Самодельный заточной станок для фрез по металлу
Рейтинг статьиЗагрузка…
Навигация
Искать
Приспособление для заточки фрез
- » rel=»nofollow»>
Подробности Обновлено: 13.01.2017 11:03 Автор: Алешкин Просмотров: 7902
Самодельное приспособление для заточки фрез и прочего режущего инструмента.
В процессе эксплуатации своих станочков, возникла необходимость в таком устройстве.
Заточить сверло можно и руками, а как быть с фрезами, где не две, а четыре, и более кромок только снизу, и нужна более мене точная геометрия, а размер мелкий.
Вот и решил сделать такое приспособление.
Это простой механизм подачи взад и вперед, плюс наклон и поворот.
Будет устанавливаться просто рядом с наждаком.
Из доступных материалов был алюминий, немного стали, и наждак.
Как это сделано сейчас покажу на фотографиях.
Начнем с устройства, которое должно удерживать фрезу или сверло, то есть шпиндель, для установки инструмента.
Для этого у меня есть такая деталь в ней конус морзе номер два (КМ2), это то что мне нужно.
Ведь у моих станочков тоже везде КМ2, и можно использовать их оснастку, а врезы и сверла с таким конусом можно будет ставить устанавливать прямо в шпиндель.
Убрал всё лишние с этой оправки.
Получился маленький шпиндель, который может поворачиваться вокруг своей оси.
Немного доработаю, просверлю отверстие для шомпола, который будет фиксировать инструмент от внезапного выпадения из шпинделя.
Теперь шпиндель сможет принимать любой инструмент с КМ2, как с лапкой так и с резьбой М10, сверлильный или цанговый патрон, фрезы с КМ2 и всевозможные оправки для дисковых фрез.
Теперь корпус для этого шпинделя.
Осталось сделать запорное колечко для шпинделя и ручку.
Ручка для вращения вокруг оси шпинделя.
Вот так выглядит первая собранная деталька для моего приспособления.
Примерка оснастки, сверлильный патрон.
Теперь можно заняться механизмом перемещения, это будет вроде небольшого крестового столика, по типу как у фрезерного станка только с поворотом вокруг своей оси.
Пилю заготовку для стола.
Фрезерую будущие оси перемещения.
Заготовка стола для установки шпинделя.
Заготовка готова, для фрезеровки ласточкина хвоста.
Фрезерую ласточкин хвост.
Сверлю нарезаю резьбу и добавляю гайку перемещения по оси.
Примеряю направляющею к столу, винтом для неё будет обычная шпилька.
Опоры винта сделаны из двух небольших кусков алюминия.
Общий вид готовой оси с примеркой цангового патрона.
Вот уже вырисовывается общий вид приспособления, но это только проект.
Было немного свободного времени и я провёл его в мастерской, занимаясь ушами или петлями, для наклона и поворотной площадкой с осью.
Что бы петли или уши, были одинаковые, я их соединил сразу в одну заготовку.
И тогда просверлил и расточил отверстия под ось.
Немного срезал лишнего алюминия и просверлил, затем нарезал резьбу, под винты регулировки петель.
Вторая ось перемещения, не чем не отличается в прицепе от первой, только нет винта подачи и стол немного шире.
Поворотная площадка в виде обычного блинчика.
Вот такой простой цилиндр будет в роли моей оси наклона.
Примерил всё к столу остаётся только просверлить и собрать этот узел.
Просверлил и собрал.
Собираю две оси в одно целое устройство.
Опять сверлим и нарезаем резьбу под винты.
Вырезал уголок и поставил на него штырь, для чтения ленточки фрезы при заточке.
Так всё устройство выглядит в сборе.
В выходные на даче не утерпел и провёл первые испытания, попробовал выровнять а потом заточить торец фрезы.
Для этого закрепил на столе, свою самодельную приспособу саморезами, возле наждака.
Вот видео отчёт по эксперименту.
Остаётся доработать заточку ленточек фрезы и сделать упор ограничивающий падачу фрезы в перёд, ну и напоследок столик для этого устройства.
Для тех кому интересна эта тема, ниже ссылка на продолжение.
Станок для заточки фрез по металлу
Николай Чернак рассказал о самодельном станке, который он использует для заточки концевых фрез по металлу. История приобретения. В одно воскресенье заехал на барахолку и обратил внимание, что человек продает интересный станок. Как только покупатель проявил интерес, сразу подошел человек, сказал, что тоже хочет купить станок и торгуется с утра. Ему станок этот нужен для изготовления воблеров для рыбалки. Он хочет из него сделать копир. Николай взял на некоторое время этот самодельный станок, чтобы сделать его обзор.
История приобретения. В одно воскресенье заехал на барахолку и обратил внимание, что человек продает интересный станок. Как только покупатель проявил интерес, сразу подошел человек, сказал, что тоже хочет купить станок и торгуется с утра. Ему станок этот нужен для изготовления воблеров для рыбалки. Он хочет из него сделать копир. Николай взял на некоторое время этот самодельный станок, чтобы сделать его обзор.
Особенности станка
Рассмотрим возможности этого станка, для чего он предназначен. Имеет регулировку длины по фрезе. То есть, можно длинные фрезы зажимать. Имеется много отверстий, проточка для установки необходимой длины. Упор.
В одной части не хватает деталей. Судя потому, что здесь нарезана резьба, должны быть патроны для зажима других фрез. Не хватает цанг. На внешней стороне патрона имеется 16 отверстий. Здесь тоже должен быть штифт, плотно вставляться и делить на кратное количество. Движение от руки, немного туговато. Судя по цанге, если найти другие размеры, можно заложить достаточно толстую фрезу по диаметру.
Привод осуществляется двумя шаговыми двигателями. Есть реверс. По оси Y автоматическое движение всей каретки.
То есть, можно передвигать вручную или электромотором.
Электроника, 3 платы. Она была неисправная. Владелец отремонтировал. Всё равно нет четкой синхронизации двух моторов. Для подачи по оси Y имеется шаговый мотор. Он приводит каретку в автоматическую движение. Установив упоры, можно установить автоматическую подачу налево или направо.
Как работает станок
Подключаем питание. Ставим упоры. Для правки камня предусмотрен алмазный штифт. Он подводится, закрепляется и автоматически правится камень. Есть вращение в две стороны, переключатель. Синхронности нет, это не беда – можно приделать упор, копировальную иглу снизу. Она будет вращать синхронно движению камня и затачивать в определенном месте спираль. Концевые фрезы затачиваются как правило по задней части режущей кромки. В редких случаях затачивают переднюю часть – если фреза имеет неровную затылованную часть. В нашем случае можно затачивать по заднему углу. Это о боковой поверхности фрезы.
