислотная составляющая. Преимуществами таких проводников являются:
- Оксид титана менее токсичен для дыхательных путей человека.
- Незначительное время розжига (в том числе и первичного).
- Нагар, возникнувший после завершения работы, — полупроводник, значит, чтобы продолжить работу, скол не нужен.
- Создаются швы с мелкочешуйчатыми рисунками.
- Стабильное поддержание горения электрической дуги.
- Выполнять действия можно в любом пространственном положении.
- Способность сохранения дуги и проведения варки даже во влажных условиях, что позволяет качественно ремонтировать водопроводы и резервуары.
- Незначительные траты металла при разбрызгивании.
- Стойкость получаемых швов к разрывам и изломам.
- Обмазка не соединяется с кислородным шаром, что предотвращает образование пор.
- Простота удаления шлака.
Есть некоторые нюансы, которые делают невозможным использование расходных материалов этого типа в тех или иных ситуациях.
Минусы рутиловых электродов:
- Подходят далеко не всем материалам. Ассортимент металлов, подвергаемых обработке, незначительный, существуют некоторые ограничения относительно эксплуатации. Так, высокоуглеродистая сталь не может свариваться с их помощью.
- Резкое повышение силы тока может существенно ухудшить качество получаемых швов, поэтому нужно постоянно следить за номинальными показателями.
- Перед началом работ обязательно проводятся просушка и прокалка.
Свойства и характеристики
Рутиловое покрытие для сварочных электродов имеет практически однородный состав из рутила, декстрина, шпата полевого, магнезита и ферромарганца. Количество рутила — не менее 45%, полевого шпата — 25%. Основание стержней — проволока Св-08 с производной Св-08А. Сталь — спокойная, отлично взаимодействует с металлами, относящимися к низкоуглеродистым и малолегированным. В процессе плавления исключаются горячие трещины и другие дефекты. Работы проводят плавно, расплавленные капли с легкостью переносятся на основной металл.
На этикетках рутил обозначается буквой «Р». В отдельных случаях добавляют букву «Ц» (покрытие в качестве элемента состава содержит целлюлозу).
У расходников оптимальные характеристики для качественных соединений. Твердость присадки после полноценного застывания составит 58 HRC. Термостойкость сохраняется при максимальной температуре 550 градусов Цельсия.
Продукция выпускается в упаковках, вес которых 1−5 кг, что удобно как для бытовых работ, так и для сварки в больших масштабах. Диаметр изделий — от 2 до 5 мм. Промежуточные значения предоставляют возможность точного выбора в соответствии с толщиной обрабатываемых материалов и типа будущих работ. Главное требование — проведение обязательной просушки обмазки при температуре 200 градусов для легкого взаимодействия с расходным материалом. Обработать изделия нужно на протяжении суток после просушки.
Сфера применения
 Рутиловые электроды широко применяются, если в работе задействованы трансформаторы, инверторы и генераторы. Показывают отличные характеристики как на переменном, так и на постоянном напряжении. Обрели популярность благодаря универсальности относительно положений в пространстве.
Рутиловые электроды широко применяются, если в работе задействованы трансформаторы, инверторы и генераторы. Показывают отличные характеристики как на переменном, так и на постоянном напряжении. Обрели популярность благодаря универсальности относительно положений в пространстве.
Электрода этого типа применяются с низкоуглеродистыми сталями, но если возникла необходимость срочной работы, то могут использоваться на иных цветных материалах, проводящих ток. Эффективно соединяют трубы, часто покупаются предприятиями нефтегазовой промышленности при создании не только газопроводов, но и газораспределительных систем. Не менее эффективно с их помощью варить и водопроводы. Ремонтируя заполненные трубы, следует учесть, что слив не сможет полностью высушить отдаленные места, капли воды будут сбегать в область горения, поэтому дугу следует постоянно поддерживать.
Рутиловыми электродами рекомендуется пользоваться для восстановления компонентов, подверженных быстрому стиранию. Малое количество разбрызгиваний позволяет экономить материал, если нужно наплавить значительную толщину. Мелкочешуйным швам требуется менее продолжительная обработка.
Рабочие режимы
Перед сварочным процессом обязательно проводят просушку для сокращения количества брызг и быстрого избавления от скопления шлака после тушения дуги. Режим варки выбирается исходя из толщины изделий и положения проведения швов. Можно варить постоянным током при прямой полярности, но подойдут и устройства инверторного типа с обратными показателями.
Расходные материалы отличаются универсальностью, их посредством можно соединять конструкционные стали, трубы, восстанавливать стертые элементы. Органические составляющие наносят меньший вред здоровью рабочего, если сравнивать их с другими типами покрытия электродов для ручной дуговой сварки. Известные марки электродов с рутиловым покрытием — ОЗС-6, МР-3, ОЗС-4, АНО, ЗРС-1 и ЗРС-2.
pochini.guru
что это такое и какие марки с рутиловым покрытием выбрать?
