Приспособление для заточки ножей и сверл. Самодельные приспособления для заточки сверл – собираем станок своими руками
Вы легко можете изготовить приспособление для заточки сверла по металлу своими руками. Для этого потребуется немного времени и несколько основных элементов для будущей конструкции.
Приспособления, используемые для заточки сверл по металлу, дереву, пластику и другим материала, делятся на два типа:
- Специализированные. Они могут заточить только один конкретный тип режущего инструмента;
- Универсальные. С их помощью затачиваются всевозможные резаки, сверла по металлу, дереву и пр.
Если мы говорим про изготовление приспособления своими руками, здесь обычно умельцы пытаются сделать универсальную модель. Устройство получается удобным в эксплуатации и эффективным для заточки сверла малого и среднего диаметра. Для бытовых целей подойдет идеально.
Элементы приспособления
Чтобы сделать устройство для заточки, вам потребуется наличие некоторых элементов и инструментов:
- Подставка;
- Тумблеры для включения/выключения точилки;
- Диск для точильника;
- Электродвигатель;
- Электрический кабель для подключения устройства к сети;
- Заглушки;
- Материал для корпуса.


Все составляющие элементы вашего станка для заточки сверл будет располагаться внутри корпуса. Так вы сумеете повысить собственную безопасность при работе с точильным оборудованием.
Собирая конструкцию, доступными оставьте шкив от электродвигателя, поскольку на него надевается диск для заточки. Желательно предварительно выбрать стационарное место для станка, поскольку его следует зафиксировать на верстаке или рабочем столе.
Сам процесс сборки точильного устройства выглядит следующим образом.
- Установите электродвигатель на заранее выбранное место.
- На столе, где будет располагаться приспособление для точения металлических сверл, нанесите разметку под крепления.
- Электродрелью сделайте отверстия по разметке под крепежные болты.
- Закрепите металлическими хомутами электродвигатель на его законном месте.
- Зафиксируйте кожух, который будет играть роль защиты.
- На шкив электродвигателя установите точильный диск.
- Сам двигатель должен иметь удлиненный шкив, поскольку это будет удобнее при эксплуатации точильного приспособления. Не забудьте перед установкой круга на шкив надеть шайбу.
- Если диаметр шкива и круга не совпали, можете использовать переходную втулку. Сбоку втулки просверливается отверстие под резьбу, на которое затем монтируется вспомогательный крепежный болт.
- Выбирать слишком мощный двигатель не нужно. Высокие обороты только навредят вашим сверлам по металлу. Большинство умельцев адаптируют под точильный агрегат двигатель, изъятый из старых стиральных машин.
- После завершения сборки подключите тумблеры, соедините двигатель и всю электрику через кабель к розетке.
 Не забудьте перед установкой круга на шкив надеть шайбу.
Не забудьте перед установкой круга на шкив надеть шайбу.Вспомогательные устройства
Если вам удалось своими руками собрать достаточно полезное точильное устройство для различных сверл по металлу, дереву или пластику, советуем не останавливаться на достигнутом.
Есть несколько дополнительных элементов, оснастив которыми точильное приспособление, вы существенно расширите его функциональные возможности и повысить уровень собственного комфорта при работе над сверлами.
- Проверочный шаблон. Чтобы определить правильные углы при заточке сверла, вам пригодится специальная таблица или же шаблон. Шаблон будет всегда под рукой. С его помощью вы определите, насколько правильно выполнены углы заточки, какова продолжительность рабочих кромок, какие углы между перемычками и рабочими кромками. Шаблоны делают из тонкого мягкого металла на основе нового сверла до его первого использования;
- Направляющие. Своего рода небольшие приставки, изготавливаемые из металлических полосок. Их болтами крепят на корпус точильного приспособления. При работе вам потребуется положить сверло на эти направляющие, постепенно подводя затачиваемый инструмент к абразивному камню;
- Угломеры. Самый простой вариант — взять обычный металлический транспортир, отрезать часть приспособления и закрепить на подставке. Отрезайте ту часть транспортира, где находится шкала более 30 градусов. Это обусловлено тем, что заточка сверл под меньшим углом не осуществляется.
Многозадачное приспособление
Если изготовить подобное устройство, точность и удобство заточки сверл по металлу существенно повысится. При этом собрать конструкцию довольно просто. Чтобы сделать механизм, вооружитесь следующими компонентами:
При этом собрать конструкцию довольно просто. Чтобы сделать механизм, вооружитесь следующими компонентами:
- Роликовыми салазками;
- Направляющими;
- Валом;
- Транспортиром;
- Сверлильным патроном.
- Направляющую рекомендуется сделать широкой и закрепить на ней транспортир.
- В роли поворотной оси будет выступать болт, который вставляется в заранее выверенное отверстие.
- На поворотной части располагается направляющая и подвижная металлическая пластина.
- На поверхности пластины монтируется ось и трубка.
- Один конец оси служит для установки сверлильного патрона, а другой применяется под рукоятку.
- Упорная пластина будет перемещаться за счет резьбовой оси.
- Внизу пластины располагается ограничитель. Он выполняет две функции одновременно — фиксирует механизм в требуемом положении и указывает нужный угол.
Процесс работы устройства выглядит так:
- Режущее сверло устанавливается в патроне;
- Пластина фиксируется в требуемом положении для создания угла заточки;
- Устройство вращается по продольной оси ручкой;
- Отмечается угол;
- Резак переворачивается на 90 градусов, после чего происходит обработка своими руками второй половины сверла по металлу.

Правила эксплуатации
Поскольку речь идет о работе на самодельном точильном приспособлении для сверл, здесь следует обязательно соблюдать некоторые правила. Они уберегут вас от травм, а также позволят правильно заточить сверла.
- При заточке сверл следите за тем, чтобы плечики были одинаковыми. Так вы убедитесь, что сверло аккуратно, ровно вошло в устройство и после заточки сможет качественно сверлить отверстия.
- Прежде чем запустить станок, удостоверьтесь, что точильный диск плотно зафиксировать на шкиве электрического двигателя.
- Первый этап заточки сверла выполняется крупноабразивным точильным диском. В момент, когда на сверле по металлу начнут появляться заусенцы, поменяйте точильный диск на более деликатный, чтобы завершить заточку.
- Выполняя заточку своими руками, четко придерживайтесь заданного угла.
- Вращение точильного круга должно осуществляться строго в направлении по лезвию. При противоположном движении вам не удастся дольным образом выполнить работу.
- Следите за тем, чтобы сверло не перегревалось при заточке. Периодически останавливайтесь, давайте сверлу по металлу остыть. Но ни в коем случае не остужайте путем опускания в холодную воду, поскольку из-за этого металл потеряет свою прочность.

Посмотрите наглядные видео о сборке точильных устройств. Обязательно учитывайте диаметр резаков, которые вам предстоит затачивать на станке, чтобы собираемый механизм обеспечит качественную и эффективную обработку изделий.
Для отлаженной работы необходимы точные и зацентрованные сверла. Предлагаем рассмотреть, где можно купить станок для заточки сверл, как делается самодельный агрегат, а также чем отличаются бытовые модели от промышленных и какова их цена.
Виды сверл и основные понятия
Существует несколько видов сверл, т.к. они подразделяются по принципу работы и отношению рабочих поверхностей, затачивать их также необходимо по разному, ознакомимся с основными:
- спиральные. Используются практически во всех видах промышленности, бытовых работах, ремонтах и т. д.;
- плоские – это более узкопрофильные инструменты, в основном их используют при сверлении отверстий больших диаметров, получили свое название благодаря плоской рабочей кромке, которая по форме очень напоминает развертку.
 д.;
д.;Рассмотрим принципиальные положения заточки спиральных сверл и зенкеров:
Во время движения режущей поверхности в материале, внутри обрабатываемого сырья образуется стружка, в особенности этот процесс проявляется в передней поверхности. Именно большое скопление стружки играет главную роль в деформации пластичных частей сверла: во время работы оно нагревается, и под воздействием острых окончаний стружки, изменяется его рабочая кромка. Конечно, есть огромная разница в скорости этого процесса, самая опасная и жесткая – медная и стальная.
Сверление производится по такой схеме: во время работы описывается коническая поверхность, эта форма также приобретается и рабочей поверхностью сверла, соответственно, режущая кромка несколько затупляется и меняет свой центр.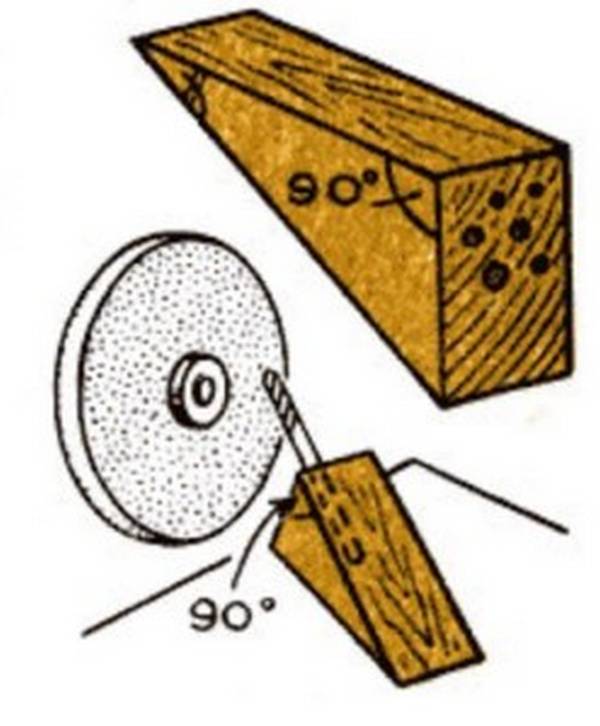 Все углы рабочей поверхности должны располагаться над поверхностью торца, только так можно обеспечить нормальный и стандартный задний угол.
Все углы рабочей поверхности должны располагаться над поверхностью торца, только так можно обеспечить нормальный и стандартный задний угол.
Самый простой и действенный способ, как заточить сверло в домашних условиях – это использовать электрическое точило. Можно работать обычным точильным брусом, изготовленным из смеси абразивных материалов, но такой процесс займет много времени и сил, в отличие от эксплуатации устройства с электрическим мотором. Универсальный ручной точильный аппарат имеет двигатель, скорость которого 1500-2000 мин -1 . Оптимальная мощность: до 300 Ватт. Такие модели есть у фирм Doctor (Доктор), Vollmer, Sturm, Proxxon, Drill и Weinig.
Фото – Заточенные сверла
Ориентация производиться по режущим кромкам, действовать нужно строго по направлению спиральных канавок, т.к. они не меняют свою форму даже от воздействия большого количества стружки. Сверло фиксируем так, чтобы кромка, которая будет точиться, находилась строго параллельно оси шлифовального инструмента. Самый важный вопрос: когда рабочая часть наточена? Как только Вы увидите отблеск света от рабочей поверхности – это значит, кромка наточилась. По такой же системе натачиваем и вторую сторону.
Самый важный вопрос: когда рабочая часть наточена? Как только Вы увидите отблеск света от рабочей поверхности – это значит, кромка наточилась. По такой же системе натачиваем и вторую сторону.
При этом очень важно не расцентровать сверло раньше, в таком случае Вы потеряете его равновесие, и при работе инструмент будет отклоняться на несколько градусов от стандартно-заданных параметров. Угол между комками – это самый важный параметр заточки.
Фото – Режущий уголСтандартные размеры имеют следующий вид:
Сталь легированная, конструкционная, инструментальная – 90 более градусов;
Мягкие металлы (медь, алюминий, сплавы алюминия) – 90-100 градусов;
Дерево, пластмасса, резина – 90-100;
Бронза, латунь – 110-120.
Чтобы своими руками добиться высокой точности обработки, нужно особое внимание уделять параметрам стандартным и деформированным. Для контроля процесса заточки можно заказать себе специальный шаблон для сверла с нужным диаметром и углом. На фото представлена схема обработки сверла с таким приспособлением.
На фото представлена схема обработки сверла с таким приспособлением.
Если же нет средства или времени на приобретение шаблона, воспользуйтесь «дедовским» методом: действуем по правилу механики левой руки. Сгибаем руку, и замещаем её таким образом над сверлом, чтобы режущая поверхность была закрыта с нескольких сторон, должен получится своеобразный коридор. Напротив торцевой поверхности размещаем светильник, и проверяем ровность и точность заточки (это будет четко видно с расстояния в 20 см от сверла, если смотреть один глазом).
Фото – Правило левой рукиФото – Проверка отблеска
Используя самодельный электрический станок, очень важно контролировать процесс обработки заточки сверл. Для полного нарушения точности достаточно ошибиться на 1 мм. Приспособление для автоматической заточки корончатых сверл небольшого диаметра также может использовать для дисков, ножей, ножниц, цепей, и т.д.
Видео: Заточной станок Энергомаш ТС 6010С
Профессиональные способы
Методы, перечисленные выше, подходят для домашнего узкопрофильного использования, но если нужно натачивать сверла серийно, то у Вас не хватит, ни времени, ни сил на ручную центровку, проверку или заточку. Рассмотрим, как используется профессиональный станок для сверл.
Рассмотрим, как используется профессиональный станок для сверл.
Шлифовальный круг должен быть изготовлен из мелкого абразивного материала. Место заточки должно освещаться под правильным углом по отношению к сверлу. Работник обязательно надевает защитные очки и рукавицы.
Пошаговая инструкция :
Перед выбором станка для заточки сверл, нужно прочитать про него отзывы, внимательно изучить паспорт и возможности. Один форум механиков даже советовал всегда носить с собой сверло, чтобы можно было на месте проверить эффективность.
Обзор цен
Купить недорогой станок для заточки сверл в Украине, России или Беларуси – это реально, главное подобрать нужную модель (по металлу, дереву или пластику), калибр (dd750хibm, drillgrind, edbs2001 – универсальные), и мощности. Предлагаем рассмотреть средние цены на такие устройства:
Сейчас очень популярны настольные и универсальные станки таких марок, как DrillGrind, Штурм (производства Энергомаш), BSG, BSM, ESM, MICRA, V391, Диолд, ЭЗС, НКЧ. Их можно найти в профессиональном магазине, в сети Интернет, на форумах в рубрике «Продам электроприборы». Главное, следите за тем, чтобы документация соответствовала заявленным продавцом, данным.
Их можно найти в профессиональном магазине, в сети Интернет, на форумах в рубрике «Продам электроприборы». Главное, следите за тем, чтобы документация соответствовала заявленным продавцом, данным.
Пожалуй, каждый профессиональный мастер использует сверла для своей работы, которые должны быть качественными и отлаженными. Раньше сверла затачивались вручную, но сейчас большим успехом пользуются специальные станки для заточки сверл. Конструкция такого станка является очень простой. Для его создания вам потребуются простые материалы, которые присутствуют практически в каждом доме. Давайте вместе рассмотрим поэтапную схему изготовления точильного станка для сверл.
Особенности заточки сверл
Тупым сверлом практически невозможно сверлить поверхности. Острое сверло решит ситуацию в считанные минуты. Поэтому сверла должны быть заточенными под нужным углом и готовы к работе. Углы заточки для разных материалов не могут быть одинаковыми. Чем тверже материал, тем тупее будет угол. Например, для пластмассы подойдет угол заточки в 30-60 градусов, а для каленой стали в 130-140 градусов. Если к качеству сверления не предъявляется больших требований, можно выбрать угол заточки в 90-100 градусов.
Например, для пластмассы подойдет угол заточки в 30-60 градусов, а для каленой стали в 130-140 градусов. Если к качеству сверления не предъявляется больших требований, можно выбрать угол заточки в 90-100 градусов.
Стоит отметить, что заточка сверл может производиться вручную на абразивных дисках или на затачивальных станках. Во время ручной заточки сверло необходимо держать за рабочую часть левой рукой и направлять его ближе к режущей части. Правая рука должна держаться за хвостовик. Прижмите режущую кромку сверла к боковой поверхности заточного абразивного круга. После этого необходимо повернуть сверло осторожным движением правой руки. При этом режущие кромки должны принять к оси правильный наклон и необходимую форму.
Затачивайте сверло сначала с одной стороны, а затем с другой. При этом очень важно контролировать заточку режущей кромки, чтобы острие находилось по центру. В противном случае при сверлении сверло будет уходить в сторону. Также не следует сильно давить на сверло, поскольку это может удлинить процесс заточки. Ручная заточка является не очень удобным способом, поскольку может повлечь за собой некоторые дефекты. К примеру, если режущие кромки после заточки сверла по длине не равны и наклонены под разными углами к оси сверла, середина поперечной кромки от оси сверла сместится, поэтому будет вращаться при работе вокруг оси. Поэтому лучше для этой цели использовать точильный станок для заточки сверл.
Ручная заточка является не очень удобным способом, поскольку может повлечь за собой некоторые дефекты. К примеру, если режущие кромки после заточки сверла по длине не равны и наклонены под разными углами к оси сверла, середина поперечной кромки от оси сверла сместится, поэтому будет вращаться при работе вокруг оси. Поэтому лучше для этой цели использовать точильный станок для заточки сверл.
Во время заточки следует обратить внимание на изначально заданный угол. Именно на него следует ориентироваться. После этого посмотрите, в каком состоянии находится инструмент. Если повреждения являются серьезными, можно воспользоваться более грубым наждаком. Если же они незначительные, вам вполне хватит мелкозернистого наждачного диска. Для слабого затупления и совсем незначительных повреждений подойдет доводочный круг. Заточку сверла необходимо производить последовательно – сначала обработайте его верхнюю часть, аккуратно прижимая его к плоскости точильного круга.
После обработки задней поверхности, у вас должен получиться правильный конус, если смотреть сбоку. После этого обрабатывается режущая часть сверла, а затем окончательная доводка. Размер перемычки при правильной обработке сверла не должен быть больше 0,4 миллиметра для сверл, которые имеют диаметр от 8 миллиметров и менее. Если сверло имеет более крупные размеры, размер перемычки должен быть 1 – 1,5 миллиметра. Если вы никогда не затачивали сверла, мы рекомендуем вам потренироваться на других предметах. Так вы сможете быстрее понять технологию заточки и набить руку.
После этого обрабатывается режущая часть сверла, а затем окончательная доводка. Размер перемычки при правильной обработке сверла не должен быть больше 0,4 миллиметра для сверл, которые имеют диаметр от 8 миллиметров и менее. Если сверло имеет более крупные размеры, размер перемычки должен быть 1 – 1,5 миллиметра. Если вы никогда не затачивали сверла, мы рекомендуем вам потренироваться на других предметах. Так вы сможете быстрее понять технологию заточки и набить руку.
Особенности точильных станков
Станок для заточки сверл задействуется для затачивания сквозных и глухих сверл из стали, чугуна и твердых сплавов. Это оборудование может быть наделено разными функциями с учетом типа заточки, ее размеров и т.д. При работе со станком угол можно менять от 90 до 140 градусов. Станки могут быть бытовыми и промышленными. Бытовые станки для заточки сверл являются довольно компактными и больше подходят для домашнего использования. Они смогут затачивать сверла небольшого диаметра.
Промышленные станки наделены большей мощностью и рассчитаны на заточку сверл, которые имеют большой диаметр. Мощность определяется мотором прибора. Точильный станок для сверл обладает зажимом для сверла и заточным кругом, который рассчитан на использование более 2000 инструментов. Конструкция обеспечивает точную установку сверл, чтобы оператор мог контролировать процесс заточки. Станок работает от электросети. Как правило, точильные станки для сверл являются долговечными и простыми в использовании.
Мощность определяется мотором прибора. Точильный станок для сверл обладает зажимом для сверла и заточным кругом, который рассчитан на использование более 2000 инструментов. Конструкция обеспечивает точную установку сверл, чтобы оператор мог контролировать процесс заточки. Станок работает от электросети. Как правило, точильные станки для сверл являются долговечными и простыми в использовании.
Стоит отметить, что бывают универсально-заточные станки и специализированные. Первый вариант может использоваться для разнообразных режущих инструментов, например для метчиков, фрезов, долбняков и зенкеров. Специализированные станки могут обрабатывать всего один вид инструмента, поэтому работают более точно. Именно к таким станкам и относится точильный станок для сверл. Причем для каждого варианта заточки сверл необходим свой станок.
Существует семь методов для затачивания сверл: одноплоскостной, фасонный, сложно-винтовой, эллиптический, винтовой, двухплоскостной и конический. На универсальных станках можно применять фасонную, одноплоскостную, эллиптическую и двухплоскостную заточку. Что касается остальных методов, для этого нужен специализированный электрический станок для заточки сверл. Если сверло имеет диаметр более 3 миллиметров, необходимо использовать станок с оптическим устройством. Если сверло имеет диаметр менее 1 миллиметра, необходимо применить бинокулярный микроскоп. Чтобы затачивать монолитные сверла, следует использовать алмазный круг.
На универсальных станках можно применять фасонную, одноплоскостную, эллиптическую и двухплоскостную заточку. Что касается остальных методов, для этого нужен специализированный электрический станок для заточки сверл. Если сверло имеет диаметр более 3 миллиметров, необходимо использовать станок с оптическим устройством. Если сверло имеет диаметр менее 1 миллиметра, необходимо применить бинокулярный микроскоп. Чтобы затачивать монолитные сверла, следует использовать алмазный круг.
Станок для заточки сверл своими руками
К сожалению, рынок товаров не всегда может предложить нам то, что действительно нужно, или цена станков для заточки сверл слишком высокая. В этом случае можно сделать станок самостоятельно. Если у вас имеется небольшой опыт по работе с техникой, вы очень легко справитесь с этим заданием.
Для этого вам понадобится тумблер, точильный круг, заглушка, мощный мотор, подставка, немного проводов и ось. Для соблюдения режима безопасности станок рекомендуется поместить в корпус, а снаружи оставить только ось с точильным кругом, которая немного выступает.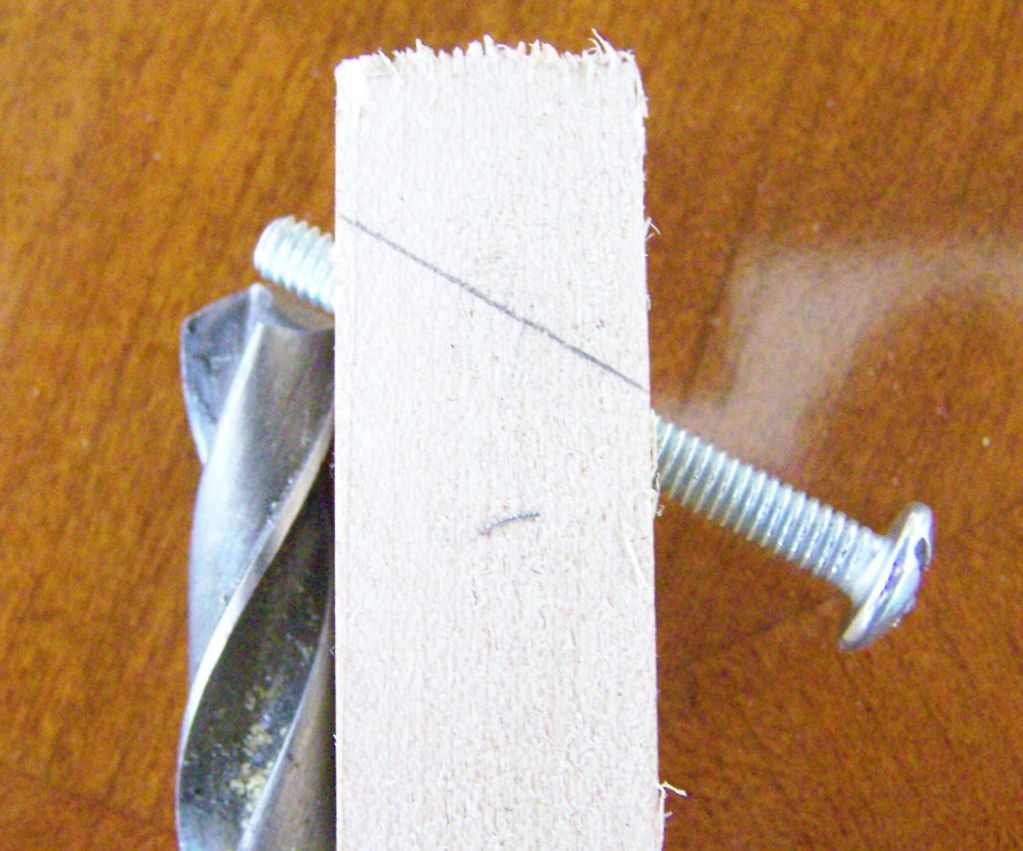 Прибор будет работать от сети. Причем можно подключать его к источнику и пользоваться как легким и переносным станком.
Прибор будет работать от сети. Причем можно подключать его к источнику и пользоваться как легким и переносным станком.
Заранее побеспокойтесь о том, где будет стоять ваш станок для заточки сверл. Рекомендуется поместить его на металлический стол. Для этого необходимо поставить электродвигатель на столешницу, воспользовавшись креплениями, а затем отметить места отверстий для болтов. После этого следует убрать электродвигатель и просверлить четыре отверстия. Затем установите электродвигатель обратно и закрепите его, воспользовавшись болтами.
Электродвигатель самодельного станка для заточки сверл наделен валом, на который вам необходимо надеть зернистый диск. Если диаметр вала подходит диаметру отверстия в диске, необходимо надеть на вал шайбу, диск, затем снова шайбу. После этого ставится крепежная гайка, а резьба предварительно нарезается на валу. Можно использовать специальную насадку на круг, в которой сверло не качается и затачивается как карандаш. Вы можете ее сделать самостоятельно или приобрести в магазине.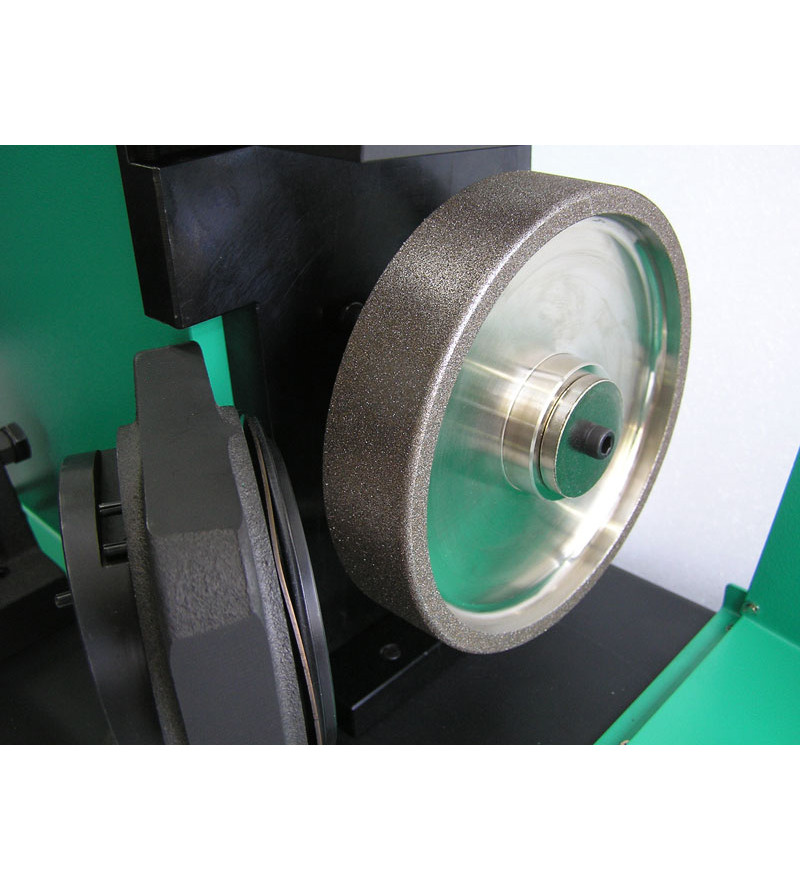
Если диаметр вала является меньшим, нежели диаметр отверстия в камне, следует добавить втулку. В ней делается специальное отверстие и отверстие для болта, чтобы иметь возможность закрепить ее на валу. Тогда она не будет поворачиваться вместе с абразивным диском при работе. На конце втулки необходимо нарезать правую резьбу по ходу вращения диска, чтобы зафиксировать его, воспользовавшись шайбами и гайками. После этого втулка надевается на вал.
Если вам трудно определится с выбором электродвигателя, можно использовать вариант от старой стиральной машинки. Эта мощь будет наиболее оптимальной для заточки необходимых инструментов. Заранее приготовьте пускатель и отрезки проводов. Можно использовать провода от старой аппаратуры. Вы, конечно, можете приобрести и новые отрезки, но дешевле использовать подручные инструменты, которые есть в каждом доме. Поэтому если старые провода находятся в хорошем состоянии, их спокойно можно использовать.
Провод необходимо подсоединить к пускателю. Важно, чтобы пускатель имел минимум три нормально разомкнутых контакта (HP). Его обмотка должна подключаться к фазной линии через две кнопки, соединенные последовательно. Одна с h4, которая будет кнопкой выключения, а вторая с HP – кнопкой включения. Эта кнопка должна стоять в одной параллели с парой HP контактов пускателя.
Важно, чтобы пускатель имел минимум три нормально разомкнутых контакта (HP). Его обмотка должна подключаться к фазной линии через две кнопки, соединенные последовательно. Одна с h4, которая будет кнопкой выключения, а вторая с HP – кнопкой включения. Эта кнопка должна стоять в одной параллели с парой HP контактов пускателя.
Если нажать на кнопку включения, на обмотку подастся напряжение и контуры пускателя замкнутся, одна пара которых будет шунтировать кнопку. Если ее отпустить, напряжение не снимется с пускателя. Если нажать на кнопку выключения, мы разорвем цепь питания обмотки, а пускатель отпустит контакты, поэтому двигатель остановится.
Электродвигатель является безопасным даже при открытом виде, ему не нужна дополнительная защита, но рекомендуется сделать металлический короб, чтобы защитить конструкцию как минимум от пыли. Можно сделать стеклянный защитный экран. Это убережет ваши дыхательные пути и глаза от попадания пыли из круга. Рекомендуется установить защитный кожух, который должен закрывать торец абразивного диска на две трети. Его можно изготовить из старой камеры от авто. В случае раскола точильного диска, его части будут находиться в кожухе и не смогут причинить вред.
Его можно изготовить из старой камеры от авто. В случае раскола точильного диска, его части будут находиться в кожухе и не смогут причинить вред.
Процедура заточки сверл на станке
Большинство людей делают точильные станки для сверл своими руками. Чтобы не тратить лишние деньги, вы легко можете соорудить точильный станок для сверл самостоятельно. Причем вы можете сделать его универсальным и при необходимости затачивать на нем любые предметы. При работе нужно строго следовать инструкции к станку для заточки сверл и придерживаться определенных правил.
Наконечник сверла состоит из двух небольших плечиков. Крайне важно, чтобы они были одинаковыми. Не нужно сравнивать их высокоточными измерительными приборами, достаточно прикинуть на глаз. Но одинаковость должна быть обязательно. Место, где сходятся плечики, называется центром выполненного отверстия, радиус которого определяется длиной большего плечика. Если они будут одинаковыми, тогда ось вращения сверла совпадет с центром отверстия.
Если это не так, диаметр получится больше необходимого, причем на величину разницы между центральной точкой кривого отверстия и осью сверла. Это тот случай, когда сверло разбивает отверстие. Помимо этого, идет большая нагрузка на инструмент и руки, которая часто влечет за собой поломку сверла. Когда будете затачивать сверло, помните, что оно должно резать материал.
Перед началом работ убедитесь, что вращающийся шлифовальный диск надежно закреплен на верстаке. Рекомендуется одеть защитные очки. Качественная заточка требует минимум получаса. Проявите аккуратность и терпение – тогда инструмент заточится правильно и будет работать соответственно. Для правильной заточки сверла вы должны знать его тип – по металлу или по дереву.
При изготовлении каждое изделие затачивается идеально, что очень сложно повторить в домашних условиях. Различные марки победита отличаются по методике получения сплава и химической формуле. Такие нюансы нельзя определить на глаз, поэтому название материала, которое подходит сверлу, должно писаться на упаковке. Внимательно изучите сторону вращения сверла, чтобы понять, какую сторону нужно затачивать.
Внимательно изучите сторону вращения сверла, чтобы понять, какую сторону нужно затачивать.
Для настольного станка вам могут понадобиться заточные круги. Их еще называют наждаками, точилом или абразивным кругом. Всегда начинайте точить более грубым абразивом. Когда на инструменте появиться заусенец по всей длине, вы можете перейти на более мелкий абразив. Подбирайте бруски таким образом, чтобы каждый следующий мог убирать небольшие дефекты предыдущего. В заключение вы делаете окончательную доводку при помощи самого мелкого бруска с элементом полировки.
Всегда выдерживайте поставленный угол заточки. Но для этого вам следует немного попрактиковаться. Очень часто лезвие инструмента уезжает в сторону и перемещается. Точильный диск должен вращаться только по направлению от лезвия. Если же это будет наоборот, существует риск неправильной заточки и получения серьезных телесных повреждений.
Учтите, что сверла не выносят перегрева. Дело в том, что в процессе заточки твердосплавные пластины иногда трескаются и отваливаются. Но этого можно избежать. Постарайтесь не допустить чрезмерного нагревания сверла о точильный камень. Регулярно охлаждайте сверло водой. Но если сверло уже раскалилось докрасна, не макайте его в жидкость! Из-за этого пластины могут мгновенно растрескаться. Пусть изделие немного остынет самостоятельно.
Но этого можно избежать. Постарайтесь не допустить чрезмерного нагревания сверла о точильный камень. Регулярно охлаждайте сверло водой. Но если сверло уже раскалилось докрасна, не макайте его в жидкость! Из-за этого пластины могут мгновенно растрескаться. Пусть изделие немного остынет самостоятельно.
Все спиральные сверла имеют по две режущие кромки и задние плоскости, которые делают окончание сверла коническим. Но если вы возьмете шайбу с меньшим диаметром в сравнении со сверлом и вмонтируете его в отверстие шайбы, то сможете увидеть, что режущие кромки сверла касаются шайб. При этом задняя часть поверхности отстает от режущих кромок.
При заточке сверл на станке своими руками обращайте внимание на соблюдение правил техники безопасности. Помните, что работа связана с острыми лезвиями, которые могут легко нанести травму. Мы надеемся, что наша простая инструкция поможет вам понять технологию заточки и соорудить качественный прибор собственными руками. Желаем вам успехов!
Для улучшения качества своей работы мастера часто делают станок для заточки сверл своими руками. При использовании сверл нужно обращать внимание на их остроту и отсутствие повреждений – от этого зависит качество сверления. Раньше заточку делали вручную, но сегодня можно купить специальный станок или сделать его своими силами по индивидуальным параметрам.
При использовании сверл нужно обращать внимание на их остроту и отсутствие повреждений – от этого зависит качество сверления. Раньше заточку делали вручную, но сегодня можно купить специальный станок или сделать его своими силами по индивидуальным параметрам.
Особенности процесса сверления, влияющие на остроту сверл
Сверление повсеместно встречается в условиях домашнего и производственного пользования. В этом процессе режущие кромки создают углубления в поверхности при вращении. Их мощностей достаточно, чтобы воздействовать на большинство материалов, и даже металл. Наличие спирального канала выводит отходы работы и пыль, поэтому сверлить можно без остановок. Но эти частицы стирают устройство сверла, приводя к его изнашиванию. Предотвратить это может периодическая заточка.
Износ сверла напрямую зависит от длительности его использования.
Быстрее всего повреждение наступает при работе с металлом и деревом. Проблему можно заметить при обнаружении специфического скрипучего звука. В результате не только ухудшается качество сверления, но и повышается нагрев инструмента, что может вывести его из строя. При сильном износе сверла ухудшение остроты можно ощутить даже касанием.
В результате не только ухудшается качество сверления, но и повышается нагрев инструмента, что может вывести его из строя. При сильном износе сверла ухудшение остроты можно ощутить даже касанием.
Виды заточки:
- Одноплоскостная – используется для больших сверл. Это сильная заточка, способная крошить материал, поэтому нужно быть осторожным. Деталь нужно перемещать на круговой поверхности, не смещая положение, чтобы не повредить поверхность.
- Коническая – применяется для крупных сверл. Их нужно удерживать обеими руками, так как при воздействии на деталь она может соскользнуть.
- Доводка – это заключительный этап, который выравнивает единичные неровности и шлифует поверхность.
Чаще всего используются спиральные легированные сверла, имеющие укрепляющие напайки. Бывают и плоские модели, для больших отверстий. Независимо от параметров и диаметра им требуется заточка, предотвращающая износ.
Что понадобится для сборки станка для заточки сверл?
Не только шлифовка отвечает за режущие способности сверла, но и угол лопастей – чем он меньше, тем лучше сверление. Оптимальным углом считается 90°, для дерева требуется 100°, а пластмассе подойдет и 30°. Заточка улучшает угол режущей кромки и центрирует ее. Это выполняется наждачным покрытием, которое используется и в специализированном оборудовании или при ручной заточке. Станки могут быть промышленными или бытовыми, что определяет их габариты и мощность. Многие мастера создают собственное оборудование для заточки – это дешевое решение, часто не хуже производственной модели.
Оптимальным углом считается 90°, для дерева требуется 100°, а пластмассе подойдет и 30°. Заточка улучшает угол режущей кромки и центрирует ее. Это выполняется наждачным покрытием, которое используется и в специализированном оборудовании или при ручной заточке. Станки могут быть промышленными или бытовыми, что определяет их габариты и мощность. Многие мастера создают собственное оборудование для заточки – это дешевое решение, часто не хуже производственной модели.
Лучше всего выполняется на специальных станках. Современный рынок предлагает большой выбор таких устройств, но не всегда их параметры соответствуют ожиданиям или же стоимость оказывается слишком высокой. В этом случае можно сделать станок своими силами, это требует только начальных технических навыков. Несмотря на меньшую мощность домашнего станка, он имеет ряд преимуществ по сравнению с промышленными аппаратами:
- использование однофазного потока электричества на 220В;
- индивидуальная настройка производительности;
- мобильность оборудования при установке ограниченного функционала;
- высокая производительность для необходимого типа сверл;
- простота ремонта и небольшие затраты сборки.
Правильный подход к созданию станка позволит получить эффективный аппарат для заточки. Для его сборки необходим тумблер, заглушка, точильный круг, достаточно сильный мотор, набор проводов, подставка и ось. Важно соблюдать технику безопасности, поэтому станок лучше укрыть в защитный корпус, видимым оставив только круг для вытачивания и ось. Для работы устройства используют как сеть постоянного питания, так и аккумулятор – для большей мобильности.
Сборка деталей в единый аппарат и обустройство элементов безопасности
Нужно предусмотреть поверхность для крепления станка. Для этого подходит стол из металла, на котором делают отметки под болты. Дальше нужно взять зернистый диск, который крепится на электродвигатель будущего станка. При несовпадении диаметров вала и диска их необходимо выровнять подручными инструментами. При совпадении же шайбу помещают на вал, после чего диск и, повторно, шайбу. На валу нужно предварительно сделать резьбу. Дальше устанавливают гайку крепления, а на круг надевается насадка против раскачки.
Можно добавить втулку, если у вала диаметр меньший за камень. В ней проделывается отверстие, которым она крепится к валу, так как втулка улучшит фиксацию и будет проворачиваться вместе с диском. Если не удается правильно подобрать электродвигатель, можно воспользоваться мотором со стиральной машины. С нее же могут устанавливаться провода, если у них три контакта в пригодном состоянии. Дальше подключается обмотка на линию фаз двух кнопок, отвечающих за включение и выключение станка. Таким образом, устройство будет срабатывать от простых команд кнопок.
Электродвигатель не представляет опасности в открытом виде, но ему стоит предусмотреть защиту. Мотор можно скрыть в металлический корпус, чтобы в нем не скапливалась пыль и не приникала влага. Поскольку при заточке свёрл выделяется много стружки, это создает опасность. Нужно соорудить защитный экран из стекла, который убережет глаза. Конечно, можно использовать и очки, но частицы металла могут отлетать в лицо. Также желательно сделать защитный кожух. Для этого подойдет покрышка, часть которой будет на треть закрывать точильный диск.
Для этого подойдет покрышка, часть которой будет на треть закрывать точильный диск.
Затачиваем детали на самодельном станке
Если нет возможности достать электромотор, можно обойтись простой дрелью. Необязательно покупать новое устройство, подойдет и старый аппарат, в котором функционирует двигатель. Для создания станка ее нужно закрепить на поверхности, а в патрон установить универсальный диск (можно заменить точильным кругом) или втулку. При включении дрели она будет пригодной для работы над сверлами. Чтобы добиться наилучшей эффективности, нужно правильно подходить к процессу заточки. Поскольку в сверлах имеется две резьбы, при их обработке важно сохранить одинаковые размеры, чтобы ось вращения соответствовала центру сверления.
