Самодельное приспособление для заточки сверл малого диаметра. Изготовление приспособления для заточки свёрл своими руками Чертежи приспособы для заточки сверл по металлу
Как сделать приспособление для заточки сверл. Приспособление для ручной заточки спиральных свёрл. Некоторое время назад случайно наткнулся (имеется ввиду автор статьи, см. источник) в сети на весьма полезные видеоуроки В. Леонтьева по ручной заточке спиральных свёрл:
Но тут же возникла идея, как сделать заточку свёрл ещё более простой и удобной. В результате раздумий и опытов появилось нижеописываемое приспособление. Сначала потребовалось модернизировать – довести до ума имеющееся фабрично-китайское (типа немецкое) точило. Потому как работать с ним используя приёмы В.Леонтьева было практически невозможно.
Электроточило фабрично-китайского изготовления.
Хлипкий штатный кронштейн подручника.
Непригодная для работы конструкция подручника.
Вопервых кронштейн крепления подручника к кожуху диска слишком хлипкий, сделан из металла 2 мм толщины.
Плоскость площадки подручника гораздо ниже оси вращения диска.
Новый кронштейн крепления подручника.
Для нормального кронштейна был использован кусочек металла толщиной 4 мм, большего размера и дополнительные крепёжные винты. Старый кронштейн крепился на двух заклёпках, которые пришлось срезать. Теперь новый кронштейн гораздо жёстче, чем ранее. Также из кусочков уголка и полосы была сварена горизонтальная полка подручника с дополнительными крепёжными отверстиями. Её положение можно регулировать в некоторых пределах.
Сравнение толщины металла в новом и старом подручниках.
Новый кронштейн крепится в 5 точках.
Детали приспособления. Кронштейн. Подручник. Поворотная пластина…
Далее было изготовлено непосредственно само приспособление. Оно представляет из себя поворотную пластину с приваренной втулкой, которая может качаться на оси, закреплённой в проушине, которая в свою очередь крепится к подручнику. Сверху к поворотной пластине крепится направляющая пластина для свёрл, в которой выбран треугольный паз.
Приспособление в сборе. Пластина в горизонтальном положении.
Приспособление в сборе.
Приспособление для заточки.
Сначала вместо этой пластины была опробована направляющая в виде кусочка уголка (как на видео у В.Леонтьева), но этот вариант совсем не годится – сверло трудно нормально зафиксировать (оно пытается убежать вправо при касании с диском), тем более что его требуется ещё и подавать вперёд при формировании заднего угла. В общем уголок (он есть на фото) совершенно не годится.
Приспособление в нижнем положении.
Работа с приспособлением напоминает движения автора видеоуроков, только вместо пальца и глазомера используется ось качания и установленный угол заточки сверла. Значительно удобнее с приспособлением контроль параллельности диску обрабатываемой режущей кромки сверла. Нужно просто повернуть пластину вниз и прижать сверло в пазу таким образом, чтобы линия режущей кромки была параллельна плоскости пластины – оси качания пластины. Этот момент показан на фото.
Установка сверла на подручник к точильному камню.
Сначала формируется сама кромка. При обработке заднего угла необходимо одновременным движением опускать пластину вниз и подавать само сверло вперёд к диску. Нужно стараться не допускать вращения сверла вокруг своей оси при формировании кромки и обработке заднего угла. Симетрию кромок контролирую точно также, как и в видеоуроках. Кстати, вместо качающейся пластины можно установить на подручник кусочек уголка с фиксированными углами – заточки и задним – это для заточки твердосплавных буров.
Установка сверла в направляющий паз пластины.
Контроль установки сверла. Режущая кромка сверла параллельна поверхности пластины.
Конфигурация направляющего паза.
Приспособление для ручной заточки спиральных свёрл.
Приспособление для заточки свёрл своими руками понадобится домашнему мастеру при периодическом выполнении сверловки с выдерживанием определённой точности по диаметру, жёсткой привязки размеров по осям отверстий.
Заточной станок – купить или сделать?
Сделать своими руками. Покупка оборудования сэкономит время. Но возникает масса вопросов по совмещению и монтажу дополнительных приспособлений. Экономные китайские мастера на бытовых приборах ставят неремонтопригодные корпуса, ограждения из хлипких жестянок.
Станок для заточки свёрл своими руками начнём с подбора двигателя. Постарайтесь приобрести электродвигатель 0,5–08 кВт. Величина мощности ориентировочная. Свёрла до Ø 20 при заточке большой нагрузки не создают. Применим даже малооборотистый мотор выпуска 60-годов: долговечность гарантирована – тогда делали на века.
Смущает вес? Зато верстак и кронштейн, если смонтируете на стену, будут в меньшей степени ощущать вибрацию. Не гонитесь за оборотами. Заточка твёрдосплавных свёрл требуется редко, а привычные, из сплава Р6М5 и подобных, на камне с вращением менее 900 оборотов точно не подгорят.
Требования к устройству для заточки свёрл:
- Точная центровка вала двигателя без радиального биения.
- Возможность установки дополнительного защитного кожуха.
- Предусмотрите установку несъёмного массивного основания для крепления двигателя, дополнительных приспособлений.
- Установка подручника с регулировкой высоты, изменением угла расположения в горизонтальной плоскости, регулировкой зазора с камнем.

- Озаботьтесь установкой откидного предохранительного экрана из небьющегося прозрачного материала.

Собираем станок для заточки свёрл своими руками
Отнеситесь критично к заявлениям: «Собрал наждак из отходов, что валялись в гараже под ногами». Универсальную втулку с посадочным местом под точильный круг Ø 32 закажем токарю-профессионалу. Деталь изготовим из легированной стали.
Точность скользящей посадки исключит биение нового абразива. Шпонку не ставим. Винт М4 со спиленной головкой войдёт в шпоночную канавку через резьбовое отверстие во втулке. Надёжность фиксации проверена.
Резьба фиксации камня левая, самозатягивающаяся. Опорный бортик со стороны двигателя и прижимная шайба выполняются Ø 50–60 мм. В целях безопасности, с обеих сторон абразива ставятся предохранительные прокладки из паронита, пластика, берёзовой фанеры.
Вращение круга допускается только сверху вниз относительно подручника.
Боковые поверхности наждачного круга не предназначены для обработки, истончение грозит разрывом круга.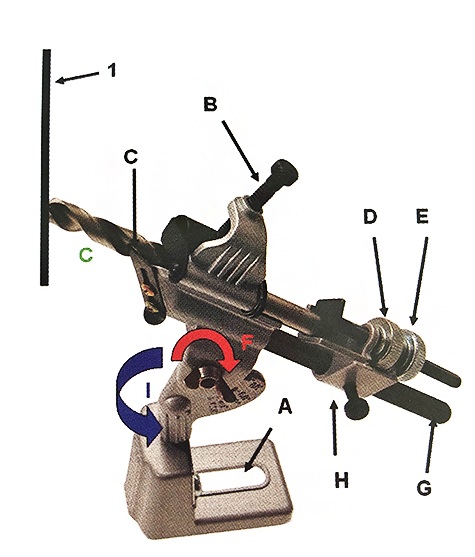
Подручник, кроме функции опоры, будет удерживать приспособление для заточки свёрл, горизонтальный движок – для устранения биения, выравнивания цилиндрической поверхности шарошкой, угловые направляющие – для заточки ручного инструмента под нужным градусом.
Кожух при обилии режущего инструмента и многофункциональном использовании наждака желательно установить с откидной боковой крышкой на шарнирах: установка чашки потребует большей ширины, смена точильных кругов иной зернистости и твёрдости не должна отнимать время.
Не обойтись без приспособления для заточки свёрл
Обработка сталей, вязких материалов на большую глубину ведёт к затуплению режущей кромки сверла. Снижается скорость резания, идёт перегрев рабочей части, нарушается извлечение стружки. Поломка инструмента случается чаще на выходе из детали.
Заточник полагается на опыт и твёрдость рук. Наша задача – научиться копировать заводскую заточку сверла с помощью немудрёной оснастки. Снимать затылок – наука нехитрая. Восстановление способности резать начнём с дублирования плоскости режущей кромки.
Снимать затылок – наука нехитрая. Восстановление способности резать начнём с дублирования плоскости режущей кромки.
Самодельное приспособление для заточки свёрл должно быть простым в исполнении и удобным в использовании. Необходимые условия для заточной оснастки:
- Сохранение ориентации сверла при свободной коррекции положения.
- Произвольное изменение угла пространственного положения инструмента.
- Простота установки и демонтажа конструкции.
- Безопасность использования.
Заточное устройство своими руками
Поворот приспособления на 90 0 осуществляется только по направлению к себе. В отношении оси набегающего цилиндра абразива отрицательный угол направляющей пластины недопустим. В качестве ограждающего упора выступает площадка подручника.
Направляющая пластина подбирается из листовой стали толщиной 5–8 мм. Вдоль верхней плоскости выфрезеровываем угловую канавку. Углубление, где будет покоиться сверло, выполняется на станке.
Самодеятельность с подручным инструментом допустима в случае замены материала на толстый текстолит. Тогда подойдёт ручной фрезер. Требуется выборка без отклонения глубины и направления, иначе не добьёмся точности выполнения операции по восстановлению режущей кромки сверла.
Удобство в том, что при продольном движении сверла по пазу площадь опоры увеличивается за счёт контакта ладоней с направляющей пластиной. Проворачивание сверла при контакте с точилом, произвольное изменение угла заточки не грозит.
Опорная пластина несёт снизу втулку. Обычно это обрезок трубы. После сварки внутренний диаметр калибруется развёрткой. По размеру трубки подбираем кронштейн и болт. Закажем выточить 2 гайки с цилиндрической поверхностью со свободной посадкой в трубку.
Проверка и самоконтроль
Прикручиваем кронштейн в последнюю очередь. Его положение предопределит функциональность заточного устройства для спиральных свёрл. Пора провести пробную заточку. Касаясь абразива выше центра оси точильного круга, подправляем режущую часть, подъём за счёт шарнира – обработка затылка.
Распространённые ошибки при заточке:
- Биение сверла вследствие разницы в длине режущих кромок.
- Несимметричность режущих кромок.
В первом случае вследствие смещения оси сверла усложняется попадание в точку кернения. Диаметр отверстия превысит диаметр сверла. Тонкое сверло сломается. Разноугольность режущих кромок ведёт к преждевременному износу задействованной кромки при замедлении работы.
Как сделать правильно повторную заточку. Закажем токарю бобышку с внутренним конусом. Крепим её на стальной лист. Упираем хвостовик в конус, оставляем риски на металле плечиками боковых кромок. Не совпали? Дорабатываем до оптимума.
Видео: Приспособление для заточки сверл
Качество и точность сверления зависит от остроты рабочего инструмента. Кроме того, в отличие от столового ножа, сверло должно быть заточено правильно. Бывалые слесари могут ровнять режущую кромку на обычном точильном станке, просто удерживая сверло в руках (по крайней мере, с их слов). Но для такого способа нужна сноровка и многолетний опыт. Даже если у вас твердая рука, и отличный глазомер – без понимания процесса, вы просто испортите инструмент.
Но для такого способа нужна сноровка и многолетний опыт. Даже если у вас твердая рука, и отличный глазомер – без понимания процесса, вы просто испортите инструмент.
Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):
Для лучшего восприятия материала, вспомним устройство сверла.
- Нельзя прижимать острие к наждаку дольше 2-3 секунд за один подход. Металл раскаляется и происходит так называемое «отпускание», то есть лишение закалки. Соответственно теряется необходимая твердость металла. Первый признак – наличие температурных побежалостей на кромке.
- Для сверл диаметром до 4 мм: при каждом касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси недопустимо. Для большего диаметра, геометрия заточки несколько иная.
- На спиралевидных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена навстречу вращению точила (при механической заточке).
- Основной угол (на иллюстрации — 2φ) зависит от типа обрабатываемого материала.

Какие сверла точить, и как часто?
Перьевые и другие специальные сверла по дереву в домашних условиях не восстанавливают, да и тупятся они не так быстро. Победитовые наконечники для бетона не точатся в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Спиральное сверло. Режущая кромка имеет небольшой размер, поэтому при работе быстро нагревается от трения (нет площади рассеивания). Основная причине затупления – именно перегрев. При правильном использовании износ происходит не так интенсивно. Характерные признаки тупого сверла:
- При работе слышен скрип.
- Вместо завитой стружки из отверстия выходят опилки.
- Моментальный нагрев инструмента без продвижения в глубину.
Важно: Не следует работать тупым сверлом, износ от перегрева будет только прогрессировать.

Итак, пришло время точить инструмент. Вы не желаете испортить сверло, и хотите механизировать процесс.
К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте.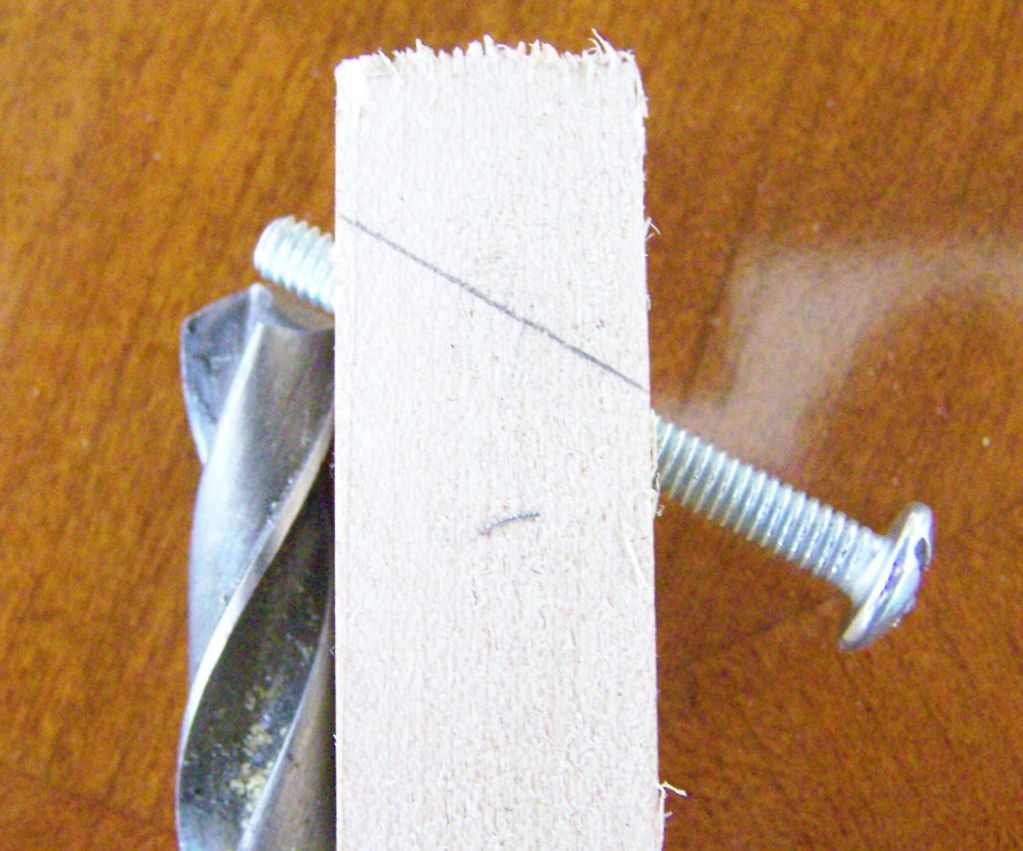 Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.
Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
Полупрофессиональные направляющие для любых типов сверл
Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.
Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.
С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.
Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск.
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.
Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.
От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.
Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.
Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.
Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
Пожалуй, каждый профессиональный мастер использует сверла для своей работы, которые должны быть качественными и отлаженными. Раньше сверла затачивались вручную, но сейчас большим успехом пользуются специальные станки для заточки сверл. Конструкция такого станка является очень простой. Для его создания вам потребуются простые материалы, которые присутствуют практически в каждом доме. Давайте вместе рассмотрим поэтапную схему изготовления точильного станка для сверл.
Особенности заточки сверл
Тупым сверлом практически невозможно сверлить поверхности. Острое сверло решит ситуацию в считанные минуты. Поэтому сверла должны быть заточенными под нужным углом и готовы к работе. Углы заточки для разных материалов не могут быть одинаковыми. Чем тверже материал, тем тупее будет угол. Например, для пластмассы подойдет угол заточки в 30-60 градусов, а для каленой стали в 130-140 градусов. Если к качеству сверления не предъявляется больших требований, можно выбрать угол заточки в 90-100 градусов.
Чем тверже материал, тем тупее будет угол. Например, для пластмассы подойдет угол заточки в 30-60 градусов, а для каленой стали в 130-140 градусов. Если к качеству сверления не предъявляется больших требований, можно выбрать угол заточки в 90-100 градусов.
Стоит отметить, что заточка сверл может производиться вручную на абразивных дисках или на затачивальных станках. Во время ручной заточки сверло необходимо держать за рабочую часть левой рукой и направлять его ближе к режущей части. Правая рука должна держаться за хвостовик. Прижмите режущую кромку сверла к боковой поверхности заточного абразивного круга. После этого необходимо повернуть сверло осторожным движением правой руки. При этом режущие кромки должны принять к оси правильный наклон и необходимую форму.
Затачивайте сверло сначала с одной стороны, а затем с другой. При этом очень важно контролировать заточку режущей кромки, чтобы острие находилось по центру. В противном случае при сверлении сверло будет уходить в сторону.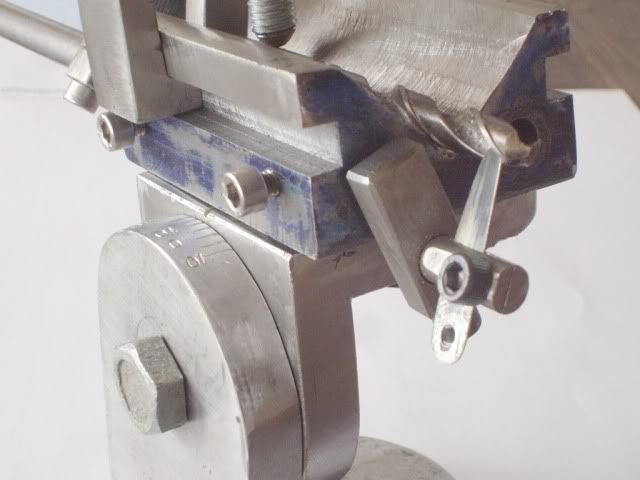 Также не следует сильно давить на сверло, поскольку это может удлинить процесс заточки. Ручная заточка является не очень удобным способом, поскольку может повлечь за собой некоторые дефекты. К примеру, если режущие кромки после заточки сверла по длине не равны и наклонены под разными углами к оси сверла, середина поперечной кромки от оси сверла сместится, поэтому будет вращаться при работе вокруг оси. Поэтому лучше для этой цели использовать точильный станок для заточки сверл.
Также не следует сильно давить на сверло, поскольку это может удлинить процесс заточки. Ручная заточка является не очень удобным способом, поскольку может повлечь за собой некоторые дефекты. К примеру, если режущие кромки после заточки сверла по длине не равны и наклонены под разными углами к оси сверла, середина поперечной кромки от оси сверла сместится, поэтому будет вращаться при работе вокруг оси. Поэтому лучше для этой цели использовать точильный станок для заточки сверл.
Во время заточки следует обратить внимание на изначально заданный угол. Именно на него следует ориентироваться. После этого посмотрите, в каком состоянии находится инструмент. Если повреждения являются серьезными, можно воспользоваться более грубым наждаком. Если же они незначительные, вам вполне хватит мелкозернистого наждачного диска. Для слабого затупления и совсем незначительных повреждений подойдет доводочный круг. Заточку сверла необходимо производить последовательно – сначала обработайте его верхнюю часть, аккуратно прижимая его к плоскости точильного круга.
После обработки задней поверхности, у вас должен получиться правильный конус, если смотреть сбоку. После этого обрабатывается режущая часть сверла, а затем окончательная доводка. Размер перемычки при правильной обработке сверла не должен быть больше 0,4 миллиметра для сверл, которые имеют диаметр от 8 миллиметров и менее. Если сверло имеет более крупные размеры, размер перемычки должен быть 1 – 1,5 миллиметра. Если вы никогда не затачивали сверла, мы рекомендуем вам потренироваться на других предметах. Так вы сможете быстрее понять технологию заточки и набить руку.
Особенности точильных станков
Станок для заточки сверл задействуется для затачивания сквозных и глухих сверл из стали, чугуна и твердых сплавов. Это оборудование может быть наделено разными функциями с учетом типа заточки, ее размеров и т.д. При работе со станком угол можно менять от 90 до 140 градусов. Станки могут быть бытовыми и промышленными. Бытовые станки для заточки сверл являются довольно компактными и больше подходят для домашнего использования. Они смогут затачивать сверла небольшого диаметра.
Они смогут затачивать сверла небольшого диаметра.
Промышленные станки наделены большей мощностью и рассчитаны на заточку сверл, которые имеют большой диаметр. Мощность определяется мотором прибора. Точильный станок для сверл обладает зажимом для сверла и заточным кругом, который рассчитан на использование более 2000 инструментов. Конструкция обеспечивает точную установку сверл, чтобы оператор мог контролировать процесс заточки. Станок работает от электросети. Как правило, точильные станки для сверл являются долговечными и простыми в использовании.
Стоит отметить, что бывают универсально-заточные станки и специализированные. Первый вариант может использоваться для разнообразных режущих инструментов, например для метчиков, фрезов, долбняков и зенкеров. Специализированные станки могут обрабатывать всего один вид инструмента, поэтому работают более точно. Именно к таким станкам и относится точильный станок для сверл. Причем для каждого варианта заточки сверл необходим свой станок.
Существует семь методов для затачивания сверл: одноплоскостной, фасонный, сложно-винтовой, эллиптический, винтовой, двухплоскостной и конический. На универсальных станках можно применять фасонную, одноплоскостную, эллиптическую и двухплоскостную заточку. Что касается остальных методов, для этого нужен специализированный электрический станок для заточки сверл. Если сверло имеет диаметр более 3 миллиметров, необходимо использовать станок с оптическим устройством. Если сверло имеет диаметр менее 1 миллиметра, необходимо применить бинокулярный микроскоп. Чтобы затачивать монолитные сверла, следует использовать алмазный круг.
Станок для заточки сверл своими руками
К сожалению, рынок товаров не всегда может предложить нам то, что действительно нужно, или цена станков для заточки сверл слишком высокая. В этом случае можно сделать станок самостоятельно. Если у вас имеется небольшой опыт по работе с техникой, вы очень легко справитесь с этим заданием.
Для этого вам понадобится тумблер, точильный круг, заглушка, мощный мотор, подставка, немного проводов и ось. Для соблюдения режима безопасности станок рекомендуется поместить в корпус, а снаружи оставить только ось с точильным кругом, которая немного выступает. Прибор будет работать от сети. Причем можно подключать его к источнику и пользоваться как легким и переносным станком.
Для соблюдения режима безопасности станок рекомендуется поместить в корпус, а снаружи оставить только ось с точильным кругом, которая немного выступает. Прибор будет работать от сети. Причем можно подключать его к источнику и пользоваться как легким и переносным станком.
Заранее побеспокойтесь о том, где будет стоять ваш станок для заточки сверл. Рекомендуется поместить его на металлический стол. Для этого необходимо поставить электродвигатель на столешницу, воспользовавшись креплениями, а затем отметить места отверстий для болтов. После этого следует убрать электродвигатель и просверлить четыре отверстия. Затем установите электродвигатель обратно и закрепите его, воспользовавшись болтами.
Электродвигатель самодельного станка для заточки сверл наделен валом, на который вам необходимо надеть зернистый диск. Если диаметр вала подходит диаметру отверстия в диске, необходимо надеть на вал шайбу, диск, затем снова шайбу. После этого ставится крепежная гайка, а резьба предварительно нарезается на валу.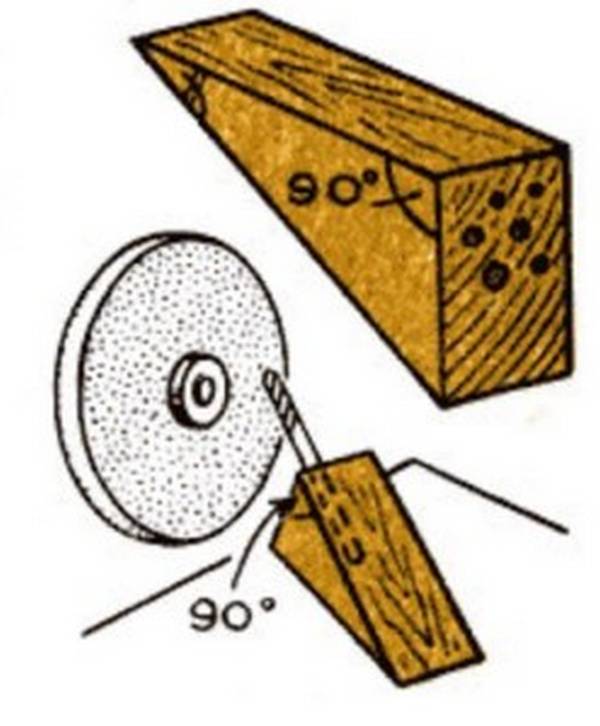 Можно использовать специальную насадку на круг, в которой сверло не качается и затачивается как карандаш. Вы можете ее сделать самостоятельно или приобрести в магазине.
Можно использовать специальную насадку на круг, в которой сверло не качается и затачивается как карандаш. Вы можете ее сделать самостоятельно или приобрести в магазине.
Если диаметр вала является меньшим, нежели диаметр отверстия в камне, следует добавить втулку. В ней делается специальное отверстие и отверстие для болта, чтобы иметь возможность закрепить ее на валу. Тогда она не будет поворачиваться вместе с абразивным диском при работе. На конце втулки необходимо нарезать правую резьбу по ходу вращения диска, чтобы зафиксировать его, воспользовавшись шайбами и гайками. После этого втулка надевается на вал.
Если вам трудно определится с выбором электродвигателя, можно использовать вариант от старой стиральной машинки. Эта мощь будет наиболее оптимальной для заточки необходимых инструментов. Заранее приготовьте пускатель и отрезки проводов. Можно использовать провода от старой аппаратуры. Вы, конечно, можете приобрести и новые отрезки, но дешевле использовать подручные инструменты, которые есть в каждом доме. Поэтому если старые провода находятся в хорошем состоянии, их спокойно можно использовать.
Поэтому если старые провода находятся в хорошем состоянии, их спокойно можно использовать.
Провод необходимо подсоединить к пускателю. Важно, чтобы пускатель имел минимум три нормально разомкнутых контакта (HP). Его обмотка должна подключаться к фазной линии через две кнопки, соединенные последовательно. Одна с h4, которая будет кнопкой выключения, а вторая с HP – кнопкой включения. Эта кнопка должна стоять в одной параллели с парой HP контактов пускателя.
Если нажать на кнопку включения, на обмотку подастся напряжение и контуры пускателя замкнутся, одна пара которых будет шунтировать кнопку. Если ее отпустить, напряжение не снимется с пускателя. Если нажать на кнопку выключения, мы разорвем цепь питания обмотки, а пускатель отпустит контакты, поэтому двигатель остановится.
Электродвигатель является безопасным даже при открытом виде, ему не нужна дополнительная защита, но рекомендуется сделать металлический короб, чтобы защитить конструкцию как минимум от пыли.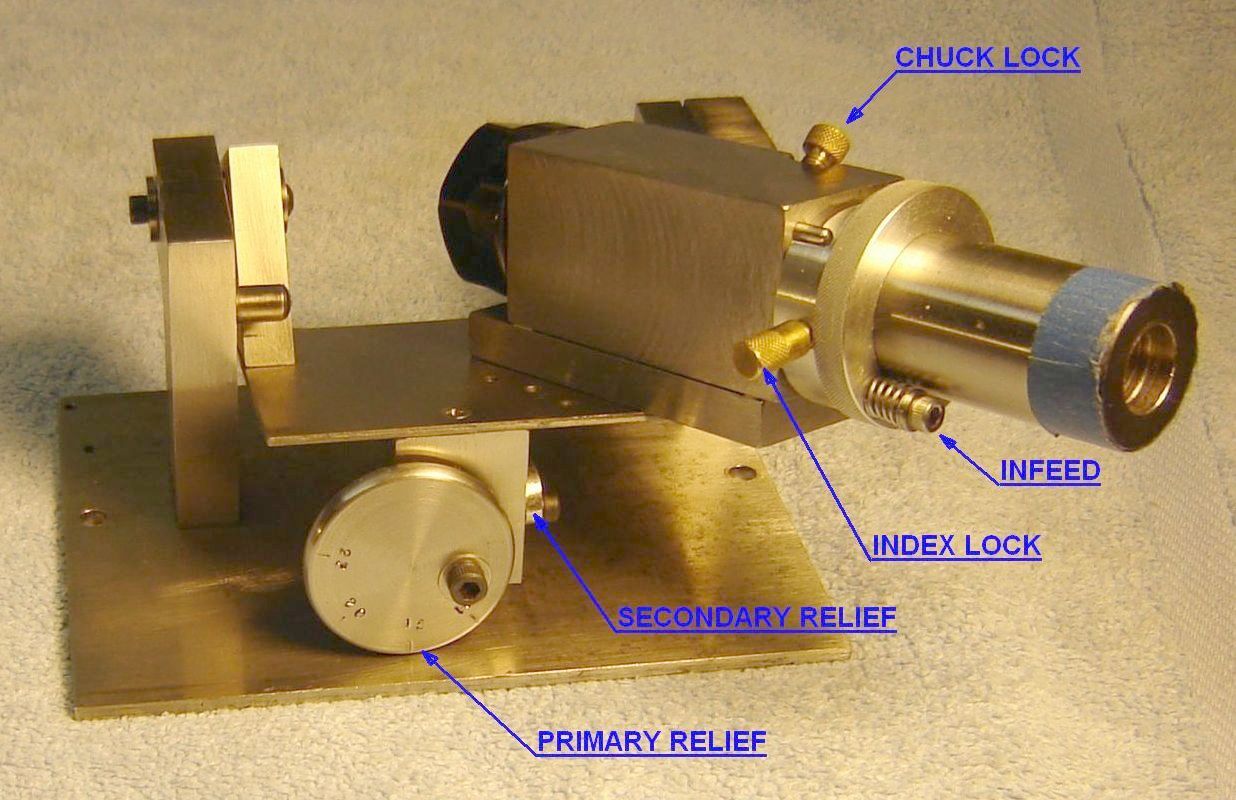 Можно сделать стеклянный защитный экран. Это убережет ваши дыхательные пути и глаза от попадания пыли из круга. Рекомендуется установить защитный кожух, который должен закрывать торец абразивного диска на две трети. Его можно изготовить из старой камеры от авто. В случае раскола точильного диска, его части будут находиться в кожухе и не смогут причинить вред.
Можно сделать стеклянный защитный экран. Это убережет ваши дыхательные пути и глаза от попадания пыли из круга. Рекомендуется установить защитный кожух, который должен закрывать торец абразивного диска на две трети. Его можно изготовить из старой камеры от авто. В случае раскола точильного диска, его части будут находиться в кожухе и не смогут причинить вред.
Процедура заточки сверл на станке
Большинство людей делают точильные станки для сверл своими руками. Чтобы не тратить лишние деньги, вы легко можете соорудить точильный станок для сверл самостоятельно. Причем вы можете сделать его универсальным и при необходимости затачивать на нем любые предметы. При работе нужно строго следовать инструкции к станку для заточки сверл и придерживаться определенных правил.
Наконечник сверла состоит из двух небольших плечиков. Крайне важно, чтобы они были одинаковыми. Не нужно сравнивать их высокоточными измерительными приборами, достаточно прикинуть на глаз. Но одинаковость должна быть обязательно. Место, где сходятся плечики, называется центром выполненного отверстия, радиус которого определяется длиной большего плечика. Если они будут одинаковыми, тогда ось вращения сверла совпадет с центром отверстия.
Место, где сходятся плечики, называется центром выполненного отверстия, радиус которого определяется длиной большего плечика. Если они будут одинаковыми, тогда ось вращения сверла совпадет с центром отверстия.
Если это не так, диаметр получится больше необходимого, причем на величину разницы между центральной точкой кривого отверстия и осью сверла. Это тот случай, когда сверло разбивает отверстие. Помимо этого, идет большая нагрузка на инструмент и руки, которая часто влечет за собой поломку сверла. Когда будете затачивать сверло, помните, что оно должно резать материал.
Перед началом работ убедитесь, что вращающийся шлифовальный диск надежно закреплен на верстаке. Рекомендуется одеть защитные очки. Качественная заточка требует минимум получаса. Проявите аккуратность и терпение – тогда инструмент заточится правильно и будет работать соответственно. Для правильной заточки сверла вы должны знать его тип – по металлу или по дереву.
При изготовлении каждое изделие затачивается идеально, что очень сложно повторить в домашних условиях. Различные марки победита отличаются по методике получения сплава и химической формуле. Такие нюансы нельзя определить на глаз, поэтому название материала, которое подходит сверлу, должно писаться на упаковке. Внимательно изучите сторону вращения сверла, чтобы понять, какую сторону нужно затачивать.
Различные марки победита отличаются по методике получения сплава и химической формуле. Такие нюансы нельзя определить на глаз, поэтому название материала, которое подходит сверлу, должно писаться на упаковке. Внимательно изучите сторону вращения сверла, чтобы понять, какую сторону нужно затачивать.
Для настольного станка вам могут понадобиться заточные круги. Их еще называют наждаками, точилом или абразивным кругом. Всегда начинайте точить более грубым абразивом. Когда на инструменте появиться заусенец по всей длине, вы можете перейти на более мелкий абразив. Подбирайте бруски таким образом, чтобы каждый следующий мог убирать небольшие дефекты предыдущего. В заключение вы делаете окончательную доводку при помощи самого мелкого бруска с элементом полировки.
Всегда выдерживайте поставленный угол заточки. Но для этого вам следует немного попрактиковаться. Очень часто лезвие инструмента уезжает в сторону и перемещается. Точильный диск должен вращаться только по направлению от лезвия.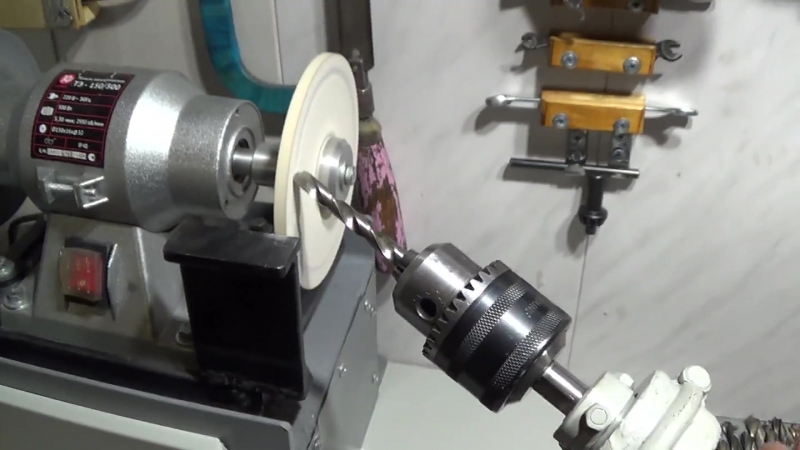 Если же это будет наоборот, существует риск неправильной заточки и получения серьезных телесных повреждений.
Если же это будет наоборот, существует риск неправильной заточки и получения серьезных телесных повреждений.
Учтите, что сверла не выносят перегрева. Дело в том, что в процессе заточки твердосплавные пластины иногда трескаются и отваливаются. Но этого можно избежать. Постарайтесь не допустить чрезмерного нагревания сверла о точильный камень. Регулярно охлаждайте сверло водой. Но если сверло уже раскалилось докрасна, не макайте его в жидкость! Из-за этого пластины могут мгновенно растрескаться. Пусть изделие немного остынет самостоятельно.
Все спиральные сверла имеют по две режущие кромки и задние плоскости, которые делают окончание сверла коническим. Но если вы возьмете шайбу с меньшим диаметром в сравнении со сверлом и вмонтируете его в отверстие шайбы, то сможете увидеть, что режущие кромки сверла касаются шайб. При этом задняя часть поверхности отстает от режущих кромок.
При заточке сверл на станке своими руками обращайте внимание на соблюдение правил техники безопасности. Помните, что работа связана с острыми лезвиями, которые могут легко нанести травму. Мы надеемся, что наша простая инструкция поможет вам понять технологию заточки и соорудить качественный прибор собственными руками. Желаем вам успехов!
Помните, что работа связана с острыми лезвиями, которые могут легко нанести травму. Мы надеемся, что наша простая инструкция поможет вам понять технологию заточки и соорудить качественный прибор собственными руками. Желаем вам успехов!
То вам не придется каждый раз обращаться к специалисту, и вы сами сможете поддерживать нужную остроту сверла.
Для заточки необходимо специальное приспособление, которое используют в профессиональной работе.
Однако если его нет, вы сможете собрать приспособление для заточки вручную и выполнять всю работу своими руками правильно.
Из статьи вы узнаете, как сделать станок, необходимый для заточки металла, а также — как правильно заточить сверло по металлу. Инструкция на видео поможет вам справиться с этой работой быстрее и сделать все правильно. Так же вы узнаете, как заточить корончатое, ступенчатое и другие виды сверл.
Подготовка к работе
Необязательно быть профессионалом, чтобы знать, как затачивать сверла по металлу.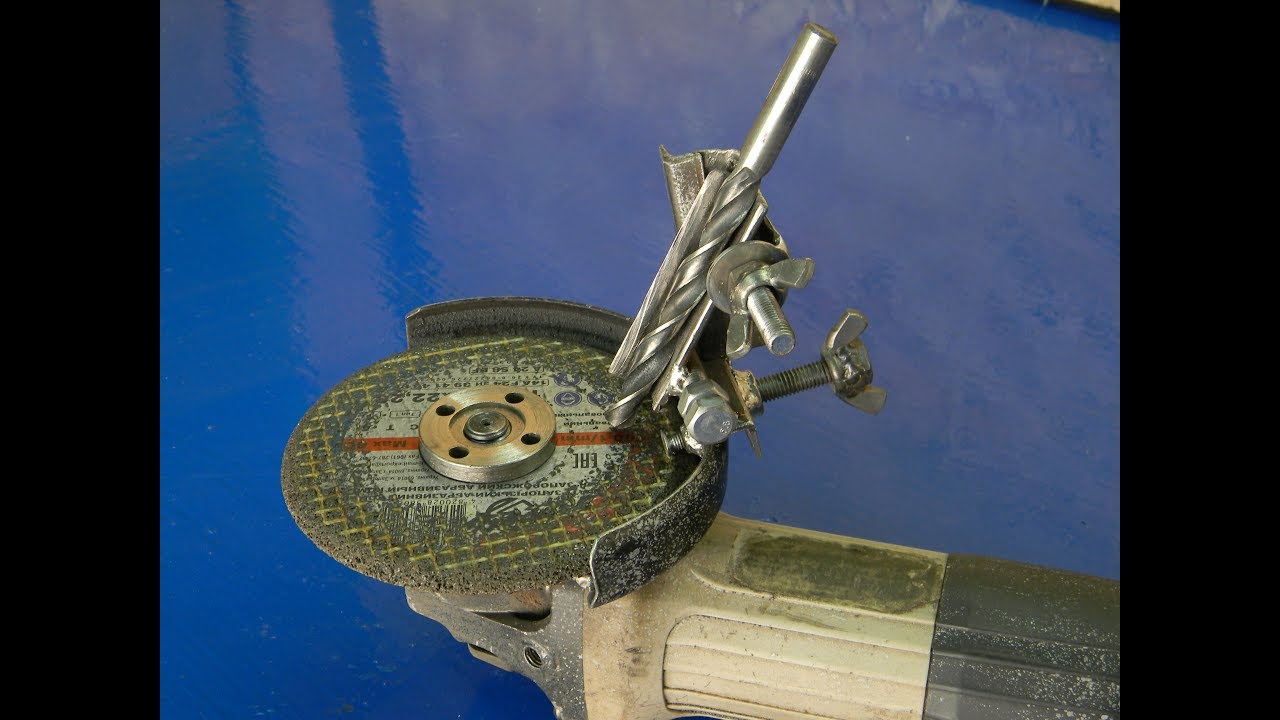 Для этого требуется острое приспособление, которое поможет поддерживать его в оптимальном для работы состоянии.