Электро- и газовая сварка получили широкое распространение в различных областях человеческой деятельности. Благодаря данным технологиям удается получать качественные и надежные соединения в металлических конструкциях и изделиях.
Отмеченные методы соединения обладают своими преимуществами и недостатками. Однако в них широко используются разнообразные марки с рутиловым покрытием. Именно об особенностях использования этих расходных материалов и пойдет речь в данной статье.
Особенности
Сварочный процесс не может осуществляться без использования электрода. В каждом типе сварки применяются определённые расходные материалы, позволяющие получать наиболее долговечные соединения.
имеет две составляющие: сердцевину и покрытие. Первая делается из металла и равномерно покрывается специальным порошком. Именно состав покрытия во многом определяет качественные характеристики сварки. От него также зависит и то, с каким материалом можно работать.
В последнее время особую популярность получили рутиловые электроды. Их название обусловлено типом покрытия, которое именуется рутилом. Оно обладает рядом преимуществ по сравнению с другими аналогами по ряду причин.
Составляющие элементы электрода.
Основное отличие рутиловых электродов заключается в отсутствии выделения вредных газов, оказывающих токсический эффект на организм человека. Данный факт крайне важен, учитывая безопасность для здоровья работающего.
Кроме того использование стержня с подобным покрытием обеспечивает стабильное горение дуги. Также потери металла на разбрызгивание сводятся к минимуму. Шлак, полученный после работы данным стрежнем, достаточно легко удаляется, а шов формируется качественным и красивым.
Отличительной особенностью электродов с покрытием из двуокиси титана является возможность простого повторного зажигания дуги. Кроме того для осуществления подобных действий нет необходимости в удалении пленки с кратера стержня. Это связано с тем, что оксид титана обладает свойствами полупроводника.
В результате дуга загорается даже в отсутствии соприкосновения сердцевины электрода с поверхностью изделия. Данное свойство делает возможным работу короткими швами, ведь в таком случае стрежень приходится отрывать от поверхности достаточно часто.
Работать с таким расходным материалом можно только после его правильной подготовки. В частности их необходимо просушивать в течение суток и более. Следует иметь в виду, что прокаливание при высоких температурах может привести к формированию в покрытии пор.
В случае работы со сталями с окалиной, не формируются поры. Также они устойчивы к появлению трещин, чем не могут похвастаться другие расходные материалы, характеризующихся кислым покрытием.
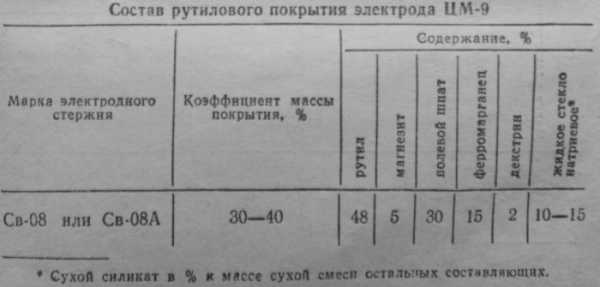
Состав рутилового покрытия электрода.
Практически все технологические характеристики рутиловых стержней превышают с другими покрытиями. Применение двуокиси титана обеспечивает высокую стабильность дуги при работе на постоянном токе.
Кроме того им нет равных в случае формирования потолочных швов, а также вертикальных соединений. Это достигается за счет особенности титана. Данный материал практически мгновенно появляется на поверхности, выплывая из ванны расплавленного металла.
Они отличаются низким разбрызгиванием материала, а также простотой устранения шлаков. Вязкость последних также сильно увеличивается благодаря рутилу. Особенно заметен такой эффект в моменты понижения температуры. Такие шлаки называются короткими.
В результате можно выделить основные технические с рутилом. Это и простота загорания дуги, и низкое количество формируемых пор в первые моменты зажигания, и высокая усталостная стойкость сварных стыков.
За счет присутствия в покрытии большого количества металлического порошка сера распределяется равномернее, а количество углерода уменьшается.
Состав
Рутиловые из различных видов сварочной проволоки и покрывают ее флюсом из оксида титана состава TiO2.
Отличительной особенностью флюса является наличие органического газозащитного компонента в его составе. В связи с этим перед применением стержни должны быть обязательно просушены.
Наличие влаги в покрытии приведет к наводороживанию соединения.
Отличить этот тип электрода от других по маркировке достаточно просто. Марки имеют в своем обозначении букву «Р» свидетельствующую о типе флюса. Так что эти сварочные электроды можно без труда отличить от других и не ошибиться.
Применение
с рутиловым покрытием чаще всего применяются в случае ручной работы со сталями, в том числе и с малоуглеродистыми. Однако есть и ограничение. Их не используют для формирования соединений в конструкциях, подверженных высоким термическим воздействиям.
Итог
Рутиловое покрытие электродов является самым безопасным. Оно не оказывает негативного влияния на здоровье человека, благодаря чему данные стрежни получили широкое распространение. Кроме того их широко используют для сварки различных марко стали, включая малоуглеродистые.