Перед началом заточки нужно проверить надежность крепления диска и защитных элементов. Понадобится от получаса для качественного результата. Каждый материал сверла имеет свои особенности заточки и сторону вращения, что необходимо изучить перед работой. В настольный станок устанавливается точило (абразивный диск или наждак) самого грубого формата. Это позволит выровнять основные повреждения. После этого нужно перейти на мелкий абразив, который будет шлифовать поверхность. Важно придерживаться одного угла заточки, хотя сверло и съезжает в процессе. Если это упустить, существует риск соскока и появления травм.
В настольный станок устанавливается точило (абразивный диск или наждак) самого грубого формата. Это позволит выровнять основные повреждения. После этого нужно перейти на мелкий абразив, который будет шлифовать поверхность. Важно придерживаться одного угла заточки, хотя сверло и съезжает в процессе. Если это упустить, существует риск соскока и появления травм.
Важно избежать перегрева сверл. Это разрушает их пластины, поэтому нужно периодически опускать их в воду (этого нельзя делать, если сверло уже накалилось). В остальном же для заточки сверл достаточно простого мастерства. Соблюдение процедуры и правил безопасности позволит быстро затачивать сверла на самодельном станке и обойтись без дорогостоящего оборудования.
Вам необходимо, чтобы сверла всегда были заточенными, а специальный станок днем с огнем не отыщешь даже в специализированных магазинах? И сделайте станок для заточки сверл своими руками. Вы с легкостью справитесь со сборкой несложной конструкции, если у вас есть хотя бы небольшой опыт в работе с базовыми инструментами.
Самодельный станок
Приспособление для заточки сверла может представляет большую ценность в домашнем хозяйстве так, как с помощью данного устройства можно самостоятельно произвести заточку сверл любого диаметра и типа. Помимо изготовления специального агрегата понадобится электромотор с точильным камнем.
Основные материалы:
- Металлическая пластина с отверстиями – 1 шт.;
- Болт или шпилька длиной 70х15 мм;
- Набор шайб;
- Уголок – 30х30 или 40х40;
- Пластины – толщиной 3-4 мм;
- Шплинт – 30х1,5 мм;
- Зажимы.
Помимо материалов понадобятся инструменты для их механической обработки и соединения, в частности электрическая сварка и болгарка.
Инструменты:
- Электросварка.
- Дрель.
- Болгарка.
- Молоток с ударными наставками.
- Специальные зажимы 2 шт.
- Гаечные ключи.
- Плоскогубцы.
Процесс изготовления:
1. Изготовление крепежной пластины
Крепежная пластина изготавливается из металлической подкладки с отверстиями толщиной около 3-4 мм. С одной стороны деталь отрезается на 3 сантиметра, при этом во время резки требуется сохранить готовое отверстие. Отрезанная часть понадобится для изготовления следующей детали точильного устройства, а крупный элемент для подкладки во время установки изделия на стол.
С одной стороны деталь отрезается на 3 сантиметра, при этом во время резки требуется сохранить готовое отверстие. Отрезанная часть понадобится для изготовления следующей детали точильного устройства, а крупный элемент для подкладки во время установки изделия на стол.
2. Уголок для фиксации сверла
Элемент предназначен для фиксации сверла во время заточки. Изготавливается путем отрезания части обычного уголка 30х30 или 40х40. Общая длина варьируется в пределах 60-90 мм, при этом крайняя часть обрезается под углом 60 градусов, чтобы придать затачиваемой плоскости нужный уровень.
3. Крепление для фиксирующего уголка
Отрезанная часть с отверстием от пластины соединяется с другой металлической пластиной, при этом элементы накладываются друг на друга привариваются электросваркой к уголку. Для приваривания следует вырезать на пластинах монтажный вырез, чтобы впритык установить детали и обварить.
В соединенных частях просверливается отверстие по диаметру болта или шпильки, а сами детали тщательно обвариваются со всех сторон для придания жесткости.
4. Приваривание болта
Болт или шпилька предназначен для фиксации уголка. Элемент приваривается под углом 75 градусов к основной пластине. Во время обваривания следует учитывать нижнюю плоскость, при необходимости удалить шлак, чтобы исключить перекос изделия.
5. Крепление шайбы к болту
Шайба на болт устанавливается на уровне 25 мм от верхней крайней части. Примерный диаметр равен 30 мм. Элемент приваривается с помощью электросварки в нужном проектном положении с соблюдением всех уровней по плоскости.
6. Отверстие в шпильке
При отсутствии отверстия под установку шплинта в болте (шпильке) требуется изготовить его при помощи дрели и сверла нужного диаметра. За счет данного технического элемента будет осуществляться крепление фиксирующего уголка. Диаметр может быть разный, однако главным условием является надежная фиксация.
7. Упор для сверла
Изготавливается из металлического прутка и специального тисочного зажима. Пруток приваривается к фиксирующему уголку снизу. Зажимной механизм монтируется на пруток, при этом на устройстве следует оборудовать из уголка специальную чашу-упор для сверла.
Зажимной механизм монтируется на пруток, при этом на устройстве следует оборудовать из уголка специальную чашу-упор для сверла.
Система монтируется на точильный стол и фиксируется дополнительными зажимами.
Видео: как изготовить приспособление для заточки сверл.
Заточный станок из дрели
Этот способ доступен любому. Для этого вам потребуется дрель. Возможно, не сразу с прилавка магазина, а уже морально устаревшая и вами не используемая. Она будет выступать в качестве двигателя.
Ее нужно закрепить на станине, в патрон вставить втулку или готовый к установке точильный круг или универсальный мелкозернистый диск. Всё. Включив дрель, вы получаете вращающийся абразив, о который точить сверло – одно удовольствие.
Очень простое решение для заточки. Однако не забывайте о приспособлениях для заточки сверла, которое фиксирует затачиваемый элемент относительно точила.
Самодельные приспособления для заточки сверл. Самодельное приспособление для заточки сверл малого диаметра Самодельный станок для заточки сверл
Не требует особых доказательств тот факт, что в процессе работы сверло по металлу имеет неприятное свойство становиться тупее. Причем это происходит тем быстрее, чем чаще пребывает сверло в работе и чем больший объем работы им выполняется.
Причем это происходит тем быстрее, чем чаще пребывает сверло в работе и чем больший объем работы им выполняется.
Сверло по металлу после непродолжительного использования затупляется и требует заточки.
Многие не обращают на это внимания и продолжают работу, пока сверло окончательно не пришло в негодность, после чего выбрасывают его и покупают новое. Происходит это потому, что хозяева попросту не знают, как по металлу. А между тем сделать это можно и в домашних условиях, используя для этого имеющиеся почти в каждой домашней мастерской приспособления и инструменты.
Признаки тупого сверла
Если при соприкасании сверла и металла будет слышен резкий скрип, то значит сверло затупилось.
Сверлить металл можно только очень острым инструментом. Если в начале сверления вы услышите резкий скрип в месте соприкосновения инструмента и металла, то это верный признак того, что сверло тупое. Услышав такой противный звук, лучше прекратить работу. В противном случае инструмент, вращаясь, будет сильнее тереться об металл, соответственно, больше выделять тепло в процессе сверления. От трения и нагревания рабочая кромка сверла будет быстрее изнашиваться.
От трения и нагревания рабочая кромка сверла будет быстрее изнашиваться.
Домашние умельцы для своих нужд используют преимущественно маленькие сверла, Ø не больше 16 мм. Для заточки затупленного инструмента лучше использовать специальное оборудование. Но оно стоит довольно дорого, поэтому для дома его приобретают редко. Но в любой домашней мастерской можно сообразить приспособление для заточки из находящихся под рукой инструментов. Заточку можно сделать с помощью:
- точильного станка с абразивным кругом;
- шлифовальной машинки;
- электродрели со сменной насадкой.
Можно использовать и любое другое приспособление для заточки, на которое можно установить точильный камень и заставить его вращаться. Нужно только, чтобы такое приспособление могло обеспечить скорость вращения вала до 1500 об/мин.
Вернуться к оглавлению
Подготовка к работе
В целях своей безопасности при заточке сверла используйте защитные перчатки и очки.
Но прежде чем приступать к работе, нужно надеть защитные очки и перчатки и подготовить емкость с водой. Это обязательные защитные приспособления, без которых выполнять заточку металлических инструментов очень опасно.
Это обязательные защитные приспособления, без которых выполнять заточку металлических инструментов очень опасно.
Во время работы искры и микроскопические металлические пылинки отлетают от точила и инструмента и разлетаются в разные стороны. Если не защитить руки и лицо, то эти микроскопические частички могут довольно чувствительно резануть по открытой коже. Но особую опасность они представляют для незащищенных глаз. Попав в них, металлические пылинки становятся причиной серьезных проблем со зрением, вплоть до полной его потери.
Емкость с водой нужна, чтобы охлаждать затачиваемый инструмент, ведь во время заточки он сильно нагревается от трения об вращающуюся плоскость круга. Если сверло вовремя не охладить, то оно неизбежно перегреется и в дальнейшем в процессе работы быстро сломается.
Вернуться к оглавлению
Техника и последовательность заточки
Но приготовленные инструменты и защитные приспособления – это только полдела. Нельзя браться за работу, не зная, как . Ведь этот процесс хотя и несложный, но требует строгого соблюдения последовательности заточки. Также очень важно изначально правильно определиться с видом заточки. Вид определяется по тому, какую форму нужно придать режущим граням (“перам”) инструмента. Существуют одноплоскостный, двухплоскостный, конический, цилиндрический и винтовой вид заточки.
Ведь этот процесс хотя и несложный, но требует строгого соблюдения последовательности заточки. Также очень важно изначально правильно определиться с видом заточки. Вид определяется по тому, какую форму нужно придать режущим граням (“перам”) инструмента. Существуют одноплоскостный, двухплоскостный, конический, цилиндрический и винтовой вид заточки.
Чтобы определить правильно или неправильно заточено сверло, нужно внимательно рассмотреть его после заточки. Факторы правильной заточки сверла следующие: оно должно остаться симметричным относительно своей оси. Его режущие кромки должны иметь одинаковую длину по отношению к оси сверла и одинаковые углы заострения.
Заточка всегда начинается с задней поверхности сверла. Поверхность нужно плотно прижать к точильному кругу, сохраняя во время всего процесса первоначально заданный угол. Без навыков сделать все правильно с первого раза очень сложно, поэтому будьте готовы к тому, что придется делать несколько подходов. После каждого подхода следует внимательно осматривать затачиваемую поверхность. Работу продолжают до тех пор, пока задняя поверхность не станет похожа на правильный конус, если смотреть на нее сбоку, на уровне глаз.
Работу продолжают до тех пор, пока задняя поверхность не станет похожа на правильный конус, если смотреть на нее сбоку, на уровне глаз.
Только добившись нужного результата, можно приступать к заточке режущей части. Выполняя ее, нужно стремиться к тому, чтобы оба “пера” затачивались абсолютно идентично. Также очень важно при работе выдержать правильный угол заточки.
При одноплоскостной заточке задняя поверхность обрабатывается в виде одной плоскости, соблюдая угол в диапазоне 28-30 °. Это один из самых простых способов, которым пользуются для тонких инструментов, диаметром до 3 мм.
Выполняя работу этим способом, сверло прижимают под заданным углом к точильному кругу. Затачиваясь, инструмент не переворачивается и перемещается. Часто это приводит к тому, что режущие кромки у сверла могут выкрошиться, особенно если металл попался невысокого качества.
Режущую часть сверл большего диаметра предпочтительней затачивать конически. Это более сложный способ, и если вы по какой-то причине дорожите затачиваемым инструментом, то сначала лучше потренироваться на какой-нибудь сломанной поверхности, чтобы “набить” руку.
Техника этого способа такая: левой рукой инструмент берется за рабочую часть, а правой – за хвостик. Держать рабочую часть нужно максимально близко к заборному конусу, иначе качественной заточки не получится. В таком положении сверло прижимается не только режущей кромкой, но и поверхностью задней части к торцу точила. Держащей за хвостик правой рукой сверло медленно и плавно покачивается, чтобы на задней грани сверла образовалась конусная поверхность. После окончания заточки одного пера инструмент поворачивается к точилу другим, и все повторяется по новой. Очень важный нюанс для этого способа: сверло во время заточки пера ни в коем случае нельзя отрывать от точила.
Существует и другая техника конической заточки. Сверло также берется левой рукой за рабочую часть, а правой – за хвостик. Но к торцу точила сверло прижимается только режущей кромкой, а затем во время работы, не отрывая ее от точила, инструмент плавно проворачивается вокруг своей оси, достигая равномерной и качественной заточки задней поверхности.
При таком способе заточки с обоих боков на задней поверхности пера получится конус, но сверло останется без сточенного заднего угла. Поэтому при работе такое сверло будет больше тереться об металл и, соответственно, больше нагреваться.
Для отлаженной и точной работы нужен хороший инструмент. И если необходимо сверлить дерево, то можно не беспокоиться об остроте сверла, ведь оно может прослужить несколько лет. Также не доставляет особых хлопот заточка сверла для металла большого диаметра (от 6 мм). Но если речь заходит о сверлах с маленьким диаметром, которые используются в радио или электронной технике, то здесь не обойтись без приспособления для их заточки.
Затупление сверла зависит от многих факторов. В первую очередь, это скорость оборотов и охлаждение. Время удовлетворительной работы сверла часто измеряется минутами. Конечно же, можно постоянно приобретать новые сверла, но поверьте – это очень накладно. Поэтому имеет смысл научиться затачивать сверла самостоятельно, а для этого вам понадобиться сделать специальное приспособление.
В этой статье мы подробно расскажем о том, как сделать простое приспособление для заточки сверл своими руками малого диаметра (от 2, 0 до 6,0 мм).
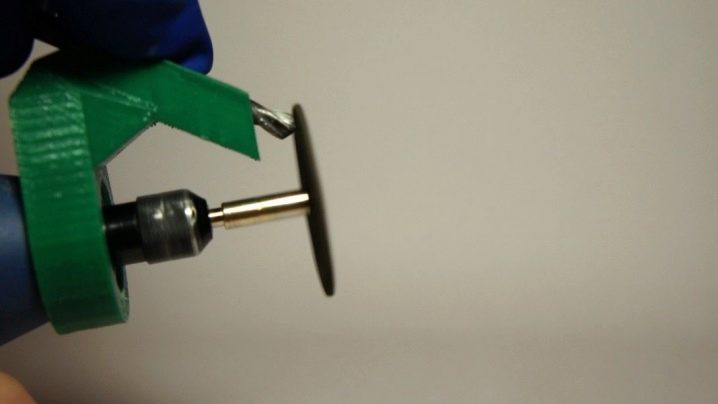
Приспособление, представленное на фото, можно усовершенствовать и дорабатывать по желанию.
На фото сверло расположено под углом 60˚к рабочей поверхности, т.е. к рабочей стороне абразивного диска. Это обусловлено тем, что сверла, использующиеся для металла, имеют угол заточки 120 ˚.
Принцип работы этого приспособления уже не один раз был опубликован в интернете. Но этот вариант предусматривает использование тисочков для ювелирных работ. Это довольно недорогой и распространенный инструмент, имеющийся в продаже. Ювелирные тисочки представлены на фото.
Принцип работы следующий. С помощью ручки раздвигаются губки, и крепко зажимается сверло. Режущие кромки должны разместиться параллельно к губкам.
Тиски, что изображены на фото, были немного переделаны. На них дополнительно установлены пластины и заклепаны новыми, более длинными заклепками.
 Пластины нужны для того, чтобы установить ось с так называемой «качалкой», с помощью которой будут попеременно затачиваться обе грани сверла.
Пластины нужны для того, чтобы установить ось с так называемой «качалкой», с помощью которой будут попеременно затачиваться обе грани сверла.Для ее установки на пластине с обеих сторон на одном расстоянии от центра необходимо просверлить два отверстия, через которые будет проходить эта ось.
«Качалка» фиксируется на стойках, которые прикрепляются к плашке из дуба. Высота регулируется с помощью четырех опорных ножек.
При сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых.
Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки.
Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.
На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками.
Варианты изготовления
На каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.
Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента.
В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
- обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности точильного круга;
- выступает в качестве надежного упора для обрабатываемого инструмента.
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга.
Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
Чертежи деталей приспособления
Промопора
Площадка промопоры
Подвижная площадка
Крепление сверла и упорный винт
Поворотная площадка
Болты, гайки, штифты и шайбы
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново.
После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром.
Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
- Длина режущих кромок даже при их симметричности и правильно подобранных углах является неодинаковой, соответственно, центр сверления смещен относительно оси инструмента. Сверло, при заточке которого допущена такая ошибка, будет создавать сильное биение в процессе сверления, а попасть им в центр будущего отверстия на поверхности заготовки будет достаточно сложно. Заточенный таким образом инструмент с большой долей вероятности сломается в процессе дальнейшей эксплуатации.
- При точной центровке сверла углы, под которыми располагаются его режущие кромки, несимметричны. Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Для того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды.
Вам необходимо, чтобы сверла всегда были заточенными, а специальный станок днем с огнем не отыщешь даже в специализированных магазинах? И сделайте станок для заточки сверл своими руками. Вы с легкостью справитесь со сборкой несложной конструкции, если у вас есть хотя бы небольшой опыт в работе с базовыми инструментами.
Самодельный станок
Приспособление для заточки сверла может представляет большую ценность в домашнем хозяйстве так, как с помощью данного устройства можно самостоятельно произвести заточку сверл любого диаметра и типа. Помимо изготовления специального агрегата понадобится электромотор с точильным камнем.
Основные материалы:
- Металлическая пластина с отверстиями – 1 шт.;
- Болт или шпилька длиной 70х15 мм;
- Набор шайб;
- Уголок – 30х30 или 40х40;
- Пластины – толщиной 3-4 мм;
- Шплинт – 30х1,5 мм;
- Зажимы.
Помимо материалов понадобятся инструменты для их механической обработки и соединения, в частности электрическая сварка и болгарка.
Инструменты:
- Электросварка.
- Дрель.
- Болгарка.
- Молоток с ударными наставками.
- Специальные зажимы 2 шт.
- Гаечные ключи.
- Плоскогубцы.
Процесс изготовления:
1. Изготовление крепежной пластины
Крепежная пластина изготавливается из металлической подкладки с отверстиями толщиной около 3-4 мм. С одной стороны деталь отрезается на 3 сантиметра, при этом во время резки требуется сохранить готовое отверстие. Отрезанная часть понадобится для изготовления следующей детали точильного устройства, а крупный элемент для подкладки во время установки изделия на стол.
2. Уголок для фиксации сверла
Элемент предназначен для фиксации сверла во время заточки. Изготавливается путем отрезания части обычного уголка 30х30 или 40х40. Общая длина варьируется в пределах 60-90 мм, при этом крайняя часть обрезается под углом 60 градусов, чтобы придать затачиваемой плоскости нужный уровень.
3. Крепление для фиксирующего уголка
Отрезанная часть с отверстием от пластины соединяется с другой металлической пластиной, при этом элементы накладываются друг на друга привариваются электросваркой к уголку. Для приваривания следует вырезать на пластинах монтажный вырез, чтобы впритык установить детали и обварить.
В соединенных частях просверливается отверстие по диаметру болта или шпильки, а сами детали тщательно обвариваются со всех сторон для придания жесткости.
4. Приваривание болта
Болт или шпилька предназначен для фиксации уголка. Элемент приваривается под углом 75 градусов к основной пластине. Во время обваривания следует учитывать нижнюю плоскость, при необходимости удалить шлак, чтобы исключить перекос изделия.
5. Крепление шайбы к болту
Шайба на болт устанавливается на уровне 25 мм от верхней крайней части. Примерный диаметр равен 30 мм. Элемент приваривается с помощью электросварки в нужном проектном положении с соблюдением всех уровней по плоскости.
6. Отверстие в шпильке
При отсутствии отверстия под установку шплинта в болте (шпильке) требуется изготовить его при помощи дрели и сверла нужного диаметра. За счет данного технического элемента будет осуществляться крепление фиксирующего уголка. Диаметр может быть разный, однако главным условием является надежная фиксация.
7. Упор для сверла
Изготавливается из металлического прутка и специального тисочного зажима. Пруток приваривается к фиксирующему уголку снизу. Зажимной механизм монтируется на пруток, при этом на устройстве следует оборудовать из уголка специальную чашу-упор для сверла.
Система монтируется на точильный стол и фиксируется дополнительными зажимами.
Видео: как изготовить приспособление для заточки сверл.
Заточный станок из дрели
Этот способ доступен любому. Для этого вам потребуется дрель. Возможно, не сразу с прилавка магазина, а уже морально устаревшая и вами не используемая. Она будет выступать в качестве двигателя.
Ее нужно закрепить на станине, в патрон вставить втулку или готовый к установке точильный круг или универсальный мелкозернистый диск. Всё. Включив дрель, вы получаете вращающийся абразив, о который точить сверло – одно удовольствие.
Очень простое решение для заточки. Однако не забывайте о приспособлениях для заточки сверла, которое фиксирует затачиваемый элемент относительно точила.
При работе с твердыми заготовками, рабочая поверхность сверла быстро изнашивается. Затупленное сверло сильно нагревается и теряет прочность. Это происходит по причине «отпускания» металла. Инструмент периодически надо затачивать. Впрочем – это относится не только к сверлам.
Сверла относятся к недорогим приспособлениям. Во всяком случае, те модели, которые используются в домашнем хозяйстве. Тем не менее, покупать новый наконечник всякий раз после его затупления – расточительно.
Существуют фабричные приспособления для заточки, но при этом нарушается концепция экономного использования домашних инструментов.
Сверла по дереву практически не тупятся, разве что инструмент можно «загнать» на высоких оборотах в смолистой заготовке. Победитовые наконечники по бетону и камню не затачивают. Остается заточка сверла по металлу. Многие слесари со стажем проводят эту процедуру своими руками, безо всяких приспособлений.
Однако, точность работ оставляет желать лучшего, да и глазомер не у каждого домашнего мастера развит настолько профессионально. В любом случае, минимальная механизация необходима.
ВАЖНО! Затачивать наконечники при помощи напильника, надфиля и даже наждачной бумаги – бессмысленно. Для этого необходим электрический наждак (точило).
Как изготовить самодельное приспособление для заточки сверл?
В первую очередь, необходимо обзавестись средством контроля. Как бы вы не затачивали сверло, необходим шаблон для проверки точности работ.
Обычные сверла для работы с черными металлами имеют угол кромки 115-120 градусов. Если вами приходится работать с разными материалами – ознакомьтесь с таблицей углов:
Обрабатываемый материал угол заточки Сталь, чугун, бронза твердосплавная 115-120 Латунные сплавы, мягкая бронза 125-135 Красная медь 125 Алюминий и мягкие сплавы на его основе 135 Керамика, гранит 135 Древесина любых пород 135 Магний и сплавы на его основе 85 Силумин 90-100 Пластик, текстолит 90-100
Зная эти значения, можно приготовить несколько шаблонов, и в соответствии с ними производить заточку самостоятельно. При этом можно одно и то же сверло применять для различных заготовок, стоит лишь поменять угол вершины рабочей области.
Простейшая, но очень эффективная приспособа для заточки – втулки разного диаметра, закрепленные на каком-нибудь основании.
Схематический чертеж устройства на иллюстрации:
ВАЖНО! Инструмент во втулке болтаться не должен, ошибка лишь в один градус снизит качество сверления.
Лучше всего изготовить целую обойму из медных или алюминиевых трубок, под типовые размеры сверл. Или насверлить в бруске из мягкого материала достаточное количество дырок. Главное – установить на вашем точиле удобный подручник, который позволит под правильным углом передвигать приспособление для заточки, и служить надежным упором.
Таким способом пользовались наши деды. Только в качестве материала для изготовления заточного станочка – уголка, использовали дубовый брусок.
В принципе, достаточно было разместить напротив боковой поверхности наждака стол или верстак – и заточной станок готов. При этом качество и точность обработки была на высоком уровне.
Существуют разные чертежи приспособлений для заточки.
Можно воспользоваться готовым, или разработать его самостоятельно. Главное – понять принцип работы со сверлом.
ВАЖНО! При работе на точиле, нельзя допускать вращения сверла вокруг своей оси.
Если инструмент провернется хотя бы на миллиметр – он будет испорчен, и придется стачивать некоторое расстояние для повторной обработки.
После окончания заточки, дайте сверлу остыть и проведите замеры при помощи шаблона. Обе кромки должны быть симметричны с точностью до десятых долей миллиметра. Особенно это важно для сверл малого диаметра.
На схеме показаны типичные ошибки самостоятельной заточки:
Конструкция точильного станка для спиральных сверл по металлу, изготовленная из подручных материалов
В качестве основы взят бытовой точильный станок с гордой надписью «сделано в Германии», имеющий все признаки изделия из Поднебесной. Тем не менее, работает он исправно, биения оси нет, обороты под нагрузкой держит.
Техническое задание поставлено следующее:
- подручник должен быть строго на одной горизонтали (или выше ее) с осью вращения наждака;
- конструкция прочная и надежная, обеспечивающая безопасность работ;
- должна быть возможность как ручной заточки, так и полуавтоматической – с помощью приспособы;
- форма подручника позволяет свободно опускать хвостовик сверла на необходимый угол.
Никаких дефицитных деталей для изготовления приспособления не требуется. Все материалы фактически валялись под ногами в сарае. Обработка заготовок производилась болгаркой, тем же самым модернизируемым точилом, и сваркой.
Поскольку упор предполагалось делать качающимся (для полуавтоматического режима), было изготовлено петлевое соединение. Отверстия трубки, кронштейна и болта подобраны точно, для отсутствия люфтов. Полученное приспособление имеет две степени свободы.
Площадку можно вращать по вертикальной оси – меняя угол заточки сверла. Эта ось фиксируемая. Также подручник может качаться, опираясь на горизонтальную ось, обеспечивая правильную артикуляцию во время заточки. Эта степень свободы не фиксируемая.
Для опорной пластины выбран металл толщиной 4 мм, остальные элементы конструкции – 3 мм. Прочность получается более чем достаточная. Подручник жестко соединяется с корпусом наждака. Разумеется, крепить его к защитному кожуху недопустимо, поэтому прикручиваем кронштейн с помощью дополнительной металлической «щеки».
К подручнику (точнее к опорной пластине) прикручивается собственно направляющая пластина для сверл. Пластина толщиной 5 мм, в ней пропилен треугольный паз для фиксирования сверла во время обработки.
Угол поворота конструкции – 90 градусов. Это обеспечит заточку любым способом, от метода Леонтьева – до прижима под одним углом с выработкой острого угла кромки за счет кривизны наждака.
Обрабатываемое сверло не только прочно держится в канавке – его можно свободно подавать к абразиву вдоль паза, без малейшего отклонения угла заточки.
За счет некоторого превышения плоскости опорной пластины над осью вращения диска, достигнута оптимальная форма заточки затылка рабочей кромки.
Перед началом работ прижимаем сверло к пластине и выставляем режущую кромку параллельно пластине. На этом юстировка заканчивается и можно подавать инструмент к наждаку. Заточка сверла требует определенных навыков, делайте все не спеша внимательно следите за углом заточки.
Точность работ высочайшая, шаблон фактически не требуется. На установку приспособления и настройку угла требуется некоторое время, зато можно быстро заточить пару десятков сверл, не затрачивая никаких усилий.
Если необходимо заточить бур с твердосплавной насадкой – качающуюся пластину можно закрепить на фиксированный угол. Для этого требуется лишь подложить пару шайб под гайку оси.
Несколько слов о наждачном круге
Обычно, для универсальных задач, в домашнем точиле используется белый круг из электрокорунда. Он отлично точит ножи, топоры и лопаты. С его помощью можно быстро обрабатывать металлические заготовки.
При заточке твердосплавных сверл (да и быстрорежущий металл тоже требует более твердого диска), применяется зеленый абразивный круг из карбида кремния. Такие круги имеют маркировку 64С.
Зернистость для бытовых работ обычно выбирается 25H.
При заточке сверл требуется фракция помельче, лучше работать в диапазоне 8H — 16H. Необходимо помнить, что наждаки из карбида кремния сильно нагреваются при работе. Поэтому нельзя долго держать сверло в контакте с абразивом. После 2-3 подходов дайте металлу остыть. Лучше всего, охлаждать его с воде с содой.
ВАЖНО! Направление вращения абразива определяет качество кромки. Рабочая поверхность диска должна набегать на срез, то есть двигаться сверху вниз.
Периферийная поверхность наждака, как основная обрабатывающая поверхность, должна быть идеально ровной. Править ее можно насадкой из эльбора. Для дисков небольшого диаметра вполне можно обойтись плоскогубцами, в которых удерживается эльборовый резец.
Самодельные приспособления для заточки сверл. Приспособление для заточки сверл должно быть в арсенале любого домашнего мастера Приспособление для заточки сверл из напильников
Технологический процесс механической обработки материалов включает множество разнообразных операций, для проведения которых требуется качественный и острый инструмент. Так, в механическом цеху на любом машиностроительном предприятии может использоваться набор из токарных, фрезерных, сверлильных и более сложных станков. В них используется свой тип инструмента, для каждого из которых есть и определенный способ заточки.
Особенности работы сверл
Механическая обработка металла связана с огромными нагрузками на инструмент. Вообще, он состоит из трех основных частей: присоединительной, корпусной и режущей. Так вот режущая часть – это небольшой клинообразный элемент, предназначенный для проникновения в металл и снятия его части с заготовки.
Если, например, в токарном резце или дисковой фрезе с формой и конструкцией режущей части все понятно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, поэтому нужно знать, как правильно заточить сверло. Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
Основные элементы режущей части сверла
Перед тем как заточить сверло по металлу, следует ознакомиться с конструкцией его режущей части, которая включает следующие элементы:
1. Основная режущая кромка.
2. Вспомогательная винтовая режущая кромка (ленточка).
3. Перемычка.
4. Передняя поверхность.
5. Задняя поверхность.
Что понадобится для заточки?
На предприятии все необходимое для реставрации инструмента всегда под рукой. А вот домашнему мастеру приходится искать альтернативу качественным заводским приспособлениям в более простых решениях, которые можно использовать в условиях обычного гаража. И все же перед тем, как заточить сверло по металлу, запаситесь минимальным набором:
1. Точильный круг. Он должен быть установлен на вращающийся вал. Устройство в народе известно под названием «наждак». В гараже встречается очень часто.
2. Емкость для охлаждающей жидкости.
3. Охладитель (вода или машинное масло).
Для того чтобы выдержать угол заточки сверла, может быть недостаточно такого набора. Ведь контролировать процесс придется «на глазок», что вряд ли получится без наличия определенного опыта. В таком случае в базовый комплект нужно включить еще и приспособление для заточки сверла, которое можно купить или смастерить самостоятельно.
Контролируемые параметры
Когда все готово, необходимо ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах осевого режущего инструмента. Перед тем как правильно заточить сверло, нужно знать его углы:
1. Передний . Определяется в главной секущей плоскости (проходит перпендикулярно главной режущей кромке) как угол между передней поверхностью и основной плоскостью (перпендикулярна вектору скорости резания). Он направлен по касательной к окружности сверла.
2. Задний . Также определяется в главной секущей плоскости как угол между задней поверхностью и плоскостью резания (проходит через вектор скорости и режущую кромку).
3. Угол при вершине находится между двумя главными режущими кромками, если посмотреть на сверло сбоку.
Оптимальное значение переднего угла – 18-20 градусов, заднего – 10-12. Угол при вершине в сверлах по металлу имеет стандартное значение – 118 градусов.
Процесс заточки
Теперь давайте поговорим о том, как заточить сверло по металлу на обычном наждаке. Основная заточка данного осевого инструмента производится по задней поверхности. Для этого включите наждак, крепко возьмите сверло в руку таким образом, чтобы главная режущая кромка была направлена навстречу вращению точила. Теперь подводим кромку к точилу, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка расположилась параллельно поверхности круга. Проделываем такую же операцию со второй режущей кромкой. В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
Простая заточка используется для сверл диаметром до 10 мм. При увеличении этого параметра можно дополнительно выполнить подточку передней поверхности. В результате передний угол уменьшается, а значит, увеличивается толщина лезвия (так называемый угол режущей кромки) и, соответственно, период стойкости сверла.
Заточка с помощью приспособления или станка
Описанный выше способ можно назвать кустарным, так как точного контроля параметров сверла непосредственно во время заточки добиться просто невозможно. В лучшем случае вы проверите углы после окончания заточки, а в худшем – просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло?
Конечно, для этого лучше использовать более продвинутые варианты, которые позволят заранее настроиться на определенные углы. В таком случае понадобится приспособление или станок для заточки сверл.
Если масштаб работ в вашей мастерской достаточно большой, и переточка инструмента требуется постоянно, то оптимальным будет приобретение станка. Он позволит значительно упростить процесс, особенно в том случае, если требуется перетачивать твердосплавные сверла по металлу. Основное преимущество его использования – точное соблюдение заранее заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получать различные типы заточек сверла:
1. Х-тип. Используется по большей части для засверливания в глухих отверстиях. Предназначен для снижения осевого усилия резания.
2. XR-тип. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла имеют повышенную прочность и период стойкости.
3. S-тип. Здесь используется описанная выше подточка, которая также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали).
4. N-тип. Также используется подточка, однако меньшей величины. Сверла с такой заточкой применяются для глубокого сверления.
Конструкция приспособления
Как уже стало понятно, ручная заточка сверла – это дело профессионала, который не просто знает правильные углы, но и чувствует процесс резания. К сожалению, приходит такое чутье только после многолетней практики работы со сверлильным станком или дрелью. Не стоит экспериментировать, так как можно смастерить самостоятельно или приобрести приспособление для заточки. В обоих случаях оно будет включать одинаковые конструктивные элементы и работать по одному принципу.
Итак, основная задача приспособления – правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно располагать как само приспособление, так и электродвигатель, на валу которого расположено точило. На плите также находится поворотная колонка, на которой закрепляется сверло. Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
В качестве колонки можно использовать любой подшипниковый узел с валом, например от старой дрели. На колец вала приспосабливается ложе для сверла (можно использовать переходную втулку), к которому оно прижимается винтами. После фиксации сверла включается привод точила, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы. Важно, чтобы при изначальной настройке приспособления выдерживался угол при вершине сверла в 118 градусов.
Заточка насадками
Еще один простой и удобный способ предусматривает использование такого приспособления, как насадка для заточки сверл. Основное преимущество его заключается в универсальности и простоте использования. Устройство имеет цилиндрическую форму. С одной стороны расположен присоединительный узел, посредством которого насадка устанавливается на шпиндель дрели. С другой стороны расположены отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели.
Меры безопасности
Заточка сверла связана с образованием мелких частиц, которые отрываются от точила в процессе износа. Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки.
При заточке сверла без приспособления проследите за тем, чтобы надежно фиксировать его положение. В противном случае при контакте с точилом его может просто вырвать у вас из рук.
Сверла по металлу закаливаются при производстве, однако постепенно они все равно затупляются. Разумеется, не стоит их сразу же выбрасывать. Осуществить заточку сверла по металлу вы можете самостоятельно, применяя специальное оснащение.
Типы устройств для затачивания
Чтобы правильным образом выполнить затачивание сверла, нужно применить специальные устройства. Они подразделяются на две категории:
- промышленное оснащение. Располагает большой мощностью. Посредством него возможно осуществлять заточку сверл, имеющих радиус от одного сантиметра. Данные устройства ставятся на больших предприятиях. Затачивание выполняется полуавтоматически/автоматически;
- бытовое оснащение. Предназначается для применения в домашних условиях. Кроме того, его используют на маленьких предприятиях. Это оснащение мобильно, компактно, обладает стандартной мощностью.
При приобретении станка нужно учитывать шумность, конструктивные особенности прибора. Оптимально покупать обычный станок, потому как для него легко найти подходящие запчасти.
Приобретать точильные устройства нужно лишь в специальных местах, потому как в них к станку прилагается технический паспорт. Кроме того, покупатель получает гарантийный талон.
Применение точильных аппаратов в бытовых условиях
Для дома наилучшим вариантом считаются бытовые станки. Посредством них возможно точить разные типы сверлильных инструментов. Стоит учесть, что для определенных видов сверл понадобится покупать специальные круги.
Для того чтобы собственноручно осуществить затачивание, необходимо выбрать станок, который оборудован универсальным патроном. Он дает возможность выполнять зажим деталей, имеющих разный размер.
Покупателю вместе с точильным устройством зачастую предоставляются:
- эльборовые круги;
- ключи;
- цанги;
- сменные запчасти;
- осветительный прибор для рабочего места.
Наиболее распространены такие приспособления для заточки сверл, как «Дрилл Доктор», GS. Данные станки предназначаются для затачивания сверлильных инструментов радиусом в 0,2-3,4 см. Подобное оснащение неспособно подточить чересчур тонкие предметы. Для этого понадобится покупать особый станок.
Все оснащение, которое предназначается для затачивания инструментов в бытовых условиях:
- может работать от электрической сети;
- высокопроизводительно;
- просто в эксплуатации;
- функционально;
- обеспечивает точное затачивание;
- стоит недорого;
- компактно;
- мало весит;
- удобно управляется. Возможно менять интенсивность затачивания, его быстроту.
Как самостоятельно сделать точильный станок
Прежде всего, нужно приобрести контрольное приспособление. Оно требуется для того, чтобы проверять, насколько точно выполнена работа.
Для сверл, предназначенных для обработки различных металлов, нужно делать разный угол кромки. Ниже приведен перечень обрабатываемых деталей и соответствующих углов кромок:
- стальные, чугунные, бронзовые – 115;
- латунные, медные – 125;
- алюминиевые, керамические, гранитные, деревянные – 135;
- магниевые – 85;
- силуминовые, пластиковые, текстолитовые – 90.
Ознакомившись с данным списком, возможно изготовить несколько шаблонов и, соответственно с ними, собственноручно осуществлять затачивание. Один и тот же сверлильный инструмент возможно использовать для разных деталей. Нужно только изменить угол вершины рабочей области.
Простой, но весьма эффективной приспособой для заточки сверла считается основание, на котором закреплены втулки различного размера. Помните, что предмет не должен трястись во втулке. Малейшее отклонение приведет к значительному уменьшению качества сверлильной обработки.
Желательно иметь обойму трубок из алюминия/меди. Также можно сделать в брусочке из мягкого материала нужное число отверстий. Монтируйте на точильном круге удобный подручник, позволяющий перемещать под требуемым углом самодельное приспособление для заточки сверл, служащий упорным элементом.
В настоящее время есть различные чертежи точильных устройств. Можете использовать существующий либо создать собственный. Не забывайте, что при затачивании инструмента нельзя допускать прокручивания сверла вокруг собственной оси.
По завершении затачивания позвольте инструменту остудиться. Измерьте точность работы посредством шаблона. Кромки должны располагаться симметрично. В особенности это значимо для инструментов небольшого радиуса.
Использование электрической дрели
Определенные люди предпочитают использовать в качестве основы для точильного приспособления электрическую дрель, которая оборудована специальными насадками. Разумеется, количество насадок ограничено. Следовательно, собственноручное затачивание затрудняется. В наборе с насадками поставляется камень и поводок.
Если хотите, можете сами изготовить насадку. Данный элемент точильного устройства нужно оснастить крепежной деталью для фиксирования инструмента.
Особенности затачивания
Если вы приняли решение собственноручно подточить инструмент, используя приспособления для заточки, осуществляйте процедуру по такому алгоритму:
- Выполните обработку задней части. Крепко прижмите инструмент, контролируйте, чтобы угол затачивания не менялся. По окончании обрабатывания конец инструмента станет похож на конус.
- Теперь заточите режущую поверхность.
- На финальной стадии осуществляется доводка задней части. Удостоверьтесь, что величина перемычки не превышает четырех десятых миллиметра. Разумеется, для большого инструмента данный показатель должен быть немного выше.
Если у вас что-то не получилось, не расстраивайтесь. Желательно тренироваться на сверлах, которые, скорее всего, не пригодятся. Главное – обучитесь правильному надавливанию и выдержке угла. Помните, что отверстия сверлят бока инструмента, а не его кончик. Следовательно, кромки нужно затачивать в обязательном порядке.
Не забывайте, что при обработке сверла появляются мельчайшие частички. Из-за нагрева они летят в разные стороны. Ввиду этого нужно соблюдать правила безопасности. Используйте специальные очки, рукавицы. Кроме того, проверяйте надежность фиксации инструмента, иначе оно вылетит из ваших рук.