В нашем случае можно затачивать по заднему углу. Это о боковой поверхности фрезы.
Что касается торцевой поверхности, этим станком не удастся заточить. Это связано с тем, что вокруг не может принять определенное положение относительно инструмента. Подача самого Круга по оси X очень хорошая, тоже микронная.
Этот станок выполнен скорее всего не без участия заводских деталей. Всё сделано достаточно аккуратно. В некоторых местах есть подтёки краски. Было интересно, поэтому вскрыл коробки, посмотрел на радиодетали. Все они советского производства. Микросхемы советские, старые транзисторы. В одном месте на травленой плате увидел надпись: смотреть журнал радио за 2001 год, номер 6, страница 35. Посмотрел эту статью – это регулировка скорости подачи каретки.
Обратите внимание, что заточка инструмента происходит навстречу движению фрезы. В планах сделать свой самодельный станок, с большими возможностями, крупнее.
Заточка фрез по металлу: концевых, червячных
Методика выполнения заточки концевых фрез по металлу
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых фрез для работы с металлами, древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых фрез для работы с металлами, древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
Заточка инструмента
Заточка производится для восстановления режущей способности, с проведением операций выполняемых поконтурно и раздельно.
Фрезы, поступившие на заточку, обычно предварительно шлифуют по цилиндрической поверхности с применением кругло-шлифовального станка для устранения повреждений с дальнейшей заточкой задней или передней части зубьев.
Концевые фрезы, имеющие остроконечную форму зубьев, затачивают по задней поверхности специальным кругом тарельчатой или чашечной формы. Для этого производят установку круга по отношению к оси под углом 89°, что позволяет достичь требуемого контакта между соприкасающимися поверхностями.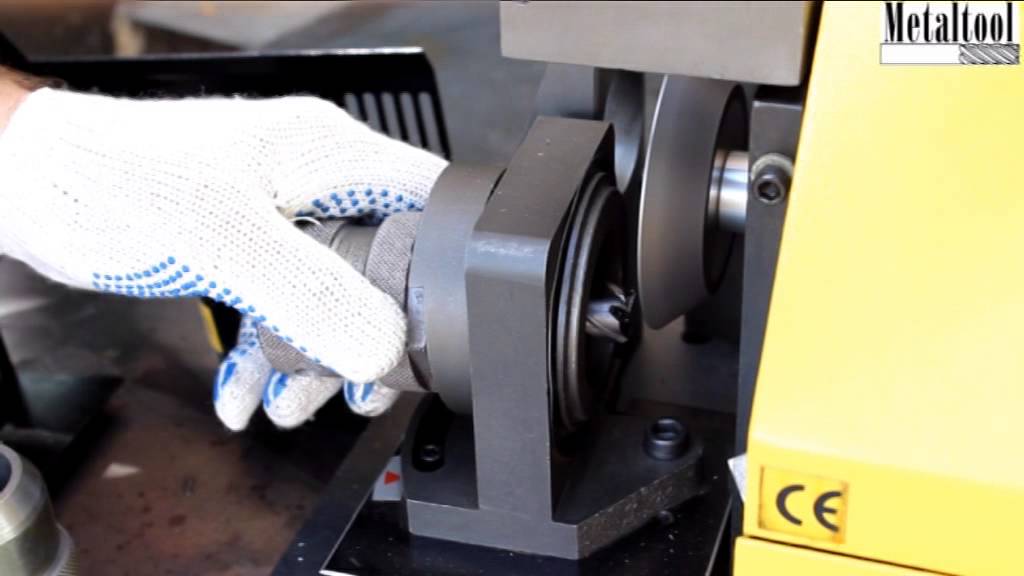
При выполнении заточки задних поверхностей концевых фрез применяют 2 основных метода:
При использовании полиэлементного метода режущие кромки затачиваются отдельно. Сначала производится заточка главных поверхностей всех зубьев, затем вспомогательных и переходных.
При контурном методе – заточка, производится последовательно каждого зуба за одну операцию. Применяется также однооборотный метод заточки, когда режущие кромки обрабатываются за одну операцию. Все зубья затачиваются за один оборот, припуск удаляется с помощью операции шлифования.
Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных).
 Используются на установках при вертикально-фрезерной обработке.
Используются на установках при вертикально-фрезерной обработке. - Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
 Используются на установках при вертикально-фрезерной обработке.
Используются на установках при вертикально-фрезерной обработке.Рис. 2 Набор червячных фрез.
Для обработки заготовок используется оснастка, которая предназначена для работ:
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
Использование оборудования для заточки червячных фрез
При обработке заготовок наиболее часто используются червячные фрезы.
Рис. 3 Процесс заточки червячный фрезы на универсальном станке.
Характеристики червячных фрез строго регламентированы ГОСТ 9324-60 и производятся:
- цельными;
- сборными (сварные, вставные).
Сборные червячные фрезы (для модулей с 10 до 16) применяются со вставными гребенками, которые выполняются из быстрорежущей литой стали или кованными.
Червячные фрезы (для модулей с 18 по 30) изготавливаются путем сварки, и посадки зубьев из углеродистой стали на основание.
При использовании червячных фрез для нарезания цилиндрических зубчатых колес рабочие части зуба изнашиваются неравномерно.
Для повышения срока использования червячных фрез предлагается метод высотной коррекции за счет изменения формы пространственной кривой характеризующей рабочий процесс. Применяется также метод осевых смещений инструмента, который повышает скорость проведения операций с увеличением срока использования червячных фрез.
Процесс заточки затылованных червячных фрез выполняется по передней части, а острозаточенных по задней поверхности зуба. После окончания процесса заточки производятся замеры:
После окончания процесса заточки производятся замеры:
- профиля поверхности передней;
- шага окружного;
- соответствия канавок стружечных.
Виды оснастки применяемой для фиксации инструмента
Оснастка, используемая для крепления инструмента, делится на 2 типа:
Концевая оснастка крепится с помощью цанги и патрона, а насадочная используется путем установки на шпиндель с применением специальной оправки.
Для крепления инструмента производят оправки 2-х видов:
Центровые оправки производят с коническим хвостовиком, который имеет размеры соответствующие отверстию в шпинделе, и производят 2-х типов 7:24 и конус Морзе.