Для этого требуется острое приспособление, которое поможет поддерживать его в оптимальном для работы состоянии.
Поскольку проводить заточку устройства для металла приходится регулярно, если вы часто работаете с этим инструментом, некоторые предпочитают купить уже готовый станок для заточки, а не собирать его своими руками.
Самое эффективное приспособление для заточки корончатых сверл – станок, на котором установлен точильный камень.
Пользоваться им очень просто, и вам не понадобится сложных инструкций, чтобы приступить к работе.
Впрочем, некоторые нюансы того, как проводится заточка, перед началом процесса желательно знать: инструмент обрабатывают сзади по граням, при этом наиболее важную роль занимает угол, под которым располагается инструмент, когда подается к станку.
Если угол будет неправильным, то инструмент повредится и исправить его будет нельзя – придется покупать новое.
Во время заточки наибольшее внимание нужно уделить кромке, которая составляет режущую часть устройства – именно она должна быть наиболее острой, поскольку вступает во взаимодействие с металлическими деталями: винтами, перемычками и т. д.
д.
Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками.
После этого нужно собрать необходимые инструменты, которые понадобятся вам, чтобы сделать точильный станок. Сделать его из подручных средств не удастся – придется посетить строительный магазин.
В первую очередь, вам понадобятся специальные круги, которые нужны для заточки.
На само приспособление нужно будет установить только один круг, но они довольно быстро приходят в негодность, поэтому рекомендуется покупать сразу несколько деталей, чтобы потом не тратить много времени на их замену.
Особенно это актуально, если вы используете инструмент постоянно – тогда затачивать его придется часто. Приобретенный круг устанавливается на вращающийся вал.
Помимо этих деталей, вам будет нужна жидкость для охлаждения – ею может быть вода или машинное масло. Также вам нужна емкость, в которую будет залита жидкость.
Если вы делаете все своими руками, то про жидкость нужно обязательно помнить, ведь во время процесса заточки инструмент сильно накаляется.
Если вы не сможете его охладить, то его свойства ухудшатся, и с каждым разом оно будет все быстрее выходить из строя.
Самодельный станок для корончатых инструментов должен иметь правильный угол, и это самая сложная часть в создании устройства своими руками.
Чтобы сделать угол верным, нужно произвести непростые расчеты, поэтому часто потребители решают приобрести уже готовый инструмент для заточки, чтобы сэкономить время и силы.
Самый важный угол находится спереди, он определяется, исходя из главной секущей плоскости.
Задний угол имеет параметры, аналогичные переднему, но в соответствии с задней плоскостью.
Для того чтобы определить, как располагается верхний угол, нужно посмотреть на устройство с боковой позиции: в правильном положении он располагается между первой и второй кромкой.
Обычно первый угол должен иметь наклон около 20 градусов, а задний – 10. Верхний угол имеет всегда одно и то же значение на всех устройствах: 118 градусов.
Перед работой нужно подготовить перчатки и очки, поскольку эта работа может быть травмоопасной.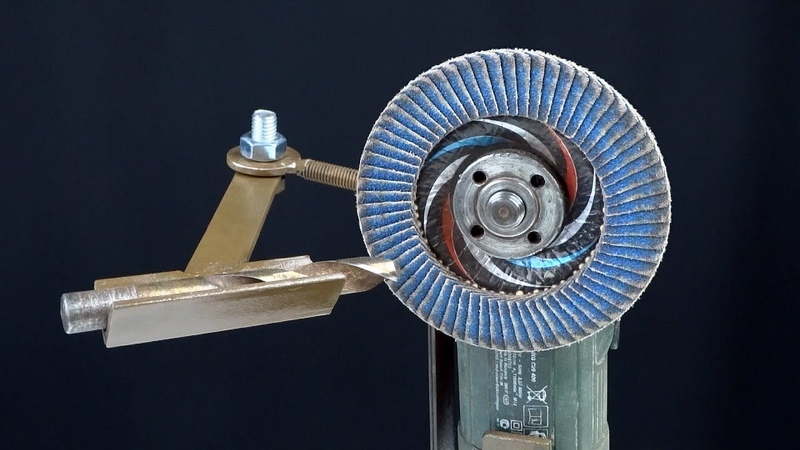
Если у вас мало опыта в создании подобных станков своими руками, то следите внимательнее за тем, как расположен круг, ведь если его угол подачи будет неверным, то круг просто вырвется из рук.
Посмотрите видео о том, как собирать аппарат для заточки – оно очень поможет, если у вас мало опыта.
Процесс заточки и плюсы станка
Корончатое, ступенчатое и другие сверла затачиваются так же, в несколько этапов. Больше всего будет задействована задняя часть устройства.
Сначала нужно включить приспособление, оборудованное наждаком, и поднести к кругу ступенчатое допустим сверло, которое нужно заточить. При этом режущей частью ступенатое сверло должно быть направлено к точилу.
При работе сверло нужно держать очень крепко, чтобы оно не выскользнуло.
Если вы поднесли сверло правильно, то оно должно быть расположено параллельно механизму.
В этом положении останется только его заточить, и тогда вы получите качественный инструмент, который можно снова использовать.
Подобный способ заточки подходит только для небольших сверл, диаметр которых не превышает 10 мм.
Если диаметр сверла окажется больше, то нужно продлить и время, которое тратится на заточку, а также обратить больше внимания на переднюю сторону инструмента.
Как затачивать сверла с разным диаметром, смотрите на видео.
Чтобы произвести заточку корончатых сверл, диаметр которых более 16 мм, вам понадобится полноценный станок.
В этом случае работа своими руками будет дороже и дольше, однако использование станка сделает ее и более качественной, поскольку в этом случае можно легко выставить правильный наклонный угол.
Если вы часто пользуетесь сверлами разных размеров, то станок быстро себя окупит, т.к. затачивать их приходится постоянно.
Существует несколько характеристик корончатых и других сверл, которые можно затачивать только с помощью станка. Прочитайте их, прежде чем приступать к работе.
Во-первых, если ступенчатое или другое устройство предназначено для работы с глухим отверстием, где снижено осевое усилие резания, то затачивать такой инструмент нужно на станке.
Также дело обстоит со сверлами, предназначенными для работы с прочными металлами, либо инструментами, имеющими маленькую подточку, и предназначенными для сверления глубоких отверстий.
Правильный станок должен не только затачивать сверло, но также и ориентировать инструмент к обрабатываемой поверхности относительно точильного круга.
Именно поэтому станок оборудован точильной плитой, которая позволяет это сделать.
На точильной плите фиксируется само устройство, а также вал и двигатель, благодаря которым запускается станок.
Сверло станка устанавливается к поворотной колонке, которая так же расположена на опорной плите.
Плиту легко поворачивать так, как вам нужно и удобно – это еще один плюс в использовании полноценного устройства.
Запускается станок с помощью двигателя, поэтому колонку можно сделать из любого подшипникового узла, оборудованного валом.
На вал нужно будет зафиксировать крепление, куда будет установлено сверло для заточки. Фиксировать можно обычными болтами – они дадут инструменту необходимую надежность.
Фиксировать можно обычными болтами – они дадут инструменту необходимую надежность.
После того как вы установили сверло, можно включать станок: после запуска колонка автоматически подведется к кругу и развернет его задней частью, которая нуждается в заточке.
Такая система очень удобна, поскольку позволяет самостоятельно правильно выставить угол, который нужен для качественной обработки инструмента.
Крупные станки используют для обработки спиральных, корончатых и других сверл, который имеют диаметр более 16 мм, для более мелких инструментов можно использовать компактные насадочные станки.
С такими приспособлениями работать удобнее, т.к. их можно передвигать или устанавливать в то место, куда вам нужно.
Устройство подобного станка похоже: с одной его стороны находится узел для присоединения, отвечающий за установку дрели на шпиндель, а с другой располагается отверстие, в которое устанавливается сверло.
Работать с этим приспособлением своими руками гораздо проще: вам нужно зафиксировать сверло до упора, а затем запустить станок.
Самый простой, но наименее эффективный способ заточки инструмента – сделать это болгаркой, либо устройством, на котором установлен подвижный круг.
Этот способ может быть эффективен только в том случае, если вам удастся зафиксировать сверло в правильном положении, что довольно непросто.
Этот метод травмоопасен, поскольку во время работы сверло легко может соскользнуть с круга.
Пользоваться болгаркой имеет смысл только в том случае, если вам нужно обработать сверло с минимальным диаметром, и другие приспособления для этого отсутствуют.
К тому же, заточка болгаркой не подразумевает создания доводки, которая является очень важной частью процесса. Доводка нужна для того, чтобы сделать инструмент ровным и гладким.
При профессиональной заточке доводку делают обязательно, поскольку это повышает срок службы устройства.
Если у вас есть карбидно-кремниевый круг, то процесс доводки можно провести и своими руками в домашних условиях.
Несмотря на то, что процесс заточки сверла не слишком сложный, без специализированных устройств, хотя и своими руками это делать не рекомендуется, ведь можно не только повредить инструмент, но и нанести себе травмы, если не соблюдать технологию работы, либо использовать непредназначенные для заточки инструменты, например, болгарку.
Как сделать приспособление для заточки сверл своими руками. Приспособление для заточки сверл в домашних условиях Приспособления для заточкисверл своими руками
Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью специальных приспособлений .
Как сделать самодельные приспособления для заточки сверл, какие шаблоны для этого существуют и что нужно подготовить для работы, вы узнаете из нашей статьи.
Особенности заточки сверл
Сверла – эти недорогие приспособления, особенно если говорить о тех, что широко используются для бытовых нужд. Однако если есть возможность, то после затупления лучше заточить инструменты, чем покупать новые.
Есть заводские устройства, предназначенные для заточки, но при их покупке вы сильно потратитесь, и это не восполнит экономию при отказе от приобретения новых инструментов. Именно поэтому немало мастеров собирают станки для заточки своими руками .
Стоит отметить, что затупление касается сверл по металлу , поскольку инструменты по дереву практически этому не подвержены, за исключением случаев применения на высоких оборотах при смолистой заготовке. Также заточке не подлежат победитовые наконечники по камню или бетону.
А вот сверла по металлу многие точат посредством всех дополнительных приспособлений своими руками, но точность такой работы далеко не всегда идеальна, поэтому желательно использовать хотя бы минимум механики.
Как правильно сделать приспособление для заточки сверл своими руками: обучающее видео
Чтобы самому сделать такое устройство, вам потребуется средство контроля (шаблон). Каким бы образом сверло не затачивалось, точность проверяется специальным шаблоном.
Простые сверла по черному металлу имеют угол кромки от 115 до 120 градусов. Если металл другой, то и углы заточки тоже будут отличаться:
Вы можете подготовить сразу несколько шаблонов в зависимости от перечисленных значений и, в соответствии с ними, своими руками выполнять заточку. Одно и то же сверло можно применять для разных типов заготовок, нужно лишь менять углы вершины рабочего места.
Простое, но очень удобное затащивающее устройство – это втулки разного размера , которые прикреплены к основанию. Сделать самому их можно, опираясь на специальные чертежи. Помните, что инструмент во втулке не должен болтаться, а качество сверления может ухудшиться, даже если ошибка составит всего один градус.
Можно сделать большую обойму на основе алюминиевых или медных трубок в зависимости от типовых параметров сверл или же взять брусок из мягкого материала и проделать в нем много отверстий. В точиле очень важно поставить удобный подручник, благодаря которому можно будет под нужным углом двигать приспособление для заточки и держать упор.
Перечисленные приспособления для заточки изготавливаются уже немало десятилетий подряд и пользуются спросом до сих пор. Для сборки заточного станка своими руками можно вместо уголка взять дубовый брусок.
Простейший станок для заточки можно собрать, просто установив напротив боковой части наждака верстак или столик. Даже такое простое приспособление обеспечивает высокое качество и точность выполнения работ.
Особенности выполнения заточки на простом устройстве
В интернете можно отыскать готовые чертежи устройств для заточки сверл, или же наброcать их самому, но для этого следует понимать принцип работы со сверлом.
Во время работы категорически запрещено допускать движение сверла вокруг своей оси. Если он провернется как минимум на миллиметр, то будет испорчен, и вам придется для повторной обработки стачивать небольшое расстояние.
После окончания работы сверло должно остыть , также выполните замеры шаблонами. Кромки должны быть идеально симметричными вплоть до десятых долей миллиметра. Особенно это важно, если сверло имеет минимальный диаметр.
Заточка может сопровождаться такими ошибками:
Как из подручных средств своими руками собрать точильный станок для спиральных сверл по металлу?
Для основы прибора можно взять любой точильный станок, который способен исправно работать, в нем нет биения оси, и он держит обороты под нагрузкой.
Задание выглядит таким образом:
- подручник обязан строго стоять горизонтально на одной оси с вращением наждака;
- конструкция должна быть безопасной, надежной и прочной;
- следует предусмотреть возможность затачивать как вручную, так и полуавтоматом;
- форма подручника должна способствовать свободному опущению хвостовика сверла на нужный угол.
Специфических деталей для изготовления этого приспособления не требуется, практически все необходимое есть у каждого домашнего мастера. Заготовки обрабатываются болгаркой , сваркой или точилом .
Для режима полуавтоматики предполагается качающийся упор, поэтому нужно сделать петлевое соединение. Точно подберите для отсутствия люфтов отверстия болта, кронштейна и трубки.
Площадка должна двигаться по вертикальной оси , чтобы можно было менять угол заточки сверла. Данную ось можно фиксировать, а подручник должен качаться, опираясь при этом на горизонтальную ось, что при заточке обеспечивает нужную артикуляцию.
Опорная пластина выполняется из металла на 4 мм в толщину, а основные части конструкции должны иметь толщину в 3 мм соответственно. Это обеспечивает ее высокую прочность. Подручник с корпусом наждака соединяется жестко. Крепить его к защитному кожуху нельзя, поэтому посредством металлической «щеки» прикрутите кронштейн.
К опорной пластине затем прикручиваем саму направляющую пластину для сверл толщиной в 5 мм. В ней для фиксации сверла при обработке пропиливается паз треугольной формы .
Конструкция имеет угол поворота в 90 градусов, что позволяет обеспечивать заточку разными методами . Начиная от метода Леонтьева и заканчивая прижимом под определенным углом и созданием острого угла кромки благодаря кривизне наждака.
Сверло при обработке будет не только прочно стоять в канавке , его также можно будет вдоль паза подавать к абразиву, а угол заточки при этом отклоняться не будет. Благодаря частичному превышению плоскости опорной пластины над осью движения диска, можно достичь нужной формы заточки затылка кромки.
Перед выполнением работ сверло следует прижать к пластине и выставить параллельно ей режущую кромку. Юстировка на этом окончена и можно к наждаку подносить и инструмент. Заточку нужно выполнять медленно и аккуратно, тщательно следить за углом.
Благодаря такому самодельному инструменту достигается высокая точность заточки и практически не нужен шаблон. Правда, потребуется время на установку станка и настройку угла, то зато потом вы без труда быстро наточите сверла в нужном количестве.
А вот если потребуется заточить бур, оснащенный твердосплавной насадкой, то можно на фиксированный угол прикрепить качающуюся пластину. Для этого под осевую гайку кладут несколько шайб.
Применение наждачного круга в самодельном инструменте для заточки
Для универсальных точильных работ в основном используют белые круги на основе электрокорунда. Их применяют для заточки лопат, топоров, ножей и заготовок из металла.
С целью обработки твердосплавных сверл или быстрорежущих металлов нужно брать абразивные зеленые круги на основе карбида кремния с маркировкой 64С. А вот под бытовые нужды достаточно зернистости круга на 25Н.
Заточка сверл требует более мелкой фракции в области от 8Н до 16Н . Помните, что наждаки на основе карбида кремния во время работы сильно греются, поэтому сверло в контакте с таким абразивом держать долго нельзя. Давайте металлу остывать после 2-3 подходов и охлаждайте его в содовой воде.
Качество кромки зависит от направления вращения абразива . Рабочая его поверхность обязана набегать на срез (идти сверху вниз).
Периферийная поверхность наждака при обработке обязана быть ровной. Ее можно править насадкой на основе эльбора. Если диск имеет малый диаметр, допускается применение плоскогубцев , в которых будет удерживаться эльборовый резец.
Итак, мы рассмотрели, как в домашних условиях можно собрать и использовать приспособления разной сложности с целью заточки сверл и не только. Выбрать подходящий вариант вы можете в зависимости от ваших бытовых потребностей.
При работе с твердыми заготовками, рабочая поверхность сверла быстро изнашивается. Затупленное сверло сильно нагревается и теряет прочность. Это происходит по причине «отпускания» металла. Инструмент периодически надо затачивать. Впрочем – это относится не только к сверлам.
Сверла относятся к недорогим приспособлениям. Во всяком случае, те модели, которые используются в домашнем хозяйстве. Тем не менее, покупать новый наконечник всякий раз после его затупления – расточительно.
Существуют фабричные приспособления для заточки, но при этом нарушается концепция экономного использования домашних инструментов.
Сверла по дереву практически не тупятся, разве что инструмент можно «загнать» на высоких оборотах в смолистой заготовке. Победитовые наконечники и камню не затачивают. Остается заточка сверла по металлу. Многие слесари со стажем проводят эту процедуру , безо всяких приспособлений.
Однако, точность работ оставляет желать лучшего, да и глазомер не у каждого домашнего мастера развит настолько профессионально. В любом случае, минимальная механизация необходима.
Как изготовить самодельное приспособление для заточки сверл?
В первую очередь, необходимо обзавестись средством контроля. Как бы вы не затачивали сверло, необходим шаблон для проверки точности работ.
Обычные сверла для работы с черными металлами имеют угол кромки 115-120 градусов. Если вами приходится работать с разными материалами – ознакомьтесь с таблицей углов:
| Обрабатываемый материал | угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120 |
| Латунные сплавы, мягкая бронза | 125-135 |
| Красная медь | 125 |
| Алюминий и мягкие сплавы на его основе | 135 |
| Керамика, гранит | 135 |
| Древесина любых пород | 135 |
| Магний и сплавы на его основе | 85 |
| Силумин | 90-100 |
| Пластик, текстолит | 90-100 |
Зная эти значения, можно приготовить несколько шаблонов, и в соответствии с ними производить заточку самостоятельно. При этом можно одно и то же сверло применять для различных заготовок, стоит лишь поменять угол вершины рабочей области.
Со временем сверло «вгрызается» в металл хуже. По этой причине его бросают в мусорное ведро и меняют на новое. Однако к проблеме можно подойти по-хозяйски: с помощью специальных приспособлений заточить затупившееся сверло и вернуть его в рабочее состояние. Причём снова сделать режущий инструмент острым можно в домашних условиях, не прибегая к «высоким технологиям».
Виды заточки
Заострить сверло, которое стало плохо погружаться в металл, можно по-разному. На это влияет сфера применения режущего инструмента и его диаметр. Исходя из этих критериев, заточка бывает одноплоскостной, конической и доводкой. Большинству мужчин, которые пользуются сверлом по металлу, привычнее выполнять одноплоскостную процедуру, считаемую наиболее простой. Но она, как и другие виды заточки, подходит не для каждого режущего инструмента.
Прибегать к одноплоскостной заточке следует в том случае, если диаметр затупившегося сверла составляет не более 3 мм. Правда, делая режущий инструмент острым таким способом, надо соблюдать предельную аккуратность, иначе ему грозит поверхностное разрушение. Чтобы одноплоскостная заточка прошла успешно, нужно приложить сверло к абразивному кругу и передвигать в одном направлении с его поверхностью.
Применять коническую процедуру полагается тогда, когда нужно придать остроты крупному изделию, предназначенному для резки металлических листов и деталей. Такая заточка предполагает, что сверло фиксируется двумя руками и обрабатывается последовательно. Затем с режущим инструментом проводят так называемую доводку. Её требуется выполнять после и одноплоскостной, и конической заточки. Доводка – это процедура, которая шлифует режущую кромку сверла так, чтобы не оставалось даже мелких зазубрин .
Углы, под которыми выполняется процедура
Затупившееся после интенсивной и длительной эксплуатации сверло принято затачивать под углом 120 0 . Это универсальный параметр заточки для любого материала, но он подходит только для изделий, имеющих диаметр менее 1, 2 см. А если этот размер составляет от 12 до 80 мм, то режущий инструмент обрабатывают под иным углом. Главное, выбрать его исходя из материала.
Заточка сверла под углом, выбранным наугад, сделает его острым, но непременно испортит. Оно будет плохо просверливать отверстия и быстро нагреваться или ещё хуже – сломается во время использования.
Как наточить затупившееся сверло с помощью простых приспособлений
Вернуть режущему инструменту его свойства можно с помощью абразивного бруска. Им подтачивать сверло придётся вручную, аккуратно убирая лишний металл. Но на это дело уйдёт так много времени, что в следующий раз точно захочется сделать изделие острым любым приспособлением, но только не абразивным бруском.
Но понять, что представляет собою заточка абразивным бруском, никому не помешает. Чтобы узнать нюансы обработки режущего инструмента таким приспособлением, можно посмотреть следующее видео:
Электроточилом
Приспособление, которое работает от электросети и может подточить сверло, есть не у каждого. Но у него есть огромный плюс: в домашних условиях легче всего приспособиться обрабатывать затупившееся изделие именно электроточилом. Заточку этим инструментом полагается начинать с кромки, располагаемой в том же направлении, что и ось абразивного круга. Как долго снимать лишний металл со сверла, надо определять «на глазок». Заканчивать работу следует в тот момент, когда исчезнет тень от кромки на канавке.
В заточке сверла посредством электрического точила надо соблюдать определённую последовательность. Первым делом надо обрабатывать заднюю поверхность кромки, и только после этого приступать к снятию ненужного слоя со второго края затупившегося режущего инструмента. Обтачивая сверло по металлу точилом, следует придерживаться правил:
- обращать внимание на угол заточки изделия;
- следить, чтобы сверло было зафиксировано на оси вращения;
- наблюдать за процессом, дабы кромки получились одинаковой длины;
- излишки металла следует снимать постепенно, медленно расширяя зазор между шайбой точила и обрабатываемым изделием;
- завершая заточку, необходимо придать кромкам сверла форму конуса.
Заточить сверло электрическим приспособлением просто, но для этого потребуется напрягать зрение, не упуская из виду никакой мелочи. Дабы научиться правильно концентрировать внимание на процессе обработки, нужно потренироваться, возможно, приведя в негодность несколько изделий для сверления металла.
Видео о работе электрическим точилом
Обработка болгаркой
Заточка сверла угловой шлифовальной машиной предусматривает следующее: режущий инструмент фиксируется в тисках, выбирается угол крепления, затем на болгарку монтируется диск, который вращается и подводится к кромкам затупившегося изделия. Этот способ придания сверлу потерянной за годы эксплуатации остроты отличается большим количеством минусов:
- болгарку требуется ставить на ровную поверхность диском вниз и держать на своём месте, для чего необходимо заручиться чьей-то помощью или воспользоваться тисками, которыми выполняют работу столяра;
- шлифовальная машинка может испортить сверло, если будет зафиксирована ненадежно;
- во время заточки режущего инструмента болгаркой есть большой риск получить травму, так как сверло может случайно соскочить с вращающегося диска;
- затачивать болгаркой целесообразно лишь изделие, имеющее небольшой диаметр;
- шлифовальной машинкой невозможно произвести доводку, придающую режущему инструменту ровность и гладкость.
Роль подставки для режущего инструмента во время его заточки болгаркой должен выполнять край щитка, прикрывающего абразивный диск. Поворот заслона можно изменять. Приступая к обработке сверла, его требуется расположить так, чтобы на него было удобно ставить палец для опоры.
Видеоматериал о применении болгарки для заточки свёрл по металлу
Использование насадки дрели
Дрель крепится точно так же, как и болгарка, поэтому характеризуется аналогичными недостатками. К тому же к ним можно добавить и ещё один: сверло по металлу получится заточить только электрическим инструментом, имеющим кулачковый патрон, в который вместо сверла надо вставлять держатель диска от болгарки.
Дрель, которую планируется использовать для заточки сверла по металлу, рекомендуется оснастить шлифовальным диском с наклеенным на него отрезком наждачной бумаги. Желательно, чтобы основа, на которую приклеивается шероховатый материал, была очень твёрдой.
Если планируется заточить режущий инструмент ручной дрелью, то надо морально подготовиться к трудностям. Всё-таки у неё нет ничего, что можно сделать подставкой для сверла. Поэтому в качестве неё приходится использовать какой-нибудь подручный предмет.
В общем, приступая к шлифовке изделия дрелью, нужно найти две ровные поверхности. Одна из них станет площадкой закрепления самого прибора, а другая – подставкой для сверла. Обе поверхности, например, стол и ящик, надо разместить так, чтобы они находились на одной линии. Между ними полагается в вертикальном положении установить диск, вставленный в патрон ручной дрели.
Видео об обработке режущего инструмента дрелью
Особенности заточки различных видов свёрл
Сверло по металлу может быть победитовым, спиральным и ступенчатым. К заточке каждого предъявляются определённые требования. Но перед тем как выяснять, каким образом можно вернуть сверлу потерянные со временем свойства, следует осмотреть его и испытать в работе. Это позволит понять, действительно ли изделие нуждается в шлифовке. Признаками тупого режущего инструмента считаются его сильный нагрев, громкие звуки, раздающиеся во время его применения, и некачественное сверление. Правда, прибегать к заточке разумно не всегда. Сверло, длина режущей поверхности которого составляет более 1 см, лучше выбросить.
Как отшлифовать победитовое сверло?
Чтобы победитовое изделие для создания отверстий в металле снова хорошо вгрызалось в материал, требуется вооружиться не только инструментом для заточки, но и охлаждающей жидкостью. Простым наждачным камнем заточить сверло этого типа не выйдет, придётся вооружиться электрическим точилом.
Чтобы режущий инструмент стал сверлить металл так же эффективно, как раньше, на приспособлении, используемом для его заточки, следует уменьшить количество оборотов в секунду. Дело в том, что чем выше прочность материала, тем ниже должна быть скорость его обработки.
Победитовое сверло полагается шлифовать короткими касаниями к точилу. Процесс заточки этого изделия требует повышенного внимания, ведь кромки победитового сверла заостряются довольно быстро. Каждая режущая сторона инструмента должна быть заточена так, чтобы соответствовать по своим размерам другой стороне. Если это правило будет нарушено, то центр оси вращения сместится, и сверло будет проделывать в металле чересчур большие и кривые по краям дырочки.
Во время шлифовки режущего инструмента важно держать под контролем соотношение заднего и переднего углов режущей кромки. Необходимо смотреть и за тем, чтобы сверло не становилось горячим, поскольку это может привести к появлению трещин и сколов. Если вдруг изделие, обрабатываемое точилом или другим приспособлением, нагреется, то его необходимо опускать в специальную жидкость или простую воду. Но, видя, что наконечник покраснел и накалился, не стоит сразу охлаждать его, дабы не допустить повреждения. До погружения в воду сверло должно остыть под воздействием воздуха.
Каким образом затачивать спиральное изделие?
Чтобы вернуть остроту сверлу в виде спирали, нужно отшлифовать его задние грани. Во время этого процесса следует следить за тем, затачивается ли одно перо сверла так же, как другое. Делать это без специального агрегата очень сложно, тем более тому, кто не имеет опыта в заточке свёрл по металлу.
При заточке спирального сверла собственноручно вряд ли получится придать идеально правильную форму задним граням и заданному заднему углу. Поэтому шлифовать подобное изделие разумнее на специальном станке или приспособлении. Лишь бы в хозяйстве было обычное зубило, а у мужчины, которому требуется обработать затупившееся спиральное сверло, имелся опыт заточки режущих инструментов.
Как правильно обработать ступенчатое сверло?
Режущий инструмент по металлу, имеющий вид ступенек, затачивать в несколько раз труднее, чем спиральное сверло. Изделию с прямой канавкой для выведения стружки следует возвращать потерянную остроту по определённой схеме. По режущим краям ступенек со стороны жёлоба полагается проводить диском, совершая лёгкие касания.
При обработке ступенчатого сверла нельзя смещать угол, образующийся между поверхностью сзади ступеньки и канавкой. Ещё больше нюансов заточки у изделия, жёлоб которого спиральный. Технология его обработки ничем не отличается, но требует предельной аккуратности и большого опыта в шлифовке свёрл.
Галерея свёрл разного вида
Режущий элемент такой формы тоже может затупиться Изделие уже насажено на инструмент и готово к работе Сверла могу сломаться, поэтому желательно иметь целый комплект
Такое сверло вгрызается в материал быстро
На случай поломки спирального сверла над иметь запасные режущие детали
Наконечки ступенчатого сверла могут иметь разный диаметр Такой режущий элемент по форме напоминает конус Сверло этого типа плавно погружается в металл
Оценка качества шлифовки
Заточив сверло по металлу, надо обязательно проверить, всё ли сделано правильно. Контроль качества обработки режущего инструмента проверить легко. Нужно только осмотреть перемычку, расположенную по центру торца наконечника изделия, оценить длину режущих кромок и занижение.
Если заточка произведена без ошибок и не испортила сверло, то перемычка будет расположена по центру торца наконечника. При правильной реабилитации затупившегося инструмента его кромка будет находиться между наиболее глубокими точками желобов, через которые выводится металлическая стружка. Это значит, что края заточенного сверла должны быть короткими.
Далее требуется проверить длину режущих кромок – промежуток между перемычкой и краем сверла по линии края, осуществляющего разрез металла. Этот параметр можно измерить обычной линейкой или циркулем. Естественно, ни одна кромка не должна отличаться от другой. В противном случае придётся снова взять приспособление для заточки и обработать поверхность, оказавшуюся короткой.
Понять, есть ли у кромок сверла занижение, можно, если поставить его вертикально, чтобы наконечник указывал на пол, и упереть перемычку в какую-нибудь плоскую поверхность. Потом нужно бросить взгляд на заднюю поверхность, находясь при этом сбоку заточенного изделия. Если виднеющаяся кромка не поднимается постепенно вверх, то над режущей зоной сверла необходимо снова потрудиться.
Заточка свёрл, без сомнения, требует мастерства. Набить руку в этом деле можно. Надо только изучить все тонкости процесса и воочию увидеть, как выполняется шлифовка затупившихся режущих инструментов.
Если сверлить приходится только древесину, то об остроте сверла можно не задумываться, так как сверло может исправно служить месяцы и годы без заточки. Но когда доходит дело до сверления металла, острота сверла становиться очень важна, другими словами, просверлить металл можно только острым сверлом. Разницу легко почувствовать, взяв абсолютно новое сверло. Начав довольно резво врезаться в металл, с каждой минутой сверло будет погружаться в металл все медленнее, а давить на него придется все сильнее. Скорость затупления сверла зависит в частности от оборотов, скорости подачи, охлаждения и других факторов, однако как ни старайся, время работы сверла до неудовлетворительной работоспособности измеряется минутами. Если объем работы значительный, постоянно покупать новые сверла получится накладно, поэтому лучше научиться их затачивать. Хотя все равно стоит иметь несколько сверл одного диаметра (3-10, в зависимости от ох диаметра и соответственно цены) чтобы возвращаться к заточке только когда затупились все сверла.
На периферии сверла скорость резания максимальна, и, следовательно, максимален нагрев режущих кромок. В то же время отвод тепла от уголка режущей кромки сильно затруднен. Поэтому затупление начинается с уголка, потом распространяется на всю режущую кромку. Ясно видно ее закругление. Затем истирается задняя грань. На ней появляются штрихи, риски, идущие от режущей кромки. По мере износа риски сливаются в сплошную полоску вдоль режущей кромки, более широкую у периферии и сужающуюся к центру сверла. Поперечная режущая кромка при износе сминается.
В начале затупления сверло издает резкий скрипящий звук. Если сверло вовремя не заточить, количество выделяемого тепла будет возрастать и процесс износа пойдет быстрее.
Чтобы облегчить контроль геометрии сверла, главное, что следует сделать – это шаблон описанный ниже. С его помощью, даже если заточка выполняется без приспособлений, всегда можно проверить, где ещё нужно снять металл, и, в конце концов, получить то, что и должно получиться (не может быть чтобы не получилось, даже если придется сточить половину длинны сверла). Для соблюдения симметрии старайтесь, чтобы время заточки каждого участка и сила нажима были постоянные.
Заточка спиральных сверл
Заточку сверла производят по его задним граням. Очень важно, чтобы оба пера (зуба) сверла были заточены совершенно одинаково. Выполнить это вручную очень трудно. Не просто также вручную создать требуемую форму задней грани и заданный задний угол (где какой угол см. ниже).Для заточки существуют специальные станки или приспособления. Если есть возможность, то лучше затачивать сверла на специализированном оборудовании. Но в условиях домашней мастерской такой возможности, как правило, не бывает. Сверла приходится затачивать вручную на обыкновенном точиле.
В зависимости от того, какую форму придают задней поверхности, существуют разные виды заточки: одноплоскостная, двухплоскостная, коническая, цилиндрическая, винтовая.
При одноплоскостной заточке заднюю поверхность пера выполняют в виде плоскости. Задний угол при такой заточке должен быть 28-30°. При одноплоскостной заточке велика опасность выкрашивания режущих кромок. Этот способ, самый легко выполнимый при ручной заточке, рекомендуют для сверл диаметром до 3 мм.
Универсальные сверла диаметром больше 3 мм обычно подвергают конической заточке. Для того, чтобы были понятны особенности такой заточки, рассмотрим схему конической заточки на станке сверла с углом 2φ в 118°. На рисунке ниже показан шлифовальный круг и прижатое к его торцу режущей кромкой и задней поверхностью сверло.
Представим себе конус, образующая которого направлена вдоль режущей кромки и торца шлифовального круга, а вершина отстоит от диаметра сверла на 1,9 его величины. Угол при вершине равен 26°. Ось сверла пересекается с осью воображаемого конуса под углом 45°. Если вращать сверло, вокруг оси воображаемого конуса (как бы катать конус по торцу шлифовального круга), то на задней грани сверла образуется коническая поверхность. Если ось сверла и ось воображаемого конуса находятся в одной плоскости, то задний угол будет равен нулю. Чтобы образовался задний угол, нужно сместить ось сверла по отношению к оси воображаемого конуса. На практике это смещение будет равным 1/15 диаметра сверла. Качание сверла по оси воображаемого конуса при таком смешении обеспечит конусную заднюю грань и задний угол 12-14°. Чем больше величина смещения, тем большим будет задний угол. Следует напомнить, что задний угол вдоль режущей кромки меняется и увеличивается к центру сверла.
Понятно, что выполнить все эти условия заточки вручную очень сложно. Сверло, предназначенное к заточке, берут левой рукой за рабочую часть, возможно ближе к заборному конусу, а правой за хвостик.
Режущей кромкой и задней поверхностью сверло прижимают к торцу шлифовального круга и, начиная от режущей кромки, плавными движениями правой руки, не отрывая сверла от камня, покачивают его, создавая на задней грани пера конусную поверхность. Затем повторяют ту же процедуру для второго пера.
При заточке желательно как можно точнее повторить ту форму задней поверхности, которая была после заводской заточки, чтобы не потерять требуемые задние углы.
Другой способ заточки, широко применяемый домашними мастерами, заключается в следующем. Как и в предыдущем случае, сверло берут левой рукой за рабочую часть возможно ближе к заборному конусу, а правой за хвостик. Режущей кромкой сверло прижимают к торцу шлифовального круга и плавным движением правой руки, не отрывая сверла от камня, поворачивают его вокруг своей оси, затачивая заднюю поверхность. Очень важно сохранить при вращении сверла нужный угол его наклона к торцу шлифовального круга. Для этого часто при заточке используют специальные втулки.
В результате такой заточки на задних поверхностях обоих перьев получится конусная поверхность, но не будет образован задний угол. При работе трение задней поверхности о стенки отверстия и, следовательно, нагрев будет больше.
Из-за трения о шлифовальный круг, при заточке происходит нагрев инструмента. Это вызывает отпуск закаленной части инструмента. Металл мягчеет, теряет твердость. Неумелое затачивание приводит лезвие инструмента в негодность. Поэтому заточку следует вести с многократным охлаждением сверла в воде или в водно-содовом растворе. Это требование не касается твердосплавных сверл. Нельзя при заточке пользоваться для охлаждения маслом. Если по каким бы то ни было обстоятельствам инструмент затачивают всухую, то:
- за один проход снимают незначительный слой металла;
- скорость вращения абразивного круга должна быть как можно ниже;
- сверло никогда не должно нагреваться до такой степени, чтобы этого не терпела рука.
Практика показывает, что заточку инструмента следует вести против движения шлифовального круга. Тогда режущая кромка более долговечна, реже ее сминание и обламывание.
Для заточки используют шлифовальные круги из электрокорунда (марок 24А, 25А, 91А, 92А) зернистостью 25-40, твердостью М3-СМ2, на керамических связках.
В производстве обычно за заточкой следует доводка. Доводка делает поверхность глаже, убирает мелкие зазубринки. Сверло, подвергнутое доводке, более стойко к износу, чем сверло после заточки. Если у вас есть возможность выполнить доводку, воспользуйтесь ею.
Для доводки применяют шлифовальные круги из зеленого карбида кремния марки 63С зернистостью 5-6, твердостью М3-СМ1 на бакелитовой связке или круги из эльбора ЛО, зернистостью 6-8 на бакелитовой связке.
Одно из основных условий правильной заточки сверла – сохранение его осесимметричности. Обе режущие кромки должны быть прямолинейны и иметь идентичную длину, тождественную величину углов при вершине (и углы заострения) по отношению к оси сверла.
Правильность заточки проверяют специальным шаблоном.
а – шаблон; б – проверка угла при вершине и длин режущих кромок; в – угла заострения; г – угла между перемычкой и режущей кромкой.
Его делают самостоятельно из листа меди, алюминия или стали толщиной приблизительно 1 мм. Самый долговечный шаблон, конечно, из стали. Шаблоном проверяют угол при вершине, длину режущих кромок, угол между перемычкой и режущей кромкой. Вместо заднего угла, который весьма сложно измерить, шаблоном измеряют угол заострения. Шаблон целесообразно сделать перед началом использования нового сверла, чтобы с последнего перенести нужные углы.
Неравномерная длина режущих кромок и наклон их к оси сверла приводят и к неодинаковой нагрузке. Сверло быстрее выйдет из строя из-за интенсивного износа перегруженной режущей кромки.
а – клины режущих кромок неодинаковы, середина перемычки не совпадает с осью сверла; б – режущие кромки заточены под различными углами к оси сверла, середина перемычки совпадает с осью сверла.
Неравномерная нагрузка на части сверла вызовет его биение в процессе резания и, как результат, увеличение диаметра полученного отверстия.
Самый простой способ проверки правильности заточки – пробное сверление. Если перья сверла заточены неодинаково, то у менее нагруженного будет меньше стружки из соответствующей канавки. Иногда стружка выступает лишь через одну канавку. Диаметр отверстия может быть преувеличен в сравнении с диаметром сверла.
Приспособление состоит из неподвижного основания и съемной державки с отверстиями для сверл разного диаметра.
1 – рейка; 2 – сверло; 3 – наждачный круг; 4 – основание; 5 – державка.