Если вы хотите воспользоваться приспособлением для заточки сверл своими руками, в обязательном порядке приготовьте рабочую зону. Позаботьтесь о нормальном освещении. Кроме того, не забудьте надеть специальные рукавицы, защитные очки.
- Прежде всего, рассчитайте нужный угол затачивания.
- Ваша стойка для заточки должна быть такой, чтобы круг для шлифования располагался с правой стороны.
- Осуществляйте центровку. Для этого большим и указательным пальцами возьмите рабочую область, а другой рукой удерживайте хвостовую кромку.
- Сверлильный инструмент требуется вращать так, чтобы режущая поверхность была расположена параллельным образом.
- Не забывайте устранять зазубрины и иные неровности.
- Все движения нужно проделывать в некотором порядке. К примеру, левую руку необходимо двигать к низу от левой стороны, а правую – по часовой стрелке.
Заключение
Приобретать промышленное оборудование для заточки сверл не слишком рационально, так как стоит оно дорого. Для домашних нужд оптимально подойдет обычный бытовой станок либо изготовленное вами точильное приспособление.
Чтобы не допустить ошибок при собственноручном затачивании металлического сверла, требуется использовать специальное устройство. Это может быть бытовой/промышленный станочный аппарат, электрическая дрель с особой насадкой. Насадка надевается прямо на дрель для заточки сверл. Если вы раньше не делали попыток выполнить заточку сверлильного инструмента, посмотрите обучающее видео, которое есть ниже.
В обязательном порядке соблюдайте технику безопасности. Игнорирование простых правил, неиспользование защитной одежды может довести вас до больничной койки. Искры, попавшие в глаз – это далеко не шутки. Есть большая вероятность полностью лишиться зрения. Согласитесь, лучше просто надеть специальные рукавицы и защитные очки, чем подвергать себя риску получить серьезную травму.
Качество и точность сверления зависит от остроты рабочего инструмента. Кроме того, в отличие от столового ножа, сверло должно быть заточено правильно. Бывалые слесари могут ровнять режущую кромку на обычном точильном станке, просто удерживая сверло в руках (по крайней мере, с их слов). Но для такого способа нужна сноровка и многолетний опыт. Даже если у вас твердая рука, и отличный глазомер – без понимания процесса, вы просто испортите инструмент.
Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):
Для лучшего восприятия материала, вспомним устройство сверла.
- Нельзя прижимать острие к наждаку дольше 2-3 секунд за один подход. Металл раскаляется и происходит так называемое «отпускание», то есть лишение закалки. Соответственно теряется необходимая твердость металла. Первый признак – наличие температурных побежалостей на кромке.
- Для сверл диаметром до 4 мм: при каждом касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси недопустимо. Для большего диаметра, геометрия заточки несколько иная.
- На спиралевидных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена навстречу вращению точила (при механической заточке).
- Основной угол (на иллюстрации — 2φ) зависит от типа обрабатываемого материала.
Какие сверла точить, и как часто?
Перьевые и другие специальные сверла по дереву в домашних условиях не восстанавливают, да и тупятся они не так быстро. Победитовые наконечники для бетона не точатся в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Спиральное сверло. Режущая кромка имеет небольшой размер, поэтому при работе быстро нагревается от трения (нет площади рассеивания). Основная причине затупления – именно перегрев. При правильном использовании износ происходит не так интенсивно. Характерные признаки тупого сверла:
- При работе слышен скрип.
- Вместо завитой стружки из отверстия выходят опилки.
- Моментальный нагрев инструмента без продвижения в глубину.
Важно: Не следует работать тупым сверлом, износ от перегрева будет только прогрессировать.
Итак, пришло время точить инструмент. Вы не желаете испортить сверло, и хотите механизировать процесс.
К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.
Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
Полупрофессиональные направляющие для любых типов сверл
Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.
С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.
Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск.
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.
Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.
Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.
Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.
Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
При работе с твердыми заготовками, рабочая поверхность сверла быстро изнашивается. Затупленное сверло сильно нагревается и теряет прочность. Это происходит по причине «отпускания» металла. Инструмент периодически надо затачивать. Впрочем – это относится не только к сверлам.
Сверла относятся к недорогим приспособлениям. Во всяком случае, те модели, которые используются в домашнем хозяйстве. Тем не менее, покупать новый наконечник всякий раз после его затупления – расточительно.
Существуют фабричные приспособления для заточки, но при этом нарушается концепция экономного использования домашних инструментов.
Сверла по дереву практически не тупятся, разве что инструмент можно «загнать» на высоких оборотах в смолистой заготовке. Победитовые наконечники и камню не затачивают. Остается заточка сверла по металлу. Многие слесари со стажем проводят эту процедуру , безо всяких приспособлений.
Однако, точность работ оставляет желать лучшего, да и глазомер не у каждого домашнего мастера развит настолько профессионально. В любом случае, минимальная механизация необходима.
Как изготовить самодельное приспособление для заточки сверл?
В первую очередь, необходимо обзавестись средством контроля. Как бы вы не затачивали сверло, необходим шаблон для проверки точности работ.
Обычные сверла для работы с черными металлами имеют угол кромки 115-120 градусов. Если вами приходится работать с разными материалами – ознакомьтесь с таблицей углов:
| Обрабатываемый материал | угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120 |
| Латунные сплавы, мягкая бронза | 125-135 |
| Красная медь | 125 |
| Алюминий и мягкие сплавы на его основе | 135 |
| Керамика, гранит | 135 |
| Древесина любых пород | 135 |
| Магний и сплавы на его основе | 85 |
| Силумин | 90-100 |
| Пластик, текстолит | 90-100 |
Зная эти значения, можно приготовить несколько шаблонов, и в соответствии с ними производить заточку самостоятельно. При этом можно одно и то же сверло применять для различных заготовок, стоит лишь поменять угол вершины рабочей области.
Простейшая, но очень эффективная приспособа для заточки – втулки разного диаметра, закрепленные на каком-нибудь основании.
Схематический чертеж устройства на иллюстрации:
ВАЖНО! Инструмент во втулке болтаться не должен, ошибка лишь в один градус снизит качество сверления.
Лучше всего изготовить целую обойму из медных или алюминиевых трубок, под типовые размеры сверл. Или насверлить в бруске из мягкого материала достаточное количество дырок. Главное – установить на вашем точиле удобный подручник, который позволит под правильным углом передвигать приспособление для заточки, и служить надежным упором.
Таким способом пользовались наши деды. Только в качестве материала для изготовления заточного станочка – уголка, использовали дубовый брусок.
Устройство для заточки свёрл пригодится в любом хозяйстве. Ведь работа с тупым сверлом — одно мучение. Механизм можно сделать своими руками, используя ненужные и устаревшие детали.
Правила заточки сверл
Свёрла можно затачивать на специальных заточных дисках, вручную или на станках. Перед началом работ внимательно исследуйте свёрла: если на поверхности есть серьезные дефекты, нужно начать затачивание с более грубого абразива. Если же инструмент немного затупился, используйте доводочный диск.
При затачивании вручную своими руками, нужно выполнять правила:
- одной рукой удерживать за хвостовик, второй подправлять рабочий конец;
- режущий край обрабатывать боковой частью заточного диска;
- сначала затачивается одна сторона, после чего сверло аккуратно переворачивается и обрабатывается вторая.
Во время обработки важно сохранять изначальную форму сверла и направление режущих краев. Необходимо следить за тем, чтобы острие кончика не смещалось от центра, иначе во время работы инструмент отклонится в сторону. Если после заточки угол режущих краев неодинаков, работа сверла будет некачественной. Это определяется с помощью шаблона, сделанного своими руками, или на глаз: форма кончика должна составлять конус. Чтобы избежать ошибок, править лучше на специализированных устройствах.
Виды заточного оборудования
Самодельный аппарат предусмотрен для затачивания свёрл из различных металлов, резаков, метчиков, фрез, зенкеров, резцов.
Оборудование может быть:
- специализированным — обрабатывает единственный тип инструментов;
- универсальным — используется для любых видов резаков и свёрл.
Самодельные механизмы чаще относятся к универсальному бытовому типу. Промышленные станки мощны, работают с крупными инструментами. Дома в таких необходимости нет, они шумны, занимают много места и энергозатратны.
Бытовые самодельные станки подходят для затачивания свёрл малого и среднего диаметра, они компактны и экономичны.
Изготовление станка для заточки
Чтобы своими руками собрать станок, необходимо подготовить:
- электромотор;
- точильный диск;
- тумблер;
- подставку;
- электрокабель;
- заглушку.
Все комплектующие станка своими руками размещаются внутри корпуса. Это сделает работу безопасной и удобной. Доступным должен быть только шкив электродвигателя, на который надевается точильный диск. Станок стационарно крепится к верстаку, поэтому место нужно подобрать заранее.
- поместите электромотор в нужное место, на столе отметьте точки креплений;
- просверлите отверстия для крепежных болтов;
- верните электромотор на место и прикрутите его к верстаку, для крепления подойдут хомуты из тонких металлических полосок;
- установите защитный корпус;
- на шкив двигателя наденьте точильный круг.
Желательно подобрать двигатель с удлиненным шкивом, иначе его придется доставлять. Сначала надевается шайба, после чего круг. При несовпадении поперечников шкива и диска используется переходная втулка. Сбоку втулки делается резьбовое отверстие, в него вкручивают дополнительный крепежный болтик.
По мощности для самодельного станка подходит двигатель от стиральной машины. Не подбирайте двигатель с высокими оборотами, так как затачивание свёрл происходит на небольшой скорости.
Теперь можно подключить электрическую составляющую: тумблер, двигатель и соединить их с розеткой.
Дополнительные устройства
Изготовленные своими руками дополнительные приспособления сделают работу по заточке сверл более удобной и точной.
Шаблон для проверки. Шаблон вырезают из листа тонкого (1 мм) мягкого металла (алюминия, меди). Шаблон выявляет углы у острия, продолжительность рабочих краев, угол между рабочим краем и перемычкой. Так как задний угол заточки сверла шаблоном проверить практически невозможно, выверяется угол заострения. Вырезается шаблон перед первым использованием сверла.
Направляющая. Это небольшая приставка, которая делается из металлической полоски и с помощью болта фиксируется на корпусе. Во время работы сверло укладывают на направляющую и подводят к точильному камню.
Угломер. На подставке, которая описана сверху, наносятся деления углов затачивания. Можно отрезать часть металлического транспортира с отметками углов и прикрепить к подставке. Отрезать нужно часть с углами более 30 градусов, так как при заточке меньшие не используются.
Приспособление, облегчающее заточку свёрл. Представляет собой фиксированную станину и державку, в которой предусмотрены отверстия для вставления резаков разного размера. Державку можно снимать. Станина выполняется из доски 50 мм, к ней прикрепляется рейка под углом 32 градуса. Рейка выставляет державку с инструментом под необходимым углом. Державка своими руками выпиливается из бруска, поверхность которого снимают под углом 65 градусов. Скошенная часть укладывается к рейке. Углы скашивания державки и рейки зависят от типа заточки.
Многофункциональный механизм
Заточка сверл станет проще при использовании этого механизма. Устройство состоит из:
- роликовых салазок;
- направляющей;
- вала;
- транспортира;
- патрона сверлильного.
Направляющую следует сделать достаточно широкой, к ней прикрепляется транспортир. В качестве оси поворота выступает болт, вставленный в предусмотренное отверстие. На поворотную часть размещают направляющие и подвижную пластинку. На ее поверхности фиксируется ось, трубка, с одной стороны ось заканчивается патроном для сверла, с другой — рукояткой. Перемещение упорной пластины обеспечивается резьбовой осью.
Снизу упорной пластины находится ограничитель (он же указатель), который одновременно указывает необходимый угол смещения и фиксирует в нужном положении.
Механизм работает следующим образом:
- сверло фиксируется в патроне;
- упорная пластина стопорится под необходимым углом;
- инструмент вращают по продольной оси с помощью рукоятки;
- отмечают угол;
- переворачивают резак на 90 градусов и обрабатывают вторую половину, доходя до отмеченного угла.
Правила заточки на самодельном станке
- Во время обработки свёрл, оба плечика должны быть идентичными. Это означает, что сверло будет ровно входить в отверстие и качественно выполнять сверление.
- До запуска станка своими руками надежно закрепите точильный круг на шкиве.
- Первичную обработку проводите диском с крупным абразивом. Когда вы заметите заусенец на сверле, диск следует менять на более тонкий.
- Во время заточки постоянно удерживайте необходимый угол.
- Круг должен вращаться только в одном направлении, по лезвию.
- Не допускайте перегрева резака, в процессе обработки его следует периодически охлаждать. Не окунайте перегретый инструмент в холодную воду, это способствует растрескиванию металла.
Несколько вариантов приспособлений для заточки свёрл в видеороликах.
Рекомендуем также
Самодельные приспособления для заточки сверл – собираем станок своими руками. Как правильно заточить сверло по металлу своими руками — подробная инструкция Чертеж ручной точилки для сверл
Для отлаженной и точной работы нужен хороший инструмент. И если необходимо сверлить дерево, то можно не беспокоиться об остроте сверла, ведь оно может прослужить несколько лет. Также не доставляет особых хлопот заточка сверла для металла большого диаметра (от 6 мм). Но если речь заходит о сверлах с маленьким диаметром, которые используются в радио или электронной технике, то здесь не обойтись без приспособления для их заточки.
Затупление сверла зависит от многих факторов. В первую очередь, это скорость оборотов и охлаждение. Время удовлетворительной работы сверла часто измеряется минутами. Конечно же, можно постоянно приобретать новые сверла, но поверьте – это очень накладно. Поэтому имеет смысл научиться затачивать сверла самостоятельно, а для этого вам понадобиться сделать специальное приспособление.
В этой статье мы подробно расскажем о том, как сделать простое приспособление для заточки сверл своими руками малого диаметра (от 2, 0 до 6,0 мм).
Приспособление, представленное на фото, можно усовершенствовать и дорабатывать по желанию.
На фото сверло расположено под углом 60˚к рабочей поверхности, т.е. к рабочей стороне абразивного диска. Это обусловлено тем, что сверла, использующиеся для металла, имеют угол заточки 120 ˚.
Принцип работы этого приспособления уже не один раз был опубликован в интернете. Но этот вариант предусматривает использование тисочков для ювелирных работ. Это довольно недорогой и распространенный инструмент, имеющийся в продаже. Ювелирные тисочки представлены на фото.
Принцип работы следующий. С помощью ручки раздвигаются губки, и крепко зажимается сверло. Режущие кромки должны разместиться параллельно к губкам.
Тиски, что изображены на фото, были немного переделаны. На них дополнительно установлены пластины и заклепаны новыми, более длинными заклепками. Пластины нужны для того, чтобы установить ось с так называемой «качалкой», с помощью которой будут попеременно затачиваться обе грани сверла.
Для ее установки на пластине с обеих сторон на одном расстоянии от центра необходимо просверлить два отверстия, через которые будет проходить эта ось.
«Качалка» фиксируется на стойках, которые прикрепляются к плашке из дуба. Высота регулируется с помощью четырех опорных ножек.
Как без большого труда и навыков затачивать сверла с правильным углом заточки? К сожалению, у многих из нас это получается не с первого раза. Это приспособление очень простое по конструкции. Поэтому каждый из вас каждый сможет ее повторить. Многие знают, что грани болтов и гаек имеют такой же угол, как и стандартная заточка сверла. Этим и воспользуемся. Мы не будем сваривать две гайки вместе, чтобы получить правильный шаблон. Конструкция немного другая.
Для начала нужна любая гайка. Чем большего диаметр, тем больше диаметр сверла можно в ней затачивать.
Гайка имеет 6 граней, 2 из которых нам нужны. Берем штангенциркуль и от края гайки отмечаем 4 мм. Переворачиваем гайку наоборот и с краю делаем пометку, которая на полтора мм больше, чем первая. Делаем треугольник с 2 сторон. Вырезаем ножовкой или болгаркой. Получилась гайка с пропилами.
Привариваем ещё одну. Устройство почти готово. Ему не хватает шайбы, которую забрасываем в середину. Также понадобится болт, он закручивается в маленькую гайку.
Пропилы в гайке имеют разную глубину, которая отличается на 1,5 мм. Это разница на глаз малозаметна. Вставляем пруток, фиксируем, прикладываем линейку. Зазор между линейкой и кругляком меньше слева, чем справа. То есть устройство имеет определенный угол. Там, где зазор меньше, мастер поставил пометку.
Работа механизма приспособы
Берём ровное не заточенное сверло, помещаем в устройство. Там, где стоит метка, сверло нужно разместить, как показано на фото и видео. Фиксируем сверло, чтобы она немного выглядывало из граней. С рабочей стороны будет происходить заточка сверла. В указанном примере можно зажать диаметром до 8 мм.
Когда начнём стачивать на наждаке край сверла, есть направляющая в виде плоскости ребра гайки, которая задает правильный угол заточки.
Это классно устройство для тех, кто не может на глаз подобрать правильный угол.
На видео показано, как установить инструмент относительно наждачного круга. С 6 минуты можно посмотреть, как происходит обработка сверла.
Alexander Polulyakh.
В дополнение к этому видеоуроке еще одно устройство самодельщиков с применением болтов и гайки.
Чертеж
https://drive.google.com/file/d/0B8iB5ht2WrqOMEJiZlRtZ2VWdVE/view
Признаюсь, заточка инструмента всегда вызывала у меня тихий ужас. Нужно думать не только о вращающемся точильном камня, который выступает источником потенциальной опасности, но еще и угол заточки держать… Думаю, статья будет полезна начинающим мозгочинам, а к опытным камрадам у меня убедительная просьба дополнить изложенную ниже информацию или рассказать о своём методе выдержки угла заточки.
Материалы
- Деревянный брусок;
- Винт.
Инструменты
- Транспортир;
- Малка (приспособление) – столярный и слесарный инструмент для разметки и измерения углов, черчения параллельных линий. Состоит из двух частей, скреплённых между собой зажимным винтом. Более толстая часть (колодка – основание) прижимается к заготовке, по тонкой части (линейке) производится разметка. Иногда между двумя частями малки нанесена шкала для измерения углов. Большие малки могут применяться при строительных работах;
- Дрель со сверлом по дереву;
- Отвертка.
Прочертим две прямые линии на бумаге под углом 59 градусов. Цель – заточить сверло под этим углом.
Используя малку, переносим угол 59 градусов на деревянный брусок. В качестве заготовки использовал дерево твердых пород. Толщина бруска 15 мм. Направляющей будет выступать винт с мелким шагом резьбы под шлицевую отвертку, поэтому сквозное отверстие должно быть немного меньшего диаметра, чем диаметр винта, чтобы он плотно вкручивался в брусок. Сверлить сверлом по дереву легче, когда начинаете сверлить под углом. На глаз определяем место, где удобнее всего расположить винт.
Вкручиваем винт в брусок. Заранее следует определить максимальный диаметр сверла, что будет затачиваться. Для данной поделки диаметр сверла будет больше 15 мм. Поэтому следует выбрать винт достаточной длины, чтобы он проходил через брусок и выступал на половину от наибольшего диаметра затачиваемого сверла.
Если угол, под которым винт выходит из бруска не соответствует эталонной линии, просверлите другое отверстие и попробуйте снова.
Прокрутим винт на несколько оборотов, чтобы конец резьбы находился над центром сверла.
Как только вы заточите одну сторону (используя резьбу винта, как метки), поверните сверло на половину и посмотрите на отметки на винте. Повторите операцию для другой стороны сверла.
Что касается заточки сверл, на сайте представлена подробная статья . В дополнение к изложенному в ней материалу предлагаю посмотреть видео англоязычного кулибина.
Спасибо за внимание)
Устройство для заточки свёрл пригодится в любом хозяйстве. Ведь работа с тупым сверлом — одно мучение. Механизм можно сделать своими руками, используя ненужные и устаревшие детали.
Правила заточки сверл
Свёрла можно затачивать на специальных заточных дисках, вручную или на станках. Перед началом работ внимательно исследуйте свёрла: если на поверхности есть серьезные дефекты, нужно начать затачивание с более грубого абразива. Если же инструмент немного затупился, используйте доводочный диск.
При затачивании вручную своими руками, нужно выполнять правила:
- одной рукой удерживать за хвостовик, второй подправлять рабочий конец;
- режущий край обрабатывать боковой частью заточного диска;
- сначала затачивается одна сторона, после чего сверло аккуратно переворачивается и обрабатывается вторая.
Во время обработки важно сохранять изначальную форму сверла и направление режущих краев. Необходимо следить за тем, чтобы острие кончика не смещалось от центра, иначе во время работы инструмент отклонится в сторону. Если после заточки угол режущих краев неодинаков, работа сверла будет некачественной. Это определяется с помощью шаблона, сделанного своими руками, или на глаз: форма кончика должна составлять конус. Чтобы избежать ошибок, править лучше на специализированных устройствах.
Виды заточного оборудования
Самодельный аппарат предусмотрен для затачивания свёрл из различных металлов, резаков, метчиков, фрез, зенкеров, резцов.
Оборудование может быть:
- специализированным — обрабатывает единственный тип инструментов;
- универсальным — используется для любых видов резаков и свёрл.
Самодельные механизмы чаще относятся к универсальному бытовому типу. Промышленные станки мощны, работают с крупными инструментами. Дома в таких необходимости нет, они шумны, занимают много места и энергозатратны.
Бытовые самодельные станки подходят для затачивания свёрл малого и среднего диаметра, они компактны и экономичны.
Изготовление станка для заточки
Чтобы своими руками собрать станок, необходимо подготовить:
- электромотор;
- точильный диск;
- тумблер;
- подставку;
- электрокабель;
- заглушку.
Все комплектующие станка своими руками размещаются внутри корпуса. Это сделает работу безопасной и удобной. Доступным должен быть только шкив электродвигателя, на который надевается точильный диск. Станок стационарно крепится к верстаку, поэтому место нужно подобрать заранее.
- поместите электромотор в нужное место, на столе отметьте точки креплений;
- просверлите отверстия для крепежных болтов;
- верните электромотор на место и прикрутите его к верстаку, для крепления подойдут хомуты из тонких металлических полосок;
- установите защитный корпус;
- на шкив двигателя наденьте точильный круг.
Желательно подобрать двигатель с удлиненным шкивом, иначе его придется доставлять. Сначала надевается шайба, после чего круг. При несовпадении поперечников шкива и диска используется переходная втулка. Сбоку втулки делается резьбовое отверстие, в него вкручивают дополнительный крепежный болтик.
По мощности для самодельного станка подходит двигатель от стиральной машины. Не подбирайте двигатель с высокими оборотами, так как затачивание свёрл происходит на небольшой скорости.
Теперь можно подключить электрическую составляющую: тумблер, двигатель и соединить их с розеткой.
Дополнительные устройства
Изготовленные своими руками дополнительные приспособления сделают работу по заточке сверл более удобной и точной.
Шаблон для проверки. Шаблон вырезают из листа тонкого (1 мм) мягкого металла (алюминия, меди). Шаблон выявляет углы у острия, продолжительность рабочих краев, угол между рабочим краем и перемычкой. Так как задний угол заточки сверла шаблоном проверить практически невозможно, выверяется угол заострения. Вырезается шаблон перед первым использованием сверла.
Направляющая. Это небольшая приставка, которая делается из металлической полоски и с помощью болта фиксируется на корпусе. Во время работы сверло укладывают на направляющую и подводят к точильному камню.
Угломер. На подставке, которая описана сверху, наносятся деления углов затачивания. Можно отрезать часть металлического транспортира с отметками углов и прикрепить к подставке. Отрезать нужно часть с углами более 30 градусов, так как при заточке меньшие не используются.
Приспособление, облегчающее заточку свёрл. Представляет собой фиксированную станину и державку, в которой предусмотрены отверстия для вставления резаков разного размера. Державку можно снимать. Станина выполняется из доски 50 мм, к ней прикрепляется рейка под углом 32 градуса. Рейка выставляет державку с инструментом под необходимым углом. Державка своими руками выпиливается из бруска, поверхность которого снимают под углом 65 градусов. Скошенная часть укладывается к рейке. Углы скашивания державки и рейки зависят от типа заточки.
Многофункциональный механизм
Заточка сверл станет проще при использовании этого механизма. Устройство состоит из:
- роликовых салазок;
- направляющей;
- вала;
- транспортира;
- патрона сверлильного.
Направляющую следует сделать достаточно широкой, к ней прикрепляется транспортир. В качестве оси поворота выступает болт, вставленный в предусмотренное отверстие. На поворотную часть размещают направляющие и подвижную пластинку. На ее поверхности фиксируется ось, трубка, с одной стороны ось заканчивается патроном для сверла, с другой — рукояткой. Перемещение упорной пластины обеспечивается резьбовой осью.
Снизу упорной пластины находится ограничитель (он же указатель), который одновременно указывает необходимый угол смещения и фиксирует в нужном положении.
Механизм работает следующим образом:
- сверло фиксируется в патроне;
- упорная пластина стопорится под необходимым углом;
- инструмент вращают по продольной оси с помощью рукоятки;
- отмечают угол;
- переворачивают резак на 90 градусов и обрабатывают вторую половину, доходя до отмеченного угла.
Правила заточки на самодельном станке
- Во время обработки свёрл, оба плечика должны быть идентичными. Это означает, что сверло будет ровно входить в отверстие и качественно выполнять сверление.
- До запуска станка своими руками надежно закрепите точильный круг на шкиве.
- Первичную обработку проводите диском с крупным абразивом. Когда вы заметите заусенец на сверле, диск следует менять на более тонкий.
- Во время заточки постоянно удерживайте необходимый угол.
- Круг должен вращаться только в одном направлении, по лезвию.
- Не допускайте перегрева резака, в процессе обработки его следует периодически охлаждать. Не окунайте перегретый инструмент в холодную воду, это способствует растрескиванию металла.
Несколько вариантов приспособлений для заточки свёрл в видеороликах.
Заточка бурава может производиться вручную, на станках или специальных абразивных дисках.
Если вы затачиваете сверло вручную, то его необходимо:
- крепко держать за хвостовик, а другой рукой направлять его спиральную часть;
- режущую кромку сверла прижать к боковой поверхности абразивного круга;
- после заточки одной стороны необходимо плавно повернуть сверло, при этом режущие кромки обязательно должны иметь правильный наклон к оси и принять нужную конфигурацию.
Сверло затачивают с обеих сторон поочередно. При этом обязательно контролируйте режущие кромки.
Помните! Острие бурава должно находиться ровно по центру.
В противном случае при работе он будет отклоняться. Стоит отметить, что на сверло ни в коем случае нельзя сильно давить, иначе оно может получить дефекты (изгиб).
Например, если после заточки вы заметили, что режущие кромки неодинаковы и наклонены под разными углами к оси, то это значит, что середина поперечной кромки находится не в центре сверла, и оно будет неправильно работать.
Во время заточки обязательно обратите внимание на изначальный угол инструмента. Именно он в дальнейшем станет вашим ориентиром. Затем осмотрите буравчик на предмет повреждений:
- если вы обнаружили серьезные дефекты, то можно воспользоваться грубой наждачной бумагой;
- если дефекты маленькие и сверло затуплено совсем чуть-чуть – воспользуйтесь доводочным кругом. Эта операция необходима для тонких буравов;
- если сверло по бетону имеет дефекты конуса хвостовика – обработайте верхнюю часть инструмента, аккуратно прижимая его к точильному кругу;
- после обработки ещё раз тщательно осмотрите заднюю поверхность бура;
- если вы заметили, или определили шаблоном, что у вас получился идеальный конус – вы правильно заточили инструмент.
После этого обработайте режущую кромку сверла. Размер перемычки при рациональном обтачивании инструмента должен быть 1-1,7 мм.
Какие особенности у точильных станков
Самодельное устройство для затачивания сверл рассчитано на сквозные и глухие буравчики из сталей, чугунок и различных твердых сплавов. В зависимости от типа, станки могут быть наделены разными функциями. На некоторых из них во время работы можно варьировать угол.
Станки для заточки бывают:
- универсальные – применяются для различных режущих инструментов;
- специализированные – для одного вида.
Именно к универсальным станкам относят устройства для заточки сверл, ведь на них можно обрабатывать:
- метчики;
- фрезы;
- долбняки;
- зенкеры.
Станки подразделяют на две категории:
- Промышленные – имеют высокую мощность и рассчитаны на заточку инструмента большого диаметра. Мощность зависит напрямую от двигателя.
- Бытовой точильный станок для сверл – достаточно компактный и используется зачастую для домашнего пользования. С его помощью можно обрабатывать даже буры малых диаметров.
Различают семь методов заточки:
- Одноплоскостной.
- Сложно-винтовой.
- Фасонный.
- Эллиптический.
- Конический.
- Двухплоскостной.
- Винтовой.
Как изготовить приспособление для заточки сверл
Для изготовления самодельного станка вам потребуются:
- тумблер;
- абразивный круг;
- заглушка;
- двигатель;
- подставка;
- провода.
Следуйте нашим советам:
- В целях безопасности поместите самодельный станок в корпус, снаружи оставьте только ось и абразивный круг. Помните, прибор будет работать от сети.
- Заранее выберите место, где будет стоять ваше приспособление для заточки сверл. Желательно, чтобы оно находилось на металлическом столе.
- Далее поставьте электродвигатель на столешницу с помощью креплений (струбцин) и отметьте места отверстий для болтов, если у него есть лапки.
- После этого уберите электромотор и сделайте 4 отверстия.
- Позже снова установите двигатель и аккуратно закрепите его с помощью болтов.
Совет : Если у двигателя нет лапок – можно укрепить его с помощью металлических полос (хомутов).
Электродвигатель для нашего будущего станка должен быть оснащен специальным удлиненным валом, на который следует надеть зернистый диск. Для этого:
- Установите крепежную гайку, предварительно нарезав на конце вала правую резьбу.
- Закрепите диск с помощью шайбы и гаек.
Если диаметр вала и отверстия диска совпадают, то установите на вал шайбу, а затем абразивный диск. Если диаметр вала и отверстия не совпадают, то вам необходимо добавить втулку.
Предварительно сделайте в ней специальное боковое отверстие с резьбой для болта, чтобы иметь возможность плотно закрепить её на вал. После этого вы можете надеть втулку.
Если вы не можете определиться с электродвигателем, то просто возьмите мотор старой стиральной машинки. Он идеально подойдет для самодельного устройства заточки.
Стоит отметить, что вы должны заранее приготовить пускатель и провода, которые впоследствии нужно будет соединить. Очень важно, чтобы пускатель имел как минимум три-четыре разомкнутых контакта. Его обмотка должна подключаться с помощью двух кнопок к фазной линии.
Внимание! Электродвигатель будет небезопасным, независимо от типа – при работе вращающийся вал может случайно намотать шнур, провод, волосы.
Совет : Изготовьте металлический короб для защиты станка от пыли, абразивных частиц, а вас – от случайных травм.
Как правильно заточить сверло на станке
- При заточке необходимо следить за тем, чтобы два плечика сверла были одинаковые. Если вы достигнете такого соответствия – значит ось вращения сверла полностью совпадет с центром отверстия.
- Перед началом заточки обязательно убедитесь в том, что абразивный диск плотно закреплен.
- Всегда начинайте процесс более грубым абразивом. После того, как на вашем сверле появится заусенец, вы можете сменить абразив на более мелкий.
- Следите за углом заточки.
- Не допускайте переключением обмоток, чтобы абразивный диск крутился наоборот. Он должен всегда двигаться только в направлении лезвия.
Учтите, что сверла не выносят излишнего перегрева. Во время заточки регулярно охлаждайте буравчик. Но ни в коем случае не опускайте в воду раскаленное докрасна сверло, так как в нем могут появиться каверны.
Дополнительные приспособления
- Направляющая
Чтобы не держать сверло в процессе заточки на весу (это может привести к травме) предусмотрите подложку или направляющую в виде маленькой приставки. Она выполняется из полосы металла, изгибается, как показано на рисунке и прикручивается к станине (основанию). Сверло опирают на нее и подводят к кругу под нужным углом.
- Угломер
Сделайте на направляющей, описанной выше, риски (отметки) под необходимые углы заточки. Пользоваться ей станет намного удобнее.
Если это для вас сложно – отрежьте верхнюю часть обычного транспортира и приклейте на направляющую.
Углы менее 30 0 для заточки не применяются, поэтому жертвуем ими.
- Универсальное приспособление
Для облегчения заточки инструмента, в частности сверл, разработан механизм, состоящий из сверлильного патрона, вала, роликовых направляющих (салазки) и транспортира.
Основную подложку, описанную выше, делают широкой. На нее приклеивают транспортир. Высверливают отверстие, в которое вставляют болт, служащий осью для поворотной поверхности.
На нее устанавливают на роликовых салазках пластину, на которой закреплена труба с патроном на оси. Сама пластина движется вперед/назад с помощью обычного механизма подачи (ось с резьбой).
В нижней части поворотной пластины укреплен указатель-ограничитель смещения. Он служит для поворота устройства на нужный угол и для его стопора.
Работа с приспособлением
- В патрон вставляется сверло.
- Пластину поворачивают на нужный угол и стопорят указателем.
- Крутят рукоять, добиваясь необходимой заточки половины сверла.
- Замечают деление.
- Поворачивают сверло на 90 0 и повторяют операцию, доводя сверло до замеченной точки.
Приспособления для заточки сверл своими руками из металла. Самодельные приспособления для заточки сверл – собираем станок своими руками Как сделать простейшее приспособление для заточки сверл
При работе с твердыми заготовками, рабочая поверхность сверла быстро изнашивается. Затупленное сверло сильно нагревается и теряет прочность. Это происходит по причине «отпускания» металла. Инструмент периодически надо затачивать. Впрочем – это относится не только к сверлам.
Сверла относятся к недорогим приспособлениям. Во всяком случае, те модели, которые используются в домашнем хозяйстве. Тем не менее, покупать новый наконечник всякий раз после его затупления – расточительно.
Существуют фабричные приспособления для заточки, но при этом нарушается концепция экономного использования домашних инструментов.
Сверла по дереву практически не тупятся, разве что инструмент можно «загнать» на высоких оборотах в смолистой заготовке. Победитовые наконечники и камню не затачивают. Остается заточка сверла по металлу. Многие слесари со стажем проводят эту процедуру , безо всяких приспособлений.
Однако, точность работ оставляет желать лучшего, да и глазомер не у каждого домашнего мастера развит настолько профессионально. В любом случае, минимальная механизация необходима.
Как изготовить самодельное приспособление для заточки сверл?
В первую очередь, необходимо обзавестись средством контроля. Как бы вы не затачивали сверло, необходим шаблон для проверки точности работ.
Обычные сверла для работы с черными металлами имеют угол кромки 115-120 градусов. Если вами приходится работать с разными материалами – ознакомьтесь с таблицей углов:
| Обрабатываемый материал | угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120 |
| Латунные сплавы, мягкая бронза | 125-135 |
| Красная медь | 125 |
| Алюминий и мягкие сплавы на его основе | 135 |
| Керамика, гранит | 135 |
| Древесина любых пород | 135 |
| Магний и сплавы на его основе | 85 |
| Силумин | 90-100 |
| Пластик, текстолит | 90-100 |
Зная эти значения, можно приготовить несколько шаблонов, и в соответствии с ними производить заточку самостоятельно. При этом можно одно и то же сверло применять для различных заготовок, стоит лишь поменять угол вершины рабочей области.
Простейшая, но очень эффективная приспособа для заточки – втулки разного диаметра, закрепленные на каком-нибудь основании.
Схематический чертеж устройства на иллюстрации:
ВАЖНО! Инструмент во втулке болтаться не должен, ошибка лишь в один градус снизит качество сверления.
Лучше всего изготовить целую обойму из медных или алюминиевых трубок, под типовые размеры сверл. Или насверлить в бруске из мягкого материала достаточное количество дырок. Главное – установить на вашем точиле удобный подручник, который позволит под правильным углом передвигать приспособление для заточки, и служить надежным упором.
Таким способом пользовались наши деды. Только в качестве материала для изготовления заточного станочка – уголка, использовали дубовый брусок.
Затупленные сверла могут сломаться во время работы, и поранить вас. Гораздо лучше и легче работать острыми. В этой инструкции найдете чертежи и прибор для заточки сверл.
Шаг 1: Сравнение острого и затупленного сверла
Слева затуплено. Это видно по световому блику на режущей кромке между двух канавок. На фото справа видна острая режущая кромка.
Шаг 2: Инструмент для заточки
Опытные люди умеют затачивать сверла своими руками. В теории, хвостовик нужно держать в правой руке под углом 59° относительно приспособы для заточки сверл. Когда сверло касается точилки, нужно провести хвостовик дальше влево вниз, в то же время повернув сверло вокруг своей оси по часовой стрелке. У меня это ни разу не получилось.
Заточный инструмент, который вы видите на фотографии, я купил почти тридцать лет назад. Такие простые приспособления для заточки сверл до сих пор продаются почти по той же самой цене.
Шаг 3: Устанавливаем градус
Направляющую на стойке можно устанавливать в семь положений. У моих сверл профиль угла режущей кромки 59°, нужно выставить этот градус на направляющей. Затяните барашковую гайку.
Шаг 4: Выравниваем кромку
У заточного инструмента имеется маленький заостренный наконечник, и край канавки нужно установить в притык к нему. Наконечник можно опустить или поднять, чтобы подвести к краю канавки.
Шаг 5: Величина выноса
Для начала нужно установить вынос (расстояние между желтыми линиями), он должен быть равен радиусу (расстояние между зелеными линиями).
Шаг 6: Ширина и угол режущей кромки
Обратите внимание на угол красной линии. Если в предыдущем шаге вы вынесли сверло слишком далеко, режущая кромка приблизится к верхушке. Кромка получилась слишком широкой, а профиль — плоским. Из-за этого оно будет скользить по поверхности металла и вам будет тяжело засверлиться. Вы можете немного уменьшить вынос, но совсем немного, иначе вы можете случайно испортить наконечник заточного инструмента о точильный круг стойки.
Шаг 7: Идеальный угол режущей кромки
В идеале кромка должна быть как можно меньше. Она будет нижней точкой между скошенными гранями канавок сверла, на фото обозначена желтой линией, это сверло будет резать металл очень хорошо.
Шаг 8: Зажимаем
После того, как вы выставите вынос, завинтите винт крепления.
Шаг 9: Выставляем длину
Установите заточную направляющую на длину сверла. Конец должен быть в передвижном лотке, а не висеть в воздухе. Расслабьте металлическую окрашенную гайку. Отрегулируйте черную гайку. Затяните металлическую окрашенную гайку.
Шаг 10: Выставляем высоту
Хвостовик должен располагаться под прямым углом к точильному кругу. Для заточки я использую радиально-отрезной станок. Кончик нужно совместить с центром оси точильного круга.
Шаг 11: Закрепляем станок на столе
Бита должна лишь слегка касаться точильного круга. Если прижимать слишком сильно, заточить его будет очень трудно. Оно перегреется, и вы снимите слишком много металла.
Основание заточной направляющей должно быть под прямым углом к точильному кругу (зеленая линия). А верхнюю часть направляющей поверните так, чтобы острие смотрело немного левее центра (угол между зеленой и желтой линиями). Сдвиньте станок вперед так, чтобы сверло коснулось поверхности точильного круга. Зафиксируйте станок на столе.
Шаг 12: Приготовьтесь точить
Поверните кончик вправо. Включите точильный круг.
Шаг 13: Заточка
Сдвиньте хвост направляющей вправо (красная стрелка), чтобы сверло коснулось точильного камня. Желтые волнистые линии изображают искры. Когда сверло будет находится в этой позиции, собственно, и будет происходить его заточка.
Шаг 14: Поворот биты
Продолжайте сдвигать хвост направляющей вправо, пока сверло не выйдет за край камня. Чтобы заточить с другой стороны, вам нужно повернуть его вокруг своей оси на полоборота.
Сначала выключите станок. Затем расслабьте крепление и поверните его на полоборота. Край канавки должен быть впритык к заточному наконечнику. Повторите предыдущие два шага.
Выключите станок. Вытащите из крепления. Проверьте ширину поперечной режущей кромки. Если вы недовольны качеством заточки, измените вынос и повторите процесс.
Шаг 15: Заточенное сверло
На фото показана хорошая заточка. Режущие кромки не истерты и не закруглены, они острые и четкие. Длина и угол поперечной режущей кромки тоже вполне хороши.
Шаг 16: Тонкие сверла
Такой заточный инструмент хорош для 3 мм и больше. Если тоньше, его уже не получится заточить с помощью этого прибора.