Допускается при использовании данного типа оправок устанавливать несколько режущих инструментов с фиксацией специальными кольцами.
При применении цилиндрической концевой фрезы необходим патрон с цангой. Обычно в оснастку входит 7-11 цанг позволяющих подобрать необходимый размер для надежной фиксации.
Цанговый патрон с цангами
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность.
Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Использование дополнительных приспособлений
Для фиксации деталей имеющих цилиндрическую форму используют трехкулачковый патрон и специальные центры, которые с помощью хомутиков и люнетов осуществляют фиксацию, а также использования делительных головок. Данные приспособления применяются для обработки деталей под заданным углом при вращении.
Делительная головка состоит из элементов:
На шпиндель крепится трехкулачковый патрон, предназначенный для фиксации заготовки другой конец, которой упирается в бабку. Колодка может вращаться с фиксацией под требуемым углом. При обработке длинной заготовки для фиксации используются люнеты.
При обработке длинной заготовки для фиксации используются люнеты.
Заточной станок для фрез по металлу
Станки универсальные для заточки фрез
Макс. длина ножей: 300 мм
Мощность: 2,2 кВт
Макс. Ø насадочного инструмента: 250 мм
Макс. Ø концевых фрез: 26 мм
Мощность: 1,1 кВт
Макс. длина ножей: 720 — 1200 мм
Мощность: 1,5 кВт
Вес: 920 — 1300 кг
Макс. длина ножей: 400 мм
Мощность: 0,55 кВт
Макс. Ø насадных фрез: 250 мм
Макс. Ø концевых фрез: 25 мм
Макс. Ø сверл: 25 мм
Мощность: 1,1 кВт
Макс. длина ножей: 230 мм
Мощность: 1,1 кВт
Макс. длина ножей: 300 мм
Мощность: 1,7 кВт
Макс. длина ножей: 230 мм
Мощность: 0,76 кВт
Максимальные размеры фрез (D x d x B): 380 х 50 х 300 мм
Мощность: 0,7 кВт
Максимальные размеры фрез (D x d x B): 300 х 50 х 300 мм
Мощность: 0,55 кВт
Максимальные размеры фрез (D x d x B): 200х40х150 мм
Мощность: 0,55 кВт
Макс. Ø насадных фрез: 250 мм
Ø насадных фрез: 250 мм
Макс. Ø концевых фрез: 25 мм
Макс. Ø сверл: 25 мм
Мощность: 2,2 кВт
Широкое применение станки универсальные для заточки фрез нашли в обслуживании режущего инструмента деревообрабатывающего оборудования на столярных и мебельных предприятиях. Заточку насадных фрез, строгальных головок ножевых барабанов, а также строгальных ножей и концевых фрез можно выполнять на заточных станках универсального назначения.
Различие и особенности универсальных станков для заточки фрез
Различие моделей станков заключается, в основном, в геометрических параметрах обрабатываемого инструмента. Конструктивная схема станков универсальных для заточки фрез строится на массивной станине, которая и обеспечивает отсутствием вибрации высокую точность выполняемых операций.
Некоторые модели имеют автоматический режим заточки инструмента, фактические параметры которого вводятся при помощи пульта управления. Все станки имеют подачу охлаждающей жидкости в зону заточки, которая повышает ее качество и точность.
Есть модели имеющие ручной режим заточки, и при этом сохраняющие высокую точность позиционирования затачиваемого инструмента. Особое внимание привлекают к себе станки универсальные для заточки фрез, которые имеют продольное и поперечное перемещения стола при помощи механических передач.
Большой выбор станков может представлять некоторую трудность. Но на вопрос «что выбрать?» вам подскажут ответ консультанты нашей компании, имеющие большой опыт реализации и наладки данного оборудования. Мы готовы поставить любое оборудование для сервисных центров, осуществляющих заточку дереворежущего инструмента, а также для заточных участков крупных мебельных и лесопильных производств.
Станки универсальные для заточки фрез
Макс. длина ножей: 300 мм
Мощность: 2,2 кВт
Макс. Ø насадочного инструмента: 250 мм
Макс. Ø концевых фрез: 26 мм
Мощность: 1,1 кВт
Макс. длина ножей: 720 — 1200 мм
Мощность: 1,5 кВт
Вес: 920 — 1300 кг
Макс. длина ножей: 400 мм
Мощность: 0,55 кВт
Макс. Ø насадных фрез: 250 мм
Ø насадных фрез: 250 мм
Макс. Ø концевых фрез: 25 мм
Макс. Ø сверл: 25 мм
Мощность: 1,1 кВт
Макс. длина ножей: 230 мм
Мощность: 1,1 кВт
Макс. длина ножей: 300 мм
Мощность: 1,7 кВт
Макс. длина ножей: 230 мм
Мощность: 0,76 кВт
Максимальные размеры фрез (D x d x B): 380 х 50 х 300 мм
Мощность: 0,7 кВт
Максимальные размеры фрез (D x d x B): 300 х 50 х 300 мм
Мощность: 0,55 кВт
Максимальные размеры фрез (D x d x B): 200х40х150 мм
Мощность: 0,55 кВт
Макс. Ø насадных фрез: 250 мм
Макс. Ø концевых фрез: 25 мм
Макс. Ø сверл: 25 мм
Мощность: 2,2 кВт
Широкое применение станки универсальные для заточки фрез нашли в обслуживании режущего инструмента деревообрабатывающего оборудования на столярных и мебельных предприятиях. Заточку насадных фрез, строгальных головок ножевых барабанов, а также строгальных ножей и концевых фрез можно выполнять на заточных станках универсального назначения.
Различие и особенности универсальных станков для заточки фрез
Различие моделей станков заключается, в основном, в геометрических параметрах обрабатываемого инструмента. Конструктивная схема станков универсальных для заточки фрез строится на массивной станине, которая и обеспечивает отсутствием вибрации высокую точность выполняемых операций.
Некоторые модели имеют автоматический режим заточки инструмента, фактические параметры которого вводятся при помощи пульта управления. Все станки имеют подачу охлаждающей жидкости в зону заточки, которая повышает ее качество и точность.
Есть модели имеющие ручной режим заточки, и при этом сохраняющие высокую точность позиционирования затачиваемого инструмента. Особое внимание привлекают к себе станки универсальные для заточки фрез, которые имеют продольное и поперечное перемещения стола при помощи механических передач.