Основание выполняют из строганной доски толщиной 30-40 мм, к которой под углом 30-32° (зависит от угла 2φ, см. ниже, 30° для 2φ=120°, 32° для 2φ=116°) пришивается (прибивается, приклеивается) деревянная рейка со скошенной под углом 25-30° (для одноплоскостной заточки) боковой гранью. Эта рейка и ориентирует под нужным углом державку с затачиваемым сверлом относительно шлифовального круга. Державку изготавливают из прямоугольного деревянного бруска, одну из боковин которого состругивают под углом 60-65° (зависит от угла боковой грани рейки). Этой боковиной державку прижимают к рейке на доске основания, что обеспечивает заточку переднего угла сверла в требуемых пределах (25-30°). На другой боковине державки размечают и высверливают перпендикулярно плоскости этой боковины сквозные отверстия для каждого сверла того или иного диаметра. Длину державки выбирают такой, чтобы ее было удобно держать при заточке сверл.
На обычный подпятник (подлокотник) приспособление не установишь, так что придется придумывать для него какой-то столик или полку, можно перенести заточной станок на стол где будет место и для этого приспособления. На основание уложите вплотную к рейке державку с вставленным в нее сверлом, подлежащим заточке. Сверло в гнезде державки поверните так, чтобы затачиваемая кромка была сориентирована горизонтально. Левой рукой держите сверло у затачиваемой кромки, правой – хвостовик сверла. Прижимая державку к скошенной рейке, подведите сверло к наждачному кругу и заострите одну кромку. Затем разверните сверло и так же обработайте вторую кромку.
Можно сделать и проще:
Углы заточки и другие характеристики сверла
Спиральное сверло представляет собой стержень, имеющий для облегчения выхода стружки две винтовые канавки. Благодаря канавкам на сверле образуются два винтовых пера, или, как их иначе называют, зуба.Спиральное сверло состоит из рабочей части, шейки, хвостовика и лапки.
А – с коническим хвостовиком; В – с цилиндрическим хвостовиком; а -рабочая режущая часть; б – шейка; в – ширина пера; г – лапка; д – поводок; е – канавка стружечная винтовая; ж – перо; з – хвостовик; и – перемычка; L – общая длина; L 0 – длина “рабочей режущей части”; D – диаметр; ω – угол наклона “канавки стружечной винтовой”; 2φ – угол при вершине; f – ширина ленточки спиральной; ψ – угол наклона перемычки.
Рабочая часть разделяется на режущую и направляющую. Все режущие элементы сверла расположены на режущей части – заборном конусе. Направляющая часть служит для направления во время резания и является запасной при переточке сверла. На перьях направляющей части по винтовой линии расположены цилиндрические фаски-ленточки. Ленточка служит для направления сверла в отверстии, а также для уменьшения трения сверла о стенки отверстия. Она не должна быть широкой. Так, ширина ленточки сверла диаметром 1,5 мм составляет 0,46 мм, диаметром 50 мм – 3,35 мм. Хвостовик сверла и лапка служат для закрепления сверла в шпинделе станка или патроне. Сверла могут быть выполнены как с шейкой, так и без нее.
Диаметр сверла, измеренный по ленточкам, неодинаков по длине сверла. У заборного конуса он несколько больше, чем у хвостовика. Это уменьшает трение ленточек о стенки отверстия.
Для того чтобы понять устройство режущей части сверла, рассмотрим основные принципы работы любого режущего инструмента (в том числе и сверла). Одно из важнейших требований к режущему инструменту состоит в том, чтобы отделяемая стружка свободно отходила от места резания. Поверхность инструмента, по которой сбегает стружка, называют передней гранью. Эту грань отклоняют назад под некоторым углом от вертикальной плоскости.
1 – клин; 2 – обрабатываемый предмет; γ (гамма) – угол передний; α (альфа) – угол задний; δ (дельта) – угол резания; β (бета) – угол заострения.
Благодаря этому углу для инструмента облегчено врезание в металл и стружка свободнее сходит по передней грани. Угол между передней гранью инструмента и плоскостью, проведенной перпендикулярно к поверхности резания, называется передним углом и обозначается греческой буковой γ.
Поверхность инструмента, обращенную к детали, называют задней гранью. Ее отклоняют на некоторый угол от поверхности обрабатываемой детали, чтобы уменьшить трение инструмента о поверхность резания. Угол между задней гранью инструмента и поверхностью резания называют задним углом и обозначают греческой буквой α.
Угол между передней и задней гранью инструмента называют углом заострения и обозначают греческой буквой β.
Угол между передней гранью инструмента и поверхностью резания называют углом резания и обозначают греческой буквой δ. Этот угол представляет собой сумму угла заострения β и заднего угла α.
Передний и задний угол – это те углы, которые необходимо соблюдать при заточке.
А теперь найдем описанные выше грани и углы на сверле, которое совсем не похоже на инструмент, изображенный на рисунке выше. Для этого рассечем режущую часть сверла плоскостью АБ, перпендикулярной его режущей кромке.
Режущая кромка – это линия пересечения передней и задней граней инструмента. Передний угол γ у сверла образует винтовая канавка. Угол наклона канавки к оси сверла определяет величину переднего угла. Величина углов γ и α вдоль режущей кромки переменна, о чем будет рассказано ниже.
Сверло имеет две режущие кромки, соединенные между собой перемычкой, расположенной под углом ψ к режущим кромкам.
Получив общее представление о геометрии режущей части сверла, поговорим подробнее о ее элементах. Передняя грань спирального сверла представляет собой сложную винтовую поверхность. Грань – это название условное, так как слово “грань” предполагает плоскость. Винтовая канавка, поверхность которой образует переднюю грань, пересекаясь с заборным конусом, создает прямые режущие кромки.
Угол наклона винтовой канавки к оси сверла обозначают греческой буквой ω. Чем больше этот угол, тем больше передний угол и тем легче выход стружки. Но сверло с увеличением наклона винтовой канавки ослабляется. Поэтому у сверл с малым диаметром, имеющих меньшую прочность, этот угол делают меньше, чем у сверл большого диаметра. Угол наклона винтовой канавки зависит также от материала сверла. Сверла из быстрорежущей стали могут работать в более напряженных условиях, чем сверла из углеродистой стали. Поэтому для них угол ω может быть больше.
На выбор угла наклона влияют свойства обрабатываемого материала. Чем он мягче, тем угол наклона может быть больше. Но это правило применимо в производстве. В домашних условиях, где одно сверло используют для обработки разных материалов, угол наклона обычно связан с диаметром сверла и изменяется от 19 до 28° для сверл диаметром от 0,25 до 10 мм.
Форма канавки должна создавать достаточное пространство для размещения стружки и обеспечивать легкий отвод ее из канавки, но при этом не очень ослаблять сверло. Ширина канавки должна быть приблизительно равна ширине пера. Глубина канавки определяет толщину сердцевины сверла. От толщины сердцевины зависит прочность. Если канавку сделать глубже, стружка будет лучше размещаться, но сверло будет ослаблено. Поэтому толщину сердцевины выбирают в зависимости от диаметра сверла. В сверлах малого диаметра толщина сердцевины составляет большую долю диаметра сверла, чем в сверлах большого диаметра. Так, для сверл диаметром 0,8-1 мм ширина сердцевины 0,21-0,22 мм, а для сверл диаметром 10 мм ширина сердцевины 1,5 мм. С целью повышения прочности сверла толщину сердцевины увеличивают по направлению к хвостовику.
Переднюю грань у сверла не перетачивают.
Конструкция винтовых канавок такова, что по мере приближения от края сверла к центру их угол наклона уменьшается, а значит, уменьшается и передний угол. Условия работы режущей кромки у центра сверла будут труднее.
Задний угол, так же как и передний, изменяется по величине в разных точках режущей кромки. В точках, расположенных ближе к наружной поверхности сверла, он меньше, в точках, расположенных ближе к центру, больше. Задний угол образуется при заточке заборного конуса и на периферии сверла равен приблизительно 8-12°, а в центре 20-25°.
Перемычка (поперечная кромка) расположена в центре сверла и соединяет обе режущие кромки. Угол наклона перемычки к режущим кромкам ψ может быть от 40 до 60°. У большинства сверл ψ=55°. Перемычка образуется пересечением двух задних граней. Ее длина зависит от толщины сердцевины сверла. Так как толщина сердцевины увеличивается по направлению к хвостовику, длина перемычки возрастает в результате каждой заточки. В процессе сверления поперечная кромка только мешает внедрению сверла в металл. Она не режет, а скребет или, вернее, давит металл. Недаром ее когда-то называли скребущим лезвием. С уменьшением длины перемычки вдвое усилие подачи можно снизить на 25%. Однако уменьшение длины перемычки за счет уменьшения толщины сердцевины приведет к ослаблению сверла.
Большое влияние на работу сверла оказывает угол при вершине 2φ. Если угол при вершине мал, стружка своим нижнем краем будет задевать за стенку отверстия и условий для правильного образования стружки не будет.
На рисунке ниже показано сверло с нормальным углом заборного конуса.
Край стружки в этом случае хорошо укладывается в канавку. Изменение угла при вершине изменяет длину режущей кромки и, следовательно, нагрузку на единицу ее длины. При увеличении угла при вершине нагрузка на единицу длины режущей кромки растет, при этом увеличивается сопротивление внедрению сверла в металл в направлении подачи. При уменьшении угла при вершине возрастает усилие, необходимое для вращения сверла, так как ухудшаются условия образования стружки и возрастает трение. Но при этом нагрузка на единицу длины режущей кромки уменьшается, толщина срезаемой стружки становится меньше и теплота от режущих кромок отводится лучше.
Обычно угол при вершине (2φ) стандартных универсальных сверл из углеродистой, хромистой и быстрорежущей стали равен 116-118° и считается пригодным для многих материалов. Но для того, чтобы обеспечить наилучшие условия работы, его меняют, как показано в таблице.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Пожалуй, каждый профессиональный мастер использует сверла для своей работы, которые должны быть качественными и отлаженными. Раньше сверла затачивались вручную, но сейчас большим успехом пользуются специальные станки для заточки сверл. Конструкция такого станка является очень простой. Для его создания вам потребуются простые материалы, которые присутствуют практически в каждом доме. Давайте вместе рассмотрим поэтапную схему изготовления точильного станка для сверл.
Особенности заточки сверл
Тупым сверлом практически невозможно сверлить поверхности. Острое сверло решит ситуацию в считанные минуты. Поэтому сверла должны быть заточенными под нужным углом и готовы к работе. Углы заточки для разных материалов не могут быть одинаковыми. Чем тверже материал, тем тупее будет угол. Например, для пластмассы подойдет угол заточки в 30-60 градусов, а для каленой стали в 130-140 градусов. Если к качеству сверления не предъявляется больших требований, можно выбрать угол заточки в 90-100 градусов.
Стоит отметить, что заточка сверл может производиться вручную на абразивных дисках или на затачивальных станках. Во время ручной заточки сверло необходимо держать за рабочую часть левой рукой и направлять его ближе к режущей части. Правая рука должна держаться за хвостовик. Прижмите режущую кромку сверла к боковой поверхности заточного абразивного круга. После этого необходимо повернуть сверло осторожным движением правой руки. При этом режущие кромки должны принять к оси правильный наклон и необходимую форму.
Затачивайте сверло сначала с одной стороны, а затем с другой. При этом очень важно контролировать заточку режущей кромки, чтобы острие находилось по центру. В противном случае при сверлении сверло будет уходить в сторону. Также не следует сильно давить на сверло, поскольку это может удлинить процесс заточки. Ручная заточка является не очень удобным способом, поскольку может повлечь за собой некоторые дефекты. К примеру, если режущие кромки после заточки сверла по длине не равны и наклонены под разными углами к оси сверла, середина поперечной кромки от оси сверла сместится, поэтому будет вращаться при работе вокруг оси. Поэтому лучше для этой цели использовать точильный станок для заточки сверл.
Во время заточки следует обратить внимание на изначально заданный угол. Именно на него следует ориентироваться. После этого посмотрите, в каком состоянии находится инструмент. Если повреждения являются серьезными, можно воспользоваться более грубым наждаком. Если же они незначительные, вам вполне хватит мелкозернистого наждачного диска. Для слабого затупления и совсем незначительных повреждений подойдет доводочный круг. Заточку сверла необходимо производить последовательно – сначала обработайте его верхнюю часть, аккуратно прижимая его к плоскости точильного круга.
После обработки задней поверхности, у вас должен получиться правильный конус, если смотреть сбоку. После этого обрабатывается режущая часть сверла, а затем окончательная доводка. Размер перемычки при правильной обработке сверла не должен быть больше 0,4 миллиметра для сверл, которые имеют диаметр от 8 миллиметров и менее. Если сверло имеет более крупные размеры, размер перемычки должен быть 1 – 1,5 миллиметра. Если вы никогда не затачивали сверла, мы рекомендуем вам потренироваться на других предметах. Так вы сможете быстрее понять технологию заточки и набить руку.
Особенности точильных станков
Станок для заточки сверл задействуется для затачивания сквозных и глухих сверл из стали, чугуна и твердых сплавов. Это оборудование может быть наделено разными функциями с учетом типа заточки, ее размеров и т.д. При работе со станком угол можно менять от 90 до 140 градусов. Станки могут быть бытовыми и промышленными. Бытовые станки для заточки сверл являются довольно компактными и больше подходят для домашнего использования. Они смогут затачивать сверла небольшого диаметра.
Промышленные станки наделены большей мощностью и рассчитаны на заточку сверл, которые имеют большой диаметр. Мощность определяется мотором прибора. Точильный станок для сверл обладает зажимом для сверла и заточным кругом, который рассчитан на использование более 2000 инструментов. Конструкция обеспечивает точную установку сверл, чтобы оператор мог контролировать процесс заточки. Станок работает от электросети. Как правило, точильные станки для сверл являются долговечными и простыми в использовании.
Стоит отметить, что бывают универсально-заточные станки и специализированные. Первый вариант может использоваться для разнообразных режущих инструментов, например для метчиков, фрезов, долбняков и зенкеров. Специализированные станки могут обрабатывать всего один вид инструмента, поэтому работают более точно. Именно к таким станкам и относится точильный станок для сверл. Причем для каждого варианта заточки сверл необходим свой станок.
Существует семь методов для затачивания сверл: одноплоскостной, фасонный, сложно-винтовой, эллиптический, винтовой, двухплоскостной и конический. На универсальных станках можно применять фасонную, одноплоскостную, эллиптическую и двухплоскостную заточку. Что касается остальных методов, для этого нужен специализированный электрический станок для заточки сверл. Если сверло имеет диаметр более 3 миллиметров, необходимо использовать станок с оптическим устройством. Если сверло имеет диаметр менее 1 миллиметра, необходимо применить бинокулярный микроскоп. Чтобы затачивать монолитные сверла, следует использовать алмазный круг.
Станок для заточки сверл своими руками
К сожалению, рынок товаров не всегда может предложить нам то, что действительно нужно, или цена станков для заточки сверл слишком высокая. В этом случае можно сделать станок самостоятельно. Если у вас имеется небольшой опыт по работе с техникой, вы очень легко справитесь с этим заданием.
Для этого вам понадобится тумблер, точильный круг, заглушка, мощный мотор, подставка, немного проводов и ось. Для соблюдения режима безопасности станок рекомендуется поместить в корпус, а снаружи оставить только ось с точильным кругом, которая немного выступает. Прибор будет работать от сети. Причем можно подключать его к источнику и пользоваться как легким и переносным станком.
Заранее побеспокойтесь о том, где будет стоять ваш станок для заточки сверл. Рекомендуется поместить его на металлический стол. Для этого необходимо поставить электродвигатель на столешницу, воспользовавшись креплениями, а затем отметить места отверстий для болтов. После этого следует убрать электродвигатель и просверлить четыре отверстия. Затем установите электродвигатель обратно и закрепите его, воспользовавшись болтами.
Электродвигатель самодельного станка для заточки сверл наделен валом, на который вам необходимо надеть зернистый диск. Если диаметр вала подходит диаметру отверстия в диске, необходимо надеть на вал шайбу, диск, затем снова шайбу. После этого ставится крепежная гайка, а резьба предварительно нарезается на валу. Можно использовать специальную насадку на круг, в которой сверло не качается и затачивается как карандаш. Вы можете ее сделать самостоятельно или приобрести в магазине.
Если диаметр вала является меньшим, нежели диаметр отверстия в камне, следует добавить втулку. В ней делается специальное отверстие и отверстие для болта, чтобы иметь возможность закрепить ее на валу. Тогда она не будет поворачиваться вместе с абразивным диском при работе. На конце втулки необходимо нарезать правую резьбу по ходу вращения диска, чтобы зафиксировать его, воспользовавшись шайбами и гайками. После этого втулка надевается на вал.
Если вам трудно определится с выбором электродвигателя, можно использовать вариант от старой стиральной машинки. Эта мощь будет наиболее оптимальной для заточки необходимых инструментов. Заранее приготовьте пускатель и отрезки проводов. Можно использовать провода от старой аппаратуры. Вы, конечно, можете приобрести и новые отрезки, но дешевле использовать подручные инструменты, которые есть в каждом доме. Поэтому если старые провода находятся в хорошем состоянии, их спокойно можно использовать.
Провод необходимо подсоединить к пускателю. Важно, чтобы пускатель имел минимум три нормально разомкнутых контакта (HP). Его обмотка должна подключаться к фазной линии через две кнопки, соединенные последовательно. Одна с h4, которая будет кнопкой выключения, а вторая с HP – кнопкой включения. Эта кнопка должна стоять в одной параллели с парой HP контактов пускателя.
Если нажать на кнопку включения, на обмотку подастся напряжение и контуры пускателя замкнутся, одна пара которых будет шунтировать кнопку. Если ее отпустить, напряжение не снимется с пускателя. Если нажать на кнопку выключения, мы разорвем цепь питания обмотки, а пускатель отпустит контакты, поэтому двигатель остановится.
Электродвигатель является безопасным даже при открытом виде, ему не нужна дополнительная защита, но рекомендуется сделать металлический короб, чтобы защитить конструкцию как минимум от пыли. Можно сделать стеклянный защитный экран. Это убережет ваши дыхательные пути и глаза от попадания пыли из круга. Рекомендуется установить защитный кожух, который должен закрывать торец абразивного диска на две трети. Его можно изготовить из старой камеры от авто. В случае раскола точильного диска, его части будут находиться в кожухе и не смогут причинить вред.
Процедура заточки сверл на станке
Большинство людей делают точильные станки для сверл своими руками. Чтобы не тратить лишние деньги, вы легко можете соорудить точильный станок для сверл самостоятельно. Причем вы можете сделать его универсальным и при необходимости затачивать на нем любые предметы. При работе нужно строго следовать инструкции к станку для заточки сверл и придерживаться определенных правил.
Наконечник сверла состоит из двух небольших плечиков. Крайне важно, чтобы они были одинаковыми. Не нужно сравнивать их высокоточными измерительными приборами, достаточно прикинуть на глаз. Но одинаковость должна быть обязательно. Место, где сходятся плечики, называется центром выполненного отверстия, радиус которого определяется длиной большего плечика. Если они будут одинаковыми, тогда ось вращения сверла совпадет с центром отверстия.
Если это не так, диаметр получится больше необходимого, причем на величину разницы между центральной точкой кривого отверстия и осью сверла. Это тот случай, когда сверло разбивает отверстие. Помимо этого, идет большая нагрузка на инструмент и руки, которая часто влечет за собой поломку сверла. Когда будете затачивать сверло, помните, что оно должно резать материал.
Перед началом работ убедитесь, что вращающийся шлифовальный диск надежно закреплен на верстаке. Рекомендуется одеть защитные очки. Качественная заточка требует минимум получаса. Проявите аккуратность и терпение – тогда инструмент заточится правильно и будет работать соответственно. Для правильной заточки сверла вы должны знать его тип – по металлу или по дереву.
При изготовлении каждое изделие затачивается идеально, что очень сложно повторить в домашних условиях. Различные марки победита отличаются по методике получения сплава и химической формуле. Такие нюансы нельзя определить на глаз, поэтому название материала, которое подходит сверлу, должно писаться на упаковке. Внимательно изучите сторону вращения сверла, чтобы понять, какую сторону нужно затачивать.
Для настольного станка вам могут понадобиться заточные круги. Их еще называют наждаками, точилом или абразивным кругом. Всегда начинайте точить более грубым абразивом. Когда на инструменте появиться заусенец по всей длине, вы можете перейти на более мелкий абразив. Подбирайте бруски таким образом, чтобы каждый следующий мог убирать небольшие дефекты предыдущего. В заключение вы делаете окончательную доводку при помощи самого мелкого бруска с элементом полировки.
Всегда выдерживайте поставленный угол заточки. Но для этого вам следует немного попрактиковаться. Очень часто лезвие инструмента уезжает в сторону и перемещается. Точильный диск должен вращаться только по направлению от лезвия. Если же это будет наоборот, существует риск неправильной заточки и получения серьезных телесных повреждений.
Учтите, что сверла не выносят перегрева. Дело в том, что в процессе заточки твердосплавные пластины иногда трескаются и отваливаются. Но этого можно избежать. Постарайтесь не допустить чрезмерного нагревания сверла о точильный камень. Регулярно охлаждайте сверло водой. Но если сверло уже раскалилось докрасна, не макайте его в жидкость! Из-за этого пластины могут мгновенно растрескаться. Пусть изделие немного остынет самостоятельно.
Все спиральные сверла имеют по две режущие кромки и задние плоскости, которые делают окончание сверла коническим. Но если вы возьмете шайбу с меньшим диаметром в сравнении со сверлом и вмонтируете его в отверстие шайбы, то сможете увидеть, что режущие кромки сверла касаются шайб. При этом задняя часть поверхности отстает от режущих кромок.
При заточке сверл на станке своими руками обращайте внимание на соблюдение правил техники безопасности. Помните, что работа связана с острыми лезвиями, которые могут легко нанести травму. Мы надеемся, что наша простая инструкция поможет вам понять технологию заточки и соорудить качественный прибор собственными руками. Желаем вам успехов!
Приспособление для заточки сверл своими руками. Изготовление приспособления для заточки свёрл своими руками Приспособление для заточки маленького сверла по металлу
Сверление металлов или дерева – работа, которую вы проделываете регулярно. Качественная насадка не требует заточки довольно долго, однако есть некоторые ошибки, при которых затупление происходит раньше положенного срока:
- Применение сверла, не соответствующего обрабатываемому материалу. Это не означает обязательно сверление железобетона сверлом по дереву, хотя в этом случае вы моментально превратите режущий инструмент в пруток с округлым концом. Для сверления различных видов металла и твердых пластмасс существуют специально изготовленные сверла. При несоответствии – режущая кромка быстро приходит в негодность;
- Неправильный угол заточки. Эта величина так же должна соответствовать типу материала, в котором проделывается отверстие;
- Перегрев. Самая распространенная причина. При работе с прочным материалом, хочется побыстрей закончить сверление, и мы часто забываем о такой мелочи, как охлаждение зоны работ. Если нет возможности обеспечить подачу к инструменту охлаждающей жидкости – необходимо делать перерывы для остывания режущей кромки. Можно макать раскаленное сверло в емкость с водой.
Механизм горячего затупления простой: Раскаленная кромка «отпускается», то есть теряет твердость. Режущие свойства ухудшаются, что приводит к повышенному трению. Нагрев увеличивается сильней, и процесс усугубляется в арифметической прогрессии.
В результате мы можем потерять хороший и возможно дорогой инструмент. Если под рукой есть точильный станок для сверл – проблема решается на месте, если нет – приходится изобретать свои способы заточки.
Ручная заточка без приспособлений
Слесаря с большим опытом точат сверла руками, используя лишь точило с подручником. Но далеко не все домашние мастера могут похвастаться такими навыками.
К тому же, таким способом можно восстановить остроту лишь изделиям большого диаметра. Тогда легче контролировать угол. Наиболее популярный размер (3-5 мм) таким способом не наточишь. Даже шаблон тут не поможет.
Мастеров, которые регулярно проводят сверлильные работы – заинтересует разнообразие заточных станков для сверл, предлагаемое в магазинах электроинструмента.
Однако подобные приспособления (несмотря на очевидное удобство использования), достаточно дорогое удовольствие. Вот и бегут «самоделкины» в магазин за очередным китайским наконечником. А ведь домашние мастера с опытом, до сих пор используют инструмент времен СССР, который соответствует ГОСТам по прочности и долговечности.
Секрет прост – у многих слесарей старой закалки имеется в запасе самодельный станок для заточки.
ВАЖНО! Для большинства домашних работ, вполне можно обойтись несложными приспособлениями для заточки. Особенно если вас пугает слово «станок».
Простейшие приспособления для правки режущей кромки сверла
Для понимания процесса ознакомимся с составными частями наконечника.
Затем поворотом ложа формируется плоскость (точнее конус) затыловки.
Заточка проверяется на шаблоне и оценивается визуально. Все плоскости соответствуют стандарту.
К нижней (тыльной) части ложа-уголка приваривается направляющая для упора хвостовика сверла. Сам упор сваривается из муфты и уголка.
Фиксация производится при помощи винта. Упором выставляется предельная величина стачиваемой кромки, и благодаря этому, оба режущих элемента сверла стачиваются симметрично.
Острение рабочей кромки производится против хода вращения наждачного круга. В этом случае образующийся заусенец автоматически удаляется набегающей поверхностью наждака. Для заточки достаточно двух-трех качаний ложа по радиусу конуса затыловки.
Данный тип сверл затачивается по внешней поверхности наждачного камня, при необходимости использовать боковую (радиальную) плоскость – приспособление можно развернуть на любой угол.
Точильный станок для сверл крепится к верстаку при помощи струбцины. Можно зафиксировать основание стационарно – но в этом случае потеряется возможность точной регулировки.
При работе с твердыми заготовками, рабочая поверхность сверла быстро изнашивается. Затупленное сверло сильно нагревается и теряет прочность. Это происходит по причине «отпускания» металла. Инструмент периодически надо затачивать. Впрочем – это относится не только к сверлам.
Сверла относятся к недорогим приспособлениям. Во всяком случае, те модели, которые используются в домашнем хозяйстве. Тем не менее, покупать новый наконечник всякий раз после его затупления – расточительно.
Существуют фабричные приспособления для заточки, но при этом нарушается концепция экономного использования домашних инструментов.
Сверла по дереву практически не тупятся, разве что инструмент можно «загнать» на высоких оборотах в смолистой заготовке. Победитовые наконечники по бетону и камню не затачивают. Остается заточка сверла по металлу. Многие слесари со стажем проводят эту процедуру своими руками, безо всяких приспособлений.
Однако, точность работ оставляет желать лучшего, да и глазомер не у каждого домашнего мастера развит настолько профессионально. В любом случае, минимальная механизация необходима.
ВАЖНО! Затачивать наконечники при помощи напильника, надфиля и даже наждачной бумаги – бессмысленно. Для этого необходим электрический наждак (точило).
Как изготовить самодельное приспособление для заточки сверл?
В первую очередь, необходимо обзавестись средством контроля. Как бы вы не затачивали сверло, необходим шаблон для проверки точности работ.
Обычные сверла для работы с черными металлами имеют угол кромки 115-120 градусов. Если вами приходится работать с разными материалами – ознакомьтесь с таблицей углов:
Обрабатываемый материал угол заточки Сталь, чугун, бронза твердосплавная 115-120 Латунные сплавы, мягкая бронза 125-135 Красная медь 125 Алюминий и мягкие сплавы на его основе 135 Керамика, гранит 135 Древесина любых пород 135 Магний и сплавы на его основе 85 Силумин 90-100 Пластик, текстолит 90-100
Зная эти значения, можно приготовить несколько шаблонов, и в соответствии с ними производить заточку самостоятельно. При этом можно одно и то же сверло применять для различных заготовок, стоит лишь поменять угол вершины рабочей области.
Простейшая, но очень эффективная приспособа для заточки – втулки разного диаметра, закрепленные на каком-нибудь основании.
Схематический чертеж устройства на иллюстрации:
ВАЖНО! Инструмент во втулке болтаться не должен, ошибка лишь в один градус снизит качество сверления.
Лучше всего изготовить целую обойму из медных или алюминиевых трубок, под типовые размеры сверл. Или насверлить в бруске из мягкого материала достаточное количество дырок. Главное – установить на вашем точиле удобный подручник, который позволит под правильным углом передвигать приспособление для заточки, и служить надежным упором.
Таким способом пользовались наши деды. Только в качестве материала для изготовления заточного станочка – уголка, использовали дубовый брусок.
В принципе, достаточно было разместить напротив боковой поверхности наждака стол или верстак – и заточной станок готов. При этом качество и точность обработки была на высоком уровне.
Существуют разные чертежи приспособлений для заточки.
Можно воспользоваться готовым, или разработать его самостоятельно. Главное – понять принцип работы со сверлом.
ВАЖНО! При работе на точиле, нельзя допускать вращения сверла вокруг своей оси.
Если инструмент провернется хотя бы на миллиметр – он будет испорчен, и придется стачивать некоторое расстояние для повторной обработки.
После окончания заточки, дайте сверлу остыть и проведите замеры при помощи шаблона. Обе кромки должны быть симметричны с точностью до десятых долей миллиметра. Особенно это важно для сверл малого диаметра.
На схеме показаны типичные ошибки самостоятельной заточки:
Конструкция точильного станка для спиральных сверл по металлу, изготовленная из подручных материалов
В качестве основы взят бытовой точильный станок с гордой надписью «сделано в Германии», имеющий все признаки изделия из Поднебесной. Тем не менее, работает он исправно, биения оси нет, обороты под нагрузкой держит.
Техническое задание поставлено следующее:
- подручник должен быть строго на одной горизонтали (или выше ее) с осью вращения наждака;
- конструкция прочная и надежная, обеспечивающая безопасность работ;
- должна быть возможность как ручной заточки, так и полуавтоматической – с помощью приспособы;
- форма подручника позволяет свободно опускать хвостовик сверла на необходимый угол.
Никаких дефицитных деталей для изготовления приспособления не требуется. Все материалы фактически валялись под ногами в сарае. Обработка заготовок производилась болгаркой, тем же самым модернизируемым точилом, и сваркой.
Поскольку упор предполагалось делать качающимся (для полуавтоматического режима), было изготовлено петлевое соединение. Отверстия трубки, кронштейна и болта подобраны точно, для отсутствия люфтов. Полученное приспособление имеет две степени свободы.
Площадку можно вращать по вертикальной оси – меняя угол заточки сверла. Эта ось фиксируемая. Также подручник может качаться, опираясь на горизонтальную ось, обеспечивая правильную артикуляцию во время заточки. Эта степень свободы не фиксируемая.
Для опорной пластины выбран металл толщиной 4 мм, остальные элементы конструкции – 3 мм. Прочность получается более чем достаточная. Подручник жестко соединяется с корпусом наждака. Разумеется, крепить его к защитному кожуху недопустимо, поэтому прикручиваем кронштейн с помощью дополнительной металлической «щеки».
К подручнику (точнее к опорной пластине) прикручивается собственно направляющая пластина для сверл. Пластина толщиной 5 мм, в ней пропилен треугольный паз для фиксирования сверла во время обработки.
Угол поворота конструкции – 90 градусов. Это обеспечит заточку любым способом, от метода Леонтьева – до прижима под одним углом с выработкой острого угла кромки за счет кривизны наждака.
Обрабатываемое сверло не только прочно держится в канавке – его можно свободно подавать к абразиву вдоль паза, без малейшего отклонения угла заточки.
За счет некоторого превышения плоскости опорной пластины над осью вращения диска, достигнута оптимальная форма заточки затылка рабочей кромки.
Перед началом работ прижимаем сверло к пластине и выставляем режущую кромку параллельно пластине. На этом юстировка заканчивается и можно подавать инструмент к наждаку. Заточка сверла требует определенных навыков, делайте все не спеша внимательно следите за углом заточки.
Точность работ высочайшая, шаблон фактически не требуется. На установку приспособления и настройку угла требуется некоторое время, зато можно быстро заточить пару десятков сверл, не затрачивая никаких усилий.
Если необходимо заточить бур с твердосплавной насадкой – качающуюся пластину можно закрепить на фиксированный угол. Для этого требуется лишь подложить пару шайб под гайку оси.
Несколько слов о наждачном круге
Обычно, для универсальных задач, в домашнем точиле используется белый круг из электрокорунда. Он отлично точит ножи, топоры и лопаты. С его помощью можно быстро обрабатывать металлические заготовки.
При заточке твердосплавных сверл (да и быстрорежущий металл тоже требует более твердого диска), применяется зеленый абразивный круг из карбида кремния. Такие круги имеют маркировку 64С.
Зернистость для бытовых работ обычно выбирается 25H.
При заточке сверл требуется фракция помельче, лучше работать в диапазоне 8H — 16H. Необходимо помнить, что наждаки из карбида кремния сильно нагреваются при работе. Поэтому нельзя долго держать сверло в контакте с абразивом. После 2-3 подходов дайте металлу остыть. Лучше всего, охлаждать его с воде с содой.
ВАЖНО! Направление вращения абразива определяет качество кромки. Рабочая поверхность диска должна набегать на срез, то есть двигаться сверху вниз.
Периферийная поверхность наждака, как основная обрабатывающая поверхность, должна быть идеально ровной. Править ее можно насадкой из эльбора. Для дисков небольшого диаметра вполне можно обойтись плоскогубцами, в которых удерживается эльборовый резец.
Качество и точность сверления зависит от остроты рабочего инструмента. Кроме того, в отличие от столового ножа, сверло должно быть заточено правильно. Бывалые слесари могут ровнять режущую кромку на обычном точильном станке, просто удерживая сверло в руках (по крайней мере, с их слов). Но для такого способа нужна сноровка и многолетний опыт. Даже если у вас твердая рука, и отличный глазомер – без понимания процесса, вы просто испортите инструмент.
Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):
Для лучшего восприятия материала, вспомним устройство сверла.
- Нельзя прижимать острие к наждаку дольше 2-3 секунд за один подход. Металл раскаляется и происходит так называемое «отпускание», то есть лишение закалки. Соответственно теряется необходимая твердость металла. Первый признак – наличие температурных побежалостей на кромке.
- Для сверл диаметром до 4 мм: при каждом касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси недопустимо. Для большего диаметра, геометрия заточки несколько иная.
- На спиралевидных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена навстречу вращению точила (при механической заточке).
- Основной угол (на иллюстрации — 2φ) зависит от типа обрабатываемого материала.
Какие сверла точить, и как часто?
Перьевые и другие специальные сверла по дереву в домашних условиях не восстанавливают, да и тупятся они не так быстро. Победитовые наконечники для бетона не точатся в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Спиральное сверло. Режущая кромка имеет небольшой размер, поэтому при работе быстро нагревается от трения (нет площади рассеивания). Основная причине затупления – именно перегрев. При правильном использовании износ происходит не так интенсивно. Характерные признаки тупого сверла:
- При работе слышен скрип.
- Вместо завитой стружки из отверстия выходят опилки.
- Моментальный нагрев инструмента без продвижения в глубину.
Важно: Не следует работать тупым сверлом, износ от перегрева будет только прогрессировать.
Итак, пришло время точить инструмент. Вы не желаете испортить сверло, и хотите механизировать процесс.
К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.
Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
Полупрофессиональные направляющие для любых типов сверл
Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.
С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.
Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск.
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.
Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.
Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.
Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.
Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
Сверла должны быть качественными и хорошо заточенными в работе профессионального мастера. В былые времена заточку сверла производили вручную.
На сегодняшний день появились специальные устройства для заточки свёрл, и их конструкция очень проста.
Для чего нужна заточка?
Если сверло затупилось, то им очень трудно, а порой невозможно просверлить поверхность. Также стоит заметить, что для разных видов поверхностей свёрла должны иметь определённый угол заточки, к примеру, для пластмассовой поверхности угол будет равен 30 градусам, для закалённой стали этот угол будет равняться 130 градусам.
В случаях, когда не требуется идеально просверлённого отверстия, угол заточки может быть 90 градусов.
Как выполнить правильную заточку сверла
Заточку сверла можно сделать своими руками при помощи абразивных дисков. В ходе заточки сверло нужно удерживать за рабочую поверхность. Удерживать хвост сверла нужно другой рукой.
С боку сверло необходимо прижать к абразивному диску. Затем желательно с придельной осторожностью провернуть его, в результате режущая кромка примет требуемый угол и структуру.
Заточку сверла нужно делать с каждой стороны отдельно. Также необходимо следить за тем, чтобы остриё сверла располагалось ровно по центру в момент заточки режущей части. Следует сделать это правильно, так как ошибка в заточке может привести к тому, что сверло будет косить вбок.
Заточка сверла своими руками не самый хороший способ, так как он способен нести за собой ряд неточностей, например, режущие кромки могут оказаться не правильными по отношению к оси инструмента.
Устройство для заточки
Устройство предназначено для заточки глухих или сквозных сверл, которые сделаны из чугуна и стали. Такое устройство сделано с учётом видов заточки, а также её размеров. На станке легко поменять угол заточки.
Есть два вида устройств, которые помогут заточить сверло это бытовой и промышленный станок. В первом случае устройство для заточки занимает мало пространства и отлично вписывается для работы в доме, но такой станок может затачивать только маленькие свёрла.
Большой мощностью обладают станки промышленные, которые сделаны для того, чтобы производить заточку сверл с большим диаметром. У промышленного станка имеется зажим и круг для заточки.
С помощью этого устройства заточка сверла происходит под надзором оператора, который легко контролирует процесс. Такие устройства рассчитаны на долгосрочное время эксплуатации.
Как сделать станок для заточки сверл своими руками
Нам будут необходимы следующие материалы: абразивный диск, переключатель, мотор с хорошей мощностью, подставка, провода, ось и заглушка. Также для безопасного использования станка на нём обязан быть корпус, снаружи которого необходимо поставить ось с абразивным кругом для работы.
Предварительно нужно определиться с местом установки станка, так как он будет подключаться к розетке.
Также наше устройство должно размещаться на столе, желательно из металла, куда нужно будет поставить двигатель, и расставить отметки для проделывания отверстий под болты.
На вал двигателя надевают абразивный диск. Чтобы его закрепить на валу, надо надеть сначала шайбу, затем диск и еще раз шайбу. После этого следует установить крепёжную гайку на заранее приготовленную резьбу на валу.
В качестве мотора для нашего устройства отлично подойдёт двигатель от стиральной машины. Мощность её мотора будет достаточной для процесса заточки сверл. Провода допускается взять тоже от подручной аппаратуры.
Обратите внимание!
Соединить провода нужно с пускателем, который должен быть с тремя разомкнутыми контактами. Обмотка должна быть способна к подключению фазных линий, с использованием двух пускателей, соединённых последовательно.
Кнопка выключения должна соединяться с Нз, а кнопка запуска будет соединена с НР, также она должна состоять в параллельном соединении с двумя НР контактами пускателя.
При нажатии кнопки включения будет подаваться напряжение на обмотку в результате контуры должны замкнуться. При отпуске кнопки напряжение, подаваемое на пускатель не должно сниматься. При отключении двигатель должен остановиться.
Двигатель сам по себе безопасное устройство, но для защиты его механизмов от пыли необходимо сделать каркас, который защитит его от воздействия окружающей среды.
Для его изготовления можно воспользоваться металлическим коробом или сделать защитный экран из стекла. Также стоит установить кожух, закрывающий торцевую часть диска на треть. Он защитит рабочего, в случае если абразивный диск треснет.
Фото заточки сверл своими руками
Обратите внимание!
Обратите внимание!
Дрель – это, пожалуй, одно из наиболее распространенных как в быту, так и на производстве устройств механической обработки материалов, позволяющее быстро и аккуратно сделать отверстие в поверхности с самой разной структурой. Будь это ручной коловорот, электрическая дрель или большой радиально-сверлильный станок, все они в качестве режущего инструмента используют сверло. Оно представляет собой закаленный твердосплавный металлический стержень различного диаметра, с хвостовиком и рабочей частью в виде двух или более режущих кромок, которые при вращении осуществляют выборку материала.
Угол наклона сверла: индивидуальный подход к каждому материалу
В зависимости от типа поверхности, требований к качеству обработки и целого ряда других условий, может иметь самый разный вид. Наиболее распространен вариант, когда его рабочая часть состоит из двух закрученных между собой по спирали режущих кромок, образующих на конце сверла конус, высота которого определяет угол заточки сверла. Его величина зависит от твердости обрабатываемого материала и для каждого материала может иметь свои значения:
- углеродистые стали, сплавы из чугуна и твердой бронзы – от 116º до 118º;
- мягкой бронзы и меди – от 120º до 130º;
- алюминиевые и деревянные поверхности – 140º;
- полимеры и пластмассы – от 90º до 100º.