Для заточки тонких сделайте специальный блок из деревянного бруска длиной примерно 10 см. Обратите внимание – угол между красными линиями составляет 77°.
Шаг 17: Угол между гранями деревянного бруска
Боковой вид блока. Угол между красными линиями составляет 59°.
Шаг 18: Направляющая линия
На верхней плоскости бруска виден треугольный вырез. Этот пропил идет по всей верхней грани блока и служит ложем. Угол между красными линиями также составляет 59°. Края треугольного пропила служат для выверения режущих кромок. Выверять кромки можно на глазок.
Шаг 19: Закрепляем на бруске
Поместите сверло в пропил на бруске. Брусок установите в тиски таким образом, чтобы хвостовик был над захватом, а захват немного выходил за скошенную сторону бруска. Поверните, чтобы одна из режущих кромок совпала с направляющим краем треугольного выреза. Закрепите струбциной. Капните немного масла на точильный брусок. Проведите вдоль скошенной стороны устройства, тем самым затачивая сверло.
Когда точильный брусок перестанет снимать металл, поверните сверло на полоборота и точите другую кромку. Проверить самодельную заточку можно с помощью увеличительного стекла, если нужно.
Приспособление для заточки сверл своими руками изготовить достаточно просто, условиями успеха при этом будут знание правил выполнения заточки режущего инструмента, а также умение работать ручным инструментом и техническая смекалка.
Основными правилами, обеспечивающим качественную заточку являются:
- за один проход необходимо снимать незначительный слой металла;
- в процессе выполнения работы выполняется неоднократное охлаждение сверла в водном или водно-содовом растворе;
- скорость вращения наждачного круга должна быть минимально возможной;
- сверло, во время заточки, не должно перегреваться;
- в процессе выполнения работы сверло направляется против движения абразивного круга.
Объем и характер выполняемой работы зависят от вида его износа режущего инструмента. Износ можно квалифицировать по:
- задней поверхности;
- перемычки;
- уголкам;
- фаске;
- передней поверхности.
В зависимости от вида заточки сверла, его технических характеристик, а также назначения, рекомендуются следующие виды их обработки, как-то:
| Вид заточки | Диаметр | Назначение и характеристики угла заточки |
|---|---|---|
| Одинарная нормальная – «Н» | до 12,0 мм | Для универсального применения. Угол– в соответствии с обрабатываемым материалом. |
| Одинарная с подточкой перемычки – «НП» | до 12,0 мм | Для обработки стального литья. Угол– 115-120°. |
| Одинарная с подточкой перемычки и ленточки – «НПЛ» | свыше 12,0 мм | Для стали и стального литья, а также чугуна. Угол– 115-120°. |
| Двойная с подточкой перемычки – «ДП» | свыше 12,0 мм | Для стали и чугуна с неснятой коркой. Заточка выполняется под двумя углами: 116-118° и 70-75°. |
| Двойная с подточкой перемычки и ленточки – «ДПЛ» | свыше 12,0 мм | Для универсального использования. Угол– в соответствии с обрабатываемым материалом. |
| По методу Жирова | свыше 12,0 мм | Используется при обработке хрупких материалов. Основной угол заточки – 118*, дополнительные – 70° и 55°. |
Углы заточки для спиральных сверл, используемых при обработке различных материалов необходимо уточнять перед их использованием, т.к. они разняться от 85 до 135*, что обусловлено их вязкостью.
Как изготовить станок своими руками
Для заточки спиральных сверл может быть использован любой точильный станок (агрегат), работающий от электрической сети 380/220 Вольт, оснащенный наждачным кругом и оборудованный специальным приспособлением, обеспечивающим фиксацию затачиваемого сверла под определенным углом к оси вращения абразивного элемента устройства.
Основные требования к специальным приспособлениям, обеспечивающих качественное выполнение работ:
- Ось приспособления должна совпадать с осью вращения абразивного круга. Она может быть с ней в одной горизонтальной плоскости или быть несколько выше нее.
- Используемое оборудование и приспособления должны быть надежно закреплены.
- Конструкция приспособления должна давать возможность выполнять заточку сверла под различными углами, в зависимости от потребности пользователя.
Для изготовления одного из вариантов подобных устройств понадобится:
- Ручной слесарный инструмент, углошлифовальная машинка («болгарка»), сварочный аппарат.
- Листовая сталь толщиной 3,0 – 4,0 мм, а также стальная трубка небольшого диаметра, имеющаяся в наличии.
Работы по изготовлению станка выполняются в следующей последовательности:
- Используемый точильный станок (№5 на схеме) прочно закрепляется на выбранной поверхности.
- Из полосовой стали изготавливается площадка (№1 на схеме), на которой будет закрепляться сверло (№3 на схеме).
- Форма площадки может быть произвольной, единственное условие – в месте расположения сверла посредством «болгарки» делается канавка.
- На площадке просверливаются отверстия (№6 на схеме), служащие для закрепления крепежной пластины (№2 на схеме), а также отверстия, обеспечивающие соединение приспособления к точильному станку (на схеме не указаны).
- Форма и размер крепежной пластины могут быть произвольными.
- Из металлической трубки и полосовой стали изготавливается узел крепления к основанию точильного агрегата. Наличие трубки позволяет обеспечить перемещение приспособления в вертикальной плоскости – появляется возможность изменять угол заточки сверла.
- Узел крепления приспособления для заточки к корпусу точильного станка зависит от вида и устройства блока защиты наждачного круга (№4 на схеме), а также наличия упора (площадки) конкретного наждачного агрегата.
- При желании узел крепления может быть оборудован дополнительными элементами, обеспечивающими колебательное движение приспособления в горизонтальной плоскости, что позволит обеспечить требуемую артикуляцию в процессе выполнения работ.
- После того, как все элементы приспособления собраны, оно крепится к упору (кожуху) точильного станка и проверяется работоспособность изготовленного приспособления.
Для заточки винтовых сверл можно использовать различные наждачные круги, но в свете того, что данный расходный материал (инструмент) изготавливается из прочной стали, то и абразивные элементы должны этому соответствовать.
Для отлаженной работы необходимы точные и зацентрованные сверла. Предлагаем рассмотреть, где можно купить станок для заточки сверл, как делается самодельный агрегат, а также чем отличаются бытовые модели от промышленных и какова их цена.
Виды сверл и основные понятия
Существует несколько видов сверл, т.к. они подразделяются по принципу работы и отношению рабочих поверхностей, затачивать их также необходимо по разному, ознакомимся с основными:
- спиральные. Используются практически во всех видах промышленности, бытовых работах, ремонтах и т.д.;
- плоские – это более узкопрофильные инструменты, в основном их используют при сверлении отверстий больших диаметров, получили свое название благодаря плоской рабочей кромке, которая по форме очень напоминает развертку.
Рассмотрим принципиальные положения заточки спиральных сверл и зенкеров:
Во время движения режущей поверхности в материале, внутри обрабатываемого сырья образуется стружка, в особенности этот процесс проявляется в передней поверхности. Именно большое скопление стружки играет главную роль в деформации пластичных частей сверла: во время работы оно нагревается, и под воздействием острых окончаний стружки, изменяется его рабочая кромка. Конечно, есть огромная разница в скорости этого процесса, самая опасная и жесткая – медная и стальная.
Фото — Очистка сверла от стружкиСверление производится по такой схеме: во время работы описывается коническая поверхность, эта форма также приобретается и рабочей поверхностью сверла, соответственно, режущая кромка несколько затупляется и меняет свой центр. Все углы рабочей поверхности должны располагаться над поверхностью торца, только так можно обеспечить нормальный и стандартный задний угол.
Самый простой и действенный способ, как заточить сверло в домашних условиях – это использовать электрическое точило. Можно работать обычным точильным брусом, изготовленным из смеси абразивных материалов, но такой процесс займет много времени и сил, в отличие от эксплуатации устройства с электрическим мотором. Универсальный ручной точильный аппарат имеет двигатель, скорость которого 1500-2000 мин -1 . Оптимальная мощность: до 300 Ватт. Такие модели есть у фирм Doctor (Доктор), Vollmer, Sturm, Proxxon, Drill и Weinig.
Фото — Заточенные сверла
Ориентация производиться по режущим кромкам, действовать нужно строго по направлению спиральных канавок, т.к. они не меняют свою форму даже от воздействия большого количества стружки. Сверло фиксируем так, чтобы кромка, которая будет точиться, находилась строго параллельно оси шлифовального инструмента. Самый важный вопрос: когда рабочая часть наточена? Как только Вы увидите отблеск света от рабочей поверхности – это значит, кромка наточилась. По такой же системе натачиваем и вторую сторону.
Фото — Заточка сверлПри этом очень важно не расцентровать сверло раньше, в таком случае Вы потеряете его равновесие, и при работе инструмент будет отклоняться на несколько градусов от стандартно-заданных параметров. Угол между комками – это самый важный параметр заточки.
Фото — Режущий уголСтандартные размеры имеют следующий вид:
Сталь легированная, конструкционная, инструментальная – 90 более градусов;
Мягкие металлы (медь, алюминий, сплавы алюминия) – 90-100 градусов;
Дерево, пластмасса, резина – 90-100;
Бронза, латунь – 110-120.
Чтобы своими руками добиться высокой точности обработки, нужно особое внимание уделять параметрам стандартным и деформированным. Для контроля процесса заточки можно заказать себе специальный шаблон для сверла с нужным диаметром и углом. На фото представлена схема обработки сверла с таким приспособлением.
Фото — Шаблон заточкиЕсли же нет средства или времени на приобретение шаблона, воспользуйтесь «дедовским» методом: действуем по правилу механики левой руки. Сгибаем руку, и замещаем её таким образом над сверлом, чтобы режущая поверхность была закрыта с нескольких сторон, должен получится своеобразный коридор. Напротив торцевой поверхности размещаем светильник, и проверяем ровность и точность заточки (это будет четко видно с расстояния в 20 см от сверла, если смотреть один глазом).
Фото — Правило левой рукиФото — Проверка отблеска
Используя самодельный электрический станок, очень важно контролировать процесс обработки заточки сверл. Для полного нарушения точности достаточно ошибиться на 1 мм. Приспособление для автоматической заточки корончатых сверл небольшого диаметра также может использовать для дисков, ножей, ножниц, цепей, и т.д.
Видео: Заточной станок Энергомаш ТС 6010С
Профессиональные способы
Методы, перечисленные выше, подходят для домашнего узкопрофильного использования, но если нужно натачивать сверла серийно, то у Вас не хватит, ни времени, ни сил на ручную центровку, проверку или заточку. Рассмотрим, как используется профессиональный станок для сверл.
Шлифовальный круг должен быть изготовлен из мелкого абразивного материала. Место заточки должно освещаться под правильным углом по отношению к сверлу. Работник обязательно надевает защитные очки и рукавицы.
Пошаговая инструкция :
Перед выбором станка для заточки сверл, нужно прочитать про него отзывы, внимательно изучить паспорт и возможности. Один форум механиков даже советовал всегда носить с собой сверло, чтобы можно было на месте проверить эффективность.
Обзор цен
Купить недорогой станок для заточки сверл в Украине, России или Беларуси – это реально, главное подобрать нужную модель (по металлу, дереву или пластику), калибр (dd750хibm, drillgrind, edbs2001 – универсальные), и мощности. Предлагаем рассмотреть средние цены на такие устройства:
Сейчас очень популярны настольные и универсальные станки таких марок, как DrillGrind, Штурм (производства Энергомаш), BSG, BSM, ESM, MICRA, V391, Диолд, ЭЗС, НКЧ. Их можно найти в профессиональном магазине, в сети Интернет, на форумах в рубрике «Продам электроприборы». Главное, следите за тем, чтобы документация соответствовала заявленным продавцом, данным.
При сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых.
Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки.
Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.
На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками.
Варианты изготовления
На каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.
Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента.
В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
- обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности точильного круга;
- выступает в качестве надежного упора для обрабатываемого инструмента.
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга.
Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
Чертежи деталей приспособления
Промопора
Площадка промопоры
Подвижная площадка
Крепление сверла и упорный винт
Поворотная площадка
Болты, гайки, штифты и шайбы
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново.
После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром.
Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
- Длина режущих кромок даже при их симметричности и правильно подобранных углах является неодинаковой, соответственно, центр сверления смещен относительно оси инструмента. Сверло, при заточке которого допущена такая ошибка, будет создавать сильное биение в процессе сверления, а попасть им в центр будущего отверстия на поверхности заготовки будет достаточно сложно. Заточенный таким образом инструмент с большой долей вероятности сломается в процессе дальнейшей эксплуатации.
- При точной центровке сверла углы, под которыми располагаются его режущие кромки, несимметричны. Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Для того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды.
Главная » Дачный дом » Приспособления для заточки сверл своими руками из металла. Самодельные приспособления для заточки сверл – собираем станок своими руками Как сделать простейшее приспособление для заточки сверл
Самодельные приспособления для заточки сверл. Приспособление для правильного угла заточки сверла Самодельные приспособления для заточки сверл своими руками
Для быстрого и качественного просверливания отверстий нужны острые сверла, которым свойственно со временем притупляться. Лучше всего этот инструмент оттачивает станок для заточки сверл. В домашних условиях можно также использовать специальные приспособления.
1
Станок для заточки сверл – это автоматизированное оборудование узкой специализации, предназначенное только для оттачивания сверл. По сфере использования различают следующие виды этих устройств:
- Промышленные – имеют большую мощность, на них затачивают различные сверла с диаметром от 20 мм и больше. Основное назначение такого оборудования – интенсивная работа на крупных предприятиях с высокой степенью профильной специализации. В промышленном оборудовании сверло затачивается в полностью или частично автоматическом режиме под нужным углом с помощью узла закрепления (специального зажима).
- Бытовые – используются исключительно на небольшом производстве или в домашних условиях. Устройство этих станков отличается небольшой мощностью, компактностью и мобильностью. На них возможно затачивать сверла среднего и маленького размера, которые используются в быту чаще всего.
Бытовой станок для заточки сверл перед всеми прочими устройствами и приспособлениями, используемыми для восстановления остроты инструмента, обладает массой важных преимуществ, среди которых в первую очередь стоит отметить следующие:
- работает от электрической сети со стандартным напряжением;
- высокая степень производительности;
- простота эксплуатации;
- высокий уровень точности заточки и функциональности;
- доступная цена, находящаяся в допустимых пределах возможностей любого домашнего мастера;
- имеет небольшой вес и компактный размер;
- удобная эргономичная система управления обеспечивает регулирование скорости и интенсивности заточки.
2
Все бытовые станки рассчитаны на заточку из быстрорежущей стали определенного, конструктивно заложенного в устройство оборудования, диапазона диаметров. На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте поставляется или дополнительно докупается алмазный круг. Обычно их возможности предусматривают заточку сверл с углом конуса при вершине в диапазоне 90–140 о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также специализированные модификации для сверл по металлу:
- левых;
- с двухплоскостной затыловкой;
- высокопроизводительных;
- трехзубых;
- других.
Наиболее удобны в домашней эксплуатации станки с универсальным патроном для зажимания сверл различного диаметра в пределах технически допустимого диапазона размеров, а также устройства, комплектующиеся набором съемных патронов, которые крепятся на корпусе самого станка и всегда под рукой.
Такое оборудование как правило оснащено окном, через которое можно наблюдать за центрированием сверла в рабочей зоне станка. В комплекте со станком идут стандартные принадлежности: эльборовые круги, комплект цанг, ключи, запасные детали. Также могут поставляться дополнительные принадлежности: алмазные круги, дополнительный набор цанг, светильник для рабочей зоны и другие. Наиболее известные типы подобных станков: Drill Doctor , GS и их китайские аналоги.
По диапазону размеров обрабатываемых сверл эти станки выпускают двух основных видов (с различными крайними значениями диаметров): от 2 мм до 13 мм и от 13 мм до 34 мм. Их недостатки: плохая заточка тонких сверл (точность станков не рассчитана на это) и невозможность оттачивания очень тонких. Для инструмента малых диаметров потребуется специальный станок для заточки сверл – например, ВЗ-389СП, предназначенный для заточки инструмента размером 0,4–4 мм и оснащенный для контроля за процессом оттачивания 30-кратным оптическим устройством.
3
Прежде чем подбирать станок для заточки сверл необходимо определить для него будущий фронт работ, потому что при покупке требуется руководствоваться определенными эксплуатационными параметрами. Если устройство предполагается использовать в домашних условиях (к примеру, на даче или в гараже), то можно приобрести маломощную, недорогую модель – учитывая, что станок не будет эксплуатироваться постоянно, оборудование большой мощности будет совершенно ни к чему. Кроме того, промышленные устройства предназначены для затачивания сверл больших диаметров и потребляют гораздо большее, чем бытовые модели, количество электроэнергии.
При покупке станка следует обратить особое внимание на наличие специального регулятора, предназначенного для настройки вращения шпинделя. Такая опция позволит сделать работу максимально эффективной и безопасной.
Еще один немаловажный параметр – размер сверл, который должен определяться спектром предполагаемых работ. Выбираемый бытовой станок должен иметь достаточно низкий уровень производимого шума, особенно когда оборудование планируется использовать не в каком-то отдельном помещении, а непосредственно в жилой зоне.
Необходимо также обратить внимание на конструкцию приглянувшейся модели – лучше всего, если она будет максимально простой. В этом случае какая-либо поломка не доставит больших хлопот – не составит труда подыскать и приобрести нужную новую деталь и поставить ее вместо вышедшей из строя. Нельзя не отметить, что большинство зарубежных моделей в плане их технического обслуживания довольно дорогие, а найти нужную деталь на замену порой бывает непросто. И последняя рекомендация: выбирать станок для заточки сверл следует только в специализированных торговых точках и магазинах, где будет выдан гарантийный талон и технический паспорт.
4
На предприятиях в некоторых случаях сверловщик затачивает сверла сам вручную на обычных заточных станках, которые оборудованы для этой цели специальным приспособлением. Для этого он предварительно должен изучить правила затачивания сверл и пройти специальные подготовительные курсы. Используемое приспособление для заточки сверл представляет из себя стальную конструкцию, оснащенную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющее крепление для фиксации на корпусе заточного станка.
Также нередки случаи, когда на предприятии при затачивании вручную на обычном заточном станке вовсе не используют никаких приспособлений. При этом сверло правой рукой держат за хвостовик, а левой – насколько возможно ближе к режущей части. Режущую кромку инструмента прижимают к боковой поверхности абразивного круга и одновременно правой рукой плавно покачивают сверло, стремясь добиться, чтобы задняя его поверхность приняла нужную форму и приобрела правильный наклон. Снимать металл нужно небольшими слоями, слабо прижимая инструмент к кругу. Надо следить, чтобы у сверла режущие кромки были одинаковой длины и имели одинаковые углы заточки.
Ошибки, допущенные во время ручной заточки, могут привести к следующим недостаткам сверла:
- режущие кромки неравной длины;
- углы, образуемые режущими кромками с осью инструмента, разные;
- у поперечного лезвия односторонняя выточка.
В результате этих дефектов сверло будет:
- бить;
- неправильно, односторонне нагружаться на режущих кромках – может сломаться;
- просверливать отверстия большего диаметра, чем само сверло.
После заточки у инструмента следует проверять для поперечной кромки ее ширину и правильность положения относительно режущих кромок, длину последних, угол: в плане φ, наклона поперечной кромки, задний угол α, двойной заточки φ1, при вершине 2φ. Для проверки всех этих параметров на предприятиях используют специальные шаблоны. Правильность расположения перемычки выясняют с помощью оптического прибора. На предприятиях в ряде случаев проверяют биение сверла – используют для этого специальное приспособление.
Сверла по металлу из быстрорежущих сталей затачивают на кругах для шлифования из электрокорунда белого и нормального на керамической связке зернистостью 16–40, твердостью СМ, а также на кругах из эльбора. При заточке инструмента, который оснащен твердосплавными пластинами, применяют из синтетических алмазов, а также из зеленого карбида кремния зернистостью 16–40.
5
Не имея специального станка, в домашних условиях можно использовать для заточки сверл следующее оборудование:
- обычный заточной станок;
- электродрель;
- самодельные аппараты для заточки.
Для использования простого заточного станка лучше приобрести специальное приспособление, потому что прежде, чем самостоятельно научиться правильно оттачивать инструмент без него, можно испортить не один десяток сверл. Это приспособление для заточки сверл имеет примерно такое же устройство, как и описанное выше промышленное. Есть варианты не с креплением на корпус станка, а с отдельной установкой на горизонтальную поверхность вблизи вращающегося шлифовального круга. Подобное приспособление может быть самодельным. Оно может быть выполнено из дерева: на его основании крепят брус с несколькими отверстиями под диаметр нужных сверл, просверленными под наклоном, обеспечивающем нужный угол заточки. Можно предусмотреть изменение наклона – угла заточки.
В случае с электродрелью используется специальная насадка для заточки сверл. К сожалению, в продаже попадаются только для заточки под углом 118 о и только для размеров инструмента 3,5–10 мм (отечественные) и 2,5–10 мм (импортные). Причем и те, и другие только для дрелей с шейкой шпинделя диаметром 43 мм. В корпусе этих насадок есть 15 отверстий под сверла разных диаметров. Насадки комплектуются камнем, затачивающая поверхность которого расположена под определенным углом, и поводком для него, вставляемым в патрон дрели.
Изменив один раз длину поводка (укоротив его), насадку настраивают для работы с одной конкретной дрелью. Работают с ней следующим образом: поводок с камнем на конце вставляют в патрон дрели; насадку одевают на шпиндель и фиксируют винтом; запускают дрель и вставляют сверла в отверстие корпуса насадки соответствующего диаметра. Подобное приспособление тоже можно сделать самостоятельно. В самодельной насадке можно будет предусмотреть нужные углы заточки и диаметры инструмента.
Самодельные аппараты могут быть выполнены в виде обычных заточных станков. На них лучше сразу предусмотреть способ крепления и заточки сверл, чтобы не придумывать дополнительные приспособления для этого.
Заточка бурава может производиться вручную, на станках или специальных абразивных дисках.
Если вы затачиваете сверло вручную, то его необходимо:
- крепко держать за хвостовик, а другой рукой направлять его спиральную часть;
- режущую кромку сверла прижать к боковой поверхности абразивного круга;
- после заточки одной стороны необходимо плавно повернуть сверло, при этом режущие кромки обязательно должны иметь правильный наклон к оси и принять нужную конфигурацию.
Сверло затачивают с обеих сторон поочередно. При этом обязательно контролируйте режущие кромки.
Помните! Острие бурава должно находиться ровно по центру.
В противном случае при работе он будет отклоняться. Стоит отметить, что на сверло ни в коем случае нельзя сильно давить, иначе оно может получить дефекты (изгиб).
Например, если после заточки вы заметили, что режущие кромки неодинаковы и наклонены под разными углами к оси, то это значит, что середина поперечной кромки находится не в центре сверла, и оно будет неправильно работать.
Во время заточки обязательно обратите внимание на изначальный угол инструмента. Именно он в дальнейшем станет вашим ориентиром. Затем осмотрите буравчик на предмет повреждений:
- если вы обнаружили серьезные дефекты, то можно воспользоваться грубой наждачной бумагой;
- если дефекты маленькие и сверло затуплено совсем чуть-чуть – воспользуйтесь доводочным кругом. Эта операция необходима для тонких буравов;
- если сверло по бетону имеет дефекты конуса хвостовика – обработайте верхнюю часть инструмента, аккуратно прижимая его к точильному кругу;
- после обработки ещё раз тщательно осмотрите заднюю поверхность бура;
- если вы заметили, или определили шаблоном, что у вас получился идеальный конус – вы правильно заточили инструмент.
После этого обработайте режущую кромку сверла. Размер перемычки при рациональном обтачивании инструмента должен быть 1-1,7 мм.
Какие особенности у точильных станков
Самодельное устройство для затачивания сверл рассчитано на сквозные и глухие буравчики из сталей, чугунок и различных твердых сплавов. В зависимости от типа, станки могут быть наделены разными функциями. На некоторых из них во время работы можно варьировать угол.
Станки для заточки бывают:
- универсальные – применяются для различных режущих инструментов;
- специализированные – для одного вида.
Именно к универсальным станкам относят устройства для заточки сверл, ведь на них можно обрабатывать:
- метчики;
- фрезы;
- долбняки;
- зенкеры.
Станки подразделяют на две категории:
- Промышленные – имеют высокую мощность и рассчитаны на заточку инструмента большого диаметра. Мощность зависит напрямую от двигателя.
- Бытовой точильный станок для сверл – достаточно компактный и используется зачастую для домашнего пользования. С его помощью можно обрабатывать даже буры малых диаметров.
Различают семь методов заточки:
- Одноплоскостной.
- Сложно-винтовой.
- Фасонный.
- Эллиптический.
- Конический.
- Двухплоскостной.
- Винтовой.
Как изготовить приспособление для заточки сверл
Для изготовления самодельного станка вам потребуются:
- тумблер;
- абразивный круг;
- заглушка;
- двигатель;
- подставка;
- провода.
Следуйте нашим советам:
- В целях безопасности поместите самодельный станок в корпус, снаружи оставьте только ось и абразивный круг. Помните, прибор будет работать от сети.
- Заранее выберите место, где будет стоять ваше приспособление для заточки сверл. Желательно, чтобы оно находилось на металлическом столе.
- Далее поставьте электродвигатель на столешницу с помощью креплений (струбцин) и отметьте места отверстий для болтов, если у него есть лапки.
- После этого уберите электромотор и сделайте 4 отверстия.
- Позже снова установите двигатель и аккуратно закрепите его с помощью болтов.
Совет : Если у двигателя нет лапок – можно укрепить его с помощью металлических полос (хомутов).
Электродвигатель для нашего будущего станка должен быть оснащен специальным удлиненным валом, на который следует надеть зернистый диск. Для этого:
- Установите крепежную гайку, предварительно нарезав на конце вала правую резьбу.
- Закрепите диск с помощью шайбы и гаек.
Если диаметр вала и отверстия диска совпадают, то установите на вал шайбу, а затем абразивный диск. Если диаметр вала и отверстия не совпадают, то вам необходимо добавить втулку.
Предварительно сделайте в ней специальное боковое отверстие с резьбой для болта, чтобы иметь возможность плотно закрепить её на вал. После этого вы можете надеть втулку.
Если вы не можете определиться с электродвигателем, то просто возьмите мотор старой стиральной машинки. Он идеально подойдет для самодельного устройства заточки.
Стоит отметить, что вы должны заранее приготовить пускатель и провода, которые впоследствии нужно будет соединить. Очень важно, чтобы пускатель имел как минимум три-четыре разомкнутых контакта. Его обмотка должна подключаться с помощью двух кнопок к фазной линии.
Внимание! Электродвигатель будет небезопасным, независимо от типа – при работе вращающийся вал может случайно намотать шнур, провод, волосы.
Совет : Изготовьте металлический короб для защиты станка от пыли, абразивных частиц, а вас – от случайных травм.
Как правильно заточить сверло на станке
- При заточке необходимо следить за тем, чтобы два плечика сверла были одинаковые. Если вы достигнете такого соответствия – значит ось вращения сверла полностью совпадет с центром отверстия.
- Перед началом заточки обязательно убедитесь в том, что абразивный диск плотно закреплен.
- Всегда начинайте процесс более грубым абразивом. После того, как на вашем сверле появится заусенец, вы можете сменить абразив на более мелкий.
- Следите за углом заточки.
- Не допускайте переключением обмоток, чтобы абразивный диск крутился наоборот. Он должен всегда двигаться только в направлении лезвия.
Учтите, что сверла не выносят излишнего перегрева. Во время заточки регулярно охлаждайте буравчик. Но ни в коем случае не опускайте в воду раскаленное докрасна сверло, так как в нем могут появиться каверны.
Дополнительные приспособления
- Направляющая
Чтобы не держать сверло в процессе заточки на весу (это может привести к травме) предусмотрите подложку или направляющую в виде маленькой приставки. Она выполняется из полосы металла, изгибается, как показано на рисунке и прикручивается к станине (основанию). Сверло опирают на нее и подводят к кругу под нужным углом.
- Угломер
Сделайте на направляющей, описанной выше, риски (отметки) под необходимые углы заточки. Пользоваться ей станет намного удобнее.
Если это для вас сложно – отрежьте верхнюю часть обычного транспортира и приклейте на направляющую.
Углы менее 30 0 для заточки не применяются, поэтому жертвуем ими.
- Универсальное приспособление
Для облегчения заточки инструмента, в частности сверл, разработан механизм, состоящий из сверлильного патрона, вала, роликовых направляющих (салазки) и транспортира.
Основную подложку, описанную выше, делают широкой. На нее приклеивают транспортир. Высверливают отверстие, в которое вставляют болт, служащий осью для поворотной поверхности.
На нее устанавливают на роликовых салазках пластину, на которой закреплена труба с патроном на оси. Сама пластина движется вперед/назад с помощью обычного механизма подачи (ось с резьбой).
В нижней части поворотной пластины укреплен указатель-ограничитель смещения. Он служит для поворота устройства на нужный угол и для его стопора.
Работа с приспособлением
- В патрон вставляется сверло.
- Пластину поворачивают на нужный угол и стопорят указателем.
- Крутят рукоять, добиваясь необходимой заточки половины сверла.
- Замечают деление.
- Поворачивают сверло на 90 0 и повторяют операцию, доводя сверло до замеченной точки.
Приспособление для заточки сверл своими руками изготовить достаточно просто, условиями успеха при этом будут знание правил выполнения заточки режущего инструмента, а также умение работать ручным инструментом и техническая смекалка.
Основными правилами, обеспечивающим качественную заточку являются:
- за один проход необходимо снимать незначительный слой металла;
- в процессе выполнения работы выполняется неоднократное охлаждение сверла в водном или водно-содовом растворе;
- скорость вращения наждачного круга должна быть минимально возможной;
- сверло, во время заточки, не должно перегреваться;
- в процессе выполнения работы сверло направляется против движения абразивного круга.
Объем и характер выполняемой работы зависят от вида его износа режущего инструмента. Износ можно квалифицировать по:
- задней поверхности;
- перемычки;
- уголкам;
- фаске;
- передней поверхности.
В зависимости от вида заточки сверла, его технических характеристик, а также назначения, рекомендуются следующие виды их обработки, как-то:
| Вид заточки | Диаметр | Назначение и характеристики угла заточки |
|---|---|---|
| Одинарная нормальная – «Н» | до 12,0 мм | Для универсального применения. Угол– в соответствии с обрабатываемым материалом. |
| Одинарная с подточкой перемычки – «НП» | до 12,0 мм | Для обработки стального литья. Угол– 115-120°. |
| Одинарная с подточкой перемычки и ленточки – «НПЛ» | свыше 12,0 мм | Для стали и стального литья, а также чугуна. Угол– 115-120°. |
| Двойная с подточкой перемычки – «ДП» | свыше 12,0 мм | Для стали и чугуна с неснятой коркой. Заточка выполняется под двумя углами: 116-118° и 70-75°. |
| Двойная с подточкой перемычки и ленточки – «ДПЛ» | свыше 12,0 мм | Для универсального использования. Угол– в соответствии с обрабатываемым материалом. |
| По методу Жирова | свыше 12,0 мм | Используется при обработке хрупких материалов. Основной угол заточки – 118*, дополнительные – 70° и 55°. |
Углы заточки для спиральных сверл, используемых при обработке различных материалов необходимо уточнять перед их использованием, т.к. они разняться от 85 до 135*, что обусловлено их вязкостью.
Как изготовить станок своими руками
Для заточки спиральных сверл может быть использован любой точильный станок (агрегат), работающий от электрической сети 380/220 Вольт, оснащенный наждачным кругом и оборудованный специальным приспособлением, обеспечивающим фиксацию затачиваемого сверла под определенным углом к оси вращения абразивного элемента устройства.
Основные требования к специальным приспособлениям, обеспечивающих качественное выполнение работ:
- Ось приспособления должна совпадать с осью вращения абразивного круга. Она может быть с ней в одной горизонтальной плоскости или быть несколько выше нее.
- Используемое оборудование и приспособления должны быть надежно закреплены.
- Конструкция приспособления должна давать возможность выполнять заточку сверла под различными углами, в зависимости от потребности пользователя.
Для изготовления одного из вариантов подобных устройств понадобится:
- Ручной слесарный инструмент, углошлифовальная машинка («болгарка»), сварочный аппарат.
- Листовая сталь толщиной 3,0 – 4,0 мм, а также стальная трубка небольшого диаметра, имеющаяся в наличии.
Работы по изготовлению станка выполняются в следующей последовательности:
- Используемый точильный станок (№5 на схеме) прочно закрепляется на выбранной поверхности.
- Из полосовой стали изготавливается площадка (№1 на схеме), на которой будет закрепляться сверло (№3 на схеме).
- Форма площадки может быть произвольной, единственное условие – в месте расположения сверла посредством «болгарки» делается канавка.
- На площадке просверливаются отверстия (№6 на схеме), служащие для закрепления крепежной пластины (№2 на схеме), а также отверстия, обеспечивающие соединение приспособления к точильному станку (на схеме не указаны).
- Форма и размер крепежной пластины могут быть произвольными.
- Из металлической трубки и полосовой стали изготавливается узел крепления к основанию точильного агрегата. Наличие трубки позволяет обеспечить перемещение приспособления в вертикальной плоскости – появляется возможность изменять угол заточки сверла.
- Узел крепления приспособления для заточки к корпусу точильного станка зависит от вида и устройства блока защиты наждачного круга (№4 на схеме), а также наличия упора (площадки) конкретного наждачного агрегата.
- При желании узел крепления может быть оборудован дополнительными элементами, обеспечивающими колебательное движение приспособления в горизонтальной плоскости, что позволит обеспечить требуемую артикуляцию в процессе выполнения работ.
- После того, как все элементы приспособления собраны, оно крепится к упору (кожуху) точильного станка и проверяется работоспособность изготовленного приспособления.
Для заточки винтовых сверл можно использовать различные наждачные круги, но в свете того, что данный расходный материал (инструмент) изготавливается из прочной стали, то и абразивные элементы должны этому соответствовать.
Устройство для заточки свёрл пригодится в любом хозяйстве. Ведь работа с тупым сверлом — одно мучение. Механизм можно сделать своими руками, используя ненужные и устаревшие детали.
Правила заточки сверл
Свёрла можно затачивать на специальных заточных дисках, вручную или на станках. Перед началом работ внимательно исследуйте свёрла: если на поверхности есть серьезные дефекты, нужно начать затачивание с более грубого абразива. Если же инструмент немного затупился, используйте доводочный диск.
При затачивании вручную своими руками, нужно выполнять правила:
- одной рукой удерживать за хвостовик, второй подправлять рабочий конец;
- режущий край обрабатывать боковой частью заточного диска;
- сначала затачивается одна сторона, после чего сверло аккуратно переворачивается и обрабатывается вторая.
Во время обработки важно сохранять изначальную форму сверла и направление режущих краев. Необходимо следить за тем, чтобы острие кончика не смещалось от центра, иначе во время работы инструмент отклонится в сторону. Если после заточки угол режущих краев неодинаков, работа сверла будет некачественной. Это определяется с помощью шаблона, сделанного своими руками, или на глаз: форма кончика должна составлять конус. Чтобы избежать ошибок, править лучше на специализированных устройствах.
Виды заточного оборудования
Самодельный аппарат предусмотрен для затачивания свёрл из различных металлов, резаков, метчиков, фрез, зенкеров, резцов.
Оборудование может быть:
- специализированным — обрабатывает единственный тип инструментов;
- универсальным — используется для любых видов резаков и свёрл.
Самодельные механизмы чаще относятся к универсальному бытовому типу. Промышленные станки мощны, работают с крупными инструментами. Дома в таких необходимости нет, они шумны, занимают много места и энергозатратны.
Бытовые самодельные станки подходят для затачивания свёрл малого и среднего диаметра, они компактны и экономичны.
Изготовление станка для заточки
Чтобы своими руками собрать станок, необходимо подготовить:
- электромотор;
- точильный диск;
- тумблер;
- подставку;
- электрокабель;
- заглушку.
Все комплектующие станка своими руками размещаются внутри корпуса. Это сделает работу безопасной и удобной. Доступным должен быть только шкив электродвигателя, на который надевается точильный диск. Станок стационарно крепится к верстаку, поэтому место нужно подобрать заранее.
- поместите электромотор в нужное место, на столе отметьте точки креплений;
- просверлите отверстия для крепежных болтов;
- верните электромотор на место и прикрутите его к верстаку, для крепления подойдут хомуты из тонких металлических полосок;
- установите защитный корпус;
- на шкив двигателя наденьте точильный круг.
Желательно подобрать двигатель с удлиненным шкивом, иначе его придется доставлять. Сначала надевается шайба, после чего круг. При несовпадении поперечников шкива и диска используется переходная втулка. Сбоку втулки делается резьбовое отверстие, в него вкручивают дополнительный крепежный болтик.
По мощности для самодельного станка подходит двигатель от стиральной машины. Не подбирайте двигатель с высокими оборотами, так как затачивание свёрл происходит на небольшой скорости.
Теперь можно подключить электрическую составляющую: тумблер, двигатель и соединить их с розеткой.
Дополнительные устройства
Изготовленные своими руками дополнительные приспособления сделают работу по заточке сверл более удобной и точной.
Шаблон для проверки. Шаблон вырезают из листа тонкого (1 мм) мягкого металла (алюминия, меди). Шаблон выявляет углы у острия, продолжительность рабочих краев, угол между рабочим краем и перемычкой. Так как задний угол заточки сверла шаблоном проверить практически невозможно, выверяется угол заострения. Вырезается шаблон перед первым использованием сверла.
Направляющая. Это небольшая приставка, которая делается из металлической полоски и с помощью болта фиксируется на корпусе. Во время работы сверло укладывают на направляющую и подводят к точильному камню.
Угломер. На подставке, которая описана сверху, наносятся деления углов затачивания. Можно отрезать часть металлического транспортира с отметками углов и прикрепить к подставке. Отрезать нужно часть с углами более 30 градусов, так как при заточке меньшие не используются.
Приспособление, облегчающее заточку свёрл. Представляет собой фиксированную станину и державку, в которой предусмотрены отверстия для вставления резаков разного размера. Державку можно снимать. Станина выполняется из доски 50 мм, к ней прикрепляется рейка под углом 32 градуса. Рейка выставляет державку с инструментом под необходимым углом. Державка своими руками выпиливается из бруска, поверхность которого снимают под углом 65 градусов. Скошенная часть укладывается к рейке. Углы скашивания державки и рейки зависят от типа заточки.
Многофункциональный механизм
Заточка сверл станет проще при использовании этого механизма. Устройство состоит из:
- роликовых салазок;
- направляющей;
- вала;
- транспортира;
- патрона сверлильного.
Направляющую следует сделать достаточно широкой, к ней прикрепляется транспортир. В качестве оси поворота выступает болт, вставленный в предусмотренное отверстие. На поворотную часть размещают направляющие и подвижную пластинку. На ее поверхности фиксируется ось, трубка, с одной стороны ось заканчивается патроном для сверла, с другой — рукояткой. Перемещение упорной пластины обеспечивается резьбовой осью.
Снизу упорной пластины находится ограничитель (он же указатель), который одновременно указывает необходимый угол смещения и фиксирует в нужном положении.
Механизм работает следующим образом:
- сверло фиксируется в патроне;
- упорная пластина стопорится под необходимым углом;
- инструмент вращают по продольной оси с помощью рукоятки;
- отмечают угол;
- переворачивают резак на 90 градусов и обрабатывают вторую половину, доходя до отмеченного угла.
Правила заточки на самодельном станке
- Во время обработки свёрл, оба плечика должны быть идентичными. Это означает, что сверло будет ровно входить в отверстие и качественно выполнять сверление.
- До запуска станка своими руками надежно закрепите точильный круг на шкиве.
- Первичную обработку проводите диском с крупным абразивом. Когда вы заметите заусенец на сверле, диск следует менять на более тонкий.
- Во время заточки постоянно удерживайте необходимый угол.
- Круг должен вращаться только в одном направлении, по лезвию.
- Не допускайте перегрева резака, в процессе обработки его следует периодически охлаждать. Не окунайте перегретый инструмент в холодную воду, это способствует растрескиванию металла.
Несколько вариантов приспособлений для заточки свёрл в видеороликах.