Большой выбор станков может представлять некоторую трудность. Но на вопрос «что выбрать?» вам подскажут ответ консультанты нашей компании, имеющие большой опыт реализации и наладки данного оборудования. Мы готовы поставить любое оборудование для сервисных центров, осуществляющих заточку дереворежущего инструмента, а также для заточных участков крупных мебельных и лесопильных производств.
Мы готовы поставить любое оборудование для сервисных центров, осуществляющих заточку дереворежущего инструмента, а также для заточных участков крупных мебельных и лесопильных производств.
Заточные станки для заточки концевых фрез
Удобные станки для заточки фрез серии MRCM MR диаметром от 4 до 14 мм по режущим кромкам и ленточке. Легкая, быстрая и качественная заточка концевых фрез из твердых сплавов и быстрорежущей стали. Очень простая работа на станке, не требующая никаких специальных знаний и навыков. Заточка торцевых режущих кромок, заточка заднего угла и подточка перемычки 2-х, 3-х и 4-х зубых концевых фрез. Высококачественный заточной круг Legao (Тайвань) с долгим сроком службы в комплекте поставки.
На сайте Станкофф.RU вы можете купить станки для заточки фрез ведущих производителей. В наличии и под заказ более 5 моделей заточных станков для концевых фрез по дереву по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Сфера применения
Фрезеровочный и сверлильный инструмент отличается многообразием форм и материала изготовления. Оснастка из твердосплавной стали или металлокерамики обладает высокой стойкостью к износу, но требует регулярного восстановления остроты режущей кромки. Заточные станки для фрез, предлагаемые нашей компанией, легко справляются с обработкой металла и показывает высокую точность результата с полным сохранением сложной геометрии расходного инструмента.
Заточные станки для заточки фрез, представленные в нашем каталоге, предназначены для выполнения многоплановых задач и обладают широкими настроечными возможностями для восстановления работоспособности расходников с разнообразной геометрической формой. При затуплении режущей кромки ухудшается не только качество и точность обработки заготовок. Увеличивается площадь соприкосновения инструмента и материала, результатом становится перегрев металла, увеличивающий износ оснастки и повышающий нагрузку на механизмы станка.
Заточные станки для фрез по дереву, представленные на нашем сайте, являются необходимым видом оборудования на предприятиях по производству мебели и столярных изделий. Без регулярного восстановления остроты фрез и фрезеровочной оснастки невозможна обработка различных видов металла. Универсальные и узкоспециализированные агрегаты качественно и быстро перетачивают:
- фрезы, плашки, стамески;
- сверла и фасонные резцы;
- фрезерные головки;
- штихели, пробойники;
- упорные центры.
Конструкция оборудования
Движение рабочего вала заточного станка для концевых фрез обеспечивает электродвигатель. Конструкция отличается стабильностью и минимальным уровнем вибрации при работе. Установка углов первичной и вторичной обработки выполняется автоматически с применением направляющего приспособления. Наличие воздушного подшипника дает возможность осуществлять полный поворот основания для выполнения конусной шлифовки. Регулировка углового положения шпинделя и шлифовального инструмента производится в широком диапазоне положительных и отрицательных значений, и позволяет с высокой точностью корректировать формирование режущей кромки.
Шпиндель изготавливают из нержавеющей стали, а на втулку наносят хромированное покрытие. Обработка и доводка инструмента производится круглыми насадками из материала с абразивными свойствами. При создании заточных кругов используют различные виды материала. Обычно в работе станка для заточки фрез применяют инструмент следующих видов:
При обработке используется торцевая или боковая сторона круга. От степени зернистости материала зависит толщина снимаемого слоя металла и чистота полученной режущей плоскости.
Особенности моделей
Компактные и простые в использовании виды оборудования применяют для бытовых целей, а промышленное производство нуждается в более мощных и производительных агрегатах. Заточные станки для фрез по металлу или дереву оснащаются числовым программным управлением и производят обработку в автоматическом режиме, согласно установленным параметрам для каждого вида оснастки. Оператор имеет возможность контролировать состояние процесса по показателям электронного дисплея, на котором отображается форма режущей кромки и указывается время обработки.
В полуавтоматических видах оборудования применяется ручной режим заточки. Агрегаты отличаются простой конструкцией, позволяют быстро выполнять перенастройку и не требуют специальной подготовки сотрудников. Станок для заточки концевых фрез с универсальными функциями дает возможность восстанавливать остроту оснастки:
- с плоским или радиусным торцом;
- по наружному и внутреннему диаметру;
- с прямыми или наклонными зубцами.
Выбор и эксплуатация
Правильный выбор станка для заточки расходного инструмента основан на совокупности технических характеристик и специфики предполагаемых работ. В качестве основных показателей оборудования учитывают:
- максимально возможный диаметр затачиваемой оснастки;
- регулируемый диапазон скорости;
- способность изменять угол наклона рабочего вала.
Для выполнения качественной обработки заточной станок должен быть установлен на стабильной и ровной поверхности с точным горизонтальным уровнем. Особенно важно правильно отрегулировать упорную площадку для инструмента, которая во многом определяет результат и безопасность работы. Надежная система охлаждения увеличивает рабочий ресурс механизмов и расходного инструмента.
Особенно важно правильно отрегулировать упорную площадку для инструмента, которая во многом определяет результат и безопасность работы. Надежная система охлаждения увеличивает рабочий ресурс механизмов и расходного инструмента.
голоса
Рейтинг статьи
Оценка статьи:
Загрузка…
Adblock
detector
Fly Cutter Полное руководство: типы, характеристики и применение
- 30 сентября 2022 г.
Инструменты с ЧПУ включают в себя различные моторизованные станки и инструменты, которые используют предварительно запрограммированное программное обеспечение для автоматизации и управления различными операциями механической обработки. Эти машины играют ключевую роль в обрабатывающей промышленности. Категорически, фреза, используемая в фрезерных операциях с ЧПУ, влияет на чистовую обработку больших и плоских поверхностей. Здесь мы подробно рассмотрим типы, технические характеристики и области применения фрез.
Кромкорезы – определение
Фрезы – это вращающиеся режущие инструменты, используемые для боковых движений при обработке и производстве чистовых плоских поверхностей. Хотя эти удобные инструменты можно применять на различных станках, в основном они используются на фрезерных станках с ЧПУ.
Например, фрезы используют один или несколько одноточечных инструментов, также называемых фрезами, которые вставляются в цилиндрический корпус. Фрезы устанавливаются в специальном угловом держателе, поэтому, когда весь узел вращается, эти насадки берут на себя шлифовку мягких материалов, таких как алюминий, и твердых материалов, таких как сталь.