К недостаткам следует отнести их неприменимость для сварки металлоконструкций подверженных воздействию высоких температур.
tutsvarka.ru
Рутиловые и основные электроды отличия
Сами по себе сварочные электроды имеют много отличий. Отличаются марки электродов, а также их подвиды. Сварочные электроды используются для произведения сваривания углеродистых сталей, которые содержат в своем составе до 0,25% углерода. Также они используются для сваривания низколегированных сталей, которые имеют временное сопротивление разрыву до 590 МПа.
Сварочные электроды отличаются друг от друга своими характеристиками, например пространственное положение сварочного шва, род сварочного тока, производительность сваривания, склонность к образованию пор и разрушению и т.д. По типу покрытия сварочные электроды делятся на кислые, рутиловые, целлюлозные и основные. А теперь давайте рассмотрим подробнее характеристики электродов уони и мр, а потом Вы сразу же увидите разницу между ними.
Электроды мр:
Покрытие сварочных электродов мр рутиловое. Род тока для сваривания электродами мр – это переменный или постоянный ток обратной полярности. Сваривание электродами мр Вы можете производить во всех пространственных положениях кроме вертикального сверху вниз.
Электроды мр используются для сваривания углеродистых и низколегированных видов сталей. С использованием мр рекомендуется производить сваривание трубопроводов, котлов, газопроводов, а также маслопроводов и им подобных конструкций.
Производить сваривание электродами мр Вы можете даже по неочищенным кромкам свариваемого металла, а также по окисленной и неподготовленной поверхности. Металл, который был наплавлен электродами мр, можно использовать для работы при температуре до 20 градусов ниже нуля по Цельсию. Как Вы видите, электроды мр используются для сваривания ответственных конструкций, которые в дальнейшем будут работать в нестандартных условиях.
Электроды уони:
Покрытие сварочных электродов уони – основное. Для сваривания электродами уони Вам нужно использовать постоянный ток обратной полярности. Производить сваривание с использованием уони Вы можете во всех пространственных положениях кроме вертикального сверху вниз.
Основным назначением электродов уони для сваривания металла является сваривания ответственных конструкций из углеродистых и низколегированных видов стали. Электроды уони используют в том случае, если к металлу сварочного шва предъявляются высокие требования по ударной вязкости и пластичности.
Сварочные электроды уони используются для сваривания конструкций, которые работают в условиях пониженных температур, а также их используют для сваривания судостроительных конструкций. Также их используют для сварки металлов большой толщины и заварки дефектов литья. Для того чтобы производить сваривание электродами уони Вам нужно предварительно очистить металл шва от ржавчины, окалины и следов масла. Отличие мр от уони
Мр: использование переменного и постоянного тока; Уони: использование постоянного тока; Мр: сваривание конструкций для работы при температуре, как ниже, так и выше нуля; Уони: сваривание конструкций для работы при температуре ниже нуля, а также для сваривания суден; Мр: очистка металла перед свариванием необязательна; Уони: очистка металла перед свариванием должна производиться в обязательном порядке; Вот основные отличия электродов мр от уони. Какие из них использовать? – решать только Вам.
Существуют два способа изготовления электродов – путем погружения и с помощью опрессовки в экструдерных камерах. Сегодня, в производстве сварочных электродов применяется только метот опрессовки.
Ручная дуговая сварка стержневыми электродами не требует больших вложений, а область их применения достаточно широка. Технология дуговой электросварки дает высокое качество сварного шва и используется для сваривания большого количества различных металлов и сплавов.
Электродуговая ручная сварка стержневыми электродами относится к технологии сварки плавящимся электродом и подкреплена стандартом ISO 857-1:1998 — Сварка и связанные с ней процессы.
При работе с электродами для сварки может использоваться постоянный или переменный ток. Однако при переменном синусоидальном токе свариваются не все типы покрытий электродов, например основные электроды — с чисто основным покрытием.
Для получения определенного типа соединения при определенной толщине основного металла требуются различные силы тока. Допустимая нагрузка по току ограничена в зависимости от длины и диаметра электрода. Поэтому выпускаются сварочные электроды различные по длине и диаметру в соответствии со стандартом DIN EN 759. При увеличении диаметра основного стержня электрода увеличивается допустимая сила сварочного тока.
Существует несколько типов покрытий стержневых электродов согласно DIN EN 499 для сваривания нелегированных сталей:
- A — кислое
- С — целлюлозное
- R — рутиловое
- RR — толстое рутиловое
- RC — рутилово-целлюлозное
- RA — рутилово-кислое
- RB — рутиловое основное
- B — основное
Для сваривания легированных и высоколегированных сталей такого разнообразия покрытий электродов нет. Для сваривания нержавеющих сталей (DIN EN 1600) существуют электроды с основным и рутиловым покрытиями. Для сваривания жаропрочных сталей (DIN EN 1599), к этим двум типам добавляются смешанные рутилово-основные типы, которые не имеют специальных обозначений. Электроды для сварки высокопрочных сталей (DIN EN 757) производятся только с основным покрытием.