Самодельные станки для заточки сверл больших диаметров. Самодельные приспособления для заточки сверл. Увеличение срока службы инструмента
Если сверлить приходится только древесину, то об остроте сверла можно не задумываться, так как сверло может исправно служить месяцы и годы без заточки. Но когда доходит дело до сверления металла, острота сверла становиться очень важна, другими словами, просверлить металл можно только острым сверлом. Разницу легко почувствовать, взяв абсолютно новое сверло. Начав довольно резво врезаться в металл, с каждой минутой сверло будет погружаться в металл все медленнее, а давить на него придется все сильнее. Скорость затупления сверла зависит в частности от оборотов, скорости подачи, охлаждения и других факторов, однако как ни старайся, время работы сверла до неудовлетворительной работоспособности измеряется минутами. Если объем работы значительный, постоянно покупать новые сверла получится накладно, поэтому лучше научиться их затачивать. Хотя все равно стоит иметь несколько сверл одного диаметра (3-10, в зависимости от ох диаметра и соответственно цены) чтобы возвращаться к заточке только когда затупились все сверла.
На периферии сверла скорость резания максимальна, и, следовательно, максимален нагрев режущих кромок. В то же время отвод тепла от уголка режущей кромки сильно затруднен. Поэтому затупление начинается с уголка, потом распространяется на всю режущую кромку. Ясно видно ее закругление. Затем истирается задняя грань. На ней появляются штрихи, риски, идущие от режущей кромки. По мере износа риски сливаются в сплошную полоску вдоль режущей кромки, более широкую у периферии и сужающуюся к центру сверла. Поперечная режущая кромка при износе сминается.
В начале затупления сверло издает резкий скрипящий звук. Если сверло вовремя не заточить, количество выделяемого тепла будет возрастать и процесс износа пойдет быстрее.
Чтобы облегчить контроль геометрии сверла, главное, что следует сделать – это шаблон описанный ниже. С его помощью, даже если заточка выполняется без приспособлений, всегда можно проверить, где ещё нужно снять металл, и, в конце концов, получить то, что и должно получиться (не может быть чтобы не получилось, даже если придется сточить половину длинны сверла). Для соблюдения симметрии старайтесь, чтобы время заточки каждого участка и сила нажима были постоянные.
Заточка спиральных сверл
Заточку сверла производят по его задним граням. Очень важно, чтобы оба пера (зуба) сверла были заточены совершенно одинаково. Выполнить это вручную очень трудно. Не просто также вручную создать требуемую форму задней грани и заданный задний угол (где какой угол см. ниже).Для заточки существуют специальные станки или приспособления. Если есть возможность, то лучше затачивать сверла на специализированном оборудовании. Но в условиях домашней мастерской такой возможности, как правило, не бывает. Сверла приходится затачивать вручную на обыкновенном точиле.
В зависимости от того, какую форму придают задней поверхности, существуют разные виды заточки: одноплоскостная, двухплоскостная, коническая, цилиндрическая, винтовая.
При одноплоскостной заточке заднюю поверхность пера выполняют в виде плоскости. Задний угол при такой заточке должен быть 28-30°. При одноплоскостной заточке велика опасность выкрашивания режущих кромок. Этот способ, самый легко выполнимый при ручной заточке, рекомендуют для сверл диаметром до 3 мм.
Универсальные сверла диаметром больше 3 мм обычно подвергают конической заточке. Для того, чтобы были понятны особенности такой заточки, рассмотрим схему конической заточки на станке сверла с углом 2φ в 118°. На рисунке ниже показан шлифовальный круг и прижатое к его торцу режущей кромкой и задней поверхностью сверло.
Представим себе конус, образующая которого направлена вдоль режущей кромки и торца шлифовального круга, а вершина отстоит от диаметра сверла на 1,9 его величины. Угол при вершине равен 26°. Ось сверла пересекается с осью воображаемого конуса под углом 45°. Если вращать сверло, вокруг оси воображаемого конуса (как бы катать конус по торцу шлифовального круга), то на задней грани сверла образуется коническая поверхность. Если ось сверла и ось воображаемого конуса находятся в одной плоскости, то задний угол будет равен нулю. Чтобы образовался задний угол, нужно сместить ось сверла по отношению к оси воображаемого конуса. На практике это смещение будет равным 1/15 диаметра сверла. Качание сверла по оси воображаемого конуса при таком смешении обеспечит конусную заднюю грань и задний угол 12-14°. Чем больше величина смещения, тем большим будет задний угол. Следует напомнить, что задний угол вдоль режущей кромки меняется и увеличивается к центру сверла.
Понятно, что выполнить все эти условия заточки вручную очень сложно. Сверло, предназначенное к заточке, берут левой рукой за рабочую часть, возможно ближе к заборному конусу, а правой за хвостик.
Режущей кромкой и задней поверхностью сверло прижимают к торцу шлифовального круга и, начиная от режущей кромки, плавными движениями правой руки, не отрывая сверла от камня, покачивают его, создавая на задней грани пера конусную поверхность. Затем повторяют ту же процедуру для второго пера.
При заточке желательно как можно точнее повторить ту форму задней поверхности, которая была после заводской заточки, чтобы не потерять требуемые задние углы.
Другой способ заточки, широко применяемый домашними мастерами, заключается в следующем. Как и в предыдущем случае, сверло берут левой рукой за рабочую часть возможно ближе к заборному конусу, а правой за хвостик. Режущей кромкой сверло прижимают к торцу шлифовального круга и плавным движением правой руки, не отрывая сверла от камня, поворачивают его вокруг своей оси, затачивая заднюю поверхность. Очень важно сохранить при вращении сверла нужный угол его наклона к торцу шлифовального круга. Для этого часто при заточке используют специальные втулки.
В результате такой заточки на задних поверхностях обоих перьев получится конусная поверхность, но не будет образован задний угол. При работе трение задней поверхности о стенки отверстия и, следовательно, нагрев будет больше.
Из-за трения о шлифовальный круг, при заточке происходит нагрев инструмента. Это вызывает отпуск закаленной части инструмента. Металл мягчеет, теряет твердость. Неумелое затачивание приводит лезвие инструмента в негодность. Поэтому заточку следует вести с многократным охлаждением сверла в воде или в водно-содовом растворе. Это требование не касается твердосплавных сверл. Нельзя при заточке пользоваться для охлаждения маслом. Если по каким бы то ни было обстоятельствам инструмент затачивают всухую, то:
- за один проход снимают незначительный слой металла;
- скорость вращения абразивного круга должна быть как можно ниже;
- сверло никогда не должно нагреваться до такой степени, чтобы этого не терпела рука.
Практика показывает, что заточку инструмента следует вести против движения шлифовального круга. Тогда режущая кромка более долговечна, реже ее сминание и обламывание.
Для заточки используют шлифовальные круги из электрокорунда (марок 24А, 25А, 91А, 92А) зернистостью 25-40, твердостью М3-СМ2, на керамических связках.
В производстве обычно за заточкой следует доводка. Доводка делает поверхность глаже, убирает мелкие зазубринки. Сверло, подвергнутое доводке, более стойко к износу, чем сверло после заточки. Если у вас есть возможность выполнить доводку, воспользуйтесь ею.
Для доводки применяют шлифовальные круги из зеленого карбида кремния марки 63С зернистостью 5-6, твердостью М3-СМ1 на бакелитовой связке или круги из эльбора ЛО, зернистостью 6-8 на бакелитовой связке.
Одно из основных условий правильной заточки сверла – сохранение его осесимметричности. Обе режущие кромки должны быть прямолинейны и иметь идентичную длину, тождественную величину углов при вершине (и углы заострения) по отношению к оси сверла.
Правильность заточки проверяют специальным шаблоном.
а – шаблон; б – проверка угла при вершине и длин режущих кромок; в – угла заострения; г – угла между перемычкой и режущей кромкой.
Его делают самостоятельно из листа меди, алюминия или стали толщиной приблизительно 1 мм. Самый долговечный шаблон, конечно, из стали. Шаблоном проверяют угол при вершине, длину режущих кромок, угол между перемычкой и режущей кромкой. Вместо заднего угла, который весьма сложно измерить, шаблоном измеряют угол заострения. Шаблон целесообразно сделать перед началом использования нового сверла, чтобы с последнего перенести нужные углы.
Неравномерная длина режущих кромок и наклон их к оси сверла приводят и к неодинаковой нагрузке. Сверло быстрее выйдет из строя из-за интенсивного износа перегруженной режущей кромки.
а – клины режущих кромок неодинаковы, середина перемычки не совпадает с осью сверла; б – режущие кромки заточены под различными углами к оси сверла, середина перемычки совпадает с осью сверла.
Неравномерная нагрузка на части сверла вызовет его биение в процессе резания и, как результат, увеличение диаметра полученного отверстия.
Самый простой способ проверки правильности заточки – пробное сверление. Если перья сверла заточены неодинаково, то у менее нагруженного будет меньше стружки из соответствующей канавки. Иногда стружка выступает лишь через одну канавку. Диаметр отверстия может быть преувеличен в сравнении с диаметром сверла.
Приспособление состоит из неподвижного основания и съемной державки с отверстиями для сверл разного диаметра.
1 – рейка; 2 – сверло; 3 – наждачный круг; 4 – основание; 5 – державка.
Основание выполняют из строганной доски толщиной 30-40 мм, к которой под углом 30-32° (зависит от угла 2φ, см. ниже, 30° для 2φ=120°, 32° для 2φ=116°) пришивается (прибивается, приклеивается) деревянная рейка со скошенной под углом 25-30° (для одноплоскостной заточки) боковой гранью. Эта рейка и ориентирует под нужным углом державку с затачиваемым сверлом относительно шлифовального круга. Державку изготавливают из прямоугольного деревянного бруска, одну из боковин которого состругивают под углом 60-65° (зависит от угла боковой грани рейки). Этой боковиной державку прижимают к рейке на доске основания, что обеспечивает заточку переднего угла сверла в требуемых пределах (25-30°). На другой боковине державки размечают и высверливают перпендикулярно плоскости этой боковины сквозные отверстия для каждого сверла того или иного диаметра. Длину державки выбирают такой, чтобы ее было удобно держать при заточке сверл.
На обычный подпятник (подлокотник) приспособление не установишь, так что придется придумывать для него какой-то столик или полку, можно перенести заточной станок на стол где будет место и для этого приспособления. На основание уложите вплотную к рейке державку с вставленным в нее сверлом, подлежащим заточке. Сверло в гнезде державки поверните так, чтобы затачиваемая кромка была сориентирована горизонтально. Левой рукой держите сверло у затачиваемой кромки, правой – хвостовик сверла. Прижимая державку к скошенной рейке, подведите сверло к наждачному кругу и заострите одну кромку. Затем разверните сверло и так же обработайте вторую кромку.
Можно сделать и проще:
Углы заточки и другие характеристики сверла
Спиральное сверло представляет собой стержень, имеющий для облегчения выхода стружки две винтовые канавки. Благодаря канавкам на сверле образуются два винтовых пера, или, как их иначе называют, зуба.Спиральное сверло состоит из рабочей части, шейки, хвостовика и лапки.
А – с коническим хвостовиком; В – с цилиндрическим хвостовиком; а -рабочая режущая часть; б – шейка; в – ширина пера; г – лапка; д – поводок; е – канавка стружечная винтовая; ж – перо; з – хвостовик; и – перемычка; L – общая длина; L 0 – длина “рабочей режущей части”; D – диаметр; ω – угол наклона “канавки стружечной винтовой”; 2φ – угол при вершине; f – ширина ленточки спиральной; ψ – угол наклона перемычки.
Рабочая часть разделяется на режущую и направляющую. Все режущие элементы сверла расположены на режущей части – заборном конусе. Направляющая часть служит для направления во время резания и является запасной при переточке сверла. На перьях направляющей части по винтовой линии расположены цилиндрические фаски-ленточки. Ленточка служит для направления сверла в отверстии, а также для уменьшения трения сверла о стенки отверстия. Она не должна быть широкой. Так, ширина ленточки сверла диаметром 1,5 мм составляет 0,46 мм, диаметром 50 мм – 3,35 мм. Хвостовик сверла и лапка служат для закрепления сверла в шпинделе станка или патроне. Сверла могут быть выполнены как с шейкой, так и без нее.
Диаметр сверла, измеренный по ленточкам, неодинаков по длине сверла. У заборного конуса он несколько больше, чем у хвостовика. Это уменьшает трение ленточек о стенки отверстия.
Для того чтобы понять устройство режущей части сверла, рассмотрим основные принципы работы любого режущего инструмента (в том числе и сверла). Одно из важнейших требований к режущему инструменту состоит в том, чтобы отделяемая стружка свободно отходила от места резания. Поверхность инструмента, по которой сбегает стружка, называют передней гранью. Эту грань отклоняют назад под некоторым углом от вертикальной плоскости.
1 – клин; 2 – обрабатываемый предмет; γ (гамма) – угол передний; α (альфа) – угол задний; δ (дельта) – угол резания; β (бета) – угол заострения.
Благодаря этому углу для инструмента облегчено врезание в металл и стружка свободнее сходит по передней грани. Угол между передней гранью инструмента и плоскостью, проведенной перпендикулярно к поверхности резания, называется передним углом и обозначается греческой буковой γ.
Поверхность инструмента, обращенную к детали, называют задней гранью. Ее отклоняют на некоторый угол от поверхности обрабатываемой детали, чтобы уменьшить трение инструмента о поверхность резания. Угол между задней гранью инструмента и поверхностью резания называют задним углом и обозначают греческой буквой α.
Угол между передней и задней гранью инструмента называют углом заострения и обозначают греческой буквой β.
Угол между передней гранью инструмента и поверхностью резания называют углом резания и обозначают греческой буквой δ. Этот угол представляет собой сумму угла заострения β и заднего угла α.
Передний и задний угол – это те углы, которые необходимо соблюдать при заточке.
А теперь найдем описанные выше грани и углы на сверле, которое совсем не похоже на инструмент, изображенный на рисунке выше. Для этого рассечем режущую часть сверла плоскостью АБ, перпендикулярной его режущей кромке.
Режущая кромка – это линия пересечения передней и задней граней инструмента. Передний угол γ у сверла образует винтовая канавка. Угол наклона канавки к оси сверла определяет величину переднего угла. Величина углов γ и α вдоль режущей кромки переменна, о чем будет рассказано ниже.
Сверло имеет две режущие кромки, соединенные между собой перемычкой, расположенной под углом ψ к режущим кромкам.
Получив общее представление о геометрии режущей части сверла, поговорим подробнее о ее элементах. Передняя грань спирального сверла представляет собой сложную винтовую поверхность. Грань – это название условное, так как слово “грань” предполагает плоскость. Винтовая канавка, поверхность которой образует переднюю грань, пересекаясь с заборным конусом, создает прямые режущие кромки.
Угол наклона винтовой канавки к оси сверла обозначают греческой буквой ω. Чем больше этот угол, тем больше передний угол и тем легче выход стружки. Но сверло с увеличением наклона винтовой канавки ослабляется. Поэтому у сверл с малым диаметром, имеющих меньшую прочность, этот угол делают меньше, чем у сверл большого диаметра. Угол наклона винтовой канавки зависит также от материала сверла. Сверла из быстрорежущей стали могут работать в более напряженных условиях, чем сверла из углеродистой стали. Поэтому для них угол ω может быть больше.
На выбор угла наклона влияют свойства обрабатываемого материала. Чем он мягче, тем угол наклона может быть больше. Но это правило применимо в производстве. В домашних условиях, где одно сверло используют для обработки разных материалов, угол наклона обычно связан с диаметром сверла и изменяется от 19 до 28° для сверл диаметром от 0,25 до 10 мм.
Форма канавки должна создавать достаточное пространство для размещения стружки и обеспечивать легкий отвод ее из канавки, но при этом не очень ослаблять сверло. Ширина канавки должна быть приблизительно равна ширине пера. Глубина канавки определяет толщину сердцевины сверла. От толщины сердцевины зависит прочность. Если канавку сделать глубже, стружка будет лучше размещаться, но сверло будет ослаблено. Поэтому толщину сердцевины выбирают в зависимости от диаметра сверла. В сверлах малого диаметра толщина сердцевины составляет большую долю диаметра сверла, чем в сверлах большого диаметра. Так, для сверл диаметром 0,8-1 мм ширина сердцевины 0,21-0,22 мм, а для сверл диаметром 10 мм ширина сердцевины 1,5 мм. С целью повышения прочности сверла толщину сердцевины увеличивают по направлению к хвостовику.
Переднюю грань у сверла не перетачивают.
Конструкция винтовых канавок такова, что по мере приближения от края сверла к центру их угол наклона уменьшается, а значит, уменьшается и передний угол. Условия работы режущей кромки у центра сверла будут труднее.
Задний угол, так же как и передний, изменяется по величине в разных точках режущей кромки. В точках, расположенных ближе к наружной поверхности сверла, он меньше, в точках, расположенных ближе к центру, больше. Задний угол образуется при заточке заборного конуса и на периферии сверла равен приблизительно 8-12°, а в центре 20-25°.
Перемычка (поперечная кромка) расположена в центре сверла и соединяет обе режущие кромки. Угол наклона перемычки к режущим кромкам ψ может быть от 40 до 60°. У большинства сверл ψ=55°. Перемычка образуется пересечением двух задних граней. Ее длина зависит от толщины сердцевины сверла. Так как толщина сердцевины увеличивается по направлению к хвостовику, длина перемычки возрастает в результате каждой заточки. В процессе сверления поперечная кромка только мешает внедрению сверла в металл. Она не режет, а скребет или, вернее, давит металл. Недаром ее когда-то называли скребущим лезвием. С уменьшением длины перемычки вдвое усилие подачи можно снизить на 25%. Однако уменьшение длины перемычки за счет уменьшения толщины сердцевины приведет к ослаблению сверла.
Большое влияние на работу сверла оказывает угол при вершине 2φ. Если угол при вершине мал, стружка своим нижнем краем будет задевать за стенку отверстия и условий для правильного образования стружки не будет.
На рисунке ниже показано сверло с нормальным углом заборного конуса.
Край стружки в этом случае хорошо укладывается в канавку. Изменение угла при вершине изменяет длину режущей кромки и, следовательно, нагрузку на единицу ее длины. При увеличении угла при вершине нагрузка на единицу длины режущей кромки растет, при этом увеличивается сопротивление внедрению сверла в металл в направлении подачи. При уменьшении угла при вершине возрастает усилие, необходимое для вращения сверла, так как ухудшаются условия образования стружки и возрастает трение. Но при этом нагрузка на единицу длины режущей кромки уменьшается, толщина срезаемой стружки становится меньше и теплота от режущих кромок отводится лучше.
Обычно угол при вершине (2φ) стандартных универсальных сверл из углеродистой, хромистой и быстрорежущей стали равен 116-118° и считается пригодным для многих материалов. Но для того, чтобы обеспечить наилучшие условия работы, его меняют, как показано в таблице.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью специальных приспособлений .
Как сделать самодельные приспособления для заточки сверл, какие шаблоны для этого существуют и что нужно подготовить для работы, вы узнаете из нашей статьи.
Особенности заточки сверл
Сверла – эти недорогие приспособления, особенно если говорить о тех, что широко используются для бытовых нужд. Однако если есть возможность, то после затупления лучше заточить инструменты, чем покупать новые.
Есть заводские устройства, предназначенные для заточки, но при их покупке вы сильно потратитесь, и это не восполнит экономию при отказе от приобретения новых инструментов. Именно поэтому немало мастеров собирают станки для заточки своими руками .
Стоит отметить, что затупление касается сверл по металлу , поскольку инструменты по дереву практически этому не подвержены, за исключением случаев применения на высоких оборотах при смолистой заготовке. Также заточке не подлежат победитовые наконечники по камню или бетону.
А вот сверла по металлу многие точат посредством всех дополнительных приспособлений своими руками, но точность такой работы далеко не всегда идеальна, поэтому желательно использовать хотя бы минимум механики.
Как правильно сделать приспособление для заточки сверл своими руками: обучающее видео
Чтобы самому сделать такое устройство, вам потребуется средство контроля (шаблон). Каким бы образом сверло не затачивалось, точность проверяется специальным шаблоном.
Простые сверла по черному металлу имеют угол кромки от 115 до 120 градусов. Если металл другой, то и углы заточки тоже будут отличаться:
Вы можете подготовить сразу несколько шаблонов в зависимости от перечисленных значений и, в соответствии с ними, своими руками выполнять заточку. Одно и то же сверло можно применять для разных типов заготовок, нужно лишь менять углы вершины рабочего места.
Простое, но очень удобное затащивающее устройство – это втулки разного размера , которые прикреплены к основанию. Сделать самому их можно, опираясь на специальные чертежи. Помните, что инструмент во втулке не должен болтаться, а качество сверления может ухудшиться, даже если ошибка составит всего один градус.
Можно сделать большую обойму на основе алюминиевых или медных трубок в зависимости от типовых параметров сверл или же взять брусок из мягкого материала и проделать в нем много отверстий. В точиле очень важно поставить удобный подручник, благодаря которому можно будет под нужным углом двигать приспособление для заточки и держать упор.
Перечисленные приспособления для заточки изготавливаются уже немало десятилетий подряд и пользуются спросом до сих пор. Для сборки заточного станка своими руками можно вместо уголка взять дубовый брусок.
Простейший станок для заточки можно собрать, просто установив напротив боковой части наждака верстак или столик. Даже такое простое приспособление обеспечивает высокое качество и точность выполнения работ.
Особенности выполнения заточки на простом устройстве
В интернете можно отыскать готовые чертежи устройств для заточки сверл, или же наброcать их самому, но для этого следует понимать принцип работы со сверлом.
Во время работы категорически запрещено допускать движение сверла вокруг своей оси. Если он провернется как минимум на миллиметр, то будет испорчен, и вам придется для повторной обработки стачивать небольшое расстояние.
После окончания работы сверло должно остыть , также выполните замеры шаблонами. Кромки должны быть идеально симметричными вплоть до десятых долей миллиметра. Особенно это важно, если сверло имеет минимальный диаметр.
Заточка может сопровождаться такими ошибками:
Как из подручных средств своими руками собрать точильный станок для спиральных сверл по металлу?
Для основы прибора можно взять любой точильный станок, который способен исправно работать, в нем нет биения оси, и он держит обороты под нагрузкой.
Задание выглядит таким образом:
- подручник обязан строго стоять горизонтально на одной оси с вращением наждака;
- конструкция должна быть безопасной, надежной и прочной;
- следует предусмотреть возможность затачивать как вручную, так и полуавтоматом;
- форма подручника должна способствовать свободному опущению хвостовика сверла на нужный угол.
Специфических деталей для изготовления этого приспособления не требуется, практически все необходимое есть у каждого домашнего мастера. Заготовки обрабатываются болгаркой , сваркой или точилом .
Для режима полуавтоматики предполагается качающийся упор, поэтому нужно сделать петлевое соединение. Точно подберите для отсутствия люфтов отверстия болта, кронштейна и трубки.
Площадка должна двигаться по вертикальной оси , чтобы можно было менять угол заточки сверла. Данную ось можно фиксировать, а подручник должен качаться, опираясь при этом на горизонтальную ось, что при заточке обеспечивает нужную артикуляцию.
Опорная пластина выполняется из металла на 4 мм в толщину, а основные части конструкции должны иметь толщину в 3 мм соответственно. Это обеспечивает ее высокую прочность. Подручник с корпусом наждака соединяется жестко. Крепить его к защитному кожуху нельзя, поэтому посредством металлической «щеки» прикрутите кронштейн.
К опорной пластине затем прикручиваем саму направляющую пластину для сверл толщиной в 5 мм. В ней для фиксации сверла при обработке пропиливается паз треугольной формы .
Конструкция имеет угол поворота в 90 градусов, что позволяет обеспечивать заточку разными методами . Начиная от метода Леонтьева и заканчивая прижимом под определенным углом и созданием острого угла кромки благодаря кривизне наждака.
Сверло при обработке будет не только прочно стоять в канавке , его также можно будет вдоль паза подавать к абразиву, а угол заточки при этом отклоняться не будет. Благодаря частичному превышению плоскости опорной пластины над осью движения диска, можно достичь нужной формы заточки затылка кромки.
Перед выполнением работ сверло следует прижать к пластине и выставить параллельно ей режущую кромку. Юстировка на этом окончена и можно к наждаку подносить и инструмент. Заточку нужно выполнять медленно и аккуратно, тщательно следить за углом.
Благодаря такому самодельному инструменту достигается высокая точность заточки и практически не нужен шаблон. Правда, потребуется время на установку станка и настройку угла, то зато потом вы без труда быстро наточите сверла в нужном количестве.
А вот если потребуется заточить бур, оснащенный твердосплавной насадкой, то можно на фиксированный угол прикрепить качающуюся пластину. Для этого под осевую гайку кладут несколько шайб.
Применение наждачного круга в самодельном инструменте для заточки
Для универсальных точильных работ в основном используют белые круги на основе электрокорунда. Их применяют для заточки лопат, топоров, ножей и заготовок из металла.
С целью обработки твердосплавных сверл или быстрорежущих металлов нужно брать абразивные зеленые круги на основе карбида кремния с маркировкой 64С. А вот под бытовые нужды достаточно зернистости круга на 25Н.
Заточка сверл требует более мелкой фракции в области от 8Н до 16Н . Помните, что наждаки на основе карбида кремния во время работы сильно греются, поэтому сверло в контакте с таким абразивом держать долго нельзя. Давайте металлу остывать после 2-3 подходов и охлаждайте его в содовой воде.
Качество кромки зависит от направления вращения абразива . Рабочая его поверхность обязана набегать на срез (идти сверху вниз).
Периферийная поверхность наждака при обработке обязана быть ровной. Ее можно править насадкой на основе эльбора. Если диск имеет малый диаметр, допускается применение плоскогубцев , в которых будет удерживаться эльборовый резец.
Итак, мы рассмотрели, как в домашних условиях можно собрать и использовать приспособления разной сложности с целью заточки сверл и не только. Выбрать подходящий вариант вы можете в зависимости от ваших бытовых потребностей.
Вам необходимо, чтобы сверла всегда были заточенными, а специальный станок днем с огнем не отыщешь даже в специализированных магазинах? И сделайте станок для заточки сверл своими руками. Вы с легкостью справитесь со сборкой несложной конструкции, если у вас есть хотя бы небольшой опыт в работе с базовыми инструментами.
Самодельный станок
Приспособление для заточки сверла может представляет большую ценность в домашнем хозяйстве так, как с помощью данного устройства можно самостоятельно произвести заточку сверл любого диаметра и типа. Помимо изготовления специального агрегата понадобится электромотор с точильным камнем.
Основные материалы:
- Металлическая пластина с отверстиями – 1 шт.;
- Болт или шпилька длиной 70х15 мм;
- Набор шайб;
- Уголок – 30х30 или 40х40;
- Пластины – толщиной 3-4 мм;
- Шплинт – 30х1,5 мм;
- Зажимы.
Помимо материалов понадобятся инструменты для их механической обработки и соединения, в частности электрическая сварка и болгарка.
Инструменты:
- Электросварка.
- Дрель.
- Болгарка.
- Молоток с ударными наставками.
- Специальные зажимы 2 шт.
- Гаечные ключи.
- Плоскогубцы.
Процесс изготовления:
1. Изготовление крепежной пластины
Крепежная пластина изготавливается из металлической подкладки с отверстиями толщиной около 3-4 мм. С одной стороны деталь отрезается на 3 сантиметра, при этом во время резки требуется сохранить готовое отверстие. Отрезанная часть понадобится для изготовления следующей детали точильного устройства, а крупный элемент для подкладки во время установки изделия на стол.
2. Уголок для фиксации сверла
Элемент предназначен для фиксации сверла во время заточки. Изготавливается путем отрезания части обычного уголка 30х30 или 40х40. Общая длина варьируется в пределах 60-90 мм, при этом крайняя часть обрезается под углом 60 градусов, чтобы придать затачиваемой плоскости нужный уровень.
3. Крепление для фиксирующего уголка
Отрезанная часть с отверстием от пластины соединяется с другой металлической пластиной, при этом элементы накладываются друг на друга привариваются электросваркой к уголку. Для приваривания следует вырезать на пластинах монтажный вырез, чтобы впритык установить детали и обварить.
В соединенных частях просверливается отверстие по диаметру болта или шпильки, а сами детали тщательно обвариваются со всех сторон для придания жесткости.
4. Приваривание болта
Болт или шпилька предназначен для фиксации уголка. Элемент приваривается под углом 75 градусов к основной пластине. Во время обваривания следует учитывать нижнюю плоскость, при необходимости удалить шлак, чтобы исключить перекос изделия.
5. Крепление шайбы к болту
Шайба на болт устанавливается на уровне 25 мм от верхней крайней части. Примерный диаметр равен 30 мм. Элемент приваривается с помощью электросварки в нужном проектном положении с соблюдением всех уровней по плоскости.
6. Отверстие в шпильке
При отсутствии отверстия под установку шплинта в болте (шпильке) требуется изготовить его при помощи дрели и сверла нужного диаметра. За счет данного технического элемента будет осуществляться крепление фиксирующего уголка. Диаметр может быть разный, однако главным условием является надежная фиксация.
7. Упор для сверла
Изготавливается из металлического прутка и специального тисочного зажима. Пруток приваривается к фиксирующему уголку снизу. Зажимной механизм монтируется на пруток, при этом на устройстве следует оборудовать из уголка специальную чашу-упор для сверла.
Система монтируется на точильный стол и фиксируется дополнительными зажимами.
Видео: как изготовить приспособление для заточки сверл.
Заточный станок из дрели
Этот способ доступен любому. Для этого вам потребуется дрель. Возможно, не сразу с прилавка магазина, а уже морально устаревшая и вами не используемая. Она будет выступать в качестве двигателя.
Ее нужно закрепить на станине, в патрон вставить втулку или готовый к установке точильный круг или универсальный мелкозернистый диск. Всё. Включив дрель, вы получаете вращающийся абразив, о который точить сверло – одно удовольствие.
Очень простое решение для заточки. Однако не забывайте о приспособлениях для заточки сверла, которое фиксирует затачиваемый элемент относительно точила.
Сверла по металлу закаливаются при производстве, однако постепенно они все равно затупляются. Разумеется, не стоит их сразу же выбрасывать. Осуществить заточку сверла по металлу вы можете самостоятельно, применяя специальное оснащение.
Типы устройств для затачивания
Чтобы правильным образом выполнить затачивание сверла, нужно применить специальные устройства. Они подразделяются на две категории:
- промышленное оснащение. Располагает большой мощностью. Посредством него возможно осуществлять заточку сверл, имеющих радиус от одного сантиметра. Данные устройства ставятся на больших предприятиях. Затачивание выполняется полуавтоматически/автоматически;
- бытовое оснащение. Предназначается для применения в домашних условиях. Кроме того, его используют на маленьких предприятиях. Это оснащение мобильно, компактно, обладает стандартной мощностью.
При приобретении станка нужно учитывать шумность, конструктивные особенности прибора. Оптимально покупать обычный станок, потому как для него легко найти подходящие запчасти.
Приобретать точильные устройства нужно лишь в специальных местах, потому как в них к станку прилагается технический паспорт. Кроме того, покупатель получает гарантийный талон.
Применение точильных аппаратов в бытовых условиях
Для дома наилучшим вариантом считаются бытовые станки. Посредством них возможно точить разные типы сверлильных инструментов. Стоит учесть, что для определенных видов сверл понадобится покупать специальные круги.
Для того чтобы собственноручно осуществить затачивание, необходимо выбрать станок, который оборудован универсальным патроном. Он дает возможность выполнять зажим деталей, имеющих разный размер.
Покупателю вместе с точильным устройством зачастую предоставляются:
- эльборовые круги;
- ключи;
- цанги;
- сменные запчасти;
- осветительный прибор для рабочего места.
Наиболее распространены такие приспособления для заточки сверл, как «Дрилл Доктор», GS. Данные станки предназначаются для затачивания сверлильных инструментов радиусом в 0,2-3,4 см. Подобное оснащение неспособно подточить чересчур тонкие предметы. Для этого понадобится покупать особый станок.
Все оснащение, которое предназначается для затачивания инструментов в бытовых условиях:
- может работать от электрической сети;
- высокопроизводительно;
- просто в эксплуатации;
- функционально;
- обеспечивает точное затачивание;
- стоит недорого;
- компактно;
- мало весит;
- удобно управляется. Возможно менять интенсивность затачивания, его быстроту.
Как самостоятельно сделать точильный станок
Прежде всего, нужно приобрести контрольное приспособление. Оно требуется для того, чтобы проверять, насколько точно выполнена работа.
Для сверл, предназначенных для обработки различных металлов, нужно делать разный угол кромки. Ниже приведен перечень обрабатываемых деталей и соответствующих углов кромок:
- стальные, чугунные, бронзовые – 115;
- латунные, медные – 125;
- алюминиевые, керамические, гранитные, деревянные – 135;
- магниевые – 85;
- силуминовые, пластиковые, текстолитовые – 90.
Ознакомившись с данным списком, возможно изготовить несколько шаблонов и, соответственно с ними, собственноручно осуществлять затачивание. Один и тот же сверлильный инструмент возможно использовать для разных деталей. Нужно только изменить угол вершины рабочей области.
Простой, но весьма эффективной приспособой для заточки сверла считается основание, на котором закреплены втулки различного размера. Помните, что предмет не должен трястись во втулке. Малейшее отклонение приведет к значительному уменьшению качества сверлильной обработки.
Желательно иметь обойму трубок из алюминия/меди. Также можно сделать в брусочке из мягкого материала нужное число отверстий. Монтируйте на точильном круге удобный подручник, позволяющий перемещать под требуемым углом самодельное приспособление для заточки сверл, служащий упорным элементом.
В настоящее время есть различные чертежи точильных устройств. Можете использовать существующий либо создать собственный. Не забывайте, что при затачивании инструмента нельзя допускать прокручивания сверла вокруг собственной оси.
По завершении затачивания позвольте инструменту остудиться. Измерьте точность работы посредством шаблона. Кромки должны располагаться симметрично. В особенности это значимо для инструментов небольшого радиуса.
Использование электрической дрели
Определенные люди предпочитают использовать в качестве основы для точильного приспособления электрическую дрель, которая оборудована специальными насадками. Разумеется, количество насадок ограничено. Следовательно, собственноручное затачивание затрудняется. В наборе с насадками поставляется камень и поводок.
Если хотите, можете сами изготовить насадку. Данный элемент точильного устройства нужно оснастить крепежной деталью для фиксирования инструмента.
Особенности затачивания
Если вы приняли решение собственноручно подточить инструмент, используя приспособления для заточки, осуществляйте процедуру по такому алгоритму:
- Выполните обработку задней части. Крепко прижмите инструмент, контролируйте, чтобы угол затачивания не менялся. По окончании обрабатывания конец инструмента станет похож на конус.
- Теперь заточите режущую поверхность.
- На финальной стадии осуществляется доводка задней части. Удостоверьтесь, что величина перемычки не превышает четырех десятых миллиметра. Разумеется, для большого инструмента данный показатель должен быть немного выше.
Если у вас что-то не получилось, не расстраивайтесь. Желательно тренироваться на сверлах, которые, скорее всего, не пригодятся. Главное – обучитесь правильному надавливанию и выдержке угла. Помните, что отверстия сверлят бока инструмента, а не его кончик. Следовательно, кромки нужно затачивать в обязательном порядке.
Не забывайте, что при обработке сверла появляются мельчайшие частички. Из-за нагрева они летят в разные стороны. Ввиду этого нужно соблюдать правила безопасности. Используйте специальные очки, рукавицы. Кроме того, проверяйте надежность фиксации инструмента, иначе оно вылетит из ваших рук.
Если вы хотите воспользоваться приспособлением для заточки сверл своими руками, в обязательном порядке приготовьте рабочую зону. Позаботьтесь о нормальном освещении. Кроме того, не забудьте надеть специальные рукавицы, защитные очки.
- Прежде всего, рассчитайте нужный угол затачивания.
- Ваша стойка для заточки должна быть такой, чтобы круг для шлифования располагался с правой стороны.
- Осуществляйте центровку. Для этого большим и указательным пальцами возьмите рабочую область, а другой рукой удерживайте хвостовую кромку.
- Сверлильный инструмент требуется вращать так, чтобы режущая поверхность была расположена параллельным образом.
- Не забывайте устранять зазубрины и иные неровности.
- Все движения нужно проделывать в некотором порядке. К примеру, левую руку необходимо двигать к низу от левой стороны, а правую – по часовой стрелке.
Заключение
Приобретать промышленное оборудование для заточки сверл не слишком рационально, так как стоит оно дорого. Для домашних нужд оптимально подойдет обычный бытовой станок либо изготовленное вами точильное приспособление.
Чтобы не допустить ошибок при собственноручном затачивании металлического сверла, требуется использовать специальное устройство. Это может быть бытовой/промышленный станочный аппарат, электрическая дрель с особой насадкой. Насадка надевается прямо на дрель для заточки сверл. Если вы раньше не делали попыток выполнить заточку сверлильного инструмента, посмотрите обучающее видео, которое есть ниже.
В обязательном порядке соблюдайте технику безопасности. Игнорирование простых правил, неиспользование защитной одежды может довести вас до больничной койки. Искры, попавшие в глаз – это далеко не шутки. Есть большая вероятность полностью лишиться зрения. Согласитесь, лучше просто надеть специальные рукавицы и защитные очки, чем подвергать себя риску получить серьезную травму.
Работать хорошим инструментом это удобно, эффективно и правильно! Сегодня у нас полезная самоделка для дома и гаража — самодельный станок для заточки сверл.Правильно заточить сверло представляет некоторые трудности без наличия опыта. Причём свёрла больших диаметров (где-то от 6мм) ещё поддаются контролю заточки и, худо-бедно, их удаётся заточить через какое-то время. Свёрла малых диаметров, особенно востребованные мастерами радио и электронной техники точить приходится буквально на-ощупь и под лупой и без применения механизации используя корундовые брусочки. Кстати, совсем недавно мы публиковали статью « » кто не прочитал, обязательно прочтите!
Используя свои залежи неликвидов и проведя обзор интернета я собрал на скорую руку простенькое приспособление позволившие заточить свёрла от 2,0 до 6,0 мм без особого труда. Дальнейшее совершенствование приспособления возможно и является задачей ближайшего будущего. Общий вид на фото 1 и 2 .
Как, конечно, известно свёрла по металлу имеют угол заточки при вершине 120 градусов. (Для дерева и мягкого металла меньше). На фото виден жёлтый угольник, лежащий между точилом и приспособлением, обеспечивающий этот угол, т.е. сверло расположено под углом 60 гр. к рабочему торцу абразивного диска. Нужный угол затылка сверла обеспечивается начальным наклоном сверла относительно диска.
Принцип работы приспособления не нов и многократно повторен и опубликован в сети. Отличием этого приспособления является использование для закрепления сверла так называемых ювелирных тисочков, имеющихся в продаже и недорогих. У меня имелись такие очень старые, переделанные и измордованные за 30 лет применения. Фото из сети взято.
Принцип работы прост-Поворотом ручки раздвигаем губки и обратным вращением что-то зажимаем, например сверло.
Данные тисочки подверглись доработке. Заклёпки были высверлены и на эти посадочные места были установлены пластины и вновь заклёпаны более длинными заклёпками. Далее будет понятно для чего это сделано.
Сверло зажимается в тисочках так чтобы режущие кромки лежали параллельно губкам.
По краям приклёпанных пластин сверлятся соосные отверстия на одном расстоянии от центра и лежащие на прямой перпендикулярной оси тисочков (то есть и сверлу). Через эти отверстия будет проходить ось на которой будет качаться попеременно эта «качалка» при затачивании одной и другой грани. При идеальной разметки качалки будет достигаться равенство режущих кромок при заточке.
Качалка закреплена на стойках (подошли корпуса врезных дверных защелок без внутренностей. В свою очередь стойки привинчены к дубовой плашке. В ней же расположены четыре опорные ножки для настройки нужной высоты.
Качалка с сверлом размещается между стойками на оси, ось съёмная.
Заточка первой грани (губки закрашены синим маркером).
Заточка второй грани-качалка перевёрнута на 180 гр. (закрашенную сторону не видно). Вид сверху этого узла.
Готовое сверло на фото ниже. Погрешности, возникшие при работе «на коленке» и старые изношенные тисочки не позволили заточить свёрла от 1 мм. Здесь показано заточенное 1,5 мм сверло. При большом увеличении видна разница длин режущих кромок (небольшая, но есть)
изготовление девайса своими руками. Правильная форма заточки – залог эффективной работы
Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Он станет тусклым, станет очень горячим и в результате потеряет былую прочность. Все это следствие «отпущения» металла. Именно поэтому такой инструмент требует периодической заточки специальных приспособлений .
Как сделать самодельный инструмент для заточки сверл, какие шаблоны существуют для этого и что нужно подготовить для работы, вы узнаете из нашей статьи.