Условия для долгой и активной жизни сверла
Если исключить бездумный (или безвыходный) вариант использования сверла без победитовых напаек для работы по бетону или камню (когда инструмент выходит из строя буквально за минуту), то наиболее активно режущие кромки тупятся при сверлении твердых металлов. Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также скорости вращения, подающего усилия и наличия охлаждения режущего инструмента. Определить момент ухудшения режущих качеств бура крайне просто по характерному резкому свисту и необходимости большего давления на дрель. В результате сверло очень быстро нагревается, значительно увеличивается время сверления с одновременным снижением качества получаемого отверстия, и для продолжения нормальной работы бур нужно заменить.
Лучше час потерять, а потом за пять минут просверлить
Так как сверла считаются расходным материалом и на малых размерах имеют относительно невысокую стоимость, многие их просто выбрасывают, заменяя новыми. Однако такой подход может быть оправдан только при небольшом объеме работ, низкой цене детали и близости строительного магазина. Намного экономнее и быстрее заточить сверло по металлу своими руками. Приспособлений для осуществления этой операции существует масса, и, как правило, цена такого оборудования напрямую зависит от скорости, универсальности и качества обработки им режущего инструмента.
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, приоритетная для того или иного диаметра бура и структуры обрабатываемой поверхности. Для получения необходимой формы используют, соответственно, и разные способы затачивания режущей кромки. Разделяют одноплоскостной, конусный, двухплоскостной, винтовой и цилиндрический виды заточки. В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла. Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.
Способы достижения желаемого качества заточки
В принципе, имея определенные навыки, заточку можно осуществить и без вспомогательного инструмента. Главное при этом – соблюсти необходимый угол обработки, а также равную длину рабочей поверхности режущих кромок и их симметричный наклон относительно оси бура. Однако достичь этого на практике не так и просто, достаточно совсем небольшой погрешности по любому из перечисленных показателей, и ваше сверло не будет работать должным образом. Использование спецприспособлений упрощает процесс, но согласитесь, приобретать дорогой станок для приведения в порядок пары буров по металлу нецелесообразно. К тому же самодельное приспособление для заточки сверл поможет справиться с этой задачей пусть с меньшим комфортом, но тоже неплохо.
При всем многообразии вариантов исполнения принцип работы всех устройств подобного типа основан на формировании жесткого шаблона или направляющей, вдоль которой затачиваемый инструмент подается к наждачному кругу в определенной плоскости.
Гайка, винтик, направленье – вот и все приспособленье
Пожалуй, одним из самых быстрых и доступных вариантов будет изготовление приспособления для заточки сверл из гайки. Ее шесть граней образуют на смежных плоскостях угол в 120º и могут служить отличным шаблоном для задания нужного наклона заточки режущей кромки сверла. Порядок изготовления подобного устройства довольно прост и не займет много времени. Гайку плоской стороной вверх зажимают в тиски и при помощи угловой шлифовальной машины (болгарки) выполняют продольные пропилы вдоль линии, соединяющей противостоящие углы шестигранника. С одной стороны метиза можно сделать шесть углублений (по числу вершин), сформировав таким образом три направляющие.
Размер гайки, а также ширину и глубину выборки направляющей подбирают из расчета диаметра затачиваемого сверла. После этого всю наружную поверхность этого нехитрого приспособления тщательно обрабатывают наждачной бумагой или напильником для устранения заусенцев.
Вот, собственно, и все, простейшее приспособление для заточки сверл своими руками готово. Теперь бур, требующий заточки, размещают внутри направляющей (между двумя противостоящими углами) так, чтобы обрабатываемый край слегка выступал за вершину шестигранника. Приспособление зажимают в тиски, плотно фиксируя сверло в канавке гайки наконечником вверх, и при помощи той же болгарки аккуратно стачивают выступающую режущую кромку, используя боковые поверхности метиза в качестве направляющей, формируя угол заточки в 120º.
При необходимости сверло в канавке можно закрепить при помощи струбцины, а вместо УШМ применяют с наждачным кругом.
Метизов много не бывает: модернизация гаечного приспособления
Данную конструкцию можно несколько усовершенствовать, сделав более глубокие (в зависимости от диаметра затачиваемого бура) V-образные пропилы в противостоящих вершинах и приварив с той же стороны приспособления гайку меньшего размера. Сверло в этом случае может быть зафиксировано поджимным винтом, вкрученным в приваренную сверху гайку.
В результате отпадает необходимость использования тисков и струбцины (главное при этом – не пережать винт, чтобы не согнуть сверло). Подобное устройство позволяет успешно справляться с заточкой буров даже небольшого диаметра (до трех миллиметров), когда выдержать и проконтролировать угол заточки без специнструментов практически невозможно.
Деревянные направляющие для заточки сверл
Теперь рассмотрим, как сделать приспособление для заточки сверл из брусков или толстой фанеры. Конструкция представляет собой деревянную направляющую, жестко прикрепленную к основанию. Базовую часть приспособления изготавливают из ровной прямоугольной доски (толстой фанеры) с одной из сторон которой делают прямоугольный вырез, обеспечивающий доступ к боковой поверхности наждачного круга. Затем из фанеры подготавливают накладку в виде прямоугольного треугольника или трапеции с наклоном стороны в основании 60º (от вершины – 30º), что гарантирует угол заточки в 120º. Размеры направляющей должны обеспечивать свободное размещение вдоль нее затачиваемого сверла как по длине, так и по высоте.
Готовая накладка при помощи саморезов прикрепляется к дальнему краю базовой доски острым углом в сторону наждачного круга. Заточка сверл по металлу приспособлением подобного типа требует его четкой фиксации вдоль внешней (широкой) поверхности абразива. Каждую режущую кромку формируют отдельно, путем плавного перекатывания сверла навстречу вращению круга, затем ту же процедуру повторяют для второй стороны, добиваясь идеальной сбалансированности. При частом использовании на круге может возникнуть выработка, и придется либо сдвинуть приспособление вдоль наждака, либо заменить абразив. Подобный способ хорош тем, что позволяет легко получить необходимый наклон режущей кромки путем быстрой замены верхней направляющей на требуемый размер.
Использование направляющих втулок для заточки
Еще один вариант обработки сверл, активно практикуемый в домашних условиях, представляет собой деревянную вертикальную стойку с полыми металлическими втулками различного диаметра, которые размещены в бруске под необходимым для заточки углом. В результате обработки на задней части режущих кромок формируется конус, но без правильного заднего угла.
Профессиональные решения: отличный результат за небольшие деньги
Все самодельные устройства обеспечивают приемлемый, но, увы, неидеальный результат. Даже без учета высокой вероятности погрешности при самостоятельном изготовлении приспособлений для заточки существует еще целый ряд параметров, несоблюдение которых приводит к быстрому выходу сверл из строя. Вот почему крупные производители разрабатывают сложные устройства и даже станки для приведения режущего инструмента в рабочее состояние.
Одним из таких механизмов является приспособление для заточки сверл drill grinde, которое дает возможность вернуть остроту спиральным бурам по металлу диаметром от трех до девятнадцати миллиметров. Устройство легко справляется с задачей формирования режущей кромки любого наклона, имея при этом шкалу со стандартными углами заточки (98, 118, 136 и 176 градусов, а также для зенковок). Идеальное качество заточки гарантируется четким позиционированием сверла благодаря поджимным винтам. Пятка (задний угол режущей поверхности) формируется благодаря малому осевому наклону, что задает при обработке дуговое движение сверла.
Главная » Наружная канализация » Приспособление для заточки сверл своими руками. Изготовление приспособления для заточки свёрл своими руками Приспособление для заточки маленького сверла по металлу
Приспособления для заточки сверл своими руками. Простое приспособление для заточки сверл своими руками
В процессе обработки твердых изделий сверла подвергаются быстрому износу. Тупой рабочий элемент значительно нагревается и утрачивает свои прочностные показатели. Происходит это из-за «отпускания» металлического сплава. Инструмент время от времени необходимо точить. Впрочем, этот момент касается не только приспособлений для сверления.
Сверла – это довольно дешевые изделия. По крайней мере вариации, используемые в домашних условиях. Так или иначе, но приобретать новую насадку сразу после ее затупления как минимум неразумно.
Есть и фабричные средства для заточки, однако при этом происходит нарушение концепции целесообразного применения домашнего инструмента.
Сверла, предназначенные для обработки древесины, почти не затупляются. Изделие можно лишь «загнать» в смолистой конструкции и на повышенных оборотах. Наконечники из победита, необходимые для обработки камня и бетона, как правило, не подвергают заточке. Остается лишь заточка приспособлений по металлу. Некоторые опытные слесари делают эту работу своими руками, не прибегая к использованию дополнительных средств.
Но в этом случае точность и качество работы могут вызывать сомнения. Да и не каждый домашний умелец обладает хорошим глазомером.
Как самостоятельно сделать точило для сверл
Для начала нужно сделать шаблон , который позволит вам контролировать точность обработки.
Обыкновенные сверла, предназначенные для работы с черным металлом, характеризуются углом кромки от 115 до 120 градусов. Если же вы постоянно работаете с различными материалами, то следует ознакомиться со следующей информацией:
- текстолит и пластмасса – от 90 до 100 градусов;
- любая древесина – 135;
- гранит и керамика – 135;
- чугун, твердосплавная бронза и сталь – от 115 до 120;
- мягкая бронза и сплавы на основе латуни – от 125 до 135;
- алюминиевые сплавы – 135.
На базе этих данных можно сделать несколько полезных шаблонов, которые помогут сделать максимально качественную и точную заточку сверла.
Самый простой вариант заточки – разные втулки, которые закреплены на надежной и крепкой основе.
Рекомендуется сделать обойму из алюминиевых и медных трубочек, подобрав их под самые распространенные диаметры сверл. Можно также насверлить в брусочке из нетвердого материала несколько отверстий. Самое важное – поставить на точило комфортный подручник, служащий опорой и позволяющий перемещать затачивающее приспособление под необходимым углом.
Этот способ активно применялся нашими дедами. А для материала уголка (заточного станочка) они использовали крепкий дубовый брус.
По сути, достаточно расположить верстак или стол сбоку наждака – и приспособление для заточки сверл своими руками готово. При этом уровень точности и качества заточки будет крайне высоким.
Существует множество чертежей для изготовления конструкции затачивающих приспособлений. Можно прибегнуть к уже готовым вариантам или же сделать их своими силами. Самое важное – уяснить принцип обработки.
При обработке не стоит допускать того, чтобы сверло вращалось вокруг собственной оси. В том случае, если инструмент будет провернут хоть на миллиметр, он испортится и вы будете вынуждены стачивать определенную длину для дополнительной обработки.
Ошибки
К самым распространенным ошибкам самостоятельной заточки сверл относятся следующие:
Для того, чтобы самостоятельно сделать приспособление для заточки сверл, следует придерживаться следующих правил:
Все средства для создания такого приспособления можно отыскать даже у себя дома или в гараже. Обрабатывать их следует болгаркой, сваркой и точилом.
При работе с твердыми заготовками, рабочая поверхность сверла быстро изнашивается. Затупленное сверло сильно нагревается и теряет прочность. Это происходит по причине «отпускания» металла. Инструмент периодически надо затачивать. Впрочем – это относится не только к сверлам.
Сверла относятся к недорогим приспособлениям. Во всяком случае, те модели, которые используются в домашнем хозяйстве. Тем не менее, покупать новый наконечник всякий раз после его затупления – расточительно.
Существуют фабричные приспособления для заточки, но при этом нарушается концепция экономного использования домашних инструментов.
Сверла по дереву практически не тупятся, разве что инструмент можно «загнать» на высоких оборотах в смолистой заготовке. Победитовые наконечники по бетону и камню не затачивают. Остается заточка сверла по металлу. Многие слесари со стажем проводят эту процедуру своими руками, безо всяких приспособлений.
Однако, точность работ оставляет желать лучшего, да и глазомер не у каждого домашнего мастера развит настолько профессионально. В любом случае, минимальная механизация необходима.
ВАЖНО! Затачивать наконечники при помощи напильника, надфиля и даже наждачной бумаги – бессмысленно. Для этого необходим электрический наждак (точило).
Как изготовить самодельное приспособление для заточки сверл?
В первую очередь, необходимо обзавестись средством контроля. Как бы вы не затачивали сверло, необходим шаблон для проверки точности работ.
Обычные сверла для работы с черными металлами имеют угол кромки 115-120 градусов. Если вами приходится работать с разными материалами – ознакомьтесь с таблицей углов:
Обрабатываемый материал угол заточки Сталь, чугун, бронза твердосплавная 115-120 Латунные сплавы, мягкая бронза 125-135 Красная медь 125 Алюминий и мягкие сплавы на его основе 135 Керамика, гранит 135 Древесина любых пород 135 Магний и сплавы на его основе 85 Силумин 90-100 Пластик, текстолит 90-100
Зная эти значения, можно приготовить несколько шаблонов, и в соответствии с ними производить заточку самостоятельно. При этом можно одно и то же сверло применять для различных заготовок, стоит лишь поменять угол вершины рабочей области.
Простейшая, но очень эффективная приспособа для заточки – втулки разного диаметра, закрепленные на каком-нибудь основании.
Схематический чертеж устройства на иллюстрации:
ВАЖНО! Инструмент во втулке болтаться не должен, ошибка лишь в один градус снизит качество сверления.
Лучше всего изготовить целую обойму из медных или алюминиевых трубок, под типовые размеры сверл. Или насверлить в бруске из мягкого материала достаточное количество дырок. Главное – установить на вашем точиле удобный подручник, который позволит под правильным углом передвигать приспособление для заточки, и служить надежным упором.
Таким способом пользовались наши деды. Только в качестве материала для изготовления заточного станочка – уголка, использовали дубовый брусок.
В принципе, достаточно было разместить напротив боковой поверхности наждака стол или верстак – и заточной станок готов. При этом качество и точность обработки была на высоком уровне.
Существуют разные чертежи приспособлений для заточки.
Можно воспользоваться готовым, или разработать его самостоятельно. Главное – понять принцип работы со сверлом.
ВАЖНО! При работе на точиле, нельзя допускать вращения сверла вокруг своей оси.
Если инструмент провернется хотя бы на миллиметр – он будет испорчен, и придется стачивать некоторое расстояние для повторной обработки.
После окончания заточки, дайте сверлу остыть и проведите замеры при помощи шаблона. Обе кромки должны быть симметричны с точностью до десятых долей миллиметра. Особенно это важно для сверл малого диаметра.
На схеме показаны типичные ошибки самостоятельной заточки:
Конструкция точильного станка для спиральных сверл по металлу, изготовленная из подручных материалов
В качестве основы взят бытовой точильный станок с гордой надписью «сделано в Германии», имеющий все признаки изделия из Поднебесной. Тем не менее, работает он исправно, биения оси нет, обороты под нагрузкой держит.
Техническое задание поставлено следующее:
- подручник должен быть строго на одной горизонтали (или выше ее) с осью вращения наждака;
- конструкция прочная и надежная, обеспечивающая безопасность работ;
- должна быть возможность как ручной заточки, так и полуавтоматической – с помощью приспособы;
- форма подручника позволяет свободно опускать хвостовик сверла на необходимый угол.
Никаких дефицитных деталей для изготовления приспособления не требуется. Все материалы фактически валялись под ногами в сарае. Обработка заготовок производилась болгаркой, тем же самым модернизируемым точилом, и сваркой.
Поскольку упор предполагалось делать качающимся (для полуавтоматического режима), было изготовлено петлевое соединение. Отверстия трубки, кронштейна и болта подобраны точно, для отсутствия люфтов. Полученное приспособление имеет две степени свободы.
Площадку можно вращать по вертикальной оси – меняя угол заточки сверла. Эта ось фиксируемая. Также подручник может качаться, опираясь на горизонтальную ось, обеспечивая правильную артикуляцию во время заточки. Эта степень свободы не фиксируемая.
Для опорной пластины выбран металл толщиной 4 мм, остальные элементы конструкции – 3 мм. Прочность получается более чем достаточная. Подручник жестко соединяется с корпусом наждака. Разумеется, крепить его к защитному кожуху недопустимо, поэтому прикручиваем кронштейн с помощью дополнительной металлической «щеки».
К подручнику (точнее к опорной пластине) прикручивается собственно направляющая пластина для сверл. Пластина толщиной 5 мм, в ней пропилен треугольный паз для фиксирования сверла во время обработки.
Угол поворота конструкции – 90 градусов. Это обеспечит заточку любым способом, от метода Леонтьева – до прижима под одним углом с выработкой острого угла кромки за счет кривизны наждака.
Обрабатываемое сверло не только прочно держится в канавке – его можно свободно подавать к абразиву вдоль паза, без малейшего отклонения угла заточки.
За счет некоторого превышения плоскости опорной пластины над осью вращения диска, достигнута оптимальная форма заточки затылка рабочей кромки.
Перед началом работ прижимаем сверло к пластине и выставляем режущую кромку параллельно пластине. На этом юстировка заканчивается и можно подавать инструмент к наждаку. Заточка сверла требует определенных навыков, делайте все не спеша внимательно следите за углом заточки.
Точность работ высочайшая, шаблон фактически не требуется. На установку приспособления и настройку угла требуется некоторое время, зато можно быстро заточить пару десятков сверл, не затрачивая никаких усилий.
Если необходимо заточить бур с твердосплавной насадкой – качающуюся пластину можно закрепить на фиксированный угол. Для этого требуется лишь подложить пару шайб под гайку оси.
Несколько слов о наждачном круге
Обычно, для универсальных задач, в домашнем точиле используется белый круг из электрокорунда. Он отлично точит ножи, топоры и лопаты. С его помощью можно быстро обрабатывать металлические заготовки.
При заточке твердосплавных сверл (да и быстрорежущий металл тоже требует более твердого диска), применяется зеленый абразивный круг из карбида кремния. Такие круги имеют маркировку 64С.
Зернистость для бытовых работ обычно выбирается 25H.
При заточке сверл требуется фракция помельче, лучше работать в диапазоне 8H — 16H. Необходимо помнить, что наждаки из карбида кремния сильно нагреваются при работе. Поэтому нельзя долго держать сверло в контакте с абразивом. После 2-3 подходов дайте металлу остыть. Лучше всего, охлаждать его с воде с содой.
ВАЖНО! Направление вращения абразива определяет качество кромки. Рабочая поверхность диска должна набегать на срез, то есть двигаться сверху вниз.
Периферийная поверхность наждака, как основная обрабатывающая поверхность, должна быть идеально ровной. Править ее можно насадкой из эльбора. Для дисков небольшого диаметра вполне можно обойтись плоскогубцами, в которых удерживается эльборовый резец.
Приспособление для заточки свёрл своими руками понадобится домашнему мастеру при периодическом выполнении сверловки с выдерживанием определённой точности по диаметру, жёсткой привязки размеров по осям отверстий.
Заточной станок – купить или сделать?
Сделать своими руками. Покупка оборудования сэкономит время. Но возникает масса вопросов по совмещению и монтажу дополнительных приспособлений. Экономные китайские мастера на бытовых приборах ставят неремонтопригодные корпуса, ограждения из хлипких жестянок.
Станок для заточки свёрл своими руками начнём с подбора двигателя. Постарайтесь приобрести электродвигатель 0,5–08 кВт. Величина мощности ориентировочная. Свёрла до Ø 20 при заточке большой нагрузки не создают. Применим даже малооборотистый мотор выпуска 60-годов: долговечность гарантирована – тогда делали на века.
Смущает вес? Зато верстак и кронштейн, если смонтируете на стену, будут в меньшей степени ощущать вибрацию. Не гонитесь за оборотами. Заточка твёрдосплавных свёрл требуется редко, а привычные, из сплава Р6М5 и подобных, на камне с вращением менее 900 оборотов точно не подгорят.
Требования к устройству для заточки свёрл:
- Точная центровка вала двигателя без радиального биения.
- Возможность установки дополнительного защитного кожуха.
- Предусмотрите установку несъёмного массивного основания для крепления двигателя, дополнительных приспособлений.
- Установка подручника с регулировкой высоты, изменением угла расположения в горизонтальной плоскости, регулировкой зазора с камнем.
- Озаботьтесь установкой откидного предохранительного экрана из небьющегося прозрачного материала.
Собираем станок для заточки свёрл своими руками
Отнеситесь критично к заявлениям: «Собрал наждак из отходов, что валялись в гараже под ногами». Универсальную втулку с посадочным местом под точильный круг Ø 32 закажем токарю-профессионалу. Деталь изготовим из легированной стали.
Точность скользящей посадки исключит биение нового абразива. Шпонку не ставим. Винт М4 со спиленной головкой войдёт в шпоночную канавку через резьбовое отверстие во втулке. Надёжность фиксации проверена.
Резьба фиксации камня левая, самозатягивающаяся. Опорный бортик со стороны двигателя и прижимная шайба выполняются Ø 50–60 мм. В целях безопасности, с обеих сторон абразива ставятся предохранительные прокладки из паронита, пластика, берёзовой фанеры.
Вращение круга допускается только сверху вниз относительно подручника.
Боковые поверхности наждачного круга не предназначены для обработки, истончение грозит разрывом круга.
Подручник, кроме функции опоры, будет удерживать приспособление для заточки свёрл, горизонтальный движок – для устранения биения, выравнивания цилиндрической поверхности шарошкой, угловые направляющие – для заточки ручного инструмента под нужным градусом.
Кожух при обилии режущего инструмента и многофункциональном использовании наждака желательно установить с откидной боковой крышкой на шарнирах: установка чашки потребует большей ширины, смена точильных кругов иной зернистости и твёрдости не должна отнимать время.
Не обойтись без приспособления для заточки свёрл
Обработка сталей, вязких материалов на большую глубину ведёт к затуплению режущей кромки сверла. Снижается скорость резания, идёт перегрев рабочей части, нарушается извлечение стружки. Поломка инструмента случается чаще на выходе из детали.
Заточник полагается на опыт и твёрдость рук. Наша задача – научиться копировать заводскую заточку сверла с помощью немудрёной оснастки. Снимать затылок – наука нехитрая. Восстановление способности резать начнём с дублирования плоскости режущей кромки.
Самодельное приспособление для заточки свёрл должно быть простым в исполнении и удобным в использовании. Необходимые условия для заточной оснастки:
- Сохранение ориентации сверла при свободной коррекции положения.
- Произвольное изменение угла пространственного положения инструмента.
- Простота установки и демонтажа конструкции.
- Безопасность использования.
Заточное устройство своими руками
Поворот приспособления на 90 0 осуществляется только по направлению к себе. В отношении оси набегающего цилиндра абразива отрицательный угол направляющей пластины недопустим. В качестве ограждающего упора выступает площадка подручника.
Направляющая пластина подбирается из листовой стали толщиной 5–8 мм. Вдоль верхней плоскости выфрезеровываем угловую канавку. Углубление, где будет покоиться сверло, выполняется на станке.
Самодеятельность с подручным инструментом допустима в случае замены материала на толстый текстолит. Тогда подойдёт ручной фрезер. Требуется выборка без отклонения глубины и направления, иначе не добьёмся точности выполнения операции по восстановлению режущей кромки сверла.
Удобство в том, что при продольном движении сверла по пазу площадь опоры увеличивается за счёт контакта ладоней с направляющей пластиной. Проворачивание сверла при контакте с точилом, произвольное изменение угла заточки не грозит.
Опорная пластина несёт снизу втулку. Обычно это обрезок трубы. После сварки внутренний диаметр калибруется развёрткой. По размеру трубки подбираем кронштейн и болт. Закажем выточить 2 гайки с цилиндрической поверхностью со свободной посадкой в трубку.
Проверка и самоконтроль
Прикручиваем кронштейн в последнюю очередь. Его положение предопределит функциональность заточного устройства для спиральных свёрл. Пора провести пробную заточку. Касаясь абразива выше центра оси точильного круга, подправляем режущую часть, подъём за счёт шарнира – обработка затылка.
Распространённые ошибки при заточке:
- Биение сверла вследствие разницы в длине режущих кромок.
- Несимметричность режущих кромок.
В первом случае вследствие смещения оси сверла усложняется попадание в точку кернения. Диаметр отверстия превысит диаметр сверла. Тонкое сверло сломается. Разноугольность режущих кромок ведёт к преждевременному износу задействованной кромки при замедлении работы.
Как сделать правильно повторную заточку. Закажем токарю бобышку с внутренним конусом. Крепим её на стальной лист. Упираем хвостовик в конус, оставляем риски на металле плечиками боковых кромок. Не совпали? Дорабатываем до оптимума.
Видео: Приспособление для заточки сверл
Затупленные сверла могут сломаться во время работы, и поранить вас. Гораздо лучше и легче работать острыми. В этой инструкции найдете чертежи и прибор для заточки сверл.
Шаг 1: Сравнение острого и затупленного сверла
Слева затуплено. Это видно по световому блику на режущей кромке между двух канавок. На фото справа видна острая режущая кромка.
Шаг 2: Инструмент для заточки
Опытные люди умеют затачивать сверла своими руками. В теории, хвостовик нужно держать в правой руке под углом 59° относительно приспособы для заточки сверл. Когда сверло касается точилки, нужно провести хвостовик дальше влево вниз, в то же время повернув сверло вокруг своей оси по часовой стрелке. У меня это ни разу не получилось.
Заточный инструмент, который вы видите на фотографии, я купил почти тридцать лет назад. Такие простые приспособления для заточки сверл до сих пор продаются почти по той же самой цене.
Шаг 3: Устанавливаем градус
Направляющую на стойке можно устанавливать в семь положений. У моих сверл профиль угла режущей кромки 59°, нужно выставить этот градус на направляющей. Затяните барашковую гайку.
Шаг 4: Выравниваем кромку
У заточного инструмента имеется маленький заостренный наконечник, и край канавки нужно установить в притык к нему. Наконечник можно опустить или поднять, чтобы подвести к краю канавки.
Шаг 5: Величина выноса
Для начала нужно установить вынос (расстояние между желтыми линиями), он должен быть равен радиусу (расстояние между зелеными линиями).
Шаг 6: Ширина и угол режущей кромки
Обратите внимание на угол красной линии. Если в предыдущем шаге вы вынесли сверло слишком далеко, режущая кромка приблизится к верхушке. Кромка получилась слишком широкой, а профиль — плоским. Из-за этого оно будет скользить по поверхности металла и вам будет тяжело засверлиться. Вы можете немного уменьшить вынос, но совсем немного, иначе вы можете случайно испортить наконечник заточного инструмента о точильный круг стойки.
Шаг 7: Идеальный угол режущей кромки
В идеале кромка должна быть как можно меньше. Она будет нижней точкой между скошенными гранями канавок сверла, на фото обозначена желтой линией, это сверло будет резать металл очень хорошо.
Шаг 8: Зажимаем
После того, как вы выставите вынос, завинтите винт крепления.
Шаг 9: Выставляем длину
Установите заточную направляющую на длину сверла. Конец должен быть в передвижном лотке, а не висеть в воздухе. Расслабьте металлическую окрашенную гайку. Отрегулируйте черную гайку. Затяните металлическую окрашенную гайку.
Шаг 10: Выставляем высоту
Хвостовик должен располагаться под прямым углом к точильному кругу. Для заточки я использую радиально-отрезной станок. Кончик нужно совместить с центром оси точильного круга.
Шаг 11: Закрепляем станок на столе
Бита должна лишь слегка касаться точильного круга. Если прижимать слишком сильно, заточить его будет очень трудно. Оно перегреется, и вы снимите слишком много металла.
Основание заточной направляющей должно быть под прямым углом к точильному кругу (зеленая линия). А верхнюю часть направляющей поверните так, чтобы острие смотрело немного левее центра (угол между зеленой и желтой линиями). Сдвиньте станок вперед так, чтобы сверло коснулось поверхности точильного круга. Зафиксируйте станок на столе.
Шаг 12: Приготовьтесь точить
Поверните кончик вправо. Включите точильный круг.
Шаг 13: Заточка
Сдвиньте хвост направляющей вправо (красная стрелка), чтобы сверло коснулось точильного камня. Желтые волнистые линии изображают искры. Когда сверло будет находится в этой позиции, собственно, и будет происходить его заточка.
Шаг 14: Поворот биты
Продолжайте сдвигать хвост направляющей вправо, пока сверло не выйдет за край камня. Чтобы заточить с другой стороны, вам нужно повернуть его вокруг своей оси на полоборота.
Сначала выключите станок. Затем расслабьте крепление и поверните его на полоборота. Край канавки должен быть впритык к заточному наконечнику. Повторите предыдущие два шага.
Выключите станок. Вытащите из крепления. Проверьте ширину поперечной режущей кромки. Если вы недовольны качеством заточки, измените вынос и повторите процесс.
Шаг 15: Заточенное сверло
На фото показана хорошая заточка. Режущие кромки не истерты и не закруглены, они острые и четкие. Длина и угол поперечной режущей кромки тоже вполне хороши.
Шаг 16: Тонкие сверла
Такой заточный инструмент хорош для 3 мм и больше. Если тоньше, его уже не получится заточить с помощью этого прибора.
Для заточки тонких сделайте специальный блок из деревянного бруска длиной примерно 10 см. Обратите внимание – угол между красными линиями составляет 77°.
Шаг 17: Угол между гранями деревянного бруска
Боковой вид блока. Угол между красными линиями составляет 59°.
Шаг 18: Направляющая линия
На верхней плоскости бруска виден треугольный вырез. Этот пропил идет по всей верхней грани блока и служит ложем. Угол между красными линиями также составляет 59°. Края треугольного пропила служат для выверения режущих кромок. Выверять кромки можно на глазок.
Шаг 19: Закрепляем на бруске
Поместите сверло в пропил на бруске. Брусок установите в тиски таким образом, чтобы хвостовик был над захватом, а захват немного выходил за скошенную сторону бруска. Поверните, чтобы одна из режущих кромок совпала с направляющим краем треугольного выреза. Закрепите струбциной. Капните немного масла на точильный брусок. Проведите вдоль скошенной стороны устройства, тем самым затачивая сверло.
Когда точильный брусок перестанет снимать металл, поверните сверло на полоборота и точите другую кромку. Проверить самодельную заточку можно с помощью увеличительного стекла, если нужно.
В интернете можно найти огромное количество схем для изготовления устройств, при помощи которых можно затачивать сверла. Однако чаще всего такие схемы очень сложные и простому обывателю в них не разобраться. Можно, конечно, попробовать заточить сверла вручную на заточном станке, держа инструмент под углом 60 градусов. Однако и в этом случае очень сложно добиться идеальной заточки, чтобы не было смещения центра. Впрочем, есть альтернативный вариант – это самодельное приспособление для заточки сверл, изготовленное из дверной петли. Сделать такое устройство под силу каждому.
Особенности и процесс изготовления
Механизм работы самодельного заточного приспособления основан на поворотном движении обычной дверной петли (понадобится петля с толщиной металла минимум 3 мм). Нижняя часть петли будет фиксироваться на подручнике, а верхняя будет перемещать сверло. Для того, чтобы надежно зафиксировать нижнюю часть петли на подручнике, потребуется приварить уголок 25х25 мм, после чего просверлить в нем отверстие и нарезать резьбу под болт М6.
На следующем этапе работ нужно выставить правильный угол заточки сверла, использую для этого отрезок стального уголка, который необходимо приварить к петле, и обычную школьную линейку с транспортиром. Для проверки правильности выставленного угла используйте сверло с заводской заточкой – оно должно соприкасаться всей плоскостью кромки пера. Далее потребуется приварить к конструкции шпильку М8 с заранее подготовленной прижимной гайкой из металла толщиной 4 мм. Устройство готово!
Приспособление для заточки сверл своими руками. Самодельные приспособления для заточки сверл Приспособления для точила для заточки сверл
Если говорить о тех сверлах, которые используются мастерами в домашних условиях, то стоимость их в магазинах невысока. Но даже в этом случае не стоит использовать их как расходный материал для одноразового применения. Ведь обновление сверла до самого хорошего рабочего состояния не составит большого труда, если мастер имеют сноровку или специальные приспособления.
Есть фабричные станочки, которые предназначаются для затачивания, но это отдельная статья расходов, поэтому чаще всего мастера создают такие устройства своими руками.
Больше всего проблем создают сверла по металлу, а деревянные заготовки не так скоро снижают остроту режущих кромок.
Чтобы изготовить станок для восстановления остроты режущих элементов, необходимые средства контроля (шаблон), который используется для поверки инструмента.
Обычно инструменты по черному металлу, твердосплавной бронзы, стали или чугуна – с углом кромки 115-125 градусов. Длина другого материала эти параметры иные.
для мягкой бронзы, красной меди – 125, для латунных сплавов – 135;
для алюминия и мягких алюминиевых сплавов, гранита, керамики и древесины – 135 градусов;
для магния и его сплавов – 85 градусов;
для пластика, текстолита и силумина – от 90 до 100 градусов.
Мастера при необходимости делают шаблоны соответственно указанным выше данным. Кстати, теоретически единичный экземпляр сверла может подойти для всех этих металлов и других материалов, если каждый раз точить разные рабочих поверхностей.
Элементарное кустарное приспособление, которое часто применяется, втулки, приделанные к основанию. В интернете много чертежей для самостоятельного изготовления. Нужно учесть, что инструмент должен быть хорошо зажат, точность зависит от 1 градуса.
При желании можно изготовить значительных размеров обойму, применив алюминиевые или медные трубки соотносительное с типовыми характеристиками сверл или в заготовке из мягкого металла просверлить много дырок. Необходимо, чтобы у точилки был комфортный подручник, чтобы перемещать устройство и удерживать упор.
Этот примитивный станок для заточки легко установить на верстак или столик.
Практический пример работы с чертежом
Суть проблемы: есть свёрла, их надо точить.
Будем использовать один из методов заточки, близкий к заводским. Ловить руками лень. Лучше обезьяний способ – поставил и готово. На изготовление приспособления по готовому чертежу ушел приблизительно 1 час времени.
Немного сварочных работ по шаблону. Был сделан уголок. Надели шайбу, она просто напрессована.
Попробуем первые заточки, если всё собрано правильно, будем дорабатывать и окультуривать, делать приспособление на скорую руку.
После заточки сверла проводим тест. Видны две литьевые стружки, значит, заточка проведена правильно.
Единственный недостаток – одна стружка длиннее другой, значит промазали по длине кромок. Надо сделать упор, который станет регулировать длину , обеспечит симметричность кромок. Для этого сделаем упорную шайбу, которая будет выставляться и протачиваться. Или подрежем, чтобы появилась возможность обрабатывать более короткие сверла.
Устройство для заточки свёрл пригодится в любом хозяйстве. Ведь работа с тупым сверлом — одно мучение. Механизм можно сделать своими руками, используя ненужные и устаревшие детали.
Правила заточки сверл
Свёрла можно затачивать на специальных заточных дисках, вручную или на станках. Перед началом работ внимательно исследуйте свёрла: если на поверхности есть серьезные дефекты, нужно начать затачивание с более грубого абразива. Если же инструмент немного затупился, используйте доводочный диск.
При затачивании вручную своими руками, нужно выполнять правила:
- одной рукой удерживать за хвостовик, второй подправлять рабочий конец;
- режущий край обрабатывать боковой частью заточного диска;
- сначала затачивается одна сторона, после чего сверло аккуратно переворачивается и обрабатывается вторая.
Во время обработки важно сохранять изначальную форму сверла и направление режущих краев. Необходимо следить за тем, чтобы острие кончика не смещалось от центра, иначе во время работы инструмент отклонится в сторону. Если после заточки угол режущих краев неодинаков, работа сверла будет некачественной. Это определяется с помощью шаблона, сделанного своими руками, или на глаз: форма кончика должна составлять конус. Чтобы избежать ошибок, править лучше на специализированных устройствах.
Виды заточного оборудования
Самодельный аппарат предусмотрен для затачивания свёрл из различных металлов, резаков, метчиков, фрез, зенкеров, резцов.
Оборудование может быть:
- специализированным — обрабатывает единственный тип инструментов;
- универсальным — используется для любых видов резаков и свёрл.
Самодельные механизмы чаще относятся к универсальному бытовому типу. Промышленные станки мощны, работают с крупными инструментами. Дома в таких необходимости нет, они шумны, занимают много места и энергозатратны.
Бытовые подходят для затачивания свёрл малого и среднего диаметра, они компактны и экономичны.
Изготовление станка для заточки
Чтобы своими руками собрать станок, необходимо подготовить:
- электромотор;
- точильный диск;
- тумблер;
- подставку;
- электрокабель;
- заглушку.
Все комплектующие станка своими руками размещаются внутри корпуса. Это сделает работу безопасной и удобной. Доступным должен быть только шкив электродвигателя, на который надевается точильный диск. Станок стационарно крепится к верстаку, поэтому место нужно подобрать заранее.
- поместите электромотор в нужное место, на столе отметьте точки креплений;
- просверлите отверстия для крепежных болтов;
- верните электромотор на место и прикрутите его к верстаку, для крепления подойдут хомуты из тонких металлических полосок;
- установите защитный корпус;
- на шкив двигателя наденьте точильный круг.
Желательно подобрать двигатель с удлиненным шкивом, иначе его придется доставлять. Сначала надевается шайба, после чего круг. При несовпадении поперечников шкива и диска используется переходная втулка. Сбоку втулки делается резьбовое отверстие, в него вкручивают дополнительный крепежный болтик.
По мощности для самодельного станка подходит двигатель от стиральной машины. Не подбирайте двигатель с высокими оборотами, так как затачивание свёрл происходит на небольшой скорости.
Теперь можно подключить электрическую составляющую: тумблер, двигатель и соединить их с розеткой.
Дополнительные устройства
Изготовленные своими руками дополнительные приспособления сделают работу по заточке сверл более удобной и точной.
Шаблон для проверки. Шаблон вырезают из листа тонкого (1 мм) мягкого металла (алюминия, меди). Шаблон выявляет углы у острия, продолжительность рабочих краев, угол между рабочим краем и перемычкой. Так как задний угол заточки сверла шаблоном проверить практически невозможно, выверяется угол заострения. Вырезается шаблон перед первым использованием сверла.
Направляющая. Это небольшая приставка, которая делается из металлической полоски и с помощью болта фиксируется на корпусе. Во время работы сверло укладывают на направляющую и подводят к точильному камню.
Угломер. На подставке, которая описана сверху, наносятся деления углов затачивания. Можно отрезать часть металлического транспортира с отметками углов и прикрепить к подставке. Отрезать нужно часть с углами более 30 градусов, так как при заточке меньшие не используются.
Приспособление, облегчающее заточку свёрл. Представляет собой фиксированную станину и державку, в которой предусмотрены отверстия для вставления резаков разного размера. Державку можно снимать. Станина выполняется из доски 50 мм, к ней прикрепляется рейка под углом 32 градуса. Рейка выставляет державку с инструментом под необходимым углом. Державка своими руками выпиливается из бруска, поверхность которого снимают под углом 65 градусов. Скошенная часть укладывается к рейке. Углы скашивания державки и рейки зависят от типа заточки.
Многофункциональный механизм
Заточка сверл станет проще при использовании этого механизма. Устройство состоит из:
- роликовых салазок;
- направляющей;
- вала;
- транспортира;
- патрона сверлильного.
Направляющую следует сделать достаточно широкой, к ней прикрепляется транспортир. В качестве оси поворота выступает болт, вставленный в предусмотренное отверстие. На поворотную часть размещают направляющие и подвижную пластинку. На ее поверхности фиксируется ось, трубка, с одной стороны ось заканчивается патроном для сверла, с другой — рукояткой. Перемещение упорной пластины обеспечивается резьбовой осью.
Снизу упорной пластины находится ограничитель (он же указатель), который одновременно указывает необходимый угол смещения и фиксирует в нужном положении.