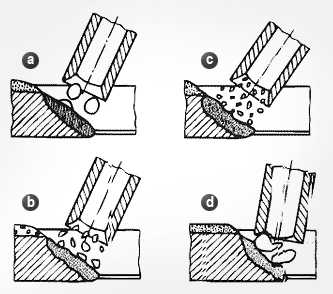 Определяющее воздействие на стабильность электрической дуги, переход материала покрытия при сваривании и вязкость шлака и сварочной ванны имеют толщина и состав покрытия электрода. При этом особое значение имеет величина переносимых в дуге расплавленных капель электрода. На рисунке показан перенос капель при применении покрытий четырех основных типов:
Определяющее воздействие на стабильность электрической дуги, переход материала покрытия при сваривании и вязкость шлака и сварочной ванны имеют толщина и состав покрытия электрода. При этом особое значение имеет величина переносимых в дуге расплавленных капель электрода. На рисунке показан перенос капель при применении покрытий четырех основных типов:
a целлюлозный тип. Электроды с таким покрытием с успехом применяются при вертикальной сварке сверху вниз, благодаря отсутствию опережающего выделения шлака.
b рутиловый тип. По большей части он состоит из диоксида титана в форме минерального рутила или ильменита. Также, рутиловые электроды могут состоять из искусственного диоксида титана. Переход материала электрода происходит в виде мелких и средних капель. Расплавление происходит спокойно, с довольно небольшим количеством брызг. Рисунок шва получается очень тонким, шлак хорошо удаляется. Рутиловые электроды с большим содержанием минерального рутила отличаются легкостью повторного зажигания.
В группу рутиловых электродов вместе с чисто рутиловыми типами, входят смешанные рутиловые сварочные электроды. В рутилово-целлюлозном типе часть рутила заменена целлюлозой, которая при сварке сгорает, благодаря чему образуется меньше шлака. Такое свойство электрода хорошо подходит для сваривания вертикальных швов. Это относится и к рутилово-основному покрытию, которое несколько тоньше RR-покрытия.
c кислый тип. Такое покрытие в основном состоит из железной и марганцевой руды и выделяет в атмосферу дуги большие объемы кислорода. Благодаря проникновению в металл сварочного шва, кислород уменьшает его поверхностное натяжение. Перенос метериала происходит в форме мелких капель и возникает жидкий метал. Из-за этого такой тип электродов не может применяться в стесненных условиях. Недостатком чисто кислотного вида электрода является очень высокая температура дуги — скорость сварки увеличивается, но и повышается вероятность появления подрезов.
d основной тип. Большая доля покрытия состоит из основных оксидов кальция и магния. К ним добавляют плавиковый шпат, который служит разбавителем шлака. Однако, в больших долях плавиковый шпат ухудшает сварные качества при использовании переменного тока и не подходит при сваривании с переменным синусоидальным током. Существуют смешанные типы такого рода покрытий с уменьшенным содержанием шпата. Их можно использовать при переменном токе.
Перенос материала происходит в форме средних и крупных капель. Проявляется вязкотекучесть сварочной ванны, вследствии чего получаются более выпуклые и грубые наплавленные валики. Возможно использование электрода для сварки в любых положениях.
Покрытия основного типа хорошо впитывают влагу, поэтому хранить их следует в сухих помещениях и перед сваркой влажные электроды необходимо просушить. Однако, при работе сухими электродами металл сварочного шва характеризуется низким содержанием кислорода.
Существуют также типы электродов с повышенным выводом – более 160% (у электродов с нормальным выводом эта цифра составляет не более 105%). Такие электроды именуются высокопроизводительными электродами с железным порошком в покрытии. Высокая производительность достигается благодаря наносимому поверх покрытия железному порошку.
Благодаря своим высокопроизводительным качествам, использование таких электродов в большинстве случаев более экономично, чем использование номальных электродов. Однако область их применения обычно ограничена горизонтальными и вертикальными позициями.
Адрес предприятия и склада:
Москва, 1-й Иртышский пр, 4
смотреть на карте
Многоканальный телефон:
8 495 925-00-25
обратная связь
Сварочным электродом называют стержень из металла или другого материала, проводящего электричество. Он предназначен для того, чтобы проводить ток к свариваемому изделию. На сегодняшний день их существует множество разнообразных видов. Большая часть, представленная на рынке необходима для ручной дуговой сварки.
Существует два вида сварочных электродов: плавящиеся и неплавящиеся. Вторые производят из тугоплавкого материала (вольфрам). Поддающиеся плавке производятся из сварочной проволоки. На металлический стержень наносится специальное покрытие, защищающее от атмосферного давления.
Отличия сварочных электродов
Электроды имеют много отличий в зависимости от марки, и подвида к которому они принадлежат. Данный инструмент применим для сварки сталей с содержанием углерода до 1/4 процента. Еще они применяются при сварке низколегированной стали. Разница между электродами видна по многим параметрам, например по склонности к порообразованию, по тому как расположен шов сварки или по тому, чем покрыта его поверхность: основные, целлюлозные и т. д.