Особенности заточки сверл
Сверла – недорогой инструмент, особенно если речь идет о тех, которые широко используются для бытовых нужд. Однако если есть возможность, то после затупления инструменты лучше заточить, чем покупать новые.
Существуют заточные приспособления заводского изготовления, но при их покупке вы потратите много денег, и это не компенсирует экономию, если вы откажетесь от покупки новых инструментов.Именно поэтому многие мастера собирают станков для заточки своими руками .
Стоит отметить, что затупление касается сверл по металлу, так как инструменты из дерева практически не подвержены этому, за исключением случаев использования на высоких оборотах со смолистой заготовкой. Также нельзя точить победных наконечника по камню или бетону.
Но многие затачивают сверла по металлу со всеми дополнительными приспособлениями своими руками, но точность такой работы далеко не всегда идеальная, поэтому желательно использовать хотя бы минимум механики.
Как сделать инструмент для заточки сверл своими руками: обучающее видео
Чтобы самому изготовить такое приспособление, понадобится контрольный инструмент (шаблон). Каким бы способом ни затачивали сверло, точность проверяется специальным шаблоном.
Простые сверла для черных металлов имеют угол кромки от 115 до 120 градусов. Если металл другой, то и углы заточки будут отличаться:
Можно подготовить сразу нескольких шаблонов в зависимости от перечисленных значений и в соответствии с ними делать заточку своими руками.Одно и то же сверло можно использовать для разных типов заготовок, нужно лишь изменить углы верха рабочего места.
Простое, но очень удобное перетягивающее устройство – это втулок разного размера , которые крепятся к основанию. Сделать их можно самостоятельно, по специальным чертежам. Помните, что инструмент в втулке не должен раскачиваться, и качество сверления может ухудшиться, даже если погрешность составляет всего один градус.
Можно сделать большой зажим на основе алюминиевых или медных трубок, в зависимости от типичных параметров сверла, или взять блок из мягкого материала и проделать в нем много отверстий.Очень важно положить в точилку удобный инструмент, благодаря которому можно будет перемещать заточное устройство под нужным углом и удерживать упор.
Перечисленные приспособления для заточки производятся много десятилетий подряд и до сих пор пользуются спросом. Для сборки точильного станка своими руками можно взять дубовый брусок вместо уголка.
Самый простой заточный станок можно собрать, просто поставив верстак или стол перед стороной наждака.Даже такое простое устройство обеспечивает высокое качество и точность работы.
Особенности заточки на простом приспособлении
В Интернете можно найти готовых чертежей приспособлений для заточки сверл, либо зарисовать их самостоятельно, но для этого нужно понимать принцип работы со сверлом.
Во время работы Категорически запрещается разрешать сверлу двигаться вокруг своей оси. Если он повернется хотя бы на миллиметр, он будет поврежден, и вам придется отшлифовать небольшое расстояние для повторной обработки.
После окончания работы сверло должно остыть , также измерьте с помощью шаблонов. Края должны быть идеально симметричными до десятых долей миллиметра. Это особенно важно, если сверло имеет минимальный диаметр.
Заточка может сопровождаться следующими ошибками:
Как из подручных средств своими руками собрать спиральное сверло болгарское по металлу?
За основу устройства можно взять любой шлифовальный станок, который исправно работает, не имеет биения оси и сохраняет обороты под нагрузкой.
Задача выглядит так:
- наручник обязан стоять строго горизонтально на одной оси при вращении наждака;
- конструкция должна быть безопасной, надежной и прочной;
- должна иметь возможность затачивать как вручную, так и полуавтоматически;
- Форма руки должна способствовать свободному опусканию хвостовика сверла на нужный угол.
Никаких особых подробностей для изготовления этого устройства не требуется; у каждого домашнего мастера есть практически все необходимое.Заготовки обрабатываются болгаркой , сваркой или точилкой .
Для полуавтоматического режима предполагается остановка при повороте, поэтому необходимо выполнить петлевое соединение. Подходит точно для отсутствие люфта болта, кронштейна и отверстий для трубки.
Площадка должна перемещаться по вертикальной оси , чтобы можно было изменять угол заточки сверла. Эта ось может быть закреплена, а цевье должно качаться, опираясь на горизонтальную ось, которая при заточке обеспечивает желаемое сочленение.
Опорная плита изготавливается из металла толщиной 4 мм, а основные части конструкции должны иметь толщину соответственно 3 мм. Это обеспечивает его высокую прочность. Поручень жестко соединен с наждаком. Прикрепить его к защитному кожуху невозможно, поэтому прикрутите кронштейн за металлическую «щеку».
Затем прикрутите саму направляющую пластину для сверл толщиной 5 мм к опорной пластине. В нем для фиксации сверла при обработке выпиливается треугольный паз .
Конструкция имеет угол поворота 90 градусов, что позволяет обеспечить различных методов … Начиная от метода Леонтьева и заканчивая зажимом под определенным углом и созданием острого угла кромки благодаря кривизна наждака.
Сверло во время обработки будет не только прочно стоять в канавке , но также его можно подавать по канавке к абразиву, и угол заточки при этом не будет отклоняться.За счет частичного превышения плоскости опорной пластины над осью движения диска можно добиться нужной формы заточки затылка затылка лезвия.
Перед выполнением работ сверло должно прижаться к пластине и выставить режущую кромку параллельно ей. Регулировка окончена и можно подносить инструмент к наждаку. Заточку следует производить медленно и осторожно, внимательно следя за углом.
Благодаря такому самодельному инструменту точная заточка и почти не нужен шаблон.Правда, потребуется время на установку станка и регулировку угла, но тогда вы сверла точите быстро в нужном количестве.
Но если вам нужно заточить сверло с твердосплавным соплом, вы можете прикрепить качающуюся пластину на фиксированный угол. Для этого под гайку оси кладут несколько шайб.
Использование наждачного круга в самодельном заточном инструменте
Для общих шлифовальных работ в основном используются круги на основе белого корунда.Их используют для заточки лопат, топоров, ножей и металлических заготовок.
Для обработки твердосплавных сверл или быстрорежущих металлов необходимо использовать шлифовальные круги на основе карбида кремния с маркировкой 64С. Но для хозяйственных нужд достаточно круга размером зерна 25N.
Для заточки сверл требуется более мелкая фракция в области от 8H до 16H … Помните, что наждак из карбида кремния сильно нагревается во время работы, поэтому сверло нельзя поддерживать в контакте с таким абразивом в течение длительного времени.Дать металлу остыть через 2–3 подхода и охладить в газированной воде.
Качество кромки зависит от направления вращения абразива … Его рабочая поверхность должна заходить в разрез (идти сверху вниз).
Периферийный наждак Поверхность при обработке должна быть ровной. Регулируется с помощью насадки на базе эльбора. Если диск имеет небольшой диаметр, можно использовать плоскогубцы, чтобы удерживать резак CBN.
Итак, мы рассмотрели, как в домашних условиях можно собрать и использовать приспособления разной сложности для заточки сверл и прочего.Вы можете выбрать подходящий вариант в зависимости от ваших бытовых потребностей.
Признаюсь, заточка инструмента всегда вызывала у меня тихий ужас. Думать нужно не только о вращающемся точильном камне, являющемся источником потенциальной опасности, но и о сохранении угла заточки … Думаю, статья будет полезна начинающим детям, а опытным товарищам – любезная просьба дополнить информацию ниже или рассказать о моем способе выдерживания угла заточки…
Материалы (редактировать)
Инструменты
- Транспортир;
- Малка (прибор) – столярный и слесарный инструмент для обозначения и измерения углов, рисования параллельных линий. Состоит из двух частей, скрепленных зажимным винтом. Более толстая часть (блок – основа) прижимается к заготовке, по тонкой части (линейке) производится разметка. Иногда между двумя частями мала накладывается шкала для измерения углов.Крупные бусины можно использовать для строительных работ;
- Сверло со сверлом по дереву;
- Отвертка.
Нарисуйте на бумаге две прямые линии под углом 59 градусов. Цель состоит в том, чтобы заточить сверло под этим углом.
Используя фаску, перенесите угол 59 градусов на деревянный брусок. В качестве заготовки я использовала твердую древесину. Толщина прутка 15 мм. Винт с мелкой резьбой для шлицевой отвертки будет выступать в качестве направляющей, поэтому диаметр сквозного отверстия должен быть немного меньше диаметра винта, чтобы оно было плотно ввинчено в блок.Сверлить в древесине проще, если начать сверление под углом. На глаз определяем место, где удобнее всего разместить винт.
Вкручиваем винт в планку. Максимальный диаметр сверла, которое будет затачиваться, следует определить заранее. Для этой модели диаметр сверла будет больше 15 мм. Поэтому выбирайте винт достаточной длины, чтобы пройти через блок и выступать на половину самого большого диаметра затачиваемого сверла.
Если угол, под которым винт выходит из блока, не соответствует контрольной линии, просверлите еще одно отверстие и повторите попытку.
Поверните винт на несколько оборотов, чтобы конец резьбы оказался над центром сверла.
Заточив одну сторону (используя резьбу винта в качестве меток), поверните сверло наполовину и посмотрите на метки на винте. Повторите операцию для другой стороны сверла.
По поводу заточки сверл на сайте есть подробная статья.Помимо представленного в нем материала, предлагаю посмотреть видео англоязычного Кулибина.
Спасибо за внимание)
Качество и точность сверления зависит от остроты рабочего инструмента. Также, в отличие от столового ножа, сверло необходимо правильно затачивать. Опытные слесари могут выровнять режущую кромку на обычной болгарке, просто держа дрель в руках (по крайней мере, по их словам). Но этот метод требует умения и многолетнего опыта.Даже если у вас твердая рука и прекрасный глаз, не разбираясь в процессе, вы просто испортите инструмент.
Несколько основных правил заточки (например, спиральные сверла по металлу):
Для лучшего восприятия материала вспомним сверло.
- Не прижимайте наконечник к наждаку более 2–3 секунд за раз. Металл нагревается и происходит так называемый «отпуск», то есть лишение закалки.Соответственно, теряется необходимая твердость металла. Первый признак – это наличие температурного изменения цвета по краю.
- Для сверл диаметром до 4 мм: каждый раз при касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси не допускается. Для большего диаметра геометрия заточки немного отличается.
- На спиральных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена в сторону вращения точилки (для механической заточки).
- Главный угол (на рисунке – 2φ) зависит от типа разрезаемого материала.
Какие сверла точить и как часто?
Ручка и другие специальные сверла по дереву в домашних условиях не восстанавливаются и не тускнеют так быстро. Советы по бетону не шлифуются в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Конечно, они также используются для обработки дерева (пластика, резины и даже камня), но к теме это не относится.
Спиральное сверло. Режущая кромка небольшая, поэтому при работе быстро нагревается от трения (нет зоны разлета). Основная причина матовости – перегрев. При правильном использовании износ менее интенсивен. Характерные особенности тупого сверла:
- Во время работы слышен скрип.
- Вместо скрученной стружки из отверстия выходят опилки.
- Мгновенный нагрев инструмента без погружения на глубину.
Важно: нельзя работать с тупым сверлом, износ от перегрева будет только прогрессировать.
Значит пора заточить инструмент. Вы не хотите испортить сверло и хотите механизировать процесс.
К вашим услугам мини-точильные станки:
Все устройства делятся на два типа: насадки или упоры для универсального инструмента и самостоятельные устройства узкой специализации. Рассмотрим самые популярные, от простых до сложных:
Это просто прибор для тех, у кого твердая рука и алмазный глаз.Фактически, он позволяет удерживать дрель только в заданном положении, не опасаясь поранить пальцы. Визуальный контроль угла по положению «крыльев» относительно любой опорной точки. Плюсов немного: мгновенная готовность к работе, компактность и цена. Минусы очевидны: ручное управление процессом не добавляет точности.
На самом деле этот элемент не является специальной насадкой для сверла. Он просто позволяет заблокировать инструмент под определенным углом.Точность будет выше, чем в предыдущей версии. Большинство упоров позволяют устанавливать угол наклона и даже иметь шкалу разметки. И все же нужно полагаться на твердость своих рук.
Есть и более продвинутые стойки: со сменными элементами и регулировкой не только угла, но и высоты. Крепления крепятся не на корпусе наждачной бумаги, а на верстаке, что делает их более универсальными.
На самом деле такой упор можно приспособить к любой электрической точилке.Дополнительный бонус – на такой подставке можно точить ножи, фрезы, отвертки, стамески и т. Д.
Полупрофессиональные направляющие для всех типов сверл
Это довольно продвинутый инструмент, позволяющий контролировать характеристики заточки с микронной точностью. Все линейные параметры надежно зафиксированы, значения выставлены согласно маркировке. Бура устанавливается в желоб, случайное смещение или вращение вокруг своей оси исключено.
Для заточки есть возможность как линейного перемещения, так и перемещения лезвия по траектории дуги (для конической заточки сверл большого диаметра).Линейным перемещением (вдоль оси) можно управлять с помощью мастера, или можно установить ограничитель хода.
С точки зрения качества обработки аппарат недостатков практически не имеет. Но для правильной заточки оператор должен знать параметры сверла. То есть автоматизации нет: следовательно, инструмент относят к профессиональным.
Как развитие линейки – направляющая с собственной установкой заточки. Нет необходимости устанавливать упор на верстак и менять диски.Фактически – у вас есть полуавтоматическая точилка для стола.
Важное примечание: Все перечисленные насадки предназначены для работы со стандартными электрическими точилками. Поэтому перед началом обработки сверл желательно установить специальный наждачный диск.
Это специализированный электроинструмент для одной задачи: заточки спиральных сверл.
Станком может пользоваться даже человек, далекий от техники (хотя зачем ему острые сверла?).От оператора требуется только определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла затачиваются «под одну гребенку». Платой за простоту использования является отсутствие гибкости настройки. Для домашнего использования – лучший выбор: особенно если есть дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло настраивается с учетом параметров заточки, процессом может управлять оператор.
Выбираются угол заточки, способ обработки кромки (линейная или коническая), глубина снятия металла. Сверло располагается не в общем патроне, а в индивидуальном патроне.
Оборудование промышленное шлифовальное для цеха металлообработки
При интенсивном использовании сверлильных станков требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные подставки для заточки сверл любого диаметра экономят время и силы, но стоимость такого оборудования слишком высока для домашнего использования.
Полученная информация поможет без лишних финансовых затрат подобрать устройство для заточки. Кроме того, есть сменные насадки для ручных электроинструментов (например, дрель). Но это тема для отдельной статьи.
Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. Д.) Составляет примерно 120 градусов.
Отклонение этого угла вверх или вниз от номинального значения затрудняет эффективную работу дрели.В первом случае падает производительность и инструмент перегревается, во втором сверло может просто сломаться, не выдержав чрезмерной нагрузки.
Для соблюдения параметров заточки без специальных приспособлений необходимо иметь высокую квалификацию и опыт работы заточником инструмента. Что ж, для обывателя, особенно в домашних условиях, сделать это будет практически невозможно.
Но, располагая инструментами и простыми материалами, можно сделать не очень сложное, но надежное приспособление для заточки вершины уголка спирального сверла по твердому металлу.
Что может понадобиться для работы на приборе
Для этого потребуются следующие инструменты:- суппорты;
- маркер;
- тиски по металлу;
- Болгарский;
- плоскогубцы;
- сварочный аппарат;
- Станок шлифовальный с наждачным кругом.
- гайка шестигранная обычная;
- гайка зубчатая;
- болт того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.
Производственный процесс
Особенностью шестигранной гайки является то, что любые две смежные грани сходятся под углом 120 градусов. Примерно такой же угол наклона спирального сверла для обработки твердых металлов. Это совпадение можно использовать для изготовления точилки для спирального сверла.Для этого с помощью штангенциркуля и маркера на гайке очерчиваем линии разреза так, чтобы получился треугольный паз, симметричный относительно диагонали, соединяющей два противоположных угла гайки.Сверло продольно войдет в него перед процессом заточки.
Чтобы вырезать предполагаемый треугольный паз в гайке, ее зажимают в тисках, и шлифовальный станок делает прорези по ранее нарисованным линиям. Можно воспользоваться плоскогубцами, чтобы удалить обрезки гайки.
Затем берется зубчатая гайка и ее основание приваривается к первой гайке со стороны прорезанного паза. Причем необходимо соблюдать их абсолютное совмещение, потому что при заточке сверл небольшого диаметра болт, проходя через зубчатую гайку, начнет ввинчиваться в нижнюю гайку, чтобы надежно зажать сверло в ее пазу.
Теперь ввинчиваем в корончатую гайку соответствующий болт, который будет надежно вдавливать сверло, уложенное в паз для заточки на наждаке заточного станка.
Осталось только заточить сверло на наждачном круге, используя края нижней гайки как шаблон.
Для этого просто стачиваем выступающую часть сверла заподлицо с краями гайки, с чем легко справится даже первокурсник ПТУ.
После окончания заточки болт откручивается, сверло снимается с самодельного приспособления и может использоваться по прямому назначению.
Дополнения и улучшения
При сварке гаек брызги жидкого металла могут попасть на резьбу зубчатой и обычной гаек. Чтобы устранить эту неприятность, в них необходимо вкрутить болт и тем самым защитить резьбу.Поскольку один инструмент не сможет охватить все сверла по диаметру, вам понадобятся как минимум два зажима для шаблона: один для маленьких сверл, другой для больших изделий.Соответственно, в первом случае орехи будут маленькими по размеру, а во втором – большими.
Современный рынок насыщен множеством видов различного оборудования, предназначенного для заточки бурового инструмента. При его использовании не требуется специальных навыков и подготовки. Например, к таким устройствам можно отнести промышленные устройства RISS 8100V, которые имеют высокую стоимость. В целях экономии можно сделать инструмент для заточки сверла по металлу своими руками.
Особенности работы прибора
В быту электродрелью и шуруповертом часто используется для сверления различных материалов из дерева, бетона, металла и керамики.Многие пользователи такого оборудования неоднократно сталкивались с проблемой, вызывающей затупление рабочей части бурового инструмента в процессе эксплуатации.
При работе с металлом может происходить сильный нагрев режущей части сверла, что приводит к быстрому износу и дальнейшей непригодности. Чтобы этого не произошло, необходимо периодически проверять геометрические нормы режущей части и по возможности затачивать до требуемых параметров. Для сверления металлов, как правило, используются спиральные сверла.Дополнительная проверка инструмента перед выполнением работ продлевает срок его службы.
При работе с деревом режущая часть практически не изнашивается, а сверла по бетону снабжены прочными пластинами победы, которые не нуждаются в заточке и используются до полного износа.
Инструменты для заточки сверл
Как на промышленном устройстве, так и на самодельном станке для заточки сверл рекомендуется использовать специальный шаблон, необходимый для соответствия требованиям к инструменту.Использование шаблона дает возможность установить необходимый угол режущей части сверла, что обеспечивает высокую точность при работе. Во время сверлильных работ необходимо индивидуально подбирать угол заточки инструмента в зависимости от используемых материалов.
При работе с металлами справочные данные могут использоваться для предоставления информации о требуемых скоростях при установке угла заточки. Параметры угла заточки сверл по металлу:
- Сталь, чугун и твердая бронза – 116-118;
- Латунь, мягкая бронза – от 120 до 130;
- Медь – 125;
- Алюминий – 140.
В простой точилке для сверл можно использовать втулку с внутренним диаметром, который должен соответствовать поперечному сечению сверла и закрепляться на жестком основании под нужным углом. Втулка подбирается с высокой точностью – так, чтобы ее внутренний диаметр совпадал с поперечным сечением затачиваемого инструмента. Нельзя допускать слабой фиксации: это резко снижает качество заточки.
Можно использовать деревянный брусок, в котором необходимо просверлить отверстия разного диаметра, что сделает устройство универсальным.
Важным узлом является наручник, выполняющий следующие функции:
- обеспечивает правильную фиксацию обрабатываемого объекта и его движение относительно шлифовального круга;
- – отличный фокус во время шлифовальных работ.
Чертежи заточки сверл могут быть очень полезны при сборке. Их можно найти в различных источниках информации. Изучая принцип работы таких конструкций, вы можете разработать свой вариант, который может отличаться от базового по своим индивидуальным характеристикам.
При работе с заточными приспособлениями необходимо соблюдать следующие правила:
- Обрабатываемый инструмент во время работы должен быть надежно закреплен, что не позволяет ему вращаться вокруг своей оси;
- По окончании работ по заточке необходимо дать сверлу остыть, а затем измерить его углы с помощью шаблона. Рабочие поверхности режущих частей не должны отличаться друг от друга.
Даже при правильном подборе углов и совпадении их симметрии может возникнуть сильное биение из-за разницы в длине режущих кромок, что чревато поломкой сверла.При несимметричности режущих частей процесс сверления замедляется и режущая часть инструмента перегревается. Это делает отверстие проколотым и увеличенным.
Насадка для отвертки
Для заточки сверл можно использовать традиционные приспособления: точилку, электродрель или отвертку, с добавлением к ним дополнительных модификаций.
В продаже имеется готовая промышленная насадка для шуруповерта и электродрели, которая используется как мини-точилка и позволяет точить под разными углами.
Для заточки режущей части инструмента на самодельном приспособлении необходимо соблюдение ряда условий:
Наждачные круги используются для заточки сверл и сверл. Самым распространенным в бытовых условиях является круг из белого корунда, предназначенный для заточки лопат, топоров, ножей, мотыг и другой домашней утвари.
Для сверл по твердосплавному бетону используются абразивные круги марки 64С. Рекомендуется использовать размер зерна шлифовального круга 25H.При быстрой заточке используйте диск класса от 8H до 16H. При работе с наждаком из карбида кремния рабочая поверхность сверла нагревается до высоких температур, поэтому рекомендуется охлаждать металл водой с содой.
Самодельные инструменты для заточки сверл. Инструмент для правильного угла заточки сверла Самодельные инструменты для заточки сверл своими руками
Для быстрого и качественного сверления отверстий необходимы острые сверла, которые со временем затупляются.Лучше всего этот инструмент затачивает точилку для сверл. В домашних условиях также можно использовать специальные средства.
1
Станок для заточки сверл – это узкоспециализированное автоматизированное оборудование, предназначенное только для заточки сверл. По сфере использования различают следующие типы этих устройств:
- Промышленные – обладают большой мощностью, затачивают различные сверла диаметром от 20 мм и более. Основное назначение такого оборудования – интенсивная работа на крупных предприятиях с высокой степенью профильной специализации.В промышленном оборудовании сверло полностью или частично затачивается автоматически под желаемым углом с помощью зажимного устройства (специального зажима).
- Household – используется исключительно на небольшом производстве или дома. Устройство этих машин отличается малой мощностью, компактностью и мобильностью. Им можно затачивать средние и маленькие сверла, которые чаще всего используются в быту.
Бытовой станок для заточки сверл перед всеми другими приборами и приспособлениями, применяемыми для восстановления остроты инструмента, имеет ряд важных преимуществ, среди которых, в первую очередь, стоит отметить следующие:
- работает от электрической сети со стандартным напряжением;
- высокая степень урожайности;
- простота использования;
- высокий уровень точности и функциональности заточки;
- доступная цена, находящаяся в приемлемом диапазоне возможностей любого домашнего мастера;
- отличается малым весом и компактными размерами;
- удобная эргономичная система управления обеспечивает регулировку скорости и интенсивности заточки.
2
Все бытовые станки предназначены для заточки из быстрорежущей стали определенного диапазона диаметров, что конструктивно заложено в устройство. Многие станки могут затачивать инструменты, оснащенные твердосплавными пластинами – для этого алмазный круг входит в комплект или приобретается дополнительно. Обычно их возможности предусматривают заточку сверл с углом конусности на вершине в диапазоне 90–140 o по боковой поверхности с заточкой и заточкой режущей поперечной кромки.Но есть и специализированные модификации для сверл по металлу:
- слева;
- с двухплоскостной подкладкой;
- высокопроизводительный;
- трехзубый;
- другие.
Наиболее удобными для домашнего использования являются станки с универсальным патроном для зажима сверл различного диаметра в пределах технически допустимого диапазона размеров, а также устройства, укомплектованные набором сменных патронов, которые крепятся к корпусу самого станка. и всегда под рукой.
Такое оборудование обычно оснащается окном, через которое можно наблюдать центрирование сверла в рабочей зоне станка. В комплект поставки станка входят стандартные аксессуары: диски CBN, набор цанг, ключи, запчасти. Также могут быть поставлены дополнительные аксессуары: алмазные круги, дополнительный набор цанг, светильник для рабочей зоны и другие. Наиболее известные виды таких станков: Drill Doctor , GS и их китайские аналоги.
По диапазону размеров обрабатываемых сверл эти станки выпускаются двух основных типов (с разными предельными значениями диаметров): от 2 мм до 13 мм и от 13 мм до 34 мм. Их недостатки: плохая заточка тонких сверл (точность станков на это не рассчитана) и невозможность заточки очень тонких. Для инструментов малого диаметра понадобится специальный станок для заточки сверл – например, ВЗ-389СП, рассчитанный на заточку 0.Инструменты диаметром 4–4 мм и оснащены 30-кратным оптическим устройством для контроля процесса заточки.
3
Перед тем, как выбрать станок для заточки сверл, необходимо определиться с будущим объемом работ по нему, ведь при покупке нужно руководствоваться определенными эксплуатационными параметрами . Если устройство предполагается использовать в домашних условиях (например, на даче или в гараже), то можно приобрести маломощную, недорогую модель – при условии, что машина не будет использоваться постоянно, мощная оборудование будет совершенно бесполезным.Кроме того, промышленные устройства предназначены для заточки сверл большого диаметра и потребляют гораздо больше электроэнергии, чем бытовые модели.
При покупке станка следует обратить особое внимание на наличие специального регулятора, предназначенного для регулировки вращения шпинделя. Такой вариант сделает работу максимально эффективной и безопасной.
Еще одним важным параметром является размер сверла, который должен определяться диапазоном предлагаемой работы.Выбранная бытовая машина должна иметь достаточно низкий уровень производимого шума, особенно когда оборудование планируется использовать не в каком-то отдельном помещении, а непосредственно в жилой зоне.
Также необходимо обратить внимание на дизайн вендинговой модели – лучше всего, если она будет максимально простой. В этом случае любая поломка не доставит особых хлопот – не составит труда найти и приобрести нужную новую деталь и поставить ее взамен сломанной.Следует отметить, что большинство зарубежных моделей довольно дороги в обслуживании, и подобрать нужную запчасть на замену порой бывает непросто. И последняя рекомендация: выбирать станок для заточки сверл следует только в специализированных торговых точках и магазинах, где будет оформлен гарантийный талон и технический паспорт.
4
На предприятиях в отдельных случаях бурильщик сам точит сверла вручную на обычных точильных станках, которые для этого оснащены специальным приспособлением.Для этого ему необходимо предварительно изучить правила заточки сверл и пройти специальные подготовительные курсы. Используемая насадка для заточки сверл представляет собой стальную конструкцию, снабженную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющую фиксатор для фиксации на корпусе заточного станка.
Также нередки случаи, когда предприятие вообще не использует никаких приспособлений при ручной заточке на обычном точильном станке.В этом случае сверло удерживается правой рукой за хвостовик, а левой – максимально близко к режущей части. Режущая кромка инструмента прижимается к боковой поверхности абразивного круга и при этом правой рукой плавно раскачивают сверло, добиваясь, чтобы его задняя поверхность приняла желаемую форму и приобрела правильный наклон. Снимать металл нужно небольшими слоями, слегка прижимая инструмент к кругу. Необходимо следить за тем, чтобы режущие кромки сверла были одинаковой длины и с одинаковыми углами заточки.
Ошибки при ручной заточке могут привести к следующим недостаткам сверла:
- режущие кромки неравной длины;
- : углы между режущими кромками и осью инструмента разные;
- Поперечный клинок имеет одностороннюю проточку.
В результате этих дефектов сверло будет:
- удар;
- неправильно, односторонне нагружен на режущие кромки – может сломаться;
- сверлить отверстия больше, чем само сверло.
После заточки инструмент следует проверить на наличие поперечной кромки, ее ширину и правильность положения относительно режущих кромок, длину последней, угол: в плане φ, наклон поперечной кромки, задний угол α, двойную заточку φ1 , в вершине 2φ. Для проверки всех этих параметров предприятия используют специальные шаблоны. Правильное расположение перемычки определяется с помощью оптического прибора. На предприятиях в ряде случаев проверяют биение сверла – для этого используют специальный прибор.
Сверла по металлу из быстрорежущих сталей затачиваются на кругах для шлифования из белого и нормального глинозема на керамической связке с зернистостью 16–40 твердостью СМ, а также на кругах из эльбора. При заточке инструментов с твердосплавными пластинами используются синтетические алмазы, а также зеленый карбид кремния с размером зерна 16–40.
5
Без специального станка в домашних условиях можно использовать следующее оборудование для заточки сверл:
- Станок заточный обычный;
- электродрель;
- точилки самодельные.
Для использования простого точильного станка лучше приобрести специальное приспособление, потому что, прежде чем самостоятельно научиться правильно затачивать инструмент без него, можно испортить не один десяток сверл. Это приспособление для заточки сверл имеет примерно такое же приспособление, как и описанное выше промышленное. Возможны варианты не с креплением к корпусу станка, а с отдельной установкой на горизонтальной поверхности рядом с вращающимся шлифовальным кругом. Такой прибор может быть самодельным.Он может быть деревянным: на его основе крепится планка с несколькими отверстиями под диаметр необходимых сверл, просверливаемых под углом, обеспечивающих нужный угол заточки. Есть возможность предусмотреть изменение наклона – угол заточки.
В случае электродрели используется специальная насадка для заточки сверл. К сожалению, они продаются только для заточки под углом 118 ° и только для инструментов размером 3,5–10 мм (отечественный) и 2,5–10 мм (импортный).Причем и те, и другие предназначены только для сверл с шейкой шпинделя диаметром 43 мм. В корпусе насадок имеется 15 отверстий для сверл разного диаметра. Насадки комплектуются камнем, точильная поверхность которого расположена под определенным углом, и поводком для него, вставленным в патрон дрели.
Изменив один раз длину поводка (укоротив его), насадка настраивается на работу с одним конкретным сверлом. Работают с ним следующим образом: в патрон дрели вставляют поводок с камнем на конце; насадка надевается на шпиндель и фиксируется винтом; запустить дрель и вставить сверла в отверстие корпуса форсунки соответствующего диаметра.Также можно сделать подобное устройство самостоятельно. В самодельной насадке можно будет предусмотреть необходимые углы заточки и диаметры инструмента.
Самодельные приспособления могут быть изготовлены в виде обычных точильных станков. Лучше сразу предусмотреть способ крепления и заточки на них сверл, чтобы не придумывать для этого дополнительных приспособлений.
Заточка сверл может производиться вручную, на станках или специальных абразивных дисках.
Если вы затачиваете сверло вручную, то необходимо:
- крепко держаться за хвостовик, а другой рукой направлять его спиральную часть;
- прижать режущую кромку сверла к боковой поверхности абразивного круга;
- после заточки одной стороны необходимо плавно повернуть сверло, при этом режущие кромки обязательно должны иметь правильный наклон к оси и принимать нужную конфигурацию.
Сверло затачивается попеременно с двух сторон.При этом обязательно проверяйте режущие кромки.
Помните! Острие сверла должно быть точно по центру.
В противном случае он будет отклоняться во время работы. Стоит отметить, что ни в коем случае нельзя сильно давить на сверло, иначе на нем могут появиться дефекты (загиб).
Например, если после заточки вы заметили, что режущие кромки не совпадают и наклонены под разными углами к оси, это означает, что середина поперечной кромки не находится в центре сверла, и она не будет работать правильно.
При заточке обязательно обращайте внимание на начальный угол наклона инструмента. Именно он станет вашим ориентиром в будущем. Затем осмотрите кардан на предмет повреждений:
- , если обнаружите серьезные дефекты, то можно использовать грубую наждачную бумагу;
- Если дефекты небольшие и сверло немного затупилось, используйте шлифовальный круг. Эта операция необходима для тонких сверл;
- если сверло по бетону имеет дефекты конуса хвостовика – обработайте верхнюю часть инструмента, слегка прижав ее к шлифовальному кругу;
- после обработки еще раз внимательно осмотреть тыльную поверхность сверла;
- Если вы заметили или определили с помощью шаблона, что у вас идеальный конус, значит, вы правильно заточили инструмент.
Затем обработайте режущую кромку сверла. Размер перемычки для рационального поворота инструмента должен составлять 1-1,7 мм.
В чем особенности шлифовальных станков
Самодельное устройство для заточки сверл предназначено для сквозных и глухих карданов из стали, чугуна и различных твердых сплавов. В зависимости от типа машины могут иметь разные функции. На некоторых из них угол во время работы можно менять.
Станки для заточки бывают:
- универсальные – применяются для различных режущих инструментов;
- специализированные – для одного типа.
Именно к универсальным станкам относятся приспособления для заточки сверл, так как с их помощью можно обрабатывать:
- метчиков;
- фрезы;
- гантели;
- зенковки.
Станки делятся на две категории:
- Промышленные – обладают большой мощностью и предназначены для заточки инструментов большого диаметра. Мощность напрямую зависит от двигателя.
- Бытовая дрель-шлифовальная машина довольно компактна и часто применяется в домашних условиях.С его помощью можно обрабатывать сверла даже небольшого диаметра.
Существует семь методов заточки:
- Одноплоскостная.
- Сложный винт.
- Фасонный.
- Эллиптический.
- Коническая.
- Двухплоскостной.
- Винт.
Как сделать точилку для сверл
Для изготовления самодельного станка потребуется: тумблер
- ;
- круг абразивный;
- заглушка;
- двигатель;
- подставка;
- провода.
Следуйте нашему совету:
- В целях безопасности поместите самодельную машину в ящик, оставив снаружи только ось и абразивный круг. Помните, что устройство будет работать от сети.
- Заранее выберите место, где будет стоять ваша точилка для сверл. Желательно, чтобы он был на металлическом столе.
- Далее установите электродвигатель на столешницу с помощью крепежа (зажимов) и отметьте места отверстий для болтов, если у него есть ножки.
- Затем снимите мотор и проделайте 4 отверстия.
- Переустановите двигатель позже и аккуратно закрепите его болтами.
Совет : Если у двигателя нет ножек, можно усилить его металлическими полосами (хомутами).
Электродвигатель нашего будущего станка должен быть оснащен специальным удлиненным валом, на который следует надеть зернистый диск. Для этого:
- Установите стопорную гайку, предварительно нарезав правую резьбу на конце вала.
- Зафиксируйте диск шайбой и гайками.
Если диаметр вала и отверстие диска совпадают, установите на вал шайбу, а затем абразивный диск. Если диаметр вала и отверстия не совпадают, то нужно добавить втулку.
Сначала проделайте в нем специальное боковое отверстие с резьбой для болта, чтобы его можно было надежно закрепить на валу. Затем можно надеть рукав.
Если вы не можете определиться с электродвигателем, то просто возьмите мотор старой стиральной машины.Идеально подходит для самодельной точилки.
Стоит отметить, что необходимо заранее подготовить стартер и провода, которые впоследствии нужно будет подключить. Очень важно, чтобы пускатель имел не менее трех-четырех разомкнутых контактов. Его обмотку нужно подключить двумя кнопками к фазной линии.
Внимание! Электродвигатель будет небезопасным вне зависимости от типа – во время работы вращающийся вал может случайно намотать шнур, провод, волосы.
Совет : Сделайте металлический ящик, чтобы защитить машину от пыли и абразивных частиц, а вас – от случайных травм.
Как правильно затачивать сверло на станке
- При заточке убедитесь, что два выступа сверла одинаковые. Если добиться такого совпадения, то ось вращения сверла полностью совпадет с центром отверстия.
- Всегда проверяйте надежность крепления абразивного круга перед заточкой.
- Всегда начинайте процесс с более грубого абразива. После того, как на вашем сверле появится заусенец, вы можете сменить абразив на более мелкий.
- Следите за углом заточки.
- Не переключайте обмотки на реверс абразивного круга. Он всегда должен двигаться только в направлении лезвия.
Обратите внимание, что сверла не переносят чрезмерного нагрева. Регулярно охлаждайте стабилизатор во время заточки. Но ни в коем случае не погружайте раскаленную дрель в воду, так как в ней могут появиться каверны.
Дополнительные аксессуары
- Направляющая
Чтобы не удерживать сверло во время заточки (это может привести к травме), используйте подкладку или направляющую в виде небольшой насадки.Он изготовлен из полосы металла, согнутой, как показано на рисунке, и прикрученной к станине (основанию). Сверло опирается на него и подводится к кругу под нужным углом.
- Транспортир
Сделайте на описанной выше направляющей отметки (отметки) под необходимыми углами заточки. Пользоваться им станет намного удобнее.
Если это сложно для вас, отрежьте верхушку обычного транспортира и приклейте его на направляющую.
Углы меньше 30 0 для заточки не используются, поэтому жертвуем ими.
- Крепление универсальное
Для облегчения заточки инструментов, в частности сверл, разработан механизм, состоящий из сверлильного патрона, вала, роликовых направляющих (ползуна) и транспортира.
Описанная выше основная подкладка сделана широкой. На него наклеивается транспортир. Просверливается отверстие, в которое вставляется болт, служащий осью шарнирной поверхности.
На ней на роликовых суппортах установлена пластина, на которой закреплена труба с патроном на оси.Сама пластина движется вперед / назад с помощью обычного механизма подачи (ось с резьбой).
В нижней части поворотной пластины закреплен индикатор упора смещения. Он служит для поворота устройства на нужный угол и его остановки.
Работа с приспособлением
- В патрон вставляется сверло.
- Пластина поворачивается на нужный угол и фиксируется указателем.
- Поверните ручку, добившись необходимой заточки половины сверла.
- Обратите внимание на разделение.
- Поверните сверло на 90 0 и повторите операцию, доводя сверло до отмеченной точки.
Изготовить приспособление для заточки сверл своими руками достаточно просто, условиями успеха будет знание правил заточки режущего инструмента, а также умение работать ручным инструментом и техническая смекалка.
Основные правила обеспечения качественной заточки:
- за один проход необходимо удалить небольшой слой металла;
- в процессе выполнения работы сверло многократно охлаждают в водном или водно-содовом растворе;
- скорость вращения наждачного круга должна быть как можно меньше;
- сверло при заточке не должно перегреваться;
- В процессе выполнения работы сверло направлено против движения абразивного круга.
Объем и характер выполняемых работ зависят от вида износа режущего инструмента. Износ можно классифицировать по:
- задняя поверхность;
- перемычки;
- уголки;
- фаска;
- лицевая поверхность.
В зависимости от типа заточки сверла, его технических характеристик, а также назначения рекомендуются следующие виды обработки, такие как:
| Тип заточки | Диаметр | Назначение и характеристика угла заточки |
|---|---|---|
| Одинарное нормальное – “H” | до 12.0 мм | Для универсального использования. Угол – по обрабатываемому материалу. |
| Одинарный с поднутрением перемычки – “NP” | до 12,0 мм | Для обработки стального литья. Угол 115-120 °. |
| Одинарный с подрезкой перемычки и ленты – “NPL” | более 12,0 мм | Для стали и стального литья, а также для чугуна. Угол 115-120 °. |
| Двойная перемычка с подрезкой – «DP» | более 12.0 мм | Для стали и чугуна с сплошной коркой. Заточка выполняется под двумя углами: 116-118 ° и 70-75 °. |
| Двойной с перемычкой и подрезкой ленты – «DPL» | более 12,0 мм | Для универсального использования. Угол – по обрабатываемому материалу. |
| По способу Жирова | более 12,0 мм | Применяется при обработке хрупких материалов. Основной угол заточки составляет 118 *, дополнительная – 70 ° и 55 °. |
Углы заточки спиральных сверл, используемых при обработке различных материалов, необходимо указать перед их использованием, поскольку они варьируются от 85 до 135 *, что связано с их вязкостью.
Как сделать станок своими руками
Для заточки спиральных сверл любой шлифовальный станок (агрегат), работающий от электрической сети 380/220 Вольт, оснащенный наждачным кругом и оснащенный специальным устройством, фиксирующим заточенное сверло. под определенным углом к оси вращения абразивного элемента устройства, может использоваться.
Основные требования к специальным устройствам, обеспечивающим качественное выполнение работ:
- Ось инструмента должна совпадать с осью вращения абразивного круга. Он может находиться с ним в одной горизонтальной плоскости или быть немного выше его.
- Используемое оборудование и аксессуары должны быть надежно закреплены.