Механизм работает следующим образом:
- сверло фиксируется в патроне;
- упорная пластина стопорится под необходимым углом;
- инструмент вращают по продольной оси с помощью рукоятки;
- отмечают угол;
- переворачивают резак на 90 градусов и обрабатывают вторую половину, доходя до отмеченного угла.
Правила заточки на самодельном станке
- Во время обработки свёрл, оба плечика должны быть идентичными. Это означает, что сверло будет ровно входить в отверстие и качественно выполнять сверление.
- До запуска станка своими руками надежно закрепите точильный круг на шкиве.
- Первичную обработку проводите диском с крупным абразивом. Когда вы заметите заусенец на сверле, диск следует менять на более тонкий.
- Во время заточки постоянно удерживайте необходимый угол.
- Круг должен вращаться только в одном направлении, по лезвию.
- Не допускайте перегрева резака, в процессе обработки его следует периодически охлаждать. Не окунайте перегретый инструмент в холодную воду, это способствует растрескиванию металла.
Несколько вариантов приспособлений для заточки свёрл в видеороликах.
Затупленные сверла могут сломаться во время работы, и поранить вас. Гораздо лучше и легче работать острыми. В этой инструкции найдете чертежи и прибор для заточки сверл.
Шаг 1: Сравнение острого и затупленного сверла
Слева затуплено. Это видно по световому блику на режущей кромке между двух канавок. На фото справа видна острая режущая кромка.
Шаг 2: Инструмент для заточки
Опытные люди умеют затачивать сверла своими руками. В теории, хвостовик нужно держать в правой руке под углом 59° относительно приспособы для заточки сверл. Когда сверло касается точилки, нужно провести хвостовик дальше влево вниз, в то же время повернув сверло вокруг своей оси по часовой стрелке. У меня это ни разу не получилось.
Заточный инструмент, который вы видите на фотографии, я купил почти тридцать лет назад. Такие простые приспособления для заточки сверл до сих пор продаются почти по той же самой цене.
Шаг 3: Устанавливаем градус
Направляющую на стойке можно устанавливать в семь положений. У моих сверл профиль угла режущей кромки 59°, нужно выставить этот градус на направляющей. Затяните барашковую гайку.
Шаг 4: Выравниваем кромку
У заточного инструмента имеется маленький заостренный наконечник, и край канавки нужно установить в притык к нему. Наконечник можно опустить или поднять, чтобы подвести к краю канавки.
Шаг 5: Величина выноса
Для начала нужно установить вынос (расстояние между желтыми линиями), он должен быть равен радиусу (расстояние между зелеными линиями).
Шаг 6: Ширина и угол режущей кромки
Обратите внимание на угол красной линии. Если в предыдущем шаге вы вынесли сверло слишком далеко, режущая кромка приблизится к верхушке. Кромка получилась слишком широкой, а профиль — плоским. Из-за этого оно будет скользить по поверхности металла и вам будет тяжело засверлиться. Вы можете немного уменьшить вынос, но совсем немного, иначе вы можете случайно испортить наконечник заточного инструмента о точильный круг стойки.
Шаг 7: Идеальный угол режущей кромки
В идеале кромка должна быть как можно меньше. Она будет нижней точкой между скошенными гранями канавок сверла, на фото обозначена желтой линией, это сверло будет резать металл очень хорошо.
Шаг 8: Зажимаем
После того, как вы выставите вынос, завинтите винт крепления.
Шаг 9: Выставляем длину
Установите заточную направляющую на длину сверла. Конец должен быть в передвижном лотке, а не висеть в воздухе. Расслабьте металлическую окрашенную гайку. Отрегулируйте черную гайку. Затяните металлическую окрашенную гайку.
Шаг 10: Выставляем высоту
Хвостовик должен располагаться под прямым углом к точильному кругу. Для заточки я использую радиально-отрезной станок. Кончик нужно совместить с центром оси точильного круга.
Шаг 11: Закрепляем станок на столе
Бита должна лишь слегка касаться точильного круга. Если прижимать слишком сильно, заточить его будет очень трудно. Оно перегреется, и вы снимите слишком много металла.
Основание заточной направляющей должно быть под прямым углом к точильному кругу (зеленая линия). А верхнюю часть направляющей поверните так, чтобы острие смотрело немного левее центра (угол между зеленой и желтой линиями). Сдвиньте станок вперед так, чтобы сверло коснулось поверхности точильного круга. Зафиксируйте станок на столе.
Шаг 12: Приготовьтесь точить
Поверните кончик вправо. Включите точильный круг.
Шаг 13: Заточка
Сдвиньте хвост направляющей вправо (красная стрелка), чтобы сверло коснулось точильного камня. Желтые волнистые линии изображают искры. Когда сверло будет находится в этой позиции, собственно, и будет происходить его заточка.
Шаг 14: Поворот биты
Продолжайте сдвигать хвост направляющей вправо, пока сверло не выйдет за край камня. Чтобы заточить с другой стороны, вам нужно повернуть его вокруг своей оси на полоборота.
Сначала выключите станок. Затем расслабьте крепление и поверните его на полоборота. Край канавки должен быть впритык к заточному наконечнику. Повторите предыдущие два шага.
Выключите станок. Вытащите из крепления. Проверьте ширину поперечной режущей кромки. Если вы недовольны качеством заточки, измените вынос и повторите процесс.
Шаг 15: Заточенное сверло
На фото показана хорошая заточка. Режущие кромки не истерты и не закруглены, они острые и четкие. Длина и угол поперечной режущей кромки тоже вполне хороши.
Шаг 16: Тонкие сверла
Такой заточный инструмент хорош для 3 мм и больше. Если тоньше, его уже не получится заточить с помощью этого прибора.
Для заточки тонких сделайте специальный блок из деревянного бруска длиной примерно 10 см. Обратите внимание – угол между красными линиями составляет 77°.
Шаг 17: Угол между гранями деревянного бруска
Боковой вид блока. Угол между красными линиями составляет 59°.
Шаг 18: Направляющая линия
На верхней плоскости бруска виден треугольный вырез. Этот пропил идет по всей верхней грани блока и служит ложем. Угол между красными линиями также составляет 59°. Края треугольного пропила служат для выверения режущих кромок. Выверять кромки можно на глазок.
Шаг 19: Закрепляем на бруске
Поместите сверло в пропил на бруске. Брусок установите в тиски таким образом, чтобы хвостовик был над захватом, а захват немного выходил за скошенную сторону бруска. Поверните, чтобы одна из режущих кромок совпала с направляющим краем треугольного выреза. Закрепите струбциной. Капните немного масла на точильный брусок. Проведите вдоль скошенной стороны устройства, тем самым затачивая сверло.
Когда точильный брусок перестанет снимать металл, поверните сверло на полоборота и точите другую кромку. Проверить самодельную заточку можно с помощью увеличительного стекла, если нужно.
Сверление металлов или дерева – работа, которую вы проделываете регулярно. Качественная насадка не требует заточки довольно долго, однако есть некоторые ошибки, при которых затупление происходит раньше положенного срока:
- Применение сверла, не соответствующего обрабатываемому материалу. Это не означает обязательно сверление железобетона сверлом по дереву, хотя в этом случае вы моментально превратите режущий инструмент в пруток с округлым концом. Для сверления различных видов металла и твердых пластмасс существуют специально изготовленные сверла. При несоответствии – режущая кромка быстро приходит в негодность;
- Неправильный угол заточки. Эта величина так же должна соответствовать типу материала, в котором проделывается отверстие;
- Перегрев. Самая распространенная причина. При работе с прочным материалом, хочется побыстрей закончить сверление, и мы часто забываем о такой мелочи, как охлаждение зоны работ. Если нет возможности обеспечить подачу к инструменту охлаждающей жидкости – необходимо делать перерывы для остывания режущей кромки. Можно макать раскаленное сверло в емкость с водой.
Механизм горячего затупления простой: Раскаленная кромка «отпускается», то есть теряет твердость. Режущие свойства ухудшаются, что приводит к повышенному трению. Нагрев увеличивается сильней, и процесс усугубляется в арифметической прогрессии.
В результате мы можем потерять хороший и возможно дорогой инструмент. Если под рукой есть точильный станок для сверл – проблема решается на месте, если нет – приходится изобретать свои способы заточки.
Ручная заточка без приспособлений
Слесаря с большим опытом точат сверла руками, используя лишь точило с подручником. Но далеко не все домашние мастера могут похвастаться такими навыками.
К тому же, таким способом можно восстановить остроту лишь изделиям большого диаметра. Тогда легче контролировать угол. Наиболее популярный размер (3-5 мм) таким способом не наточишь. Даже шаблон тут не поможет.
Мастеров, которые регулярно проводят сверлильные работы – заинтересует разнообразие заточных станков для сверл, предлагаемое в магазинах электроинструмента.
Однако подобные приспособления (несмотря на очевидное удобство использования), достаточно дорогое удовольствие. Вот и бегут «самоделкины» в магазин за очередным китайским наконечником. А ведь домашние мастера с опытом, до сих пор используют инструмент времен СССР, который соответствует ГОСТам по прочности и долговечности.
Секрет прост – у многих слесарей старой закалки имеется в запасе самодельный станок для заточки.
ВАЖНО! Для большинства домашних работ, вполне можно обойтись несложными приспособлениями для заточки. Особенно если вас пугает слово «станок».
Простейшие приспособления для правки режущей кромки сверла
Для понимания процесса ознакомимся с составными частями наконечника.
Затем поворотом ложа формируется плоскость (точнее конус) затыловки.
Заточка проверяется на шаблоне и оценивается визуально. Все плоскости соответствуют стандарту.
К нижней (тыльной) части ложа-уголка приваривается направляющая для упора хвостовика сверла. Сам упор сваривается из муфты и уголка.
Фиксация производится при помощи винта. Упором выставляется предельная величина стачиваемой кромки, и благодаря этому, оба режущих элемента сверла стачиваются симметрично.
Острение рабочей кромки производится против хода вращения наждачного круга. В этом случае образующийся заусенец автоматически удаляется набегающей поверхностью наждака. Для заточки достаточно двух-трех качаний ложа по радиусу конуса затыловки.
Данный тип сверл затачивается по внешней поверхности наждачного камня, при необходимости использовать боковую (радиальную) плоскость – приспособление можно развернуть на любой угол.
Точильный станок для сверл крепится к верстаку при помощи струбцины. Можно зафиксировать основание стационарно – но в этом случае потеряется возможность точной регулировки.
Для быстрого и качественного просверливания отверстий нужны острые сверла, которым свойственно со временем притупляться. Лучше всего этот инструмент оттачивает станок для заточки сверл. В домашних условиях можно также использовать специальные приспособления.
1
Станок для заточки сверл – это автоматизированное оборудование узкой специализации, предназначенное только для оттачивания сверл. По сфере использования различают следующие виды этих устройств:
- Промышленные – имеют большую мощность, на них затачивают различные сверла с диаметром от 20 мм и больше. Основное назначение такого оборудования – интенсивная работа на крупных предприятиях с высокой степенью профильной специализации. В промышленном оборудовании сверло затачивается в полностью или частично автоматическом режиме под нужным углом с помощью узла закрепления (специального зажима).
- Бытовые – используются исключительно на небольшом производстве или в домашних условиях. Устройство этих станков отличается небольшой мощностью, компактностью и мобильностью. На них возможно затачивать сверла среднего и маленького размера, которые используются в быту чаще всего.
Бытовой станок для заточки сверл перед всеми прочими устройствами и приспособлениями, используемыми для восстановления остроты инструмента, обладает массой важных преимуществ, среди которых в первую очередь стоит отметить следующие:
- работает от электрической сети со стандартным напряжением;
- высокая степень производительности;
- простота эксплуатации;
- высокий уровень точности заточки и функциональности;
- доступная цена, находящаяся в допустимых пределах возможностей любого домашнего мастера;
- имеет небольшой вес и компактный размер;
- удобная эргономичная система управления обеспечивает регулирование скорости и интенсивности заточки.
2
Все бытовые станки рассчитаны на заточку из быстрорежущей стали определенного, конструктивно заложенного в устройство оборудования, диапазона диаметров. На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте поставляется или дополнительно докупается алмазный круг. Обычно их возможности предусматривают заточку сверл с углом конуса при вершине в диапазоне 90–140 о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также специализированные модификации для сверл по металлу:
- левых;
- с двухплоскостной затыловкой;
- высокопроизводительных;
- трехзубых;
- других.
Наиболее удобны в домашней эксплуатации станки с универсальным патроном для зажимания сверл различного диаметра в пределах технически допустимого диапазона размеров, а также устройства, комплектующиеся набором съемных патронов, которые крепятся на корпусе самого станка и всегда под рукой.
Такое оборудование как правило оснащено окном, через которое можно наблюдать за центрированием сверла в рабочей зоне станка. В комплекте со станком идут стандартные принадлежности: эльборовые круги, комплект цанг, ключи, запасные детали. Также могут поставляться дополнительные принадлежности: алмазные круги, дополнительный набор цанг, светильник для рабочей зоны и другие. Наиболее известные типы подобных станков: Drill Doctor , GS и их китайские аналоги.
По диапазону размеров обрабатываемых сверл эти станки выпускают двух основных видов (с различными крайними значениями диаметров): от 2 мм до 13 мм и от 13 мм до 34 мм. Их недостатки: плохая заточка тонких сверл (точность станков не рассчитана на это) и невозможность оттачивания очень тонких. Для инструмента малых диаметров потребуется специальный станок для заточки сверл – например, ВЗ-389СП, предназначенный для заточки инструмента размером 0,4–4 мм и оснащенный для контроля за процессом оттачивания 30-кратным оптическим устройством.
3
Прежде чем подбирать станок для заточки сверл необходимо определить для него будущий фронт работ, потому что при покупке требуется руководствоваться определенными эксплуатационными параметрами. Если устройство предполагается использовать в домашних условиях (к примеру, на даче или в гараже), то можно приобрести маломощную, недорогую модель – учитывая, что станок не будет эксплуатироваться постоянно, оборудование большой мощности будет совершенно ни к чему. Кроме того, промышленные устройства предназначены для затачивания сверл больших диаметров и потребляют гораздо большее, чем бытовые модели, количество электроэнергии.
При покупке станка следует обратить особое внимание на наличие специального регулятора, предназначенного для настройки вращения шпинделя. Такая опция позволит сделать работу максимально эффективной и безопасной.
Еще один немаловажный параметр – размер сверл, который должен определяться спектром предполагаемых работ. Выбираемый бытовой станок должен иметь достаточно низкий уровень производимого шума, особенно когда оборудование планируется использовать не в каком-то отдельном помещении, а непосредственно в жилой зоне.
Необходимо также обратить внимание на конструкцию приглянувшейся модели – лучше всего, если она будет максимально простой. В этом случае какая-либо поломка не доставит больших хлопот – не составит труда подыскать и приобрести нужную новую деталь и поставить ее вместо вышедшей из строя. Нельзя не отметить, что большинство зарубежных моделей в плане их технического обслуживания довольно дорогие, а найти нужную деталь на замену порой бывает непросто. И последняя рекомендация: выбирать станок для заточки сверл следует только в специализированных торговых точках и магазинах, где будет выдан гарантийный талон и технический паспорт.
4
На предприятиях в некоторых случаях сверловщик затачивает сверла сам вручную на обычных заточных станках, которые оборудованы для этой цели специальным приспособлением. Для этого он предварительно должен изучить правила затачивания сверл и пройти специальные подготовительные курсы. Используемое приспособление для заточки сверл представляет из себя стальную конструкцию, оснащенную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющее крепление для фиксации на корпусе заточного станка.
Также нередки случаи, когда на предприятии при затачивании вручную на обычном заточном станке вовсе не используют никаких приспособлений. При этом сверло правой рукой держат за хвостовик, а левой – насколько возможно ближе к режущей части. Режущую кромку инструмента прижимают к боковой поверхности абразивного круга и одновременно правой рукой плавно покачивают сверло, стремясь добиться, чтобы задняя его поверхность приняла нужную форму и приобрела правильный наклон. Снимать металл нужно небольшими слоями, слабо прижимая инструмент к кругу. Надо следить, чтобы у сверла режущие кромки были одинаковой длины и имели одинаковые углы заточки.
Ошибки, допущенные во время ручной заточки, могут привести к следующим недостаткам сверла:
- режущие кромки неравной длины;
- углы, образуемые режущими кромками с осью инструмента, разные;
- у поперечного лезвия односторонняя выточка.
В результате этих дефектов сверло будет:
- бить;
- неправильно, односторонне нагружаться на режущих кромках – может сломаться;
- просверливать отверстия большего диаметра, чем само сверло.
После заточки у инструмента следует проверять для поперечной кромки ее ширину и правильность положения относительно режущих кромок, длину последних, угол: в плане φ, наклона поперечной кромки, задний угол α, двойной заточки φ1, при вершине 2φ. Для проверки всех этих параметров на предприятиях используют специальные шаблоны. Правильность расположения перемычки выясняют с помощью оптического прибора. На предприятиях в ряде случаев проверяют биение сверла – используют для этого специальное приспособление.
Сверла по металлу из быстрорежущих сталей затачивают на кругах для шлифования из электрокорунда белого и нормального на керамической связке зернистостью 16–40, твердостью СМ, а также на кругах из эльбора. При заточке инструмента, который оснащен твердосплавными пластинами, применяют из синтетических алмазов, а также из зеленого карбида кремния зернистостью 16–40.
5
Не имея специального станка, в домашних условиях можно использовать для заточки сверл следующее оборудование:
- обычный заточной станок;
- электродрель;
- самодельные аппараты для заточки.
Для использования простого заточного станка лучше приобрести специальное приспособление, потому что прежде, чем самостоятельно научиться правильно оттачивать инструмент без него, можно испортить не один десяток сверл. Это приспособление для заточки сверл имеет примерно такое же устройство, как и описанное выше промышленное. Есть варианты не с креплением на корпус станка, а с отдельной установкой на горизонтальную поверхность вблизи вращающегося шлифовального круга. Подобное приспособление может быть самодельным. Оно может быть выполнено из дерева: на его основании крепят брус с несколькими отверстиями под диаметр нужных сверл, просверленными под наклоном, обеспечивающем нужный угол заточки. Можно предусмотреть изменение наклона – угла заточки.
В случае с электродрелью используется специальная насадка для заточки сверл. К сожалению, в продаже попадаются только для заточки под углом 118 о и только для размеров инструмента 3,5–10 мм (отечественные) и 2,5–10 мм (импортные). Причем и те, и другие только для дрелей с шейкой шпинделя диаметром 43 мм. В корпусе этих насадок есть 15 отверстий под сверла разных диаметров. Насадки комплектуются камнем, затачивающая поверхность которого расположена под определенным углом, и поводком для него, вставляемым в патрон дрели.
Изменив один раз длину поводка (укоротив его), насадку настраивают для работы с одной конкретной дрелью. Работают с ней следующим образом: поводок с камнем на конце вставляют в патрон дрели; насадку одевают на шпиндель и фиксируют винтом; запускают дрель и вставляют сверла в отверстие корпуса насадки соответствующего диаметра. Подобное приспособление тоже можно сделать самостоятельно. В самодельной насадке можно будет предусмотреть нужные углы заточки и диаметры инструмента.
Самодельные аппараты могут быть выполнены в виде обычных заточных станков. На них лучше сразу предусмотреть способ крепления и заточки сверл, чтобы не придумывать дополнительные приспособления для этого.
Самодельное приспособление для заточки сверл малого диаметра. Чертежи приспособления для заточки сверл своими руками Самодельное устройство для заточки сверл
Сверление металлов или дерева – работа, которую вы проделываете регулярно. Качественная насадка не требует заточки довольно долго, однако есть некоторые ошибки, при которых затупление происходит раньше положенного срока:
- Применение сверла, не соответствующего обрабатываемому материалу. Это не означает обязательно сверление железобетона сверлом по дереву, хотя в этом случае вы моментально превратите режущий инструмент в пруток с округлым концом. Для сверления различных видов металла и твердых пластмасс существуют специально изготовленные сверла. При несоответствии – режущая кромка быстро приходит в негодность;
- Неправильный угол заточки. Эта величина так же должна соответствовать типу материала, в котором проделывается отверстие;
- Перегрев. Самая распространенная причина. При работе с прочным материалом, хочется побыстрей закончить сверление, и мы часто забываем о такой мелочи, как охлаждение зоны работ. Если нет возможности обеспечить подачу к инструменту охлаждающей жидкости – необходимо делать перерывы для остывания режущей кромки. Можно макать раскаленное сверло в емкость с водой.
Механизм горячего затупления простой: Раскаленная кромка «отпускается», то есть теряет твердость. Режущие свойства ухудшаются, что приводит к повышенному трению. Нагрев увеличивается сильней, и процесс усугубляется в арифметической прогрессии.
В результате мы можем потерять хороший и возможно дорогой инструмент. Если под рукой есть точильный станок для сверл – проблема решается на месте, если нет – приходится изобретать свои способы заточки.
Ручная заточка без приспособлений
Слесаря с большим опытом точат сверла руками, используя лишь точило с подручником. Но далеко не все домашние мастера могут похвастаться такими навыками.
К тому же, таким способом можно восстановить остроту лишь изделиям большого диаметра. Тогда легче контролировать угол. Наиболее популярный размер (3-5 мм) таким способом не наточишь. Даже шаблон тут не поможет.
Мастеров, которые регулярно проводят сверлильные работы – заинтересует разнообразие заточных станков для сверл, предлагаемое в магазинах электроинструмента.
Однако подобные приспособления (несмотря на очевидное удобство использования), достаточно дорогое удовольствие. Вот и бегут «самоделкины» в магазин за очередным китайским наконечником. А ведь домашние мастера с опытом, до сих пор используют инструмент времен СССР, который соответствует ГОСТам по прочности и долговечности.
Секрет прост – у многих слесарей старой закалки имеется в запасе самодельный станок для заточки.
ВАЖНО! Для большинства домашних работ, вполне можно обойтись несложными приспособлениями для заточки. Особенно если вас пугает слово «станок».
Простейшие приспособления для правки режущей кромки сверла
Для понимания процесса ознакомимся с составными частями наконечника.
Затем поворотом ложа формируется плоскость (точнее конус) затыловки.
Заточка проверяется на шаблоне и оценивается визуально. Все плоскости соответствуют стандарту.
К нижней (тыльной) части ложа-уголка приваривается направляющая для упора хвостовика сверла. Сам упор сваривается из муфты и уголка.
Фиксация производится при помощи винта. Упором выставляется предельная величина стачиваемой кромки, и благодаря этому, оба режущих элемента сверла стачиваются симметрично.
Острение рабочей кромки производится против хода вращения наждачного круга. В этом случае образующийся заусенец автоматически удаляется набегающей поверхностью наждака. Для заточки достаточно двух-трех качаний ложа по радиусу конуса затыловки.
Данный тип сверл затачивается по внешней поверхности наждачного камня, при необходимости использовать боковую (радиальную) плоскость – приспособление можно развернуть на любой угол.
Точильный станок для сверл крепится к верстаку при помощи струбцины. Можно зафиксировать основание стационарно – но в этом случае потеряется возможность точной регулировки.
Сверла по металлу всегда подвергаются закалке, но изделия со временем могут затупиться. Естественно, это не повод их выкидывать. При желании можно заточить сверло своими руками, используя профессиональное оборудование или самодельные устройства.
Основные виды заточки
Опытные мастера знают о том, что заточка сверла по металлу бывает разной в зависимости от диаметра и особенностей применения .
- Одноплоскостная заточка предназначена для сверл с максимальным диаметром в 3 мм. В процессе выполнения работы возможно «выкрашивание» кромки, поэтому необходимо быть очень аккуратным. Чтобы правильно заточить изделие, его следует приложить к кругу и перемещать параллельно поверхности.
- Коническая процедура предназначена для более крупных инструментов по металлу. В данном случае инструмент необходимо держать обеими руками, производя последовательное затачивание.
- Доводку выполняют после окончания заточки. Благодаря подобной процедуре удается отшлифовать режущую кромку и устранить даже самые мелкие зазубрины.
Чтобы заточить сверло своими руками правильно, необходимо использовать соответствующие станки. Подобные устройства делятся на 2 группы .
Если вас интересует вопрос, как заточить сверло по металлу, то обязательно приобретите соответствующий станок. Для домашних условий подойдет недорогая модель со средней мощностью. Она позволит заточить небольшие сверла по металлу.
Естественно, при покупке необходимо обращать внимание на уровень шума , а также конструкцию модели. Оптимальным вариантом станет простой станок, ведь подобрать для него нужные детали будет несложно.
Покупать подобные приспособления необходимо только в специализированных местах, поскольку здесь в комплекте предусмотрено наличие технического паспорта. Более того, вам выдадут гарантийный талон.
Использование станков в домашних условиях
Как уже упоминалось ранее, в домашних условиях целесообразно использовать бытовые станки. С их помощью удается затачивать различные виды сверл. При этом важно помнить, что для некоторых разновидностей придется докупать соответствующие круги.
Чтобы самостоятельно заточить сверло, стоит отдать предпочтение станку, оборудованному универсальным патроном. Он позволяет зажимать элементы различных диаметров.
В комплекте часто идут:
- ключи;
- цанги;
- запасные детали;
- светильник для рабочей зоны.
Наибольшей популярностью пользуется оборудование от Drill Doctor и GS. Подобная продукция предназначена для заточки сверл диаметром в 2–13 мм и 14–34 мм. К сожалению, это оборудование не позволяет заточить слишком тонкие сверла. Для такой цели придется докупить специальный станок.
Все оборудование, предназначенное для заточки сверл в домашних условиях, имеет ряд преимуществ:
- возможность работы от электросети;
- высокая производительность;
- простота использования;
- функциональность;
- точность заточки;
- доступная цена;
- компактные габариты;
- небольшой вес;
- удобная система управления, благодаря которой можно отрегулировать интенсивность заточки и ее скорость.
Самодельные приспособления для заточки
Если у вас нет соответствующего станка, то выполнить заточку можно с помощью других приспособлений. Речь идет об электродрели либо самодельном оборудовании, созданном по чертежу . Лучше всего отдать предпочтение второму варианту, в противном случае вы можете испортить множество сверл, прежде чем освоите правильную заточку.
Создать подходящее приспособление своими руками можно даже из древесины. Так, на горизонтальной поверхности закрепляется брус с отверстиями, соответствующими диаметру сверл. Упомянутые отверстия выполняют под небольшим наклоном, чтобы получился необходимый угол заточки.
Некоторые мастера отдают предпочтение электродрели, оборудованной соответствующими насадками. Естественно, ассортимент подобных элементов небольшой , что усложняет выполнение заточки своими руками. Как правило, в комплекте с насадками идет камень и поводок. Если вы планируете затачивать сверла, используя конкретную дрель, поводок стоит сразу же укоротить.
При желании можно самостоятельно сделать подобную насадку для дрели, руководствуясь рекомендациями, данными в соответствующем видео. Подобные приспособления необходимо оборудовать крепежом для фиксации сверла.
Особенности процесса заточки
Если вы впервые решили заточить деталь своими руками, выполняйте работу в строгой последовательности .
- В первую очередь обрабатывают заднюю поверхность. Так, сверло плотно прижимают и постоянно следят, чтобы угол заточки оставался одинаковым. В результате обработки кончик сверла будет напоминать правильный конус.
- Далее наступает черед режущей части.
- Последний этап предполагает доводку задней поверхности. При этом необходимо убедиться в том, что размер перемычки составляет не более 0,4 мм. Естественно, для крупного сверла по металлу такой параметр должен быть чуть больше.
Если с первого раза что-то не вышло правильно, не стоит отчаиваться. Лучше всего начать практиковаться с инструментов, которые вряд ли понадобятся. Главное – научиться правильно надавливать и выдерживать угол. При этом необходимо учитывать тот факт, что за сверление отвечают боковые части сверла, а не наконечник. Соответственно, кромки обязательно подлежат заточке.
Важно помнить о том, что в процессе заточки образовываются мелкие частицы . Из-за нагревания они разлетаются в виде искр. Именно по этой причине необходимо придерживаться техники безопасности. Речь идет об использовании защитных очков и рукавиц. Также при заточке стоит убедиться в том, что сверло надежно зафиксировано. В противном случае оно может случайно вырваться из рук.
Если вы решили использовать для заточки соответствующий станок, обязательно подготовьте рабочее место. В частности, речь идет о хорошем освещении. Также нужно надеть защитные рукавицы и очки .
Чтобы правильно заточить сверло своими руками, необходимо воспользоваться подходящим приспособлением . Это может быть бытовой или промышленный станок, а также электродрель со специальной насадкой. Если вы ранее не пробовали заточить сверло, для начала ознакомьтесь с соответствующим видео.
Вам необходимо, чтобы сверла всегда были заточенными, а специальный станок днем с огнем не отыщешь даже в специализированных магазинах? И сделайте станок для заточки сверл своими руками. Вы с легкостью справитесь со сборкой несложной конструкции, если у вас есть хотя бы небольшой опыт в работе с базовыми инструментами.
Самодельный станок
Приспособление для заточки сверла может представляет большую ценность в домашнем хозяйстве так, как с помощью данного устройства можно самостоятельно произвести заточку сверл любого диаметра и типа. Помимо изготовления специального агрегата понадобится электромотор с точильным камнем.
Основные материалы:
- Металлическая пластина с отверстиями – 1 шт.;
- Болт или шпилька длиной 70х15 мм;
- Набор шайб;
- Уголок – 30х30 или 40х40;
- Пластины – толщиной 3-4 мм;
- Шплинт – 30х1,5 мм;
- Зажимы.
Помимо материалов понадобятся инструменты для их механической обработки и соединения, в частности электрическая сварка и болгарка.
Инструменты:
- Электросварка.
- Дрель.
- Болгарка.
- Молоток с ударными наставками.
- Специальные зажимы 2 шт.
- Гаечные ключи.
- Плоскогубцы.
Процесс изготовления:
1. Изготовление крепежной пластины
Крепежная пластина изготавливается из металлической подкладки с отверстиями толщиной около 3-4 мм. С одной стороны деталь отрезается на 3 сантиметра, при этом во время резки требуется сохранить готовое отверстие. Отрезанная часть понадобится для изготовления следующей детали точильного устройства, а крупный элемент для подкладки во время установки изделия на стол.
2. Уголок для фиксации сверла
Элемент предназначен для фиксации сверла во время заточки. Изготавливается путем отрезания части обычного уголка 30х30 или 40х40. Общая длина варьируется в пределах 60-90 мм, при этом крайняя часть обрезается под углом 60 градусов, чтобы придать затачиваемой плоскости нужный уровень.
3. Крепление для фиксирующего уголка
Отрезанная часть с отверстием от пластины соединяется с другой металлической пластиной, при этом элементы накладываются друг на друга привариваются электросваркой к уголку. Для приваривания следует вырезать на пластинах монтажный вырез, чтобы впритык установить детали и обварить.
В соединенных частях просверливается отверстие по диаметру болта или шпильки, а сами детали тщательно обвариваются со всех сторон для придания жесткости.
4. Приваривание болта
Болт или шпилька предназначен для фиксации уголка. Элемент приваривается под углом 75 градусов к основной пластине. Во время обваривания следует учитывать нижнюю плоскость, при необходимости удалить шлак, чтобы исключить перекос изделия.
5. Крепление шайбы к болту
Шайба на болт устанавливается на уровне 25 мм от верхней крайней части. Примерный диаметр равен 30 мм. Элемент приваривается с помощью электросварки в нужном проектном положении с соблюдением всех уровней по плоскости.
6. Отверстие в шпильке
При отсутствии отверстия под установку шплинта в болте (шпильке) требуется изготовить его при помощи дрели и сверла нужного диаметра. За счет данного технического элемента будет осуществляться крепление фиксирующего уголка. Диаметр может быть разный, однако главным условием является надежная фиксация.
7. Упор для сверла
Изготавливается из металлического прутка и специального тисочного зажима. Пруток приваривается к фиксирующему уголку снизу. Зажимной механизм монтируется на пруток, при этом на устройстве следует оборудовать из уголка специальную чашу-упор для сверла.
Система монтируется на точильный стол и фиксируется дополнительными зажимами.
Видео: как изготовить приспособление для заточки сверл.
Заточный станок из дрели
Этот способ доступен любому. Для этого вам потребуется дрель. Возможно, не сразу с прилавка магазина, а уже морально устаревшая и вами не используемая. Она будет выступать в качестве двигателя.
Ее нужно закрепить на станине, в патрон вставить втулку или готовый к установке точильный круг или универсальный мелкозернистый диск. Всё. Включив дрель, вы получаете вращающийся абразив, о который точить сверло – одно удовольствие.
Очень простое решение для заточки. Однако не забывайте о приспособлениях для заточки сверла, которое фиксирует затачиваемый элемент относительно точила.
Качество и точность сверления зависит от остроты рабочего инструмента. Кроме того, в отличие от столового ножа, сверло должно быть заточено правильно. Бывалые слесари могут ровнять режущую кромку на обычном точильном станке, просто удерживая сверло в руках (по крайней мере, с их слов). Но для такого способа нужна сноровка и многолетний опыт. Даже если у вас твердая рука, и отличный глазомер – без понимания процесса, вы просто испортите инструмент.
Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):
Для лучшего восприятия материала, вспомним устройство сверла.
- Нельзя прижимать острие к наждаку дольше 2-3 секунд за один подход. Металл раскаляется и происходит так называемое «отпускание», то есть лишение закалки. Соответственно теряется необходимая твердость металла. Первый признак – наличие температурных побежалостей на кромке.
- Для сверл диаметром до 4 мм: при каждом касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси недопустимо. Для большего диаметра, геометрия заточки несколько иная.
- На спиралевидных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена навстречу вращению точила (при механической заточке).
- Основной угол (на иллюстрации — 2φ) зависит от типа обрабатываемого материала.
Какие сверла точить, и как часто?
Перьевые и другие специальные сверла по дереву в домашних условиях не восстанавливают, да и тупятся они не так быстро. Победитовые наконечники для бетона не точатся в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Спиральное сверло. Режущая кромка имеет небольшой размер, поэтому при работе быстро нагревается от трения (нет площади рассеивания). Основная причине затупления – именно перегрев. При правильном использовании износ происходит не так интенсивно. Характерные признаки тупого сверла:
- При работе слышен скрип.
- Вместо завитой стружки из отверстия выходят опилки.
- Моментальный нагрев инструмента без продвижения в глубину.
Важно: Не следует работать тупым сверлом, износ от перегрева будет только прогрессировать.
Итак, пришло время точить инструмент. Вы не желаете испортить сверло, и хотите механизировать процесс.
К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.
Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
Полупрофессиональные направляющие для любых типов сверл
Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.
С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.
Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск.
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.
Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.
Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.
Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.
Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
Если сверлить приходится только древесину, то об остроте сверла можно не задумываться, так как сверло может исправно служить месяцы и годы без заточки. Но когда доходит дело до сверления металла, острота сверла становиться очень важна, другими словами, просверлить металл можно только острым сверлом. Разницу легко почувствовать, взяв абсолютно новое сверло. Начав довольно резво врезаться в металл, с каждой минутой сверло будет погружаться в металл все медленнее, а давить на него придется все сильнее. Скорость затупления сверла зависит в частности от оборотов, скорости подачи, охлаждения и других факторов, однако как ни старайся, время работы сверла до неудовлетворительной работоспособности измеряется минутами. Если объем работы значительный, постоянно покупать новые сверла получится накладно, поэтому лучше научиться их затачивать. Хотя все равно стоит иметь несколько сверл одного диаметра (3-10, в зависимости от ох диаметра и соответственно цены) чтобы возвращаться к заточке только когда затупились все сверла.
На периферии сверла скорость резания максимальна, и, следовательно, максимален нагрев режущих кромок. В то же время отвод тепла от уголка режущей кромки сильно затруднен. Поэтому затупление начинается с уголка, потом распространяется на всю режущую кромку. Ясно видно ее закругление. Затем истирается задняя грань. На ней появляются штрихи, риски, идущие от режущей кромки. По мере износа риски сливаются в сплошную полоску вдоль режущей кромки, более широкую у периферии и сужающуюся к центру сверла. Поперечная режущая кромка при износе сминается.
В начале затупления сверло издает резкий скрипящий звук. Если сверло вовремя не заточить, количество выделяемого тепла будет возрастать и процесс износа пойдет быстрее.
Чтобы облегчить контроль геометрии сверла, главное, что следует сделать – это шаблон описанный ниже. С его помощью, даже если заточка выполняется без приспособлений, всегда можно проверить, где ещё нужно снять металл, и, в конце концов, получить то, что и должно получиться (не может быть чтобы не получилось, даже если придется сточить половину длинны сверла). Для соблюдения симметрии старайтесь, чтобы время заточки каждого участка и сила нажима были постоянные.
Заточка спиральных сверл
Заточку сверла производят по его задним граням. Очень важно, чтобы оба пера (зуба) сверла были заточены совершенно одинаково. Выполнить это вручную очень трудно. Не просто также вручную создать требуемую форму задней грани и заданный задний угол (где какой угол см. ниже).Для заточки существуют специальные станки или приспособления. Если есть возможность, то лучше затачивать сверла на специализированном оборудовании. Но в условиях домашней мастерской такой возможности, как правило, не бывает. Сверла приходится затачивать вручную на обыкновенном точиле.
В зависимости от того, какую форму придают задней поверхности, существуют разные виды заточки: одноплоскостная, двухплоскостная, коническая, цилиндрическая, винтовая.
При одноплоскостной заточке заднюю поверхность пера выполняют в виде плоскости. Задний угол при такой заточке должен быть 28-30°. При одноплоскостной заточке велика опасность выкрашивания режущих кромок. Этот способ, самый легко выполнимый при ручной заточке, рекомендуют для сверл диаметром до 3 мм.
Универсальные сверла диаметром больше 3 мм обычно подвергают конической заточке. Для того, чтобы были понятны особенности такой заточки, рассмотрим схему конической заточки на станке сверла с углом 2φ в 118°. На рисунке ниже показан шлифовальный круг и прижатое к его торцу режущей кромкой и задней поверхностью сверло.
Представим себе конус, образующая которого направлена вдоль режущей кромки и торца шлифовального круга, а вершина отстоит от диаметра сверла на 1,9 его величины. Угол при вершине равен 26°. Ось сверла пересекается с осью воображаемого конуса под углом 45°. Если вращать сверло, вокруг оси воображаемого конуса (как бы катать конус по торцу шлифовального круга), то на задней грани сверла образуется коническая поверхность. Если ось сверла и ось воображаемого конуса находятся в одной плоскости, то задний угол будет равен нулю. Чтобы образовался задний угол, нужно сместить ось сверла по отношению к оси воображаемого конуса. На практике это смещение будет равным 1/15 диаметра сверла. Качание сверла по оси воображаемого конуса при таком смешении обеспечит конусную заднюю грань и задний угол 12-14°. Чем больше величина смещения, тем большим будет задний угол. Следует напомнить, что задний угол вдоль режущей кромки меняется и увеличивается к центру сверла.
Понятно, что выполнить все эти условия заточки вручную очень сложно. Сверло, предназначенное к заточке, берут левой рукой за рабочую часть, возможно ближе к заборному конусу, а правой за хвостик.
Режущей кромкой и задней поверхностью сверло прижимают к торцу шлифовального круга и, начиная от режущей кромки, плавными движениями правой руки, не отрывая сверла от камня, покачивают его, создавая на задней грани пера конусную поверхность. Затем повторяют ту же процедуру для второго пера.
При заточке желательно как можно точнее повторить ту форму задней поверхности, которая была после заводской заточки, чтобы не потерять требуемые задние углы.
Другой способ заточки, широко применяемый домашними мастерами, заключается в следующем. Как и в предыдущем случае, сверло берут левой рукой за рабочую часть возможно ближе к заборному конусу, а правой за хвостик. Режущей кромкой сверло прижимают к торцу шлифовального круга и плавным движением правой руки, не отрывая сверла от камня, поворачивают его вокруг своей оси, затачивая заднюю поверхность. Очень важно сохранить при вращении сверла нужный угол его наклона к торцу шлифовального круга. Для этого часто при заточке используют специальные втулки.