В данной статье рассмотрим особенности и возможные отличия рутиловых электродов МР и стержней с основным покрытием -УОНИ.
Электроды МР
Данный вид оборудования используют во время соединения углеродистых сталей. Например МР-3 часто применяют если необходимо произвести монтажные работы ответственной конструкции. Электроды мр отличаются от УОНИ тем, что при их помощи можно производить сварку в условиях высокой влажности. Продаются сварке даже ржавые и мало очищенные металлы. Возможна сварка удлиненной дугой.
Самая популярная марка данного вида – это электроды МР-3. С ними возможно производить монтаж ответственных сооружений, так как они гарантируют получение очень надежного шва. Возможно их использование при работе с соединениями из стали с содержанием углерода и низколегированной сталью. Есть возможность работы с любым током, имеющим обратную полярность. Сварка может производится в любом положении, исключающим вертикальное.
Область, в которой чаще всего использовуются МР – электроды – произведение сварки трубопроводов, подающих горячую воду или пар, а также труб, проводящих масло и мазут. Электродами этой группы можно производить сварку, которую обеспечивают обычные бытовые источники сварочного тока.
Электроды УОНИ
Этот вид сварочного оборудования используются в тех обстоятельствах, когда свариваемая конструкция должна быть максимально противоударной. Ими производят монтаж очень ответственных сооружений, так как при их использовании сварные швы отличаются высоким качеством и пластичностью.
Одно из главных преимуществ УОНИ то, что сварные швы, получаемые в процессе работы способны выдерживать очень низкие температуры (вплоть до -40).
Сварочная работа может вестись в различных положениях. Все представители данного вида отличаются присутствием основного покрытия. Наиболее часто используемые – УОНИ 13/45 и УОНИ 13/55.
УОНИ 13/55 применимы при монтажных работах с конструкциями от которых требуется переносимость высоких динамических нагрузок. Также их применяют для получения швов, устойчивых к низким температурам. УОНИ 13/55 можно сваривать между собой металлы большой толщины. Их применение возможно в строительстве судов и монтаже цистерн и сосудов, находящихся под высоким давлением.
УОНИ 13/45 используют для работы в холоде. При работе с ними необходимо учитывать, что поверхности для сварки должны быть очень хорошо подготовлены: очищены от масел и других загрязнений.
Чем отличаются электроды УОНИ от МР
Можно выделить главные отличия перечисленных видов:
| Тип электрода | МР-3 | УОНИ |
| Тип покрытия | Рутиловое | Основное |
| Род и полярность тока | Переменный и постоянный ток любой полярности | Постоянный обратной полярности |
| Перед проведением сварочных работ не обязательно очищать поверхности | Очистка поверхностей обязательна | |
| Могут работать во влажных условиях | Покрытие чувствительно к увлажнению |
Таким образом, видно отличие электродов УОНИ от МР. Каждый из данных видов индивидуален и подходит для определенных работ. Какой же выбрать: уони или МР3 решать только Вам, в зависимости от Ваших потребностей и целей.
«>
vi-pole.ru
Особенности сварочных электродов с рутиловым покрытием
Сварка — это сложный процесс, в котором задействовано большое количество химических элементов. Соединение металлов выполняется сварочными электродами, выступающими в роли расходных материалов. Разные виды электродов применяются для разных работ и типов металла.

Надежность и прочность шва сильно зависит от покрытия электродов. Оно выполняет защитные функции, оберегая сварочную ванну от воздействия кислорода и других элементов, содержащихся в воздухе. Компоненты, содержащиеся в обмазке электродов, влияют также на свойства наплавленного металла.
Существует несколько видов покрытия. Мы познакомимся с особенностями рутиловых электродов.
Содержание статьи:
Состав и характеристики электродов с рутиловым покрытием
Такие изделия соответствуют ГОСТу Э42 и 46. Металл соединения, полученный стержнями Э42, будет иметь такие технические параметры:
- прочность: 410 МПа;
- удлинение: 22%;
- вязкость: 80 Дж/кв. см.
Шов, выполненный электродами Э46 имеет следующие показатели:
- прочность: 450 МПа;
- удлинение: 20%;
- вязкость: 147 Дж/кв. см.
Основу рутиловых стержней представляет проволока с низким содержанием углерода — СВ-08/08А. Поверх нее наносится обмазка. В маркировке рутиловое покрытие обозначает буквой “Р”.
Изготовители могут делать разные составы покрытий, но в целом он выглядит так:
- концентрат рутила — 48%;
- полевой шпат — 20%;
- ферромарганец — 15%;
- магнезит — 15%;
- декстрин — 2%.
Производители могут менять состав, модифицируя и улучшая его в соответствии с необходимыми техническими характеристиками.
Давайте рассмотрим несколько марок с рутиловым покрытием.