- Конструкция приспособления должна позволять затачивать сверло под разными углами в зависимости от потребностей пользователя.
Для изготовления одного из вариантов такого устройства вам потребуются:
- Ручной слесарный инструмент, угловая шлифовальная машина («болгарка»), сварочный аппарат.
- Листовая сталь толщиной 3,0 – 4,0 мм, а также стальная труба малого диаметра.
Работы по изготовлению станка ведутся в следующей последовательности:
- Использованный шлифовальный станок (№5 на схеме) прочно закрепляется на выбранной поверхности.
- Платформа (№1 на схеме) изготовлена из полосовой стали, на которой будет закрепляться сверло (№3 на схеме).
- Форма площадки может быть произвольной, единственное условие – сделать проточку на месте сверла с помощью «болгарки».
- На площадке просверливаются отверстия (№6 на схеме), служащие для крепления монтажной пластины (№2 на схеме), а также отверстия, соединяющие устройство с болгаркой (на схеме не показаны ).
- Форма и размер монтажной пластины могут быть произвольными.
- Место крепления к основанию шлифовального агрегата выполнено из металлической трубы и стальной полосы. Наличие трубки позволяет перемещать устройство в вертикальной плоскости – появляется возможность изменять угол заточки сверла.
- Место крепления заточного приспособления к корпусу шлифовальной машины зависит от типа и конструкции узла защиты наждачного круга (№4 на схеме), а также наличия упора (площадки) конкретного наждачного агрегата. .
- При желании навесной агрегат может быть укомплектован дополнительными элементами, обеспечивающими колебательное движение устройства в горизонтальной плоскости, что обеспечит необходимое сочленение в процессе выполнения работы.
- После сборки всех элементов устройства его крепят к упору (кожуху) шлифовального станка и проверяют работоспособность изготовленного устройства.
Для заточки спиральных сверл можно использовать различные наждачные круги, но с учетом того, что этот расходный материал (инструмент) изготовлен из прочной стали, то абразивные элементы должны этому соответствовать.
Приспособление для заточки сверл пригодится в любом хозяйстве. Ведь работать тупым сверлом – одно мучение. Механизм можно изготовить своими руками из ненужных и устаревших деталей.
Правила заточки сверл
Сверла можно затачивать на специальных точильных дисках, вручную или на станках.Перед началом работы внимательно осмотрите сверла: при наличии серьезных дефектов на поверхности нужно начинать заточку более грубым абразивом. Если инструмент немного затупился, используйте притирочный диск.
При ручной заточке своими руками нужно соблюдать правила:
- держите хвостовик одной рукой, другой отрегулируйте рабочий конец;
- обработать режущую кромку стороной шлифовального круга;
- сначала затачивается одна сторона, после чего сверло аккуратно переворачивается и обрабатывается другая.
Важно сохранить первоначальную форму сверла и направление режущих кромок во время обработки. Необходимо следить за тем, чтобы кончик наконечника не отошел от центра, иначе во время работы инструмент отклонится в сторону. Если после заточки угол режущих кромок изменится, производительность сверла будет плохой. Это определяется с помощью шаблона, сделанного вручную, или на глаз: форма кончика должна быть конусом. Во избежание ошибок редактировать лучше на специализированных устройствах.
Виды заточного оборудования
Самодельное приспособление предназначено для заточки сверл по различным металлам, фрез, метчиков, фрез, зенковок, фрез.
Оборудование может быть:
- специализированный – обрабатывает один тип инструмента;
- универсальный – применяется для всех типов фрез и сверл.
Самодельные механизмы чаще бывают универсального бытового типа. Промышленные машины мощные и подходят для работы с большими инструментами.В домашних условиях в таких нет необходимости, они шумные, занимают много места и энергоемки.
Бытовые самодельные станки подходят для заточки сверл малого и среднего диаметра, они компактны и экономичны.
Изготовление точильного станка
Для сборки станка своими руками необходимо подготовить:
- электродвигатель;
- диск шлифовальный; Тумблер
- ;
- стенд;
- кабель электрический;
- заглушка.
Все узлы станка своими руками размещены внутри корпуса. Это сделает вашу работу безопасной и комфортной. Доступ должен быть только к шкиву мотора, на котором установлен шлифовальный круг. Станок постоянно прикреплен к верстаку, поэтому место нужно выбирать заранее.
- разместить электродвигатель в нужном месте, разметить на столе точки крепления;
- сверление отверстий под крепежные болты;
- поставить электродвигатель на место и прикрутить к верстаку; для крепления подходят хомуты из тонких металлических полос;
- установить защитный чехол;
- Наденьте шлифовальный круг на шкив двигателя.
Желательно подбирать двигатель с удлиненным шкивом, иначе придется его поставить. Сначала надевается шайба, затем кружок. Если диаметры шкива и диска не совпадают, используется закрепительная втулка. Со стороны втулки проделывается резьбовое отверстие, в него вкручивается дополнительный крепежный болт.
По мощности двигатель от стиральной машины подходит к самодельной машинке. Не выбирайте мотор с высокими оборотами, так как заточка сверл происходит на небольшой скорости.
Теперь вы можете подключить электрическую составляющую: тумблер, мотор и подключить их к розетке.
Дополнительные устройства
Принадлежности ручной работы сделают работу по заточке сверл более удобной и точной.
Шаблон для проверки. Шаблон вырезается из листа тонкого (1 мм) мягкого металла (алюминий, медь). На шаблоне выявляются углы на вершине, длина рабочих кромок, угол между рабочей кромкой и мостом.Поскольку проверить клиренс сверла шаблоном практически невозможно, проверяется угол заточки. Шаблон вырезается перед первым использованием сверла.
Гид. Это небольшая насадка, которая сделана из металлической полосы и крепится к корпусу с помощью болта. Во время работы сверло ставится на направляющую и подводится к точильному камню.
Транспортир. На подставке, описанной выше, нанесены деления углов заточки.Можно отрезать часть металлического транспортира с угловыми отметками и прикрепить к подставке. Отрезать нужно деталь с углами более 30 градусов, так как меньшие при заточке не используются.
Устройство, облегчающее заточку сверл. Это неподвижная станина и держатель с отверстиями для вставки резаков разного размера. Держатель снимается. Ложе изготовлено из доски 50 мм, к ней крепится рейка под углом 32 градуса. Направляющая открывает держатель инструмента под необходимым углом.Держатель своими руками вырезается из бруса, поверхность которого снимается под углом 65 градусов. Скошенная часть подходит к направляющей. Углы скашивания держателя и планки зависят от типа заточки.
Многофункциональный механизм
С этим механизмом заточка сверл станет проще. В состав устройства входят:
- роликовые тележки;
- гид;
- вал;
- транспортир;
- сверлильный патрон.
Направляющая должна быть достаточно широкой, к ней прикреплен транспортир. Ось представляет собой болт, вставленный в предусмотренное отверстие. На поворотной части размещены направляющие и подвижная пластина. На ее поверхности закреплена ось – трубка, с одной стороны ось заканчивается сверлильным патроном, с другой – рукояткой. Движение упорной пластины обеспечивается осью с резьбой.
Внизу упорной пластины находится ограничитель (он же указатель), который одновременно указывает на требуемый угол смещения и фиксирует его в нужном положении.
Механизм работает следующим образом:
- сверло закреплено в патроне;
- упорная пластина заблокирована под необходимым углом;
- инструмент поворачивается вдоль продольной оси с помощью рукоятки;
- обозначить угол;
- поверните фрезу на 90 градусов и обработайте вторую половину, достигнув отмеченного угла.
Правила заточки на самодельном станке
- При обработке сверл оба уступа должны быть одинаковыми.Это означает, что сверло точно войдет в отверстие и будет выполнять бурение скважины.
- Перед запуском станка своими руками надежно закрепите шлифовальный круг на шкиве.
- Выполните первичную обработку грубым абразивным диском. Если вы заметили заусенец на сверле, замените диск на более тонкий.
- Всегда держите нужный угол во время заточки.
- Круг должен вращаться только в одном направлении, вдоль лезвия.
- Не перегревайте резак; периодически охлаждайте его во время обработки. Не погружайте сильно нагретый инструмент в холодную воду, так как это приведет к растрескиванию металла.
Несколько вариантов заточки сверл в роликах.
Приспособления для заточки сверл своими руками по металлу. Самодельные приспособления для заточки сверл
При работе с цельными заготовками рабочая поверхность сверла быстро изнашивается. Затупленное сверло сильно нагревается и теряет прочность.Это связано с «выбросом» металла. Инструмент периодически необходимо затачивать. Однако это касается не только дрелей.
Сверла относятся к недорогим устройствам. Во всяком случае те модели, которые используются в домашнем хозяйстве. Тем не менее покупать новую подсказку каждый раз, когда она ляпнет – расточительство.
Есть заводские приспособления для заточки, но при этом нарушается концепция экономного использования домашних инструментов.
Сверла по дереву практически не глупы, за исключением того, что инструмент может «въезжать» на высоких скоростях в смолистую заготовку.Крылатые наконечники и камни не затачиваются. Остается заточка сверла по металлу. Многие механики со стажем проводят эту процедуру без каких-либо приспособлений.
Однако точность работы оставляет желать лучшего, да и на глаз не каждый отечественный мастер разрабатывается так профессионально. В любом случае нужна минимальная механизация.
Как сделать самодельный приспособление для заточки сверл?
Прежде всего, необходимо обзавестись средствами контроля.Как бы вы ни рисовали сверло, шаблон необходим для проверки правильности работы.
Обычные сверла для обработки черных металлов имеют угол лезвия 115-120 градусов. Если вам приходится работать с разными материалами – загляните в угловую таблицу:
| Обработанный материал | Угол заточки |
| Сталь, чугун, карбидная бронза | 115-120 |
| Латунные сплавы, мягкая бронза | 125-135 |
| Красная медь | 125 |
| Алюминий и мягкие сплавы на его основе | 135 |
| Керамика, гранит | 135 |
| Древесина любых пород | 135 |
| Магний и сплавы на его основе | 85 |
| Силумин | 90-100 |
| пластик, текстолит | 90-100 |
Зная эти значения, вы можете подготовить несколько шаблонов и в соответствии с ними производить заточку самостоятельно.В этом случае одно и то же сверло можно использовать для разных заготовок, стоит только изменить угол вершин рабочего пространства.
Самое простое, но очень эффективное приспособление для заточки – гильзы разного диаметра, закрепленные на некоторой базе.
Чертеж концептуального устройства на иллюстрации:
ВАЖНО! Инструмент во втулке не должен болтаться, погрешность всего на один градус снизит качество сверления.
Целую клипсу лучше всего делать из медных или алюминиевых трубок, под размеры сверла.Или нарубите в брюке достаточное количество дырок из мягкого материала. Главное – установить на точилку удобную подружку, которая позволит перемещать приспособление для заточки под нужным углом, и послужит надежной фокусировкой.
Так использовали наши деды. Только в качестве материала для изготовления точильного станка – уголка, использован дубовый брус.
Двухъярусная дрель может сломаться во время работы и повредить вас. Точнее работать намного лучше и проще. В этом руководстве вы найдете чертежи и устройство для заточки сверл.
Шаг 1: Сравнение острого и вороненого сверла
Слева заблокирован. Это видно через легкий блик на режущей кромке между двумя канавками. На фото справа видна острая режущая кромка.
Шаг 2: Инструмент для заточки
Опытные люди умеют точить сверла своими руками. Теоретически хвостовик необходимо держать в правой руке под углом 59 ° относительно регулировки для заточки сверл.Когда сверло касается точилки, вам нужно провести хвостовик влево, одновременно поворачивая сверло вокруг своей оси по часовой стрелке. У меня никогда не было.
ИнструментSpeed, который вы видите на фото, я купил почти тридцать лет назад. Такие простые приспособления для заточки сверла до сих пор продаются практически по такой же цене.
Шаг 3: Установите градусы
Направляющая может быть установлена в семи положениях. У моих сверл угол профиля режущей кромки 59 °, нужно выставить этот градус на направляющей.Затяните барашковую гайку.
Шаг 4: Выровняйте кромку
Шлифовальный инструмент имеет небольшой заостренный наконечник, и край канавок должен быть установлен в корпусе к нему. Наконечник можно опустить или поднять, чтобы канавка приблизилась к краю.
Шаг 5: Депонирование
Сначала нужно установить удаление (расстояние между желтыми линиями), оно должно быть равно радиусу (расстоянию между зелеными линиями).
Шаг 6: ширина и угол режущей кромки
Обратите внимание на угол красной линии.Если на предыдущем шаге вы зашли слишком далеко, режущая кромка приблизится к вершине. Край получился слишком широким, а профиль ровным. Из-за этого он будет скользить по металлической поверхности, и вам будет сложно летать. Можно немного уменьшить съем, но совсем немного, иначе можно случайно испортить кончик заточного инструмента о шлифовальный круг стойки.
Шаг 7: Идеальный угол режущей кромки
В идеале край должен быть как можно меньше.Это будет нижняя точка между желобками сверла, на фото отмечена желтой линией, это сверло будет очень хорошо резать металл.
Шаг 8: Очистить
После настройки снятия закрутите крепежный винт.
Шаг 9: Выставляю длину
Установите направляющую заточки на длину сверла. Конец должен находиться в подвижном лотке, а не висеть в воздухе. Затяните металлическую гайку. Отрегулируйте черную гайку. Затяните металлическую окрашенную гайку.
Шаг 10: Высота экспонирования
Стержень должен быть под прямым углом к более острому кругу. Для заточки я использую радиально-отрезной станок. Кончик должен быть совмещен с центром оси окружности струны.
Шаг 11: Закрепите станок на столе
Бита должна касаться только круга заточки. Если надавить слишком сильно, заточить будет очень сложно. Он перегревается, и вы удаляете слишком много металла.
Основание направляющей для заточки должно располагаться под прямым углом к более острому кругу (зеленая линия).А верхнюю часть направляющей поверните так, чтобы кончик смотрел немного левее центра (угол между зеленой и желтой линиями). Сдвиньте станок вперед так, чтобы сверло касалось поверхности круга для заточки. Закрепите машину на столе.
Шаг 12: Будьте готовы к точности
Поверните наконечник вправо. Включите шлифовальный круг.
Шаг 13: Заточка
Сдвиньте хвостовик направляющей вправо (красная стрелка), чтобы сверло коснулось точильного камня.Желтыми волнистыми линиями изображены искры. Когда дрель находится в этом положении, это действительно произойдет.
Шаг 14: поверните бит
Продолжайте перемещать хвостовую часть направляющей вправо, пока сверло не выйдет за край камня. Для заточки, с другой стороны, вам нужно повернуть его вокруг своей оси на пол-оборота.
Сначала выключите машину. Затем ослабьте застежку и поверните ее на половину. Край канавки должен быть обращен к наконечнику для заточки.Повторите два предыдущих шага.
Выключите машину. Вытаскиваем из крепления. Проверьте ширину поперечной режущей кромки. Если вас не устраивает качество заточки, поменяйте снятие и повторите процесс.
Шаг 15: Сверло с заточкой
На фото хорошая резкость. Режущие кромки не удлиненные и не закругленные, острые и четкие. Длина и угол поперечной режущей кромки тоже неплохие.
Шаг 16: Тонкие сверла
Такой острый инструмент годится для 3 мм и более.Если он будет тоньше, его нельзя будет затачивать с помощью этого приспособления.
Для тонкой заточки сделайте из деревянного бруска специальный блок длиной примерно 10 см. Примечание – угол между красными линиями составляет 77 °.
Шаг 17: Угол между краями деревянного бруска
Вид блока сбоку. Угол между красными линиями 59 °.
Шаг 18: Направляющая линия
На верхней плоскости планки виден треугольный вырез. Этот пропил проходит через верх блока и служит ложью.Угол между красными линиями тоже 59 °. Края треугольного питателя напоминают режущие кромки. Вы можете вспомнить края на глазу.
Шаг 19: Исправить неисправность
Вставьте сверло в вырез на Broke. Установите штангу в тиски так, чтобы хвостовик был над захватом, а захват немного выходил за колоколообразную сторону штанги. Поверните так, чтобы одна из режущих кромок совпала с направляющей кромкой треугольного выреза. Закрепите зажим.Капните немного масла на шлифовальный стержень. Проведите вдоль звуковой стороны устройства, тем самым осушив дрель.
Когда шлифовальный стержень перестанет удалять металл, поверните сверло на пол-оборота и заточите другой край. При необходимости проверить самодельную заточку можно с помощью лупы.
Приспособление для заточки сверла своими руками довольно простое, условиями успеха будет знание правил выполнения режущего инструмента, а также умение работать ручным инструментом и техническая необоснованность.
Основные правила, обеспечивающие качественную заточку:
- за один проход необходимо удалить небольшой слой металла;
- в процессе выполнения операции выполняется повторное охлаждение сверла в водном или водно-содовом растворе;
- скорость вращения наждачного круга должна быть минимально возможной;
- сверло, при заточке не должно перегреваться;
- В процессе выполнения работы сверло направляется против движения абразивного круга.
Объем и характер выполняемых работ зависят от вида износа режущего инструмента. Износ можно квалифицировать по:
- тыльной поверхности;
- перемычки;
- уголки;
- лицевой;
- лицевая поверхность.
В зависимости от типа заточного сверла, его технических характеристик, а также назначения, так или иначе рекомендуются следующие виды обработки:
| Тип заточки | Диаметр | Назначение и характеристика угла заточки |
|---|---|---|
| Одинарное нормальное – “H” | до 12.0 мм | Для универсального использования. Уголок – в соответствии с обрабатываемым материалом. |
| Одинарный с накопительной перемычкой – «НП» | до 12,0 мм | Для обработки стального литья. Угол – 115-120 °. |
| Одинарный с совокупностью перемычек и лент – «НПЛ» | Более 12,0 мм | Для стального и стального литья, а также чугуна. Угол – 115-120 °. |
| Двойной с присосом перемычки – «ДП» | Свыше 12.0 мм | Для стали и чугуна с небольшой коркой. Заточка выполняется под два угла: 116-118 ° и 70-75 °. |
| Двойной с кучей перемычек и лент – «DPL» | Более 12,0 мм | Для универсального использования. Уголок – в соответствии с обрабатываемым материалом. |
| По методу Жирова | Более 12,0 мм | Применяется при обработке хрупких материалов. Основной угол заточки составляет 118 *, дополнительная – 70 ° и 55 °. |
Углы заточки для спиральных сверл, используемых при обработке различных материалов, перед использованием необходимо уточнить, т.к. они разбегались от 85 до 135 *, из-за их вязкости.
Как сделать станок своими руками
Для заточки спиральных сверл любой шлифовальный станок (агрегат), работающий от электрической сети 380/220 вольт, оснащенный наждачным кругом и оснащенный специальным приспособлением, обеспечивающим фиксацию сверла с покрытием под определенным углом к оси вращения абразивного элемента устройства.
Основные требования к специальным устройствам, обеспечивающим качественное выполнение:
- Ось приспособления должна совпадать с осью вращения абразивного круга. Может быть с ним в одной горизонтальной плоскости или чуть выше наверху.
- Используемое оборудование и приспособления должны быть надежно закреплены.
- Конструкция устройства должна обеспечивать возможность заточки сверла под разными углами в зависимости от потребности пользователя.
Для изготовления одного из вариантов таких устройств вам потребуются:
- Ручной сантехнический инструмент, угловой станок («Болгарка»), сварочный аппарат.
- Листовая сталь толщиной 3,0 – 4,0 мм, а также стальная труба небольшого диаметра.
Механические работы выполняются в следующей последовательности:
- Используемый шлифовальный станок (№5 на схеме) прочно закрепляется на выбранной поверхности.
- Из полосовой стали изготавливается площадка (№ 1 на схеме), на которой будет закрепляться сверло (№ 3 на схеме).
- Форма площадки может быть произвольной, единственное условие – в месте расположения сверла через «болгарку» сделана проточка.
- На площадке высверливаются приводы скорости (№6 на схеме), которые служат для крепления монтажной пластины (№2 на схеме), а также отверстия, обеспечивающие подключение приспособления к шлифовальному станку ( не указано на схеме).
- Форма и размер монтажной пластины могут быть произвольными.
- Из металлической трубы и полосовой стали выполнен узел крепления к основанию заточного агрегата. Наличие трубки позволяет перемещать устройство в вертикальную плоскость – появляется возможность изменять угол заточки сверла.
- Приспособление приставки узла заточки к корпусу заточного станка зависит от типа и устройства дефектного блока наждачного круга (№4 на схеме), а также наличия упора (площадки) конкретный наждак.
- При желании узел крепления может быть оснащен дополнительными элементами, обеспечивающими колебательное движение устройства в горизонтальной плоскости, что обеспечит необходимое сочленение в процессе выполнения работы.
- После сборки всех элементов приспособления его крепят к упору (кожуху) болгарки и проверяют работоспособность изготовленного приспособления.
Для заточки сверл можно использовать различные круги с накатанной головкой, но с учетом того, что этот расходный материал (инструмент) изготовлен из прочной стали, то абразивные элементы должны этому соответствовать.
Для налаженной работы необходимы точные и акцентированные сверла. Предлагаем рассмотреть, где можно купить станок для заточки сверл, как делается самодельный агрегат, а также чем отличаются бытовые модели от промышленных и какова их цена.
Типы сверл и основные концепции
Есть несколько видов сверл, т.к. делятся они по принципу работы и положению рабочих поверхностей, их тоже нужно затачивать разными способами, ознакомьтесь с основным:
- спираль. Применяется практически во всех отраслях промышленности, в быту, при ремонте и т. Д .;
- flat – это более узкопрофильные инструменты, в основном они используются при сверлении отверстий больших диаметров, получившие свое название за плоскую рабочую кромку, которая по форме очень похожа на развертку.
Рассмотрим основные позиции заточки спиральных сверл и центров:
Во время движения режущей поверхности в материале внутри обрабатываемого сырья образуется стружка, в частности, этот процесс проявляется на передней поверхности. Именно большой кластер стружки играет основную роль в деформации пластмассовых деталей сверла: в процессе работы оно нагревается, и под воздействием резких переходов зерен меняется его рабочая кромка. Конечно, есть огромная разница в скорости этого процесса, самые опасные и жесткие – медь и сталь.
Фото – Очистка сверла от стружкиСверление выполняется по такой схеме: в процессе работы описывается коническая поверхность, также приобретается такая форма и рабочая поверхность сверла соответственно, режущая кромка слегка мигает и меняет свою центр. Все углы рабочей поверхности должны располагаться над торцевой поверхностью, только так можно обеспечить нормальный и стандартный задний угол.
Самый простой и эффективный способ заточки сверла в домашних условиях – использовать электрическую заточку.Можно работать и обычной заточной планкой из смеси абразивных материалов, но этот процесс потребует много времени и усилий, в отличие от работы устройства с электродвигателем. Универсальный ручной шлифовальный станок имеет двигатель с частотой вращения 1500-2000 мин -1. Оптимальная мощность: до 300 Вт. Такие модели есть у DOCTOR (Доктор), Vollmer, Sturm, Proxxon, Drill и Weinig.
Фото – заточные сверла
Ориентацию производить по режущим кромкам, нужно действовать строго по направлению спиральных канавок, т.к. они не меняют своей формы даже от удара большого количества стружки.Сверло закрепляют так, чтобы острие, которое будет точить, было строго параллельно оси шлифовального инструмента. Самый главный вопрос: когда рабочая часть вала? Как только вы видите луч света от рабочей поверхности – значит, кромка просела. По той же системе потеем и вторую сторону.
Фото – заточка сверлПри этом очень важно не отличить сверло раньше, в этом случае вы потеряете балансировку, и при спуске инструмент будет отклоняться на несколько градусов от нормативно заданных параметров.Угол между комьями – самая важная настройка заточки.
Фото – Угол срезаСтандартные размеры Они имеют следующий вид:
Сталь легированная, конструкционная, инструментальная – еще 90 градусов;
Мягкие металлы (медь, алюминий, алюминиевые сплавы) – 90-100 градусов;
Дерево, пластик, резина – 90-100;
Бронза, латунь – 110-120.
Для достижения высокой точности обработки своими руками нужно особое внимание уделить параметрам стандартного и деформируемого.Для контроля процесса заточки можно заказать специальный шаблон для сверла нужного диаметра и угла. На фото представлена схема обработки сверла таким приспособлением.
Фото – Шаблон заточкиЕсли нет средств или времени на покупку шаблона, воспользуйтесь методом «Дедовского»: Действуем по правилу механики левой руки. Сгибаем руку, и заменяем ее таким образом на дрель, чтобы режущая поверхность была закрыта с нескольких сторон, это должно быть своеобразный коридор.Напротив торца при помощи лампы проверьте ровность и точность заточки (это будет хорошо видно с расстояния 20 см от сверла, если посмотреть в один глаз).
Фото – Правило левой рукиФОТО – Проверка отражений
Используя самодельную электрическую машинку, очень важно контролировать процесс обработки заточки сверл. Для полного ухудшения точности достаточно ошибиться на 1 мм. Устройство для автоматической заточки корончатых сверл небольшого диаметра также можно использовать для дисков, ножей, ножниц, цепей и т. Д.
Видео: Станок заточный Энергомаш ТС 6010с
Профессиональные методы
Перечисленные выше методы подходят для домашнего узкопрофильного использования, но если вам нужно отполировать серийные сверла, то вам не хватит времени, ни сил на ручной центр, ни чек, ни заточку. Рассмотрим, как используется профессиональный станок для сверл.
Шлифовальный круг должен быть изготовлен из мелкозернистого абразивного материала. Место заточки должно быть закрыто под прямым углом по отношению к сверлу.Сотрудник обязательно надевает защитные очки и рукавицы.
Пошаговая инструкция :
Перед тем, как выбрать станок для заточки сверл, необходимо ознакомиться с отзывами о нем, внимательно изучить паспорт и возможности. На одном форуме механики даже посоветовали всегда носить дрель с собой, чтобы можно было проверить эффективность на месте.
Обзор цен
Купить недорогой станок для заточки сверл в Украине, России или Беларуси реально, главное выбрать нужную модель (по металлу, дереву или пластику), калибр (DD750xIBM, DRILLGRIND, EDBS2001 – универсальный) и мощность.Предлагаем рассмотреть средние цены на такие устройства:
Сейчас очень популярны настольные и универсальные станки таких марок, как Drillgrind, assault (производство энергии), BSG, BSM, ESM, MICRA, V391, DOLD, ESS, NCC. Их можно найти в профессиональном магазине, в Интернете, на форумах в рубрике «Продажа электробытовой техники». Главное, чтобы документация соответствовала заявленным данным продавца.
При сверлении отверстий в деталях из металла используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя.Чтобы этого не произошло, необходимо регулярно восстанавливать их геометрические параметры, а в этом максимально и качественно помогает специальный приспособление для заточки сверл. Это простое приспособление, которое можно сделать своими руками, позволяет быстро и качественно затачивать увлеченные сверла и не тратить деньги на покупку новых.
Устройство для заточки сверл особенно актуально в тех случаях, когда этим инструментам часто приходится работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления.При обработке древесины, используемой для этих целей, сверло практически не изнашивается, соответственно требуется минимальное внимание к параметрам его заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление также не имеет особого значения, так как они практически не подвержены удару и используются мастерами до полного износа или поломки.
Многие опытные профессионалы не применяют приспособления для заточки, полностью полагаясь на свой опыт и глаз.Однако, как показывает практика, в таких случаях все же лучше использовать устройства, позволяющие механизировать этот процесс. Это обеспечит максимальную точность и требуемый результат результата.
На современном рынке много приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента, даже если у вас нет опыта выполнения подобных процедур. Между тем можно не тратиться на покупку таких приспособлений, а сделать простейший станок для заточки сверл своими руками.
Варианты изготовления
На каком именно приспособлении или станке выполняется заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который тоже может быть серийным или сделанным своими руками. Этот шаблон нужен в первую очередь для контроля точности углов режущей части, которые образуются при заточке сверла. Инструменты, используемые для работы с различными материалами, отличаются друг от друга, в том числе и величиной таких углов.Узнать точные значения последних можно из справочной таблицы.
Работая с разными материалами и зная углы режущей части сверл для таких материалов, можно сделать сразу несколько шаблонов и по ним следить за правильностью заточки одного и того же сверла, выступающего в данном случае как универсальный инструмент. .
В качестве самой простой регулировки заточки сверл можно использовать втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом.Выбирая втулку для такого устройства, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру сверла с покрытием. Допускать обработку инструмента в таком отверстии нельзя, так как даже отклонения его оси на 1-2 ° от нужного значения могут серьезно снизить качество и точность заточки.
Самодельный приспособление для заточки сверла лучше сразу оснастить сеткой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам, наиболее часто используемым вами сверлом.Можно поступить проще и дополнить такое приспособление, используемым для заточки сверл, деревянных брусков. В Броусе нужно просверлить отверстия, соответствующие размеру инструментов разного диаметра. Важнейшим элементом конструкции такого устройства является подружка, которая одновременно решает несколько важных задач:
№- обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности круга заточки;
- он действует как надежный упор для обрабатываемого инструмента.
Такой прибор на базе дубового бруса с отверстиями разного диаметра использовали наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача самодельного станка или приспособления, используемого для заточки сверла, – правильно сориентировать режущую часть обрабатываемого сверла относительно рабочей поверхности круга заточки.
Для изготовления самодельного станка для заточки сверл можно использовать различные конструктивные исполнения таких приспособлений.Соответствующие рисунки легко найти в Интернете. Более того, если вы понимаете принцип работы такого устройства, то ваш точильный станок может быть выполнен в собственном дизайне.
Чертежи фитнес-деталей
Мобильная платформа для промоторов для игровых площадок
Монтажное сверло и упорный винт Болты, гайки, штифты и шайбы поворотной опоры
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования сверло с покрытием не должно поворачиваться вокруг своей оси.Если инструмент проверен даже на небольшой угол, заточку придется производить заново.
После заточки сверла его следует охладить. Затем нужно по шаблону проверить его восстановленные геометрические параметры. Необходимо учитывать, что режущие кромки инструмента могут отличаться друг от друга по длине не более чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, которые отличаются малым диаметром.
Среди ошибок, допускаемых при заточке сверл с помощью такого приспособления, выделяют две наиболее типичные.
- Длина режущих кромок даже при их симметрии и правильно подобранных углах неодинакова, соответственно центр сверления смещен относительно оси инструмента. Сверло, при заточке такая погрешность допущена, оно создаст сильную биение в процессе сверления, и попасть в центр будущего отверстия на поверхности заготовки будет довольно сложно. Таким образом, инструмент затачивается с большой вероятностью поломки в процессе дальнейшей эксплуатации.
- При точном центрировании сверла углы, под которыми расположены его режущие кромки, асимметричны. Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом острие инструмента будет активно нагреваться. Это приведет к металлическому отходу, из которого сделано сверло, а образовавшееся отверстие будет разбито (будет диаметр больше поперечного размера самого инструмента).
Как сделать станок для заточки спиральных сверл
В качестве основы для изготовления станка для заточки сверла спирального типа можно использовать любой серийный заточный агрегат, способный работать без биений и выдерживать значительные нагрузки.При оснащении такой машины дополнительные приспособления должны соответствовать следующим требованиям.
- Ось подружки должна совпадать с осью вращения круга заточки, при этом она может располагаться в одной горизонтальной плоскости или находиться над ней.
- Все элементы создаваемой конструкции должны быть надежно закреплены для обеспечения безопасности заточных работ.
- Конструкция устройства должна позволять заточку сверла как в ручном, так и в полуавтоматическом режиме.
- В устройстве подруги должна быть предусмотрена возможность расположения хвостовика сверла под любым углом.
При изготовлении этого приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется покупать. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, с помощью которых такие компоненты будут дорабатываться перед сборкой устройства, можно использовать обычный болгарский станок и сварочный аппарат.
Так как упор такого приспособления должен раскачиваться, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевой компаунд. Выбирая трубку, кронштейн и болт для узла крепления, следует учитывать, что люфта в устройстве быть не должно. Самоделка предлагаемой конструкции имеет две степени свободы.
Игровой площадкой такого устройства, на котором фиксируется обрабатываемое сверло, является возможность вращения по вертикальной оси, обеспечивающая возможность изменения угла заточки инструмента.Кроме того, подружка, опираясь на горизонтальную ось, может совершать колебательные движения, что обеспечивает правильную артикуляцию при заточке.
Для изготовления элементов конструкции такого устройства используется листовой металл разной толщины, а именно:
- опорная плита – 4 мм;
- направляющая пластина сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подружка-приспособление, на верхней части которой установлена опорная плита, необходимо надежно закрепить на корпусе болгарки.Для этого используется дополнительная металлическая «щечка», прикрепляемая к кронштейну устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, закрепляется на опорной пластине с помощью винтового соединения.
Устройство и конструктивные особенности рассматриваемого устройства для заточки сверл позволяют ему поворачиваться на угол до 90 °. Благодаря этой возможности заточить сверло этим приспособлением можно практически любым из используемых сегодня методов.
Сверло, стилизованное под такое приспособление, помещается в направляющую и может свободно перемещаться по ней в продольном направлении. При этом угол заточки инструмента не меняется.
Поскольку верхняя поверхность опорной плиты несколько выше оси вращения шлифовального круга, при использовании такого устройства достигается оптимальная форма задней поверхности сверла.
Процесс заточки сверла таким приспособлением выглядит следующим образом.
- Инструмент выставлен в направляющей канавке устройства так, что его режущая кромка расположена параллельно кромке направляющей пластины.
- После регулировки положения сверло медленно подается на рабочую поверхность вращающегося точильного круга.
Хорошо демонстрирует процесс работы с такой видеоадаптацией, которую легко найти в Интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность заточки, контролировать качество которой невозможно даже по шаблону.Если вы закрепите качающуюся пластину этого приспособления под фиксированным углом, ее можно использовать для заточки сверл с твердосплавными пластинами.
Для успешной заточки сверл по металлу, большинство из которых изготовлено из быстрорежущей стали, необходимо использовать достаточно прочный шлифовальный круг. В этом качестве можно применить абразивный инструмент из карбида кремния. Такие круги, которые можно найти в зеленом цвете и обозначить 64c, должны иметь зернистость в диапазоне 8H – 16N.Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому нельзя допускать прихвата сверла для длительного контакта с абразивным инструментом. Чтобы предотвратить перегрев сверла при заточке на таком диске, инструмент необходимо регулярно охлаждать, используя водный раствор соды.
на главную »Загородный дом» Устройства для заточки сверл своими руками по металлу. Самодельные приспособления для заточки сверл – собираем станок своими руками Как сделать самое простое приспособление для заточки сверл
Изготовление самодельной болгарки для сверл.Устройство для заточки сверл своими руками Чертежи заточки уголков сверл для самодельных приспособлений
Признаюсь, заточка инструмента всегда вызывала у меня тихий ужас. Думать нужно не только о вращающемся точильном камне, являющемся источником потенциальной опасности, но и о сохранении угла заточки … Думаю, статья будет полезна начинающим детям, а опытным товарищам – любезная просьба дополнить информацию ниже или рассказать о моем способе выдерживания угла заточки…
Материалы (редактировать)
Инструменты
- Транспортир;
- Малка (прибор) – столярный и слесарный инструмент для обозначения и измерения углов, рисования параллельных линий. Состоит из двух частей, скрепленных зажимным винтом. Более толстая часть (блок – основа) прижимается к заготовке, по тонкой части (линейке) производится разметка. Иногда бывает шкала для измерения углов между двумя частями скоса.Крупные бусины можно использовать для строительных работ;
- Сверло со сверлом по дереву;
- Отвертка.
Нарисуйте на бумаге две прямые линии под углом 59 градусов. Цель состоит в том, чтобы заточить сверло под этим углом.
Используя фаску, перенесите угол 59 градусов на деревянный брусок. В качестве заготовки я использовала твердую древесину. Толщина прутка 15 мм. Винт с мелкой резьбой для шлицевой отвертки будет выступать в качестве направляющей, поэтому диаметр сквозного отверстия должен быть немного меньше диаметра винта, чтобы оно было плотно ввинчено в блок.Сверлить в древесине проще, если начать сверление под углом. На глаз определяем место, где удобнее всего разместить винт.
Вкручиваем винт в планку. Максимальный диаметр сверла, которое будет затачиваться, следует определить заранее. Для этой модели диаметр сверла будет больше 15 мм. Поэтому выберите винт достаточной длины, чтобы пройти через блок и выступать примерно на половину самого большого диаметра затачиваемого сверла.
Если угол, под которым винт выходит из блока, не соответствует контрольной линии, просверлите еще одно отверстие и повторите попытку.
Поверните винт на несколько оборотов, чтобы конец резьбы оказался над центром сверла.
Заточив одну сторону (используя резьбу винта в качестве меток), поверните сверло наполовину и посмотрите на метки на винте. Повторите операцию для другой стороны сверла.
По поводу заточки сверл на сайте есть подробная статья.Помимо представленного в нем материала, предлагаю посмотреть видео англоязычного Кулибина.
Спасибо за внимание)
Или мастерская значительно облегчит работу и позволит получить удовольствие от работы с ней. То же самое и со сверлами. Но даже самые дорогие из них тускнеют или ломаются со временем. Но не все, особенно начинающие мастера, обладают навыком правильной заточки сверл, а постоянно покупать новые довольно дорого. Для таких случаев можно собрать специальный инструмент для их заточки.Эта машина довольно проста, но все же может значительно облегчить этот процесс.
Особенно удобен для работы с небольшими диаметрами, так как их сложнее всего затачивать.
Станок состоит из шлифовального станка и приспособления для сверления.
Принцип его работы следующий: сверло жестко фиксируется к спиральной части в специальных тисках. Их угол по отношению к точильному камню устанавливается с помощью угольника; для сверл по металлу – 60 градусов.Таким образом, затачивается одна из кромок, затем устройство переворачивают и затачивают другую кромку.
Отличие этого проекта от многих из размещенных в сети, по словам автора, заключается в использовании этих же ювелирных тисков в качестве фиксатора. Они коммерчески доступны и недорого стоят.
Вот так они выглядят:
Принцип их работы такой же, как и у обычных тисов: ручка вращается в одну сторону – челюсти разжаты, вращается в обратном направлении – челюсти зажаты, можно закрепить заготовку или деталь.
Для использования в станке их нужно немного переделать. Родные заклепки убираются, такие самодельные пластины устанавливаются и снова приклепываются.
При зажиме сверла режущие кромки должны быть параллельны губкам.
Далее, во вновь прикрепленных пластинах просверливаются четыре отверстия на одинаковом расстоянии от их центра. Они должны быть под углом 90 градусов к сверлу, зажатому в тисках.
Позже поочередно (для каждой грани) через эти два отверстия пройдет ось, которая зафиксирует всю систему.В результате получается эффект «качели». Большое внимание следует уделить разметке отверстий, так как от их расположения зависит качество заточки сверл.
Опоры этих «качелей» в данном случае представляют собой два корпуса из-под выпотрошенных дверных замков, но их можно изготовить с нуля, вырезав стойки из металла или дерева.
Они жестко прикреплены к деревянной платформе.
По его четырем краям ввинчиваются четыре винта, чтобы отрегулировать желаемую высоту.
Лучше всего разместить болгарку и качалку на одной панели.
Тиски устанавливаются между стойками и подвешиваются на оси.
Приспособление устанавливается под нужным углом (60 градусов) к поверхности круга и одна из кромок затачивается.
Тиски поворачиваем на 180 градусов, ось продеваем через противоположные отверстия, другой край затачиваем.
Конечный результат оказался довольно хорошим, учитывая (по словам автора) большой износ старых тисков.На фото сверло диаметром 1,5 мм.
Тупые сверла могут сломаться во время работы и поранить вас. С острыми намного лучше и проще работать. В этом руководстве вы найдете чертежи и точилку для сверл.
Шаг 1: Сравните острое и тупое сверло
Левая тупая. Это можно увидеть по светлой засветке на режущей кромке между двумя канавками. На фото справа видна острая режущая кромка.
Шаг 2: инструмент для заточки
Опытные люди умеют точить сверла своими руками.Теоретически хвостовик следует держать в правой руке под углом 59 ° по отношению к инструменту для заточки. Когда сверло коснется точилки, сдвиньте хвостовик вниз влево, вращая сверло вокруг своей оси по часовой стрелке. У меня никогда не получалось.
Инструмент для заточки, который вы видите на фотографии, которую я купил почти тридцать лет назад. Такие простые точилки для сверл до сих пор продаются почти по той же цене.
Шаг 3: установите градус
Рельс на стойке можно отрегулировать в семи положениях.У моих сверл угол режущей кромки 59 °, вам нужно установить этот угол на направляющей. Затяните барашковую гайку.
Шаг 4: выровняйте край
Инструмент для заточки имеет небольшой заостренный наконечник, и край канавки должен прилегать к нему. Наконечник можно опустить или поднять, чтобы поднести его к краю канавки.
Шаг 5: сумма компенсации
Сначала нужно установить смещение (расстояние между желтыми линиями), оно должно быть равно радиусу (расстоянию между зелеными линиями).
Шаг 6: Ширина и угол режущей кромки
Обратите внимание на угол красной линии. Если вы переместили сверло слишком далеко на предыдущем шаге, режущая кромка приблизится к кончику. Подол слишком широкий, а профиль плоский. Из-за этого он будет скользить по поверхности металла, и вам будет сложно просверлить. Можно немного уменьшить смещение, но ненамного, иначе можно случайно испортить кончик инструмента для заточки на колесе подставки.
Шаг 7: Идеальный угол режущей кромки
В идеале край должен быть как можно меньше. Это будет нижняя точка между скошенными краями канавок сверла, показанная на фото желтой линией, это сверло будет очень хорошо резать металл.
Шаг 8: Зажим
После того, как вы установите шток, затяните крепежный винт.
Шаг 9: установите длину
Установите направляющую заточки по длине сверла.Конец должен находиться в подвижном лотке, а не висеть в воздухе. Ослабьте металлическую окрашенную гайку. Отрегулируйте черную гайку. Затяните окрашенную металлическую гайку.
Шаг 10: отрегулируйте высоту
Хвостовик должен располагаться под прямым углом к шлифовальному кругу. Для заточки я использую радиально-отрезной станок. Наконечник должен быть совмещен с центром оси шлифовального круга.
Шаг 11: закрепите станок на столе
Бита должна только слегка касаться шлифовального круга.Если надавить слишком сильно, заточить будет очень сложно. Он перегреется, и вы удалите слишком много металла.
Основание направляющей для заточки должно располагаться под прямым углом к шлифовальному кругу (зеленая линия). И поверните верхнюю часть направляющей так, чтобы кончик смотрел немного левее центра (угол между зеленой и желтой линиями). Сдвиньте станок вперед, пока сверло не коснется поверхности шлифовального круга. Прикрепите машину к столу.
Шаг 12: приготовьтесь затачивать
Поверните наконечник вправо.Включите точильный круг.
Шаг 13: затачиваем
Переместите хвостовик направляющей вправо (красная стрелка), чтобы сверло коснулось точильного камня. Желтые волнистые линии представляют собой искры. Когда сверло находится в таком положении, фактически будет происходить заточка.
Шаг 14: поверните биту
Продолжайте сдвигать хвостовую часть направляющей вправо, пока сверло не пройдет за край камня. Чтобы заточить с другой стороны, нужно повернуть ее вокруг своей оси на пол-оборота.
Сначала выключите машину. Затем ослабьте крепление и поверните его на пол-оборота. Край канавки должен быть на одном уровне с острием для заточки. Повторите два предыдущих шага.
Выключите машину. Вытащите его из крепления. Проверьте ширину поперечной режущей кромки. Если вас не устраивает качество заточки, замените ножку и повторите процесс.
Шаг 15: заточенное сверло
На фото хорошая резкость. Режущие кромки не изношены и не закруглены; они резкие и четкие.Длина и угол поперечной режущей кромки тоже неплохие.
Шаг 16: тонкие сверла
Такой инструмент для заточки подходит для 3 мм и более. Если он будет тоньше, заточить с помощью этого приспособления уже не получится.
Для заточки тонких сделайте специальный брусок из деревянного бруска длиной около 10 см. Обратите внимание, что угол между красными линиями составляет 77 °.
Шаг 17: угол между краями деревянного бруска
Вид блока сбоку.Угол между красными линиями 59 °.
Шаг 18: направляющая линия
На верхней плоскости стержня виден треугольный разрез. Этот разрез проходит по всему верхнему краю блока и служит ложем. Угол между красными линиями тоже 59 °. Края треугольного среза используются для выравнивания режущих кромок. Края можно проверить на глаз.
Шаг 19: прикрепите к штанге
Вставьте сверло в прорезь на блоке.Поместите блок в тиски так, чтобы хвостовик находился над губкой, а губка немного выходила за скошенную сторону блока. Поверните, чтобы совместить одну из режущих кромок с передней кромкой треугольной выемки. Закрепите зажимом. Нанесите немного масла на точильный камень. Проведите по скошенной стороне устройства, чтобы заточить сверло.
Когда заточный блок перестанет удалять металл, поверните сверло на пол-оборота и заточите другой край. При необходимости вы можете проверить самодельную заточку с помощью лупы.
При работе с твердыми заготовками рабочая поверхность сверла быстро изнашивается. Тупое сверло станет очень горячим и потеряет прочность. Это связано с «отпусканием» металла. Инструмент необходимо периодически затачивать. Однако это касается не только дрелей.
Сверла недорогое приспособление. Во всяком случае, это те модели, которые используются в домашнем хозяйстве. Однако покупать новые чаевые каждый раз, когда они скучны, расточительно.
Существуют заточные приспособления заводского изготовления, но это нарушает концепцию экономного использования бытовых инструментов.
Сверла по дереву практически не тупят, за исключением того, что инструмент можно «вогнать» на высоких скоростях в смолистую заготовку. Победитовые наконечники по бетону и камню не затачиваются. Остается заточка сверла по металлу. Многие опытные слесари проводят эту процедуру своими руками, без каких-либо приспособлений.
Однако точность работы оставляет желать лучшего, да и не каждый домашний умелец так профессионально развил глаз. В любом случае нужна минимальная механизация.
ВАЖНО! Заточка наконечников напильником, надфилем и даже наждачной бумагой бессмысленна. Для этого потребуется электрический наждак (точилка).
Как сделать самодельную точилку для сверл?
Прежде всего, вам нужно обзавестись средствами контроля. Как бы вы ни точили сверло, вам понадобится шаблон для проверки точности работы.
Обычные сверла для обработки черных металлов имеют угол кромки 115-120 градусов. Если вам нужно работать с разными материалами, ознакомьтесь с таблицей углов:
Обрабатываемый материал Угол заточки Сталь, чугун, карбидная бронза 115-120 Латунные сплавы, мягкая бронза 125-135 Красная медь 125 Алюминий и мягкие сплавы на основе it 135 Керамика, гранит 135 Дерево любых пород 135 Магний и сплавы на его основе 85 Силумин 90-100 Пластик, текстолит 90-100
Зная эти значения, вы можете подготовить несколько шаблонов и в соответствии с ними заточить себя.В этом случае одно и то же сверло можно использовать для разных заготовок, необходимо лишь изменить угол вершины рабочей зоны.
Самый простой, но очень эффективный инструмент для заточки – втулки разного диаметра, закрепленные на каком-то основании.
Схема устройства на иллюстрации:
ВАЖНО! Инструмент в гильзе не должен болтаться, погрешность всего в один градус снизит качество сверления.
Лучше всего сделать целый зажим из медных или алюминиевых трубок для сверл стандартных размеров.Или просверлите достаточно отверстий в мягком материале. Главное – установить на точилку удобный инструмент, который позволит перемещать заточное приспособление под прямым углом, а также послужит надежным упором.
Этим методом пользовались наши деды. Только в качестве материала для изготовления точильного станка использовался уголок, дубовый брус.
В принципе достаточно было поставить перед боковой поверхностью наждака стол или верстак, и заточный станок был готов.При этом качество и точность обработки были на высоком уровне.
Имеются разные чертежи приспособлений для заточки.
Можно использовать уже готовый, либо разработать самостоятельно. Главное понимать принцип работы дрелью.
ВАЖНО! При работе с точилкой не допускайте вращения сверла вокруг своей оси.
Если инструмент повернется хотя бы на миллиметр, он выйдет из строя, и вам придется отшлифовать некоторое расстояние для повторной обработки.
После завершения заточки дайте сверлу остыть и измерьте с помощью шаблона. Оба края должны быть симметричными с точностью до десятых долей миллиметра. Это особенно важно для сверл малого диаметра.
На диаграмме показаны типичные ошибки самозаточки:
Конструкция заточного станка для спиральных сверл по металлу из подручных материалов
За основу взят бытовой шлифовальный станок с гордой надписью «Сделано в Германии», обладающий всеми характеристиками изделия из Поднебесная.Тем не менее работает исправно, биения оси нет, обороты держит под нагрузкой.
Техническое задание было установлено следующим образом:
- наручник должен находиться строго на одной горизонтали (или выше ее) с осью вращения наждака;
- конструкция прочная и надежная, обеспечивающая безопасность работы;
- должна быть возможность как ручной заточки, так и полуавтоматической – с помощью приспособления;
- Форма наконечника позволяет свободно опускать хвостовик сверла на необходимый угол.
Для изготовления светильника не требуются какие-либо дефицитные детали. Все материалы практически лежали под ногами в сарае. Заготовки обрабатывались болгаркой, той же модернизированной точилкой, сваркой.
Так как упор должен был быть качающимся (для полуавтоматического режима), было выполнено шлейфовое соединение. Отверстия для трубки, кронштейна и болта точно совпадают, чтобы избежать люфта. Полученное устройство имеет две степени свободы.
Платформу можно вращать по вертикальной оси, изменяя угол заточки сверла. Эта ось блокируется. Также распорка может качаться, опираясь на горизонтальную ось, обеспечивая правильное сочленение во время заточки. Эта степень свободы не фиксирована.
Для опорной плиты был выбран металл толщиной 4 мм, остальные элементы конструкции – 3 мм. Сил более чем достаточно. Руль жестко связан с наждаком.Конечно, прикреплять его к защитному кожуху недопустимо, поэтому крепим кронштейн с помощью дополнительной металлической «щеки».
Собственно направляющая пластина для сверл привинчивается к инструменту (точнее, к опорной пластине). Пластина имеет толщину 5 мм, в ней прорезан треугольный паз для фиксации сверла во время обработки.
Угол поворота конструкции 90 градусов. Это обеспечит заточку любым способом, от метода Леонтьева – до запрессовки под одним углом с развитием острого угла лезвия за счет кривизны наждака.
Обрабатываемое сверло не только надежно удерживается в канавке – оно может свободно подаваться к абразивному материалу по канавке без малейшего отклонения угла заточки.
За счет некоторого превышения плоскости опорной пластины над осью вращения диска оптимальная форма затылка рабочей кромки заточена.
Перед началом работы прижимаем сверло к пластине и выставляем режущую кромку параллельно пластине.На этом настройка завершена, и вы можете подавать инструмент на наждак. Заточка сверла требует определенных навыков, все делайте медленно, внимательно следите за углом заточки.
Точность работы высочайшая, шаблон практически не требуется. На установку приспособления и регулировку угла уходит некоторое время, но зато можно быстро заточить пару десятков сверл, не затрачивая никаких усилий.
Если необходимо заточить сверло с твердосплавным наконечником, качающуюся пластину можно зафиксировать под фиксированным углом.Все, что вам нужно сделать, это подложить пару шайб под гайку оси.
Несколько слов о наждачном круге
Обычно для универсальных задач в бытовой точилке используют белый корундовый круг. Он отлично точит ножи, топоры и лопаты. Его можно использовать для быстрой обработки металлических заготовок.
При заточке твердосплавных сверл (а для быстрорежущих металлов также требуется более твердый диск) используется абразивный круг из зеленого карбида кремния. Эти кружки обозначены 64C.
Степень выдержки при работе по дому обычно составляет 25H.
При заточке сверл требуется меньшая фракция, лучше работать в диапазоне 8H – 16H. Следует помнить, что наждак из карбида кремния во время работы сильно нагревается. Поэтому нельзя долго держать сверло в контакте с абразивом. Дать металлу остыть через 2–3 подхода. Лучше всего охладить его водой с пищевой содой.
ВАЖНО! Направление вращения абразива определяет качество кромки. Рабочая поверхность диска должна заходить в прорезь, то есть двигаться сверху вниз.
Периферийная поверхность наждака, как основная обрабатываемая поверхность, должна быть идеально ровной. Редактировать можно насадкой Эльбор. Для дисков небольшого диаметра вполне можно обойтись плоскогубцами, в которых держится резак CBN.
Сверла по металлу всегда закалены, но изделия со временем могут затупиться. Естественно, это не повод их выбрасывать. При желании можно своими руками заточить сверло на профессиональном оборудовании или самодельных приспособлениях.
Основные виды заточки
Опытные мастера знают, что заточка сверла по металлу может быть разной. в зависимости от диаметра и характеристик применения .
- Одноплоскостная заточка предназначена для сверл с максимальным диаметром 3 мм. В процессе выполнения работы возможно «скалывание» кромки, поэтому нужно быть очень осторожным. Для правильной заточки изделия его следует нанести на круг и двигать параллельно поверхности.
- Коническая процедура предназначена для больших металлических инструментов. В этом случае инструмент нужно держать обеими руками, производя последовательную заточку.
- Чистовая обработка выполняется после окончания заточки. Благодаря этой процедуре можно отшлифовать режущую кромку и устранить даже самые мелкие зазубрины.
Для правильной заточки сверла своими руками необходимо использовать соответствующие станки. Подобные устройства делятся на 2 группы .
Если вас интересует вопрос, как точить сверло по металлу, то обязательно приобретите соответствующий станок.Для домашних условий подойдет недорогая модель со средней мощностью. Позволит точить небольшие сверла по металлу.
Естественно при покупке нужно обращать внимание на уровень шума , а также на дизайн модели. Лучшим вариантом будет простая машина, ведь подобрать для нее нужные запчасти не составит труда.
Приобретать такие устройства необходимо только в специализированных местах, так как здесь комплект предусматривает наличие техпаспорта.Кроме того, вам выдадут гарантийный талон.
Использование бытовых машин дома
Как упоминалось ранее, желательно использовать бытовые машины дома. С их помощью можно затачивать различные типы сверл. Важно помнить, что для некоторых разновидностей придется покупать соответствующие кружки.
Для самостоятельной заточки сверла следует отдать предпочтение станку, оборудованному универсальным патроном. Он позволяет зажимать элементы разного диаметра.
В комплект часто входят:
- ключей;
- цанга;
- запчасти;
- лампа для рабочей зоны.
Наиболее популярное оборудование – Drill Doctor и GS. Такие изделия предназначены для заточки сверл диаметром 2-13 мм и 14-34 мм. К сожалению, это оборудование не позволяет затачивать слишком тонкие сверла. Для этого придется купить специальный станок.
Все оборудование, предназначенное для заточки сверл в домашних условиях, имеет ряд преимуществ:
- возможность работы от сети;
- высокая производительность;
- простота использования;
- функциональность;
- точность заточки;
- доступная цена;
- компактные размеры;
- легкий вес;
- удобная система управления, благодаря которой можно регулировать интенсивность заточки и ее скорость.
Самодельные заточные приспособления
Если у вас нет подходящего станка, вы можете заточить с помощью других инструментов. Речь идет об электродрели или самодельном оборудовании , созданном по чертежу … Лучше всего второй вариант, иначе можно испортить много сверл до того, как освоишь правильную заточку.
Можно даже создать подходящее устройство своими руками из дерева. Итак, на горизонтальной поверхности закрепляется планка с отверстиями, соответствующими диаметру сверл.Вышеупомянутые отверстия сделаны под небольшим наклоном, чтобы получить требуемый угол заточки.
Некоторые мастера предпочитают электродрели, оснащенные соответствующими насадками. Естественно, что у ассортимент подобных элементов невелик , что затрудняет выполнение заточки своими руками. Как правило, в комплекте с насадками идет камень и поводок. Если вы планируете затачивать сверла с помощью определенного сверла, поводок следует сразу же укоротить.
При желании можно самостоятельно изготовить аналогичную насадку для дрели, руководствуясь рекомендациями, приведенными в соответствующем видео. Такие приспособления необходимо оборудовать крепежом для фиксации дрели.
Особенности процесса заточки
Если вы впервые решили заточить деталь своими руками, проделайте работу в строгой последовательности .
- Сначала обрабатывается тыльная поверхность. Итак, сверло прижимается плотно и постоянно контролируется, чтобы угол заточки оставался прежним.В результате обработки острие сверла будет напоминать обычный конус.
- Дальше очередь режущей части.
- Последний этап – отделка тыльной поверхности. В этом случае необходимо следить за тем, чтобы размер перемычки был не более 0,4 мм. Естественно, для большого сверла по металлу этот параметр должен быть немного выше.
Если что-то не получилось с первого раза, не отчаивайтесь. Лучше всего начинать тренировку с инструментов, которые вряд ли понадобятся.Главное – научиться правильно нажимать и выдерживать угол. При этом необходимо учитывать тот факт, что за сверление отвечают боковые части сверла, а не наконечник. Соответственно, края необходимо заточить.
Важно помнить, что в процессе заточки образуется мелких частиц … При нагревании они разлетаются в виде искр. Именно по этой причине необходимо соблюдать технику безопасности.Речь идет об использовании защитных очков и перчаток. Также при заточке убедитесь, что сверло надежно закреплено. В противном случае он может случайно вырваться из рук.
Если вы решили использовать подходящий станок для заточки, обязательно подготовьте свое рабочее место. В частности, речь идет о хорошем освещении. Вам также нужно носить защитные перчатки и очки .
Для правильной заточки сверла своими руками нужно использовать подходящий прибор … Это может быть бытовой или промышленный станок, а также электродрель со специальной насадкой. Если вы раньше не пробовали затачивать сверло, посмотрите видео, чтобы начать работу.
Самодельное приспособление для заточки концевых фрез
Заточное приспособление для концевых фрез Самодельное приспособление для заточки концевых фрез
20 августа 2016 г. Приспособление для заточки концевых фрез Самодельное приспособление для заточки концевых фрез и подставка, предназначенная для приспособления для заточки самодельных концевых фрез Pinterest, приспособление для заточки самодельных концевых фрез и подставка, предназначенные для использования вне помещений.Устройство имеет встроенный подающий винт. Компоненты были изготовлены из стали. Заточка инструмента Токарный инструмент Металлообрабатывающий инструмент Металлообрабатывающий инструмент Шлифовальный станок Фрезерный станок Инженерный инструмент Слесарь-инструмент Мастерская по металлу.
Заточка концевых фрез YouTube
13 марта 2014 г. · Изготовить приспособление для заточки ножей 8:15. Основы работы с концевой фрезой Продолжительность: 10:07. Стюарт де Аро 97 666 просмотров. 10:07. Заточка некоторых концевых фрез на новой заточке концевых фрез Spindex # 2Шлифовальное приспособление для концевых фрез Grizzly. Это необходимое приспособление для заточки со встроенной точностью и удобной индексацией.Просто вставьте концевую фрезу в цангу 5-C, затяните прилагаемой стяжной гайкой, и вы готовы к шлифовке и правке концевых фрез с 2, 3, 4, 6, 8 или 12 канавками. Основание отшлифовано для обеспечения правильного зазора и углов спуска.
Удивительная идея инструмента DIY Как правильно заточить сверла
17 февраля 2018 · Дата публикации: 18/2/2018 Заголовок: Как шлифовать сверла. Удивительная идея для творчества. Удивительная идея инструмента для самостоятельного изготовления. Станок для заточки сверл MR-13B Заточно-шлифовальный станок 3-13 мм WELDON 1-1 / 4 “ENDMILL ЗАТОЧКА ВОЗДУШНОГО ПОТОКА FIXTURE с WELDON SUB-BASE $ 599.99
Концевая фреза для заточки My Way YouTube
20 августа 2017 г. • Заточил концевую фрезу самодельным приспособлением. Этот индексный стол / разделительную головку я сделал из чертежей / самолетов Энгельса Жерара. home.sca.Шлифовальные приспособления, которые дадут вам точный угол кромки Tormek. Зажимное приспособление – это устройство, в которое вы устанавливаете свой кромочный инструмент для достижения контролируемой заточки. Шаблоны Tormek разработаны для точного и безопасного заточки большинства режущих инструментов. Вы можете плавно заточить свой конкретный инструмент до желаемой формы и ангела и при необходимости повторить заточку.
Приспособления для заточки сверл в магазине GadgetBuilder
Концевые фрезы иногда откалывают конец канавки, и один из способов продолжить их использование – сделать небольшую фаску под углом от 30 ° до 45 ° на конце канавки (аналогично SPA на сверлах, упомянутых выше). В результате не получится резать острые углы под углом 90 °, но очевидно, что они прослужат значительно дольше, чем острый угол, поэтому иногда это делают намеренно во время заточки. Самодельный зажим для заточки концевых фрез HomemadeTools.net, бесплатная электронная книга 173 лучших самодельных инструментов: Самодельный приспособление для заточки концевых фрез.Реклама Реклама. ИНСТРУМЕНТ: приспособление для заточки концевых фрез. СТРОИТЕЛЬ: Гарольд Холл на homews.co.uk. ОПИСАНИЕ: Самодельное приспособление для заточки концевых фрез и подставка для ручного использования. Устройство имеет встроенный подающий винт. Компоненты были изготовлены из стали. РЕЙТИНГ: (3) Post a
Приспособление для заточки кромок концевой фрезы Самодельная кромка концевой фрезы
1 февраля 2017 г. Приспособление для заточки кромок концевых фрез Самодельное приспособление для заточки кромок концевых фрез, изготовленное из стальной заготовки. Заточное приспособление для концевых фрез (с изображениями) Фрезерный станок, самодельное приспособление для заточки концевых фрез и подставка, предназначенные для использования вне помещений.Устройство имеет встроенный подающий винт. Компоненты были изготовлены из стали.
Приспособление для заточки концевых фрез самодельное Стр. 2
14 фев 2016 · Дата регистрации окт 2014 Страна СОЕДИНЕННЫЕ ШТАТЫ Штат / провинция Мэриленд Публикует 2689 сообщений Благодарности Нравится (дано) 1955 лайков (получено) 2021 Самодельное оборудование для заточки концевых фрез, станок для заточки концевых фрез в основном применяется к 1) токарному станку с ЧПУ, 2 ) Обрабатывающий центр с ЧПУ, 3). самодельный станок для заточки концевых фрез Дробилка, карьер, горнодобывающая промышленность и, получите цену и поддержку Приспособление для заточки концевых фрез онлайн из Китая
Учебное пособие по заточке концевых фрез Практический машинист
13 июля 2017 г. · Отодвиньте концевую фрезу от стороны шлифовального круга на 0.010–0,020 дюйма, чтобы избежать притирки режущей кромки. Если после шлифования зазоры концевая фреза выглядит неправильно, продвигайте поперечную подачу на 0,001 дюйма за один раз и шлифуйте ближе к поверхности зуба. В этой части руководства рассматривается только заточка концевых зубьев. Заточное приспособление Стивенсона ER32 Arc Euro Trade, Заточное приспособление Стивенсона ER32. Подробности Это приспособление используется для шлифования концевых фрез с 2, 3, 4, 6 и 12 канавками и ракушечных фрез, обычно на плоском шлифовальном станке, с использованием магнитного стола для удержания приспособления.Он предназначен для шлифования только лица, а не флейты. Любой метрический или имперский хвостовик от 2 до 20 мм можно удерживать с помощью подходящей цанги ER32.
Приспособления для заточки сверл заводского изготовления GadgetBuilder
Концевые фрезы иногда откалывают конец канавки, и один из способов продолжить их использование – сделать небольшую фаску под углом от 30 ° до 45 ° на конце канавки (аналогично SPA на сверлах, упомянутых выше). В результате не будут вырезаны острые углы под углом 90 °, но очевидно, что они прослужат значительно дольше, чем острые углы, поэтому иногда это делается намеренно во время заточки.Приспособления для заточки сверл на заводе Проекты в мастерской, приспособления для заточки сверл на заводе. Самодельное приспособление для заточки концевых фрез и подставка для ручного использования. Устройство имеет встроенный подающий винт. Компоненты были изготовлены из стали. hugh j орнаментальный поворот. Станки Станок с ЧПУ Вертикальный фрезерный станок 3d Сверлильный станок с ЧПУ Машиностроение Ювелирные изделия Инструменты Diy Инструменты Кузнечное дело.
56 Best Universal Cutter Grinder images Механический цех
6 августа 2017 г. Посетите доску prjones3 «Универсальный резак-шлифовальный станок», за которой следят 978 человек на Pinterest.См. Другие идеи о механическом цехе, шлифовальном станке, станках. Концевые шлифовальные приспособления для концевых фрез The Hobby-Machinist, 24 августа 2016 г. · Хотелось бы иметь какое-нибудь приспособление для обработки растущей коллекции из 4 канавок и меньшего диаметра, которые я затупил. На YouTube было видео, на котором кто-то использовал шлифовальный станок в стойке токарного станка с концевой фрезой в патроне. Затем заточка с помощью крестового суппорта и компаунда. Это казалось потенциальным решением, но я не пробовал его
Приспособление для заточки концевых фрез от Гарольда Холла – Самодельный конец
Самодельное приспособление для заточки концевых фрез и подставка для ручного использования.Устройство имеет встроенный подающий винт. Компоненты были изготовлены из стали. Приспособление для заточки концевых фрез самодельное Практичный машинист, 13 февраля 2016 г. · Дата регистрации фев 2010 Местоположение ch Сообщений 2,475 Сообщение Спасибо Нравится Нравится (дано) 212 Нравится (получено) 323
Заточка концевых фрез Страница 2 Домашний машинист!
18 декабря 2007 г. · Заточка концевых фрез. Темы включают: станки и оснастку, прецизионные измерения, материалы и их свойства, электрические обсуждения, связанные со станками, установками, приспособлениями и приспособлениями, и другие общие обсуждения, связанные с любительской обработкой.Приспособление для заточки концевых фрез от Harold Hall – самодельное приспособление для заточки концевых фрез, самодельное приспособление для заточки концевых фрез и упор, предназначенный для использования вне помещений. Устройство имеет встроенный подающий винт. Компоненты были изготовлены из стали.
Самодельная точилка для концевых фрез
Самодельное приспособление для заточки концевых фрез. Самодельная точилка для концевых фрез из искусственного песка для изготовления самодельной точилки для концевых фрез, построенная из лишних компонентов, приспособление включает 24 фиксатора и способно затачивать концевые детали с 2 4 канавками.Самодельная концевая фреза Филиппа Дюкло Самодельная концевая шлифовальная фреза «Практический машинист», 19 января 2012 г. · Наше развитие подтверждается тем фактом, что ни один из нас не видел, чтобы дешевый азиатский токарный станок соответствовал любой необходимой функции при заточке концевых фрез. Хорошо, достаточно удовольствия, спасибо за приспособление для заточки концевых фрез
(с изображениями) Фрезерный станок
Самодельное приспособление для заточки концевых фрез и подставка для ручного использования. Устройство имеет встроенный подающий винт. Компоненты были изготовлены из стали.Самодельное приспособление для заточки концевых фрез Страница 2, 14 февраля 2016 г. · Дата регистрации октябрь 2014 г. Страна СОЕДИНЕННЫЕ ШТАТЫ Штат / провинция Мэриленд Сообщений 2 689 Сообщений Спасибо Нравится Нравится (дано) 1955 Нравится (получено) 2021
Концевые фрезы для ручной заточки Практический машинист
21 февраля 2014 г. · Концевые фрезы для ручной заточки Я исследовал самодельный инструмент и приспособление для заточки резцов “Tinker” и наткнулся на кого-то, кто сказал, что у нее есть инструктор, который вручную затачивает END MILL RE-SHARPENER EMG-413, пожалуйста, используйте SDC алмазный круг для твердосплавной концевой фрезы; Для концевой фрезы из быстрорежущей стали используйте алмазный круг из CBN.2. Определите канавку концевой фрезы и используйте соответствующий держатель цанги; EMG-413 подходит для концевых фрез с 2, 3 и 4 зубьями. 3. Центровка концевой фрезы
Заточка концевой фрезы Page 2 Домашний машинист!
18 декабря 2007 г. · Темы по заточке концевых фрез: станки и оснастка, прецизионные измерения, материалы и их свойства, электрические обсуждения, связанные со станками, установками, приспособлениями и кондукторами, Практическое руководство по заточке концевых фрез, 13 июля 2017 г. · Move концевую фрезу от стороны шлифовального круга на 0.010–0,020 дюйма, чтобы избежать притирки режущей кромки. Если после шлифования зазоры концевая фреза выглядит неправильно, продвигайте поперечную подачу на 0,001 дюйма за один раз и шлифуйте ближе к поверхности зуба. В этой части руководства рассматривается только заточка конца
Самодельное оборудование для заточки концевых фрез
Приспособление для заточки концевых фрез. 13 февраля 2016 г. · Самодельное приспособление для заточки концевых фрез Привет, ребята, я хотел бы поделиться с вами еще одним маленьким проектом, завершившимся несколько дней назад. Показывает, что станки для заточки инструментов не являются Cuttermasters, Лучшее в своем классе сверло, Концевая фреза, Инструмент Шлифовальные машины и диски.Cuttermasters всегда рядом, чтобы помочь с повседневными и специальными потребностями в шлифовании. Дом CUTTERMASTER Professional и Tradesman DC Настольные шлифовальные машины, Cuttermasters
Самодельное приспособление для заточки концевых фрез
Шаблон для заточки концевых фрез Концевые фрезы иногда откалывают конец канавки, и один из способов продолжить их использование – это сделать небольшую фаску под углом от 30 ° до 45 ° на конце канавки, аналогично SPA на сверлах, указанных выше ° углы Но получить цену Приспособление для заточки концевых фрез Самодельное приспособление для заточки концевых фрез Самодельное приспособление для заточки концевых фрез Советы по точению деталей на ручных токарных станках, часть 2 Металл, Советы по токарной обработке деталей на ручных токарных станках, часть 2.Инструмент Radius Turning Tool. Инструмент Radius Turning Tool отрезает шарообразный конец или поворачивает радиус на конце заготовки. 84833. Самодельное приспособление для заточки концевых фрез
Заточка концевых фрез Домашний машинист!
05 декабря 2007 г. · Концы концевых фрез, даже концевых фрез с несколькими зубьями, можно успешно отшлифовать вручную, хотя добиться того, чтобы все зубья нарезались в одной плоскости без шлифовального станка, было непросто. Это не должно помешать вам использовать небольшой квадратик и несколько тщательно отшлифованных деталей для восстановления конца,
инструментов торговли! – Drill Doctor Bit Sharpener
Сверла дорогие, и я склонен относиться к ним несколько оскорбительно.Их дешевле затачивать, чем заменять, особенно для больших сверл. Узнайте больше, чтобы узнать о моем опыте использования точилки для сверл Drill Doctor.
Всем привет! Я очень люблю рентабельность инвестиций (возврат инвестиций), поэтому обычно, покупая инструменты, я стараюсь быть уверенным, что верну свои деньги взамен. В этом случае, держу пари, я вложил сотни долларов в сверла, и за последние 10 лет или около того я использовал их и злоупотреблял ими. Большинство из них тупые или сломанные и расстраивают меня, когда я пытаюсь их использовать.
Вместо того, чтобы покупать все новые сверла, я хотел поэкспериментировать с заточкой собственных. Я пробовал это в прошлом с помощью настольного точильного станка, но безуспешно. Итак, я пошел и купил доктора-дрели.
Бур др. утверждает, что это простое решение для заточки старых сверл. Учитывая, что некоторые из более крупных сверл стоят до 20 долларов и более, мои деньги быстро вернутся.
Единственное различие между DD750X и DD500X состоит в том, что 750 может затачивать сверло диаметром до 3/4 дюйма и устанавливать MTO (вынос материала).Если у вас уже есть DD500X или вы нашли его по дешевке, не бойтесь, вы можете купить патрон большего размера в качестве дополнения. Вы также можете приобрести патрон, который подходит для сверл с левосторонней (обратной) спиралью.
Приблизительно по цене 130 долларов, если я заточу около 15 сверл большего размера, я окуплю все свои вложения.
У меня есть много битов, на которых можно попрактиковаться:
Моя огромная куча тупых и сломанных сверл
Достаем дрель dr. И инструкция
Сначала нужно слегка вставить сверло в держатель и вставить его в приспособление для центровки на сверле-докторе
Две ручки на кувшине помогают выровнять сверло по самой узкой части сверла.Этот шаг очень важен.
Если у вас действительно плохое сверло, на 750x есть настройка отбора материала MTO. Когда вы регулируете съем материала, он перемещает головку болта внутрь и наружу, как показано в нижней части рисунка выше. Этот параметр настраивается на более или менее агрессивную резкость. Более агрессивный для сильно изношенных или поврежденных бит и менее агрессивный для тех, которым просто нужна легкая заточка.
Ручка MTO – черная в правом нижнем углу рисунка.
После выравнивания ослабьте зажим, вытащите зажимной патрон и полностью затяните его.
Затем совместите белую линию на патроне со штифтом на отверстии для заточки, затем начните вращать по часовой стрелке, пока не прекратится шлифовальный шум.
Это может занять от 4 полуоборотов или до 20+ полуоборотов, в зависимости от того, насколько агрессивно вы устанавливаете MTO. На действительно плохих или сломанных сверлах вам, возможно, придется снова вставить их в кондуктор и настраивать несколько раз, пока они снова не станут острыми.Это действительно несложно и занимает всего пару минут на бит.
УБЕДИТЕСЬ, ЧТО НЕТ – берите любые левосторонние (обратные) спиральные сверла из коробки, если вы не приобрели дополнительный левосторонний патрон! Я случайно сделал это и полностью испортил один из своих битов. Это поправимо, но я потратил кучу времени.
Точки разделения используются для более быстрого бурения и уменьшения времени обхода, если вы не пробурите пилотное отверстие.
Чтобы создать точку разделения с помощью Drill Dr.750x оставить сверло в патроне после заточки. Снимите крышку с бокового порта. Совместите белые линии и вставьте патрон в разъем. Затем поверните на 180 градусов и повторите с другой стороны. Если все сделано правильно, линии разделения должны быть почти прямыми, если смотреть на кончик.
Расщепление острия сверла.
Вот вид бита в порте разделения.
Сверло заостренное и разрезное. Именно здесь вы можете видеть, что линия от разделения с обеих сторон почти прямая.
ДА, но это требует времени.
У меня есть сверло диаметром 3/4 дюйма, которое я сломал пополам много лет назад. Слишком зол на потраченные впустую вложения, я не мог заставить себя выбросить их. Решил попробовать и посмотреть, сможет ли Drill Doctor его спасти.
Сломанное сверло 3/4 ″…
Здесь затачивается (после выставления МТО на максимум и переустановки в приспособлении примерно 5 раз) и точка разделения.
Одна из самых крутых особенностей Drill Doctor – теперь я не попаду в затруднительное положение, если сломаю сверло в середине проекта.Я могу просто взять точилку с полки и минут через 5 вернуться к работе. Больше не нужно бегать в магазин поздно ночью и надеяться, что у них есть бит определенного размера на складе.
Надеюсь, это поможет, я определенно порекомендую Drill Doctor всем, у кого есть много тупых, сломанных или иным образом изношенных сверл, которые могут использовать второй шанс.
А теперь ВЫ, выходите в гараж и над чем-нибудь поработайте!
СвязанныеМокрая шлифовальная машина для заточки сверл?
Вот пара ссылок, которые могут помочь:http: // www.mmsonline.com/articles/choose-the-best-drill-point-geometry
http://www.newmantools.com/machines/drillpoint.html
http://www.gadgetbuilder.com/DrillSharp.html. У этого парня есть обширный сайт.
http://www.sciencedirect.com/science/article/pii/S0007850607609998 Вы должны быть готовы за это платить.
http://stusshed.com/2010/08/29/drill-bit-sharpening/. Этот парень освещает прибор, о котором вы говорите, но, возможно, не отвечает на многие вопросы.
http://homews.co.uk / page360.html. Точка зрения Гарольда Холлса.
Ссылки очень много, но тема интересная и хорошо изученная. Я уверен, что вы видели некоторые из них, наверное, есть и другие, которые можно добавить в список.
Привет всем . Прежде всего я знаю, что это СТАРАЯ ветка. исходный постер не появлялся здесь пару месяцев, и два респондента решили перейти на другие форумы. Я предпочитаю продолжить эту ветку, а не начинать новую.Технология, безусловно, имеет свои достоинства и, откровенно говоря, некоторые недостатки. Большинство людей, в данном случае владельцев домашних магазинов, должны спросить, стоит ли того дополнительных сложностей. Откровенно говоря, если вы много работаете с латуни или другими сплавами, шлифование может быть больше проблем, чем оно того стоит.Вы также можете прочитать здесь
10-дюймовый мокрый шлифовальный станок
Шлифовальные инструменты из быстрорежущей стали
Я подумал об одном из этих приспособлений. Я смотрел видео и читал обзоры. Отзывы отличные. длиться дольше и резать ровнее.
Я всегда считал, что цена Tormek завышена. С другой стороны, все четырехугольные приспособления DIY для более обычных шлифовальных машин довольно сложны. За эту цену вы могли купить два дешевых Drill Doctor или один из лучших и получить специальный станок. Поэтому вы должны спросить, что вы получите за такую высокую цену.Единственный недостаток – цена. Похоже, что 272,00 доллара США не имеют выгодной цены, они во многих случаях поставляются напрямую с tormek.
Конические сверла существуют всегда, они являются универсальным решением. Drill Doctor на самом деле является довольно инновационным недорогим решением для шлифования обычных сверл. Дело в том, что вы обнаружите, что в зависимости от просверливаемого материала четырехфасеточные сверла могут быть худшим выбором по сравнению с обычными шлифовальными станками.Если вы сверляете материалы, в которых коронки имеют тенденцию закручиваться или заедать, вам действительно снова нужен другой подход.В отзывах говорится, что это лучше, чем доктор дрель. Другая сложная часть этого пути – вам понадобится от 250 до 500 долларов. мокрая шлифовальная машина, чтобы надеть вещь.
Изготовитель инструмента и штампов однажды показал мне совершенно другую заточку спирального сверла, которую он использует при сверлении листового металла. Эта заточка выглядела как бред-пойнт. Дело здесь (да, каламбур) в том, что разные способы использования выигрывают от разных подходов.
Помимо всего вышеперечисленного, я считаю, что обычная шлифовка с точкой разделения дает вам большую часть преимуществ четырехгранной шлифовки с гораздо меньшими проблемами.Я бы серьезно подумал о заточке с разделительной точкой, если прямо сейчас у вас возникли проблемы с процессом сверления. Я могу ошибаться, но я считаю, что большинство врачей-практиков поддерживают это. Если вы посмотрите на геометрию, точки разделения кажутся компромиссом, который представляет собой почти четырехгранную шлифовку.
Я уже вложил средства в 10-дюймовую шлифовальную машину SheppachНе я! Как я уже сказал выше, бай-ин на Tormek сейчас для меня слишком высок. Могу ли я пойти по этому пути в будущем – сложно сказать, мне просто не хватает многих других важных инструментов в магазине прямо сейчас. Кроме того, было бы более конструктивно сэкономить на более обычном шлифовальном станке.. Я думал о том, чтобы попытаться сделать такую, но есть много деталей, и это кажется хорошо продуманным. Так что я мог бы потратить много часов, связывая это, чтобы понять это и изготовить.
Кто-нибудь здесь прошел по этому маршруту? У вас есть DBS 22, вы его производите или нашли более дешевую жизнеспособную замену?
Четырехгранная шлифовка действительно лучше подходит для требовательных применений, но вы должны спросить себя, что именно вы делаете, чтобы оправдать дополнительные расходы.У меня есть доктор-дрель старшего поколения, и он работает нормально.Я подумал о том, чтобы перейти на более новую, у них тоже хорошие отзывы. Но если DBS 22 действительно лучше, я могу пойти по этому пути.
Если бы он был абсолютно превосходным, я думаю, вы бы увидели больше фабрик, поставляющих сверла с заточкой.Я с трудом воспринимаю это как помолку общего назначения.Стоят ли они своих денег? действительно ли они лучше врача-инструктора? действительно ли четыре грани лучше хорошей фабричной или DD шлифовки?
Я бы не назвал Drill Doctor игрушкой. Он действительно находится в собственном классе по тому, чего он может достичь по установленной цене. Что касается того, как долго все длится, первое, что я хочу спросить, это то, что у вас сейчас огромные проблемы.Я читал такие вещи, как tormek DBS 22 делает дрель-доктора похожей на детскую игрушку. А четырехгранная геометрия служит в четыре раза дольше заводской шлифовки. так что я надеюсь, что кто-то сможет это подтвердить.
Эта резина соответствует дорожному виду инструмента. сверление – наиболее распространенная задача согласования, и правильно заточенное сверло не имеет замены.