В результате такой заточки на задних поверхностях обоих перьев получится конусная поверхность, но не будет образован задний угол. При работе трение задней поверхности о стенки отверстия и, следовательно, нагрев будет больше.
Из-за трения о шлифовальный круг, при заточке происходит нагрев инструмента. Это вызывает отпуск закаленной части инструмента. Металл мягчеет, теряет твердость. Неумелое затачивание приводит лезвие инструмента в негодность. Поэтому заточку следует вести с многократным охлаждением сверла в воде или в водно-содовом растворе. Это требование не касается твердосплавных сверл. Нельзя при заточке пользоваться для охлаждения маслом. Если по каким бы то ни было обстоятельствам инструмент затачивают всухую, то:
- за один проход снимают незначительный слой металла;
- скорость вращения абразивного круга должна быть как можно ниже;
- сверло никогда не должно нагреваться до такой степени, чтобы этого не терпела рука.
Практика показывает, что заточку инструмента следует вести против движения шлифовального круга. Тогда режущая кромка более долговечна, реже ее сминание и обламывание.
Для заточки используют шлифовальные круги из электрокорунда (марок 24А, 25А, 91А, 92А) зернистостью 25-40, твердостью М3-СМ2, на керамических связках.
В производстве обычно за заточкой следует доводка. Доводка делает поверхность глаже, убирает мелкие зазубринки. Сверло, подвергнутое доводке, более стойко к износу, чем сверло после заточки. Если у вас есть возможность выполнить доводку, воспользуйтесь ею.
Для доводки применяют шлифовальные круги из зеленого карбида кремния марки 63С зернистостью 5-6, твердостью М3-СМ1 на бакелитовой связке или круги из эльбора ЛО, зернистостью 6-8 на бакелитовой связке.
Одно из основных условий правильной заточки сверла – сохранение его осесимметричности. Обе режущие кромки должны быть прямолинейны и иметь идентичную длину, тождественную величину углов при вершине (и углы заострения) по отношению к оси сверла.
Правильность заточки проверяют специальным шаблоном.
а – шаблон; б – проверка угла при вершине и длин режущих кромок; в – угла заострения; г – угла между перемычкой и режущей кромкой.
Его делают самостоятельно из листа меди, алюминия или стали толщиной приблизительно 1 мм. Самый долговечный шаблон, конечно, из стали. Шаблоном проверяют угол при вершине, длину режущих кромок, угол между перемычкой и режущей кромкой. Вместо заднего угла, который весьма сложно измерить, шаблоном измеряют угол заострения. Шаблон целесообразно сделать перед началом использования нового сверла, чтобы с последнего перенести нужные углы.
Неравномерная длина режущих кромок и наклон их к оси сверла приводят и к неодинаковой нагрузке. Сверло быстрее выйдет из строя из-за интенсивного износа перегруженной режущей кромки.
а – клины режущих кромок неодинаковы, середина перемычки не совпадает с осью сверла; б – режущие кромки заточены под различными углами к оси сверла, середина перемычки совпадает с осью сверла.
Неравномерная нагрузка на части сверла вызовет его биение в процессе резания и, как результат, увеличение диаметра полученного отверстия.
Самый простой способ проверки правильности заточки – пробное сверление. Если перья сверла заточены неодинаково, то у менее нагруженного будет меньше стружки из соответствующей канавки. Иногда стружка выступает лишь через одну канавку. Диаметр отверстия может быть преувеличен в сравнении с диаметром сверла.
Приспособление состоит из неподвижного основания и съемной державки с отверстиями для сверл разного диаметра.
1 – рейка; 2 – сверло; 3 – наждачный круг; 4 – основание; 5 – державка.
Основание выполняют из строганной доски толщиной 30-40 мм, к которой под углом 30-32° (зависит от угла 2φ, см. ниже, 30° для 2φ=120°, 32° для 2φ=116°) пришивается (прибивается, приклеивается) деревянная рейка со скошенной под углом 25-30° (для одноплоскостной заточки) боковой гранью. Эта рейка и ориентирует под нужным углом державку с затачиваемым сверлом относительно шлифовального круга. Державку изготавливают из прямоугольного деревянного бруска, одну из боковин которого состругивают под углом 60-65° (зависит от угла боковой грани рейки). Этой боковиной державку прижимают к рейке на доске основания, что обеспечивает заточку переднего угла сверла в требуемых пределах (25-30°). На другой боковине державки размечают и высверливают перпендикулярно плоскости этой боковины сквозные отверстия для каждого сверла того или иного диаметра. Длину державки выбирают такой, чтобы ее было удобно держать при заточке сверл.
На обычный подпятник (подлокотник) приспособление не установишь, так что придется придумывать для него какой-то столик или полку, можно перенести заточной станок на стол где будет место и для этого приспособления. На основание уложите вплотную к рейке державку с вставленным в нее сверлом, подлежащим заточке. Сверло в гнезде державки поверните так, чтобы затачиваемая кромка была сориентирована горизонтально. Левой рукой держите сверло у затачиваемой кромки, правой – хвостовик сверла. Прижимая державку к скошенной рейке, подведите сверло к наждачному кругу и заострите одну кромку. Затем разверните сверло и так же обработайте вторую кромку.
Можно сделать и проще:
Углы заточки и другие характеристики сверла
Спиральное сверло представляет собой стержень, имеющий для облегчения выхода стружки две винтовые канавки. Благодаря канавкам на сверле образуются два винтовых пера, или, как их иначе называют, зуба.Спиральное сверло состоит из рабочей части, шейки, хвостовика и лапки.
А – с коническим хвостовиком; В – с цилиндрическим хвостовиком; а -рабочая режущая часть; б – шейка; в – ширина пера; г – лапка; д – поводок; е – канавка стружечная винтовая; ж – перо; з – хвостовик; и – перемычка; L – общая длина; L 0 – длина “рабочей режущей части”; D – диаметр; ω – угол наклона “канавки стружечной винтовой”; 2φ – угол при вершине; f – ширина ленточки спиральной; ψ – угол наклона перемычки.
Рабочая часть разделяется на режущую и направляющую. Все режущие элементы сверла расположены на режущей части – заборном конусе. Направляющая часть служит для направления во время резания и является запасной при переточке сверла. На перьях направляющей части по винтовой линии расположены цилиндрические фаски-ленточки. Ленточка служит для направления сверла в отверстии, а также для уменьшения трения сверла о стенки отверстия. Она не должна быть широкой. Так, ширина ленточки сверла диаметром 1,5 мм составляет 0,46 мм, диаметром 50 мм – 3,35 мм. Хвостовик сверла и лапка служат для закрепления сверла в шпинделе станка или патроне. Сверла могут быть выполнены как с шейкой, так и без нее.
Диаметр сверла, измеренный по ленточкам, неодинаков по длине сверла. У заборного конуса он несколько больше, чем у хвостовика. Это уменьшает трение ленточек о стенки отверстия.
Для того чтобы понять устройство режущей части сверла, рассмотрим основные принципы работы любого режущего инструмента (в том числе и сверла). Одно из важнейших требований к режущему инструменту состоит в том, чтобы отделяемая стружка свободно отходила от места резания. Поверхность инструмента, по которой сбегает стружка, называют передней гранью. Эту грань отклоняют назад под некоторым углом от вертикальной плоскости.
1 – клин; 2 – обрабатываемый предмет; γ (гамма) – угол передний; α (альфа) – угол задний; δ (дельта) – угол резания; β (бета) – угол заострения.
Благодаря этому углу для инструмента облегчено врезание в металл и стружка свободнее сходит по передней грани. Угол между передней гранью инструмента и плоскостью, проведенной перпендикулярно к поверхности резания, называется передним углом и обозначается греческой буковой γ.
Поверхность инструмента, обращенную к детали, называют задней гранью. Ее отклоняют на некоторый угол от поверхности обрабатываемой детали, чтобы уменьшить трение инструмента о поверхность резания. Угол между задней гранью инструмента и поверхностью резания называют задним углом и обозначают греческой буквой α.
Угол между передней и задней гранью инструмента называют углом заострения и обозначают греческой буквой β.
Угол между передней гранью инструмента и поверхностью резания называют углом резания и обозначают греческой буквой δ. Этот угол представляет собой сумму угла заострения β и заднего угла α.
Передний и задний угол – это те углы, которые необходимо соблюдать при заточке.
А теперь найдем описанные выше грани и углы на сверле, которое совсем не похоже на инструмент, изображенный на рисунке выше. Для этого рассечем режущую часть сверла плоскостью АБ, перпендикулярной его режущей кромке.
Режущая кромка – это линия пересечения передней и задней граней инструмента. Передний угол γ у сверла образует винтовая канавка. Угол наклона канавки к оси сверла определяет величину переднего угла. Величина углов γ и α вдоль режущей кромки переменна, о чем будет рассказано ниже.
Сверло имеет две режущие кромки, соединенные между собой перемычкой, расположенной под углом ψ к режущим кромкам.
Получив общее представление о геометрии режущей части сверла, поговорим подробнее о ее элементах. Передняя грань спирального сверла представляет собой сложную винтовую поверхность. Грань – это название условное, так как слово “грань” предполагает плоскость. Винтовая канавка, поверхность которой образует переднюю грань, пересекаясь с заборным конусом, создает прямые режущие кромки.
Угол наклона винтовой канавки к оси сверла обозначают греческой буквой ω. Чем больше этот угол, тем больше передний угол и тем легче выход стружки. Но сверло с увеличением наклона винтовой канавки ослабляется. Поэтому у сверл с малым диаметром, имеющих меньшую прочность, этот угол делают меньше, чем у сверл большого диаметра. Угол наклона винтовой канавки зависит также от материала сверла. Сверла из быстрорежущей стали могут работать в более напряженных условиях, чем сверла из углеродистой стали. Поэтому для них угол ω может быть больше.
На выбор угла наклона влияют свойства обрабатываемого материала. Чем он мягче, тем угол наклона может быть больше. Но это правило применимо в производстве. В домашних условиях, где одно сверло используют для обработки разных материалов, угол наклона обычно связан с диаметром сверла и изменяется от 19 до 28° для сверл диаметром от 0,25 до 10 мм.
Форма канавки должна создавать достаточное пространство для размещения стружки и обеспечивать легкий отвод ее из канавки, но при этом не очень ослаблять сверло. Ширина канавки должна быть приблизительно равна ширине пера. Глубина канавки определяет толщину сердцевины сверла. От толщины сердцевины зависит прочность. Если канавку сделать глубже, стружка будет лучше размещаться, но сверло будет ослаблено. Поэтому толщину сердцевины выбирают в зависимости от диаметра сверла. В сверлах малого диаметра толщина сердцевины составляет большую долю диаметра сверла, чем в сверлах большого диаметра. Так, для сверл диаметром 0,8-1 мм ширина сердцевины 0,21-0,22 мм, а для сверл диаметром 10 мм ширина сердцевины 1,5 мм. С целью повышения прочности сверла толщину сердцевины увеличивают по направлению к хвостовику.
Переднюю грань у сверла не перетачивают.
Конструкция винтовых канавок такова, что по мере приближения от края сверла к центру их угол наклона уменьшается, а значит, уменьшается и передний угол. Условия работы режущей кромки у центра сверла будут труднее.
Задний угол, так же как и передний, изменяется по величине в разных точках режущей кромки. В точках, расположенных ближе к наружной поверхности сверла, он меньше, в точках, расположенных ближе к центру, больше. Задний угол образуется при заточке заборного конуса и на периферии сверла равен приблизительно 8-12°, а в центре 20-25°.
Перемычка (поперечная кромка) расположена в центре сверла и соединяет обе режущие кромки. Угол наклона перемычки к режущим кромкам ψ может быть от 40 до 60°. У большинства сверл ψ=55°. Перемычка образуется пересечением двух задних граней. Ее длина зависит от толщины сердцевины сверла. Так как толщина сердцевины увеличивается по направлению к хвостовику, длина перемычки возрастает в результате каждой заточки. В процессе сверления поперечная кромка только мешает внедрению сверла в металл. Она не режет, а скребет или, вернее, давит металл. Недаром ее когда-то называли скребущим лезвием. С уменьшением длины перемычки вдвое усилие подачи можно снизить на 25%. Однако уменьшение длины перемычки за счет уменьшения толщины сердцевины приведет к ослаблению сверла.
Большое влияние на работу сверла оказывает угол при вершине 2φ. Если угол при вершине мал, стружка своим нижнем краем будет задевать за стенку отверстия и условий для правильного образования стружки не будет.
На рисунке ниже показано сверло с нормальным углом заборного конуса.
Край стружки в этом случае хорошо укладывается в канавку. Изменение угла при вершине изменяет длину режущей кромки и, следовательно, нагрузку на единицу ее длины. При увеличении угла при вершине нагрузка на единицу длины режущей кромки растет, при этом увеличивается сопротивление внедрению сверла в металл в направлении подачи. При уменьшении угла при вершине возрастает усилие, необходимое для вращения сверла, так как ухудшаются условия образования стружки и возрастает трение. Но при этом нагрузка на единицу длины режущей кромки уменьшается, толщина срезаемой стружки становится меньше и теплота от режущих кромок отводится лучше.
Обычно угол при вершине (2φ) стандартных универсальных сверл из углеродистой, хромистой и быстрорежущей стали равен 116-118° и считается пригодным для многих материалов. Но для того, чтобы обеспечить наилучшие условия работы, его меняют, как показано в таблице.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Самодельные приспособления для заточки сверл
Дрель – это, пожалуй, одно из наиболее распространенных как в быту, так и на производстве устройств механической обработки материалов, позволяющее быстро и аккуратно сделать отверстие в поверхности с самой разной структурой. Будь это ручной коловорот, электрическая дрель или большой радиально-сверлильный станок, все они в качестве режущего инструмента используют сверло. Оно представляет собой закаленный твердосплавный металлический стержень различного диаметра, с хвостовиком и рабочей частью в виде двух или более режущих кромок, которые при вращении осуществляют выборку материала.
Угол наклона сверла: индивидуальный подход к каждому материалу
В зависимости от типа поверхности, требований к качеству обработки и целого ряда других условий, форма сверла может иметь самый разный вид. Наиболее распространен вариант, когда его рабочая часть состоит из двух закрученных между собой по спирали режущих кромок, образующих на конце сверла конус, высота которого определяет угол заточки сверла. Его величина зависит от твердости обрабатываемого материала и для каждого материала может иметь свои значения:
- углеродистые стали, сплавы из чугуна и твердой бронзы – от 116º до 118º;
- изделия из латуни, мягкой бронзы и меди – от 120º до 130º;
- алюминиевые и деревянные поверхности – 140º;
- полимеры и пластмассы – от 90º до 100º.
Условия для долгой и активной жизни сверла
Если исключить бездумный (или безвыходный) вариант использования сверла без победитовых напаек для работы по бетону или камню (когда инструмент выходит из строя буквально за минуту), то наиболее активно режущие кромки тупятся при сверлении твердых металлов. Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также скорости вращения, подающего усилия и наличия охлаждения режущего инструмента. Определить момент ухудшения режущих качеств бура крайне просто по характерному резкому свисту и необходимости большего давления на дрель. В результате сверло очень быстро нагревается, значительно увеличивается время сверления с одновременным снижением качества получаемого отверстия, и для продолжения нормальной работы бур нужно заменить.
Лучше час потерять, а потом за пять минут просверлить
Так как сверла считаются расходным материалом и на малых размерах имеют относительно невысокую стоимость, многие их просто выбрасывают, заменяя новыми. Однако такой подход может быть оправдан только при небольшом объеме работ, низкой цене детали и близости строительного магазина. Намного экономнее и быстрее заточить сверло по металлу своими руками. Приспособлений для осуществления этой операции существует масса, и, как правило, цена такого оборудования напрямую зависит от скорости, универсальности и качества обработки им режущего инструмента.
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, приоритетная для того или иного диаметра бура и структуры обрабатываемой поверхности. Для получения необходимой формы используют, соответственно, и разные способы затачивания режущей кромки. Разделяют одноплоскостной, конусный, двухплоскостной, винтовой и цилиндрический виды заточки. В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла. Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.
Способы достижения желаемого качества заточки
В принципе, имея определенные навыки, заточку можно осуществить и без вспомогательного инструмента. Главное при этом – соблюсти необходимый угол обработки, а также равную длину рабочей поверхности режущих кромок и их симметричный наклон относительно оси бура. Однако достичь этого на практике не так и просто, достаточно совсем небольшой погрешности по любому из перечисленных показателей, и ваше сверло не будет работать должным образом. Использование спецприспособлений упрощает процесс, но согласитесь, приобретать дорогой станок для приведения в порядок пары буров по металлу нецелесообразно. К тому же самодельное приспособление для заточки сверл поможет справиться с этой задачей пусть с меньшим комфортом, но тоже неплохо.
При всем многообразии вариантов исполнения принцип работы всех устройств подобного типа основан на формировании жесткого шаблона или направляющей, вдоль которой затачиваемый инструмент подается к наждачному кругу в определенной плоскости.
Гайка, винтик, направленье – вот и все приспособленье
Пожалуй, одним из самых быстрых и доступных вариантов будет изготовление приспособления для заточки сверл из гайки. Ее шесть граней образуют на смежных плоскостях угол в 120º и могут служить отличным шаблоном для задания нужного наклона заточки режущей кромки сверла. Порядок изготовления подобного устройства довольно прост и не займет много времени. Гайку плоской стороной вверх зажимают в тиски и при помощи угловой шлифовальной машины (болгарки) выполняют продольные пропилы вдоль линии, соединяющей противостоящие углы шестигранника. С одной стороны метиза можно сделать шесть углублений (по числу вершин), сформировав таким образом три направляющие.
Размер гайки, а также ширину и глубину выборки направляющей подбирают из расчета диаметра затачиваемого сверла. После этого всю наружную поверхность этого нехитрого приспособления тщательно обрабатывают наждачной бумагой или напильником для устранения заусенцев.
Вот, собственно, и все, простейшее приспособление для заточки сверл своими руками готово. Теперь бур, требующий заточки, размещают внутри направляющей (между двумя противостоящими углами) так, чтобы обрабатываемый край слегка выступал за вершину шестигранника. Приспособление зажимают в тиски, плотно фиксируя сверло в канавке гайки наконечником вверх, и при помощи той же болгарки аккуратно стачивают выступающую режущую кромку, используя боковые поверхности метиза в качестве направляющей, формируя угол заточки в 120º.
При необходимости сверло в канавке можно закрепить при помощи струбцины, а вместо УШМ применяют точильный станок с наждачным кругом.
Метизов много не бывает: модернизация гаечного приспособления
Данную конструкцию можно несколько усовершенствовать, сделав более глубокие (в зависимости от диаметра затачиваемого бура) V-образные пропилы в противостоящих вершинах и приварив с той же стороны приспособления гайку меньшего размера. Сверло в этом случае может быть зафиксировано поджимным винтом, вкрученным в приваренную сверху гайку.
В результате отпадает необходимость использования тисков и струбцины (главное при этом – не пережать винт, чтобы не согнуть сверло). Подобное устройство позволяет успешно справляться с заточкой буров даже небольшого диаметра (до трех миллиметров), когда выдержать и проконтролировать угол заточки без специнструментов практически невозможно.
Деревянные направляющие для заточки сверл
Теперь рассмотрим, как сделать приспособление для заточки сверл из брусков или толстой фанеры. Конструкция представляет собой деревянную направляющую, жестко прикрепленную к основанию. Базовую часть приспособления изготавливают из ровной прямоугольной доски (толстой фанеры) с одной из сторон которой делают прямоугольный вырез, обеспечивающий доступ к боковой поверхности наждачного круга. Затем из фанеры подготавливают накладку в виде прямоугольного треугольника или трапеции с наклоном стороны в основании 60º (от вершины – 30º), что гарантирует угол заточки в 120º. Размеры направляющей должны обеспечивать свободное размещение вдоль нее затачиваемого сверла как по длине, так и по высоте.
Готовая накладка при помощи саморезов прикрепляется к дальнему краю базовой доски острым углом в сторону наждачного круга. Заточка сверл по металлу приспособлением подобного типа требует его четкой фиксации вдоль внешней (широкой) поверхности абразива. Каждую режущую кромку формируют отдельно, путем плавного перекатывания сверла навстречу вращению круга, затем ту же процедуру повторяют для второй стороны, добиваясь идеальной сбалансированности. При частом использовании на круге может возникнуть выработка, и придется либо сдвинуть приспособление вдоль наждака, либо заменить абразив. Подобный способ хорош тем, что позволяет легко получить необходимый наклон режущей кромки путем быстрой замены верхней направляющей на требуемый размер.
Использование направляющих втулок для заточки
Еще один вариант обработки сверл, активно практикуемый в домашних условиях, представляет собой деревянную вертикальную стойку с полыми металлическими втулками различного диаметра, которые размещены в бруске под необходимым для заточки углом. В результате обработки на задней части режущих кромок формируется конус, но без правильного заднего угла.
Профессиональные решения: отличный результат за небольшие деньги
Все самодельные устройства обеспечивают приемлемый, но, увы, неидеальный результат. Даже без учета высокой вероятности погрешности при самостоятельном изготовлении приспособлений для заточки существует еще целый ряд параметров, несоблюдение которых приводит к быстрому выходу сверл из строя. Вот почему крупные производители разрабатывают сложные устройства и даже станки для приведения режущего инструмента в рабочее состояние.
Одним из таких механизмов является приспособление для заточки сверл drill grinde, которое дает возможность вернуть остроту спиральным бурам по металлу диаметром от трех до девятнадцати миллиметров. Устройство легко справляется с задачей формирования режущей кромки любого наклона, имея при этом шкалу со стандартными углами заточки (98, 118, 136 и 176 градусов, а также для зенковок). Идеальное качество заточки гарантируется четким позиционированием сверла благодаря поджимным винтам. Пятка (задний угол режущей поверхности) формируется благодаря малому осевому наклону, что задает при обработке дуговое движение сверла.
Самодельные клеи для заточки сверл. Устройство для заточки сверл из дверной петли. Что может потребоваться для работы на аппарате
Приспособление для заточки сверл по металлу легко сделать своими руками. Для этого потребуется время и несколько основных элементов будущей конструкции.
Устройства для заточки сверл по металлу, дереву, пластику и другим материалам делятся на два типа:
- Специализированный.Они могут затачивать только один конкретный тип режущего инструмента;
- Универсал. С их помощью всевозможные фрезы, сверла по металлу, дереву и др.
Если говорить об изготовлении устройства своими руками, то здесь обычно поделки пытаются сделать универсальную модель. Устройство получилось удобным и эффективным для заточки сверл малых и средних диаметров. Для бытовых целей он отлично подойдет.
Элементы приборов
Для изготовления заточного приспособления вам потребуются элементы и инструменты:
- Стенд;
- Ножки для включения / выключения точилок;
- Диск для болгарки;
- Электродвигатель;
- Электрический кабель для подключения устройства к сети;
- Заглушки;
- Материал корпуса.
Все компоненты вашего станка для заточки сверла будут расположены внутри корпуса. Так вы сможете повысить собственную безопасность при работе с шлифовальным оборудованием.
Собираю дизайн, будьте в наличии. Оставьте шкив от электродвигателя, так как он надевается на него для заточки. Желательно заранее выбрать стационарное место для станка, ведь закрепить его нужно на верстаке или рабочем столе.
Сам процесс сборки шлифовального устройства выглядит следующим образом.
- Установите электродвигатель в заранее определенном месте.
- На столе, где будет располагаться устройство для заточки сверл по металлу, нанесите разметку для крепления.
- Электродел Сделайте отверстия по разметке под крепежные болты.
- Закрепите электродвигатель металлическими зажимами в крайнем правом месте.
- Закрепите кожух, который будет выполнять роль защиты.
- Установить шлифовальный диск на шкив электродвигателя.
- Сам двигатель должен иметь шкив удлиненной формы, так будет удобнее работать с заточным приспособлением.Не забудьте подогнать шайбу перед установкой круга.
- Если диаметр шкива и окружность не совпадают, можно использовать переходную втулку. Сбоку втулки просверливается отверстие под резьбу, в которое затем монтируется вспомогательный крепежный болт.
- Выбирать слишком мощный двигатель не стоит. Высокие обороты только навредят вашим сверлам по металлу. Большинство мастеров адаптируют к шлифовальному агрегату двигатель, изъятый от старых стиральных машин.
- После завершения сборки подключить наконечники, подключить двигатель и весь электромобиль через кабель к розетке.
Вспомогательные устройства
Если вам удалось собрать достаточно полезный заточный прибор для различных сверл по металлу, дереву или пластику, советуем не останавливаться на достигнутом.
Есть дополнительные элементы, оснащенные устройством заточки, вы значительно расширите его функциональные возможности и повысите собственный комфорт при работе со сверлами.
- Проверить узор. Для определения правильных углов При заточке сверла вам пригодится специальный стол или выкройка.Шаблон всегда будет под рукой. С его помощью вы определяете, насколько правильно сделаны углы заточки, какова продолжительность рабочих кромок, какие углы между перемычками и рабочими кромками. Шаблоны изготавливаются из тонкого мягкого металла на основе нового сверла для первого использования;
- Руководства. Этакие небольшие консоли из металлических полос. Их болты закреплены на корпусе заточного приспособления. При работе на эти направляющие нужно будет надеть сверло, постепенно поднося к абразивному камню острый инструмент;
- Причастия.Самый простой вариант – взять обычную металлическую транспортировку, отрезать часть устройства и закрепить на подставке. Зашейте ту часть транспортной зоны, где шкала больше 30 градусов. Это связано с тем, что заточка сверл на меньший угол не проводится.
Многозадачный аппарат
Если изготовить подобное приспособление, точность и удобство заточки сверл по металлу значительно возрастут. При этом собрать конструкцию довольно просто.Для изготовления механизма вооружите следующие компоненты:
- Салаты роликовые;
- Гиды;
- Вал;
- Транспортер;
- Дрель патрон.
- Направляющую рекомендуется сделать широкой и закрепить на ней транспортировку.
- Болт будет выполнять роль оси поворота, которая вставляется в заданное отверстие.
- На вертлюге расположена направляющая и подвижная металлическая пластина.
- На поверхности пластины установлена ось и трубка.
- Один конец оси используется для установки сверлильного патрона, а другой прикладывается под рукоятку.
- Прижимная пластина перемещается за счет оси с резьбой.
- Внизу пластины ограничитель. Он выполняет одновременно две функции – фиксирует механизм в нужном положении и указывает нужный угол.
Процесс работы устройства выглядит так:
- В патрон устанавливается сверло;
- Пластина фиксируется в желаемом положении для создания угла заточки;
- Устройство вращается по продольной оси ручки;
- Уголок есть;
- Фреза поворачивается на 90 градусов, после чего берется вторая половина сверла по металлу.
Правила эксплуатации
Поскольку речь идет о работе над самодельным заточным приспособлением для сверл, здесь следует соблюдать некоторые правила. Они убережут вас от травм, а также позволят сверлу правильно работать.
- При заточке сверл следите за тем, чтобы выступы совпадали. Так вы убедитесь, что сверло аккуратно, плавно вошло в приспособление и после заточки сможет качественно просверлить отверстия.
- Перед запуском станка убедитесь, что болгарка плотно закреплена на шкиве электродвигателя.
- Первый этап заточки сверла выполняется шлифовальным кругом с большим зазором. В тот момент, когда на сверле по металлу начнутся бургеры, поменяйте шлифовальный диск на более деликатный, чтобы завершить заточку.
- Выполняя заточку своими руками четко придерживаться указанного угла.
- Вращение шлифовального круга должно производиться строго по направлению к лезвию. В обратном направлении вы не сможете работать подходящим образом.
- Следить за тем, чтобы сверло не перегревалось при заточке.Периодически останавливаемся, даем остыть сверлу, чтобы оно остыло. Но ни в коем случае не сочинять, опуская холодную воду, потому что из-за этого металл потеряет прочность.
Посмотреть наглядное видео О сборке шлифовальных устройств. Обязательно учитывайте диаметр фрез, которые необходимо закрепить на станке, чтобы коллективный механизм обеспечивал качественную и эффективную обработку продукта.
Если постоянно иметь дело с заточкой твердых заготовок, поверхность сверла будет неуклюжей.Заливает, будет очень жарко и в конце концов потеряет былую прочность. Все это следствие «выброса» металла. Именно поэтому такой инструмент требует периодической заточки специальными приспособлениями .
Как сделать самодельные приспособления для заточки сверл, какие шаблоны для этого существуют и что нужно подготовить к работе, вы узнаете из нашей статьи.
Особенности заточки сверл
Сверла– эти недорогие приспособления, особенно если говорить о тех, которые широко используются для бытовых нужд.Однако если есть возможность, то после затупления инструменты лучше заточить, чем покупать новые.
Существуют заводские приспособления, предназначенные для заточки, но, купив их, вы потратите большие деньги, и это не восполнит сбережения, если вы не приобретете новые инструменты. Именно поэтому очень много мастеров собирают станков для заточки своими руками.
Стоит отметить, что затупление касается сверл по металлу, так как инструменты по дереву этому практически не подвержены, за исключением случаев использования на высоких оборотах при смолистой заготовке.Также не подлежат заточке наконечники Winged по камню или бетону.
А вот сверлить по металлу многие точно через все дополнительные приспособления своими руками, но точность такой работы далеко не всегда идеальная, поэтому желательно использовать хотя бы минимальную механику.
Как сделать приспособление для заточки сверл своими руками: обучающее видео
Чтобы самому изготовить такое устройство, вам понадобится средство управления (шаблон). Как бы не заточено сверло, точность проверяется специальным шаблоном.
Простые свёрла по чёрному металлу имеют угол лезвия от 115 до 120 градусов. Если металл другой, то и углы заточки будут отличаться:
Можно подготовить сразу нескольких шаблонов В зависимости от перечисленных значений и, согласно им, выполнить заточку своими руками. Одно и то же сверло можно применить к разным типам заготовок, нужно только изменить углы вершины рабочего места.
Простое, но очень удобное устройство слива гильза разного размера , которые прикреплены к основанию.Сделать их можно самостоятельно, опираясь на специальные рисунки. Помните, что инструмент в втулке не должен болтаться, а качество сверления может ухудшиться, даже если погрешность составляет всего один градус.
Можно сделать большую клипсу на алюминиевых или медных трубках в зависимости от типовых параметров сверлом или взять брус из мягкого материала И в нем много дырок. В точилку очень важно поставить удобную подружку, благодаря которой можно будет перемещать приспособление для заточки под нужным углом и удерживать упор.
Перечисленные приспособления для заточки производятся много десятилетий подряд и по-прежнему востребованы. Для сборочного заточного станка Можно взять дубовый брус вместо уголка.
Самый простой станок для заточки можно собрать, просто установив верстак или стол напротив боковой части. Даже такое простое устройство обеспечивает высокое качество и точность работы.
Особенности заточки на простом приспособлении
В Интернете можно найти готовых чертежей Устройства для заточки сверл, либо написать их самостоятельно, но для этого необходимо понимать принцип работы со сверлом.
Во время работы категорически запрещено Перемещать сверло перемещать вокруг своей оси. Если его проверять хотя бы на миллиметр, он испортится, и вам придется заново обрабатывать небольшое расстояние.
После окончания работы сверло должно кулет Также выполнить замеры по шаблонам. Края должны быть идеально симметричными до десятых долей миллиметра. Это особенно важно, если сверло имеет минимальный диаметр.
Заточка может сопровождаться ошибками:
Как из первичного средства своими руками собрать шлифовальный станок для спиральных сверл по металлу?
За основу устройства можно взять любую болгарку, которая исправно работает, нет биения оси, а под нагрузкой сохраняет обороты.
Задача выглядит так:
- подруга обязана стоять строго горизонтально на одной оси при вращении наждака;
- конструкция должна быть безопасной, надежной и прочной;
- должна быть предусмотрена возможность заточки как вручную, так и в полуавтомате;
- форма подружки должна способствовать свободному опусканию хвостовика сверла на нужный угол.
Специальных деталей для изготовления данного устройства не требуется, практически все необходимое есть у самодельных мастеров.Заготовки обрабатываются болгарской , сваркой или острой .
Для полуавтоматического режима предполагается остановка при повороте, поэтому необходимо выполнить петлевое соединение. Точно подобрать на отсутствие фары Болты отверстия, кронштейн и трубка.
Детская площадка должна перемещаться на по вертикальной оси Чтобы можно было изменить угол заточки сверла. Эта ось может быть закреплена, а подружка должна качаться, опираясь на горизонтальную ось, которая при заточке обеспечивает необходимое сочленение.
Опорная плита Выполняется из металла на 4 мм толщиной, причем основные детали конструкции должны иметь толщину соответственно 3 мм. Это обеспечивает его высокую прочность. Подруга с выброшенным корпусом связана жестко. Прикрепить его к защитному кожуху невозможно, поэтому вы прикручиваете скобу за металлическую «щеку».
К опорной пластине, затем прикручиваем саму пластину последовательности для сверла толщиной 5 мм. В него для фиксации сверла при обработке питается паз треугольной формы .
Конструкция имеет угол поворота 90 градусов, что позволяет обеспечить аттара различными способами. . Начиная от метода Леонтьева и заканчивая зажимом под определенным углом и созданием острых угловых кромок за счет крошки наждака.
Сверло при обработке не только будет твердо стоять в канавке Еще можно будет подавать его по канавке к абразиву, причем угол заточки не будет отклоняться. Благодаря частичному превышению плоскости опорной пластины над осью движения диска можно добиться необходимой формы Заточка головки лезвия.
Перед выполнением работ сверло должно прижать пластину И поставить режущую кромку параллельно ей. Выравнивание на этом закончено и можно довести до наждачной бумаги и инструмента. Заточку нужно проводить медленно и аккуратно, внимательно следите за углом.
Благодаря этому самодельному инструменту достигается высокая точность заточки И практически не требуется выкройка. Правда, потребуется время на установку станка и регулировку угла, тогда в дальнейшем вы без труда быстро приобретете сверла в нужном количестве.
Но если вам нужно заточить отверстие, оснащенное твердосплавной насадкой, то вы можете прикрепить качающуюся пластину на фиксированный угол. Для этого под осевую гайку заложите несколько шайб.
Применение наждачного круга в самодельном инструменте для заточки
Для универсальных шлифовальных работ в основном используются белые круги на основе электрокорунда. Их используют для заточки лопаты, топоров, ножей и металлических заготовок.
Для обработки твердосплавных сверл или быстрорежущего металла необходимо брать абразивные зеленые круги на основе карбида кремния с маркировкой 64с.Но под бытовые нужды достаточно круга зернистостью 25н.
Для заточки сверл требуется меньшая фракция в области от 8n до 16n . Помните, что шлицы на основе карбида кремния при работе очень горячие, поэтому соприкосновение сверла с таким абразивом невозможно. Дать металлу остыть через 2-3 подхода и остудить в газированной воде.
Качество кромки зависит от направления вращения абразив . Рабочая поверхность обязана бегать по пропилу (идти сверху вниз).
Peripheral поверхность Eataka При обработке обязана быть гладкой. Его можно редактировать насадкой на основе эллубо. Если диск имеет небольшой диаметр, используйте плоскогубцы, в которых будет удерживаться резак elbus.
Итак, мы рассмотрели, как в домашних условиях можно собирать и использовать приспособления разной сложности для заточки сверл и не только. Выбрать подходящий вариант Вы можете исходя из своих бытовых потребностей.
Как сделать приспособление для заточки сверл.Устройство для ручной заточки Спирально-накатная. Некоторое время назад случайно наткнулся (имею в виду автора статьи, см. Первоисточник) в сети за весьма полезными видеоуроками В. Леонтьева по ручной заточке спирального ролика:
Но сразу возникла идея, как сделать заточку зыби еще проще и удобнее. В результате рандома и экспериментов появилась следующая адаптация. Сначала нужно было модернизировать – довести до ума заводские-китайские (типа немецкие) заточены.Потому что работать с ним с Такеле Леонтьевым было практически невозможно.
Электроэнергетический завод китайского производства.
CHLIKE FULL BRANCHEAN BRANCHER.
Неподходящая конструкция персонала.
Правильный кронштейн крепления подруги к кожуху диска слишком харпичный, сделан из металла толщиной 2 мм. Приложив немного усилий, нерто. Поэтому естественно углы заточки получаются +/- километр! Да и форма подруги совершенно не позволяет сделать нормальный задний угол по В.ЛЕОНТЕВСКИЙ метод, так как дрель при опускании хвостовиком упирается в угол кронштейна. Причем сама подружка установлена ниже оси диска. То есть вообще никак не получить нормальный задний угол, если только не использовать торцевую поверхность диска.
Плоскость подруги намного ниже оси вращения диска.
Новый кронштейн для выдувного крепления.
Для обычного кронштейна использовался кусок металла толщиной 4 мм, большего размера и дополнительные крепежные винты.Старый кронштейн крепился на двух рифлях, которые пришлось разрезать. Теперь новый кронштейн намного сложнее, чем раньше. Также из кусочков уголка и планки сварилась горизонтальная полка подружки с дополнительными отверстиями для крепления. Его положение можно регулировать в некоторых пределах.
Сравнение толщины металла у новой и старой подруги.
Новый кронштейн прикреплен в 5 точках.
Детали светильников. Скобка. Подруга. Поворотная плита…
Далее производилась непосредственно сама адаптация. Представляет собой поворотную пластину с приварной гильзой, которая может качаться на оси, закрепленной в проушине, которая в свою очередь крепится к подружке. Сверху к поворотной пластине к ролику крепится направляющая пластина, в которой выбрана треугольная проточка.
Устройство в сборе. Плита в горизонтальном положении.
Устройство в сборе.
Приспособление для заточки.
Сначала вместо этой пластины тестировалась направляющая в виде кусочка уголка (как на В.Леонтьева), но этот вариант совсем не подходит – сверлом сложно нормально закрепить (пытается уйти вправо при касании диска), тем более что он тоже требуется и служит для формирования заднего угла . А вообще уголок (он на фото) совсем не подходит.
Устройство в нижнем положении.
Работа с устройством напоминает движения автора видео таймкса, только вместо пальца и рамки глаза использована ось качания и установлена угловая заточка сверла.Намного удобнее с адаптацией контроля параллельности диска обработанной режущей кромкой сверла. Вам просто нужно повернуть пластину вниз и прижать сверло к пазу так, чтобы линия режущей кромки была параллельна плоскости плоскости – оси поворотной пластины. Этот момент показан на фото.
Установка сверла на подругу к точильному камню.
Сначала формируется сама кромка. При обработке заднего угла необходимо с одновременным движением опустить пластину и подать само сверло к диску.Старайтесь не вращать сверло вокруг своей оси при формировании кромки и обработке заднего угла. Симметрию краев контролируйте так же, как в видеоуроках. Кстати, вместо качающейся пластины на подругу можно установить уголок с закрепленными уголками – заточка и задняя – это для заточки твердосплавных сверл. Вам только нужно определить необходимую длину сторон для получения нужного заднего угла заточки, так как он зависит от диаметра диска и расположения подружки относительно оси вращения диска.
Установка сверл в пластину направляющей пластины.
Управление буровой установкой. Режущая кромка сверла параллельна поверхности пластины.
Конфигурация направляющего паза.
Приспособление для ручной заточки спирально-накатной стали.
Сверла должны быть качественными и хорошо заточенными в работе. профессиональные мастера. Раньше заточка сверла производилась вручную.
Сегодня появились специальные приспособления для заточки проката, конструкция их очень проста.
Зачем нужна заточка?
Если сверло поблекло, им это очень сложно, а просверлить поверхность иногда невозможно. Также стоит отметить, что для разных пород поверхности ролика должны иметь определенный угол заточки, например, для пластичной поверхности угол будет равен 30 градусам, для закаленной стали этот угол будет составлять 130 градусов.
В случаях, когда идеально просверленное отверстие не требуется, угол заточки может составлять 90 градусов.
Как правильно заточить сверло
Заточку сверла можно сделать своими руками с помощью абразивных дисков. Во время заточки сверло необходимо держать за рабочую поверхность. Удерживать хвост сверла нужно другой рукой.