Кроме того, некоторые специальные типы фрез, такие как вращающийся режущий инструмент, подходят для резки, сверления, шлифования, резьбы и шлифования. Но обратите внимание, что летучие резаки применяются для операций мягкой резки, а не для тяжелой резки.
Типы нахлыстов
Большинство нахлыстов разрабатываются и изготавливаются в соответствии с промышленными спецификациями. Тем не менее, различные типы фрез различаются по жизненно важным параметрам, таким как режущий материал, скорость подачи и скорость резания. Поэтому, в зависимости от вашего проекта обработки, вы должны выбрать правильные типы фрез для обработки больших и плоских поверхностей. Давайте подробнее рассмотрим распространенные виды мухоловок.
Тем не менее, различные типы фрез различаются по жизненно важным параметрам, таким как режущий материал, скорость подачи и скорость резания. Поэтому, в зависимости от вашего проекта обработки, вы должны выбрать правильные типы фрез для обработки больших и плоских поверхностей. Давайте подробнее рассмотрим распространенные виды мухоловок.
1. Точечный резак
Как следует из названия, этот нахлыст состоит из игольчатых наконечников, предназначенных для разрезания густонаселенных кораллов. Большинство точечных фрез имеют две режущие кромки на лезвие, и эти заточенные кромки помогают получать точные срезы при фрезеровании. Кроме того, точечные резаки доходят до труднодоступных мест, вставляя и вынимая из рукоятки для безопасного хранения. В зависимости от вашего проекта вы можете выбрать длинное (500 мм) или короткое (300 мм) лезвие.
2. Вращающийся режущий инструмент
Этот резак для мух применяется для быстрой резки, сверления и шлифовки различных тканей без изменения узорчатой линии реза. Иногда специалисты используют вращающийся режущий инструмент, чтобы разрезать до восьми слоев ткани всего за один сеанс фрезерования.
Иногда специалисты используют вращающийся режущий инструмент, чтобы разрезать до восьми слоев ткани всего за один сеанс фрезерования.
3. Вращающийся инструмент для резьбы
Вращающиеся инструменты для резьбы обычно используются для операций резьбы по твердым материалам. В частности, производители применяют этот тип фрезы для вырезания волокон древесины или гравировки на выдувном стекле.
Компоненты и характеристики нахлыста
Нахлыстовые резаки имеют уникальные характеристики и характеристики. Проверьте их ниже:
Компоненты резака
Типичные резаки-насекомые поставляются целыми, состоящими из нескольких частей:
- Цилиндрический корпус
- Держатель
- Упорная шайба
- Крепеж 9005 A-5 Левосторонний болт4
- твердосплавный режущий инструмент
В большинстве случаев центральный цилиндрический корпус фрезы удерживает одну насадку. Между тем, летучие резаки с двумя насадками часто крепятся по одной насадке на каждом конце. Перед использованием эти насадки закрепляются в специальном угловом держателе под прямым углом (90 градусов) к главной оси прутка. Кроме того, левосторонний твердосплавный инструмент обычно держат под углом от 30 до 60 градусов.
Перед использованием эти насадки закрепляются в специальном угловом держателе под прямым углом (90 градусов) к главной оси прутка. Кроме того, левосторонний твердосплавный инструмент обычно держат под углом от 30 до 60 градусов.
Технические характеристики и размер насекомого
Существуют различные способы работы насекомого. В зависимости от типа вашего фрезерного проекта, вы должны убедиться, что каждая фреза получает достаточную мощность от вашего фрезерного станка. Например, вращающийся режущий инструмент содержит двигатель с регулируемой скоростью для операций резания от низких до тяжелых с мощностью в диапазоне от 0 до 30000 об/мин.
Двигаясь вперед, обратите внимание, что для каждой длины корпуса фрезы используется определенная длина насадки для достижения оптимальных результатов. Например, основной корпус вращающегося режущего инструмента имеет блокировку шпинделя, позволяющую открывать и закрывать 1/8-дюймовую цангу для стандартных целей вращения. Ниже приведены некоторые другие важные практические правила, о которых следует помнить:
Ниже приведены некоторые другие важные практические правила, о которых следует помнить:
- В 3/4-дюймовом корпусе нахлыстовой фрезы используется 3/16-дюймовая насадка.
- В корпусе 1-1/8 дюйма используется инструментальная насадка 1/4 дюйма.
- В фрезе с корпусом 1-3/8 дюйма используется насадка размером 5/16 дюйма.
Fly Cutter и торцевая фреза: в чем разница?
Как правило, торцевое фрезерование включает в себя процессы фрезерования плоских или плоских поверхностей, расположенных под прямым углом к оси вращательного движения фрезы, для получения качественной поверхности. Торцевые фрезы и летучие фрезы различаются в некоторых аспектах. Вот некоторые из отличий:
1. Количество пластин
Фрезерные фрезы используют одну или две пластины с меньшей скоростью резания для удаления лишних заготовок во время фрезерных операций. Для сравнения, торцевые фрезы используют несколько пластин с более высокой скоростью резания, что делает их более подходящими для удаления тяжелого материала. Тем не менее, высота пластин торцевых фрез не может регулироваться отдельно, что приводит к различной нагрузке на стружку между различными пластинами.
Тем не менее, высота пластин торцевых фрез не может регулироваться отдельно, что приводит к различной нагрузке на стружку между различными пластинами.
2. Качество чистовой обработки
Торцевые фрезы обеспечивают качественную чистовую обработку поверхности. В то же время, фрезерные летучие фрезы используют меньше методов обезжиривания, чтобы обеспечить гораздо более чистую отделку. Тем не менее, приобретение большой торцевой фрезы остается лучшим выбором для крупносерийных проектов, поскольку они обеспечивают более высокую скорость на операцию.
3. Требования к резке
Режущая кромка правильно расположенных фрез может накладываться на большие поверхности за один сеанс фрезерования, создавая очень плоскую поверхность. С другой стороны, торцевые фрезы имеют режущую кромку разной высоты, что делает их более подходящими для обработки ребристых поверхностей.
