Схема самодельного сварочного полуавтомата. | Самодельные сварочные аппараты, полуавтоматы, схемы
Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
Перебрав много схем сварочных аппаратов мы пришли к выводу, что сварочный полуавтомат должен работать следующим образом:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки.
- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании, и отключается сварочный ток.
В результате такой работы сварочного полуавтомата шов получается качественный.
Исходя из этих требований нами была разработана схема сварочного полуавтомата, представленная на рисунке.
Схема работает следующим образом:1. Ручной режим.Переключатель SB1 в замкнутом состоянии.
При нажатии кнопки управления SA1 срабатывает реле К2, своими контактами К 2.1, К 2.2, К 2.3 включает реле К1 и К3.
Реле К1 контактами К1.1 включает подачу углекислого газа, К1.2 включает цепь питания электродвигателя, К1.3 отключает тормоз двигателя.
В это же время реле К3 своими контактами К3.1 отключает цепь питания двигателя и К3.2 отключает реле К5, которое отвечает за включение тока сварки, на время заданное резистором R2 (1…3 сек).
На данном этапе подается газ, двигатель подачи проволоки и ток сварки отключены.
Далее.. после разряда конденсатора С2 через цепь резистора R2 отключается реле К3 и своими контактами К3.1 включает двигатель подачи проволоки и контактами К3.2 включает реле К5, которое своими контактами К5. 1 включает ток сварки.
1 включает ток сварки.
В это время идет процесс сварки.
Далее.. При отпускании кнопки управления SA1 реле К2 отключается, своими контактами К 2.1, К 2.2 отключает реле К1.
Реле К1 контактами К1.2 отключает двигатель подачи проволоки, контактами К1.3 включает тормоз двигателя (так как любой двигатель имеет инертность – это необходимо, что бы после окончания сварки сварочная проволока моментально останавливалась), контакты К1.1 размыкают цепь питания конденсатора С3.
На данном сварка прекращена, двигатель подачи проволоки остановлен, ток сварки включен и подача углекислого газа продолжается.
Далее.. после разряда конденсатора С3 через резистор R3 (1…3 сек) отключается реле К4 отвечающее за подачу газа и реле К5 отвечающее за включение тока сварки.
2. Автоматический режим.Переключатель SB1 в разомкнутом состоянии.
При нажатии кнопки управления SA1 все процессы в схеме происходят, так же как и в ручном режиме, только время сварки задается не удержанием кнопки управления SA1, а цепочкой С1R1 (1.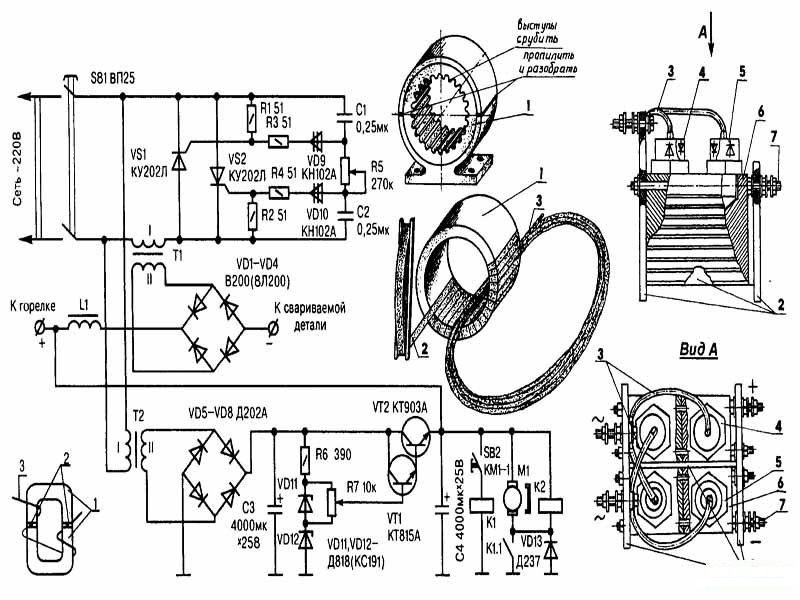 ..10 сек).
..10 сек).
Для чего нужен автоматический режим? Представьте, что нужно приварить крыло автомобиля. Если использовать ручной режим, то сварные швы по размеру будут разными и придется долго выравнивать все неровности.
Другое дело это автоматический режим, вам нужно будет настроить время сварки и силу тока, попробовать на какой нибудь опытной детали и можно варить не задумываясь о времени сварки. В этом случае все сварные швы будут одинаковые (точки).
Работает все просто, нажимаете на кнопку управления, держите ее и варите, схема после определенного времени, заданного резистором R1 отключит процесс сварки.
В аппарате можно использовать любые реле на ток коммутации (К1 и К3) – 5..10А, остальные реле (К2, К4, К5) – 400 мА.
Все элементы схемы не критичны, вместо силовых диодов можно использовать любые на ток 200 А, Тиристор управления сварочным током тоже любой на ток 200 А.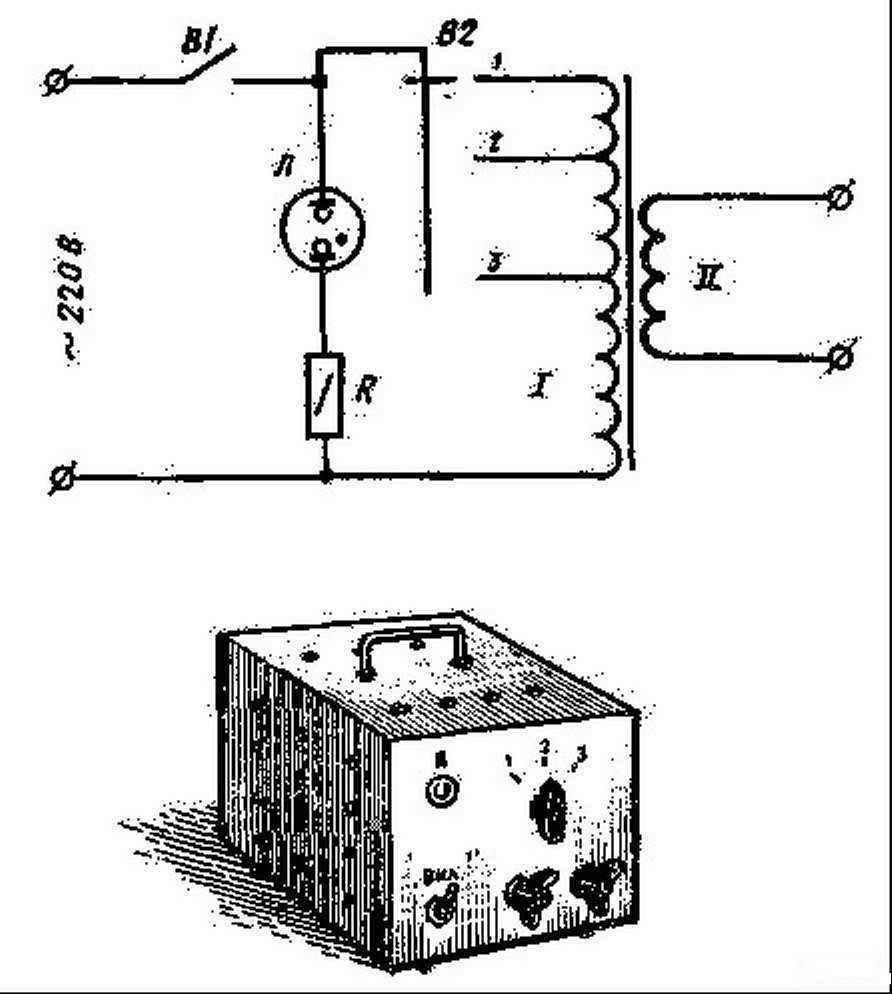
Для сглаживания пульсации и уменьшения брызг во время сварки нужно использовать сглаживающий дроссель L1. ( сварочный дроссель ) В качестве магнитопровода сварочного дросселя использован сердечник от лампового телевизора. В зазоры магнитопровода вставлены пластины из текстолита толщиной 2 мм. Способ намотки сварочного дросселя показан на рисунке.
Сварочный трансформатор мощностью 3 кВт намотан на кольцевом магнитопроводе и имеет следующие характеристики:Сначала наматывается первичная обмотка трансформатора, делаются отводы начиная с напряжения 160 в, далее 170 в, 180 в , 190 в, 200 в, 210 в, 220, в, 230 в, 240 в. проводом из меди сечением 5 мм. кв.
Вторичная обмотка наматывается по верх первичной проводом из меди сечением 20 мм. кв. Номинальное напряжение обмотки 20 вольт.
Таким образом мы имеем сварочный трансформатор с жесткой характеристикой (что очень важно для сварочного полуавтомата) и имеем 6 ступеней регулирования сварочного тока в форсированном режиме, 1 ступень нормальной работы трансформатора (220 в. превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
Ступени регулирования тока вторичной обмотки:
17 в, 19 в, 20 в, 22 в, 23 в, 24 в, 25 в, 27 в, 28 вольт.
Двигатель подачи сварочной проволоки можно использовать любой редуктор стеклоочистителя автомобиля например от ВАЗ 2110.
Важно отметить, при проектировании протяжного механизма нужно учитывать, что максимальная скорость протяжки проволоки должна обеспечиваться на уровне 11 метров в минуту, минимальная 0.7 метра в минуту. Для этого нужно рассчитать диаметр ведущего колеса механизма подачи проволоки.
Клапан газа можно использовать от клапана подачи воды от омывателя заднего стекла автомобиля ВАЗ 2109. Другие типы клапанов автомобилей использовать не рекомендуется, например воздушный от ВАЗ 2105, так как после некоторого времени работы они начинают пропускать (нарушается герметичность клапана).
Данный полуавтомат сварка работает уже 3 года, зарекомендовал себя очень надежным.
Ответы на комментарии:
Топология печатной платы, не хотел выкладывать из за того что ни чего не понятно.. но заставили..
В качестве реле К1, К2, К3 можно использовать реле типа HJQ-22F-3Z с тремя группами контактов.
На фото такое же реле, только с четырьмя группами контактов HJQ-22F-4Z (показываю как выглядит).
Так как сам сварочный полуавтомат был утрачен, то по моей просьбе фото этого сварочного аппарата были любезно предоставлены посетителем сайта Андреем, который повторил эту схему.
Большое спасибо ему за это.
Внешний вид полуавтомата:
Компоновка, вид сверху:
Компоновка, вид сбоку:
Компоновка, вид сбоку, вид подающего механизма:
Протяжный механизм:
Плата управления сварочным полуавтоматом:
Диодный мост, дроссель, трансформатор питания схемы управления:
Автор фото полуавтомата: Андрей.
Фото блока управления и печатная плата присланная посетителем сайта Николаем (комментарий 100)
Печатную плату в формате программы Sprint-layout 5 можно скачать по этой ссылке:
Печатная плата363
Если возникнут вопросы, задавайте их в комментариях.
Автор статьи: Admin Svapka.Ru
Понравилась ли вам статья? Если не трудно, то проголосуйте пожалуйста:Похожие записи
Самодельный сварочный аппарат на постоянном токе
Преимущества сварочных аппаратов постоянного тока перед их «переменнотоковыми собратьями» общеизвестны. Это и мягкое зажигание дуги, и возможность соединять тонкостенные детали, и меньшее разбрызгивание металла, и отсутствие непровариваемых участков. Даже надоедливого (и, как выяснилось, вредно действующего на людей) треска нет. А все потому, что отсутствует главная, присущая сварочным аппаратам переменного тока особенность – прерывистое горение дуги при перетекании синусоиды питающего напряжения через ноль.
Рис. 1. Графики, поясняющие процесс сварки на переменном (а) и постоянном (б) токе.
Переходя от графиков к реальным конструкциям, нельзя также не отметить: в аппаратах переменного тока для улучшения и облегчения сварки применяют мощные трансформаторы (магнитопровод – из специального электротехнического железа с крутопадающей характеристикой) и заведомо завышенное напряжение во вторичной обмотке, доходящее до 80 В, хотя для поддержки горения дуги и наплавления металла в зоне сварки достаточно 25-36 В. Приходится мириться с непомерно большими массой и габаритами аппарата, повышенным расходованием электроэнергии. Снизив же напряжение, трансформируемое во вторичную цепь, до 36 В, можно в 5-6 раз облегчить вес «сварочника», довести его размеры до размеров переносного телевизора с одновременным улучшением остальных эксплуатационных характеристик.
Но как при низковольтной обмотке зажечь дугу?
Решением стал ввод во вторичную цепь диодного моста с конденсатором. В результате напряжение на выходе модернизированного «сварочника» удалось увеличить почти в 1,5 раза. Мнение специалистов подтверждено на практике: при превышении 40-вольтного барьера постоянного тока дуга легко зажигается и устойчиво горит, позволяя сваривать даже тонкий кузовной металл.
В результате напряжение на выходе модернизированного «сварочника» удалось увеличить почти в 1,5 раза. Мнение специалистов подтверждено на практике: при превышении 40-вольтного барьера постоянного тока дуга легко зажигается и устойчиво горит, позволяя сваривать даже тонкий кузовной металл.
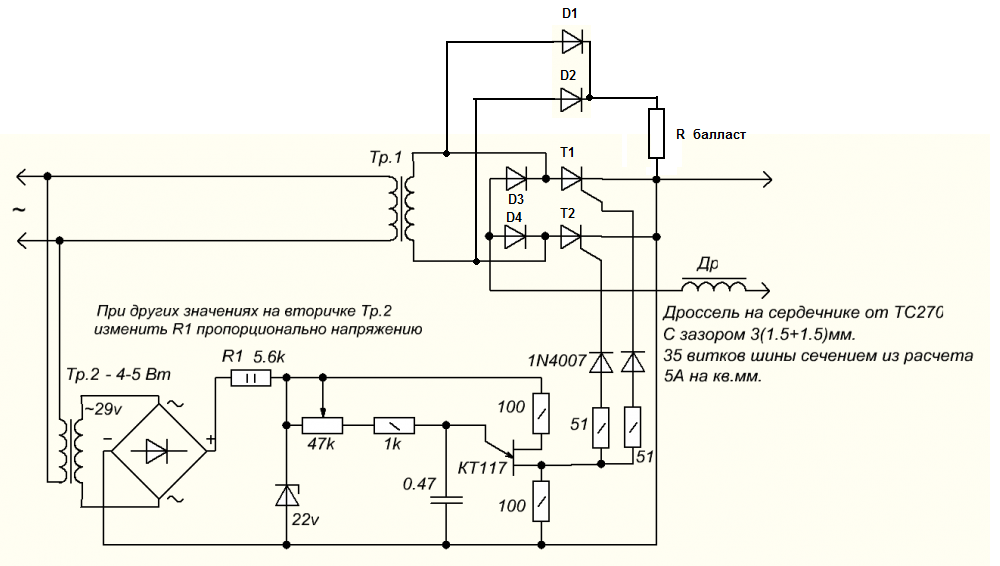
Рис. 2. Принципиальная электрическая схема сварочного аппарата постоянного тока.
Последнее, впрочем, легко объяснимо. С введением в схему большой ёмкости характеристика сварочного аппарата также получается крутопадающей (рис. 3). Создаваемое конденсатором начальное повышенное напряжение облегчает зажигание дуги. А когда потенциал на сварочном электроде упадет до U2 трансформатора (рабочая точка «А»), возникнет процесс устойчивого горения дуги с наплавлением металла в зоне сварки.
Рис.3. Вольт-амперная характеристика сварочного аппарата на постоянном токе.
Рекомендуемый автором «сварочник» можно собрать даже в домашних условиях, взяв за основу промышленный силовой трансформатор 220-36/42 В (такие обычно используют в системах безопасного освещения и питания низковольтного заводского оборудования). Убедившись в целости первичной обмотки, содержащей, как правило, 250 витков изолированного провода сечением 1,5 мм2, проверяют вторичные. Если их состояние неважное, все (за исключением исправной сетевой обмотки) без сожаления удаляют. А в освободившемся пространстве наматывают (до заполнения «окна») новую вторичную обмотку. Для рекомендуемого трансформатора мощностью 1,5 кВА это 46 витков медной или алюминиевой шины сечением 20 мм2 с добротной изоляцией. Причём в качестве шины вполне подойдет кабель (или несколько свитых в жгут изолированных одножильных проводов) общим сечением 20 мм2.
Убедившись в целости первичной обмотки, содержащей, как правило, 250 витков изолированного провода сечением 1,5 мм2, проверяют вторичные. Если их состояние неважное, все (за исключением исправной сетевой обмотки) без сожаления удаляют. А в освободившемся пространстве наматывают (до заполнения «окна») новую вторичную обмотку. Для рекомендуемого трансформатора мощностью 1,5 кВА это 46 витков медной или алюминиевой шины сечением 20 мм2 с добротной изоляцией. Причём в качестве шины вполне подойдет кабель (или несколько свитых в жгут изолированных одножильных проводов) общим сечением 20 мм2.
Выбор сечения электродов в зависимости от мощности трансформатора.
Выпрямительный мост можно собрать из полупроводниковых диодов с рабочим током 120-160 А, установив их на теплоотводы-радиаторы 100×100 мм. Разместить такой мост удобнее всего в одном корпусе с трансформатором и конденсатором, выведя на переднюю текстолитовую панель 16-амперный выключатель, глазок сигнальной лампочки «Вкл. », а также клеммы «плюс» и «минус» (рис.4). А для подключения к держателю электрода и «земле» использовать по отрезку одножильного кабеля соответствующей длины сечением по меди 20-25 мм2. Что касается самих сварочных электродов, то их диаметр зависит от мощности используемого трансформатора.
», а также клеммы «плюс» и «минус» (рис.4). А для подключения к держателю электрода и «земле» использовать по отрезку одножильного кабеля соответствующей длины сечением по меди 20-25 мм2. Что касается самих сварочных электродов, то их диаметр зависит от мощности используемого трансформатора.
Рис. 4. Самодельный сварочный аппарат для сварки на постоянном токе.
И ещё. При испытаниях рекомендуется, отключив аппарат (минут через 10 после сварки) от сети, проверить тепловые режимы трансформатора, диодного моста и конденсатора. Лишь убедившись, что всё в норме, можно продолжить работу. Ведь перегретый «сварочник» – источник повышенной опасности!
Из других требований нелишне, думается, отметить, что сварочный аппарат должен быть укомплектован искросветозащитной маской, рукавицами и резиновым ковриком. Место, где выполняются сварочные работы, оборудуется с учётом требований противопожарной безопасности. К тому же надо проследить, чтобы рядом не было ветоши, других горючих материалов, а подключение «сварочника» к сети выполнять с соблюдением правил электробезопасности через мощный штепсельный разъём электрощитка на вводе в здание.
В.Коновалов, г.Иркутск
Мк 04 1998
расчет, схемы, изготовление, контактной и точечной. Мини сварочный аппарат своими руками для бытового использования Самодельный сварочный аппарат постоянного тока своими руками
Изготовить сварочный инвертор своими руками, даже не обладая глубокими знаниями в электронике и электротехнике, вполне возможно, главное – строго придерживаться схемы и постараться хорошо разобраться в том, по какому принципу работает такое устройство. Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.
Не следует думать, что самодельный аппарат не даст вам возможности эффективно проводить сварочные работы. Такое устройство, даже собранное по простой схеме, позволит вам выполнять сварку электродами диаметром 3–5 мм и на длине дуги, равной 10 мм.
Характеристики самодельного инвертора и материалы для его сборки
Собрав сварочный инвертор своими руками по достаточно простой электрической схеме, вы получите эффективное устройство, обладающее следующими техническими характеристиками:
- величина потребляемого напряжения – 220 В;
- сила тока, поступающего на вход аппарата, – 32 А;
- сила тока, формируемого на выходе устройства, – 250 А.


В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный. Провода, соединяющие эти выводы, должны быть не длиннее 15 см. Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.
Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Обмотки такого трансформатора выполняются не из провода, а из медной полосы толщиной 0,25 мм и шириной 40 мм.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость. Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.
В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Трансформатор силового блока в процессе своей работы будет сильно нагреваться, поэтому для его принудительного охлаждения необходимо использовать кулер, в качестве которого может быть применено устройство, ранее использовавшееся в системном блоке компьютера.
Инверторный блок
Даже простой сварочный инвертор должен выполнять свою основную функцию – преобразовывать постоянный ток, сформированный выпрямителем такого аппарата, в переменный ток высокой частоты. Для решения этой задачи применяются силовые транзисторы, открывающиеся и закрывающиеся с высокой частотой.
Принципиальная схема инверторного блока (нажмите для увеличения)
Инверторный блок аппарата, отвечающий за преобразование постоянного тока в высокочастотный переменный, лучше собирать на основе не одного мощного транзистора, а нескольких менее мощных. Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
В электронной также присутствуют конденсаторы, соединенные последовательно. Они необходимы для решения двух основных задач:
- минимизации резонансных выбросов трансформатора;
- снижения потерь в транзисторном блоке, возникающих при его выключении и обусловленных тем, что транзисторы открываются гораздо быстрее, чем закрываются (в этот момент и могут возникать потери тока, сопровождаемые нагреванием ключей транзисторного блока).
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.
Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.
Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор. Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него.
Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха. Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Сборка инвертора своими руками
Для самодельного инверторного устройства необходимо подобрать надежный корпус или сделать его самостоятельно, используя для этого листовой металл толщиной не менее 4 мм. В качестве основания, на котором будет смонтирован трансформатор сварочного инвертора, можно использовать лист гетинакса толщиной не менее 0,5 см.
Для создания электронных плат устройства можно использовать фольгированный текстолит толщиной 0,5–1 мм. При монтаже магнитопроводов, которые в процессе работы будут нагреваться, надо предусматривать зазоры между ними, необходимые для свободной циркуляции воздуха.
Для автоматического управления вам потребуется приобрести и установить в него ШИМ-контроллер, который будет отвечать за стабилизацию силы сварочного тока и величины напряжения. Чтобы вам было удобно работать с вашим самодельным аппаратом, в лицевой части его корпуса необходимо смонтировать органы управления. К таким органам относятся тумблер включения устройства, ручка переменного резистора, при помощи которой регулируется сварочный ток, а также зажимы для кабелей и сигнальные светодиоды.
Диагностика самодельного инвертора и его подготовка к работе
Сделать – это половина дела.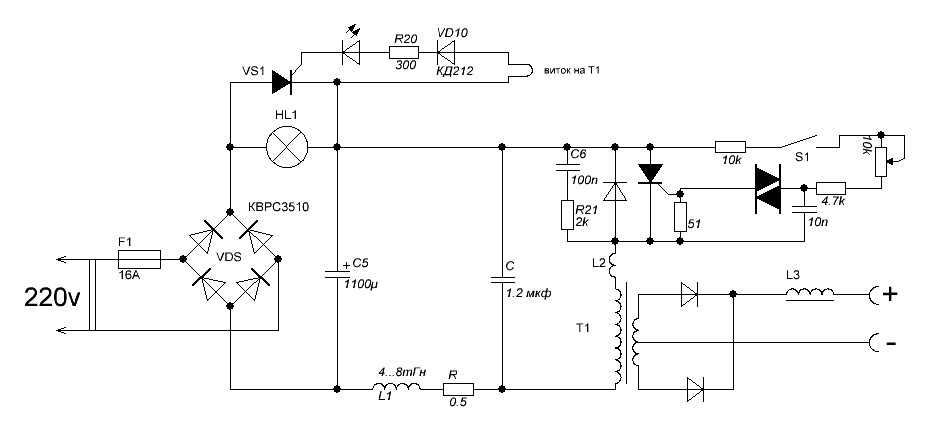 Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф.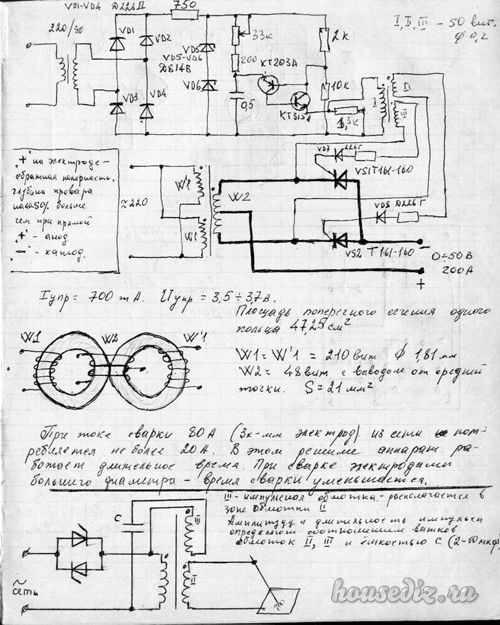 Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.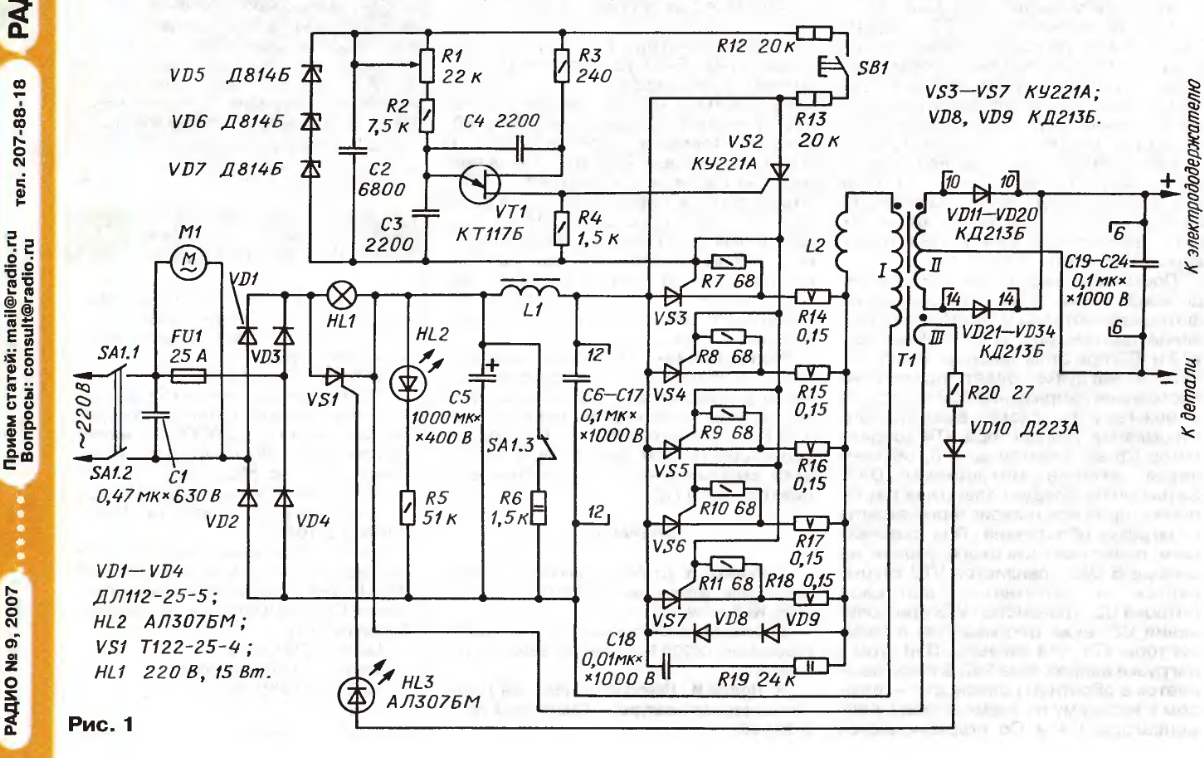
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
5
, средняя оценка: 3,20 из 5)
В арсенале домашнего мастера бывает много инструментов на все случаи жизни.
Сварочный аппарат является незаменимым устройством для настоящих умельцев. Его можно купить в магазинах. Однако куда интереснее и дешевле собрать своими руками.
У некоторых имеется и сварочный аппарат, о котором мечтает каждый умелец.

Его сегодня можно приобрести в специализированных магазинах. Моделей существует множество. Продаются различные аксессуары к прибору и расходные материалы. А можно ли сделать сварочный аппарат своими руками? Ответ прост: можно и даже нужно!
Типы сварочных аппаратов
Все аппараты для сварочных работ делятся на газовые и электрические. Газовые установки не совсем подходят для использования в быту. Они требуют к себе особого отношения, так как комплектуются взрывоопасными баллонами с газом. Поэтому речь следует вести только об аппаратах электрических. Они тоже бывают разные:
Сварочный инвентор является экономичным и идеально походит для домашнего пользования.
- Генераторы. Эти установки имеют свой генератор тока. Отличаются очень большим весом и громоздкими размерами. Для домашней сборки и применения не подходят.
- Трансформаторы. Такие аппараты могут питаться от сети 220 или 380 вольт. Пользуются большой популярностью, особенно полуавтоматы.
- Инверторы. Очень экономные приспособления, идеально подходящие для дома. Отличаются малым весом, но довольно сложной электронной схемой.
- Выпрямители. Просты в изготовлении и использовании. Даже начинающие сварщики могут делать качественные швы. Идеальны для сборки своими руками.

С чего начать сборку инверторного аппарата?
Для сборки инвертора нужно выбрать схему, которая обеспечит необходимые параметры работы аппарата. Рекомендуется использовать детали советского производства. Особенно это касается диодов, конденсаторов, транзисторов, резисторов, дросселей, тиристоров и готовых трансформаторов. Аппаратура, собранная на этих деталях, не требует сложной регулировки. Все детали очень компактно располагаются на плате. Для изготовления аппарата своими руками можно выбрать следующие параметры:
- Сварочный аппарат должен работать с электродами диаметром до 4-5 мм.
- Величина рабочего тока не более 250 А.
- Источник питания — бытовая сеть напряжением 220 В.
- Регулировка сварочного тока в пределах 30-220 А.

Сварочный аппарат состоит из нескольких блоков: блока питания, выпрямителя и инвертора.
Начать делать своими руками сварочный аппарат инверторного типа можно с намотки трансформатора в таком порядке:
Для сборки инвентора потребуется ферритовый сердечник.
- Нужно взять ферритовый сердечник Ш8х8. Можно использовать Ш7х7.
- Первичная обмотка № 1 состоит из 100 витков, намотанных проводом марки ПЭВ 0,3.
- Вторичная обмотка № 2 мотается проводом сечением 1 мм. Количество витков — 15.
- Обмотка № 3 — 15 витков провода ПЭВ 0,2 мм.
- Обмотки № 4 и № 5 состоят из 20 витков провода сечением 0,35 мм.
- Для охлаждения трансформатора можно использовать вентилятор на 220 В, 0,13 А. Этим параметрам соответствует вентилятор от компьютера Pentium 4.
Чтобы бесперебойно работали транзисторные ключи, на них нужно подать напряжение после выпрямителя и сглаживающих конденсаторов.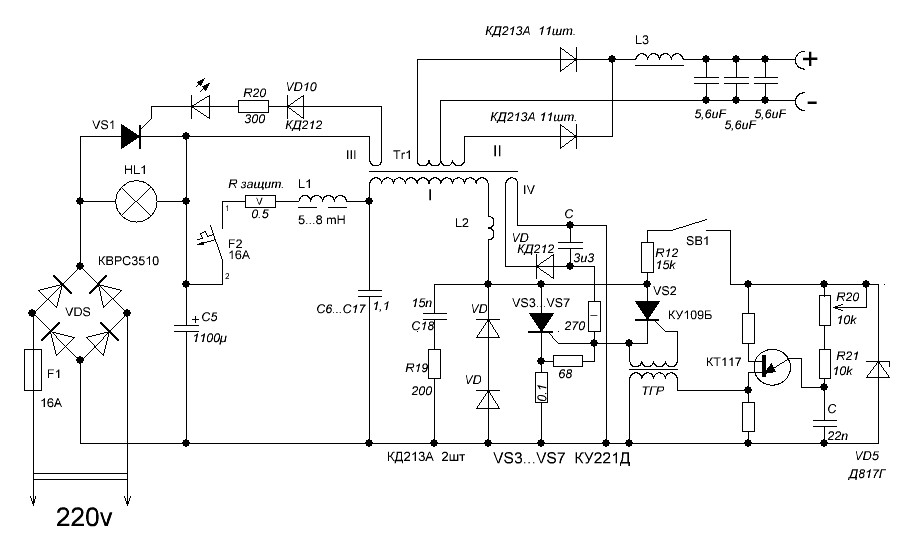 Собирается блок выпрямителя по простой схеме на плате. Все узлы сварочного аппарата закрепляются в корпусе. Хорошо, если в хозяйстве мастера окажется подходящий корпус от радиоприбора, тогда не придется его делать из подручных материалов.
Собирается блок выпрямителя по простой схеме на плате. Все узлы сварочного аппарата закрепляются в корпусе. Хорошо, если в хозяйстве мастера окажется подходящий корпус от радиоприбора, тогда не придется его делать из подручных материалов.
На лицевой стороне корпуса размещают светодиодный индикатор, который своим свечением оповещает о включении аппарата в сеть. Тут же можно установить дополнительный выключатель любого типа и защитный предохранитель. Предохранитель можно установить на задней стенке, а также в самом корпусе. Зависит это от его конструкции и габаритов. Переменное сопротивление, с помощью которого будет производиться регулировка рабочего тока, размещается тоже на лицевой стороне корпуса.
Если электрические схемы собраны правильно, все проверено с помощью тестера или иного прибора, можно проводить испытания аппарата.
Вернуться к оглавлениюКак собрать трансформаторный аппарат?
Процесс сборки трансформаторного аппарата для сварки несколько отличается от предыдущего варианта. Работает он на переменном токе. Для сварки постоянным током к нему собирается простейшая приставка. Для сборки аппарата своими руками нужно раздобыть трансформаторное железо для сердечника и несколько десятков метров толстой медной шины или просто толстого провода. Можно поискать эти вещи в пунктах приема цветного и черного металла, у друзей и знакомых. Рекомендуется сердечник делать П-образным, но можно и круглый, тороидальный. Некоторые умельцы с успехом используют в качестве сердечника статор сгоревшего электромотора. Для П-образного сердечника порядок сборки может быть таким:
Работает он на переменном токе. Для сварки постоянным током к нему собирается простейшая приставка. Для сборки аппарата своими руками нужно раздобыть трансформаторное железо для сердечника и несколько десятков метров толстой медной шины или просто толстого провода. Можно поискать эти вещи в пунктах приема цветного и черного металла, у друзей и знакомых. Рекомендуется сердечник делать П-образным, но можно и круглый, тороидальный. Некоторые умельцы с успехом используют в качестве сердечника статор сгоревшего электромотора. Для П-образного сердечника порядок сборки может быть таким:
Для выполнения первичной обмотки потребуется обмоточный провод.
- Набрать сердечник из трансформаторного железа до оптимального его сечения около 55 квадратных сантиметров. Можно и больше, но аппарат получится тяжелым. При сечении меньше 30 см² прибор может потерять некоторые свои качества.
- Для выполнения первичной обмотки идеально годится специальный обмоточный провод сечением 5-7 мм². Он изготовлен из меди, имеет термостойкую стеклотканевую или хлопчатобумажную изоляцию. Это очень важно, так как при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное. Найти такой провод не всегда удается. Можно заменить его обычным проводом такого же сечения и доработать: снять изоляцию, обмотать провод полосками стеклоткани, пропитать тщательно специальным электротехническим лаком и просушить. Первичная обмотка состоит из 200-230 витков.
- Для вторичной обмотки сначала можно намотать 50-60 витков. Обрезать провод не нужно. Нужно включить первичную обмотку в сеть. Найти на проводах вторичной обмотки место, где напряжение будет равно 60-65 В. Для того чтобы найти эту точку, приходится отматывать или наматывать дополнительные витки. Мотать можно алюминиевый провод, увеличив сечение в 1,7 раз.
- Простейший трансформатор собран. Осталось разместить его в подходящем корпусе.
- Для выводов вторичной обмотки делаются клеммы из меди. Берется трубка диаметром около 10 мм длиной 3-4 см. Ее конец расклепывается, и в нем просверливается отверстие, диаметр которого 10 мм. В другой конец трубки нужно вставить очищенный от изоляции конец провода и обжать его легкими ударами того же молотка. Для усиления контакта провода с трубкой-клеммой можно нанести на нее насечки керном. К корпусу самодельные клеммы прикручиваются болтами и гайками М10. Желательно подбирать медные детали. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода. Эти отводы позволят ступенчато менять напряжение на электроде.
- Осталось сделать электрододержатель. Его можно изготовить из трубы диаметром около 18-20 мм. Общая ее длина примерно 25 см. На концах в 3-4 см от торца выпиливаются выемки примерно до половины диаметра. Электрод вставляется в выемку и прижимается пружиной из приваренного куска стальной проволоки диаметром 6 мм. К другому концу крепится винтом и гайкой М8 такой же провод, из которого выполнена вторичная обмотка. На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать аппарат к домашней сети рекомендуется с помощью рубильника и проводов сечением 1,5 мм² или больше. Ток в первичной обмотке обычно не бывает выше 25 А. Во вторичной обмотке он может быть от 60 до 120 А. При работе рекомендуется через 10-15 электродов диаметром 3 мм делать перерыв, чтобы трансформатор остыл. При более тонких электродах можно этого не делать. В режиме резки перерывы следует делать чаще.
 Он изготовлен из меди, имеет термостойкую стеклотканевую или хлопчатобумажную изоляцию. Это очень важно, так как при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное. Найти такой провод не всегда удается. Можно заменить его обычным проводом такого же сечения и доработать: снять изоляцию, обмотать провод полосками стеклоткани, пропитать тщательно специальным электротехническим лаком и просушить. Первичная обмотка состоит из 200-230 витков.
Он изготовлен из меди, имеет термостойкую стеклотканевую или хлопчатобумажную изоляцию. Это очень важно, так как при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное. Найти такой провод не всегда удается. Можно заменить его обычным проводом такого же сечения и доработать: снять изоляцию, обмотать провод полосками стеклоткани, пропитать тщательно специальным электротехническим лаком и просушить. Первичная обмотка состоит из 200-230 витков. Берется трубка диаметром около 10 мм длиной 3-4 см. Ее конец расклепывается, и в нем просверливается отверстие, диаметр которого 10 мм. В другой конец трубки нужно вставить очищенный от изоляции конец провода и обжать его легкими ударами того же молотка. Для усиления контакта провода с трубкой-клеммой можно нанести на нее насечки керном. К корпусу самодельные клеммы прикручиваются болтами и гайками М10. Желательно подбирать медные детали. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода. Эти отводы позволят ступенчато менять напряжение на электроде.
Берется трубка диаметром около 10 мм длиной 3-4 см. Ее конец расклепывается, и в нем просверливается отверстие, диаметр которого 10 мм. В другой конец трубки нужно вставить очищенный от изоляции конец провода и обжать его легкими ударами того же молотка. Для усиления контакта провода с трубкой-клеммой можно нанести на нее насечки керном. К корпусу самодельные клеммы прикручиваются болтами и гайками М10. Желательно подбирать медные детали. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода. Эти отводы позволят ступенчато менять напряжение на электроде. На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать аппарат к домашней сети рекомендуется с помощью рубильника и проводов сечением 1,5 мм² или больше. Ток в первичной обмотке обычно не бывает выше 25 А. Во вторичной обмотке он может быть от 60 до 120 А. При работе рекомендуется через 10-15 электродов диаметром 3 мм делать перерыв, чтобы трансформатор остыл. При более тонких электродах можно этого не делать. В режиме резки перерывы следует делать чаще.
На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать аппарат к домашней сети рекомендуется с помощью рубильника и проводов сечением 1,5 мм² или больше. Ток в первичной обмотке обычно не бывает выше 25 А. Во вторичной обмотке он может быть от 60 до 120 А. При работе рекомендуется через 10-15 электродов диаметром 3 мм делать перерыв, чтобы трансформатор остыл. При более тонких электродах можно этого не делать. В режиме резки перерывы следует делать чаще.В строительных, монтажных и ремонтных работах применяется сварочный аппарат. Обычно конструкция приобретается в готовом виде, но можно сделать её и самому. В этом случае происходит значительная экономия денежных средств. Более того, этот процесс способен увлечь тех, кто любит заниматься изготовлением чего-то нового.
Соединения, электроды и обмотки
Для того чтобы собрать сварочный аппарат своими руками, необходимо определиться со схемой, на основе которой и будет проведена работа.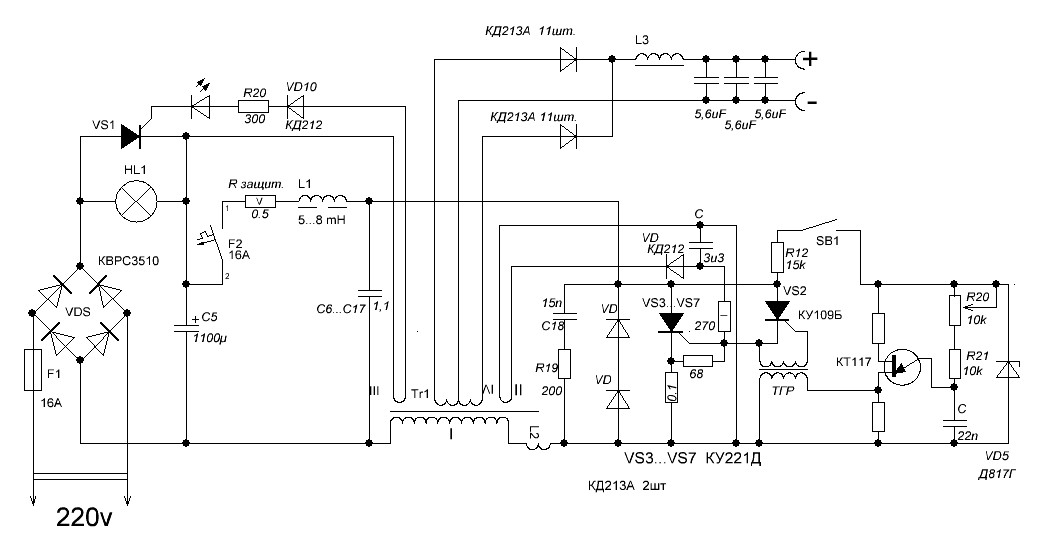 Еще до начала основных работ стоит продумать, как будет питаться агрегат. Если напряжение большее, то использование аппарата может навредить здоровью человека.
Еще до начала основных работ стоит продумать, как будет питаться агрегат. Если напряжение большее, то использование аппарата может навредить здоровью человека.
Обычно для питания оборудования используют однофазную сеть в 220 В. В этом случае необходимо использование добавочной обмотки (специального балласта), с помощью которой осуществляется регулирование периодически изменяющегося электрического тока в период сварки.
До сборки сварочного инвертора своими руками необходимо приобретение:
- Трансформаторного магнитопровода.
- Выносных конденсаторных приспособлений.
- Переключателя режимов сварки.
- Нескольких видов обмоток (первичных, вторичных, добавочных).
- Регуляторных приспособлений, которые помогают установить оптимальный сварочный режим.
- Специальных датчиков тепла.
- Приспособления, которое звуками оповещает об оптимальном режиме работы.
Зачем использовать бетон
До того, как сделать инверторный сварочный аппарат своими руками, необходимо изготовить корпус. Он изготавливается из специально приготовленного бетона, отличающегося большой степенью пластичности. Этот материал способен быстро застыть и стать нужной формы.
Он изготавливается из специально приготовленного бетона, отличающегося большой степенью пластичности. Этот материал способен быстро застыть и стать нужной формы.
Из мелкозернистого песка и цемента в определённых пропорциях изготовляется корпус. Следует взять 75 процентов песка, 20 процентов цемента. Помимо этих компонентов, необходимо добавить равное количество клея ПВА и стекловаты. Иногда клей заменяют водорастворимым латексным материалом.
Начинающие мастера считают, что агрегат своими руками достаточно легко собрать, в сравнении с созданием его корпуса. При последовательной работе конструкция собирается довольно быстро.
Корпус должен быть толщиной от 1 см. Проводят очистку сварочного аппарата с последующей его просушкой, после чего начинают изготавливать корпус. Дождавшись застывания бетона, проводят наружную обработку агрегата с помощью органического мономера.
Чтобы справиться с этой задачей, специалисты рекомендуют воспользоваться стиролом или метилметакрилатом. Они помогают выполнить термическую обработку поверхности устройства. В этой ситуации следует применить температуру выше 70 градусов по шкале Цельсия.
Они помогают выполнить термическую обработку поверхности устройства. В этой ситуации следует применить температуру выше 70 градусов по шкале Цельсия.
В результате мономерной полимеризации на поверхности корпуса агрегата образуется водонепроницаемый слой. Именно он защищает поверхность конструкция от влияния окружающей среды.
Простая конструкция
Для компоновки сварочного аппарата можно использовать неисправную бытовую технику. К примеру, можно воспользоваться вышедшей из строя микроволновой печью. Вместе с ней следует взять электропроводку, хомутики, деревянные детали и наконечники.
Взяв все эти компоненты можно за короткий срок даже при минимальных познаниях в области техники изготовить конструкцию аппарата для проведения точечных сварочных работ.
Детали внутри агрегата закрепляются саморезами, шайбами или скобами соответствующих размеров. Оптимально использование исправного трансформатора сломавшейся микроволновой печи, из которого своими руками изготавливается оборудование.
Процесс сборки
Начинают работу с удаления вторичной обмотки с трансформатора. Эта операция требует аккуратности. Она проводится угловым шлифовальным станком.
Далее проводят удаление с поверхности вторичной обмотки пластинчатого сердечника. После проведения операции на трансформаторе можно обнаружить отрезанные с двух сторон части. С их помощью работа будет более качественной. В идеале необходимо проследить, чтобы изолирующий слой на сердечнике был без каких-то дефектов.
Потом проводится крепление магнитного шунта. При его нормальном функционировании осуществляется работа сварочного аппарата, сделанного своими руками. Затем перематывают трансформатор, применяя толстый провод из медного материала. При повреждении сердечника необходим его ремонт. Если дефект минимальный, то участок изолируют.
На следующем этапе необходимо на деревянный брусок посадить трансформатор, закрепив верх и низ рабочей станции скобами.
 Если электроды прикреплены качественно, то лучше будет работать агрегат. При наличии дефектов в контактах сварить элементы будет сложно.
Если электроды прикреплены качественно, то лучше будет работать агрегат. При наличии дефектов в контактах сварить элементы будет сложно.Фиксация электродов на верхней и нижней части бруска проводится саморезами. Потом к ним подсоединяют обмоточные провода. Необходимо правильно закрепить медные клеммы, воспользовавшись плоскогубцами, что обычно очень сложно для начинающих мастеров. Конструкция готова. Затем необходимо проверить, можно ли с помощью агрегата сварить что-либо, при этом важно следовать правилам техники безопасности.
Обычно собрать сварочный аппарат не представляет труда даже для тех людей, которые имеют минимальные познания в технике. Для этого можно воспользоваться пошаговой инструкцией с фото на всех этапах, которых существует большое количество на просторах Интернета.
Фото сварочных аппаратов своими руками
Не секрет, что сварочный аппарат своими руками для человека, знакомого с электротехникой, сделать не так уж трудно.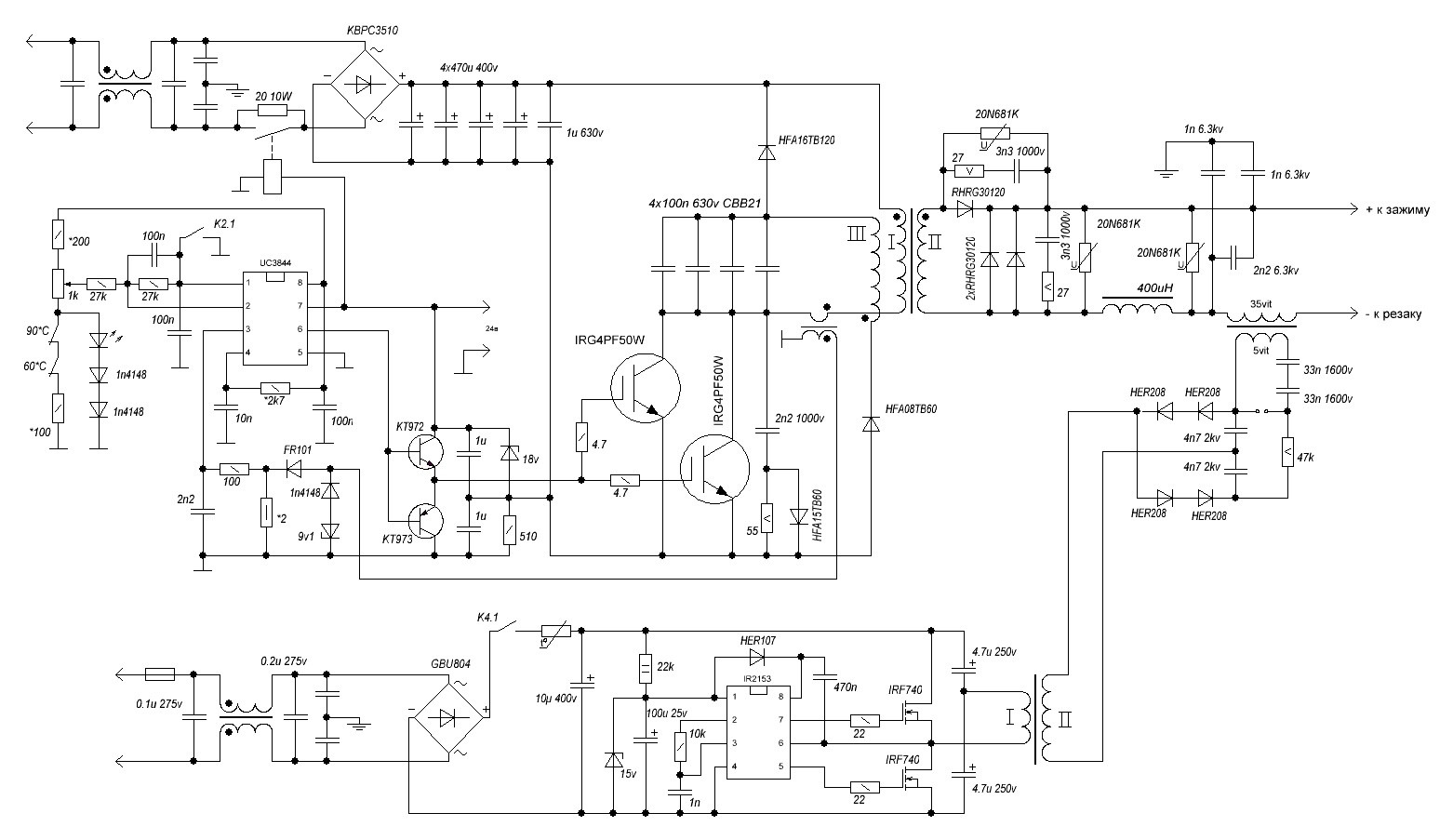 Особенно это имеет смысл, если он предназначен для использования в личном хозяйстве, где применяется лишь время от времени.
В этом случае самодельный сварочный аппарат, себестоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снять с различных электрических бытовых устройств, вышедших из строя или, в случае необходимости, изготовить и собрать самому. Схемы таких аппаратов могут быть различными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Особенно это имеет смысл, если он предназначен для использования в личном хозяйстве, где применяется лишь время от времени.
В этом случае самодельный сварочный аппарат, себестоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снять с различных электрических бытовых устройств, вышедших из строя или, в случае необходимости, изготовить и собрать самому. Схемы таких аппаратов могут быть различными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные. Сразу необходимо отметить, что вопрос о том, как сделать сварочный аппарат самостоятельно, во многом зависит от возможности достать детали от определенной бытовой техники. Если все детали приобретать по рыночным ценам, то в результате себестоимость будет приближаться к цене фирменного аппарата, уступая ему в эффективности. Именно поэтому нужно иметь определенные знания в области электротехники и знать, где какая деталь ставится и где ее можно снять бесплатно или за небольшую цену.
Именно поэтому нужно иметь определенные знания в области электротехники и знать, где какая деталь ставится и где ее можно снять бесплатно или за небольшую цену.
Число витков на первичной обмотке должно быть порядка 240. При этом для обеспечения возможности регулировки сварочного тока с шагом от 20 до 25 витков делаются несколько отводов. Вторичную обмотку наматывают медной проволокой сечением от 30 до 35 мм в количестве от 65 до 70 витков. Для регулировки сварочного тока на ней тоже нужно сделать отводы. Изоляция вторичной обмотки должна быть особенно надежной и теплостойкой, поэтому ей стоит уделить особое внимание. Каждый из слоев необходимо проложить дополнительной изоляцией из хлопчатобумажной ткани.
Трансформаторный сварочный аппарат может использовать для работы переменный или постоянный ток. Первый из них самый простой по устройству, но сложнее в использовании. Для постоянного тока его достаточно несложно доработать, установив диодный мост. Подобный аппарат надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень сложно зажигать и удерживать электрическую дугу.
Если оно падает ниже 200 В, становится очень сложно зажигать и удерживать электрическую дугу.
В отличие от трансформаторного инверторный сварочный аппарат, благодаря применению современных электронных деталей, имеет сравнительно небольшой вес. Его вполне может носить на плече один человек. Такой аппарат обладает устройством стабилизации тока, что очень облегчает работу при сварке. Понижение напряжения для него помех практически не создает, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе он легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Главной деталью такого аппарата является трансформатор. Основной характеристикой его должна быть способность стабильно держать рабочий ток, а это опирается на такой показатель, как внешняя вольт-амперная характеристика блока питания. Иными словами, ток сварки не должен значительно отличаться от тока, производимого коротким замыканием.
Для этого ток необходимо ограничить одним из таких способов, как увеличение магнитного рассеяния трансформатора, балластное сопротивление или установка дросселя. Сам трансформатор можно снять со сгоревшей высокочастотной микроволновой печи. Если доступа к нему нет, то можно изготовить сварочный трансформатор своими руками.
Для изготовления сердечника нужно приобрести пластины из трансформаторного железа. Площадь сердечника в идеале должна составить от 40 до 55 см², при таких показателях обмотка не будет излишне перегреваться. Первичные обмотки для самодельных сварочных трансформаторов должны состоять из толстой термостойкой медной проволоки сечением не менее 5 мм, а лучше более, заключенной в стеклотканевую или хлопчатобумажную изоляцию. Пластиковую или резиновую изоляцию для таких целей применять не рекомендуется, поскольку она менее стойка к перегреванию и легче пробивается, что вызывает короткое замыкание на первичной обмотке.
Нужно помнить, что вторичную обмотку сварочного трансформатора нужно наматывать на обеих сторонах сердечника. Ее можно соединить либо последовательно, либо встречно-параллельно. При этом нужно помнить, что обмотка должна производиться на обеих сторонах в одном направлении. После этого трансформатор помещается в металлический корпус. С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
Ее можно соединить либо последовательно, либо встречно-параллельно. При этом нужно помнить, что обмотка должна производиться на обеих сторонах в одном направлении. После этого трансформатор помещается в металлический корпус. С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
Как собрать самодельный сварочный инверторный аппарат?
Инверторный сварочный аппарат можно вполне собрать из деталей от старых телевизоров. Для этого необходимы некоторые не только общие электротехнические знания, но и определенные познания в электронике. Его схема достаточно сложна. Инвертор представляет собой импульсный источник постоянного тока, и для его изготовления подойдет несколько ферритовых сердечников, которые стоят на строчных трансформаторах в старых телевизорах. Они складываются по три, и уже на них наматывается обмотка из медного или алюминиевого провода.
Они складываются по три, и уже на них наматывается обмотка из медного или алюминиевого провода.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками необходимо оставлять небольшие промежутки, чтобы облегчить процесс охлаждения. Стоит помнить, что алюминиевый провод нужно брать большего сечения, чем медный, поскольку его теплопроводность ниже. Для фиксации обмоток инвертора применяется проволочный бандаж из миллиметровой медной проволоки шириной 10 мм, наложенный на изоляцию из стеклоткани.
Конденсаторы тоже можно снять с телевизора, но только стоит помнить, что не рекомендуется брать бумажные конденсаторы от низкочастотных цепей, поскольку долго они работать при таких нагрузках не смогут. Тринисторы лучше взять достаточно маломощные и подсоединить их параллельно, чем брать один мощный, поскольку на них падает большая термическая нагрузка и их легче охлаждать. Тринисторы монтируются на металлической пластине толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже с легкостью можно набрать с нескольких старых телевизоров. Сам мост также монтируется на теплоотводящей пластине.
Диоды для сборки диодного моста тоже с легкостью можно набрать с нескольких старых телевизоров. Сам мост также монтируется на теплоотводящей пластине.
Некоторые детали для инверторного аппарата в телевизорах отсутствуют, и их приходится изготавливать самостоятельно. Прежде всего это дроссель. Его нетрудно сделать без каркаса из медного провода сечением не менее 4 мм, накрученного 11 витками с промежутками не менее 1 мм. Поскольку на дроссель будет падать основная термическая нагрузка, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, монтируемый в корпусе сварочного аппарата таким образом, чтобы воздушная струя попадала прямо на дроссель.
Все элементы электронной схемы собираются на печатной плате из стеклотекстолита толщиной не менее 1,5 мм. К самой плате присоединяется теплоотвод, облегчающий охлаждение всей системы. В центре платы вырезается круглое отверстие для установки вентилятора, поскольку без принудительного воздушного охлаждения аппарат долго не проработает. Сварочный инвертор главным своим преимуществом имеет возможность делать мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит более аккуратным, нежели у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный инвертор главным своим преимуществом имеет возможность делать мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит более аккуратным, нежели у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный аппарат, сделанный самостоятельно, включает детали, полученные бесплатно или по бросовой цене, но вполне справляется со своими задачами.
Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения – это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор – использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
(Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.
Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами
В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.
В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.
В целях предотвращения расплавления одноразового шприца (поз.3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.
Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
Схема подключение аналоговой камеры видеонаблюдения к телевизору, компьютеру
самодельный аппарат для сварки скруток
В наше время трудно представить любые работы с металлом без использования сварочного аппарата. При помощи данного устройства Вы с легкостью можете соединять или резать железо различной толщины и габаритов. Естественно для выполнения качественных работ Вам потребуются определенные навыки в этом вопросе, но в первую очередь Вам необходим сам сварочник.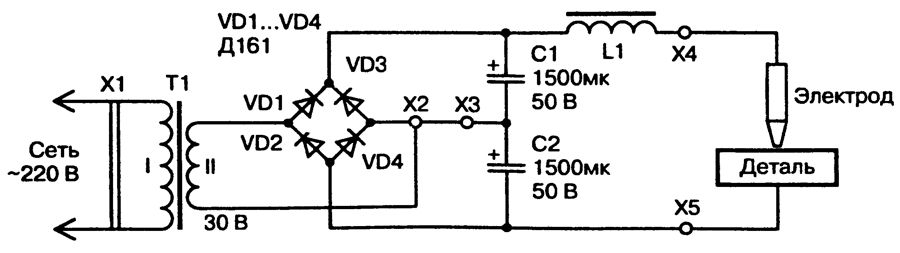 В наше время его естественно можно купить, как в принципе и нанять сварщика, но в данной статье речь пойдет о том, как сделать сварочный аппарат своими руками. Тем более, что при всем богатстве различных моделей, надежные стоят достаточно дорого, а дешевые не блещут качеством и долговечностью. Но даже если Вы решили купить сварочник в магазине – знакомство с данной статьей поможет выбрать необходимый аппарат, так как Вы будете знать основы их схемотехники. Сварочники бывают нескольких типов: постоянного тока, переменного, трехфазные и инверторные. Для того чтобы определится какой вариант Вам необходим, рассмотрим конструкцию и устройство первых двух типов, которые можно без специфических навыков собрать своими руками в домашних условиях.
В наше время его естественно можно купить, как в принципе и нанять сварщика, но в данной статье речь пойдет о том, как сделать сварочный аппарат своими руками. Тем более, что при всем богатстве различных моделей, надежные стоят достаточно дорого, а дешевые не блещут качеством и долговечностью. Но даже если Вы решили купить сварочник в магазине – знакомство с данной статьей поможет выбрать необходимый аппарат, так как Вы будете знать основы их схемотехники. Сварочники бывают нескольких типов: постоянного тока, переменного, трехфазные и инверторные. Для того чтобы определится какой вариант Вам необходим, рассмотрим конструкцию и устройство первых двух типов, которые можно без специфических навыков собрать своими руками в домашних условиях.
На переменном токе
Данный вид сварочных аппаратов, является одним из наиболее распространенных вариантов, как в промышленности, так и в частных хозяйствах. Он прост в эксплуатации, по сравнению с остальными его довольно легко можно сделать в домашних условиях, что подтверждает фото ниже. Для этого вам необходимо иметь провод для первичной и вторичной обмоток, а также сердечник из трансформаторной стали для намотки сварочника. Простыми словами сварочный аппарат переменного тока – это понижающий трансформатор большой мощности.
Для этого вам необходимо иметь провод для первичной и вторичной обмоток, а также сердечник из трансформаторной стали для намотки сварочника. Простыми словами сварочный аппарат переменного тока – это понижающий трансформатор большой мощности.
Оптимальное напряжение при работе сварочного аппарата, собранного в домашних условиях – 60В. Оптимальный ток 120-160А. Теперь несложно посчитать, какое сечение должно быть у провода для того, чтобы сделать первичную обмотку трансформатора (ту, которая будет подключаться к сети 220 В). Минимальная площадь сечения медного провода должна быть 3-4 кв. мм, оптимальная же — 7 кв. мм, ведь необходимо учитывать и возможную дополнительную нагрузку, а также необходимый запас прочности. Получаем, что оптимальный диаметр медной жилы для первичной обмотки понижающего трансформатора должен быть 3 мм. Если Вы решите взять алюминиевый провод для того, чтобы сделать сварочный аппарат своими руками, то сечение для медного провода нужно умножить на коэффициент 1,6.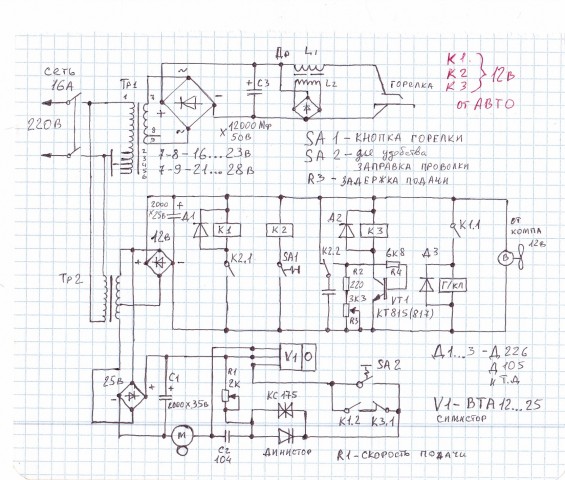
Важно, чтобы провода были в тряпичной оплетке, нельзя использовать проводники в ПВХ изоляции – она при нагреве проводов расплавится и произойдет . Если у вас нет провода необходимого диаметра, то можно использовать более тонкие жилы, наматывая их параллельно. Но тогда следует учитывать, что толщина обмотки увеличится, а соответственно и габариты самого аппарата. Нужно иметь ввиду, что ограничивающим фактором может являться свободное окно в сердечнике и провод может попросту не поместиться там. Для вторичной обмотки можно использовать толстый многожильный медный провод – такой же, как и жила на держателе. Его сечение следует выбирать исходя из тока во вторичной обмотке (напомним, что мы ориентируемся на 120 – 160А) и длинны проводов.
Первым делом необходимо изготовить сердечник трансформатора самодельного сварочного аппарата. Оптимальным вариантом будет сердечник стержневого типа как показано на рисунке 1:
Этот сердечник нужно сделать из пластин трансформаторной стали. Толщина пластин должна быть от 0,35 мм до 0,55 мм. Это необходимо для уменьшения . Прежде чем собирать сердечник нужно просчитать его размеры, делается это следующим образом:
Толщина пластин должна быть от 0,35 мм до 0,55 мм. Это необходимо для уменьшения . Прежде чем собирать сердечник нужно просчитать его размеры, делается это следующим образом:
- Во-первых, рассчитывается величина окна. Т.е. размеры с и d на рисунке 1 необходимо выбирать такими, чтобы поместить все обмотки трансформатора.
- Во-вторых, площадь крена, которая вычисляется по формуле: Sкрена=a*b, должна быть не меньше 35 кв. см. Если Sкрена будет больше – тогда трансформатор будет меньше нагреваться и соответственно дольше работать, и Вам не надо будет часто прерываться для того, чтобы он остыл. Лучше, чтобы Sкрена была равна 50 кв. см.
Далее приступаем к сборке пластин самодельного сварочного аппарата. Необходимо взять Г-образные пластины и складывать их, как показано на рисунке 2, пока не получится сделать сердечник необходимой толщины. После чего скрепляем его болтами по углам. В завершении необходимо надфилем обработать поверхность пластин и заизолировать их, обмотав тряпичной изоляцией, чтобы дополнительно защитить трансформатор от пробоя на корпус.
Далее приступаем к намотке сварочного аппарата из понижающего трансформатора. В начале, наматываем первичную обмотку, которая будет состоять из 215 витков, как это показано на рисунке 3.
Целесообразно сделать ответвление от 165 и 190 витка. Сверху трансформатора прикрепляем толстую текстолитовую пластину. Концы обмоток закрепляем на ней при помощи болтового соединения пометив что первый болт – это общий провод, второй – ответвление от 165 витка, 3-й – ответвление от 190 витка и 4-й – от 215-го. Это даст возможность впоследствии регулировать силу тока при сварке, путем переключения между разными выводами Вашего сварочного устройства. Это очень важная функция, и чем больше ответвлений вы сделаете, тем более точной у вас получится регулировка.
После приступаем к намотке 70-и витков вторичной обмотки, как показано на рисунке 4.
Меньшее количество витков наматывают на ту сторону сердечника – куда намотана первичная обмотка. Соотношение витков нужно сделать примерно 60% к 40%. Это способствует тому, что после того, как Вы поймаете дугу и начнете сварку, вихревые токи частично отключат работу обмотки с большим количеством витков, что приведет к уменьшению тока сварки, а соответственно улучшит качество шва. Таким образом дуга будет легко ловиться, но слишком большой ток не будет мешать качественно варить. Концы намотки также закрепим при помощи болтов на текстолитовой пластине. Можно не прикреплять их, а провести провода напрямую к держателю электродов и крокодилу на массу, это уберет соединения, где потенциально может быть просадка по напряжению и нагрев. Для лучшего охлаждения крайне желательно установить вентилятор для обдува, например от холодильника или микроволновки.
Это способствует тому, что после того, как Вы поймаете дугу и начнете сварку, вихревые токи частично отключат работу обмотки с большим количеством витков, что приведет к уменьшению тока сварки, а соответственно улучшит качество шва. Таким образом дуга будет легко ловиться, но слишком большой ток не будет мешать качественно варить. Концы намотки также закрепим при помощи болтов на текстолитовой пластине. Можно не прикреплять их, а провести провода напрямую к держателю электродов и крокодилу на массу, это уберет соединения, где потенциально может быть просадка по напряжению и нагрев. Для лучшего охлаждения крайне желательно установить вентилятор для обдува, например от холодильника или микроволновки.
Теперь Ваш самодельный сварочный аппарат готов. Подключив держатель и массу к вторичной обмотке, необходимо подключить сеть к общему проводу и проводу, отходящему от 215-го витка первичной обмотки. Если вам необходимо увеличить силу тока, то можно сделать меньшее количество витков первичной намотки, переключив второй провод на контакт с меньшим количеством витков. Уменьшить ток можно при помощи сопротивления выполненного из изогнутой в виде пружины куска трансформаторной стали, подключенной к держателю. Всегда необходимо следить, чтобы сварочный аппарат не перегревался, для этого регулярно проверяйте температуру сердечника и обмоток. Для этих целей можно даже установить электронный термометр.
Уменьшить ток можно при помощи сопротивления выполненного из изогнутой в виде пружины куска трансформаторной стали, подключенной к держателю. Всегда необходимо следить, чтобы сварочный аппарат не перегревался, для этого регулярно проверяйте температуру сердечника и обмоток. Для этих целей можно даже установить электронный термометр.
Вот таким образом можно сделать сварочный аппарат из понижающего трансформатора своими руками. Как Вы видите, инструкция не слишком уж сложная и даже неопытный электрик сможет самостоятельно собрать прибор.
На постоянном токе
Для некоторых видов сварки необходим сварочник на постоянном токе. Таким инструментом можно варить чугун и нержавеющую сталь. Сделать сварочный аппарат постоянного тока своими руками можно не больше, чем за 15 минут, переделав самоделку на переменном токе. Для этого к вторичной обмотке необходимо подключить выпрямитель, собранный на диодах. Что касается диодов, они должны выдерживать ток в 200 А и иметь хорошее охлаждение.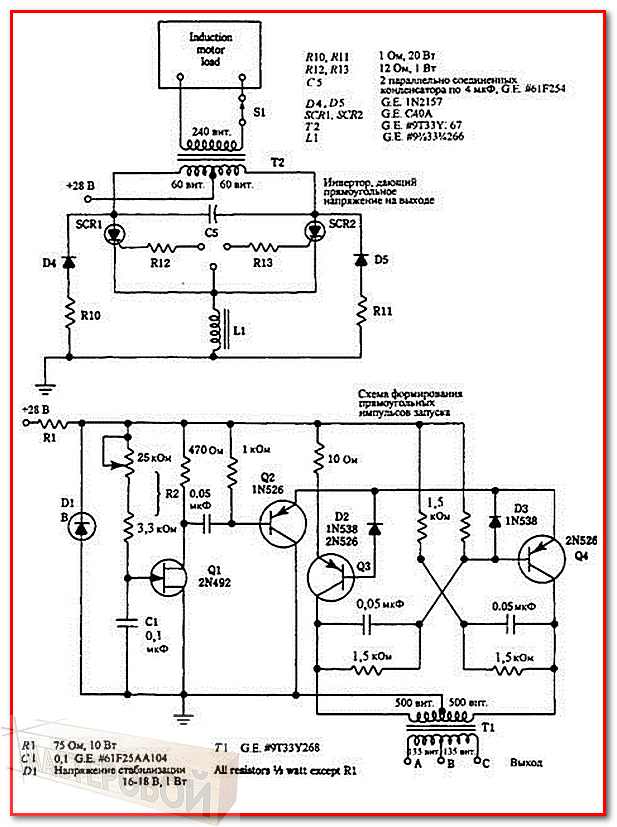 Для этого подойдут диоды Д161.
Для этого подойдут диоды Д161.
Выравнивать ток нам помогут конденсаторы С1 и С2 со следующими характеристиками: емкость 15000 мкФ и напряжение 50В. Далее собираем схему, которая указанна на чертеже ниже. Дроссель L1 необходим для регулировки тока. Контакты х4 — плюс для подключения держателя, а х5 — минус для подачи тока на свариваемый участок детали.
Трехфазные сварочные аппараты используются для сварки в производственных условиях, на них установлены двухэлектродные держатели, поэтому в данной статье мы рассматривать их не будем, а инверторы изготавливаются на основе печатных плат и сложных схем с большим количеством дорогостоящих радиодеталей и сложным процессом настройки с использованием специального оборудования. Однако мы все же рекомендуем Вам ознакомиться с инверторной конструкцией на видео ниже.
Наглядные мастер-классы
Итак, если Вы решили сделать сварочный аппарат в домашних условиях, рекомендуем просмотреть видео уроки, предоставленные ниже, которые наглядно покажут, как самому собрать простой сварочник из подручных материалов, а также объяснят Вам некоторое детали и нюансы работы:
Теперь Вы знаете основные принципы конструкции сварочников и можете сделать сварочный аппарат своими руками, как на постоянном, так и на переменном токе, используя инструкции из нашей статьи.
Также читают:
В любой мастерской по обработке металла очень удобно работать, если под рукой есть сварочный аппарат. С его помощью можно надежно соединять металлические детали или конструкции, вырезать отверстия, а то и просто разрезать заготовки в нужном месте.
Такой полезный инструмент можно сделать своими руками, главное, во всем хорошенько разобраться, а мастерство делать красивый и надежный шов, придет с опытом.
Переменный выходной ток
Дома, на даче, на производстве чаще всего встречаются именно такие аппараты. Многие фото сварочного оборудования показывает, что оно сделано своими руками.
Самые главные составляющие для такого аппарата – это провод для двух обмоток и сердечник для них. Фактически – это трансформатор для понижения напряжения.
Размеры провода
Аппарат будет довольно хорошо работать при напряжении на выходе 60 вольт и током до 160 ампер. Расчеты показывают, что для первичной обмотки нужно взять медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевого провода сечение должно быть больше в 1,6 раза.
Для алюминиевого провода сечение должно быть больше в 1,6 раза.
Изоляцию проводов необходимо использовать тканевую потому, что провода в процессе работы сильно нагреваются и пластик просто расплавится.
Укладывать первичную обмотку нужно очень тщательно и аккуратно потому, что она имеет много витков и находится в зоне высокого напряжения. Желательно, чтобы провод был без разрывов, но если нужной длины нет под рукой, то куски необходимо надежно соединить и спаять.
Вторичная обмотка
Для вторичной обмотки можно брать медь, а можно алюминий. Провод может быть как одножильным, так и состоящим из нескольких проводников. Сечение от 10 до 24 квадратных миллиметров.
Очень удобно наматывать катушку отдельно от сердечника, например на деревянную заготовку, а потом набирать пластины из трансформаторной стали в готовую, надежно изолированную обмотку.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.
На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.
На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.
Сердечник
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали. Они набираются из пластин толщиной 0,35-0,55 миллиметров.
Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились обе катушки, и площадь в разрезе (его толщина) была 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, а гайками все плотно стягивается.
Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно сделать выводы от намотки на 165 и 190 витках.
Все контакты крепятся на пластине из изоляционного материала и подписываются. Схема такова: чем больше витков катушки, тем больше ток на выходе. Вторичная обмотка состоит из 70 витков.
Инвертор
Своими руками можно собрать еще один сварочный прибор – это инвертор. У него есть ряд положительных отличий от трансформатора. Самое первое, что бросается в глаза, – его небольшой вес. Всего несколько килограммов. Можно работать, не снимая аппарат с плеча. Затем, рабочий постоянный ток, это позволяет создавать более аккуратный шов, да и дуга не так скачет. Проще работать начинающим сварщикам.
Детали для сборки такого аппарата продаются в магазинах и на рынке. Необходимо лишь знать маркировку. Особого внимания требует качество транзисторов потому, что они находятся в самой напряженной области конструкционной схемы инвертора. Для охлаждения прибора используют принудительную вентиляцию в виде охлаждающих радиаторов и вытяжных вентиляторов.
Для охлаждения прибора используют принудительную вентиляцию в виде охлаждающих радиаторов и вытяжных вентиляторов.
Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный список из трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов. Такие приборы позволяют работать с чугуном и сталью, алюминием и медью, нержавейкой и тонким листовым железом.
Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил безопасности на всех этапах создания и эксплуатации подобных приборов.
Фото сварочного аппарата в домашних условиях
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертораЧтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера.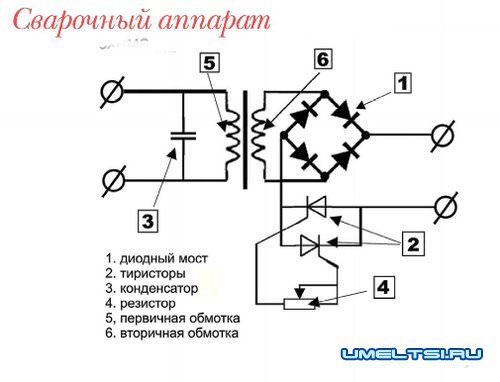 Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сваркиДля того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус . В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть . В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок . Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения . На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы . После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройстваПосле проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратомПосле включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
Оборудование для сварочных работ не обязательно покупать в магазине. Его можно сделать в домашней мастерской. Ведь, по сути, конструкция простейшего прибора элементарна и собрать своими руками не составляет труда. Для этого нужны только некоторые комплектующие и немного знаний по электротехнике.
Как сделать простые и, в тоже время, функциональные аппараты для сварочных работ и что для этого потребуется – об этом далее в нашей статье.
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Вся работа сварки основывается на преобразовании электрического тока из сети. В бытовом использовании нам доступно электричество с напряжением в 220 вольт и силой тока в 16-32 ампера.
Как мы знаем, для сварки этого недостаточно.
Для сварочной дуги требуется мощность, а ее обеспечивает сила тока, измеряемая в амперах (простым языком, это количество электронов подающихся на электрод). Чем больше заряд, тем более продуктивным будет аппарат.
Для увеличения мощности используют трансформаторы, которые понижают напряжение в несколько раз, но увеличивают силу потока электронов, что позволяет применить такой ток для образования сварочной дуги.
Трансформатор – это основной элемент, позволяющий собрать простейший аппарат, работающий на переменном токе.
Основу трансформатора составляет магнитопровод (сердечник из трансформаторной стали), на который и наматывают обмотки: первичную, из более тонкого провода и большим количеством витков. и вторичную, состоящую из толстого кабеля с наименьшим количеством намоток.
Магнитопроводы для сборки сварочных аппаратов можно использовать, например, со старых силовых трансформаторов.
Питание обеспечивается от бытовой розетки и подается на первичную обмотку.
Обмотки между собой не должны контактировать. Даже если трансформатор имеет намотки одну на другой, между ними обязательно располагается слой изоляции! Ток с одной обмотки на другую передается через сердечник магнитным потоком.
Для полноценного функционирования желательно поставить охлаждение для такого прибора. Можно использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и остальных элементов, а так же делать перерывы в работе для остывания.
Работу осуществляют следующим образом. Между электродами зажимают заготовку и включают ток. Поставив точку, питание отключают и перемещают деталь.
Такая сварка из микроволновки своими руками обеспечит сваривание очень тонких конструкций. Увеличить мощность можно за счет соединения двух трансформаторов. Но при этом важно правильно собрать такую сборку, иначе неизбежно замыкание.
Сварки постоянного тока
Самодельные трансформаторные аппараты работают на переменном токе, таким образом можно варить различные марки стали. Но некоторые металлы при сварке электродуговым способом требуют постоянного тока для получения качественного соединения.
Чтобы собрать такой прибор, к трансформатору потребуется добавить выпрямитель и дроссели для сглаживания тока.
Выпрямители собирают с диодов, способных выдерживать большую мощность (до 200 Ампер). Они, как правило, габаритные и, к тому же, потребуют сборки системы охлаждения. Диоды монтируют параллельно для повышения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить швы более высокого качества при сваривании нержавейки или алюминия.
Нужно ли все это
Сегодня на просторах интернета можно найти множество схем и конструкций различного оборудования для сварки. От простейшего массивного трансформаторного аппарата до сложнейших самодельных инверторов. Насколько целесообразно их собирать и использовать в домашней мастерской?
Еще десять лет назад инверторы были практически недоступны широким массам и все сварочные работы проводили с помощью габаритных трансформаторов, чаще всего именно самодельных. Их функции позволяют варить различные конструкции с использованием стальных деталей. А многие опытные сварщики варят такими приборами цветные металлы или чугун. Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе и это затрудняет работу с нержавеющей сталью или, к примеру, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и стесняет подвижность. И если для мастерской это не проблема, то уже высотные работы затрудняются. Но главная проблема трансформаторной сварки самодельного изготовления – это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Различные конструкции точечных сварок тоже намного упрощают работу с тонкостенными металлами и изделиями, которые можно быстро починить. Но создание действительно мощного аппарата потребует большего количества комплектующих, а они не всегда доступны (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет целесообразной в том случае, если у Вас есть почти все необходимые элементы: трансформаторы, выпрямители, транзисторы и прочие. В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
Что Вы можете добавить к этому материалу? Поделитесь своим опытом по сборке самодельного сварочного оборудования, особенно схемами сборки. Как Вы считаете: насколько эффективно применение таких приборов в домашнем хозяйстве? Оставьте свои комментарии в блоке обсуждений к этой статье.
Ни одна работа с железом не обойдётся без сварочного аппарата. Он позволяет резать и соединять металлические детали любых размеров и толщины. Хорошее решение – сделать сварку своими руками, ведь хорошие модели стоят дорого, а дешёвые – низкого качества. Для реализации идеи самостоятельного изготовления сварочника необходимо обзавестись специальным оборудованием, позволяющим оттачивать качественные навыки специалиста в реальных условиях.
Виды и характеристики инструмента
После того как все необходимые условия подготовительного этапа благополучно соблюдены, открывается возможность сделать модель сварочного устройства своими руками. Сегодня встречается множество принципиальных схем, по которым можно изготовить аппарат. Они действуют по одному из подходов:
- Постоянный или переменный ток.
- Импульсный или инверторный.
- Автоматический или полуавтоматический.
Стоит обратить внимание на аппарат, принадлежащий к трансформаторному типу. Важной характеристикой этого устройства является работа от переменного тока, позволяющая использовать его в бытовых условиях. Аппараты переменного тока способны обеспечивать номенклатурное качество швов сварных соединений. Агрегат такого типа легко найдёт своё применение в быту при обслуживании недвижимости, расположенной в частном секторе.
Для того чтобы собрать такое устройство, необходимо иметь:
- Около 20 метров кабеля или провода большого сечения.
- Металлическое основание высокой магнитной проницаемости, которое будет использовано в качестве сердечника трансформатора.
Оптимальная конфигурация сердечника имеет стержневую основу П-образной формы. В теории запросто может подойти сердечник любой другой конфигурации, к примеру – круглой формы, взятой из статора, пришедшего в негодность электродвигателя. Но на практике наматывать обмотку на подобное основание значительно сложнее.
Площадь сечения для сердечника, принадлежащего бытовому сварочному аппарату самодельного образца, равна 50 см 2 . Этого будет достаточно для того, чтобы применять в установке стержни от 3 до 4 мм в диаметре. Использование большего сечения лишь приведёт к увеличению массы конструкции, а эффективность аппарата выше не станет.
Инструкция изготовления
Для первичной обмотки необходимо использовать медный провод с высокими показателями термостойкости, так как при выполнении сварочных работ она будет подвержена действию высокой температуры. Используемый провод необходимо выбирать по стеклотканевой или хлопчатобумажной изоляции , предназначенной для стационарного применения в зоне высоких температур.
Для обмотки трансформатора не допускается использование провода с ПВХ изоляцией, которая при нагревании моментально придёт в негодность. В отдельных случаях изоляцию для трансформаторной обмотки изготавливают самостоятельно.
Чтобы выполнить эту процедуру, нужно взять заготовку из хлопчатобумажной ткани или из стекловолокна, нарезать её на полоски шириной около 2 см, обмотать ими заготовленный провод и пропитать бандаж любым лаком, обладающим электротехническими свойствами. Подобная изоляция по термохарактеристикам не уступит ни одному заводскому аналогу.
Наматывают катушки по определённому принципу. Вначале накручивается половина первичной обмотки, на которую следом идёт половина вторичной. Затем приступают ко второй катушке, используя ту же технику. Для повышения качества изоляционного покрытия между слоёв обмоток вставляют фрагменты полос из картона, стекловолокна или прессованной бумаги.
Настройка оборудования
Далее следует осуществить настройку. Она производится путём включения оборудования в сеть и снятия показаний напряжения со вторичной обмотки. Величина напряжения на ней должна составлять от 60 до 65 вольт.
Точная подгонка параметров осуществляется путём уменьшения или увеличения длины обмотки. Для получения качественного результата величину напряжения на вторичной обмотке следует подогнать под заданные параметры.
К первичной обмотке готового сварочного трансформатора подключают кабель ВРП либо провод ШРПС, который будет использован для подключения к сети. Один из выводов вторичной обмотки подают на клемму, к которой впоследствии будет подключаться «масса», а второй – подаётся на клемму, подключённой к кабелю. Последняя процедура закончена и новый сварочный аппарат готов к эксплуатации.
Производство малогабаритного агрегата
Для изготовления небольшого сварочного аппарата легко подойдёт автотрансформатор от телевизора советского образца. Его можно запросто использовать для получения вольтовой дуги. Чтобы все получилось правильно, между выводами автотрансформатора подключают графитовые электроды. Эта несложная конструкция позволяет исполнить несколько простых работ с применением сварки, таких как:
- Изготовление или починка термопар.
- Разогрев до максимальной температуры изделий из высокоуглеродистой стали.
- Закалка инструментальной стали.
Самодельный сварочный аппарат, созданный на базе автотрансформатора, обладает существенным недостатком. Использовать его необходимо соблюдая дополнительные меры предосторожности. Не имея гальванической развязки с электрической сетью, он является довольно опасным прибором.
Оптимальными параметрами автотрансформатора, пригодного для создания сварочного аппарата, считают выходное напряжение в пределах от 40 до 50 вольт и малая мощность от 200 до 300 ватт. Этот аппарат способен выдавать от 10 до 12 ампер рабочего тока, что будет достаточно при сварке проводов, термопар и других элементов.
В качестве электродов для созданного своими руками мини сварочного аппарата можно использовать грифели от простого карандаша. Держателями для импровизированных электродов могут послужить клеммы, которые есть на разных электроприборах.
Для производства сварочных работ держатель подсоединяют к одному из выводов вторичной обмотки, а свариваемую деталь к другому. Ручку для держателя лучше всего изготовить из стеклотекстолитовой шайбы или из другого термостойкого материала. Следует заметить, что дуга подобного устройства действует достаточно кратковременно, не давая перегреваться используемому автотрансформатору.
Сварочные аппараты сделать самому своими руками. Самодельное электрооборудование
Из статьи вы узнаете, какими бывают сварочные аппараты. Своими руками изготовить их довольно просто, если имеются элементарные познания в электротехнике и необходимые инструменты. В качестве основы для сварочного автомата может быть взят как готовый трансформатор, так и самодельный.
Конечно, такие конструкции потребляют большую мощность, следовательно, в сети будет наблюдаться сильное падение напряжения. Это может сказаться на функционировании бытовых электроприборов. Именно по этой причине намного эффективнее оказываются конструкции, в основе которых находятся полупроводниковые элементы. Если сказать проще, то это инверторные сварочные аппараты.
Простейший сварочный аппарат
Так, первым делом стоит рассмотреть самые простые конструкции, которые может повторить любой. Конечно, это те устройства, в основе которых находятся трансформаторы. Конструкция, рассмотренная ниже, позволяет работать от напряжения 220 и 380 Вольт. Максимальный диаметр электрода, используемый при сварке, – 4 миллиметра. Толщина свариваемых металлических элементов колеблется в интервале от 1 до 20 миллиметров. О том, как сделать сварочный аппарат своими руками, вы сейчас узнаете в полной мере. Причем продвигаться сможете от простого к сложному.
Несмотря на такие прекрасные характеристики, изготовление сварочного аппарата производится из легкодоступных материалов. Вам потребуется для сборки трансформатор понижающий, работающий от трехфазного напряжения. При этом его мощность должна составлять порядка 2 киловатт. Также стоит отметить, что вам необходимы будут не все обмотки. Поэтому в том случае, если одна из них вышла из строя, проблем с дальнейшим конструированием не возникнет.
Переделка трансформатора
Суть в том, что вам необходимо внести изменения лишь во вторичной обмотке. Для облегчения задачи ниже в статье приведена схема сварочного аппарата, подключение его к сети также описано.
Итак, первичную обмотку трогать не нужно, она имеет все характеристики, необходимые для работы от сети переменного тока 220 Вольт. Разбирать сердечник нет необходимости, достаточно непосредственно на нём разобрать вторичную обмотку, а вместо нее намотать новую.
На трансформаторе, который вы должны выбрать, присутствует несколько обмоток. Три первичных, столько же вторичных. Но имеются еще и средние обмотки. Их тоже три. Именно вместо средней необходимо намотать такой же провод, какой был использован для изготовления первичной. Причем необходимо от каждого тридцатого витка делать отводы. Около 300 витков в общей сложности должна иметь каждая обмотка. Благодаря правильной намотке провода можно увеличить мощность сварочного аппарата.
На обеих крайних катушках наматывается вторичная обмотка. Точное количество витков указать сложно, так как чем их больше, тем лучше. Провод используется сечением 6-8 квадратных миллиметров. Вместе с ним наматывается одновременно тонкий провод. В качестве силового кабеля нужно использовать многожильный в надежной изоляции. Именно так делаются сварочные аппараты своими руками.
Если проанализировать все конструкции, изготовленные по данной технологии, то оказывается, что примерное количество провода — около 25 метров. Если нет провода с большим сечением, можно использовать кабель с площадью 3-4 квадратных миллиметра. Но в этом случае его необходимо складывать вдвое при намотке.
Подключение трансформатора
Конструкцию имеет простую сварочный аппарат. Полуавтомат можно изготовить на его основе, если сделать еще одну обмотку для питания электропривода подачи электродов. Обратите внимание на то, что на выходе трансформатора будет очень большой ток. Поэтому все коммутационные разъемы необходимо выполнять максимально прочными.
Чтобы сделать клеммы для подключения к выводам вторичной обмотки, вам потребуется медная трубка. У нее должен быть диаметр 10 миллиметров, а длина 3-4 см. С одного конца ее нужно расклепать. Получиться должна пластина, в которой необходимо проделать отверстие. Диаметр его должен составлять около одного сантиметра. С другого конца вставляются провода. Независимо от того, сварочный аппарат постоянного тока или переменного, коммутация делается максимально жесткой и надежной.
Желательно их идеально зачистить, при необходимости обработать в кислоте и нейтрализовать ее. Для улучшения контакта второй край трубки должен быть слегка сплюснут при помощи молотка. Выводы первичной обмотки лучше всего крепить к текстолитовой плате. Толщина ее должна быть около трех миллиметров, можно больше. Она жестко крепится к трансформатору. Кроме того, в этой плате нужно сделать 10 отверстий, диаметр каждого около 6 миллиметров. Посмотрите, какая схема сварочного аппарата, как он включается в сеть 220 и 380 Вольт.
В них необходимо установить винты, гайки и шайбы. К ним производится подключение выводов всех первичных обмоток. В том случае, если требуется, чтобы сварка работала от бытовой сети 220 Вольт, соединяются параллельно крайние обмотки трансформатора. Последовательно с ними включается средняя обмотка. Идеально будет работать сварка при питании от 380 Вольт.
Чтобы произвести подключение первичных обмоток к питающей сети, нужно использовать другую схему. Обе крайние обмотки соединяются последовательно. Лишь после этого последовательно с ними включается средняя обмотка. Причина для этого кроется в следующем: средняя обмотка является дополнительным индуктивным сопротивлением, с ее помощью происходит снижение напряжения и тока во вторичной цепи. Благодаря этому работают в нормальном режиме сварочные аппараты, своими руками изготовленные по приведенной технологии.
Изготовление электрододержателя
Конечно, неотъемлемая часть любого сварочного аппарата — это электрододержатель. Нет необходимости покупать готовый, если сделать его можно из подручных материалов. Вам необходима трехчетвертная труба, ее суммарная длина должна быть около 25 сантиметров. С обоих концов необходимо сделать небольшие выемки, примерно на 1/2 диаметра. С таким держателем будет нормально работать сварочный аппарат. Для пластиковых элементов конструкции отдельное требование – они должны быть расположены как можно дальше от трансформатора и держателя.
Делать их нужно в трех-четырех сантиметрах от края. Затем возьмите кусок стальной проволоки, диаметр которой 6 миллиметров, приварите его к трубе напротив большей выемки. С другой стороны необходимо просверлить дырку, к ней прикрепите провод, который будет соединяться со вторичной обмоткой.
Подключение к сети
Стоит отметить, что нужно подключать сварочный аппарат по всем правилам. Во-первых, нужно использовать рубильник, с помощью которого можно без труда произвести отключение устройства от сети. Обратите внимание на то, что сварочные аппараты, своими руками изготовленные, по безопасности не должны уступать аналогам, выпускаемым промышленностью. Во-вторых, сечение проводов для подключения к сети должно быть не меньше полутора квадратных миллиметров. Ток потребления первичной обмотки составляет максимум 25 ампер. При этом во вторичной цепи ток можно изменить в диапазоне 60..120 ампер. Обратите внимание на то, что данная конструкция сравнительно простая, поэтому подходит она лишь для применения в быту.
Старайтесь давать небольшой перерыв время от времени, независимо от того, какой сварочный аппарат – полуавтомат или ручной. Использовали десяток электродов – выключите сварку, дайте ей немного времени остыть. Но это лишь в том случае, если используются электроды с диаметром больше 3 миллиметров. Если же меньшие вы используете, например 2 миллиметра, то температура обмоток трансформатора не поднимается больше 80 градусов. Следовательно, можно работать, не выключая сварочный аппарат. При эксплуатации обязательно соблюдайте технику безопасности. Ознакомьтесь с правилами противопожарной безопасности при работе сварочного аппарата. Не поленитесь и почитайте о правилах электробезопасности.
Аппарат для точечной сварки
Полезным окажется и сварочный аппарат точечного типа. Конструкции таких устройств не менее простые, нежели предыдущих. Правда, величина тока на выходе очень большая. Зато имеется возможность производить контактную сварку металлов до трех миллиметров толщиной. В большинстве конструкций нет регулировки выходного тока. Но при желании это можно сделать. Правда, усложняется вся самоделка. Необходимость в регулировании выходного тока отпадает, так как можно контролировать процесс сварки визуально. Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция.
Для изготовления вам потребуется трансформатор с мощностью около 1 киловатта. Первичная обмотка остается без изменений. Переделать потребуется только вторичную. И если используется трансформатор от бытовой микроволновки, то нужно выбить вторичную обмотку, вместо нее произвести намотку нескольких витков провода большого сечения. Если имеется возможность, лучше использовать медную шину. На выходе должно получиться около пяти вольт, но этого окажется достаточно для полноценной работы устройства.
Конструкция электрододержателя
Здесь она немножко отличается от той, которая была рассмотрена выше. Для изготовления вам потребуются небольшие дюралевые заготовки. Подойдут прутки с диаметром 3 сантиметра. Нижний должен быть неподвижен, полностью изолирован от контактов. В качестве изоляционного материала можно использовать шайбы из текстолита, а также лакоткань. Любой, даже простейший точечный сварочный аппарат нуждается в надежном электрододержателе, поэтому его конструированию уделите максимум внимания.
Электроды изготавливаются из меди, их диаметр – 10-12 миллиметров. Они прочно закрепляются в держателе с помощью прямоугольных латунных вставок. Исходное положение электрода держателя – его половины разведены. Для придания упругости можно использовать пружины. Идеально подходят от старых раскладушек.
Работа контактной сварки
Необходимо подключать такую сварку к электрической сети при помощи автоматического выключателя. Он должен иметь номинальный ток 20 ампер. Обратите внимание на то, что на входе (там, где у вас находится счетчик) автомат должен быть либо таким же по параметрам, либо большим. Чтобы произвести включение трансформатора, применяется простой магнитный пускатель. Несколько отличается работа сварочным аппаратом контактного типа от той, которая была рассмотрена выше. И эти особенности вы сейчас узнаете.
Для включения магнитного пускателя необходимо предусмотреть специальную педаль, которую вы будете нажимать ногой для выработки тока во вторичной цепи. Обратите внимание на то, что включается и выключается контактная сварка только в том случае, если электроды полностью сведены. Если пренебрегать этим правилом, то будет появляться очень много искр, как следствие, это приведет к пригоранию электродов, выходу их из строя. Старайтесь как можно чаще обращать внимание на температуру сварочного аппарата. Время от времени делайте небольшие перерывы. Не допускайте перегрева агрегата.
Инверторный сварочный аппарат
Он является наиболее современным, но сложнее в конструировании. В нем используется импульсный трансформатор и полупроводниковые транзисторы с высокой мощностью. Пожалуй, это наиболее дорогие и дефицитные детали. В первую очередь делается блок питания. Он импульсный, поэтому необходимо изготовить специальный трансформатор. А теперь более подробно о том, из чего состоит такой сварочный аппарат. Характеристики его компонентов смотрите далее.
Конечно, трансформатор, используемый в инверторе, намного меньше по габаритам, нежели рассмотренные выше. Также потребуется сделать дроссель. Итак, вам следует обзавестись сердечником из феррита, каркасом для изготовления трансформатора, медными шинами, специальными скобами, чтобы произвести фиксацию двух половин ферритового сердечника, изолентой. Последнюю необходимо выбирать, исходя из данных ее термической стойкости. Придерживайтесь этих советов, когда делаете сварочные инверторные аппараты.
Намотка трансформатора
Наматывается трансформатор на всю ширину каркаса. Только при таком условии он способен будет выдержать любые падения напряжения. Для намотки используется либо медная шина, либо провода, собранные в пучок. Обратите внимание на то, что провод из алюминия использовать нельзя! Он не может выдерживать такую большую плотность электрического тока, которая имеется в инверторе. Такой сварочный аппарат для дачи способен выручить вас, причем его вес крайне мал. Витки наматываются максимально плотно. Вторичная обмотка – это два провода с толщиной порядка двух миллиметров, скрученных вместе.
Друг от друга они должны быть максимально изолированы. Если у вас большие запасы строчных трансформаторов от старых телевизоров, можно их применить в конструкции. Требуется 5 штук, причем сделать из них нужно один общий магнитопровод. Чтобы устройство работало с максимальной эффективностью, нужно уделять внимание каждой мелочи. В частности, толщина провода выходной обмотки трансформатора влияет на его бесперебойность.
Конструкция инвертора
Чтобы изготовить сварочный аппарат 200, необходимо уделить максимальное внимание всем мелочам. В частности, силовые транзисторы необходимо закрепить на радиаторе. Причем использование термопасты приветствуется для передачи тепла от транзистора к радиатору. И рекомендуется ее время от времени менять, так как она имеет свойство высыхать. Передача тепла при этом ухудшается, есть вероятность, что полупроводники выйдут из строя. Кроме того, нужно сделать принудительное охлаждение. Для этой цели используются вытяжные кулеры. Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров.