Одной стороной сверла необходимо прижать абразивный диск. Потом желательно придавить ее с художественной осторожностью, в результате режущая кромка примет нужный угол и структуру.
Заточку сверла необходимо производить с каждой стороны отдельно.Также необходимо следить за тем, чтобы острие сверла располагалось точно по центру в момент заточки режущей части. Делать это нужно правильно, так как ошибка при заточке может привести к тому, что сверло будет установлено.
Заточка сверла своими руками не самый лучший способ, так как способна нести ряд неточностей, например, режущие кромки могут не соответствовать оси инструмента.
Устройство для заточки
Устройство предназначено для заточки глухих или сквозных сверл из чугуна и стали.Такое приспособление изготавливается с учетом видов заточки, а также ее размера. На станке легко изменить угол заточки.
Есть два типа приспособлений, которые помогут точить сверло в этом бытовом и промышленном станке. В первом случае приспособление для заточки занимает мало места и отлично подходит для работы в доме, но заточить такой станок может только небольшой валик.
Большой мощности имеет промышленные станки, которые предназначены для заточки сверл большого диаметра.Промышленный станок имеет зажим и круг для заточки.
С помощью этого устройства заточка сверла происходит под контролем оператора, который легко контролирует процесс. Такие устройства рассчитаны на длительную эксплуатацию.
Как сделать станок для заточки сверл своими руками
Нам потребуются следующие материалы: абразивный диск, выключатель, мотор с хорошей мощностью, подставка, провода, ось и вилка. Также для безопасного использования Станок на нем обязательно должен быть корпус, из которого необходимо приводить в действие ось с абразивным кругом.
Предварительно нужно определиться с местом установки машины, так как она будет подключаться к розетке.
Также наш прибор нужно поставить на стол, желательно из металла, куда нужно будет ставить двигатель, и поставить отметку для проделывания отверстий под болты.
На вал двигателя надевается абразивный диск. Чтобы закрепить его на валу, нужно сначала одеть шайбу, затем еще раз диск и шайбу. После этого следует установить гайку крепления на заранее подготовленную резьбу на валу.
В качестве мотора для нашего устройства двигатель отлично подойдет стиральная машина. Мощности его мотора хватит для заточки процесса сверла. Провода разрешено брать от подручного оборудования.
Примечание!
Соединить провода нужно стартером, который должен быть с тремя разомкнутыми контактами. Обмотка должна обеспечивать соединение фазных линий с помощью двух последовательно включенных пускателей.
Кнопка выключения должна быть подключена к ЧПУ, а кнопка запуска будет подключена к HP, она также должна состоять в параллельном соединении с двумя контактами питания HP.
При нажатии на кнопку включения напряжение на обмотку будет подаваться в результате контуры должны быть замкнуты. При выходе из кнопки напряжение, подаваемое на стартер, снимать не должно. Когда двигатель отключен, двигатель должен остановиться.
Двигатель сам по себе является безопасным устройством, но для защиты его механизмов от пыли необходимо сделать каркас, который защитит его от воздействия окружающей среды.
Для его изготовления можно использовать металлический ящик или сделать защитный экран.из стекла. Также стоит установить кожух, закрывающий торцевую часть диска на треть. Убережет рабочего, если ползет абразивный привод.
Сверла для заточки фото своими руками
Примечание!
Примечание!
Сверление металла или дерева – работа, которую вы выполняете регулярно.Качественная насадка довольно долго не требует заточки, но есть некоторые ошибки, при которых затупление возникает раньше срока:
- Использование сверла, не соответствующего обрабатываемому материалу. Это не обязательно означает сверление железобетонным сверлом по дереву, хотя в этом случае вы моментально превратите режущий инструмент В стержень с круглым концом. Для сверления различных пород металла и твердой пластмассы существуют специально изготовленные сверла. В случае несоответствия режущая кромка быстро приходит в негодность;
- Неправильный угол заточки.Это значение также должно соответствовать типу материала, в котором выполнено отверстие;
- Перегрев. Самая частая причина. При работе с прочным материалом С. хочется закончить сверление сверлением, и мы часто забываем о такой мелочи, как охлаждение зоны работы. Если нет возможности обеспечить подачу СОЖ к инструменту – необходимо делать перерывы для охлаждения режущей кромки. Вы можете сделать горячую дрель в емкости для воды.
Механизм горячего замораживания прост: горячая кромка «высвобождается», то есть теряет твердость.Режущие свойства ухудшаются, что приводит к увеличению трения. Нагрев усиливается, и процесс обостряется в арифметической прогрессии.
В результате мы можем потерять хороший и, возможно, дорогой инструмент. Если есть под рукой станок для заточки сверл – проблема решается на месте, если нет, придется придумывать свои способы заточки.
Ручная заточка без приспособлений
Крепление с большим опытом точно дрель руками, используя только заточку с подругой.Но далеко не все домашние мастера могут похвастаться мастерством.
Кроме того, таким способом можно восстановить резкость только изделий большого диаметра. Тогда легче контролировать угол. Самого популярного размера (3-5 мм) таким способом в полной мере не будет. Тут даже шаблон не поможет.
Мастера, регулярно выполняющие сверлильные работы – заинтересуют разнообразные станки для заточки сверл, предлагаемые в магазинах электроинструмента.
Однако такие устройства (несмотря на очевидную простоту использования) достаточно дорогое удовольствие.Так что «Самоделкины» бегут в магазин за очередной китайской наводкой. Но самодельные мастера со стажем по-прежнему используют Инструмент времен СССР, который по прочности и долговечности соответствует гтостасам.
Секрет прост – многие защелки старой закалки есть в наличии Самодельный Станок для заточки.
ВАЖНО! Для большинства домашних заданий вполне можно обойтись простыми приспособлениями для заточки. Особенно, если слово «автомат» вас пугает.
Простейшие приспособления для правки режущей кромки сверла
Чтобы разобраться в процессе, ознакомьтесь с советом по комплектующим.
Затем плоскость (точнее конус) аборигенов формируется поворотом кровати.
Заточка проверяется по шаблону и оценивается визуально. Все самолеты соответствуют стандарту.
К нижней (задней) части корпуса-уголка приварена направляющая к упору хвостовика сверла. Сам упор сварен из муфты и уголка.
Фиксация осуществляется винтом. Выставляется предельное значение нагретой кромки, и за счет этого оба режущих элемента сверла принимаются симметрично.
Разбрасывание рабочей кромки производится против вращения наждачного круга. В этом случае образовавшийся заусенец автоматически удаляется падающей поверхностью эссе. Для заточки достаточно двух-трех качелей станины по радиусу каустического конуса.
Данный тип сверла вращается по внешней поверхности. При входе в камень, при необходимости используйте боковую (радиальную) плоскость – устройство можно развернуть на любой угол.
Станок для заточки сверл крепится к верстаку с помощью струбцины.Можно зафиксировать базу стационарно – но в этом случае будет потеряна возможность точной настройки.
Самодельные инструменты для заточки сверл. Инструмент для заточки сверл должен быть в арсенале любого домашнего мастера Приспособление для заточки сверл из напильников
Технологический процесс обработки материалов включает в себя множество различных операций, требующих качественного и острого инструмента. Так, в механическом цехе любого машиностроительного предприятия можно использовать набор токарных, фрезерных, сверлильных и более сложных станков.Они используют свой тип инструмента, для каждого из которых свой метод заточки.
Особенности сверла
Механическая обработка металла связана с огромными нагрузками на инструмент. В целом он состоит из трех основных частей: соединительной, основной и режущей. Таким образом, режущая часть представляет собой небольшой элемент клиновидной формы, предназначенный для проникновения в металл и отделения его части от заготовки.
Если, например, в токарном инструменте или дисковом фрезе с формой и конструкцией режущей части все ясно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, поэтому вам нужно знать, как правильно затачивать сверло.Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго по оси. Это следует учитывать перед заточкой сверла по металлу, поскольку неправильный угол резания приведет к вибрациям и поломке.
Основные элементы режущей части сверла
Перед заточкой сверла по металлу следует ознакомиться с конструкцией его режущей части, в которую входят следующие элементы:
1.Основная режущая кромка.
2. Режущая кромка вспомогательная винтовая (лента).
3. Перемычка.
4. Лицевая поверхность.
5. Задняя поверхность.
Что нужно для заточки?
На предприятии все необходимое для восстановления инструмента всегда под рукой. Но домашнему мастеру приходится искать альтернативу качественной заводской арматуре в более простых решениях, которые можно использовать в обычном гараже. И все же перед тем, как затачивать сверло по металлу, запаситесь минимальным набором:
1.Шлифовальный круг. Он должен быть установлен на вращающемся валу. Устройство в народе известно как «наждак». Очень часто встречается в гараже.
2. Бак охлаждающей жидкости.
3. Охладитель (водяной или моторное масло).
Для сохранения угла заточки сверла такого набора может не хватить. Ведь вам придется контролировать процесс «на глаз», что без определенного опыта вряд ли получится. В этом случае в базовый комплект также нужно включить приспособление для заточки сверл, которое вы можете купить или изготовить самостоятельно.
Контролируемые параметры
Когда все будет готово, вам необходимо ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах аксиального режущего инструмента. Перед правильной заточкой сверла вам необходимо знать его углы:
1. Передняя … Определяется в главной плоскости резания (перпендикулярно основной режущей кромке) как угол между передней поверхностью и главной плоскостью (перпендикулярно к вектору скорости резания).Он направлен по касательной к окружности сверла.
2. Задний … Также определяется в главной плоскости разреза как угол между боковой стороной и плоскостью разреза (проходит через вектор скорости и режущую кромку).
3. Угол при вершине расположен между двумя основными режущими кромками, если смотреть сбоку.
Оптимальное значение переднего угла 18-20 градусов, заднего 10-12. Угол при вершине сверл по металлу имеет стандартное значение 118 градусов.
Процесс заточки
А теперь поговорим о том, как затачивать сверло по металлу на обычном наждаке. Основная заточка этого осевого инструмента осуществляется по боковой поверхности. Для этого включите наждак, крепко держите сверло в руке так, чтобы основная режущая кромка была направлена в сторону вращения точилки. Теперь подносим лезвие к точилке, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка была параллельна поверхности круга. То же проделываем со второй режущей кромкой.В результате получается так называемая простая заточка сверла, оптимальная для большинства режимов обработки металла.
Простая заточка применяется для сверл диаметром до 10 мм. Увеличивая этот параметр, можно дополнительно заточить лицевую поверхность. В результате уменьшается передний угол, а значит, увеличивается толщина лезвия (так называемый угол режущей кромки) и, соответственно, увеличивается ресурс сверла.
Заточка приспособлением или станком
Вышеописанный метод можно назвать кустарным, так как добиться точного контроля параметров сверла непосредственно во время заточки просто невозможно.В лучшем случае вы проверите углы после завершения заточки, а в худшем – просто проверите, насколько лучше работает сверло. Как правильно заточить сверло?
Конечно, для этого лучше использовать более продвинутые параметры, которые позволят вам предварительно настроиться на определенные ракурсы. В этом случае вам понадобится инструмент или станок для заточки сверл.
Если объем работ в вашей мастерской достаточно велик, а переточка инструмента требуется постоянно, то покупка станка будет оптимальной.Это значительно упростит процесс, особенно если вам нужно переточить твердосплавные сверла по металлу. Главное преимущество его использования – точное соблюдение заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получить различные типы заточки сверл:
1. Х-образный. В основном используется для сверления глухих отверстий. Разработан для уменьшения осевого усилия резания.
2. XR-типа. Используется для универсальных дрелей. Проникновение в материал несколько хуже, чем у первого типа, однако такие сверла имеют повышенную прочность и срок службы.
3. Тип S. Используется описанная выше заточка, которая также позволяет продлить срок службы сверла в различных материалах (от чугуна до нержавеющей стали).
4. Тип N. Подточка также используется, но меньшего размера. Сверла с такой заточкой используются для глубокого сверления.
Конструкция приспособления
Как уже стало понятно, ручная заточка сверла – это работа профессионала, который не только знает правильные углы, но и чувствует процесс резания. К сожалению, такое чутье приходит только после многих лет практики со сверлильным станком или дрелью. Не стоит экспериментировать, так как вы можете сделать это самостоятельно или приобрести приспособление для заточки. В обоих случаях он будет включать одни и те же конструктивные элементы и работать по одному принципу.
Итак, основная задача устройства – это правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно разместить как само устройство, так и электродвигатель, на валу которого находится точилка. Также на плите находится поворотная колонна, на которой закреплена дрель. Он должен иметь возможность не только вращаться, но и двигаться по направлению к шлифовальному кругу.
В качестве колонны можно использовать любой подшипниковый узел с валом, например, от старого сверла.На кольца вала приспособлена станина (можно использовать закрепительную втулку), к которой она прижимается саморезами. После фиксации сверла включают привод точилки, колонну подводят к шлифовальной поверхности и вращают, чтобы придать задней поверхности сверла правильную форму. Важно, чтобы при первоначальной настройке приспособления сохранялся угол наклона вершины сверла 118 градусов.
Заточка с помощью насадок
Другой простой и удобный метод предполагает использование такого приспособления, как точилка для сверл.Его главное преимущество – универсальность и простота использования. Устройство имеет цилиндрическую форму. С одной стороны расположен соединительный узел, с помощью которого насадка устанавливается на шпиндель сверла. С другой стороны есть отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего механизм заточки приводится в движение электродвигателем сверла.
Меры безопасности
Заточка сверла связана с образованием мелких частиц, которые при износе отрываются от точилки.Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки.
При заточке сверла без инструмента обязательно надежно зафиксируйте его положение. В противном случае при контакте с точилкой она может просто вырваться у вас из рук.
Сверла по металлу закаляются в процессе производства, но постепенно они все равно затупляются. Конечно, сразу не выбрасывайте их. Заточить сверло по металлу можно самостоятельно, воспользовавшись специальным оборудованием.
Типы заточных устройств
Чтобы правильно заточить сверло, нужно использовать специальные приспособления. Они делятся на две категории:
- промышленное оборудование. Имеет большую мощность. Через него можно затачивать сверла радиусом до одного сантиметра. Эти устройства устанавливаются на крупных предприятиях. Заточка осуществляется полуавтоматически / автоматически;
- бытовая техника. Предназначен для домашнего использования. Он также используется в малом бизнесе.Это оборудование мобильно, компактно и имеет стандартную мощность.
Приобретая станок, нужно учитывать шумность, конструктивные особенности устройства. Оптимально покупать обычную машину, ведь к ней легко найти подходящие запчасти.
Приобретать заточные приспособления необходимо только в специальных местах, так как в них прилагается технический паспорт на станок. Кроме того, покупатель получает гарантийный талон.
Применение болгарки в домашних условиях
Бытовая техника считается лучшим вариантом для дома.С их помощью можно затачивать разные типы сверлильных инструментов. Стоит учесть, что для некоторых видов сверл потребуется покупать специальные круги.
Для того, чтобы точить своими руками, необходимо выбрать станок, который оборудован универсальным патроном. Это дает возможность зажимать детали разных размеров.
Покупателю вместе с заточным приспособлением часто предоставляется:
- эльборские круги;
- ключей; Цанга
- ;
- запасных частей сменных;
- осветительный прибор для рабочего места.
Самыми распространенными инструментами для заточки сверл являются Drill Doctor, GS. Эти станки предназначены для заточки сверлильного инструмента радиусом 0,2-3,4 см. Такое оборудование не способно затачивать слишком тонкие предметы. Для этого вам потребуется купить специальный станок.
Все оборудование, предназначенное для заточки инструмента в бытовых условиях:
- может работать от электрической сети;
- высокопроизводительный;
- прост в эксплуатации;
- функциональный;
- обеспечивает точную заточку;
- стоит недорого;
- компактный;
- мало весит;
- удобно управляется.Есть возможность изменять интенсивность заточки, ее скорость.
Как самому сделать шлифовальный станок
Прежде всего, необходимо приобрести устройство управления. Требуется для того, чтобы проверить, насколько точно выполнена работа.
Для сверл, предназначенных для обработки разных металлов, нужно делать другой угол лезвия. Ниже приведен список деталей и соответствующих углов кромок:
- сталь
- , чугун, бронза – 115;
- латунь, медь – 125;
- алюминий, керамика, гранит, дерево – 135;
- магний – 85;
- силумин, пластик, текстолит – 90.
Ознакомившись с этим списком, можно сделать несколько шаблонов и соответственно заточить своими руками. Один и тот же сверлильный инструмент можно использовать для разных деталей. Вам нужно только изменить угол вершины рабочей области.
Простой, но очень эффективный инструмент для заточки сверла – основа, на которой закреплены втулки разного размера. Помните, что предмет не должен трястись в ступице. Малейшее отклонение приведет к значительному снижению качества сверления.
Желательно иметь держатель трубки алюминий / медь. Также можно сделать необходимое количество отверстий в блоке из мягкого материала. Установите на шлифовальный круг удобный инструмент, позволяющий перемещать самодельную точилку для сверл, служащую упором, под нужным углом.
В настоящее время существуют различные чертежи приспособлений для заточки. Вы можете использовать существующий или создать свой собственный. Не забывайте, что при заточке инструмента не допускайте вращения сверла вокруг собственной оси.
После завершения заточки дайте инструменту остыть. Измерьте точность работы с шаблоном. Края должны быть симметричными. Это особенно актуально для инструментов малого радиуса.
С помощью электродрели
Некоторые люди предпочитают использовать электродрель, которая оснащена специальными насадками, в качестве основы для заточного приспособления. Конечно, количество вложений ограничено. Следовательно, самозаточка затруднена. Камень и поводок поставляются в комплекте с насадками.
При желании можно сделать навесное оборудование самостоятельно. Этот элемент заточного приспособления обязательно должен быть оснащен застежкой для фиксации инструмента.
Особенности заточки
Если вы решили заточить инструмент своими руками с помощью инструментов для заточки, выполните процедуру по следующему алгоритму:
- Обработка спинки. Сильно надавите на инструмент, следите за тем, чтобы угол заточки не изменился. Когда закончите, конец инструмента будет похож на конус.
- Теперь заточите режущую поверхность.
- На завершающем этапе дорабатывается задняя часть. Убедитесь, что длина перемычки не превышает четырех десятых миллиметра. Конечно, для крупного инструмента этот показатель должен быть немного выше.
Если у вас что-то не получается, не расстраивайтесь. Желательно тренироваться на упражнениях, которые, скорее всего, не принесут пользы. Главное – научиться правильному регулированию давления и угла. Помните, что отверстия просверливаются по бокам инструмента, а не в наконечнике.Поэтому края нужно в обязательном порядке затачивать.
Не забывайте, что при обработке сверлом появляются мельчайшие частицы. Из-за нагрева они разлетаются в разные стороны. Ввиду этого необходимо соблюдать правила безопасности. Используйте специальные очки, перчатки. Также убедитесь, что инструмент надежно закреплен, иначе он вылетит из ваших рук.
Если вы хотите использовать инструмент для заточки сверл своими руками, обязательно подготовьте рабочую зону. Позаботьтесь о нормальном освещении.Кроме того, не забывайте надевать специальные перчатки, защитные очки.
- Прежде всего, рассчитайте желаемый угол заточки.
- Стенд для заточки должен быть таким, чтобы шлифовальный круг находился с правой стороны.
- Центр. Для этого возьмитесь за рабочую зону большим и указательным пальцами, а другой рукой возьмитесь за край хвоста.
- Сверлильный инструмент необходимо вращать так, чтобы режущая поверхность была параллельна.
- Не забываем убрать зазубрины и прочие неровности.
- Все движения должны выполняться в определенном порядке. Например, двигайте левую руку вниз с левой стороны, а правую – по часовой стрелке.
Заключение
Приобретать промышленное оборудование для заточки сверл не рационально, так как оно дорогое. Для бытовых нужд оптимальна обычная бытовая машинка или сделанная вами точилка.
Чтобы не ошибиться при заточке сверла по металлу своими руками, нужно использовать специальное приспособление.Это может быть бытовой / промышленный станок, электродрель со специальной насадкой. Сверло надевается прямо на сверло для заточки сверл. Если вы раньше не пробовали затачивать сверлильный инструмент, посмотрите обучающее видео ниже.
Обязательно соблюдайте меры безопасности. Игнорирование простых правил, отсутствие защитной одежды может довести вас до больничной койки. Попавшиеся в глаза искры – далеко не шутки. Высока вероятность полностью потерять зрение. Согласитесь, лучше просто надеть специальные перчатки и защитные очки, чем подвергать себя риску серьезных травм.
Качество и точность сверления зависит от остроты рабочего инструмента. Также, в отличие от столового ножа, сверло необходимо правильно затачивать. Опытные слесари могут выровнять режущую кромку на обычной болгарке, просто держа дрель в руках (по крайней мере, по их словам). Но этот метод требует умения и многолетнего опыта. Даже если у вас твердая рука и прекрасный глаз, не разбираясь в процессе, вы просто испортите инструмент.
Несколько основных правил заточки (например, спиральные сверла по металлу):
Для лучшего восприятия материала вспомним сверло.
- Нельзя прижимать наконечник к наждаку более 2–3 секунд за раз. Металл нагревается и происходит так называемый «отпуск», то есть лишение закалки. Соответственно, теряется необходимая твердость металла. Первый признак – это наличие температурного изменения цвета по краю.
- Для сверл диаметром до 4 мм: каждый раз при касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси не допускается.Для большего диаметра геометрия заточки немного отличается.
- У спиральных сверл затачивается только задняя поверхность режущей кромки.
- Режущая кромка должна быть направлена в сторону вращения точилки (для механической заточки).
- Главный угол (на рисунке – 2φ) зависит от типа разрезаемого материала.
Какие сверла точить и как часто?
Ручка и другие специальные сверла по дереву в домашних условиях не восстанавливаются, и они не так быстро тупятся.Советы по бетону не шлифуются в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Конечно, они также используются для обработки дерева (пластика, резины и даже камня), но к теме это не относится.
Спиральное сверло. Режущая кромка небольшая, поэтому при работе быстро нагревается от трения (нет зоны разлета). Основная причина матовости – перегрев. При правильном использовании износ менее интенсивен. Характерные особенности тупого сверла:
- Во время работы слышен скрип.
- Вместо скрученной стружки из отверстия выходят опилки.
- Мгновенный нагрев инструмента без погружения в глубину.
Важно: нельзя работать с тупым сверлом, износ от перегрева будет только прогрессировать.
Значит пора заточить инструмент. Вы не хотите испортить сверло и хотите механизировать процесс.
К вашим услугам мини точильные станки:
Все устройства делятся на два типа: насадки или упоры для универсального инструмента и самостоятельные устройства узкой специализации.Рассмотрим самые популярные, от простых до сложных:
Это просто прибор для тех, у кого твердая рука и алмазный глаз. Фактически, он позволяет удерживать дрель только в заданном положении, не опасаясь поранить пальцы. Визуальный контроль угла по положению «крыльев» относительно любой опорной точки. Плюсов немного: мгновенная готовность к работе, компактность и цена. Минусы очевидны: ручное управление процессом не добавляет точности.
На самом деле этот элемент не является специальной насадкой для сверла. Он просто позволяет заблокировать инструмент под определенным углом. Точность будет выше, чем в предыдущей версии. Большинство упоров позволяют устанавливать угол наклона и даже иметь шкалу разметки. И все же нужно полагаться на твердость своих рук.
Есть и более продвинутые стойки: со сменными элементами и регулировкой не только угла, но и высоты.Крепления крепятся не на корпусе наждачной бумаги, а на верстаке, что делает их более универсальными.
На самом деле такой упор можно приспособить к любой электрической точилке. Дополнительный бонус – на такой подставке можно точить ножи, фрезы, отвертки, стамески и т. Д.
Полупрофессиональные направляющие для всех типов сверл
Это довольно продвинутый инструмент, позволяющий контролировать характеристики заточки с микронной точностью.Все линейные параметры надежно зафиксированы, значения выставлены согласно маркировке. Бура устанавливается в желоб, случайное смещение или вращение вокруг своей оси исключено.
Для заточки есть возможность как линейного перемещения, так и перемещения лезвия по траектории дуги (для конической заточки сверл большого диаметра). Линейным перемещением (вдоль оси) можно управлять с помощью мастера, или можно установить ограничитель хода.
С точки зрения качества обработки аппарат недостатков практически не имеет.Но для правильной заточки оператор должен знать параметры сверла. То есть автоматизации нет: значит, инструмент относят к профессиональным.
Как развитие линейки – направляющая с собственной установкой заточки. Нет необходимости устанавливать опору на верстак и менять диски. Фактически – у вас есть полуавтоматическая точилка для стола.
Важное примечание: Все перечисленные насадки предназначены для работы со стандартными электрическими точилками.Поэтому перед началом обработки сверл желательно установить специальный наждачный диск.
Это специализированный электроинструмент для одной задачи: заточки спиральных сверл.
Станком может пользоваться даже человек, далекий от техники (хотя зачем ему острые сверла?). От оператора требуется только определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены.Однако все сверла затачиваются «под одну гребенку». Платой за простоту использования является отсутствие гибкости настройки. Для домашнего использования – лучший выбор: особенно если есть дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло настраивается с учетом параметров заточки, процессом может управлять оператор.
Выбираются угол заточки, способ обработки кромки (линейная или коническая), глубина снятия металла.Сверло располагается не в общем патроне, а в индивидуальном патроне.
Промышленное шлифовальное оборудование для металлообрабатывающего цеха
При интенсивном использовании сверлильных станков требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные подставки для заточки сверл любого диаметра экономят время и силы, но стоимость такого оборудования слишком высока для домашнего использования.
Полученная информация поможет без лишних финансовых затрат подобрать устройство для заточки.Кроме того, есть сменные насадки для ручных электроинструментов (например, дрель). Но это тема для отдельной статьи.
При работе с твердыми заготовками рабочая поверхность сверла быстро изнашивается. Тупое сверло станет очень горячим и потеряет прочность. Это связано с «отпусканием» металла. Инструмент необходимо периодически затачивать. Однако это касается не только дрелей.
Сверла недорогое приспособление. Во всяком случае, это те модели, которые используются в домашнем хозяйстве.Однако покупать новые чаевые каждый раз, когда они скучны, расточительно.
Существуют заточные приспособления заводского изготовления, но это нарушает концепцию экономного использования бытовых инструментов.
Сверла по дереву практически не тупятся, за исключением того, что инструмент можно «вбивать» на высоких скоростях в смолистую заготовку. Победитовые наконечники и камень не заточены. Остается заточка сверла по металлу. Многие опытные слесари проводят эту процедуру без каких-либо приспособлений.
Однако точность работы оставляет желать лучшего, да и не каждый домашний умелец так профессионально развил глаз.В любом случае нужна минимальная механизация.
Как сделать самодельную точилку для сверл?
Прежде всего, необходимо обзавестись средствами контроля. Как бы вы ни точили сверло, вам понадобится шаблон для проверки точности работы.
Обычные сверла для обработки черных металлов имеют угол кромки 115-120 градусов. Если вам нужно работать с разными материалами, ознакомьтесь с таблицей углов:
| Обработанный материал | Угол заточки |
| Сталь, чугун, карбидная бронза | 115-120 |
| Латунные сплавы, мягкая бронза | 125-135 |
| Красная медь | 125 |
| Алюминий и мягкие сплавы на его основе | 135 |
| Керамика, гранит | 135 |
| Древесина любых пород | 135 |
| Магний и его сплавы | 85 |
| Силумин | 90-100 |
| Пластик, текстолит | 90-100 |
Зная эти значения, вы можете подготовить несколько шаблонов и в соответствии с ними заточить себя.В этом случае одно и то же сверло можно использовать для разных заготовок, необходимо лишь изменить угол вершины рабочей зоны.
Самый простой, но очень эффективный инструмент для заточки – втулки разного диаметра, закрепленные на каком-то основании.
Схема устройства на иллюстрации:
ВАЖНО! Инструмент в гильзе не должен болтаться, погрешность всего в один градус снизит качество сверления.
Лучше всего сделать целый зажим из медных или алюминиевых трубок для сверл стандартных размеров.Или просверлите достаточно отверстий в мягком материале. Главное – установить на точилку удобный инструмент, который позволит перемещать заточное приспособление под прямым углом и послужит надежным упором.
Этим методом пользовались наши деды. Только в качестве материала для изготовления точильного станка использовался уголок, дубовый брус.
Приспособление для заточки сверл пригодится в любом хозяйстве. Ведь работать тупым сверлом – одно мучение.Механизм можно изготовить своими руками из ненужных и устаревших деталей.
Правила заточки сверл
Сверла можно затачивать на специальных шлифовальных кругах, вручную или на станках. Перед началом работ внимательно осмотрите сверла: при наличии серьезных дефектов на поверхности нужно начинать заточку более грубым абразивом. Если инструмент немного затупился, используйте притирочный диск.
При ручной заточке своими руками нужно соблюдать правила:
- одной рукой придерживать хвостовик, другой регулировать рабочий конец;
- обработать режущую кромку боковой стороной шлифовального круга;
- сначала затачивается одна сторона, после чего сверло аккуратно переворачивается и обрабатывается другая.
Важно сохранить первоначальную форму сверла и направление режущих кромок во время обработки. Необходимо следить за тем, чтобы кончик наконечника не отошел от центра, иначе во время работы инструмент отклонится в сторону. Если после заточки угол режущих кромок изменится, производительность сверла будет плохой. Это определяется с помощью шаблона, сделанного вручную, или на глаз: форма кончика должна быть конусом. Во избежание ошибок редактировать лучше на специализированных устройствах.
Виды заточного оборудования
Устройство самодельное предназначено для заточки сверл по различным металлам, фрез, метчиков, фрез, зенковок, фрез.
Оборудование может быть:
- специализированный – обрабатывает один тип инструмента;
- универсальный – применяется для всех типов фрез и сверл.
Самодельные механизмы чаще бывают универсального бытового типа. Промышленные машины мощные и подходят для работы с большими инструментами.Дома в таких нет необходимости, они шумные, занимают много места и энергоемки.
Бытовые самодельные станки подходят для заточки сверл малого и среднего диаметра, они компактны и экономичны.
Изготовление точильного станка
Для сборки станка своими руками необходимо подготовить:
- электродвигатель; Круг шлифовальный
- ; Тумблер
- ; Стенд
- ; Кабель электрический
- ;
- заглушка.
Все узлы станка своими руками размещены внутри корпуса. Это сделает вашу работу безопасной и комфортной. Доступ должен быть только к шкиву мотора, на котором установлен шлифовальный круг. Станок постоянно прикреплен к верстаку, поэтому место нужно выбирать заранее.
- разместить электродвигатель в нужном месте, разметить на столе точки крепления;
- отверстий под крепежные болты;
- поставить электродвигатель на место и прикрутить к верстаку; для крепления подходят хомуты из тонких металлических полос;
- установить защитный чехол;
- Наденьте шлифовальный круг на шкив двигателя.
Желательно подбирать двигатель с удлиненным шкивом, иначе придется его поставить. Сначала надевается шайба, затем кружок. Если диаметры шкива и диска не совпадают, используется закрепительная втулка. Со стороны втулки проделывается резьбовое отверстие, в него вкручивается дополнительный крепежный болт.
По мощности двигатель от стиральной машины подходит для самодельной машины. Не выбирайте мотор с высокими оборотами, так как заточка сверл происходит на небольшой скорости.
Теперь вы можете подключить электрическую составляющую: тумблер, мотор и подключить их к розетке.
Дополнительные устройства
Принадлежности ручной работы сделают работу по заточке сверл более удобной и точной.
Шаблон для проверки. Шаблон вырезается из листа тонкого (1 мм) мягкого металла (алюминий, медь). На шаблоне выявляются углы на вершине, длина рабочих кромок, угол между рабочей кромкой и мостом.Поскольку проверить заданный угол сверла шаблоном практически невозможно, проверяется угол заточки. Шаблон вырезается перед первым использованием сверла.
Гид. Это небольшая насадка, которая сделана из металлической полосы и крепится к корпусу с помощью болта. Во время работы сверло ставится на направляющую и подводится к точильному камню.
Транспортир. На подставке, описанной выше, нанесены деления углов заточки.Можно отрезать часть металлического транспортира с угловыми отметками и прикрепить к подставке. Отрезать нужно деталь с углами более 30 градусов, так как меньшие при заточке не используются.
Устройство, облегчающее заточку сверл. Это неподвижная станина и держатель с отверстиями для вставки резаков разного размера. Держатель снимается. Ложе изготовлено из доски 50 мм, к ней крепится рейка под углом 32 градуса. Направляющая открывает держатель инструмента под необходимым углом.Держатель своими руками вырезается из бруса, поверхность которого снимается под углом 65 градусов. Скошенная часть подходит к направляющей. Углы скашивания держателя и планки зависят от типа заточки.
Многофункциональный механизм
С этим механизмом заточка сверл станет проще. В состав устройства входят:
- роликовые тележки;
- гид; Вал
- ;
- транспортир; Патрон сверлильный
- .
Направляющая должна быть достаточно широкой, к ней прикреплен транспортир. Ось представляет собой болт, вставленный в предусмотренное отверстие. На поворотной части размещены направляющие и подвижная пластина. На ее поверхности закреплена ось – трубка, с одной стороны ось заканчивается сверлильным патроном, с другой – рукояткой. Движение упорной пластины обеспечивается осью с резьбой.
Внизу упорной пластины находится ограничитель (он же указатель), который одновременно указывает на требуемый угол смещения и фиксирует его в нужном положении.
Механизм работает следующим образом:
- сверло закреплено в патроне;
- упорная пластина зафиксирована под необходимым углом;
- инструмент вращается по продольной оси с помощью рукоятки;
- обозначить угол;
- поверните фрезу на 90 градусов и обработайте вторую половину до отмеченного угла.
Правила заточки на самодельном станке
- При обработке сверл оба уступа должны быть одинаковыми.Это означает, что сверло точно войдет в отверстие и будет выполнять бурение скважины.
- Перед запуском станка своими руками надежно закрепите шлифовальный круг на шкиве.
- Выполните начальную обработку грубым абразивным диском. Если вы заметили заусенец на сверле, замените диск на более тонкий.
- Всегда держите нужный угол во время заточки.
- Круг должен вращаться только в одном направлении, вдоль лезвия.
- Не перегревайте резак; периодически охлаждайте его во время обработки. Не погружайте сильно нагретый инструмент в холодную воду, так как это приведет к растрескиванию металла.
Несколько вариантов заточки сверл в роликах.
Самодельные инструменты для заточки сверл. Как правильно заточить сверло по металлу своими руками
Для плавной и точной работы нужен хороший инструмент. А если вам нужно просверлить дерево, то за остроту сверла можно не переживать, ведь она может прослужить несколько лет.Также не доставляет особых хлопот заточка сверла по металлу большого диаметра (от 6 мм). Но если речь идет о сверлах небольшого диаметра, которые используются в радио или электронной технике, то без приспособления для их заточки не обойтись.
Тупость сверла зависит от многих факторов. Прежде всего, это скорость вращения и охлаждения. Время работы сверла часто измеряется в минутах. Конечно, можно постоянно покупать новые сверла, но, поверьте, это очень дорого.Поэтому есть смысл научиться точить сверла самостоятельно, а для этого нужно сделать специальное приспособление.
В этой статье мы подробно расскажем, как сделать несложный инструмент для заточки сверл малого диаметра своими руками (от 2,0 до 6,0 мм).
Устройство, показанное на фото, может быть улучшено и модифицировано по желанию.
На фото сверло расположено под углом 60˚ к рабочей поверхности, т.е. к рабочей стороне абразивного диска.Это связано с тем, что используемые сверла по металлу имеют угол заточки 120 ˚.
Принцип работы этого устройства уже не раз публиковался в Интернете. Но этот вариант предусматривает использование тисков для ювелирных работ. Это довольно недорогой и распространенный коммерчески доступный инструмент. Ювелирные тиски представлены на фото.
Принцип работы следующий. С помощью рукоятки челюсти раздвигаются, и сверло плотно зажимается.Режущие кромки должны быть параллельны губкам.
Тиски, показанные на фото, были немного переработаны. Они дополнительно оснащены пластинами и приклепаны новыми, более длинными заклепками. Пластины нужны для того, чтобы установить ось с так называемым «коромыслом», которым будут поочередно затачиваться обе стороны сверла.
Для установки на пластину с двух сторон на одинаковом расстоянии от центра необходимо просверлить два отверстия, через которые будет проходить эта ось.
«Качалка» закрепляется на стойках, которые крепятся к дубовой планке. Высота регулируется четырьмя опорами.
Работать хорошим инструментом удобно, оперативно и правильно! Сегодня у нас есть полезное самодельное изделие для дома и гаража – самодельная точилка для сверл. Правильная заточка сверла без опыта представляет определенные трудности. Более того, сверла больших диаметров (где-то от 6 мм) еще поддаются контролю заточки и, по крайней мере, их можно затачивать через какое-то время.Сверла малых диаметров, особенно востребованные мастерами радио и электронной техники, приходится затачивать буквально на ощупь, под лупой и без применения механизации с помощью корундовых блоков. Кстати, недавно у нас была опубликована «статья», кто ее не читал, обязательно прочтите!
Воспользовавшись своими вкладами неликвидов и проведя опрос в интернете, я наскоро собрал простое устройство, позволяющее без особого труда затачивать сверла от 2,0 до 6,0 мм.Дальнейшее улучшение адаптации возможно и это задача ближайшего будущего. Общий вид на фото 1 и 2.
Как известно, сверла по металлу имеют верхний угол заточки 120 градусов. (Меньше для дерева и мягкого металла.) На фотографии показан желтый квадрат, лежащий между точилкой и приспособлением, который обеспечивает этот угол, т.е. сверло расположено под углом 60 градусов. к рабочему концу абразивного диска. Желаемый угол затылка сверла обеспечивается начальным наклоном сверла относительно диска.
Принцип работы устройства не нов и неоднократно повторялся и публиковался в сети. Отличие этого приспособления в том, что для фиксации сверла используются так называемые ювелирные тиски, доступные в продаже и недорогие. У меня были очень старые, переделанные и изношенные за 30 лет использования. Фото взято из сети.
Принцип работы прост – поворотом ручки раздвигаем челюсти и обратным вращением зажимаем что-нибудь, например дрель.
Эти точки были изменены. Заклепки были просверлены, пластины были установлены на эти сиденья и повторно заклепаны более длинными заклепками. Далее будет понятно, зачем это делается.
Сверло зажимается в тисках так, чтобы режущие кромки лежали параллельно губкам.
По краям приклепанных пластин просверливаются коаксиальные отверстия на одинаковом расстоянии от центра и лежащие на прямой, перпендикулярной оси тисков (то есть к сверлу).Через эти отверстия пройдет ось, на которой этот «коромысло» будет попеременно качаться при заточке одной и другой грани. При идеальной разметке коромысла достигается равенство режущих кромок при заточке.
Кресло-качалка закреплено на стойках (корпуса врезных дверных защелок без внутренних деталей подходят. В свою очередь стойки привинчиваются к дубовой плите. Также имеется четыре опорные ножки для регулировки нужной высоты.
Между стойками на оси ставится кресло-качалка с дрелью, ось съемная.
Заточка первой грани (челюсти закрашены синим маркером).
Заточка второй боковой качалки повернута на 180 градусов. (окрашенная сторона не видна). Вид сверху на этот узел.
Готовое сверло на фото ниже. Ошибки, возникающие при работе «на коленке» и старые изношенные тиски не позволяли затачивать сверла от 1 мм. Здесь показано заостренное сверло диаметром 1,5 мм. При большом увеличении видна разница длин режущих кромок (небольшая, но есть)
Признаюсь, заточка инструмента всегда вызывала у меня тихий ужас.Думать нужно не только о вращающемся точильном камне, являющемся источником потенциальной опасности, но и о сохранении угла заточки … Думаю, статья будет полезна начинающим детям, а опытным товарищам – любезная просьба дополнить нижеприведенную информацию или рассказать о моем способе выдерживания угла заточки …
Материалы (редактировать)
Инструменты
- Транспортир;
- Малка (прибор) – столярный и слесарный инструмент для обозначения и измерения углов, рисования параллельных линий.Состоит из двух частей, скрепленных зажимным винтом. Более толстая часть (блок – основа) прижимается к заготовке, по тонкой части (линейке) производится разметка. Иногда бывает шкала для измерения углов между двумя частями скоса. Крупные бусины можно использовать для строительных работ;
- Сверло со сверлом по дереву;
- Отвертка.