Эсаб ОК 46.00
Это изделия шведского концерна Esab, заводы которого есть и в нашей стране. Они имеют такие свойства:
- Не требуют предварительной подготовки. Даже сырые прутки можно прокалить при t около 80°С и они будут готовы к работе;
- Электродами можно работать даже по влажным поверхностям;
- Для стабильного горения дуги подойдет даже небольшой ток;
- При помощи расходников можно сделать прочный и равномерный шов, обладающий большим сопротивлением к нагрузкам.
Омниа 46
Выпускаются американским Линкольн Электрик, производящим сварочную продукцию с 1927 г. Продукция имеет небольшую цену и подходит новичкам. Дуга остается стабильной даже при большом удлинении.
При работе электродами, образуется немного искр, а шов выходит прочным и надежным. Стержни можно применять для сварки ответственных конструкций.

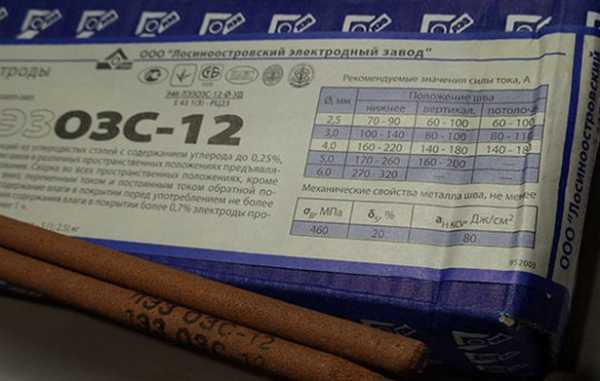
ОЗС-12
Эти электроды имеют сертификат НАКС, дающий возможность использовать их на объектах повышенной опасности. Среди отличий марки, можно выделить следующее:
- шов формируется легко и ровно, что полезно для новичков;
- после остывания на соединении остается шлаковая корка, которую можно легко отбить.
Несмотря на то, что прочие рутиловые электроды нечувствительны к влаге, данная марка требует предварительной прокалки при 150°С и особых условий хранения.
МР-3
Это самые распространенные рутиловые электроды на рынке. Они выпускаются под брендом Ресанта. Вот какие преимущества они имеют:
- легкое зажигание дуги;
- формирование ровного и прочного шва;
- возможность работы с разным током.
Перед применением нужно провести прокалку стержней при температуре около 160°С в течение часа.

Подробнее об этих и других электродах можно узнать в этом видео:
Преимущества и недостатки рутиловых электродов
Относительно прочих покрытий, рутиловое имеет несколько преимуществ:
- Шов обладает высокой стойкостью. В металле не образуется холодных или горячих трещин.
- В отличие от кислого покрытия, дуга горит одинаково на постоянном и переменном токе.
- Обработка коротких соединений гораздо проще, чем при работе электродами с основным покрытием, которые сложно зажечь повторно. Рутил позволяет легко зажигать дугу, без необходимости счищать нагар с конца стержня.
- Для работы не обязательно подготавливать поверхность.
Среди недостатков рутилового покрытия нужно отметить:
- Электроды подходят не для всех материалов. К примеру, их нельзя использовать для сварки сталей с большим содержанием углерода.
- Свойства стержней сильно ухудшаются при увеличении силы тока, за которым нужно постоянно следить.
- Электроды нужно все время готовить к работе, выполняя просушку.
Применение электродов
Рутиловое покрытие считается одним из самых практичных. Электроды такого типа применяются для большого круга работ. Вот в каких сферах они могут использоваться:
- Соединение конструкций и изделий с низким содержанием углерода. Состав покрытия предназначен для работы с черными металлами. Шов получается ровным и без трещин.
- Сборка трубопроводных конструкций. Электроды применяют при сварке труб для жидкостей. Для работы можно не дожидаться полной осушки поверхностей.
- Сварка и ремонт деталей, стирающихся со временем. Такие стержни могут применяться для наплавки.
Заключение
Сварочные электроды с рутиловым покрытием могут применяться для различных работ. Благодаря их технологическим свойствам, удается получить качественное и прочное соединение, которое будет служить в течение долгого времени.
Отличительными особенностями рутиловых электродов является высокая стабильность дуги и комфортная работа, что делает их доступными к использованию даже неопытными сварщиками.
instrument-blog.ru
Рутиловые электроды – состав, характеристики, область применения
Покрытием сварочного электрода называется специальная обмазка, нанесенная на металлический стрежень. В зависимости от химического состава этой смеси производятся разновидности электродов, предназначенных для определенных целей.
Рутиловые электроды, речь о которых пойдет в данной статье, можно считать “любимыми” в среде сварщиков, давайте выясним почему.
Общие понятия, состав и характеристики
Прежде всего стоит разобраться с названием покрытия. Рутил — это природный минерал на основе диоксида титана ( TiO2). В покрытии электродов этой разновидности используют также другие компоненты, конечный состав которого определяется в следующих пропорциях:
- рутил — 45-48%;
- декстрин — 3%;
- полевой шпат — 25%;
- магнезит — 10%;
- ферромарганец — 15%.