4. Стоимость
Торцевые фрезы нуждаются в более тяжелых, жестких и мощных станках с большой мощностью шпинделя, что делает их дорогими.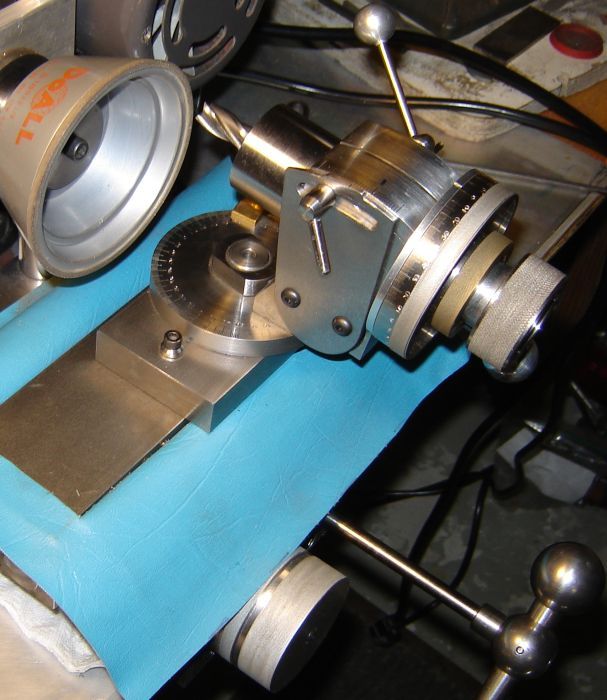 Напротив, фрезы-фрезы хорошо подходят для небольших станков с меньшим количеством шпиндельного порошка и намного дешевле. Кроме того, чем выше требуемые вставки, тем выше эксплуатационные расходы. Следовательно, летучие фрезы недороги по сравнению с торцевыми фрезами и требуют одной или двух пластин.
Напротив, фрезы-фрезы хорошо подходят для небольших станков с меньшим количеством шпиндельного порошка и намного дешевле. Кроме того, чем выше требуемые вставки, тем выше эксплуатационные расходы. Следовательно, летучие фрезы недороги по сравнению с торцевыми фрезами и требуют одной или двух пластин.
Соображения по летучей фрезе для отделки поверхностей
Инструменты для нахлыста стали незаменимыми инструментами для отделки поверхностей. Тем не менее, есть некоторые конкретные факторы, которые следует учитывать перед использованием этих инструментов. Ознакомьтесь со следующими соображениями ниже:
Техническое обслуживание фрезы
Если вы работаете с небольшим или легким фрезерным станком, вам следует использовать однозубую фрезу, чтобы получить наилучшую производительность. С другой стороны, многозубые фрезы не работают оптимально с меньшими станками из-за отсутствия значительной мощности и жесткости, необходимых для прохождения каждого зуба через заготовки.
Также крайне важно, чтобы насадка-фреза была достаточно острой, чтобы выполнять резку без дополнительной мощности, чтобы преодолевать трудности и обеспечивать оптимальные результаты отделки. Тем не менее, вы можете повторно заточить инструмент, просто заточив его после длительного использования.
Радиус вершины
Профессиональные машинисты поддерживают радиус вершины фрезы менее 1,5 мм. Это связано с тем, что чем меньше радиус вершины, тем медленнее скорость подачи, что обеспечивает чистовую обработку. Таким образом, вы избегаете больших радиусов наконечника, так как они увеличивают давление резания инструмента, вызывая отклонения. Это в конечном итоге приводит к визгу, болтовне и плохим результатам отделки.
Тип обрабатываемой детали
При нанесении фрезы на сталь таких марок, как 1018, лучше всего использовать твердосплавные насадки с нулевым передним углом и с рельефом поверхности около 5 градусов. Тем не менее, для алюминиевых материалов, таких как 6061-TS, специалисты используют высокоскоростные фрезы для шлифовки поверхности под углом около 60 градусов от конца.![]()
Кроме того, большинство машинистов склонны увеличивать диаметр обычных фрез до 51 мм. Таким образом, при этом заданном диаметре вы можете легко применить фрезу, чтобы сделать пропил глубиной 0,25 мм в алюминии.
Применение нахлыстовых резаков
Сегодня нахлыстовые резаки применяются во многих производственных отраслях. В этих отраслях эти механические инструменты обычно используются в инструментах с ЧПУ и ручных фрезерных станках без дополнительных оправок. Таким образом, фрезы часто используются для удаления большого количества лишнего материала заготовки, а затем его выравнивания. Большинство производителей применяют летучие резаки для обработки многих материалов, включая металлы, дерево и стекло.
WayKen поможет выбрать правильную фрезу для фрезерных работ
Существуют различные типы фрез, и каждый тип имеет свои преимущества, совместимость и ограничения, которые необходимо тщательно изучить. Конечно, вы также консультируетесь со специалистом, чтобы получить профессиональную консультацию.
Компания WayKen специализируется на фрезеровании деталей из высокоточных металлических и пластиковых деталей. Обладая многолетним опытом обработки, наши инженеры могут помочь вам быстро выбрать правильную фрезу для фрезерованных деталей. Более того, наш собственный механический цех с передовыми многоосевыми фрезерными станками с ЧПУ поможет вам доставить эти детали быстро и по доступной цене. Свяжитесь с нами сегодня, чтобы получить бесплатное предложение и отзыв DfM.
Заключение
Сегодня фрезерные станки с ЧПУ применяются в нескольких отраслях обрабатывающей промышленности для обеспечения высокого уровня точности, эффективности и постоянства операций обработки. Мухоловки — это важные вращающиеся режущие инструменты, в корпус которых вставлены одна или несколько насадок. Эти инструменты в основном используются на фрезерных станках с ЧПУ для обработки и выравнивания больших и плоских поверхностей, таких как торцевые фрезы. Эта статья поможет вам выбрать правильный летучий резак для вашего фрезерного проекта.
Как выбрать фрезер?
Необходимо учитывать важные факторы, такие как тип материала, размеры внутренних и внешних профилей (скругление или фаска) и желаемый тип обработки поверхности детали.
Почему обычно избегают попутного фрезерования?
Процедуры попутного фрезерования затрудняют захват стружки между инструментом и заготовкой. Кроме того, вращательное движение фрез легко отбрасывает стружку.
Можешь ли ты прорезать дырку резаком?
Да, вы можете вырезать отверстие с помощью фрезы. Вы можете отрегулировать диаметр фрезы, чтобы он соответствовал желаемому размеру отверстия, прежде чем поместить его в фрезерный станок с ЧПУ для сверления.