Нарисуйте на бумаге две прямые линии под углом 59 градусов. Цель состоит в том, чтобы заточить сверло под этим углом.
Используя фаску, перенесите угол 59 градусов на деревянный брусок. В качестве заготовки я использовала твердую древесину. Толщина прутка 15 мм. Винт с мелкой резьбой для шлицевой отвертки будет выступать в качестве направляющей, поэтому сквозное отверстие должно быть немного меньше по диаметру, чем диаметр винта, чтобы оно было плотно ввинчено в блок. Сверлить в древесине проще, если начать сверление под углом. На глаз определяем место, где удобнее всего разместить винт.
Вкручиваем винт в планку. Максимальный диаметр сверла, которое будет затачиваться, следует определить заранее. Для этого поделки диаметр сверла будет больше 15 мм. Поэтому выбирайте винт достаточной длины, чтобы пройти через блок и выступать на половину самого большого диаметра затачиваемого сверла.
Если угол, под которым винт выходит из блока, не соответствует контрольной линии, просверлите еще одно отверстие и повторите попытку.
Поверните винт на несколько оборотов так, чтобы конец резьбы оказался над центром сверла.
Заточив одну сторону (используя резьбу винта в качестве меток), поверните сверло наполовину и посмотрите на метки на винте. Повторите операцию для другой стороны сверла.
По поводу заточки сверл на сайте есть подробная статья. Помимо представленного в нем материала, предлагаю посмотреть видео англоязычного Кулибина.
Спасибо за внимание)
Любая режущая насадка для дрели в процессе работы затупляется, что, собственно говоря, не требует доказательств. Однако не спешите их выбрасывать, так как вы можете вернуть насадку в исходное состояние путем заточки. Ниже мы подробно объясним, как это сделать.
Когда требуется заточка?
Если сверла по дереву могут работать долгое время и при этом оставаться острыми, то металлические инструменты очень быстро приходят в негодность.Конечно, опытный мастер идентифицирует тупое сверло на глаз или по первому контакту с металлической поверхностью. Если вы новичок, определить потребность в инструменте для заточки можно по следующим признакам:
- в процессе сверления появляется скрип и свист;
- инструмент нагревается намного быстрее обычного;
- качество отверстия низкое – есть зазубрины и заусенцы;
- стружка выходит только из одной спиральной канавки (этот знак также может указывать на неправильную заточку).
Имейте в виду, что работая тупым наконечником, вы подвергаете себя опасности, так как он может сломаться. В этом случае его разлетающиеся части могут нанести серьезную травму. К тому же дрель может «кусаться». В такой ситуации, если дрель мощная или вы работаете на станке, деталь вырывается у вас из рук, что часто также заканчивается травмой. Поэтому ни в коем случае нельзя затягивать заточкой или сменой наконечника.
Основные параметры детали
Чтобы можно было правильно заточить наконечник, прежде всего, рассмотрим его основные элементы, к которым относятся:
- режущая часть (режущая кромка), образованная схождением поверхность канавки и боковая поверхность;
- лицевая поверхность, под которой расположена режущая кромка;
- задняя поверхность, которая находится за краем:
- перемычка расположена между двумя задними поверхностями.
Во время работы сопла больше всего страдают режущая кромка, перемычка и задняя поверхность. Поэтому восстановление инструмента происходит заточкой задних поверхностей, к которым мы примыкаем режущую кромку и мост. Однако не все так просто: чтобы кромка снова стала острой и образовалась четкая перемычка, углы заточки должны соответствовать значениям из таблицы:
Соблюдение этих значений позволит резать кромка всегда первой контактирует с поверхностью заготовки, что обеспечивает максимальную эффективность инструмента.Длина режущей кромки зависит от угла при вершине. Его соблюдение позволит стружке хорошо войти в паз и выйти наружу. Если сделать угол острее, ширина разрезаемой полосы увеличится, в результате чего стружка забьет канавку и перестанет выводиться из отверстия со всеми вытекающими отсюда последствиями. Слишком тупой угол снизит эффективность сверла.
Заточим на болгарке
В домашних условиях на обычном шлифовальном станке не составит труда.Единственное, желательно, чтобы станок был укомплектован разнорабочим, т.е. небольшой площадкой, расположенной перед рабочей поверхностью шлифовального круга. Расстояние между цевьем и концом круга должно быть не более одного миллиметра.
Оптимальная скорость шлифовального круга – полторы тысячи оборотов в минуту.
Если острие затупилось, т. Е. Режущие кромки с задней поверхностью стали асимметричными, для правильной заточки инструмента рекомендуется изготовить простое приспособление, выполнив следующие действия:
- начертите прямую линию на распорке. под углом 60 градусов по отношению к рабочей поверхности абразивного диска.Линия должна быть напротив рабочей поверхности;
- закрепите на наручнике кусок металлического уголка, выровняв его по размеченной линии, как показано на фото ниже. Те. угол также должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно использовать струбцину. Если вы будете часто затачивать, можно просверлить отверстия и закрепить уголок болтами.
Благодаря этому приспособлению можно своими руками прикрепить сверло к задней части угла и таким образом обеспечить угол задней поверхности 60 градусов.Теперь, когда все готово, можно приступать к работе. В первую очередь необходимо установить диск для грубого абразива и включить станок. Тогда нужно правильно подобрать дрель. Для этого наденьте на наручники два пальца правой руки и положите на них затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик инструмента, который нужно затачивать. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, стояла строго горизонтально.
Теперь прикрепите инструмент боковой плоскостью к задней части уголка и своими руками поднесите к рабочей поверхности точилки.Правая рука должна оставаться неподвижной, а левая, держащая инструмент за хвостовик, должна немного двигаться в вертикальной плоскости, раскачивая сверло. Таким образом, заточка должна быть от режущей кромки до конца бока.
Во время процесса заточки образуется большое количество искр, поэтому при выполнении этой операции обязательно надевайте защитные очки.
В этой схеме сделайте несколько маховых движений левой рукой вверх / вниз. Не нужно сильно напрягать руки, так как дрель не будет рвать от вас, так что просто будьте осторожны.Заточив одну заднюю поверхность, поверните сверло левой рукой на 180 градусов и точно так же заточите вторую заднюю поверхность. По окончании работ убедитесь, что угол сверла, т.е. угол при вершине, составляет 120 градусов, что оптимально для металлических инструментов. Также убедитесь, что края и спинка сиденья симметричны. Если инструмент далек от идеала, его все равно нужно заточить.
Надо сказать, что в результате движения хвостовика в вертикальной плоскости задняя поверхность скругляется.Поэтому такая заточка называется конической. Применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точилки и затачивается без раскачивания. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Захват дрели при такой обработке показан на фото ниже.
После того, как заточка будет завершена и инструмент приобретет правильную форму, вам необходимо выполнить точную настройку.Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и убрать все шероховатости. В результате поверхность должна быть идеально гладкой.
Необходимо плавно подвести заточенный инструмент к рабочей поверхности точилки, чтобы не произошло удара.
Чтобы убедиться, что работа выполнена правильно, попробуйте просверлить отверстие, может быть, даже не глубокое, и убедитесь, что край гладкий и ровный.Это основной показатель заточенного инструмента.
Сверла по дереву тоже затачиваются абсолютно. Единственное, что их угол при вершине становится острее – 140 градусов. Соответственно, инструмент подводится к точилке под углом 70 градусов.
Нет шлифовального станка – шлифовальный станок на все случаи жизни
Если у вас нет заточного станка, но при этом срочно нужно заточить сверло, можно использовать болгарку (угловую шлифовальную машину). Но учтите, что шлифовальный станок – один из самых опасных ручных электроинструментов.Нарушение техники безопасности при работе с ним приводит к тяжелым травмам, а иногда и к летальному исходу. Поэтому, если у вас нет опыта работы с угловыми шлифовальными машинами, лучше не экономить, а купить новую насадку.
Если вы все же решите заточить сверла болгаркой, используйте для этих целей исключительно концевой откидной диск. Кроме того, желательно, чтобы сама болгарка была небольшой, т.е. маломощной. Процесс заточки следующий:
- 1.Измельчитель ставится на горизонтальную плоскость диском вверх так, чтобы диск также располагался горизонтально. Инструмент необходимо крепко удерживать левой рукой, а также управлять кнопкой включения этой же рукой.
- 2. Затем сверло нужно подвести к диску и заточить, стараясь соблюсти заводские углы. В этом случае болгарку нужно включать на минимальную скорость.
Недостатком этого метода является то, что заточка проводится «на глаз», поэтому, если вы раньше не затачивали сверла по металлу, от этого метода лучше отказаться.Неопытные действия могут испортить инструмент еще больше.
Использование приспособления – когда теория не нужна
Самый простой способ заточки сверла по дереву или металлу, не требующий от вас никаких навыков и знаний, – это использовать специальную насадку для дрели или шуруповерта. Устройство представляет собой насадку с отверстиями разного диаметра.
Для заточки нужно надеть насадку на электроинструмент, затем вставить инструмент в отверстие, соответствующее его диаметру, и повернуть его до упора.Специальные пазы позволят зафиксировать сверло в рабочем положении. Имейте в виду, что сверло обязательно должно быть правильно установлено в отверстии, так как это приведет к резке задней поверхности только под правильным углом. После установки дрели нужно включить электроинструмент и немного подождать, пока одна его сторона не заточится. Затем затачиваемый инструмент нужно повернуть на 180 градусов и повторить процедуру.
Недостатком устройства является ограничение по диаметру. Минимальный диаметр затачиваемого сверла 3–3.5 мм, а максимум – 10 мм. Обычно шаг составляет 5 мм. Однако для бытовых целей этого вполне достаточно. Стоимость такого устройства колеблется от 600 до 4000 рублей в зависимости от производителя. Самыми дорогими считаются изделия немецкого производителя Bosch.
Несколько слов о ремонте сверл по бетону
Все вышеперечисленные методы заточки относятся к металлическим и деревянным инструментам. Однако сверло с наконечником Победита тоже может затупиться. При этом проявляет себя так же, как инструмент по металлу – плохо сверлит, быстро перегревается и при работе издает неприятный высокочастотный звук.Надо сказать, что принцип заточки сверл-победителей примерно такой же, как и для металлических инструментов, но есть несколько важных нюансов.
Прежде всего, вам нужно измерить высоту режущей кромки тупого инструмента. Заточить сверла имеет смысл, если высота не менее 7-10 мм. Если высота будет меньше, добиться качественного результата не удастся, поэтому выгоднее приобрести новую приставку. Для заточки нам понадобится круг с алмазным напылением.Имейте в виду, что твердосплавный наконечник не переносит высоких температур. Поэтому необходимо работать на минимальной скорости.
Чтобы правильно заточить твердосплавное сверло, сначала нужно подправить края наконечника, которые первыми «слизываются» при работе с бетоном. Углы кромок пайки должны быть ровными, то есть под углом 90 градусов. Затем заточены тыльные поверхности под самую пайку, как показано на фото выше. Если карбид вольфрама стачивается до стали, переднюю часть необходимо заточить.В противном случае на поверхность режущей кромки выйдет мягкая сталь, и соответственно в этом случае невозможно добиться эффективности и качества сверления от инструмента.
Чтобы заточить победное сверло и при этом не перегреть его, во время работы используйте охлаждающую жидкость – воду или машинное масло.
Как и любое другое сверло, убедитесь, что оно симметрично. Режущие стороны должны быть одинакового размера. Если центр оси сместится, эффективность инструмента снизится, к тому же отверстия будут неровными.Есть еще одно важное правило – чем жестче наконечник, тем острее должен быть угол наклона. Для победных оттенков этот угол должен составлять 170 градусов.
Это все, что вам нужно знать о самозатачивающихся сверлах.
Или мастерская значительно облегчит работу и позволит получить удовольствие от работы с ней. То же самое и с дрелями. Но даже самые дорогие из них тускнеют или ломаются со временем. Но не все, особенно начинающие мастера, обладают навыком правильной заточки сверл, а постоянно покупать новые довольно дорого.Для таких случаев можно собрать специальный инструмент для их заточки. Эта машина довольно проста, но все же может значительно облегчить этот процесс.
Особенно удобен для работы с небольшими диаметрами, так как их сложнее всего затачивать.
Станок состоит из шлифовального станка и приспособления для сверления.
Принцип его работы следующий: сверло жестко фиксируется к спиральной части в специальных тисках. Их угол по отношению к точильному камню устанавливается с помощью угольника; для сверл по металлу – 60 градусов.Таким образом, один из лезвий затачивается, затем устройство переворачивают и затачивают другой край.
Отличие этого проекта от многих размещенных в сети, по словам автора, заключается в использовании этих же ювелирных тисков в качестве фиксатора. Они имеются в продаже и стоят недорого.
Вот так они выглядят:
Принцип их работы такой же, как и у обычных тисов: ручка вращается в одну сторону – челюсти разжимаются, вращается в обратном направлении – челюсти зажаты, можно закрепить заготовку или деталь.
Для использования в станке их нужно немного переделать. Родные заклепки убираются, такие самодельные пластины устанавливаются и снова приклепываются.
При зажиме сверла режущие кромки должны быть параллельны губкам.
Далее, во вновь прикрепленных пластинах просверливаются четыре отверстия на одинаковом расстоянии от их центра. Они должны быть под углом 90 градусов к сверлу, зажатому в тисках.
Позже поочередно (для каждой грани) через эти два отверстия пройдет ось, которая зафиксирует всю систему.В результате получается эффект «качели». Большое внимание следует уделить разметке отверстий, так как от их расположения зависит качество заточки сверл.
Опоры этих «качелей» в данном случае представляют собой два корпуса из-под выпотрошенных дверных замков, но их можно изготовить с нуля, вырезав стойки из металла или дерева.
Они жестко прикреплены к деревянной платформе.
По его четырем краям ввернуты четыре винта, чтобы отрегулировать желаемую высоту.
Лучше всего разместить болгарку и качалку на одной панели.
Тиски устанавливаются между стойками и подвешиваются на оси.
Приспособление устанавливается под нужным углом (60 градусов) к поверхности круга и одна из кромок затачивается.
Тиски поворачиваем на 180 градусов, ось продеваем через противоположные отверстия, другой край затачиваем.
Конечный результат получился неплохим, учитывая (по словам автора) большой износ старых тисков.На фото сверло диаметром 1,5 мм.
Как сделать самодельную дрель – фото и схема (+ битер своими руками на видео) | Своими руками
Пару лет назад мне пришлось полностью заменить сломанный ураганом забор. По привычке взялся за лопату и стал рыть ямы под столбы. Посмотрев на мои старания, сосед предложил использовать ручную дрель. Всего за два часа заветные лунки были готовы. Оценив достоинства и преимущества этого средства, сделали нечто подобное для себя.
1. Он подготовил чертеж всех компонентов (см. Рис.) И приступил к изготовлению.
2. Отрезал два ножа из стальной каленой пластины (рис. 1) треугольной формы и приварил их к кольцу (2). К стенкам последней прикрепил щеку из металлической полосы сечением 40 × 8 мм (рис. П. 3, фото 1).
3. К противоположной стороне щечной части щеки приварен отрезок водопроводной трубы d 20 мм – это буровая штанга (5). Из того же материала изготовлен удлинитель (4)
4.Для закрепления на основной стреле бура удлинитель, а на нем рукоять, из трубы d 25 мм изготовили две соединительные втулки (рис. 6, фото 2). которые фиксируются штифтом (7)
5. Из водопровода d 20 мм приварена ручка-поворотный стол (рис. 8, фото 3)
6. Собрал все детали вместе – сверло готово.
© Автор: Анатолий Матвейчук. Заводоуковск. Фото автора
Примечание
Для сверления отверстий или отверстий разного диаметра размер кольца с ножами и щеками можно увеличивать или уменьшать, но диаметр стержня должен оставаться неизменным, тогда у вас будет инструмент со сменными насадками.
ДРЕЛЬ СВОИМИ РУКАМИ – ФОТО И ЧЕРТЕЖ
Смотрите также: Лодка из мотоблока своими руками
ДРЕЛЬ СВОИМИ РУКАМИ – СОВЕТЫ, КОНСТРУКЦИИ И ЧЕРТЕЖИ СЧИТЫВАТЕЛЕЙ
“ЗУБЧАТЫЙ” ДРЕЛЬ СВОИМИ РУКАМИ
Сверло с зубьямисвоими руками Пора устанавливать на участке новый забор. Подготовив материалы, он приступил к рытью ям под столбами. Чтобы упростить и ускорить процесс, он сделал дрель из металлолома, хранящегося в сарае.
- В качестве основы для сверла я взял пильный диск от циркулярного. Разметил пополам и разрезал болгаркой. Заточил края получившихся лепестков (фото 1)
- Отрежьте кусок дюймовой трубы длиной 1200 мм. На одном крае болгаркой проделали надрезы крест-накрест глубиной в полсантиметра (они нужны для вкатывания толстого сверла в трубу) (фото 2). Молотком слегка загнул края трубы и вставил дрель. Ошпарил и отполировал (фото 3).
- Отступив от сварного шва на несколько миллиметров, приваренных к трубным лепесткам (половинкам диска) под углом примерно 40-45 градусов относительно друг друга (фото 4)
- К противоположному концу приваривали металлический стержень длиной 400 мм. Сверло готово. Средство попробовал на практике – с задачей справился отлично. К тому же благодаря зубам ему не страшны даже корни деревьев.
© Автор: Геннадий Побожий, Краснознаменск. Фото автора
ДРЕЛЬ СВОИМИ РУКАМИ – ВИДЕО (ОПЦИЯ)
ИНСТРУМЕНТЫ ДЛЯ МАСТЕРОВ И МАСТЕРОВ И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВЫЕ.БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.Ниже другие записи по теме «Как сделать своими руками – домохозяину!»
Подписывайтесь на обновления в наших группах и делитесь.
Давай дружить!
Как затачивать сверла вручную (Краткое руководство!)
Как человек, работающий в домашних условиях, вы должны шутить, если выбор правильного инструмента для задачи не является одной из самых важных ваших проблем. Однако, как только вы начнете определять и использовать инструменты, чтобы ваши проекты сияли как можно ярче, на следующем месте встает проблема поддержки этих ценных инструментов.
И одним из таких инструментов, требующих обслуживания, являются сверла. Если вы когда-либо работали с затупившимися сверлами, вы заметите, как тяжело толкать сверло и делать весь процесс довольно неудобным. Иногда из-за этого вы видите ужасный финал ваших важных проектов плюс травму.
Итак, заостренное сверло должно быть в ваших руках. Давайте сделаем это с помощью сегодняшней темы о том, как сделать детали как можно более точными. Да, мы поговорим о том, как затачивать сверла вручную.
Как затачивать сверла вручную Используя некоторые общие приемы.Некоторые особые типы, например, Сверла по бетону , довольно уязвимы для обеспечения идеального результата, если вы не будете проверять их точность. В руководстве будут приведены некоторые минимальные инструкции, которые легко выполнить даже тем, кто никогда не делал этого раньше. Продолжайте читать!
Вам понадобятся материалы!
- Настольный шлифовальный станок или ленточный шлифовальный станок (подойдет любой из них)
- Тупое сверло или сверло с зазубринами.
ПРИМЕЧАНИЕ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ!
Поскольку это руководство посвящено работе собственными руками, очевидно, что оно будет связано с опасными приспособлениями для заточки. Итак, вы можете подумать о том, чтобы надеть подходящие защитные перчатки. Однако чаще всего наблюдается потеря кожи из-за попадания перчаток в эти устройства. Так что лучше всего быть максимально внимательными и осторожными, избегая перчаток. Однако вы можете надеть пару защитных очков. Весь фокус здесь в том, чтобы оставаться как можно более внимательным…
Сначала вам нужно изучить буровую коронку!
Характеристики сверла – очень простые вещи, о которых вы узнаете за несколько минут, не волнуйтесь.Просто ради скорости давайте поговорим о трех общих чертах. Это губа, земля и зубило.
Деталь, которая выполняет резку, в основном называется кромкой. Если вы подумываете о спиральном сверле, то обе губы должны быть симметричными. Или же будьте готовы испытать ужасно неравномерное резание во время сверления. Предоставление большего преимущества одной губе для заточки вызовет дисбаланс. И это одна из причин, по которой некоторые сверла образуют непрямые отверстия.
Следующая часть, называемая приземлением или приземлением, в основном следует за губой.Когда сверло делает рез, эта деталь обычно поддерживает острую кромку. Деталь, которую вы сверляете, и кромка должны иметь некоторый зазор. И для того, чтобы ловить рыбу, нужно создать подходящее пространство.
Теперь, если вы по ошибке сделаете слишком большой угол, то опора резко упадет. Так вот, сколы будут появляться чаще. Особенно при работе на углах.
Когда обе стороны приземления сверла пересекаются, образуется линия. Это долото. Здесь вряд ли есть какая-то резка.Эта часть в основном помогает смазывать губы деревом или металлом во время работы. Таким образом, уход за крошечным долотом очень важен.
Избегайте сколов и тупиков.
Площадка должна иметь округлую форму. Обычно эта часть воздействует на долото, и поэтому беспорядок имеет тенденцию происходить из-за усилия во время бурения. С кривой формой губа будет лучше поддерживать. Так что в конечном итоге чипы не будут производиться.
Если долото сталкивается с проблемой размазывания материала по кромке, то долото начинает затупляться.В таком случае поверхность долота требует повторного определения. Также это может быть причиной перекатывания губы. Заточка поможет здесь прямо во время работы над изделием толкать.
Приготовьте биты!
На сверле могут быть заусенцы, особенно в области хвостовика. Эти заусенцы нужно проточить. Здесь будет очень полезно изучить , как затачивать сверло с помощью ручного напильника . Будьте очень осторожны, бита может соскользнуть в пальцы. И от этих неприятных заусенцев на вашей коже появятся шрамы.
Для этого вам понадобится ленточно-шлифовальный станок или настольный шлифовальный станок. Защитные ограждения на этих машинах должны находиться на расстоянии 1/8 дюйма от колеса или части ремня. Это поможет избежать попадания бита в охрану.
Не забывайте практиковать удержание.
Перед стартом вам нужно занять очень удобное положение. Убедитесь, что ваша рука упирается в опору машины. Теперь возьмите сверло обеими руками. К лицевой стороне ленточно-шлифовального станка нужно держать эту фрезу под углом 60 градусов.Приземление должно быть прямо напротив ремня, удерживайте его таким образом.
Теперь вы научитесь некоторым движениям для перемещения этой насадки по ремню. И это приведет к окончательному результату. Выполняя эти движения (следующие пункты будут об этом), вы должны использовать левую руку для всех действий. Правая рука должна оставаться устойчивой и неподвижной, пока левая работает. Однако для направления используйте пальцы правой руки.
Вырезайте, формируйте и вращайте одновременно.
Надавите на устройство для заточки, одновременно поднимая левую руку, чтобы отрезать приземление.Затем позвольте левой руке переместиться вправо, чтобы получился точеный угол. Долото должно быть под углом 45 градусов от кромки, продолжайте движение до тех пор.
Вы хотите переместить коронку против часовой стрелки, чтобы получить закругленную посадку. Это обеспечит лучшую поддержку губ.
Теперь вы хотите работать со всеми этими движениями резания, формовки и прокатки для получения правильного резания на торце сверла. Повторите несколько раз и поверните сверло в руке на 180 градусов.
Так вы сможете заострить и другую губу. Небольшой нагрев на поверхности сверла – это нормально. Вы можете просто окунуть насадку в прохладную воду, время от времени наполненную миской. Только не забудьте сменить воду, когда она станет горячей. Или же эта температура может нарушить целостность материала.
Снова и снова!
Чтобы сделать обе губы симметричными, нужно повторить двойную дюжину раз. Конечно, здесь нужно много терпения и осторожности.Убедитесь, что вы часто вращаете, а также работайте с обеих сторон как можно более равномерно.
Легкое вдавливание в шлифовальную или шлифовальную машину недопустимо. Вы хотите, чтобы стрижки были продуманными и с меньшим количеством перьев. Как только вы найдете удовлетворительную заточку, попробуйте сверлить. Если детали все же сложны, проверьте долото и угол посадки.
Должен быть достаточный рельеф. Если с обеих сторон отваливаются стружки, значит, судебное разбирательство прошло успешно. И если вы считаете, что стружки приходят с одной стороны бита, то нужно еще поработать, чтобы сделать обе губы симметричными.
Заключение.
И это были мои мысли о том, как затачивать сверла вручную? Вы можете легко овладеть навыком заточки, если будете больше практиковаться с терпением. Кроме того, при работе с твердой древесиной постарайтесь сделать так, чтобы «остановись и дай остыть» стало привычкой. Это позволит кардинально избежать тусклости и позволит вам реже сталкиваться с этой длительной процедурой заточки.
На этой ноте, давай закончим! Увидимся в другой интересной теме, надеюсь, скоро!
СвязанныеСохранение угла
Помимо постоянной практики, как сохранить постоянный угол при заточке ножа или инструмента?
Практически каждый день точильщики спрашивают нас, что они могут сделать, чтобы держать нож или инструмент под постоянным углом во время заточки.Это, вероятно, самый распространенный источник разочарования для точильщиков. Это понятная проблема: неспособность поддерживать постоянный угол тратит время на заточку неправильной части фаски, нежелательным образом изменяет форму лезвия и, что наиболее важно, не приводит к появлению острых краев.
Заточить можно эффективно, люди давно этим занимаются. Так как же удержаться от изменения угла во время заточки? В этой статье рассматриваются некоторые эффективные способы сохранения угла при заточке.
Механизированная заточка
Не волнуйтесь, мы не собираемся говорить вам, что усиленная заточка – единственный способ сохранить постоянный угол. Однако здесь стоит упомянуть, так как одним из самых больших преимуществ механизированных систем заточки, таких как Work Sharp и Tormek, являются направляющие, которые они предлагают. Эти системы позволяют точно и многократно затачивать кромки многих форм. Хотя эти системы не могут делать все и подходят не всем, их точность стоит учитывать.
Заточка от руки
Конечно, заточка производилась вручную задолго до того, как появились электрические системы, и это все еще можно делать таким способом. Да, это требует некоторой практики, но это достижимо. Давайте сначала рассмотрим заточку от руки, без направляющих.
Мы обнаружили, что ручная заточка в общих чертах может быть разбита на заточку ножей и заточку стамески или плоского лезвия. Базовая процедура для обоих одинакова, но есть различия в том, как вы держите и перемещаете затачиваемое лезвие.
Ножи
Существуют разные техники перемещения лезвия ножа по точильному камню. Некоторые точилки предпочитают скользящее действие пятки по кончику. Хотя это не так распространено, некоторые точилки используют движение наконечника к пятке. Другие используют восьмерку или круговой узор. Если угол остается постоянным, можно успешно использовать любой из методов. Ниже мы описываем движение от пятки к кончику, так как оно является одним из наиболее распространенных.
Начните с того, что поместите пятку ножа на камень под желаемым углом.Чтобы решить, какой угол использовать, см. Нашу статью: Подробное обсуждение углов заточки ножей. Затем проведите лезвием ножа по длине точильного камня. Когда вы перемещаете лезвие от одного конца камня к другому, вы также будете тянуть лезвие от его пятки к его кончику, так что вся длина лезвия соприкасается с камнем в какой-то момент во время удара.
Если у ножа совершенно прямое лезвие, вы можете держать руку и запястье в неподвижном состоянии при выполнении движения.Нож с прямым лезвием обычно начинается под углом 90 ° к длине камня и остается таким на протяжении всего хода. Однако у большинства ножей лезвие имеет некоторую кривизну, особенно на кончике или рядом с ним. По мере изгиба лезвия, если движение остается неизменным, эффективный угол, при котором лезвие встречается с камнем, изменяется, уменьшая угол скоса. Это обычная проблема, в результате которой кончик ножа заточен неэффективно или совсем не заточен. Чтобы сохранить угол скоса на изогнутом лезвии, вы должны изменить положение ножа относительно камня при выполнении удара.
Хороший метод отслеживания кривой – это вращать нож в продольном направлении по отношению к камню во время движения. По мере прохождения кривой сосредоточьтесь на точке соприкосновения лезвия с камнем. Кромка лезвия в этой точке должна быть перпендикулярна длине камня. Когда вы вращаете нож, ручка поднимается по плавной дуге, следуя плоскости угла заточки. Степень изгиба лезвия определяет необходимое количество вращения.От начальной точки в 90 ° до длины камня лезвие с небольшим изгибом будет вращаться только на несколько градусов, но резко изогнутое лезвие может быть близко к параллельному камню к концу удара.
Долота и рубанки
Держите инструмент двумя руками, стараясь держать его как можно ближе к камню. На более широких лезвиях максимально раздвиньте пальцы, чтобы создать равномерное давление вниз по всей ширине лезвия. Затем поместите скос инструмента на камень и переместите инструмент по камню.
Заблокируйте запястья и двигайте инструмент своим телом. Попробуйте двигать всем телом, а не только руками, чтобы лезвие оставалось более устойчивым. Как и в случае заточки ножей, сгибание запястий при перемещении лезвия будет раскачивать лезвие.
Как и в случае заточки ножей, некоторые люди могут использовать возвратно-поступательные движения, круговые движения или движения в форме восьмерки. Однако, меняя направление, инструмент легко раскачивать, изменяя угол. Если вам удобнее перемещать инструмент по камню в одном направлении, к краю или от края, сделайте это.В конце гребка полностью оторвите лезвие от камня и вернитесь в исходное исходное положение.
Управляемая заточка
Если ручная заточка вызывает у вас разочарование, подумайте о руководстве по заточке. Нет ничего постыдного в использовании направляющих при заточке. Это такие же инструменты, как и любые другие, и при правильном использовании направляющие экономят время, обеспечивая точность и повторяемость. Разнообразие направляющих, доступных для ручной заточки, можно разделить на направляющие для ножей и направляющие для долот и плоских лезвий.
Направляющие для ножей
Направляющие для заточки ножей бывают двух видов. Существуют системы, которые удерживают нож, когда маленький камень перемещается по лезвию, и направляющие, которые удерживают нож, когда лезвие перемещается по более крупному камню.
Системы управляемой заточки ножей
Направляющие, удерживающие нож, когда по лезвию перемещается меньший камень, можно приобрести у DMT, Lansky и Gatco. Все три модели имеют зажим, удерживающий лезвие, вместе с небольшими точильными камнями, прикрепленными к оружию.Эти ручки проходят через направляющие отверстия в ножках зажима. Плечи регулируются с заранее заданными шагами, что позволяет затачивать под разными углами.
DMT Руководство для заточки ножей
Зажим с регулируемыми рычагами, входящий в состав системы управляемой заточки DMT Aligner, может использоваться отдельно для ведения ножей по камням скамейки. С семью настройками положения можно достичь большого диапазона углов. После зажатия лезвия на острие лезвия техника заточки такая же, как и при ручной заточке, удерживая ножку направляющей на рабочей поверхности.Пошаговые инструкции см. В нашей статье Использование руководства по заточке ножей DMT.
Японское руководство по заточке ножей Naniwa
Это еще одна направляющая, которая позволяет перемещать нож по верстачному камню, и она является самой простой в использовании из любых направляющих для заточки ножей. Однако он не регулируется. Достигаемый угол скоса определяется шириной лезвия ножа. Таким образом, он не подходит для использования с каждым ножом. Это руководство лучше всего подходит для традиционных кухонных столовых приборов, лезвия которых шире 3/4 дюйма.Например, нож с лезвием шириной 1 1/8 дюйма будет заточен под углом 20 градусов с помощью Naniwa Guide.
Просто закрепите направляющую на корешке ножа. Затем положите нож на камень и используйте ту же технику, что и при заточке от руки, но всегда держите направляющую в контакте с камнем.
Направляющие для долот и рубанков
Некоторые точильщики ласково называют эти колеса «тренировочными колесами для ваших инструментов». Какими бы ни были названия, они работают. Направляющие для долота и плоского лезвия позволяют поддерживать угол, упрощают удержание лезвий, которые в противном случае сложно повесить, и упрощают получение кромки, перпендикулярной хвостовику инструмента.Они также позволяют перемещаться по камню вперед и назад без раскачивания, что ускоряет время заточки.
Veritas Mk. II Направляющая для хонингования
Это самая универсальная из направляющих для заточки долот и плоских лезвий. Он имеет несколько настроек для микрокаскосов, а также регистрационное приспособление, которое центрирует и выравнивает лезвие, определяя правильную проекцию для желаемого угла заточки. Дополнительный узел изгибающего ролика позволяет затачивать края, придавая им изогнутую или закругленную форму.А вспомогательное приспособление для регистрации перекоса вмещает долота с косым концом и плоские лезвия.
Направляющая для плоского хонингования из цельной латуни Kell
Этим прекрасно сделанным путеводителем приятно пользоваться. Обладает плавным ходом и надежным захватом лезвия. Направляющая Kell позволяет легко удерживать глухую прямую кромку, перпендикулярную хвостовику инструмента, и на самом деле невозможно получить изогнутую кромку с помощью этой направляющей.
Направляющая
У этого руководства нет такого причудливого названия, как у других, но оно, тем не менее, эффективно.Имеет два положения зажима для установки узких или широких лезвий, что очень удобно. Колесо этой направляющей относительно узкое, и при использовании более широких лопастей необходимо соблюдать осторожность, чтобы не допустить раскачивания из стороны в сторону. Однако это может быть преимуществом, так как раскачивание может производиться преднамеренно контролируемым образом для создания изгиба кромки лезвия.
Держать нож или инструмент под постоянным углом, вероятно, является самой большой проблемой, с которой сталкиваются точилки в поисках по-настоящему острой кромки. Но это проблема, с которой можно справиться.Независимо от того, от руки или с помощью направляющей, можно поддерживать угол во время заточки.
Есть вопросы о сохранении угла наклона при заточке?
Позвонить специалисту по продукту С понедельника по пятницу с 8:00 до 16:30.
Телефон США: 1-800-351-8234
За пределами США: + 1-608-203-1129
Заточите свой газонный и садовый инструмент как профессиональный
Существует множество способов заточки инструментов: угловая шлифовальная машина, настольная шлифовальная машина или точильный камень – и это лишь некоторые из них.Но часто все, что вам нужно, – это файл. Он недорогой и дает больше контроля, чем быстро вращающееся колесо, выбрасывающее искры. Показанные здесь методы можно использовать для любого газонного или садового инструмента в вашем гараже или сарае, у которого есть лезвие или режущая кромка.
Начните с фрезерного напильника
Вам понадобится 10- или 12-дюймовый фрезерный напильник, который в домашних магазинах и магазинах бытовой техники стоит примерно 7 долларов. Доступны файлы с разным рисунком зубов и различной степенью шероховатости.Так называемая напильник для фрезерной резки – хороший универсальный выбор для газонных и садовых инструментов. Это дает вам хорошее преимущество, не будучи чрезмерно агрессивным и потенциально не повреждая лезвие. Как правило, примерно полдюжины длинных ровных штрихов дадут вам необходимое преимущество.
Этот напильник затачивается только тогда, когда вы надвигаете его на лезвие, а не когда вы его тянете. Края лезвия или инструмента, которые вы будете затачивать, будут иметь скос. Убедитесь, что файл прилегает к краю ровно по скосу. После пары ударов напильником проверьте край.Он должен быть равномерно блестящим. Если это не так, значит, вы держите файл не под прямым углом.
Подготовьте инструменты перед заточкой и смажьте их после
Перед заточкой лезвия удалите ржавчину с лезвия или инструментов с помощью металлической мочалки или металлической щетки. В противном случае ржавчина изнашивает зубья пилки. Как только инструмент станет острым, нанесите на него WD-40 или аналогичную смазку. Это помогает предотвратить ржавчину и позволяет легко открывать и закрывать такие инструменты, как ножницы для живой изгороди, без прилипания.Используйте ткань, чтобы стереть излишки смазки и любые заусенцы (металлическая стружка) на лезвии. Протирайте лезвие по краю, а не по недавно заточенному краю.
Заточка лезвия косилки
Острое лезвие позволяет косить быстрее, не забивает двигатель и лучше подходит для травы. Это происходит потому, что тупое лезвие рвет траву, что вызывает у нее стресс и делает ее более восприимчивой к грибкам и болезням. Заточка лезвия пару раз за сезон обеспечивает плавный рез.
Для заточки поместите лезвие в тиски. Начинайте с внутренней стороны лезвия и наполняйте его наружу, следуя режущей кромке лезвия. Сгладьте неровности и зазубрины. Лезвие не должно быть достаточно острым для бритья. Если он слишком острый, он быстро потускнеет. Основное правило гласит, что он должен быть таким же острым, как нож для масла. Подпилив оба конца, убедитесь, что лезвие сбалансировано, повесив его горизонтально на гвоздь. Если одна сторона опускается, она тяжелее другой.Подпилите еще немного с этой стороны, пока она не будет сбалансирована.
Совет: При снятии ножа поднимите косилку так, чтобы воздушный фильтр был направлен вверх, чтобы предотвратить попадание газа в фильтр. Пометьте лезвие аэрозольной краской или куском ленты, прежде чем снимать его, чтобы вы знали, как его переустановить. Также не забудьте снять провод свечи зажигания и закрепить его лентой, чтобы двигатель случайно не запустился, если вы случайно повернете лезвие при его снятии.
Заточка вашего мачете
Зажмите мачете в тисках и проведите пилкой по лезвию, отталкивая пилку от тела по всей длине лезвия.Он не будет идеально острым, пока вы не обработаете одну сторону, а затем подпилите противоположную (хотя некоторые мачете заострены только с одной стороны, поэтому осмотрите край лезвия, чтобы определить, скошен ли он с одной или с обеих сторон).
Рекомендуется избегать заточки в пределах нескольких дюймов от ручки. Это делает лезвие сильнее. Кроме того, вы не хотите, чтобы эта область была очень острой на случай, если ваша рука соскользнет с ручки на лезвие.
Заточка секаторов
Острые ножницы дают быстрые и чистые порезы вместо того, чтобы жевать ветку или виноградную лозу.Это лучше для растения и требует от вас меньше усилий. А получение острого края занимает всего несколько минут.
Поместите ножницы в тиски и проведите напильником по краю. Прижмите файл к скошенному краю. Начните с внутренней части лезвия и отодвиньте напильник от себя, следуя изгибу лезвия. Вам не нужно сильно надавливать, чтобы увидеть, как на стали выступил свежий край. Примечание. Заточите лезвие только со скосом. Другое лезвие секатора не предназначено для резки и не должно затачиваться.
Заточка ножниц для живой изгороди
Здесь та же история. Наличие острого лезвия для ножниц для живой изгороди меньше утомляет ваши руки и мышцы плеч, а также более полезно для здоровья растений. Зажмите одно из лезвий в тисках, затем протолкните пилку по краю, работая изнутри наружу. Как и в случае с другими лезвиями, держите файл так, чтобы он совпадал со скошенным краем, и проведите им по всей длине лезвия. Повторите процесс для второго лезвия.
Заточите тупую лопату
Вы, наверное, никогда не думали о том, чтобы затачивать лопату, но это облегчает копание. Вы, несомненно, в прошлом попадали в изрядную долю корней деревьев и камней, что быстро притупляет край.
После того, как лопата будет закреплена в тисках, подпилите ее с каждой стороны по направлению к центральной точке головки лопаты. Скошенная кромка у большинства лопат составляет около 45 градусов, поэтому наклоните напильник под этим углом, чтобы восстановить кромку.Точно так же можно заточить мотыгу, продвигая напильником из стороны в сторону.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты.