1е61м токарный станок обзор
Содержание
1Е61 Станок токарно-винторезный повышенной точности
Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1Е61
Производитель токарно-винторезного станка повышенной точности 1Е61 — Ульяновский машиностроительный завод им. Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления.
Завод выпускал универсальные токарно-винторезные станки моделей: ТВ-01, ТВ-01М, 1Е61, 1Е61М, 1Е61МТ, 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ, УТ16ВМ, УТ16ПМ, УТ16ВМТ, УТ16ПМТ, УТ-320.
Станки, выпускаемые Ульяновским машиностроительным заводом им. Володарского
1Е61 Назначение и область применения токарно-винторезного станка
Токарные станки моделей 1Е61 созданы на базе станка ТВ-01 и относятся к классу легких токарных станков. Начало серийного выпуска станка 1е61 — 1955 год.
Начало серийного выпуска станка 1е61 — 1955 год.
Станок токарно-винторезный модели 1Е61 является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка — П.
Гладкие цилиндрические поверхности обтачивают при закреплении заготовок в трехкулачковом патроне проходным резцом.
Растачивание цилиндрических поверхностей — это обработка резанием предварительно просверленного или необработанного отверстия расточным резцом.
Подрезание, протачивание канавок и отрезание выполняются с целью придания заготовке определенной Формы, размера и шероховатости.
Наружные канавки протачивают прорезными резцами. Отрезку осуществляют отрезными резцами.
Обработку наружных конических поверхностей в зависимости от длины конусной части и угла уклона конической поверхности можно обтачивать широким резцом, поворотом салазок верхнего продольного суппорта, поперечным смещением корпуса задней бабки при помощи копировально-конусной линейки.
Обработка отверстий. На токарном станке можно сверлить, а также обрабатывать отверстия (рассверливать, развертывать, зенкеровать, выполнять цилиндрическое и коническое растачивания).
Описание конструкции токарно-винторезного станка 1Е61
Привод станка 1Е61 осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клиноременной передачей движение передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты — на шпиндель.
Нарезание резьб повышенной точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок 1Е61 также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.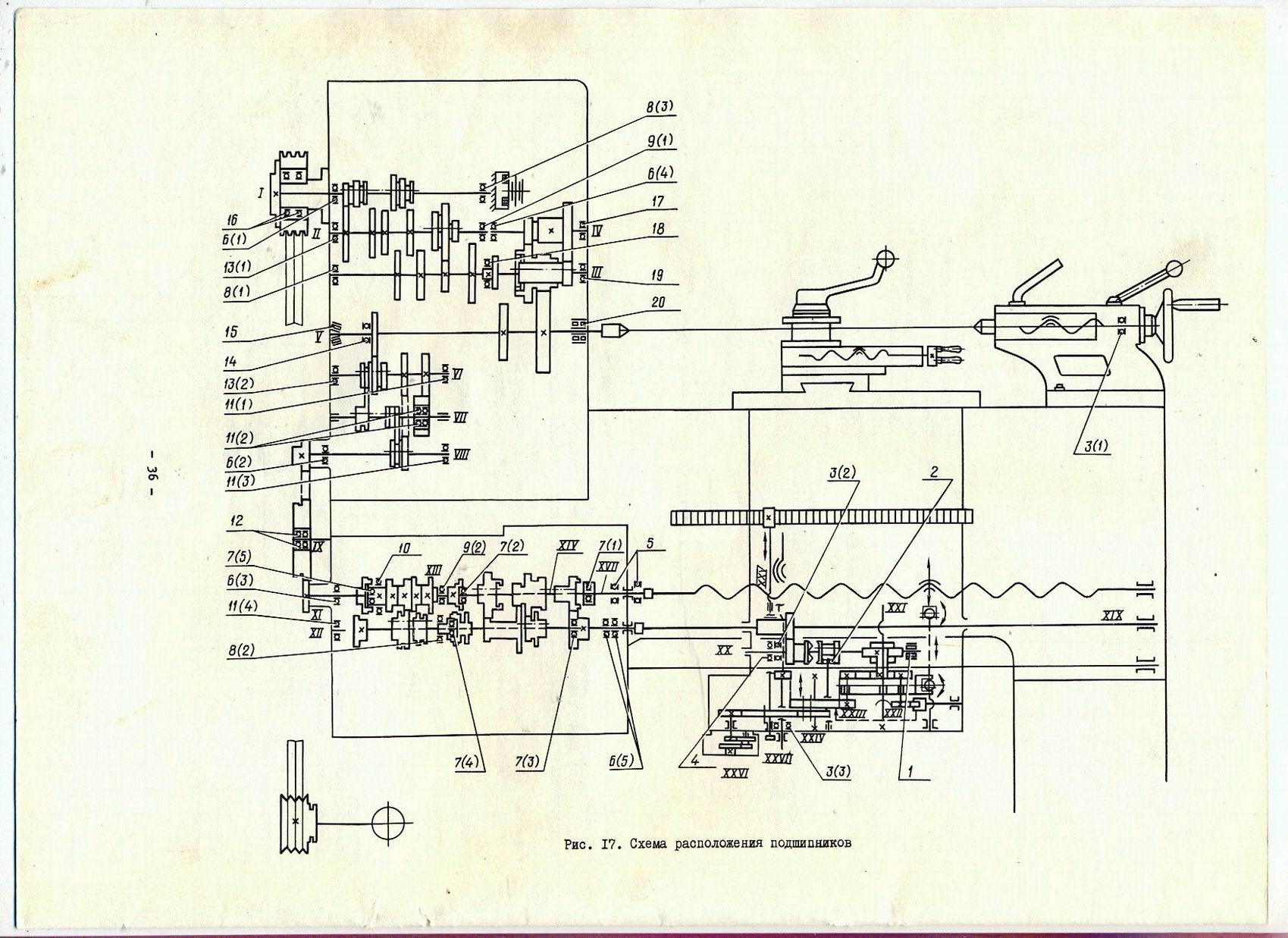
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка — электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Применяемый на станке 1Е61 электродвигатель с повышенным скольжением обеспечивает повышение частоты реверсирования при нарезании резьб.
Производственные возможности станка значительно расширяются с помощью ряда дополнительных принадлежностей, прилагаемых к станку по особому заказу за отдельную плату.
Станок 1Е61 обеспечивает высокую точность при соблюдении следующих пунктов:
- Не допускать установку станка вблизи машин ударного действия и машин, вызывающих внешние вибрации.
- Станок должен быть установлен в чистом светлом помещении, но в то же время его следует предохранять от прямого солнечного света.
- Не допускать установку станка вблизи приборов отопления.
- Температура в помещении должна поддерживаться в пределах 18—20° С.
Модификации токарно-винторезного станка Ульяновского машиностроительного завода им.