горизонтальный вертикальный шлифовальный станок
Новый горизонтальный вертикальный фрезерный станок WM6350F Rogi для
Универсальный фрезерный станок с большим рабочим столом 1270 х 320 мм. Пневматическая тяга шпинделя Отдельная панель управления Автоматическая быстрая подача стола по осям X и Y Зубчатый привод горизонтальный и вертикальный шпиндель Шлифованные и закаленные зубчатые колеса 3-осевая цифровая система считывания Система охлаждения Светодиодная рабочая лампа Защитное покрытие CE Сверлильный патрон 3-16 мм B18 ISO40 фрезерный патрон с 8 цанг Адаптер ISO40-MT3, ISO40-MT2
WhatsAppاحصل على السعرالحصول على الاقتباسСТАНОК ДЛЯ РЕЗКИ МЕТАЛЛА >ФРЕЗЕРНЫЙ СТАНОК > 3-вертикальный
СТАНКИ ДЛЯ РЕЗКИ МЕТАЛЛА >ФРЕЗЕРНЫЕ СТАНКИ > 3-вертикальная/горизонтальная фреза. Список продуктов.
Список продуктов.
Горизонтальная/вертикальная мельница | Сунин Машина
Горизонтальная песчаная мельница представляет собой своего рода горизонтальную дисперсионную машину для непрерывного мокрого производства ультрамикронов. Процесс работы заключается в том, что мы используем высоковязкий насос, такой как зубчатый насос, для подачи хорошо перемешанного сырья в камеру измельчения основной машины. Камера помола заполнена необходимым количеством помола
WhatsAppاحصل على السعرالحصول على الاقتباسUpchurch Machine Charlotte NC
Механический цех Upchurch занимается шлифованием с 1974 года. За десятилетия мы стали экспертами в плоско-вращательном, плоскостном и круглом шлифовании. Наше шлифовальное оборудование очень универсально с различными типами шлифовального оборудования, чтобы удовлетворить ваши потребности.
WhatsAppاحصل على السعرالحصول على الاقتباسФрезерные станки по металлу | Металлообрабатывающая промышленность | Тулотс
Bolton Tools 27 1/2″ x 7″ Фрезерная дрель с регулируемой скоростью
Машина для измельчения кукурузы, машина для измельчения (самодельная)#машина#фрезерная машина#металлообработка#сделай сам#домашняя#измельчитель#кукуруза#педролло#оливковая машина#мукомольная кукуруза
WhatsAppاحصل على السعرالحصول على الاقتباسROGI
Сверлильные станки Шлифовальные станки Токарные станки Обрабатывающий центр Измерительные инструменты Фрезерные станки Пильные станки. Посмотреть все. Горизонтально-вертикальный фрезерный станок WM6350F Rogi. Универсальный фрезерный станок с большим рабочим столом 1270 x 320 мм Дышло с пневмошпинделем Раздельно… Узнать больше.
Посмотреть все. Горизонтально-вертикальный фрезерный станок WM6350F Rogi. Универсальный фрезерный станок с большим рабочим столом 1270 x 320 мм Дышло с пневмошпинделем Раздельно… Узнать больше.
Горизонтальные и вертикальные мельницы поршневого типа
Горизонтальные и вертикальные плунжерные мельницы
Ширина машины: 102 дюйма 2591 мм Высота машины: 108 дюймов 2743 мм Вес машины: 20 000 фунтов 9 091 кг
WhatsAppاحصل على السعرالحصول على الاقتباسФрезерные станки (новые)
MODERN 857II Вертикально-фрезерный станок с цилиндрической головкой, шпиндель ISO40, стол 12″ x 54″, главный двигатель 5 л.с. Фрезерный станок MODERN 3VM, стол 10 x 50, ход 36 x 15 x 16, конус R8 3 л.с., 1 фаза, 220 В, 60 Гц, специальный стол: 10 x 54, с лотком для стружки, (сертификация ETL)
: Фрезерный станок
SLSY Heavy Duty 3000W 110V Электрическая мельница для зерна, Сухие хлопья, Рис, Кофе, Пшеница, Кукуруза, Коммерческая зерновая мельница, Кормовые мельницы 3,7 из 5 звезд 37 248,99 $ 248 . 99
99
Комбинированные горизонтальные и вертикальные мельницы
Комбинированные горизонтальные и вертикальные мельницы. Комбинированные горизонтальные/вертикальные мельницы Kent USA сочетают в себе возможности вертикальной и горизонтальной мельницы в одной конструкции. Изменение настройки с одной операции на другую выполняется быстро и просто. Эти мельницы оснащены хромированными направляющими типа «ласточкин хвост» или закаленными и отшлифованными коробчатыми направляющими для повышения износостойкости
WhatsAppاحصل على السعرالحصول على الاقتباسVan Norman Machine Tool Co.
Фрезерные станки: Вертикально-фрезерный станок модели 3V – Руководство: 29: Rucker, Keith: 04.12.2020: 1942: Фрезерные станки: Плоский и универсальный горизонтальный фрезерный станок, модель 2S – Детали: 14: Rucker, Keith: 04.12. 2020: 1943: Фрезерные станки: Плоский и универсальный горизонтальный фрезерный станок модели 2S – Руководство: 25: Rucker, Keith: 04. 12.2020: Неизвестно
12.2020: Неизвестно
Мини горизонтальная/вертикальная мельница 5 x 18 дюймов 1/2 HP на сайте Grizzly.com
Если для вашей работы требуется как горизонтальное, так и вертикальное фрезерование на небольшой площади, этот станок для вас! Простой переход на операции горизонтального и вертикального фрезерования означает очень мало времени на переналадку. Двигатель постоянного тока также обеспечивает переменную скорость шпинделя для подбора материала, инструмента и отделки. Тяжелая чугунная конструкция, направляющие типа «ласточкин хвост» и трехосное управление — все это в совокупности дает
Фрезерование линейки Camelback
Обработка чугунной отливки с прямой кромкой типа «верблюжья спина» с использованием как горизонтального, так и вертикального фрезерного станка.Поддержите VintageMachinery.org на Patreon: ..