Соединение выводов осуществляется при помощи неизолированного провода. Его сечение должно составлять 4 миллиметра. Обратите внимание на то, чтобы между проводами соединения было максимальное расстояние. Они не должны прикасаться друг другу, независимо от того, какое воздействие испытывает корпус сварочного аппарата. Дроссель необходимо закрепить на основании сварочного аппарата при помощи металлической пластины.
Причем последняя должна полностью повторять форму непосредственно дросселя. Чтобы уменьшить вибрацию, необходимо установить уплотнитель из резины между корпусом и дросселем. Силовые провода внутри устройства разводятся в разные стороны. В противном случае имеется вероятность того, что произойдет короткое замыкание. Необходимо установить вентилятор таким образом, чтобы он осуществлял обдув всех радиаторов единовременно. В противном случае, если не получается использовать один вентилятор, придется ставить несколько.
Но лучше заранее полностью рассчитать место установки всех элементов системы. Обратите внимание на то, что вторичная обмотка должна охлаждаться максимально эффективно. Как видите, не только радиаторы нуждаются в эффективном обдуве. На этой основе можно без затрат сделать аргонный сварочный аппарат. Но его конструкция потребует использования иных материалов.
Заключение
Теперь вы знаете о том, как сделать несколько типов сварочных аппаратов. Если у вас имеются навыки в конструировании радиоэлектронных средств, то лучше, конечно же, остановиться на инверторном сварочном аппарате. Вы потратите время, зато на выходе получите прекрасное устройство, которое не уступает даже дорогим японским аналогам. Причем обойдется его изготовление в сущие копейки.
Но если имеется необходимость сделать сварочный аппарат, что называется, на скорую руку, то окажется проще соединить два трансформатора от микроволновых печей с измененными вторичными обмотками. Впоследствии весь агрегат можно усовершенствовать, добавив к нему электрический привод для подачи электродов. Также можно установить баллон, наполненный углекислым газом, чтобы в его среде осуществлять сварку металлов.
Самодельные сварочные аппараты своими руками
Глава 1. Первое знакомство с электродуговой сваркой 7
1.1. Электрическая дуга 7
1.2. Процесс сварки 11
1.3. Способы и технологии сварки 15
Ручная сварка покрытыми электродами 16
Сварка в защитных газах 17
Глава 2. Что такое сварочные источники 19
2.1. Основные типы сварочных источников 19
2.2. Единая система обозначения и классификация сварочных источников 22
Глава 3. Сварочные источники для ручной сварки переменным током 24
3.1. Основные требования к сварочному источнику 24
3.2. Основные типы сварочных трансформаторов 27
3.3. Сварочный трансформатор со ступенчатой регулировкой тока 31
3.4. Сварочный источник Буденного 37
Конструктивно-электрическая схема сварочного источника Буденного 40
Конструкция сварочного источника 42
3.5. Сварочный источник с резонансным конденсатором 46
3.6. Сварочный источник переменного тока с плавной регулировкой 50
3.7. Сварочный источник постоянного тока с электронной регулировкой 55
Глава 4. Электронный регулятор сварочного тока 64
4.1. Многопостовая сварка 64
4.2. Описание ЭРСТ 67
Назначение основных узлов ЭРСТ 69
Принцип действия 70
Принцип работы и настройка блока А1 71
Элементная база 73
Принцип работы и настройка блока А2 75
Принцип действия стабилизатора 77
Элементная база 85
Настройка 85
Формирование внешних характеристик ЭРСТ 87
Принцип работы блока управления ЭРСТ 87
Принцип работы блока драйвера ключевого транзистора 91
Завершающая настройка ЭРСТ 94
Глава 5. Сварочный источник для полуавтоматической сварки 96
5.1. Основные схемные решения 96
5.2. Однофазный сварочный источник 100
со ступенчатой регулировкой тока. 102
Основные напряжения 102
Описание конструкции 103
Элементная база 105
Конструкция сварочного трансформатора 10б
Конструкция дросселя 108
Подключение источника 108
5.3. Сварочный источник для полуавтоматической сварки с тиристорным регулятором 109
Обеспечение непрерывности сварочного тока 110
Блок управления 118
Описание конструкции 120
Элементная база 123
Конструкция сварочного трансформатора 123
Конструкция дросселя 125
Подключение источника 126
Глава 6. Инверторные сварочные источники 127
6.1. Основные типы преобразователей 127
Трансформатор 127
Блок-схема инверторного сварочного источника 128
Однотактные преобразователи 129
Двухтактные преобразователи 134
Материал сердечника трансформатора преобразователя 137
6.2. Простой сварочный инвертор 138
Блок управления 138
Компаратор пониженного напряжения 140
Источник опорного напряжения 141
Генератор 142
Усилитель ошибки 143
Компаратор ШИМ 143
Защелка ШИМ 144
Выходной каскад 144
Схема сварочного инвертора 145
Элементная база 152
Моточные узлы 154
Намотка трансформатора 156
Наладка сварочного источника 157
6.3. Профессиональный сварочный инвертор 161
Принцип действия силовой части163
инверторного сварочного источника 165
Принцип действия блока управления 167
Схема блока управления 170
инверторного сварочного источника 173
Основные функциональные узлы блока управления 177
Основные участки нагрузочной характеристики источника 180
Формирование нагрузочной характеристики источника 182
Элементная база 184
Моточные узлы 187
Методика настройки БУ 190
Выносной пульт управления (модулятор) 192
Использование альтернативного ШИМ-контроллера 197
6.4. Инверторный сварочный источник COLT-1300 205
Силовая часть 206
Данные моточных узлов 213
Блок управления 215
Настройка 222
6.5. Демпфирующая цепь, не рассеивающая энергию 222
Расчет элементов НРДЦ 225
6.6. Сварочный инвертор на одном транзисторе 228
Принципиальная схема 230
Работа схемы 234
Элементная база 238
Моточные узлы 238
Наладка сварочного источника 240
6.6. Сварочный источник Большакова 245
Принципиальная электрическая схема 245
Элементная база 252
Моточные узлы 253
Монтаж 255
Настройка 255
Глава 7. Стабилизаторы и осцилляторы 259
7.1. Стабилизаторы дуги переменного тока 259
Принцип действия стабилизаторов дуги 260
Первая версия схемы стабилизатора дуги 261
Элементная база 267
Вторая версия схемы стабилизатора дуги 268
7.2. Осцилляторы 272
Назначение и устройство осциллятора 272
Простейший сварочный осциллятор 274
Элементная база 276
Простейший сварочный осциллятор с разрядником Epcos 278
Элементная база 279
Осциллятор без разрядника 280
Элементная база 282
Глава 8. Создаем и тестируем элементы сварочных аппаратов 284
8.1. Испытываем неизвестное железо 284
8.2. Как намотать трансформатор? 286
8.3. Как изготовить трансформатор из подручных материалов 291
Сборка сердечника 292
Подготовка обмоточного провода 294
Намотка 295
8.4. Как изготовить сварочные электроды 296
Глава 9. Безопасность при электросварке 297
Почему нужна защита глаз при электросварке 297
Применение традиционного защитного оборудования 298
Защитные сварочные маски нового поколения «Хамелеон» 300
Способы вентиляции рабочего места сварщика 301
Список использованной литературы и ресурсов Интернет 302
Радиосхемы. – Инверторы сварочные
схемы сварочного оборудования
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.
Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140
Ресанта САИ-150АД
Ресанта САИ-160К
Ресанта САИ-180АД
Ресанта САИ-190К
Ресанта САИ- 220
Ресанта САИ- 230
Ресанта САИ-250
Ресанта САИ-315
Ресанта САИПА-135
Ресанта САИПА-165
Ресанта САИПА-190МФ
Ресанта САИПА-200
Источник плазменной резки ИПР-25 производства Ресанта
Источник плазменной резки ИПР-40 производства Ресанта
Источник плазменной резки ИПР-40К производства Ресанта
Сварочный инвертор Eurolux IWM-160 производства Ресанта
Сварочный инвертор Eurolux IWM-190 производства Ресанта
Сварочный инвертор Eurolux IWM-220 производства Ресанта
Сварочный инвертор Eurolux IWM-250 производства Ресанта
ИИСТ-140
ИИСТ-160
Инвертор сварочный GYSMI-131
СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160P
Сварочный инвертор Gysmi 161
Сварочный инвертор Gysmi 165
Сварочный инвертор Gysmi 183
Сварочный инвертор Gysmi 190
INVERTER 3200 TOP
PULS mini ММА 250
Сварочный аппарат FORWARD 200 IGBT
Полуавтомат сварочный Пульсар
Сварочный источник BLUEWELD Prestige 144
Prestige-164/ Technika- 164 инструкция по ремонту
TELWIN-140 сварочный инвертор
TELWIN TECNICA 141-161
Telwin TECNICA 144-164
TELWIN TECNICA 150, 152, 168, 170
Telwin Technology 175, 210, 188CE/GE
Сварочные источники COLT 1300, COLT и PUMA 150
Red Welder i2100
Инверторы сварочные ASEA-160 и ASEA-250
Инвертор сварочный ARC-200
Инвертор сварочный САИ-200
Сварочный инвертор ZX7- 200
Сварочный источник Kende ZX7-160
Инвертор сварочный ММА-160
Сварочный выпрямитель ВДУ-504
Сварочный выпрямитель ВДУ-506, ВДУ-506С
Сварочный источник ВД-200
Инвертор сварочный DECA MOS-168
Инвертор сварочный Калибр СВИ-160АП
Инвертор сварочный Калибр MINI СВИ-225 (225)
Инвертор сварочный Монолит ММА 161
Инвертор-плазморез Telwin TECNICA PLASMA 34
Источник сварочный ФЭБ Альфа 161
Инвертор сварочный Tecnoweld Monster 170
Схема сварочного полуавтомата ПДГ100-УХЛ4
Сварочный источник МАГМА‐З15
Сварочный полуавтомат Edon MIG-308
Аппарат точечной сварки Aurora PRO SHOOT M10
Сварочный полуавтомат Норма- 200МП
Славтех 185\ 200\ 205
Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)
Сварочный источник Энергомаш СА-97И14Н
Сварочный источник Приоритет САУ-150 схема
Сварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемы
Схема основной платы Awelco 5679 сварочного источника Awelco
Принципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных Awelco
Схема сварочного полуавтомата ПДГ-151
Инверторный сварочный источник MIG 160 IGBT схема
Схемы на инверторные источники TIG160….TIG400
Blueweld Combi 4.165 сварочный полуавтомат
Инверторные сварочные источники Minarc-150
Сварочный полуавтомат MIG200
Сварочный полуавтомат ПДГ-201
EWM PICO 162 схема и инструкция
Инверторы сварочные ВДУЧ-315 (315М)
Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемы
Сварочный полуавтомат ПДГ-102 УЗ СВАП-02
Сварочный аппарат LHF 250 (400, 630, 800 )
Сварочный аппарат LHF 405 (615) Pipeweld
Сварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150
Сварочный полуавтомат ESAB LKA150
Сварочный полуавтомат ESAB LKA 180\ LKA 140
Сварочный аппарат ESAB LTH 161\ Tigma 161
Сварочный аппарат ESAB LKB 400W мануал
Устройство протяжки сварочной проволоки ESAB MED 44 Aristo
Сварочный аппарат ВДУЧ-350МАГ схема
Сварочный источник ТИР-630 инструкция и схема
Комплект электродуговой металлизации КДМ-2 схема
Инвертор сварочный ДОН-150
Выпрямитель сварочный ВДУ-506М
Сварочный источник FUBAG IR160\ IR180\ IR200
Генератор сварочный ГД-4002 У2
Источник плазменной резки КАРАТ-100М схема
Сварочный источник Kemppi PS5000 схема
Сварочные полуавтоматы ESAB Mig C141/C151
Сварочный источник универсальный ESAB DTA400ACDC
Сварочные полуавтоматы MIG Autoplus-120\ 130
Сварочный аппарат TIG схема
Сварочный источник TRIODIN TIG-20
Генератор для импульсной сварки Triodyn DP20
Сварочный регулируемый выпрямитель WTU-200
Инверторный сварочный источник АСПТ-60 схема
Инверторный сварочный источник АСПТ-90 схема
Инверторный сварочный источник Фора-60 схема
Источник плазменной резки LGK8-40 производства Китай
Источник плазменной резки SUPERIOR PLASMA 90 HF
Источник сварочный BestWeld BEST 210
Автомобильная сварочная приставка АСП1
Источник сварочный STURM AW97I20
Сварочный инвертор КРАТОН WT-130S
Сварочный аппарат Дуга-Профессионал схема
Сварочный полуавтомат ПСТ-161
Сварочный источник ВД-306Д схема
Сварочный инвертор Форсаж 160\ 250
Сварочный полуавтомат MIGATRONIC AUTOMIG
Установка плазменной резки MEGATRONIC PI 400 PLASMA
Сварочный аппарат GYSPOT мануал
Сварочные инвертор Idealarc DC400
Сварочный инвертор МК-300А схема
Инверторный сварочный источник IDEALARC DC-400 инструкция по тех.обслуживанию
Сварочный инвертор ASEA-160 схема
Сварочный инвертор INVERTEC STT схема
Сварочный инвертор INVERTEC V205-T схема
Сварочный инвертор INVERTEC V250-S схема
Сварочный инвертор INVERTEC V300-I схема
Сварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521
Сварочный аппарат Murex Transtig AC/DC 200 схема
Регулятор контактной сварки РКС-601 УХЛ4 схема и описание
Регулятор контактной сварки РКС-502 УХЛ4 схема
Установка для аргонно-дуговой сварки УДГУ-2510
Аппарат сварочный Akai TE-7514AAAC
Сварочный выпрямитель универсальный ВСВУ-400 схема
Регулятор контактной сварки РКС-801 УХЛ4 схема
Сварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
Можете ли вы сварить без сварщика? (Варианты использования)
Любители, которым нравится строить и работать над своими домашними проектами у себя дома, могут время от времени сталкиваться с проектом, в котором вам нужно соединить два куска металла вместе, но у вас нет сварщика. Сварка может потребовать некоторой практики, не говоря уже об оборудовании и расходных материалах, необходимых для выполнения одной работы, просто не стоит затрат. Может быть, вы знаете кого-то, кто мог бы сварить проект за вас, но вы очень рады, что проект просто будет завершен.Вам повезло, потому что мы были там до того, как задали себе тот же вопрос.
Можно ли сваривать без сварщика? Нет, если вы хотите расплавить и соединить вместе два куска металла, которые должны иметь прочную связь. Но есть несколько хороших альтернатив соединению металла в зависимости от проекта, над которым вы работаете, и во многих случаях они отлично работают!
Один из наших методов для простых DIY-проектов с использованием металла, не требующего несущей способности, – это JB Weld, указанный здесь на Amazon.Это недорого, и в этой статье мы покажем вам проект, в котором мы его использовали.
Альтернативы сварке металла без сварки?В этой статье я расскажу о нескольких различных способах соединения металла (многие из них мы уже использовали) без обучения и без необходимости вкладывать средства в сварочное оборудование и расходные материалы. Обязательно прочитайте всю статью, потому что у нас есть 2 недорогих варианта сварки, если вы планируете добавить возможность сварки в домашних условиях.
Почему пайка вместо сварки?Пайка похожа на сварку, потому что она включает использование тепла для соединения двух металлических частей вместе.Процесс довольно простой и менее затратный, чем сварка.
Существует множество различных методов пайки с использованием горелки с присадочным стержнем и / или флюсом в зависимости от типа используемого паяльного стержня. Мы использовали пайку во всех типах проектов, и для большинства работ все, что вам нужно, – это флюс общего назначения с присадочным стержнем на основе серебра. Имейте в виду, что определенные стержни будут работать только с определенными металлами, и вам могут понадобиться кислород и ацетилен.
Вот хороший набор для пайки, резки и других проектов для DIY’er.В комплекте есть все необходимое, включая инструкции и даже очки.
Вы можете приобрести присадочный пруток с флюсом или без него и приступить к пайке. Это относительно недорого по сравнению со сваркой, но имеет свои ограничения. Пайка – это процесс нагрева присадочного металла до температуры более 840 градусов по Фаренгейту для соединения двух металлических частей вместе. Это почти как металлический клей. После завершения проекта обязательно дайте ему полностью остыть перед использованием, иначе он может легко потрескаться.
Какие металлы можно паять?Пайка похожа на пайку, но в основном используется для электроники и печатных плат. Как и пайка, флюс также необходим для получения хорошей связи, флюс уменьшает количество оксидов, образующихся при нагревании металла. Медь, олово и латунь очень легко склеиваются при пайке. Поэтому, если у вас есть проект, над которым вы работаете с одним из этих металлов, пайка может быть для вас хорошим вариантом.
Но вот проблема с пайкой.
Если ваш проект включает в себя железо, нержавеющую сталь, сталь или алюминий, вам следует рассмотреть один из других альтернативных вариантов, перечисленных в этой статье, поскольку пайка не будет подходящим вариантом.
Клепка металлическая другой вариантЗаклепка – металлическая застежка. Заклепка – это еще один способ соединения двух металлических частей или другого материала с помощью заклепки. Он имеет цилиндрическую стойку с головкой, которая вставляется в пробиваемое или просверленное отверстие.
Заклепка соединяет две смежные поверхности вместе, соединяя части вместе.Прямая металлическая деталь соединяется через детали, которые скрепляют детали вместе. Если вы решили использовать заклепку в одном из своих проектов и хотите, чтобы она оставалась постоянной, вам понадобится прочная заклепка. Заклепки хороши только как временное решение.
Клепка позволяет металлу гибкость при изменении температуры, что полезно для кораблей и самолетов. Это более прочный, чем монтаж оборудования, но не такой постоянный, как сварка. В зависимости от того, над чем вы работаете, подходящим вариантом может быть клепка.Если вам нравится возиться в своей мастерской, создание новых клепок может быть хорошей альтернативой, особенно если вы работаете над прототипами новой идеи.
Быстро и эффективно для соединения двух металлов?
Сварка JB работает?JB Weld – отличный вариант для соединения металла с металлом, это двухкомпонентная эпоксидная система холодной сварки. Эпоксидная смола затвердевает, когда окружающая температура становится достаточно высокой. После отверждения его нельзя отвердеть, поэтому он считается очень прочным клеем.JB Weld имеет предел прочности на разрыв 3960 фунтов на квадратный дюйм и хорошо зарекомендовал себя для многих различных типов проектов.
JB Weld можно использовать для соединения сломанных деталей, разнородных деталей, длинных тонких деталей, а также для заполнения отверстий. Некоторые люди упоминали на форумах, что с помощью JB Weld можно исправить негерметичные трубы.
Чтобы использовать JB Weld, вы должны убедиться, что поверхность, на которую вы наносите, чистая и шероховатая. Ацетон – отличный вариант для очистки поверхности. Не забывайте следить за тем, чтобы поверхность ни в коем случае не была жирной.При перемешивании используйте бумажную тарелку и несколько палочек для мороженого, чтобы смешать растворы. Тщательно смешайте равное количество отвердителя и смолы, иначе результат может быть плохим.
Сварное оборудование JB и используемое оборудованиеНа изображении выше мы использовали 2 различных метода, обсуждаемых в этой статье, для соединения двух разных металлов без сварки. Мы сварили центральную стойку, а для всего остального использовали гайки, болты и резьбовую трубу. Это наша подставка, которую мы сделали для хранения и сжигания нашего шведского пожарного бревна (посмотрите его здесь) , который используется уже более десяти лет и до сих пор остается прочным!
Конечно, JB Weld или металлический клей и другие клеи не создадут такую прочную связь, как при сварке, но они все равно могут быть отличным вариантом быстрого исправления для определенных проектов.
Когда следует выполнять точечную сварку?В процессе точечной сварки используются два медных электрода, которые скрепляют листовой металл.
Листовой металл небольшой толщины намного легче приваривать точечной сваркой. Более толстый листовой металл сложнее сваривать точечной сваркой, потому что у электрического тока, испускаемого двумя медными электродами, больше места для протекания.
Пока электрический ток, излучаемый двумя медными электродами, достаточно силен, металл плавится.После этого должно быть место, где соединяются две металлические детали или листы.
Связь, которая создается, довольно сильна. Он примерно такой же прочный, как и соединение, созданное при обычной сварке.
Использование оборудования для соединения металлаОборудование, такое как гайки, винты и болты, можно использовать для соединения листов металла. Отверстия нужно будет просверлить или пробить пару листов металла.
Основное преимущество аппаратной сборки заключается в том, что это быстрое решение.Это также доступно и непостоянно, как сварка.
Плохая часть аппаратной сборки заключается в том, что она не так долговечна, как другие процессы, такие как сварка или точечная сварка.
Как сваривать металл в домашних условияхИтак, если все альтернативные идеи, перечисленные в этой статье для соединения двух металлов без сварочного аппарата, вам не подойдут, вы всегда можете подобрать недорогой сварочный аппарат, который выполнит эту работу.
Если вы хотите начать сварочные работы самостоятельно, но у вас ограниченный бюджет, вот наши рекомендации, чтобы начать сварку по дешевке.
Недорогой сварочный аппарат, вариант № 1
Базовый список сварочных аппаратов и инструментов для домашних сварочных работ:
· Basic Arc Welder – Stick Welder, переносной, работает от напряжения 110/220 В или того, что некоторые называют Buzz Box (дешевле всего купить). Или ознакомьтесь с нашими рекомендациями по сварке для начинающих здесь.
· Электроды
· Защитный козырек и прозрачный козырек
· Угловая шлифовальная машина
· Зажимы рабочие
· Сварочная маска с автозатемнением
· Перчатки
· Отбойный молоток
· Soapstone и Измерительная лента
· Респиратор и Беруши
· Угольник для магнитной сварки
· Проволочная щетка и Плоскогубцы
Сделайте свой собственный вариант сварщика # 2
Сделайте свой собственный сварочный аппарат с ременным приводом из некоторых автомобильных запчастей (генератора и других материалов).Вы удивитесь, что можно сварить с помощью этого самодельного сварочного аппарата. Ознакомьтесь с нашими планами для сварщиков DIY здесь.
Поначалу может показаться, что это много, но вы можете собрать некоторые использованные инструменты и купить новую недорогую палку. Они универсальны и могут сваривать большинство вещей, кроме тонкого листового металла, например, кузовных работ. Ознакомьтесь с другой статьей нашего блога – Сварка в вашем гараже , чтобы более подробно ознакомиться с различными типами сварщиков и другими советами
Заключение
Любители, которым нравится создавать и работать над проектами дома, могут захотеть опробовать некоторые из альтернативных вариантов сварки, которые мы перечислили и использовали сами.Многие из них отлично работают в зависимости от вашего проекта.
Не забывайте оставаться в безопасности, пробуя что-то новое. Кроме того, если у вас есть какие-либо комментарии, советы или предложения по альтернативам, которые вы использовали, поделитесь ими в разделе комментариев ниже.
Самодельная электросварка. Сварочный аппарат своими руками
При необходимости выполнения каких-либо несложных сварочных работ Для бытовых нужд необязательно приобретать дорогостоящий заводской агрегат.Ведь при знании некоторых тонкостей можно легко собрать сварочный аппарат своими руками, о чем пойдет речь ниже.
Сварочные аппараты: Классификация
Сварочные аппараты бывают электрические или газовые. Стоит сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку в их состав входят баллоны с взрывоопасным газом, держать эту установку не стоит.
Поэтому в контексте самостоятельной сборки Конструкции будут обсуждаться исключительно об электрических версиях .Такие агрегаты тоже делятся на разновидности:
- Установки-генераторы снабжены собственным генератором тока. Отличительная особенность – большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать его будет сложно.
- Трансформаторы такие установки, особенно полуавтоматического типа, очень распространены среди тех, кто изготавливает сварочное оборудование своими силами. Питание от сети 220 или 380 В. Инверторы
- – такие установки просты в использовании и идеально подходят для дома, конструкция компактна и мало весит, но электронная схема довольно сложна.
- Выпрямители – эти устройства просто собирают и применяют специально. С их помощью качественно выполнить сварные швы сможет даже новичок.
Для того, чтобы собрать инвертор в домашних условиях, потребуется схема с соблюдением требуемых параметров. Рекомендуется брать детали из старых советских приборов:
Параметры для устройства, которые вы можете выбрать:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный индикатор рабочего тока 250 А.
- Источник напряжения – бытовая сеть 220 В.
- Регулировка сварочного тока от 30 до 220 А.
В состав инструмента входят такие комплектующие:
- блок питания; Выпрямитель
- ; Инвертор
- .
Начать с обмотки трансформатора И действовать в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполнить первую обмотку (100 витков проводом ПЭВ 0,3 мм).
- Вторая обмотка 15 витков, провод сечением 1 мм).
- Третья обмотка – 15 витков с проводом ПЭВ 0,2 мм.
- Четвертый и пятый – соответственно по 20 витков с проводами сечением 0,35 мм.
- Для охлаждения трансформатора снимите вентилятор с компьютера.
Для того, чтобы ключи транзисторов работали непрерывно, напряжение должно подаваться на них после выпрямителя и конденсаторов. Блок выпрямителя Соберите по схеме на плате, а все приборные узлы закрепите в корпусе. Можно использовать старый корпус от радиоустройства , а можно сделать самому.
На лицевой стороне корпуса установлен светодиодный индикатор , который указывает на то, что устройство включено в сеть. Здесь можно поставить дополнительный выключатель, а также предохранитель. Также его можно установить на задней стенке и даже в самом корпусе.
Все зависит от его габаритов и конструктивных особенностей. На передней части корпуса установлено переменное сопротивление, с его помощью можно регулировать рабочий ток . Когда вы соберете все электрические схемы, проверьте машину специальным прибором или тестером и можете ее протестировать.
Сборка трансформаторной версии будет отличаться от предыдущей. Этот агрегат работает на переменном токе, но для сварки постоянным током к нему нужно собрать простую консоль.
Для работы понадобится трансформатор для сердечника , а также несколько десятков метров толстой проволоки или толстая медная шина. Все это можно найти в приеме металлов. Сердечник лучше делать П-образным, тороидальным или круглым. Многие также берут статор от старого электродвигателя.
Инструкция по сборке П-образного сердечника выглядит так:
- Возьмите трансформатор сечением от 30 до 55 см 2. Если показатель больше, то прибор будет слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм 2, снабженный термостойкой изоляцией из стекловолокна или ваты. Изоляция важна, так как при работе обмотка может нагреваться до 100 градусов и выше.В обмоточном проводе сечение бывает квадратного или прямоугольного сечения. Однако такой вариант найти сложно. Также подойдет и обычный с таким же сечением, но только с него нужно будет снять изоляцию, накрутить стеклопластик и хорошенько пропитать электролаком, затем просушить. В первичной обмотке 200 витков.
- Для вторичной обмотки потребуется около 50 витков. Проволоку резать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной найдите место, где напряжение около 60 В.Для поиска такой точки заведите или поливайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем у первичной обмотки, в 1,7 раза.
- Установите готовый трансформатор в корпус.
- Для вывода вторичной обмотки потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Разрезать его конец и просверлить отверстие диаметром 10 мм, и вставить конец провода, предварительно очищенный от изоляции. Затем съешьте его легкими ударами молотка.Чтобы усилить контакт провода с трубкой-наконечником, наденьте на него сердечник насечки. Самодельные клеммы прикручиваются к корпусу с помощью гаек и болтов. Детали лучше всего использовать медь. Намотав вторичную обмотку. Отводы желательно делать через каждые 5-10 витков, они позволят ступенчато изменять напряжение на электроде;
- Для изготовления электрического держателя возьмите трубу диаметром примерно 20 мм и длиной примерно 20 см. На концах примерно в 4 см от торцевой части вырежьте выемку на половину диаметра.Вставьте электрод в выемку и прижмите пружину к приварной втулке из стали диаметром 5 мм. Ко второму конусу прикрепите тот же провод, который использовался для вторичной обмотки, используя гайку и винт. Наденьте на держатель резиновую трубку подходящего внутреннего диаметра.
Готовый аппарат к сети лучше всего подключать с помощью проводов сечением от 1,5 с м 2 и более, а также голавля. Ток в первичной обмотке обычно не превышает показателя 25 А, а во вторичных колеблется в пределах 6-120 А.При работе с электродами диаметром 3 мм каждые 10-15 делают упоры так, чтобы трансформатор охладился. Если электроды тоньше, в этом нет необходимости. Если вы работаете в режиме стрижки, нужны более частые перерывы.
Мини сварка своими руками
Для самостоятельной сборки миниатюрного сварочного аппарата вам понадобится всего несколько часов и такие материалы:
Сначала аккуратно разбираем старую батарею и снимаем с нее графитовый стержень.В конце будет заточить кожу и протереть сухой тряпкой. Кусок толстой проволоки на расстоянии 4-5 см от конца, очистить от изоляции и с помощью проходных или боковых петель завести петлю. Вставьте в него угольный электрод.
Снимаем вторичную обмотку с трансформатора и на ее место смешиваем толстый провод 12-16 витков. Теперь все это вставлено в соответствующий футляр – и прибор готов.
Его проводаприсоединяются к выводам вторичной обмотки, угольный стержень вставляется в шлейф И он хорошо обжимается.Плюс выход соединяется с электрододержателем, а минус – с двумя рабочими частями. Ручка держателя может быть адаптирована для электрода.
Можно применить ручку паяльника или что-то подобное. Включите прибор в бытовую сеть и произведите подключение деталей с помощью графита . Должно быть пламя, а на торце деталей образуется шов сферической формы.
Для домашней мастерской очень важно наличие сварочного аппарата.Эти устройства имеют различных исполнений и модификаций. И новички, и опытные мастера часто отдают предпочтение не заводским, а самодельным устройствам, которые можно доработать по своему усмотрению.
В Арсенале самодельные Мастера есть множество инструментов на все случаи жизни.
Сварочный аппарат – незаменимый прибор для настоящих умельцев. Его можно купить в магазинах. Однако интереснее и дешевле собрать своими руками.
У некоторых есть сварочный аппарат, о котором мечтает каждый мастер.
Его уже сегодня можно купить в специализированных магазинах. Моделей много. В продаже есть различные аксессуары для устройства и расходные материалы. Можно ли сделать сварочный аппарат своими руками? Ответ прост: даже может понадобиться!
Виды сварочных аппаратов
Все аппараты для сварочных работ делятся на газовые и электрические. Газовые установки не совсем подходят для использования в быту. Они требуют особого отношения, так как оснащены взрывоопасными баллонами с газом.Поэтому мы должны вести только об электрических устройствах. Они тоже разные:
Сварочный инвентарь экономичен и идеально подходит для домашнего использования.
- Генераторы. Эти настройки имеют свой текущий генератор тока. Они отличаются очень большим весом и громоздкими размерами. Для домашней сборки и аппликаций не подходят.
- Трансформаторы. Такие устройства могут питаться от сети 220 или 380 вольт. Особенно популярен, особенно полуавтомат.
- Инверторы.Очень экономичные устройства, идеально подходящие для дома. Отличается малым весом, но довольно сложной электронной схемой.
- Выпрямители. Проста в изготовлении и использовании. Сделать качественные швы умеют даже начинающие сварщики. Идеально подходит для сборки своими руками.
Как начать сборку инвертора?
Для сборки инвертора нужно выбрать схему, которая обеспечит необходимые параметры устройства. Рекомендуется использовать детали советского производства.Особенно это касается диодов, конденсаторов, транзисторов, резисторов, дросселей, тиристоров и готовых трансформаторов. Собранное на этих деталях оборудование не требует сложной настройки. Все элементы очень компактны на плате. Для изготовления устройства можно выбрать следующие параметры:
- Сварочный аппарат должен работать с электродами диаметром до 4-5 мм.
- Величина рабочего тока не более 250 А.
- Электроснабжение – напряжение бытовой сети 220 В.
- Регулировка сварочного тока в диапазоне 30-220 А.
Сварочный аппарат состоит из нескольких блоков: блока питания, выпрямителя и инвертора.
Начать своими руками сварочный аппарат инверторного типа можно с намоткой трансформатора в таком порядке:
Для сборки инвентаря потребуется ферритовый сердечник.
- Нужно взять ферритовый сердечник ш8х8. Можно использовать sh7x7.
- Первичная обмотка No.1 состоит из 100 витков, намотанных проводом ПЭВ 0,3.
- Вторичная обмотка № 2 имеет поперечное сечение 1 мм. Количество витков – 15.
- Обмотка №3 – 15 витков провода ПЭВ 0,2 мм.
- Обмотки №4 и №5 состоят из 20 витков провода сечением 0,35 мм.
- Для охлаждения трансформатора можно использовать вентилятор на 220 В, 0,13 А. Этим параметрам соответствует вентилятор от компьютера Pentium 4.
Чтобы ключи транзисторов работали бесперебойно, их нужно подавать после выпрямительных и сглаживающих конденсаторов.Выпрямительный блок собран по простой схеме на плате. Все узлы сварочного аппарата закреплены в корпусе. Что ж, если в хозяйстве мастера окажется подходящий футляр от радиопроба, то от подруги делать это не обязательно.
На лицевой стороне корпуса расположен светодиодный индикатор, который по свечению замечается при включении устройства в сеть. Сразу можно установить дополнительный выключатель любого типа и предохранитель.Предохранитель может быть установлен как на задней стенке, так и в самом корпусе. Это зависит от его конструкции и габаритов. На лицевой стороне корпуса также размещено переменное сопротивление, которым будет регулироваться рабочий ток.
Если электрические схемы собраны правильно, все проверено тестером или другим прибором, можно протестировать прибор.
Вернуться в категориюКак собрать трансформаторный аппарат?
Процесс сборки трансформаторного аппарата под сварку немного отличается от предыдущего варианта.Работает на переменном токе. Для приварки к нему постоянного тока собирается простейшая приставка. Для сборки устройства понадобится трансформаторное железо для сердечника и несколько десятков толстых медных покрышек или просто толстая проволока. Искать эти вещи можно в пунктах приема цветных и черных металлов, у друзей и знакомых. Сердечник рекомендуется делать П-образным, но можно и круглым, тороидальным. Некоторые мастера успешно используют в качестве сердечника статор сгоревшего электродвигателя.Для сердечника П-образной формы порядок сборки может быть:
Для выполнения первичной обмотки потребуется обмоточный провод.
- Набрать сердечник из трансформаторного железа до оптимального сечения примерно 55 квадратных сантиметров. Можно и больше, но устройство будет сложным. При сечении менее 30 см² устройство может потерять некоторые свои качества.
- Для выполнения первичной обмотки отлично подойдет специальный обмоточный провод на сечение 5-7 мм².Изготовлен из меди, имеет термостойкую стеклопластиковую или хлопковую изоляцию. Это очень важно, ведь при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное. Такую проволоку найти не всегда удается. Его можно заменить обычным проводом того же сечения и доработать: снять изоляцию, обернуть полоски проводов из стеклопластика, пропитать специальным электролаком и просушить. Первичная обмотка состоит из 200-230 витков.
- Для вторичной обмотки сначала можно получить 50-60 витков. Не обрезайте провод. Вам необходимо включить первичную обмотку в сеть. Найдите на проводах вторичной обмотки место, где напряжение равно 60-65 В. Чтобы найти эту точку, придется намотать или приложить дополнительные витки. Можно намотать алюминиевую проволоку, увеличив сечение в 1,7 раза.
- Трансформатор простейший в сборе. Осталось поместить его в подходящий футляр.
- Для выводов вторичной обмотки выполнены медные клеммы.Берут трубку диаметром около 10 мм длиной 3-4 см. Его конец расщепляется, и в нем просверливается отверстие диаметром 10 мм. В другой конец трубки нужно вставить очищенный от изоляции конец провода и усилить его легкими ударами того же молотка. Для усиления контакта провода с трубкой-наконечником можно наложить на него сердечник. Самодельные клеммы прикручиваются к корпусу гайками и гайками М10. Желательно подобрать медные детали. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода.Эти отводы позволят ступенчато изменять напряжение на электроде.
- Осталось изготовить электрододержатель. Он может быть изготовлен из трубы диаметром примерно 18-20 мм. Общая длина около 25 см. На концах в 3-4 см от конца выемки вырезают примерно до половины диаметра. Электрод вставляется в выемку и прижимает пружину к приваренному куску стальной проволоки диаметром 6 мм. К другому концу крепится винт и гайка М8 того же провода, из которого сделана вторичная обмотка.На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать устройство к домашней сети рекомендуется при помощи отбойника и проводов сечением от 1,5 мм² и более. Ток в первичной обмотке обычно не выше 25 А. Во вторичной обмотке он может составлять от 60 до 120 А. При работе рекомендуется делать перерыв через 10-15 электродов диаметром 3 мм на замыкание. перерыв, чтобы трансформатор остыл. С более тонкими электродами этого сделать нельзя. В режиме резки следует чаще делать перерывы.
Не секрет, что сварочный аппарат своими руками для человека, знакомого с электротехникой, сделать не так уж и сложно. Это имеет смысл, если он предназначен для использования в личном подсобном хозяйстве, где применяется только время от времени. При этом самодельный сварочный аппарат, стоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снимать с различных бытовых электроприборов, выходить из строя или при необходимости изготовить и собрать.Схемы таких устройств могут быть разными. Решающим фактором здесь обычно выступает наличие деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные. Сразу стоит отметить, что вопрос, как сделать сварочный аппарат самостоятельно, зависит от возможности получения деталей от той или иной бытовой техники. Если все запчасти закуплены по рыночным ценам, то в результате стоимость приблизится к цене аппарата компании, уступая ему по эффективности.Именно поэтому вам необходимо иметь определенные знания в области электротехники и знать, где какой предмет размещен и где его можно снять бесплатно или за небольшую плату.
Число витков первичной обмотки должно быть около 240. При этом для обеспечения возможности регулировки сварочного тока в увеличении от 20 до 25 витков делают несколько отводов. Вторичная обмотка заклинивается медью сечением от 30 до 35 мм в количестве от 65 до 70 витков.Для регулировки сварочного тока на нем тоже нужно сделать метчики. Изоляция вторичной обмотки должна быть особенно надежной и термостойкой, поэтому на нее следует обратить особое внимание. Каждый из слоев должен быть вымощен дополнительным утеплителем из хлопчатобумажной ткани.
Сварочный аппарат с трансформатором может работать как на переменном, так и на постоянном токе. Первый из них самый простой в использовании, но более сложный в использовании. На постоянный ток его несложно доработать, установив диодный мост.Такой прибор надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень трудно зажечь и удержать электрическую дугу.
В отличие от трансформатора инверторный сварочный аппарат, за счет использования современных электронных деталей, имеет относительно небольшой вес. Его вполне может носить один человек на плече. Такой аппарат имеет устройство стабилизации тока, что облегчает работу при сварке.Снижение напряжения для него практически не создает помех, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Основная часть такого аппарата – трансформатор. Главной его характеристикой должна быть возможность стабильно поддерживать рабочий ток, и при этом полагается такой показатель, как внешняя вольт-амперная характеристика блока питания.Другими словами, сварочный ток не должен существенно отличаться от тока короткого замыкания.
Для этого ток должен быть ограничен одним из этих методов, например увеличением магнитного рассеяния трансформатора, балластным сопротивлением или установкой дроссельной заслонки. Сам трансформатор можно вынуть из сгоревшей высокочастотной микроволновки. Если к нему нет доступа, можно сделать сварочный трансформатор своими руками.
Для изготовления сердечника нужно приобрести пластины из трансформаторного железа.Площадь жилы в идеале должна быть от 40 до 55 см², при таких индикаторах обмотка не будет перегреваться. Первичные обмотки самодельных сварочных трансформаторов должны состоять из толстого жаропрочного медного провода сечением не менее 5 мм, а лучше более заключенного в стекловолоконную или ватную изоляцию. Пластиковая или резиновая изоляция для таких целей не рекомендуется для таких целей, так как она меньше выдерживает перегрев и упрощается сама по себе, что вызывает короткое замыкание на первичной обмотке.
Следует помнить, что вторичная обмотка сварочного трансформатора должна быть намотана с обеих сторон сердечника. Он может быть подключен как последовательно, так и встречно-параллельно. При этом следует помнить, что намотку следует производить с двух сторон в одну сторону. После этого трансформатор помещается в металлический корпус. Его торцом вырезают отверстия для охлаждения машины, и делают вытяжной вентилятор, снимаемый с блока питания устаревшего или сломанного компьютера. На противоположной стороне корпуса просверливается несколько десятков отверстий для циркуляции воздуха.После этого можно подключать кабели и держатель для электродов.
Как собрать самодельный сварочный инвертор?
Сварочный инверторный аппаратможно полностью собрать из деталей от старых телевизоров. Это требует не только общих знаний в области электрики, но и определенных знаний в области электроники. Схема его довольно сложная. Инвертор является источником импульсов постоянного тока, и для его изготовления подходят несколько ферритовых сердечников, которые есть на строчных трансформаторах в старых телевизорах. Их в сумме получается три, и обмотка из медной или алюминиевой проволоки уже намотана.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками должны быть небольшие интервалы, чтобы облегчить процесс охлаждения. Стоит помнить, что алюминиевую проволоку нужно брать большего сечения, чем медную, так как ее теплопроводность ниже. Для крепления обмоток инвертора используется проволочная повязка из миллиметрового медного провода шириной 10 мм, наложенная на изоляцию из стекловолокна.
Конденсаторытоже можно снять с телевизора, но только стоит помнить, что бумажные конденсаторы из низкочастотных цепей брать не рекомендуется, так как они долго не проработают при таких нагрузках.Тринисторы лучше брать достаточно маломощные и подключать параллельно, чем брать один мощный, потому что на них большая тепловая нагрузка и их легче охладить. Тринистраторы устанавливаются на металлическую пластину толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже легко набрать от нескольких старых телевизоров. Сам мост также установлен на пластине радиатора.
Некоторые детали для инверторного аппарата в телевизорах отсутствуют, и их приходится делать самостоятельно.Во-первых, это дроссель. Сделать его несложно без каркаса из медного провода сечением не менее 4 мм, прикрученного на 11 витков с зазорами не менее 1 мм. Поскольку основная нагрузка ляжет на дроссельную заслонку, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, установленный в корпусе сварочного аппарата так, чтобы струя воздуха попадала прямо на дроссель.
Все элементы электронной схемы собраны на печатной плате из стеклопластика, толщиной не менее 1.5 мм. Радиатор соединен с платой, что способствует охлаждению всей системы. В центре платы прорезано круглое отверстие для установки вентилятора, так как без принудительного воздушного охлаждения устройство долго не проработает. Сварочный инвертор главным образом своим преимуществом имеет возможность производить мини сварочные работы, сваривая тонкие металлические листы. Сам сварной шов выходит точнее трансформаторного аппарата. Крайне важно при таком виде работы, как ремонт авто своими руками.
Сварочный аппарат, изготовленный самостоятельно, включает в себя детали, полученные бесплатно или по сараевной цене, но полностью справляется со своими задачами.
Сварочный аппарат – довольно популярный аппарат как среди профессионалов, так и среди мастеров домашнего изготовления. Но для бытового использования нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому разумнее будет изготовить сварочный аппарат своими руками, вложив в него минимальное количество средств.
Основным элементом любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Эту деталь можно снять со старой ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатор требует небольшой доработки. Есть несколько способов сделать сварщика, которые могут быть как простыми, так и более сложными, требующими знаний в области электроники.
Чтобы сделать мини-сварочный аппарат, вам понадобится пара трансформаторов, извлеченных из ненужной СВЧ печи.Микроволновку легко найти друзей, знакомых, соседей и т. Д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был трансформатор. Если у плиты более мощный трансформатор, то прибор получится с более высокими показателями тока.
Итак, трансформатор, снятый с СВЧ, имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Секундомер Он имеет больше витков и меньшее сечение провода. Следовательно, чтобы трансформатор стал пригодным для сварки; его требуется снять и заменить проводником с большим квадратным сечением.Чтобы снять эту обмотку с трансформатора, необходимо разрезать ее с обеих сторон детали ножовкой по металлу.
Делать это нужно с особой точностью, чтобы случайно не задеть пилу первичной обмотки.
Если катушка спинномозговая, ее остатки необходимо удалить из магнитопровода. Эта задача будет значительно облегчена, если просверлить обмотки для снятия напряжения с металла.
Проделайте те же операции с другим трансформатором.В результате у вас будет 2 части, у которых первичная обмотка на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Этот процент от 30 увеличит мощность устройства.
Для изготовления вторички потребуется закупить 11-12 метров проволоки. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
Для изготовления сварочного аппарата на каждый трансформатор необходимо намотать 18 витков (6 рядов по высоте и 3 слоя по толщине).
Оба трансформатора можно оплетать одним проводом или по отдельности. Во втором случае катушки должны подключаться последовательно.
Обмотка должна быть очень плотной, чтобы провода не болтались. Далее первичные обмотки нужно соединить параллельно.
Для соединения деталей между собой их можно прикрутить к небольшому вырезу деревянной доски.
Если измерить напряжение на вторичной обмотке трансформатора, то в этом случае оно будет равно 31-32 В.
Самодельный сварочный аппарат легко прокаливает металл толщиной 2 мм, электроды диаметром 2,5 мм.
Следует помнить, что приготовление пищи таким самодельным аппаратом следует с перерывами на отдых, так как его обмотки сильно нагреваются. В среднем после каждого использованного электрода аппарат должен остыть в течение 20-30 минут.
Тонкий металлический блок, сделанный из микроволновой печи, не подойдет, так как он его порежет. Для регулировки силы тока сварного шва можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стальной проволоки определенной длины (подбирается экспериментально), который подключается к обмотке низкого напряжения.
Variable Tock
Это наиболее распространенный тип сварочных аппаратов для металла. Сделать его в домашних условиях несложно, а в эксплуатации он неприхотлив. Но основным недостатком аппарата является большой вес понижающего трансформатора , который составляет основу агрегата.
Для домашнего использования достаточно, чтобы устройство выдавало напряжение 60 В и могло обеспечивать силу тока в 120-160 А. поэтому для Разрешения , к которому подключена бытовая сеть 220 В, провод с потребуется поперечное сечение от 3 мм 2 до 4 мм 2. Но идеальный вариант – это проводник сечением 7 мм 2. При таком сечении перепадов напряжения и возможных дополнительных нагрузках устройство не будет страшно. Из этого следует, что возобновителю нужен провод диаметром 3 мм.Если взять алюминиевый проводник, расчетное сечение умножается на коэффициент 1,6. Для обновленного потребуется медная шина сечением не менее 25 мм 2
Очень важно, чтобы проводник обмотки был покрыт ветошью изоляцией, так как традиционный ПВХ оболочка при нагревании плавится, плавится, что может вызвать межконтактное закрытие.
Если вы не нашли провод с нужным сечением, то можете сделать самостоятельно Из нескольких более тонких проводов.Но при этом значительно увеличится толщина провода и, соответственно, габариты агрегата.
Первым делом изготавливается база трансформатора – сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти пластины должны иметь толщину 0,35-0,55 мм. Шпильки соединительные пластины необходимо хорошо изолировать от них. Перед сборкой жилы рассчитываются ее размеры, то есть размер «окон» и площадь поперечного сечения жилы, так называемая «жила».Для расчета площади используется формула: S см 2 = a x B (см. Рис. Ниже).
Но из практики известно, что если сделать сердечник площадью не более 30 см 2, то на таком устройстве будет сложно получить качественный шов из-за отсутствия блока питания. Да и он очень быстро нагреется. Поэтому сечение сердечника должно быть не менее 50 см 2. Несмотря на то, что масса агрегата увеличится, он станет более надежным.
Для сборки сердечника лучше использовать М-образные пластины и размещать их, как показано на следующем рисунке, пока толщина детали не достигает желаемого значения.
Пластины в конце сборки должны быть медными (по углам) с болтами, затем очистить файл и изолировать тканевой изоляцией.
Теперь можно запустить обмотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% на 60%. Это означает, что на той стороне, где размещается первичный элемент, должно быть меньшее количество повторений. Благодаря этому при сварке сварка будет частично отключаться обмотка, имеющая большее количество витков, из-за возникновения вихревых токов.Это повысит силу тока, что положительно скажется на качестве шва.
Когда намотка трансформатора завершена, сетевой кабель подключается к общему проводу и к ответвлению на 215 витков. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Константа
Для варки чугуна или нержавеющей стали требуется устройство постоянного тока. Его можно сделать из обычного трансформаторного блока, если к его вторичной обмотке подключить выпрямитель .Ниже представлена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161 выдерживающими 200А. Их необходимо установить на радиаторы отопления. Также требуется 2 конденсатора (С1 и С2) для выравнивания пульсаций тока на 50 В и 1500 мкФ. В этой электросхеме также есть регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам x5 и x4, в зависимости от толщины подключаемого металла.
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера невозможен. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Так что, если вы сделаете инвертор своими руками, его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (CD2997A) необходимо устанавливать на радиаторы без использования контактных площадок. Для охлаждения деталей желательно использовать мощный вентилятор , например THERMALTAKE A2016.Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об / мин. Также в вентилятор встроен револьверный регулятор. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при 70-72 градусах.
Ниже представлена принципиальная электрическая схема сварочного инвертора (в большом разрешении), которую можно изготовить из аппарата, размещенного в корпусе БП.
На следующих фотографиях показано, из каких компонентов состоит самодельный инверторный сварочный аппарат и как он выглядит после сборки.
Сварщик от электродвигателя
Чтобы сделать простой сварочный аппарат из статора электродвигателя, необходимо выбрать сам электродвигатель, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2а, потому что он будет иметь большое окно магнитного трубопровода.
Получить нужный статор можно в местах приема металлолома. Как правило, его очищают от проводов и после пары ударов кувалдой раскалывается. Но если корпус из алюминия, то для снятия магнитопровода необходимо будет стыковать статор .
Подготовка к работе
Подложите статор с отверстием вверх и вниз под деталь из кирпича. Затем сложите дрова внутрь и сожгите их. После пары часов магнитные трубки легко отделяются от корпуса.Если в корпусе есть провода, то их тоже можно вынуть из паза после термообработки. В результате вы получите очищенный от лишних элементов магнитопровод.
Эта заготовка должна быть тонкой маслянистой И дать ей высохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лака делается для того, чтобы после снятия стяжки не возникла упаковка.
Когда диск полностью высохнет с помощью болгарки, снимите стяжку , установленную на нем.Если стяжку не снимать, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагревом.
После очистки магнитопровода от лишних деталей необходимо будет изготовить двухстороннюю футеровку (см. Рисунок ниже).
Материалом для их изготовления может служить картон или пресс-пролет. Также из этих материалов нужно сделать два рукава. Один будет внутренним, а второй – наружным.Далее необходимо:
- установить обе торцевые накладки на заготовку;
- затем вставить (одеть) цилиндры;
- всю эту конструкцию оборачивает перелетная или стеклянная скамья;
- Полученную деталь смажьте лаком и просушите.
Изготовление трансформатора
После действий, описанных выше, сварочный трансформатор можно изготовить из магнитопровода. Для этих целей нужен провод, покрытый тканевой или стеклянной изоляцией. Для намотки первичной обмотки потребуется провод диаметром 2-2 мм.5 мм. Для вторичной обмотки потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты производятся следующим образом.
- На сердечнике должны быть размещены 20 витков провода диаметром не менее 1,5 мм, после чего на него необходимо подать напряжение 12 В.
- Измерить ток, протекающий в этой обмотке. . Значение должно быть около 2 А. Если оказалось значение больше требуемого, количество витков нужно увеличить, если значение меньше 2а, то уменьшить.
- Вычислите количество витков витков и разделите его на 12. В результате вы получите значение, указывающее, сколько витков необходимо на единицу напряжения.
Для первичной обмотки Подходит провод диаметром 2,36 мм, который необходимо сложить. В принципе, можно взять любую проволоку диаметром 1,5-2,5 мм. Но перед этим нужно рассчитать сечение жил в скрутке. Сначала нужно намотать первичную обмотку (220 В), а затем – вторичную.Его провод необходимо изолировать по всей длине.
Если во вторичной обмотке сделать демонтаж на месте, где получается 13 В, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если нужно завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если уложены обе обмотки, и в такой конструкции есть свободное место, можно добавить 4 медные шины (40 х 5 мм).В этом случае вы получите обмотку для точечной сварки, которая позволит соединить листовой металл толщиной до 1,5 мм.
Для производственного ящика Не рекомендуется использовать металл. Лучше сделать его из текстолита или пластика. В местах крепления катушки к корпусу следует проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельная точечная сварка
Готовый аппарат для точечной сварки имеет достаточно высокую цену, не оправдывающую его внутренней «начинки».Работает она очень просто, и сделать ее самостоятельно не составит большого труда.
Для самостоятельного изготовления аппарата точечной сварки вам понадобится один СВЧ трансформатор мощностью 700-800 Вт. С него нужно снять вторичную обмотку способом, описанным выше в разделе, где изготовление рассматривался сварочный аппарат от СВЧ.
Аппарат для точечной сварки изготавливается следующим образом.
- Сделайте 2–3 витка внутри кабеля манитопровода с диаметром жилы не менее 1 см.Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной мы получим напряжение 2 В при токе около 800 А. Этого хватит, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее следует корпус для аппарата .В качестве основы хорошо подойдет деревянная доска, из которой следует сделать несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависеть от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно удалить с помощью ручного фрезерования с установленной на нем кромкорезной фрезой.
- На одной части сварочных клещей нужно нарезать небольшой клин .Благодаря ему галочки смогут подняться выше.
- Вырежьте отверстие в задней стенке корпуса для переключателя и сетевого провода.
- Когда все детали готовы и загрунтованы, их можно красить черной краской или покрывать лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также понадобится металлическая дверная ручка.
- Если у вас нет ножки и медного стержня, а также медных хомутов, то детали необходимо приобретать.
- Из медной проволоки нарежьте 2 небольших стержня, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фотографиях.
- Закрепите трансформатор на основании.
- Далее один сетевой провод подключается к первичной обмотке трансформатора.Второй сетевой провод подключается к первой клемме переключателя. Затем нужно прикрепить провод ко второму выводу переключателя и подключить его к другому выходу первичной обмотки. Но по этому проводу надо взять и установить в нем СВЧ . Он будет выполнять роль сварочной кнопки. Эти провода должны быть достаточной длины, чтобы на конце клещей можно было поставить прерыватель.
- Закрепите крышку устройства на стойках и задней стенке с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать клещи для сварки. Сначала просверлите их концы по отверстию, в которое будут вкручиваться шурупы.
- Затем закрепите выключатель на конце.
- Вставьте плоскогубцы в корпус, предварительно вставив между ними для совмещения квадратной планки. Просверлите клещи в боковых стенках отверстия и вставьте в них длинные гвозди, которые будут служить топорами.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней находились напротив друг друга.
- Чтобы верхний электрод поднимался автоматически, закрутите 2 винта и закрепите на них резинку, как показано на следующих фотографиях.
- Включите прибор, подсоедините электроды и нажмите кнопку «Пуск». Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки агрегата можно взять металлические шайбы и приварить их.
В данном случае результат был положительным. Поэтому создание аппарата для точечной сварки можно считать законченным.
Ввиду того, что в быту строителям часто приходится работать с металлом, многие используют сварочные агрегаты. Но не каждый может позволить себе приобретение дорогостоящего оборудования, поэтому возникает вопрос, как собрать сварочный аппарат своими руками.Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного аппарата.
Виды сварочных аппаратов
Современный рынок наполнен довольно большим разнообразием сварочных аппаратов, но не все целесообразно собирать своими руками.
В зависимости от параметров работы устройств различают такие типы устройств:
- на переменном токе – выдающееся переменное напряжение от силового трансформатора непосредственно на сварочные электроды;
- на постоянном токе – выдающееся постоянное напряжение на выходе сварочного трансформатора;
- трехфазный – подключен к трехфазной сети;
- инверторных устройств – выдающий импульсный ток в рабочее пространство.
Первый вариант сварочного агрегата самый простой, для второго нужно доработать классический трансформаторный прибор с выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому изготовление таких аппаратов для бытовых нужд рассматривать не будем. Инвертор или импульсный трансформатор – довольно сложное устройство, поэтому для сборки самодельного инвертора необходимо уметь читать схемы и иметь базовые навыки сборки электронной платы. Поскольку базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от самого простого к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В падает до 50 – 60 В на вторичной и подается на сварочный электрод с изделием.
Перед изготовлением подберите все необходимое:
- Магнитопровод – Капсулы с толщиной листа 0,35 – 0,5 мм более выгодны, так как обеспечивают наименьшие потери в сальнике сварочного аппарата.Лучше использовать готовый сердечник из трансформаторной стали, так как плотность фитинговых пластин играет основополагающую роль в работе магнитопровода.
- Катушки обмотки провода – Сечение провода выбирается в зависимости от протекающих в них величин.
- Изоляционные материалы – Основное требование как к листовым диэлектрикам, так и к собственному покрытию проводов – устойчивость к высоким температурам. В противном случае оплавится изоляция сварочного полуавтомата или трансформатора и возникнет короткое замыкание, которое приведет к поломке устройства.
Наиболее выгодным вариантом является сборка блока из заводского трансформатора, в котором подходит и магнитопровод, и первичная обмотка. Но, если под рукой нет подходящего устройства, придется изготовить его самостоятельно. С принципом изготовления, определением сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье:.
В этом примере мы рассматриваем вариант изготовления сварочного аппарата из СВЧ-источника питания.Следует отметить, что трансформаторная сварка должна иметь достаточную мощность, для наших целей сварочный аппарат подойдет не менее 4-5 кВт. А поскольку у одного СВЧ трансформатора всего 1 – 1,2 кВт, то для создания устройства мы будем использовать два трансформатора.
Для этого вам потребуется выполнить такую последовательность действий:
Рис. 2: Снимите обмотку высокого напряжения
, оставив только низкое напряжение, в этом случае обмотку первичной обмотки делать не нужно, так как вы используете заводскую установку.
Установите на кабель держатель и электрод диаметром 4 – 5 мм. Диаметр электродов выбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере это 140 – 200а. При остальных параметрах работы характеристики электродов соответственно меняются.
Во вторичной обмотке получилось 54 витка, для возможности регулировки значения напряжения на выходе прибора сделайте два отвода из 40 и 47 витков.Это позволит вам регулировать ток во вторичной обмотке, уменьшая или увеличивая количество витков. Ту же функцию может выполнять резистор, но исключительно на стороне меньшего номинала.
На постоянном токе
Такой аппарат отличается от предыдущего еще одной стабильной характеристикой. электрический Дуги. Так как он идет не напрямую от вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: Принцип правки сварочного трансформатора
Как видите, намотку трансформатора для этого делать не нужно, достаточно доработать схему имеющегося устройства.За счет чего он может производить более ровный шов, готовя нержавеющую сталь и чугун. Для изготовления потребуются четыре мощных диода или тиристора, по 200 штук каждый, два конденсатора емкостью 15000 мкФ и дроссель. Схема подключения сглаживающего устройства представлена на рисунке ниже:
Рис. 9: Схема подключения сглаживающего устройства
Процесс улучшения электрической схемы состоит из следующих этапов:
В связи с перегревом трансформатора при работе диоды могут быстро выйти из строя, поэтому им необходим принудительный отвод тепла.
Для подключения лучше использовать луженые зажимы, так как они не потеряют первоначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: Используйте луженые зажимы
Толщина проволоки выбирается в соответствии с рабочим током вторичной обмотки.
При сварке металлов такое устройство всегда должно управляться нагревом не только трансформатора, но и выпрямителя. А при достижении критической температуры делаем паузу для охлаждения элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет из строя.
Инвертор
Довольно сложный прибор для начинающих радиолюбителей. Не менее сложный процесс – это подбор необходимых элементов. Преимущество такого сварочного аппарата – значительно меньшие габариты и меньшая мощность, по сравнению с классическими аппаратами, возможность реализации и т. Д.
Рис. 14: Принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем с помощью импульсного блока подает в зону сварки ток большой амплитуды.Этим достигается относительная экономия мощности устройства по сравнению с его производительностью.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- выпрямитель диодный с баком-накопителем, балластным резистором и системой плавного пуска;
- драйверная система управления и два транзистора;
- силовая часть от управляющего транзистора и выходного трансформатора;
- вывод диодов и дросселей;
- кулер системы охлаждения;
- система обратной связи По току для управления параметром на выходе сварочного аппарата.
Вам потребуется намотать силовой трансформатор, трансформатор тока на основе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли окажется под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока обойдется не дешевле заводского варианта, но с учетом затраченного времени тоже дороже.Поэтому для инверторной сварки лучше приобретать готовый аппарат с заданными параметрами работы.
Видеоинструкция
10 видов карьеры сварщика
Сварка – одна из самых важных областей обрабатывающей промышленности – она способствует созданию самолетов, автомобилей, космических кораблей, мостов, строительных конструкций, нефтяных вышек, башен ветряных турбин и, действительно, всего металла . Видите ли, сварщики необходимы не только для производства, они необходимы в различных отраслях промышленности по всему миру – строительстве, автомобилестроении, сельском хозяйстве и т. Д.Неудивительно, что в стране продолжает расти занятость сварщиков.
Однако часто, когда люди думают о карьере сварщика, они вспоминают одно название: «Сварщик». На самом деле сегодня существует много типов карьеры сварщика. Имея за плечами (инструмент) образование в области сварки, вы будете квалифицированы для работы в различных сферах, на различных рабочих местах и в отраслях, связанных с металлообработкой.
Будучи ведущей школой производства и обработки в Коннектикуте, с программой, специально посвященной обучению сварщикам, Goodwin University глубоко понимает сегодняшнюю карьеру сварщика.Ниже мы расскажем о некоторых из множества доступных профессий сварщика, начиная с основ.
Различные названия, которые вы можете использовать в сварке
- Сварщик
Титул сварщика по своей природе довольно широк, так как должностные инструкции сварщика и оборудование, которое они используют, будут варьироваться от роли к должности. Как правило, сварщик отвечает за сплавление металлов. Для этого они могут использовать сотни различных процессов, наиболее популярным из которых является «дуговая сварка» – процесс использования электрического тока для нагрева и соединения металлов.Сварщики хорошо знакомы со всеми типами металлов, а также со всеми процессами и условиями, в которых они могут свариваться.
- Пайки и паяльники
Аналогично обязанностям сварщика, паящики и паяльные машины также сплавляют металлы друг с другом с помощью тепла. Разница, однако, в том, что паяльники и паяльники работают по принципу , добавляя к металлический наполнитель (сплав) для соединения деталей друг с другом, а не расплавляя и соединяя сами детали. Эти сплавы обычно имеют более низкую температуру плавления, поэтому припои и паяльники также работают с более низкими температурами плавления, чем другие сварщики.Например, паяльщики работают только с металлами с температурой плавления ниже 840 градусов по Фаренгейту.
- Фрезы
Резаки также используют тепло, но по-другому. Как следует из их названия, резаки используют тепло для резки и обрезки металлических предметов до определенных размеров, чтобы затем их можно было сваривать – другими словами, вместо того, чтобы связывать металлы вместе, резаки используют тепло для их разделения. Некоторые резаки работают вручную, используя дуговые горелки или плазму и газообразный кислород для разделения металлических частей.Другие резаки могут работать механизаторами, используя автоматические станки для резки крупных металлических деталей, например, тех, что используются в автомобилях и лодках. Затем резаки перерабатывают демонтированный металл для изготовления новых деталей.
- Оператор сварочного аппарата
Некоторые сварщики не занимаются сваркой вручную, а вместо этого используют оборудование для выполнения своей работы. Эти операторы сварочных аппаратов обладают обширными знаниями о промышленном сварочном оборудовании и понимают, как работать (и часто ремонтировать) передовое оборудование.Поскольку обрабатывающая промышленность становится все более высокотехнологичной, операторы сварочных аппаратов сегодня пользуются большим спросом. Однако они обычно используются в очень крупных производственных компаниях, помогая автоматизировать их производственные процессы.
- Инспекторы по сварке
Инспекторы по сварке делают именно то, что подразумевает их титул: они проверяют работу, проделанную другими сварщиками, и обеспечивают ее высокое качество, прежде чем переходить к следующему этапу производства. Инспекторы по сварке внимательно исследуют металлы, сварные швы и ремонт, чтобы убедиться в отсутствии трещин или ямок.Инспекторы могут также проводить испытания, такие как стресс-тесты, для проверки прочности и качества сварного шва. Чтобы стать инспектором по сварке, вы должны разбираться в деталях, а также иметь опыт и знания в области сварочных процессов.
Сварочная специальность, которой вы можете заниматься
- Производство сварщиков
Вы когда-нибудь хотели работать на NASCAR или NASA, построить круизный лайнер, мост или даже велосипед? Именно это и делают сварщики, также известные как сварщики.Сварщики-производители используют инженерные чертежи, чтобы разрезать металл на определенные формы и сваривать их вместе, чтобы сформировать определенную конструкцию. Легкое производство может включать в себя сборку кузовов автомобилей или велосипедов; тяжелое производство будет включать в себя более крупные изделия, такие как краны, лодки и мостовые конструкции. Сварщики необходимы в строительстве, производстве, авиакосмической, автомобильной и других сферах.
- Котельные
Котельные – это специализированные сварщики, которые производят, устанавливают, обслуживают и ремонтируют большие резервуары, в которых хранятся жидкости и газ.Эти чаны сделаны из металла и должны всегда выдерживать экстремальное давление – например, водогрейные котлы, парогенераторы и резервуары для хранения. Производители котлов известны тем, что производят трубы и стальные пластины по индивидуальному заказу, из которых состоят эти большие емкости. В сварочные программы часто включается обучение емкостям.
- Сварщики и монтажники трубопроводов
Многие отрасли промышленности, такие как компании газовой, нефтяной и водной промышленности, полагаются на трубопроводы для транспортировки своей продукции по всему миру.Сварщики трубопроводов несут ответственность за строительство и ремонт труб (и трубопроводов), питающих эти предприятия. Точно так же специалисты по монтажу трубопроводов – это профессионалы, которые устанавливают системы трубопроводов – укладывают и соединяют трубы вместе, используя специальные сварочные навыки. Сварщики и монтажники трубопроводов должны уметь читать чертежи. Их можно найти в строительстве, сантехнике, производстве, HVAC, водоснабжении, нефтяной, газовой и других отраслях коммунального хозяйства.
- Рабочие черной металлургии
Если вы большой человек, то карьера сварщика в качестве слесаря-металлурга может быть для вас.Эти профессионалы в области сварки в первую очередь создают основу для больших зданий или балок (для мостов). Они создают и сваривают большие балки и колонны и устанавливают их, чтобы высокие здания и мосты оставались прочными.
- Подводные сварочные аппараты
Подводная сварка – это уникальная возможность карьерного роста в этой востребованной области. В отличие от сварщиков конструкций, которые часто находятся на высоте, подводные сварщики работают в глубоководной арматуре, такелажных работах, проверке, резке, сварке и ремонте изделий из тяжелых металлов – подводных лодок, военно-морских кораблей, нефтяных вышек, газопроводов и т. Д.Подводные сварщики также должны быть сертифицированными водолазами и должны сдать медицинский экзамен из-за большой трудоемкости их работы.
Сделайте карьеру сварщика сегодня
Варианты карьеры сварщика велики; с чего начать? Важно отметить, что карьера сварщика является нетрадиционной и инновационной, что делает эту область очень конкурентоспособной для начинающих сварщиков. Чтобы выделиться среди потенциальных работодателей и сделать карьеру сварщика, о которой вы мечтаете, важно получить некоторый опыт в области сварки.По данным Бюро статистики труда, работодатели ищут сварщиков, которые прошли обучение или аттестационные программы и уже обладают рабочими знаниями и навыками в области сварки. Вы можете получить все это с помощью программы сертификации сварщика, такой как в Goodwin College.
Сварочная школаGoodwin предлагает 24-кредитную программу сертификатов по сварочным технологиям, которая даст вам техническую подготовку и практический опыт, необходимые для успешной карьеры.Вы пройдете практическое обучение по дуговой сварке в защитных слоях металла, дуговой сварке металлическим электродом в среде защитного газа, термической резке и т. Д. Вы также узнаете непосредственно на нашем плазменном столе с ЧПУ, нашем сварочном аппарате виртуальной реальности и нашем инновационном, ультрасовременном столе Bluco. Все это, и наша программа сварки короче (и дешевле), чем в других школах сварки.
Начните свой путь к карьере сварщика уже сегодня. Посмотрите наше видео по трем причинам, по которым сварка – популярный выбор профессии.Узнайте больше, позвонив в Университет Гудвина по телефону 800-889-3282.
Goodwin University – некоммерческое высшее учебное заведение, аккредитованное Комиссией высшего образования Новой Англии (NECHE), ранее известной как Ассоциация школ и колледжей Новой Англии (NEASC). Goodwin University был основан в 1999 году с целью обслуживания разнообразного студенческого населения с помощью программ на получение степени, ориентированных на карьеру, которые приводят к сильным результатам трудоустройства.
СвязанныеНачало работы со сваркой мотоциклов, часть I
Большинство мотоциклов, украшающих эти страницы, где-то были подвергнуты сварке.Если вы собираете свой собственный байк или даже если вам просто нравится возиться в гараже, сварка – бесценный навык.
Это также немного пугающая перспектива для посвященных, так что это руководство состоит из двух частей. На этой неделе мы углубимся в теорию, объясним различные типы сварки и поможем вам понять, какой аппарат выбрать.
Что такое сварка? В двух словах, сварку можно определить как сплавление двух частей материала. Я говорю «материал», потому что мы можем сваривать не только металл, но и пластик (в этой статье мы сосредоточимся на металле).
Сварочные технологии достигли такого уровня, что высококачественные сварочные аппараты теперь доступны для небольших магазинов, фермеров, художников и любителей. Создавать предметы из груды металла с помощью сварки на удивление приятно. Но не ожидайте, что вы возьмете в руки сварочную горелку и с первого раза уложите безупречный борт – как и в любом новом навыке, для создания соединений, столь же прочных и привлекательных, как на заводской раме, требуется практика.
Преимущества сварки Очевидно, что сварка – постоянный процесс по сравнению с соединением деталей болтами.Если две части изготовлены из одного материала, их можно сваривать. Он позволяет изготавливать сложную форму, например, раму мотоцикла, – целую связку труб и пластин, собранных в прочную и прочную конструкцию.
Мы можем разделить сварку на две категории: Сварка плавлением распространена на наших мотоциклах и требует плавления соединяемых металлов; Сварка без плавления также требует тепла для работы, но нам нужно добавить присадочный материал, который плавится при более низкой температуре, чем основной материал (например, для пайки).
Ручная дуговая сварка металла Дуговая сварка, один из самых первых сварочных процессов, использует электрическую дугу для выработки тепла, необходимого для плавления металлов. Сварочный аппарат генерирует напряжение на конце плавящегося электрода, и дуга зажигается на заготовке, которая снова подключается к сварочному аппарату через заземляющий кабель.
Электрическая дуга плавит и заготовку, и конец электрода, и переносит расплавленный металл от конца электрода к заготовке.Этот «присадочный» металл увеличивает размер сварного шва. Электрод покрыт «флюсом», который плавится и образует защитный газовый экран вокруг сварного шва, предотвращая загрязнение. Затем он затвердевает на наплавленном шве, образуя защитный «шлак», который необходимо отколоть, чтобы обнажить сварной шов под ним.
Сварочный аппарат будет иметь элементы управления для регулировки силы тока, протекающего в цепи, и доступны различные электроды, подходящие для разных типов металлов и толщины.Поскольку металл осаждается с электрода на заготовку, электрод становится короче, и в конечном итоге его необходимо заменить.
Самые дешевые сварочные аппараты для хобби, которые вы найдете в хозяйственном магазине, вероятно, будут использовать этот процесс. Я бы не стал считать его претендентом на ваш проект мотоцикла, поскольку другие процессы (описанные ниже) позволяют гораздо точнее сфокусировать дугу и присадочный металл.
Газовая дуговая сварка металлическим электродом («MIG») Развитие дуговой сварки. Сварка MIG (металл в инертном газе) использует дугу, зажигаемую между заготовкой и непрерывно подаваемым плавящимся проволочным электродом, подаваемым через горелку.Проволока является «наполнителем», ее расплавляют и осаждают в сварном шве, чтобы увеличить его размер. Горелка также подключена к источнику защитного газа для защиты расплавленной сварочной ванны.
Расходный провод и тип защитного газа можно изменить в зависимости от металла. С помощью подходящего газа и проволоки вы можете сваривать ряд черных (на основе железа) и цветных металлов, таких как алюминий. Смесь диоксида углерода и аргона является обычным защитным газом, используемым при сварке стали, тогда как прямой аргон чаще используется при сварке алюминия.(Обычно они поставляются в переносных цилиндрах для использования в магазине.)
Органы управления сварочного аппарата обычно позволяют регулировать сварочное напряжение и скорость подачи проволоки – оба значения необходимо увеличивать для более толстых материалов и уменьшать для более тонких материалов. Расход защитного газа регулируется с помощью регулятора.
Сварочные аппараты MIG очень популярны, особенно в сфере автоматической настройки. Они относительно рентабельны, просты в эксплуатации, относительно легки в освоении и после настройки отлично подходят для работы с одним конкретным металлом, например сталью.В автомобильном проекте это может быть идеально – вы можете использовать сварочный аппарат MIG для ремонта шасси и панелей, изготовления новых деталей и даже сварки стальной выхлопной системы. Но в проекте мотоцикла вам может потребоваться возможность простой настройки сварочного аппарата для работы с другими металлами, такими как нержавеющая сталь и алюминий.
Сварка вольфрамовым электродом в газовой среде («TIG») Сварка вольфрамовым электродом в инертном газе (TIG) – это еще один процесс дуговой сварки. Однако вместо использования плавящегося электрода, как при дуговой сварке или сварке MIG, в сварке TIG используется электрод из вольфрамового сплава, который не расходуется во время сварки.Подача защитного газа – обычно аргона – используется для защиты сварного шва.
Поскольку на электроде не остается дополнительного металла, оператор добавляет присадочный металл в сварной шов. Обычно одна рука держит горелку, направляя дугу и защитный газ, а другая подает присадочный металл. В некоторых моделях есть ножная педаль для регулирования дуги, чтобы вы могли работать одновременно обеими руками и одной ногой. Эта координация требует больше усилий, чтобы учиться, и практики, чтобы овладеть ею. Но если вы умеете управлять мотоциклом с дроссельной заслонкой, сцеплением и переключением передач, вы можете научиться выполнять сварку TIG.
Панели управления на более сложных аппаратах для сварки TIG выглядят сложными, но возможность настроить аппарат в соответствии со сварным швом – одна из причин, по которой я предпочитаю сварку TIG для проектов мотоциклов. С небольшими (и относительно дешевыми) изменениями вольфрамового электрода и присадочного материала, сварка TIG может использоваться для сварки стали, нержавеющей стали и алюминия – наиболее распространенных металлов, которые вы будете использовать в проектах кастомных мотоциклов. В результате сварка TIG – это мой личный выбор.
Кислородно-ацетиленовая сварка Ацетилен – это легковоспламеняющийся газ, который при смешивании с кислородом образует пламя 6000 градусов, которое отлично подходит для сварки, резки и нагрева всех видов металлов.
Несмотря на то, что современные сварочные аппараты становятся все дешевле, ацетилено-кислородно-кислородная система настолько универсальна, что на нее стоит обратить внимание. Помимо использования пламени для сварки металлов, вы можете использовать режущую насадку для измельчения стального листа и горелку для нагрева ржавых болтов, застрявших деталей и металла перед сгибанием. Он не требует электрических подключений и ограничен только местом, где вы можете разместить газовые баллоны, и длиной шлангов.
Кроме того, комплект для кислородно-ацетиленовой сварки и нагрева будет намного дешевле, чем качественный сварочный аппарат; учитывайте стоимость газа, и это может быть самым экономичным решением для вашего домашнего магазина.
Используя разные присадочные стержни, вы можете сваривать различные материалы, однако тепло, передаваемое деталям, иногда может вызывать деформацию. Это более серьезная проблема для тонкого листового металла. В результате кислородно-ацетиленовая сварка может оказаться не лучшим выбором для мотоциклетного проекта.
Есть также некоторые особые проблемы с безопасностью. Ацетилен не только взрывоопасен, но и ядовит, вызывая тошноту и головные боли. Кислород необходим для горения, и если вы направите поток чистого кислорода на что-нибудь легковоспламеняющееся, может легко начаться пожар, поэтому все легковоспламеняющиеся должны быть удалены при использовании кислородно-ацетиленового оборудования.Есть гораздо больше вопросов безопасности, о которых нужно знать, поэтому не начинайте использовать этот процесс, основываясь только на этой статье – пойдите и исследуйте риски , прежде чем вы зажжете факел.
Выбор процесса сварки Причины выбора дуговой, MIG, TIG или кислородно-ацетиленовой сварки будут различаться в зависимости от ваших потребностей, но вот мое резюме плюсов и минусов каждого из них, основанное на моем собственном опыте, особенно связанное с индивидуальным подходом. мотоциклетные проекты. (Один – самый низкий рейтинг, а пять – лучший.)
Выбор сварочного аппарата У меня была возможность использовать аппараты как на дешевых, так и на дорогих рынках. Всегда есть соблазн предположить, что дешевая машина справится с дорогой, но, по моему опыту, вы получаете то, за что платите. Я использовал несколько недорогих машин; конструкция более легкая, и им было труднее «дозвониться» до оптимальных настроек для работы.
Если бы я мог купить только один сварочный аппарат, это был бы качественный инверторный аппарат для сварки TIG переменным / постоянным током, с выходной мощностью около 160-200 А, который также имеет возможность дуговой сварки.Машина с такими характеристиками должна иметь высокочастотный пуск – технологию, которая легко запускает дугу. Для читателей из США я говорю о таком аппарате, как Miller Diversion 180 TIG Welder (изображение ниже). Здесь, в Австралии, я использую предыдущую модель этой машины, которую я купил несколько лет назад.
Несмотря на то, что сварочный аппарат TIG имеет самую длинную кривую обучения и высокую начальную стоимость, я думаю, что он обеспечивает максимальную гибкость при настройке мотоциклов. Вы можете сваривать более тонкие стали и алюминиевые сплавы с помощью функции TIG, а затем переключаться на функцию дуги, если вы хотите быстро сварить более тяжелые стальные листы.Вы можете построить свои лавки и ящики для инструментов и, обладая нужным ноу-хау, отремонтировать практически все, что угодно. И вы больше никогда не купите другой сварочный аппарат, так как это вложение должно длиться всю жизнь.
TIG по сравнению с MIG Я бы предпочел TIG MIG, потому что для MIG требуются разные катушки с проволокой и разные кабельные вкладыши горелки, если вы свариваете разные металлы. Это дороже и требует больше времени на настройку. Если вы думаете, что сможете сваривать только сталь, выбирайте MIG. Но если вам нужна возможность сваривать нержавеющую сталь и алюминиевые сплавы, то TIG – ваш выбор.
TIG по сравнению с дуговой сваркой Я бы предпочел TIG дуговой сварке, поскольку контроль сварки намного лучше. Вы можете очень точно контролировать, где размещается тепло и присадочный металл. Дуговая сварка отлично подходит для изготовления более тяжелых изделий, но TIG всегда выигрывает в проектах с мотоциклами.
Если вы можете поступить в общественный колледж, чтобы научиться сварке, дождитесь окончания занятий, прежде чем беспокоиться о покупке машины. Вы сможете использовать их оборудование и изучить не только сварку, но и особенности машины, которые вы, возможно, захотите рассмотреть.
Загляните через две недели, когда мы займемся безопасностью и с чего начать.
Загрузите бесплатное 40-страничное руководство по полевой сварке здесь.
Сварочный аппарат для автомобильных аккумуляторов
Когда вы живете вне сети, деньги обычно являются роскошью. Вот почему мы стараемся делать свои собственные более дешевые версии всего. Например, терракотовая печь для пиццы своими руками и радио на солнечных батареях. Иногда меня удивляют вещи и инструменты, которые мы можем сделать дома, например, этот сварочный аппарат для автомобильных аккумуляторов своими руками.
Большинство сварочных аппаратов могут стоить руки и ноги, но, к счастью, не этот. Только представьте, вы легко сможете сделать его из 3-х недорогих вещей, которые наверняка уже есть у вас в мастерской. Это не только сварочный аппарат, i t также можно использовать для пайки и резки. Если вы не можете себе это позволить, для этого взлома действительно нет необходимости покупать новые батареи.
. ———————- Реклама ———————-
– ————————————————– —————
Вот что вам понадобится:
Знаете ли вы, что внутри батареи фонарика есть угольный стержень? Я тоже, но если вы развернете кожух, это именно то, что вы найдете прямо посередине.Штанга подключается к одному из выводов с помощью соединительных кабелей. Другой кабель подсоединяется к привариваемой металлической пластине.
Углеродный стержень будет вашим сварочным стержнем, используйте плоскогубцы, чтобы удерживать его во время сварки. При использовании машины рекомендуется носить перчатки и защитные очки. Также не выполняйте сварку более 5 минут за раз, кабели могут перегреться. Регулярное использование также может повредить аккумулятор.
Вы можете получить пошаговые инструкции из блога Hackerom, здесь…
Вы можете посмотреть видео ниже о том, как сделать сварочный аппарат с батареей 12 В…
Вы можете посмотреть видео ниже о сварке своими руками с автомобильными аккумуляторами…
Вы можете посмотреть видео ниже о том, как сделать сварочный аппарат в домашних условиях…
.
———————- Реклама ———————-
Обучение орбитальной сварке: инструменты для начинающих сварщиков
Обучение орбитальной сварке: инструменты для начинающих сварщиков
Джейсон Миллер, Сварка
Найти квалифицированных сварщиков становится все труднее, и в ближайшем будущем станет еще труднее. По данным Американского общества сварщиков (AWS), более половины нынешнего штата сварщиков приближается к пенсии; средний возраст сварщика – 55 лет.К 2020 году в стране может не хватить 291 000 сварщиков.
Одним из способов решения этой проблемы является использование автоматизированных систем, которые производят больше работы с меньшим количеством людей. С момента своего появления в 1960-х годах автоматическая орбитальная газо-вольфрамовая дуговая сварка (GTAW) завоевала популярность в различных отраслях промышленности, в которых максимальная герметичность, высокая производительность или сверхчистота имеют первостепенное значение. Автоматизированные системы орбитальной сварки расширяют возможности оператора для выполнения контролируемых, воспроизводимых, высококачественных и хорошо документированных сварных швов.Ключевым преимуществом GTAW является точный контроль тепловложения, что делает орбитальную сварку одним из предпочтительных процессов для соединения тонкостенных металлов и сварки в непосредственной близости от термочувствительных компонентов.
Зарегистрируйтесь на курсы Swagelok по орбитальной сварке
Однако автоматическая орбитальная сварка не уменьшает потребности в образованных и хорошо обученных сварочных кадрах. Автомат не отменяет необходимости в человеческом опыте. Возможно, автоматизация требует даже большего, а не меньшего обучения.Операторы сварочных швов должны по-прежнему обладать всеми основными отраслевыми знаниями: составом материалов, металлургией, настройкой, продувкой (подачей) и защитными газами, мощностью и напряжением, динамикой сварочной ванны, размером электродов и конфигурацией наконечников. Но они должны дополнительно понимать, как работает автоматизированная система сварки, как она будет реагировать на различные входные данные и какую документацию потребовать от поставщиков материалов.
Рекомендации по обучению орбитальной сварке
На рынке представлен ряд программ обучения для операторов автоматов GTAW.Некоторые программы длятся всего два дня, а другие могут длиться до недели. Хотя длительные программы обучения могут прервать работу, долгосрочные преимущества намного перевешивают временные недостатки.
При выборе программы обращайте внимание на техническую специфику и детали, а также на возможности практического обучения. Просмотрите учебные материалы и оцените их качество, чтобы убедиться, что они полезны для конкретных нужд вашей команды. Например, качественные учебные программы по орбитальной сварке научат ваших сварщиков работать в ситуациях, когда состав материалов двух свариваемых металлов неодинаков.
Уровень подготовки инструктора так же важен, как и содержание учебной программы. Найдите программы, которые преподают сертифицированные инструкторы по сварке, и проведите исследование. Один некачественный сварной шов может привести к серьезным потерям в материалах, что обойдется вашей организации дороже, чем программа качественного обучения.
Студенты должны узнать, что целью автоматической сварки является получение точных и воспроизводимых уровней сварочного тока во время каждого цикла сварки. Хорошие учебные программы объясняют процесс технологии орбитальной сварки, включая принципы работы, преимущества, ограничения, проблемы и переменные.Чтобы подготовить слушателей к оборудованию, которое они должны будут освоить на работе, инструкторам следует подробно изучить источники питания.
Что такое газы в процессе орбитальной сварки
Защитные газы
При оценке программ обучения орбитальной сварке обратите внимание на количество инструкций, посвященных защитным газам, и важность продувки. Стажеры должны узнать, как защитные газы защищают электрод и расплавленный металл шва от атмосферного загрязнения.Наиболее распространенными газами, используемыми для защиты в GTAW, являются аргон, гелий и их смеси, обычно используемые для специальных применений.
Сварщики должны знать предпочтительное соотношение гелия и аргона. Основным фактором, влияющим на эффективность защиты, является плотность газа. Аргон, который на 1,33 плотнее воздуха, эффективно покрывает зону сварного шва и вытесняет атмосферу. Гелий имеет меньшую плотность и имеет тенденцию подниматься, а не течь в рабочую зону. Чтобы обеспечить эквивалентную защиту, поток гелия должен в два или три раза превышать поток аргона.
Защитные газы могут влиять на металлургические свойства некоторых материалов. Как правило, дуга тише и стабильнее, если ее экранировать аргоном, а не другими газами. Более низкие удельные затраты и более низкие требования к скорости потока аргона делают его предпочтительным выбором. Знания, позволяющие принять правильное решение при выборе защитного газа, имеют решающее значение.
Удаление газа
На успех работ орбитальной сварки может во многом повлиять использование надлежащих технологий продувки газом, также называемого подающим газом.Многие опытные сварщики не понимают важности этой основной концепции. Некоторые люди в сварочной отрасли считают продувку газом ахиллесовой пятой сварки. Учебные программы должны обучать принципам очистки, в том числе тому, как рассчитывать время очистки.
Правильный выбор продувочного газа, обычно аргона, является первым шагом к успешной продувке. Доступен аргон разной степени чистоты; выбор правильного уровня для желаемого результата очень важен. Определение и установка правильного потока и давления в трубке или трубопроводе и поперек сварного шва – один из наиболее важных процедурных шагов, которые можно предпринять для обеспечения успешной сварки.И наоборот, это одна из наиболее вероятных областей для проблем, если с ними не обращаться должным образом. Неправильно проведенная продувка газом или ее полное отсутствие может привести к разрушению всей производственной системы. Внутреннее давление помогает поддерживать сварной шов заподлицо с внутренней поверхностью стенок свариваемых компонентов, в то время как надлежащий поток помогает поддерживать чистоту металла шва и зоны термического влияния.
Выбор качественных материалов для сварных швов
Качественные сварные швы начинаются с материала. Даже лучшая система орбитальной сварки не может компенсировать плохой материал, используемый для изготовления труб, фитингов или других компонентов.Эффективное обучение материалам должно касаться вопросов, связанных с составом и металлургией, в том числе тем, как содержание серы влияет на качество сварного шва.
Существует четыре основных семейства материалов: низкоуглеродистые стали, никелевые сплавы, тугоплавкие и химически активные металлы, а также нержавеющие стали. Лица, обучающиеся по программам орбитальной сварки, должны научиться проверять все поступающие материалы и сертификаты материалов, а также оценивать документацию.
Мягкая сталь
Для мягких сталей важно помнить, что качество орбитальных сварных швов в значительной степени зависит от содержания примесей в основном металле – следовых количеств серы, фосфора, кислорода и т. Д.Кроме того, водородное охрупчивание этих сплавов является проблемой, если присутствует загрязнение углеводородами или водяным паром.
Никелевые сплавы
Никелевые сплавыобладают прекрасными свойствами материала и идеально подходят для высококоррозионных применений, но никелевые сплавы могут быть труднее сваривать из-за их склонности к растрескиванию.
Огнеупорные и химически активные металлы
Орбитальная сварка – это наиболее широко используемый процесс сварки для соединения труб и труб из тугоплавких и реактивных металлов.Тугоплавкие металлы (молибден, тантал и т. Д.) И химически активные металлы (титан, цирконий и т. Д.) Легко окисляются при повышенных температурах, если они не защищены оболочкой из инертного газа. Для этих металлов и сплавов Orbital GTAW может обеспечить высокую концентрацию тепла, максимальный контроль над подводом тепла и лучшую защиту инертным газом для любого процесса дуговой сварки.
Нержавеющая сталь
Нержавеющая сталь обладает превосходной коррозионной стойкостью благодаря минимуму 10,5% хрома, который помогает им мгновенно образовывать оксидный слой для защиты других элементов внутри материала.Эти другие элементы помогают определить микроструктуру материала как аустенит, феррит или как сбалансированную смесь двух из дуплексной нержавеющей стали. Нержавеющие стали обычно считаются свариваемыми, но разные микроструктуры имеют разные соображения, которые необходимо учитывать при сварке.
Содержание серы
Еще одним важным фактором орбитальной сварки является содержание серы в материалах. В материал часто добавляют серу, чтобы облегчить его обработку и формование.При сварке уровень серы может изменять поверхностное натяжение сварного шва, влияя на тепловой поток и характеристики проплавления материала. Особенно важно, чтобы стажеры по орбитальной сварке узнали о важности разницы в содержании серы между свариваемыми компонентами. Попытка сварить компоненты со значительной разницей в содержании серы, вероятно, приведет к смещению валика в сторону компонента с более низким содержанием серы, что потенциально может привести к частичному пропуску сварного шва в стык.
Знание
Растущая нехватка сварщиков влияет на мировое производство в будущем. Автоматическая орбитальная сварка, которая может обеспечить большую производительность с меньшим количеством людей в зависимости от конкретной работы, оборудования и навыков, может помочь в решении этой проблемы. Существует заблуждение, что автоматизация, связанная с системами орбитальной сварки, устраняет необходимость в обучении, поскольку сварку выполняет машина. Но верно и обратное: всестороннее и современное обучение как никогда важно для сварщиков.Только через качественное обучение, проводимое сертифицированными инструкторами, операторы оборудования для орбитальной сварки могут получить комплексные навыки, помимо выполнения соединений и выполнения сварных швов, необходимые для соответствия строгим критериям приемлемости в современной сварочной среде.
Заинтересованы в регистрации вашей команды на пятидневном учебном курсе Swagelok по орбитальной сварке? Заполните регистрационную форму в авторизованном центре продаж и обслуживания Swagelok, чтобы получить информацию о местных ценах и дополнительные сведения об обучении.
Зарегистрируйтесь на курсы Swagelok по орбитальной сварке
Лазерный сварочный аппарат | Аппарат лазерной точечной сварки для самодельного ленточно-шлифовального станка
Самодельный ленточный шлифовальный станок
вт, 31 августа 2021 г., 15:49:36 GMT
Привет, это мой первый пост о Welding Web. Я начал строить ленточную шлифовальную машину 6 x 48 с 12 дисками. Еще не закончен, но хотел бы поделиться со всеми. Ссылка ниже Спасибо, Вернон, я добавляю одну картинку Плюс Слайд-шоу http://s795.photobucket.com / album / y … view = слайд-шоу Прикрепленные изображения Последний раз редактировал Вернон, 1969; 22.08.2010 в 19:51.
Ответ: Хорошая обработка там. Как вы думаете, сколько часов у вас будет на это, когда он будет закончен? Lincoln AC225 и MigPak 140, Lincoln Magnum SpoolGun, Miller Spectrum 375-X Plasma, Syncrowave 200 TIG, Millermatic 252 MIG, Miller Digital Elite, General 7×12 дюймов, горизонт. / Вертикальная ленточная пила, 3-футовый коробчатый тормоз, 20-тонный пресс, фрезерный станок, токарный станок 12×28 и т.д.Спасибо Вернон
Ответ: Вот еще несколько фотографий Вернон Прикрепленные изображения
Ответ: Легко понять, почему у вас 100 часов в строительстве, это одна прекрасная ленточная шлифовальная машина. Какой размер двигателя вы используете, сделайте тусклый свет при запуске вверх ?? У вас должен быть хороший поставщик алюминия, похоже, он в основном весь из алюминия, без ржавчины! Развлекайтесь Том
Ответ: Привет, Том, шлифовальный станок сделан из стали, а не из квасцов. Из-за большого количества шлифовки он выглядит как квасцы. И мотор на 1 л.с. Я чувствую, что если ты переусердствуешь на 1 Hp, ты переусердствуешь с бумагой.Спасибо Вернон
Ответ: Это одна шлифовальная машинка для скукума. У меня есть дельта-версия этого дизайна. Конечно, нет и рядом с таким здоровенным. Я бы хотел разобрать его и использовать некоторые детали для изготовления горизонтальной ленточной шлифовальной машины. Я никогда не использую диск на своем. Я много работаю с круглым стержнем и трубой, и люблю класть деталь на стол для упора для инструмента и рукой быстро катать деталь по ремню, чтобы удалить заусенцы. Когда у тебя есть сотня работ с обоих концов, скорость хорошая.Просто не могу этого сделать с лентой, идущей вертикально. Спасибо за сообщение !!!! Air Liquide MIG на 200 ампер, Hypertherm Plasma, резаки Harris, шлем Optrel, угловые шлифовальные машины Makita, отрезная пила и ленточная шлифовальная машина Pre-China Delta, кожгалантерея Miller, изготовленные в магазине приспособления и т. Д., Рюкзак для сварщиков Севера.
Ответ: Сообщение от сварщика Берта Это один скукум-шлифовальный станок. У меня есть дельта-версия этого дизайна. Конечно, нет и рядом с таким здоровенным. Я бы хотел разобрать его и использовать некоторые детали для изготовления горизонтальной ленточной шлифовальной машины.Я никогда не использую диск на своем. Я много работаю с круглым стержнем и трубой, и люблю класть деталь на стол для упора для инструмента и рукой быстро катать деталь по ремню, чтобы удалить заусенцы. Когда у тебя есть сотня работ с обоих концов, скорость хорошая. Просто не могу этого сделать с лентой, идущей вертикально. Спасибо за пост !!!!
Ответ: и внуки вашего внука будут думать о вас, когда учатся сварке.
Ответ: Первоначально Послано Толстым Ублюдком, и внуки ваших внуков будут думать о вас, когда учатся сварке.
Ответ: Потрясающе …. просто потрясающе !! Этот шлифовальный станок будет существовать десятилетия. Попробуйте и купите это в грузовом отделении гавани !! машина на ВЧ. Я знаю, что дело не всегда в том, сколько это стоит или сколько времени это займет, иногда вы просто хотите сделать это самостоятельно или хотите, чтобы это было «лучше», чем то, что вы могли бы (разумно) купить. Был там, сделал то. Фланцевые подшипники на валу верхнего шкива? Может быть, сделайте «пылезащитный щиток», чтобы обойти их.Пыль, песок и мелкие частицы вредны для подшипников. Лучшие схемы … Gang oft agley …
Ответ: Сообщение от ZTFabAwesome …. просто потрясающе !! Этот шлифовальный станок будет существовать десятилетия. Попробуйте и купите это в грузовой гавани !!
Ответ: Вот видео, которое я сделал около 2 месяцев назад “Первый запуск ленточной шлифовальной машины” Тестовый запуск, который можно сказать Добавил немного музыки, возможно, нужно уменьшить или увеличить громкость. О, я исправил много ошибок с момента создания видео. Пожалуйста, наслаждайтесь, Вернон [ам] http: // www.youtube.com/watch?v=_ZQykgSsI2s[/ame]
Ответ: Сообщение от MoonRise100 часов при номинальной цене в магазине 50 долларов в час = 5000 долларов за шлифовальный станок Да, вы не могли купить такую прочную машину в H-F. Я знаю, что дело не всегда в том, сколько это стоит или сколько времени это займет, иногда вы просто хотите сделать это самостоятельно или хотите, чтобы это было «лучше», чем то, что вы могли бы (разумно) купить. Был там, сделал то. Фланцевые подшипники на валу верхнего шкива? Может быть, сделайте «пылезащитный щиток», чтобы обойти их. Пыль, песок и мелкие частицы вредны для подшипников.
Ответ: Прекрасная работа!
Ответ: Сообщение от 2rodsThats one beautiful piece work!
Ответ: Это изображение, которое я нашел на мельнице, работающей на башне для ремня 6 x 48. Мельница очень большая 40 x40 в магазине моих друзей. Мы вырезали паз шириной 3/4 дюйма длиной 5 дюймов и бросили 7 / 8-дюймовая пластина. О, пескоструйная обработка всех нижних частей. Сб. Скоро опубликует фотографии. Вернон Прикрепленные изображения Последний раз редактировал Вернон 1969; 29.08.2010 в 09:49.
Сварщик для точечной сварки Самодельный ленточный шлифовальный станок, машина для точечной сварки для Самодельный ленточный шлифовальный станок, лазерный сварочный аппарат для Самодельный ленточный шлифовальный станок, лазерная сварочная машина для Самодельный ленточно-шлифовальный станок, производитель оборудования для точечной сварки в Китае, Самодельный ленточно-шлифовальный станок Производитель из Китая
см.