 Володарского
ВолодарскогоБ/с главный привод — бесступенчатый привод шпинделя на двигателе постоянного тока или тиристорном преобразавателе частоты.
Габариты рабочего пространства и присоединительные базы токарно-винторезного станка 1Е61
Габариты рабочего пространства токарного станка 1е61
1Е61 Общий вид универсального токарно-винторезного станка модели
Фото токарно-винторезного станка 1Е61
Фото токарно-винторезного станка 1е61
Фото токарно-винторезного станка 1е61
1Е61 Расположение органов управления станком
Расположение органов управления станком 1е61
Перечень органов управления токарным станком 1Е61
- Включение масляного электронасоса и соединение с внешней электросетью
- Включение эмульсионного электронасоса
- Упор для пуска, останова и реверсирования шпинделя
- Упор для пуска, останова и реверсирования шпинделя
- Переключение чисел оборотов шпинделя
- Включение перебора передней бабки
- Трензель и механизм восьмикратного увеличения шагов резьб
- Переключение шестерен конуса Нортона
- Включение метрических и модульных, дюймовых и питчевых или точных резьб
- Множительный механизм подач или шагов резьб
- Включение ходового винта или ходового валика
- Маховичок для ручного продольного перемещения каретки
- Перемещение поперечного суппорта
- Перемещение верхних салазок суппорта
- Крепление резцедержательной головки
- Включение продольных или поперечных подач
- Включение гайки ходового винта
- Включение и выключение падающего червяка
- Крепление каретки суппорта к станине
- Крепление задней бабки к станине
- Перемещение пиноли задней бабки
- Крепление пиноли задней бабки
- Поперечное смещение корпуса задней бабки
- Упор автоматического выключения продольной подачи
- Упор автоматического выключения поперечной подачи
- Жесткая фиксация маточной гайки ходового винта
- Включение местного освещения
Основные узлы токарного станка и их назначение
Источником движений в станке является электродвигатель, который через коробку скоростей (редуктор) передает вращение на шпиндель, а от шпинделя через гитару сменных зубчатых колес и коробку подач вращение передается на ходовой винт м (при нарезке резьбы) или на ходовой вал Н (при других токарных операциях).
Торможение шпинделя осуществляется противотоком.
Короткие заготовки закрепляются в кулачковом патроне, а правый конец длинной заготовки поддерживается центром, расположенным в пиноли задней бабки.
Задняя бабка используется также для закрепления и подачи сверла и другого осевого инструмента.
Суппорт служит для осуществления перемещений закрепленного в резцедержателе резца в продольном и поперечном направлениях.
Механизм фартука преобразует вращательное движение ходового вала или ходового винта в поступательное движение суппорта.
1Е61 Кинематическая схема токарно-винторезного станка
Кинематическая схема токарно-винторезного станка 1е61
Схема расположения родшипников токарного станка 1е61
1Е61 Расположение рукояток управления коробкой передач. Таблица резьб токарно-винторезного станка
Расположение рукояток управления коробкой передач. Таблица резьб токарно-винторезного станка 1Е61
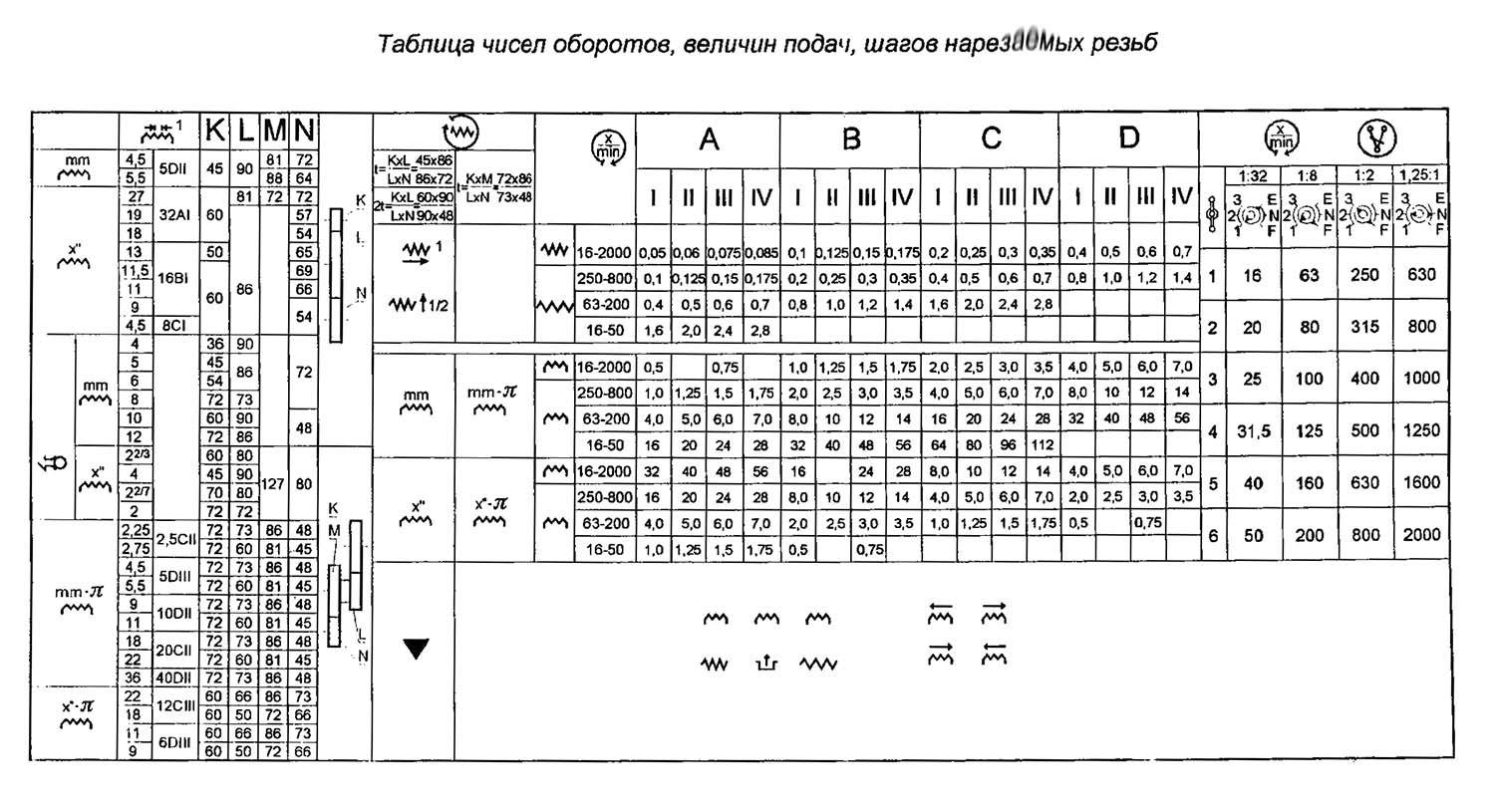
Таблица резьб токарно-винторезного станка 1Е61
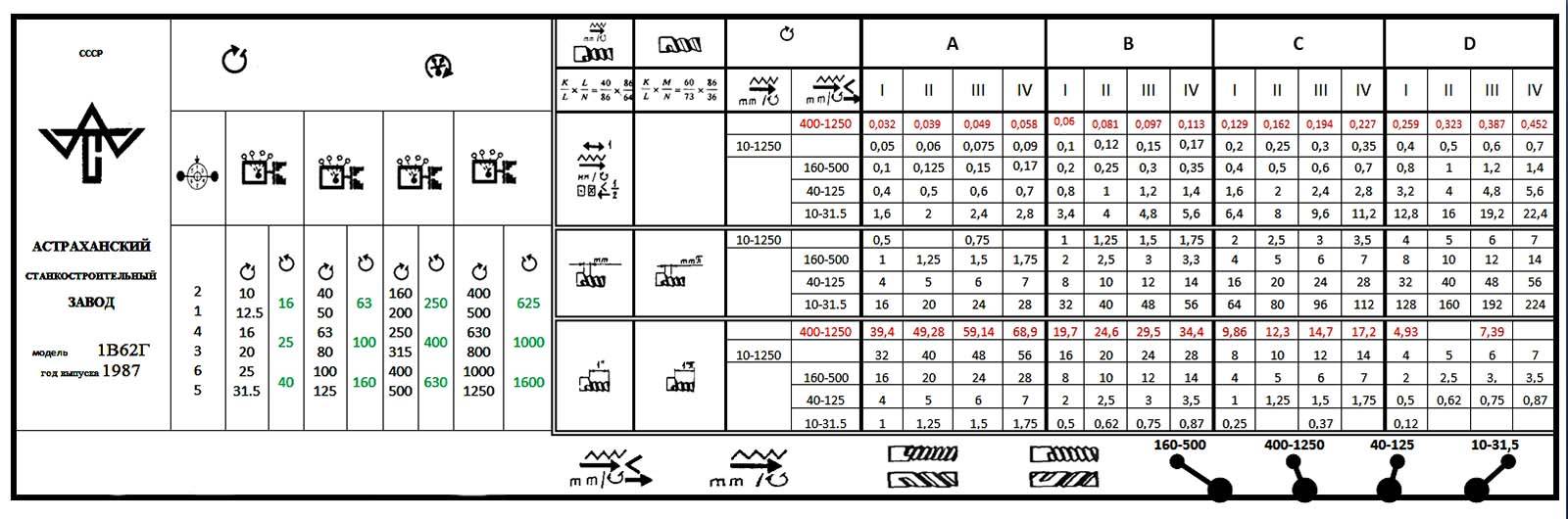
Таблица подач токарно-винторезного станка 1Е61
Таблица подач токарно-винторезного станка 1Е61
Электрооборудование станка
Электрическая схема токарно-винторезного станка 1Е61
1Е61 Станок токарно-винторезный повышенной точности. Видеоролик.
Основные технические характеристики токарного станка 1Е61
| Наименование параметра | 1Е61 | 1Е61М | 1Е61МТ | 1Е61ПМ | УТ61ПМ |
|---|---|---|---|---|---|
| Основные параметры станка | |||||
| Класс точности по ГОСТ 8-82 | П | П | П | П | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 | 320 | 320 | 320 | 320 |
| Высота центров, мм | 170 | 170 | 170 | 175 | 175 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 188 | 188 | 188 | 170 | 170 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 750 | 710 | 710 | 710 | 750 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 192 | 185 | 185 | 175 | 175 |
| Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 170 | 170 | 170 | 175 | 175 |
| Шпиндель | |||||
| Диаметр отверстия в шпинделе, мм | 32,5 | 32,5 | 32,5 | 30 | 32 |
| Диаметр прутка проходящего через отверстие в шпинделе, мм | 32 | 32 | 32 | 25 | |
| Частота вращения шпинделя, об/мин | 33.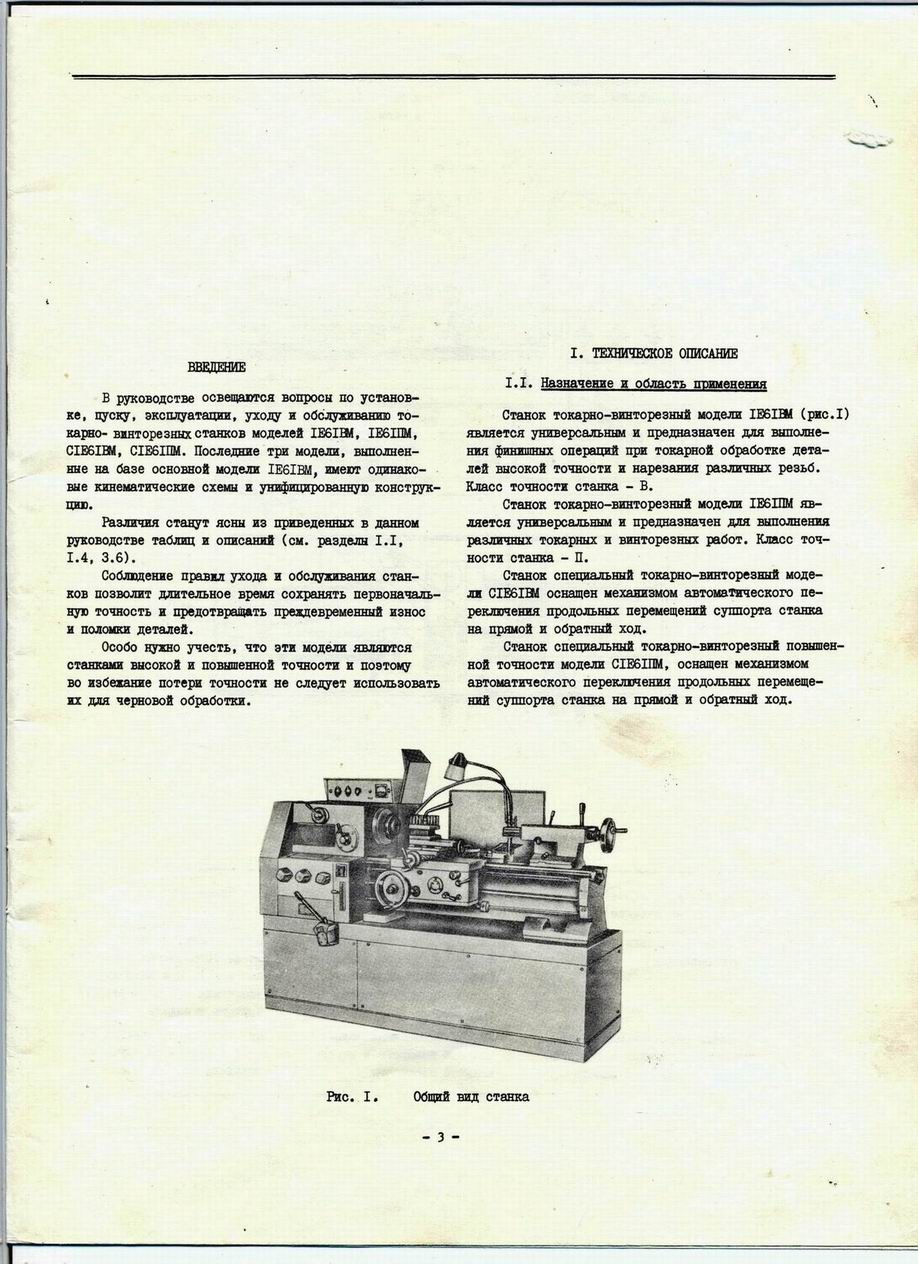 .1500 .1500 | 35..1600 | 35..1600 | 35,5..1800 | 40..2000 |
| Количество прямых и обратных скоростей шпинделя | 12 | 12 | 12 | 18 | 18 |
| Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12595-72 | М86 х 6 | М86 х 6 | М86 х 6 | 5К | 5К |
| Торможение шпинделя | есть | есть | есть | есть | есть |
| Блокировка шпинделя | есть | есть | есть | есть | есть |
| Защита от перегрузок шпинделя | есть | есть | есть | есть | есть |
| Суппорт. Подачи | |||||
| Наибольшая длина хода суппорта (каретки) — продольное перемещение от руки, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшая длина хода суппорта (каретки) — продольное перемещение по валику, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшая длина хода суппорта (каретки) — продольное перемещение по винту, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшее поперечное перемещение суппорта от руки, мм | 250 | 200 | 200 | 230 | 230 |
| Наибольшее поперечное перемещение суппорта по валику, мм | 250 | 200 | 200 | 230 | 230 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,2 | 0,2 | 0,2 | 0,1 | 0,1 |
| Продольное перемещение суппорта на один оборот лимба, мм | 28 | 28 | 28 | 24 | |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 6 | 3 | 3 | 5 | |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 130 | 140 | 140 | 140 | 140 |
| Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 |
| Перемещение верхнего суппорта на один оборот лимба, мм | 3 | 3 | 3 | 3 | 3 |
| Количество подач продольных/ поперечных суппорта | 21 | 21 | 40 | ||
| Пределы подач продольных, мм | 0,04.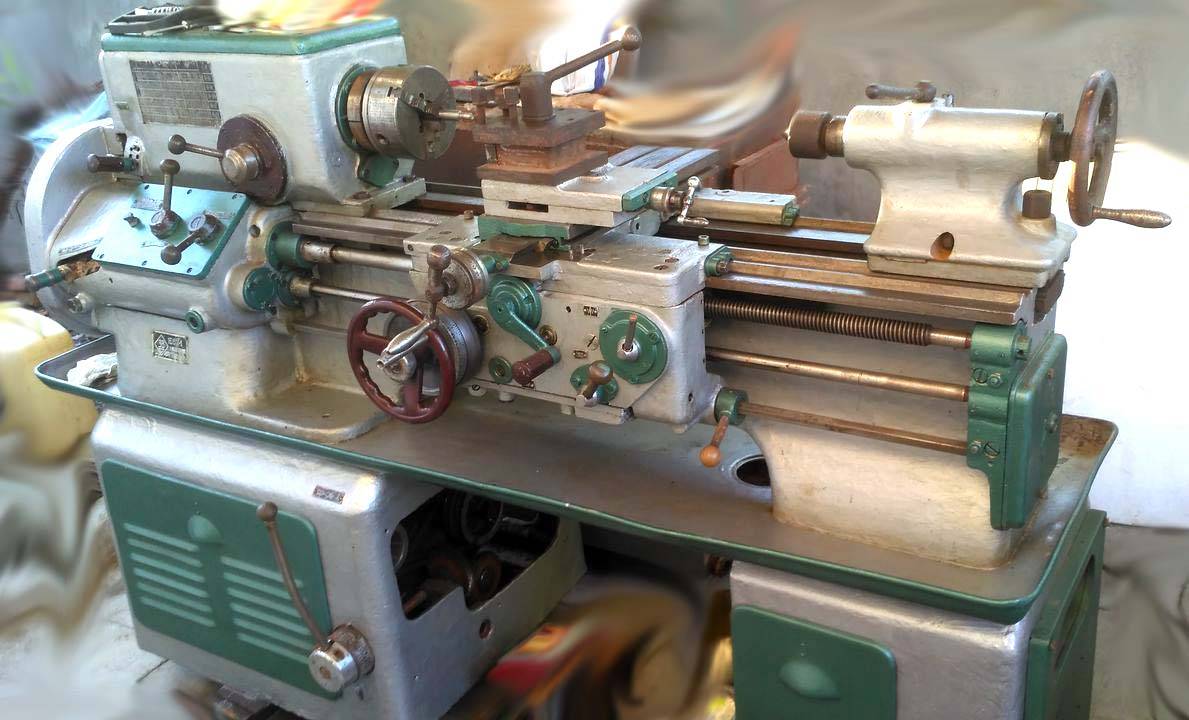 .6 .6 | 0,04..1,99 | 0,04..6 | 0,018..1,1 | 0,018..1,1 |
| Пределы подач поперечных, мм | 0,025..3,75 | 0,025..1,24 | 0,012..1,87 | 0,01..0,625 | 0,01..0,625 |
| Количество нарезаемых резьб метрических, мм | 22 | 22 | 35 | ||
| Количество нарезаемых резьб модульных, мм | 19 | 19 | 31 | ||
| Количество нарезаемых резьб дюймовых, мм | 15 | 15 | 26 | ||
| Пределы шагов метрических резьб нормальной точности, мм | 0,2..30 | 0,2..30 | 0,2..30 | 0,1..56 | 0,1..56 |