Химический состав обмазки наносится на низколегированную сварочную проволоку марок СВ-08 или СВ-08А. Сталь спокойная, при затвердевании не дает горячих трещин и излишних напряжений в сварочном шве.
Буква “Р” в маркировке электрода АНО-21
В маркировке электродов данной группы проставляется литера «Р», обозначающая рутиловое покрытие. Иногда, для создания большей производительности, вводят дополнительные элементы в виде целлюлозы, покрытие называетя рутилово-целлюлозным ( обозначается RC). Встречаются комбинации с кислым или основным покрытиями ( RA и RB соответветственно).
Рутил дает кислый шлак, обеспечивая газовую защиту из окислов азота, водорода и углерода.
Область применения
Электроды с рутиловым покрытием используются для низкоуглеродистых сталей в любых пространственных положениях. Важно отметить прекрасные сварочные качества как на переменном, так и на постоянном токе.
Ввиду того, что основой служит низкоуглеродистая сталь, сварка высоколегированных и коррозионно-стойких сталей будет недопустима. Углеродистые же и конструкционные материалы свариваются прекрасно, показывая хорошие результаты.
Достоинства
Можно выделить следующие положительные моменты использования:
- Шов получается стойким к трещинам, в отличии от электродов с кислым покрытием, дают стабильное и сильное горение сварочной дуги на переменном токе;
- Металл шва имеет достаточно высокие прочностные и пластические свойства по своему качеству занимает промежуточное положение между металлом швов, полученных электродами с кислым и основным покрытием.
Легкий поджиг дуги и ее повторное зажигание в случае обрыва. Актуально на участках с короткими швами; - Вести сварку можно на неподготовленных поверхностях, не восприимчивы к ржавчине, влаге, окислениям;
- Хорошая отделяемость шлака при сварке;
- Низкое содержание ферромарганца дает меньше дыма и пыли, улучшая санитарно-гигиенические условия.
Слабые стороны
- Узкий диапазон свариваемых сталей ввиду особенностей используемой проволоки СВ-08;
- При увлажнении требуется просушка и прокалка. Использовать прокаленные электроды можно только на следующие сутки.
- Требуется строгое соблюдение рекомендуемых значений тока. При увеличении наблюдается повышенное разбрызгивание металла, ухудшается качество сварочного шва.
Марки рутиловых электродов
Среди популярных марок, применяемых в быту, можно отметить следующие:
Выводы
Рутиловые электроды по праву можно считать универсальными для применения в домашних условиях. Их замечательные свойства, описанные выше, позволяют работать с ними даже начинающим сварщикам без особых усилий. Варить можно различные конструкции, не испытывающие особые нагрузки.
Важно подбирать правильные режимы сварки, а также знать технику выполнения сварочных швов в различных пространственных положениях.
svarkagid.ru
Сварочные электроды с рутиловым покрытием:марки,обозначение,выбор
При выборе электродов под определенные виды заготовок, очень важно ориентироваться не только на то, какие виды сварочной проволоки входят в их состав, но и каким покрытием они обладают. Электроды с рутиловым покрытием являются лишь одним из типов, которые встречаются в сварочном деле, но это один из самых распространенных вариантов. Главной особенностью данного типа является то, что он на половину состоит из рутилового концентрата. Благодаря этому, металл шва получается похожим по свойствам на спокойную и полуспокойную сталь. Если сравнивать с кислым покрытием электродов, то в данном случае намного меньше вероятность образования трещин, поэтому, швы получаются более качественными.

Рутиловые электроды для сварки
В составе встречаются карбонаты, алюмосиликаты и рутил. Чем больше карбонатов в составе данного покрытия, тем меньше кремния и кислорода будет в готовом шве. Данное покрытие электродов для сварки добавляет наплавленному металлу ударной вязкости, так как повышается щелочность шлака. В свою очередь это повышает защиту от образования горячих трещин. Перед использованием материалов с такой обмазкой их требуется просушивать при температуре в 200 градусов не более 1 часа. Если превысить температуру или время, то во время сварки могут появляться поры.

Электроды с рутиловым покрытием
Электроды с рутиловым покрытием обладают очень важным преимуществом, так как они могут сохранять высокое качество сваривания, даже если на поверхности основного металла есть ржавчина или окалина, если во время процесса соединения меняется длина дуги или присутствуют прочие неблагоприятные условия. При этом электроды хорошо зажигаются, как в первый, так и в последующие разы. Дуга горит стабильно и не прерывается при резких движениях. Она одинаково хорошо проявляет себя как при постоянном, так и при переменном токе. Обмазка обеспечивает плотность горения, так что металл практически не разбрызгивается. Это дает дополнительные преимущества во время сваривания в вертикальном и потолочном положении. Чтобы уменьшить количество углерода в покрытии добавляют железный порошок, что также минимизирует количество образующихся трещин. Данные материалы широко применяются там, где нужна работа с низколегированными и малоуглеродистыми сталями. Не рекомендуется использовать данную разновидность при условиях с повышенными температурами.

Сварочные электроды с рутиловым покрытием
Преимущества
- Электроды с рутиловым покрытием обеспечивают надежную защиту от негативного влияния внешних факторов, поддерживая при этом высокое качество шва;
- Обмазка дает стабильное горение дуги;
- Возможно использовать во всех положениях;
- При выполнении всех условий предварительной подготовки, снижает риск образования трещин и пор;
- Увеличивает ударную вязкость металла.
Недостатки
- Требуется проводить дополнительную подготовку в виде просушки и прокалки при точном соблюдении режимов;
- Имеет относительно низкий диапазон взаимодействия с металлами, так как используется для малоуглеродистой и низколегированной стали;
- Требуется придерживаться точных режимов, так как при повышении тока выше номинального резко ухудшаются свойства электрода;
- После прокалки можно пользоваться только по прошествии суток.
Физико-химический состав
Электроды с рутиловым покрытием могут иметь некоторые отличия в своем составе. Но в целом можно определить среднестатистический состав, который встречается в большинстве случаев. Как правило, в него входит:
- Рутил – 48%;
- Полевой шпат – 30%;
- Ферромарганец – 15%;
- Магнезит – 15%;
- Декстрин – 2%.
Масса покрытия зачастую в два раза меньше, чем масса стержня электрода.
Технические характеристики
Сварочные электроды с рутиловым покрытием обладают не только теми свойствами, которые дает покрытие, но теми, что дает металлический стержень внутри них. На примере технических характеристик АНО-21, которые имеют такую же обмазку, можно примерно понять, какими свойствами обладают другие разновидности.
| Темпера тура испытаний, градусы Цельсия | Сопротивление разрыву временное, Н/мм2 | Удлинение относительное, % | Вязкость ударная, Дж/см2 | Угол загиба соединения, градусы Цельсия | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 450 | 18 | 78 | 150 | – 20 |
| Производительность наплавки, г/мин | Относительный выход металла на шве, % | Расход электродов на 1 кг шва, кг | ||
| 14 | 95 | 1,65 | ||
Марки электродов с рутиловым покрытием
Практически электроды с рутиловым покрытием, марки которых представлены ниже предназначаются для сварки металлов с низким содержанием углерода. А также с минимальным присутствием легирующих элементов. Иными словами, это самые простые расходные материалы, но тем не менее, достаточно распространенные. К ним можно причислить такие электроды как:
- МР-3;
- АНО;
- ЗРС-1;
- ЗРС-2;
- ОЗС-4;
- ОЗС-6.
Обозначение и маркировка
Обозначение рутилового покрытия в маркировке электродов осуществляется при помощи буквы «Р». На последних позициях указывается, какой обмазкой обладает та или иная разновидность расходного материала. Если рассмотреть полную маркировку модели Э46–АНО–21d–УД, 9466–75. Е 432 (3) – Р 1, то здесь видно, что присутствует «Р» и данная марка относится к материалам с рутиловым покрытием. Марки рутиловых электродов могут иметь еще двойное обозначение. К примеру, Э46–ЛЭЗАНО–21d–УД Е 43 1(3) – РЦ13. Здесь видно, что присутствует еще и целлюлозное покрытие. Таким образом, здесь сочетаются свойства двух разновидностей.

Маркировка сварочных электродов
Выбор
Сварка рутиловыми электродами проходит достаточно просто и без лишних проблем, поэтому выбор мастеров так часто падает именно на них. При выборе нужно обращать внимание не только на покрытие, но и на состав стержня. В идеальных условиях он должен полностью совпадать с тем металлом, с которым сваривается. Большинство марок образуют наплавленный металл схожий по составу с конструкционной сталью. Следующим пунктом выбора является толщина. Данный пункт оказывается достаточно важным, так как не все марки имеют в своем ассортименте тонкие электроды, тоньше 2 мм. Это может оказаться проблемой в некоторых случаях. Толщина электрода подбирается относительно основного металла и должна быть равной ей или превышать ее максимум на 1 мм.
Важно!Иногда для достижения тех свойств, которые невозможно получить выбранной маркой, можно использовать правильно подобранный флюс, который зачастую решает возникшую проблему.
Основные режимы и нюансы применения
Каждая марка электродов с рутиловым покрытием обладает своими параметрами, но все они зависят от толщины диаметра. Таким образом, на данном примере можно рассмотреть основной принцип:
Величина диаметра, мм | Сила тока в нижнем положении, А | Сила тока в вертикальном положении, А | Сила тока в потолочном положении, А |
2 | 50…90 | 50…70 | 70…90 |
2,5 | 60…110 | 60…90 | 80…100 |
3 | 90…140 | 80…100 | 100…130 |
Одним из главных нюансов использования материалов такого типа состоит в предварительной подготовке. Здесь нужна точность, иначе можно испортить электроды. Их требуется просушить при температуре около 200 градусов Цельсия в течение одного часа. Затем нужно выждать сутки и только после этого можно применять по прямому назначению.
svarkaipayka.ru