WhatsAppاحصل على السعرالحصول على الاقتباسКомбинированные горизонтальные и вертикальные мельницы
Комбинированные горизонтальные и вертикальные мельницы. Комбинированные горизонтальные/вертикальные мельницы Kent USA сочетают в себе возможности вертикальной и горизонтальной мельницы в одной конструкции. Изменение настройки с одной операции на другую выполняется быстро и просто. Эти мельницы оснащены хромированными направляющими типа «ласточкин хвост» или закаленными и отшлифованными коробчатыми направляющими для повышения износостойкости
Комбинированные горизонтальные/вертикальные мельницы Kent USA сочетают в себе возможности вертикальной и горизонтальной мельницы в одной конструкции. Изменение настройки с одной операции на другую выполняется быстро и просто. Эти мельницы оснащены хромированными направляющими типа «ласточкин хвост» или закаленными и отшлифованными коробчатыми направляющими для повышения износостойкости
Фрезерные станки | Станок на высшем уровне
Summit Machine Tool, 518 N Indiana Ave Oklahoma City, OK 73106. Бесплатный номер: 800-654-3262 Местный номер: 405-235-2075 Факс: 405-232-5169
WhatsAppاحصل على السعرالحصول على الاقتباسНовый горизонтальный вертикальный фрезерный станок WUM7550 Rogi для
Компактный, прочный и точный фрезерный станок Инверторный привод, обеспечивающий бесступенчатую регулировку скорости от 100 до 2000 об/мин Закаленные и отшлифованные направляющие Закаленная поверхность стола Поворот стола на 45° слева направо Конические клинья к направляющим Бесступенчатая подача мощности 3-осевая цифровая система считывания СОЖ система Светодиодная рабочая лампа Подача питания по осям X и Y Лоток для стружки Фрезерный патрон ISO40 с 8 цангами Большой
Kent CNC Horizontal/Vertical
Описание. Кентский горизонтальный/вертикальный обрабатывающий центр с ЧПУ, KHV-400. Инв. № 6406. Модель: ХВ-400
Кентский горизонтальный/вертикальный обрабатывающий центр с ЧПУ, KHV-400. Инв. № 6406. Модель: ХВ-400
Горизонтальная/вертикальная мельница | Сунин Машина
Мельница мельница СГМ-0,3л. Вертикальная мельница. Мельница СГМ-10М2. Мельница СГМ-60 20М2. Мельница корзиночного типа. Мельница мельница СБМ-20 10. Мельница мельница СБМ-Т. Заправочные машины. Самотечной розлив SSF-10W.
WhatsAppاحصل على السعرالحصول على الاقتباس17890 Горизонтально-вертикальное фрезерование Elga – Seguin Machinery
Финтек Машинери; Ленточное шлифование Fein; лазерные системы Керн; Мако Промышленное оборудование; мельницы Максимарт; Плазменный ЧПУ Steeltailor; измельчители Linmac; Прецизионные шлифовальные станки Proth Видеоролики; Контакт; французский; 17890 Эльга Горизонтально-вертикально-фрезерный. Главная / Бывшие в употреблении товары / Фрезы / Горизонтально-вертикально-фрезерный станок 17890 Эльга. 17890 Эльга Горизонтально-Вертикальный
WhatsAppاحصل على السعرالحصول على الاقتباسГоризонтальная/вертикальная мельница | Сунин Машина
Мельница мельница СГМ-0,3л. Вертикальная мельница. Мельница СГМ-10М2. Мельница СГМ-60 20М2. Мельница корзиночного типа. Мельница мельница СБМ-20 10. Мельница мельница СБМ-Т. Заправочные машины. Самотечной розлив SSF-10W.
Вертикальная мельница. Мельница СГМ-10М2. Мельница СГМ-60 20М2. Мельница корзиночного типа. Мельница мельница СБМ-20 10. Мельница мельница СБМ-Т. Заправочные машины. Самотечной розлив SSF-10W.
Мини горизонтальная/вертикальная мельница 5 x 18 дюймов 1/2 HP at Grizzly
Шлифовальный станок. Гризли G0727
Если ваша работа требует как горизонтального, так и вертикального фрезерования на небольшой площади, то этот станок для вас! Простой переход на операции горизонтального и вертикального фрезерования означает очень мало времени на переналадку. Двигатель постоянного тока также обеспечивает переменную скорость шпинделя для подбора материала, инструмента и отделки. Тяжелая чугунная конструкция, направляющие типа «ласточкин хвост» и трехосное управление в совокупности дают
Шлифовальные станки – BtoC Handels
Шлифовальные станки, плоскошлифовальный станок минини длина шлифования: 1000 мм ширина шлифования: 500 мм вес станка ок. : 6 т размеры станка ок.: 4,6 x 2,7 м Контроллер
: 6 т размеры станка ок.: 4,6 x 2,7 м Контроллер
Фрезерные станки | Станок на высшем уровне
Summit Machine Tool, 518 N Indiana Ave Oklahoma City, OK 73106. Бесплатный номер: 800-654-3262 Местный номер: 405-235-2075 Факс: 405-232-5169
WhatsAppاحصل على السعرالحصول على الاقتباسФрезерование прямой кромки Camelback
Обработка чугунной отливки с прямой кромкой типа «верблюжья спина» с использованием как горизонтального, так и вертикального фрезерного станка.Поддержите VintageMachinery.org на Patreon: ..
WhatsAppاحصل على السعرالحصول على الاقتباسРучные мельницы
Вертикальные коленчатые мельницы. Компания SHARP Industries первой усовершенствовала первоначальную конструкцию этой популярной мельницы, включив в нее такие функции, как компенсатор люфта с двойной гайкой и опорный подшипник в нижней части вала двигателя. Доступны модели разных размеров. Посмотреть модели вертикальных коленных мельниц. Ручные машины.
Ручные машины.
17890 Горизонтально-вертикальное фрезерование Elga – Seguin Machinery
Финтек Машинери; Ленточное шлифование Fein; лазерные системы Керн; Мако Промышленное оборудование; мельницы Максимарт; Плазменный ЧПУ Steeltailor; измельчители Linmac; Прецизионные шлифовальные станки Proth Видеоролики; Контакт; французский; 17890 Эльга Горизонтально-вертикально-фрезерный. Главная / Бывшие в употреблении товары / Фрезы / Горизонтально-вертикально-фрезерный станок 17890 Эльга. 17890 Эльга Горизонтально-Вертикальный
WhatsAppاحصل على السعرالحصول على الاقتباسБ/у Горизонтальная вертикальная коленная мельница для продажи. Цинциннати
первый горизонтальный/вертикальный фрезерный станок Размер стола: 10 1/4″ x 51 3/16″ Вертикальный шпиндель: Конус шпинделя N.S.T. № 40 об/мин шпинделя: переменный 60-4500 Ход пиноли: 5 дюймов, 3 л.с. Горизонтальный шпиндель: конус шпинделя N.S.T. WhatsAppاحصل على السعرالحصول على الاقتباس
Горизонтальная/вертикальная мельница | Сунин Машина
ГОРИЗОНТАЛЬНАЯ МЕЛЬНИЦА.