| Пределы шагов метрических резьб повышенной точности, мм | 0,35..12 | 0,35..12 | |||
| Пределы шагов модульных резьб нормальной точности, модуль | 1..7,5 | 1..7,5 | 1..7,5 | 0,1..28 | 0,1..28 |
| Пределы шагов модульных резьб повышенной точности, ниток/дюйм | 0,5. .5 .5 | 0,3..6 | |||
| Пределы шагов дюймовых резьб нормальной точности, ниток/дюйм | 1,2..30 | 4,0..30 | 4,0..30 | 3,0..30 | 3,0..60 |
| Пределы шагов дюймовых резьб повышенной точности, ниток/дюйм | 3..20 | 3..20 | |||
| Пределы шагов питчевых резьб нормальной точности, питчей | — | 8..60 | 8..60 | ||
| Пределы шагов питчевых резьб повышенной точности, ниток/дюйм | 5..20 | — | |||
| Скорость быстрых перемещений продольных/ поперечных, м/мин | нет | нет | нет | нет | нет |
| Высота резца, устанавливаемого в резцедержателе, мм | 20 х 20 | 20 х 20 | 20 х 20 | 20 х 20 | 20 х 20 |
| Выключающие упоры | есть | есть | есть | есть | есть |
| Задняя бабка | |||||
| Наибольшее перемещение пиноли, мм | 100 | 100 | 100 | 100 | 100 |
| Цена деления лимба задней бабки, мм | 1 | 1 | 0,05 | 0,05 | |
| Центр в пиноли по ГОСТ 12595-72 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Поперечное смещение задней бабки, мм | ±20 | ±5 | ±5 | ±5 | ±5 |
| Диаметр сверла при сверлении стали, мм | 12 | ||||
| Диаметр сверла при сверлении чугуна, мм | 15 | ||||
| Электрооборудование станка | |||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 | 4 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 3,2 (1440) | 4,5 | 4,5 | 2,7/ 4,4 | 3,2/ 5,3 |
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,125 (2700) | 0,125 | 0,125 | 0,12 | 0,12 |
| Мощность электродвигателя насоса смазки, кВт (об/мин) | 0,125 (2700) | 0,125 | 0,125 | 0,08 | 0,09 |
| Мощность электродвигателя вентилятора, кВт | нет | нет | нет | нет | 0,18 |
| Габариты и масса станка | |||||
| Габариты станка (длина ширина высота), мм | 2275 х 950 х 1590 | 2190 х 930 х 1500 | 2191 х 930 х 1500 | 2290 х 1150 х 1365 | 2110 х 1050 х 1395 |
| Масса станка, кг | 1850 | 1650 | 1650 | 1670 | 1810 |
Список литературы:
Связанные ссылки. Дополнительная информация
Дополнительная информация
1Е61ПМ, 1Е61ВМ, С1В61ПМ, С1В61ВМ Паспорт токарно-винторезного станка, 1981, Формат: pdf, Размер: 24,9 Мб, Скачать
Источник
1Е61МТ Станок токарно-винторезный высокой точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 1Е61МТ
Производитель токарно-винторезного станка высокой точности 1Е61МТ Ульяновский машиностроительный завод им. Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления.
Завод выпускал универсальные токарно-винторезные станки моделей: ТВ-01, ТВ-01М, 1Е61, 1Е61М, 1Е61МТ, 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ, УТ16ВМ, УТ16ПМ, УТ16ВМТ, УТ16ПМТ, УТ-320.
Станки, выпускаемые Ульяновским машиностроительным заводом им. Володарского
- 1Е61
— станок токарно-винторезный универсальный повышенной точности Ø 320 х 750 - 1Е61М
— станок токарно-винторезный универсальный повышенной точности Ø 320 х 710 - 1Е61МТ
— станок токарно-винторезный универсальный высокой точности Ø 320 х 710 - 1Е61ПМ, 1Е61ВМ
— станок токарно-винторезный универсальный повышенной точности Ø 320 х 710 - С1Е61ПМ, С1Е61ВМ
— станок токарно-винторезный универсальный повышенной точности специализированный Ø 320 х 710 - УТ16ПМ
— станок токарно-винторезный универсальный повышенной точности Ø 320 х 710
 youtube.com/embed/A-bgUKci71Q?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/A-bgUKci71Q?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>1Е61МТ станок токарно-винторезный высокой точности. Назначение и область применения
Токарные станки моделей 1Е61МТ созданы на базе станка 1Е61М и относятся к классу легких токарных станков.
Станок токарно-винторезный модели 1Е61МТ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка — В.
Описание конструкции токарно-винторезного станка
Привод станка 1Е61МТ осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клиноременной передачей движение передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты — на шпиндель.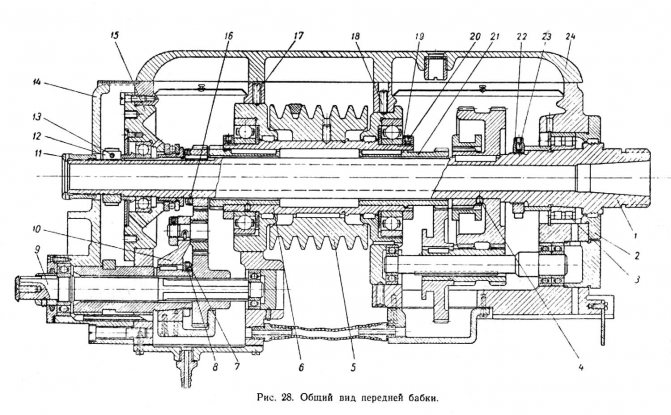
Нарезание резьб высокой точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка — электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Применяемый на станке электродвигатель с повышенным скольжением обеспечивает повышение частоты реверсирования при нарезании резьб.
Производственные возможности станка значительно расширяются с помощью ряда дополнительных принадлежностей, прилагаемых к станку по особому заказу за отдельную плату.
Станок обеспечивает высокую точность при соблюдении следующих пунктов:
- Не допускать установку станка вблизи машин ударного действия и машин, вызывающих внешние вибрации.

- Станок должен быть установлен в чистом светлом помещении, но в то же время его следует предохранять от прямого солнечного света.
- Не допускать установку станка вблизи приборов отопления.
- Температура в помещении должна поддерживаться в пределах 18—20° С.

Б/с главный привод — бесступенчатый привод шпинделя на двигателе постоянного тока или тиристорном преобразавателе частоты.
Назначение и область применения токарно-винторезного станка
TB-01M – модель станка, на которой построена разновидность из серии 1E61M. Оборудование представляет класс лёгких токарных станков. Серийный выпуск моделей начался в 1965 году.
Устройство можно назвать универсальным, класс точности – П. Подходит при выполнении следующих операций:
- Финишные действия при токарной обработке различных деталей.
- Нарезание резьб.
Существует несколько разновидностей действий, которые выполняются при помощи станков:
- Сверление, обработка отверстий с различной формой. В том числе – цилиндрическое, коническое растачивание, зенкерование, развёртывание, рассверливание.
- Обработка наружных поверхностей в форме конуса. При этом длина конусной части может быть различной. То же самое касается угла наклона. Обычно при обработке используются специальные резцы, корпус задней бабки, копировально-конусная линейка.
 В том числе – цилиндрическое, коническое растачивание, зенкерование, развёртывание, рассверливание.
В том числе – цилиндрическое, коническое растачивание, зенкерование, развёртывание, рассверливание.- Прорезные резцы помогают протачивать наружные канавки.
- Для придания заготовкам определённой формы осуществляют операции вроде подрезания, протачивания канавок и отрезания.
- Растачивание поверхностей в форме цилиндра.
- Обтачивание цилиндрических поверхностей, которые остаются гладкими.
Габариты рабочего пространства и присоединительные базы токарно-винторезного станка 1Е61МТ
Габариты рабочего пространства токарного станка 1е61м
Габариты рабочего пространства токарного станка 1е61м
Станина токарно-винторезного станка 1е61мт
Технические характеристики
Модификация 1Е61МТ занимает высокую позицию в списке лидирующих установок по многим показателям эффективности, но для массовой штамповки деталей она не годится.
Токарный станок 1е61мт
Перед началом работы на токарном устройстве необходимо сравнить допустимые параметры заготовок, основными из которых являются:
- Деталь должна проходить по своей длине.
- Основу операции составляет выбранный скоростной режим, проверяется соответствие необходимо для обработки частоты вращений.
- Производится сверка диаметра будущей резьбы.
При совпадении этих условий мастер переходит непосредственно к настройке станка.
Токарный станок 1Е61М обладает массой отличий от альтернативных моделей. Технические параметры винторезного оборудования:
- Мощность главного привода, обеспечивающего вращение – 4,5 кВт.
- Отдельный двигатель насоса охлаждения работает при 125 Вт, двигатель смазочного механизма также на 125 Вт.
- Допустимая высота центров составляет 170 мм.
- Диаметр использующихся прутков доходит до 32 мм.
- Число резцов в главном держателе равняется 4.
- Две резцовые головки – на передней части, вторая расположена на заднем участке.
- Довольно точные параметры смещения лимба – 0,2 мм по продольной направляющей, и 0,02 мм по поперечной.
- Частота вращений минимальная – 35, максимальна доходит до 1600 оборотов.
- Масса оборудования без дополнительного оснащения – 1650 кг.
Токарная модель дополнительно оборудована специальной защитной системой от чрезмерных перегрузок шпинделя.
Шпиндель токарного станка
При возникновении необходимости он автоматически блокируется либо постепенно останавливается.
1Е61МТ Общий вид универсального токарно-винторезного станка модели
Фото токарно-винторезного станка 1е61мт
Фото токарно-винторезного станка 1е61мт
Фото токарно-винторезного станка 1е61мт
Фото токарно-винторезного станка 1е61мт
1Е61МТ Расположение основных узлов и органов управления станком
Расположение органов управления станком 1е61мт
Перечень органов управления токарным станком 1Е61МТ
- Включение масляного электронасоса и соединение с внешней электросетью
- Включение эмульсионного электронасоса
- Упор для пуска, останова и реверсирования шпинделя
- Упор для пуска, останова и реверсирования шпинделя
- Переключение чисел оборотов шпинделя
- Включение перебора передней бабки
- Трензель и механизм восьмикратного увеличения шагов резьб
- Переключение шестерен конуса Нортона
- Включение метрических и модульных, дюймовых и питчевых или точных резьб
- Множительный механизм подач или шагов резьб
- Включение ходового винта или ходового валика
- Маховичок для ручного продольного перемещения каретки
- Перемещение поперечного суппорта
- Перемещение верхних салазок суппорта
- Крепление резцедержательной головки
- Включение продольных или поперечных подач
- Включение гайки ходового винта
- Включение и выключение падающего червяка
- Крепление каретки суппорта к станине
- Крепление задней бабки к станине
- Перемещение пиноли задней бабки
- Крепление пиноли задней бабки
- Поперечное смещение корпуса задней бабки
- Упор автоматического выключения продольной подачи
- Упор автоматического выключения поперечной подачи
- Жесткая фиксация маточной гайки ходового винта
- Включение местного освещения
- Быстрый отвод резца от изделия
1Е61МТ Расположение рукояток управления коробкой передач
Расположение рукояток управления коробкой передач 1е61мт
Назначение рукояток управления коробки передач токарного станка
- Рукоятка конуса Нортона
- Гитара
- Передняя бабка
- Дюймовые и питчевые резьбы
- Метрические и модульные резьбы
- Точные резьбы
- Рукоятка множительного механизма подач
- Ходовой валик
- Ходовой винт
- Ручка переключения
- Ручка настройки
1Е61МТ Передняя бабка токарно-винторезного станка
Передняя бабка токарно-винторезного станка 1е61мт
Подшипники шпинделя
Шпиндель токарно-винторезного станка 1е61мт смонтирован на 4-х подшипниках:
- 1. Передний подшипник скольжения из бронзы ОФ 10-1, 60х16 мм
- 7. Задний подшипник скольжения из бронзы ОФ 10-1, 60х85,5 мм
- 11. Подшипник № А-8210 упорный шариковый одинарный, 50х78х22
- 12. Подшипник № А-8110 упорный шариковый одинарный, 50х70х14
 Передний подшипник скольжения из бронзы ОФ 10-1, 60х16 мм
Передний подшипник скольжения из бронзы ОФ 10-1, 60х16 ммРегулирование подшипников скольжения шпинделя
Шпиндель вращается в двух бронзовых подшипниках скольжения (рис. 28). Подшипники разрезные, а наружные их поверхности конические, благодаря чему имеется возможность производить регулировку радиального зазора шпинделя, который не должен превышать 0,008 мм.
Осевые усилия шпинделя воспринимают на себя два упорных шарикоподшипника 11 и 12.
Для регулировки переднего подшипника 1 необходимо снять крышку 5 и фланец 4, ослабить гайку 17, а гайкой 3 путем завертывания на втулку 16 произвести подтяжку подшипника 1. Тем самым выбирается зазор между подшипником 1 и шейкой шпинделя 2. При этом шпиндель должен легко провертываться от руки при включенном переборе. После этого гайку 17 следует завернуть до упора.
После этого гайку 17 следует завернуть до упора.
Для регулировки заднего подшипника шпинделя необходимо: снять крышку 5 и планку 9, ослабить гайку 6, а гайкой 10 произвести подтяжку подшипника 7, шпиндель после этого должен плавно вращаться, а затем подтянуть гайку 6 до упора.
Для регулирования упорных шарикоподшипников 11 и 12 необходимо снять крышку 13, ослабить зажимной винт 14 и выбрать осевой зазор в шпинделе путем навинчивания гайки 15.
После этого гайку 15 застопорить винтом 14.
Особенности разборки и сборки станка 1Е61МТ при ремонте
Передняя бабка токарно-винторезного станка 1е61мт
При разборке станка в случае ремонта или по другой причине необходимо обратить внимание на следующее:
- Отключить станок от электросети, прежде чем приступить к его разборке
- отсоединить нагнетательную 3 и сливную 13 трубки от масляной системы (рис.21)
Прежде чем снять шпиндельную бабку со станка необходимо:
- снять клиновые ремни со шкива коробки скоростей
- отвернуть четыре болта Ml4, крепящих шпиндельную бабку к станине (два болта находятся внутри корпуса в задней части бабки)
- снять бабку со станины
Для снятия клиновых ремней передней бабки необходимо вынуть шпиндель передней бабки, а затем ступицу с сидящим на ней шкивом.
Чтобы вынуть шпиндель 1 из корпуса передней бабки, необходимо снять верхнюю крышку 24, задние крышки 12, 13 и передний фланец 2. Вместе с задней крышкой вынуть трензельный валик 8. С конца шпинделя вывернуть гайку 10, предварительно ослабить винт 11. Затем ослабить гайку 3, а гайкой 23 путем навертывания на втулку 25 ослабить вкладыш 26, тем самым увеличится зазор между шпинделем и вкладышем. Таким же образом проделать с задним подшипником скольжения. После вывернуть стопорные винты шестерен трензеля 15 и перебора 4. Далее при помощи свинцового молотка выбивать слабыми ударами шпиндель.
Для снятия шкива со ступицей из корпуса передней бабки необходимо снять задний фланец 14, ослабить стопорный винт 6 и отвернуть гайку 7, затем вынуть трензель 9. Дальше необходимо ослабить стопорный винт 20, отвернуть гайку 21, ослабить установочные винты 19 и 16. После этого ударами в торец переборной шестерни 22 выбить ступицу 18 вместе со шкивом 17.
Снять сливную резиновую трубку 5 и вынуть клиновые ремни. Сборка передней бабки будет происходить в обратном порядке.
Сборка передней бабки будет происходить в обратном порядке.
Разборка остальных узлов станка, ввиду ясности демонтажа, пояснения не требует.
Описание конструкции
Здесь пользователь должен учитывать некоторые нюансы.
Расположение основных узлов
- Основной узел – станина.
По сравнению с другими комплектующими, она обладает минимальной массой. Деталь крепится на специальной площадке, при помощи соответствующих болтов. У станины есть две направляющие. Одна из них выполнена в форме «ласточкиного хвоста», а вторая – выглядит как призма. Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.
- Передняя бабка располагается обычно слева.
Её устанавливают внутри пазов таким образом, что пользователь легко разворачивает деталь на несколько градусов, когда возникает необходимость. То есть, центр без проблем смещается относительно оси. Тогда при обработке деталей легко добиться получения определённой формы.
- Передняя бабка вмещает в себя коробку скоростей.
Рычаги управления размещаются снаружи. Гитара сменных шестерёнок монтируется в передней части. Перед нарезанием резьбы шестерёнки меняются, если в этом возникает необходимость. Коробка скоростей – место, где можно отыскать шпиндельный узел. Сам шпиндель вращается при поддержании скоростей до 16-2000 оборотов в минуту.
Двигатель главного привода у станка находится в специальной тумбе, с левой стороны. Прямое и обратное вращение шпинделя включаются в любой удобный момент.
- Задняя бабка – у станины справа.
В эту часть вставляются различные инструменты, включая центр и плашки, метчики, свёрла.
Задняя бабка отличается надёжным креплением, она легко движется по поверхности станины. Ход пиноли – 100 мм.
- Фартук, через который проходят вал с винтом.
- Суппорт.
- Коробка подач.
- Электрический шкаф.
- Смазывающе-охлаждающая жидкость.
- Экран для дополнительной защиты.

Передняя бабка
Редуктор участвует в процессе передачи вращательного движения шпиндельного шкива. Здесь так же принимает участие индивидуальный электрический двигатель. Ремни типа «Б» обеспечивают работу клиноременной передачи. Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
В конструкции присутствует два подшипника качения. Благодаря чему сохраняется свойство центровки, клиновидный шкив провода не утрачивает своего первоначального положения. Ориентация происходит на основе центральной части шпиндельной бабки. Натяжение клиновидных ремней не оказывает на конструкцию негативного влияния. Шпиндель не испытывает повышенных нагрузок.
Всего у шпиндельной бабки шесть скоростных ступеней. Блок-шестерни передвигаются по шлицам, что и позволяет контролировать скорость, выбирать определённый вариант.
Отдельный насос, с приводом от электродвигателя, отвечает за смазывание передней бабки. Благодаря наличию блокировки исключается вероятность того, что система запустится при отсутствии соответствующей жидкости.
Электрооборудование станка
Электрическая схема токарного станка 1е61мт
На станке установлены 3 трехфазных короткозамкнутых асинхронных электродвигателя на напряжение 220/380 В:
- Д1 — главный электродвигатель типа АОС 51/4 исполнения Щ-2 мощностью 4,5 кВт, 1335 об/мин
- Д2 — электронасос смазки типа ПА-22 мощностью 0,125 кВт, 2800 об/мин
- Д3 — электронасос подачи охлаждающей жидкости типа ПА-22 мощностью 0,125 кВт, 2800 об/мин
Электрооборудование станка смонтировано на напряжение 380 В.
В случае необходимости станок с электрооборудованием на напряжение 220 В может быть выполнен только по особому заказу.
Следующие технические параметры модели 1Е61М, на которые следует обратить внимание
Массо-габаритные характеристики станка (в миллиметрах):
- Ширина 2 190.
- Глубина 930.
- Высота 1 500.
- Масса станка (без учета электрооборудования) 1650 кг.

Электрические двигатели:
- главное движение осуществляется двигателем мощностью 4,5 кВт;
- мощность двигателя насоса системы охлаждения 125 Вт;
- мощность двигателя насоса смазочной системы 125 Вт.
Рассматриваемая модель из ряда токарного оборудования имеет системы:
- Защищающие от перегрузок.
- Гарантирующие блокировку.
- Обеспечивающие противотоковое стопорение шпинделя.
- Отключающих упоров.
Основные технические характеристики токарного станка 1Е61МТ
| Наименование параметра | 1Е61МТ | 1Е61ПМ | УТ61ПМ |
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | В | П | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 | 320 | 320 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 188 | 170 | 170 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 710 | 710 | 750 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 175 | 175 |
| Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 170 | 175 | 175 |
| Шпиндель | |||
| Диаметр отверстия в шпинделе, мм | 32,5 | 30 | 32 |
| Диаметр прутка проходящего через отверстие в шпинделе, мм | 32 | 25 | |
| Частота вращения шпинделя, об/мин | 35.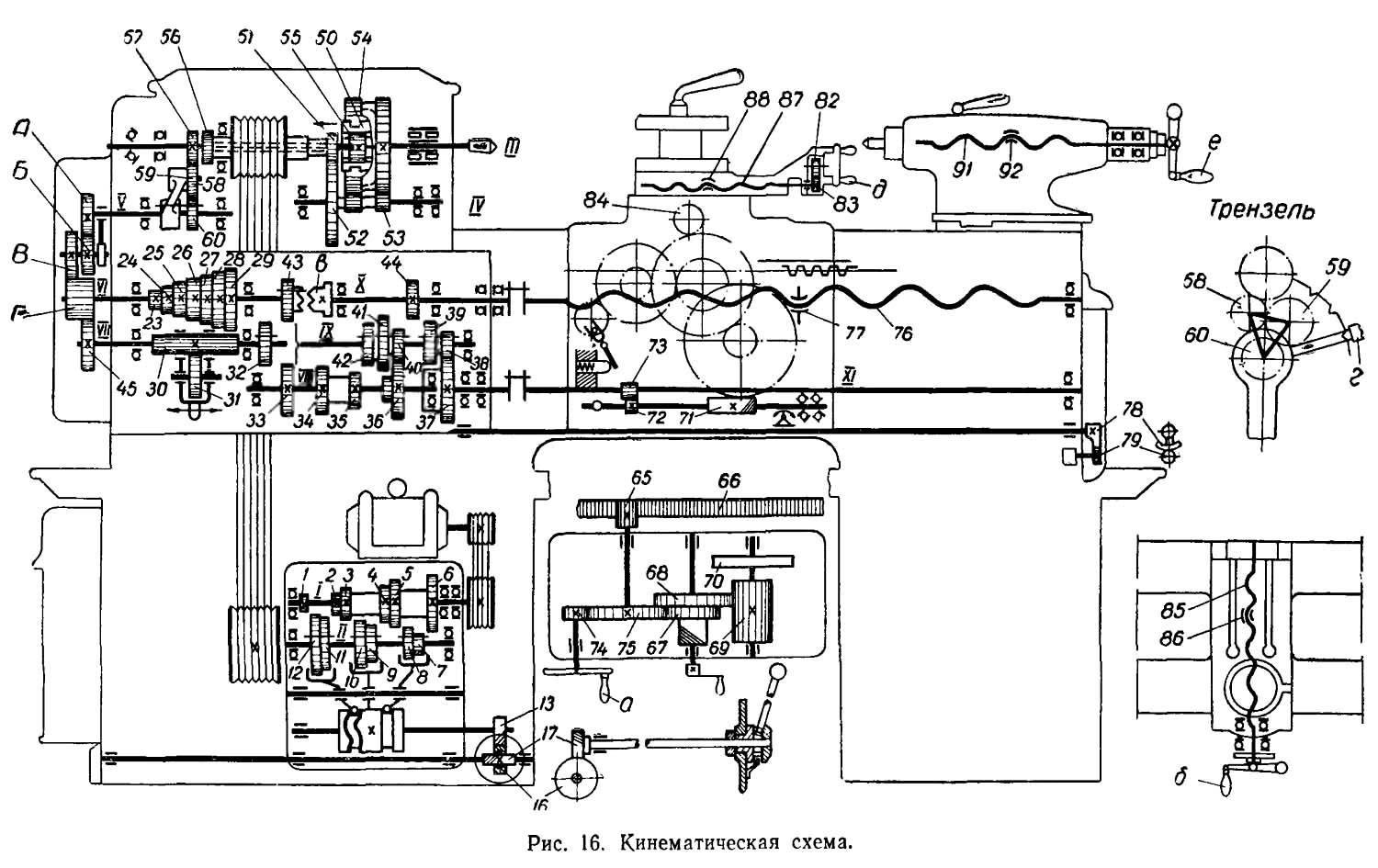 .1600 .1600 | 35,5..1800 | 40..2000 |
| Количество прямых/ обратных скоростей шпинделя | 12 | 18 | 18 |
| Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12595-72 | 5К | 5К | |
| Торможение шпинделя | есть | есть | есть |
| Блокировка шпинделя | есть | есть | есть |
| Защита от перегрузок шпинделя | есть | есть | есть |
| Подачи | |||
| Наибольшая длина хода суппорта (каретки) — продольное перемещение, мм | 640 | 710 | 710 |
| Наибольшее поперечное перемещение суппорта, мм | 200 | 230 | 230 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,2 | 0,1 | 0,1 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 140 | 140 | 140 |
| Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Количество подач продольных/ поперечных суппорта | 21 | 40 | |
| Пределы подач продольных, мм | 0,04. .6 .6 | 0,018..1,1 | 0,018..1,1 |
| Пределы подач поперечных, мм | 0,012..1,87 | 0,01..0,625 | 0,01..0,625 |
| Количество нарезаемых резьб метрических, мм | 22 | 35 | |
| Количество нарезаемых резьб модульных, мм | 19 | 31 | |
| Количество нарезаемых резьб дюймовых, мм | 15 | 26 | |
| Пределы шагов метрических резьб, мм | 0,35..12 | 0,1..56 | 0,1..56 |
| Пределы шагов модульных резьб, модуль | 0,3..6 | 0,1..28 | 0,1..28 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 20..3,0 | 30..3,0 | 60..3,0 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | нет | нет | нет |
| Высота резца, устанавливаемого в резцедержателе, мм | 20 | 20 | 20 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 100 | 100 | 100 |
| Цена деления лимба задней бабки, мм | 1 | 0,05 | 0,05 |
| Центр в пиноли по ГОСТ 12595-72 | Морзе 3 | Морзе 3 | Морзе 3 |
| Поперечное смещение задней бабки, мм | ±5 | ±5 | ±5 |
| Диаметр сверла при сверлении стали, мм | 12 | ||
| Диаметр сверла при сверлении чугуна, мм | 15 | ||
| Электрооборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 4 |
| Мощность электродвигателя главного привода, кВт | 4,5 | 2,7/ 4,4 | 3,2/ 5,3 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,125 | 0,12 | 0,12 |
| Мощность электродвигателя насоса смазки, кВт | 0,125 | 0,08 | 0,09 |
| Мощность электродвигателя вентилятора, кВт | нет | нет | 0,18 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2191 х 930 х 1500 | 2290 х 1150 х 1365 | 2110 х 1050 х 1395 |
| Масса станка, кг | 1650 | 1670 | 1810 |
Технические характеристики станка 1Е61М
Технические характеристики станка это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 1Е61М. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 1Е61М
| Величины | ||
| Класс точности по ГОСТ8-71 | П | |
| Наибольший диаметр обрабатываемого изделия над станиной | мм | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом | мм | 188 |
| Наибольший диаметр прутка проходящий через отверстие в шпинделе | мм | 32 |
| Наибольшая длина обрабатываемого изделия | мм | 710 |
| Мощьность двигателя главного движения | кВт | 4,5 |
| Частота вращения шпинделя | об/мин | 1335 |
| Пределы шагов нарезаемой метрической резьбы | мм | 0,2…30 |
| Пределы шагов нарезаемой модульной резьбы | мм | 1…7,5 |
| Пределы шагов нарезаемой дюймовой резьбы | ниток/дюйм | 4…30 |
| Пределы шагов нарезаемой питчевой резьбы | питчей | 60-8 |
| Габаритные размеры станка (ДхШхВ) | мм | 2190х930х1500 |
| Масса станка (без электрооборудования) | кг | 1650 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными.