схема для самостоятельной быстрой и качественной сборки
Сварочный инвертор сегодня активно используется не только в производственных потребностях, но и дома. Это связано с отличными функциональными и производственными достоинствами.
Если вы хорошо разбираетесь в электронике, то имея схемы и инструкцию изготовления, можно инверторный сварочный аппарат сделать своими руками, при этом потратив деньги только на расходные материалы. Этот вариант подходит для людей, которые любят покупать технику хорошего качества. Инверторные аппараты известных фирм стоят очень дорого, а дешевые – только будут приносить разочарование от использования.
Для того чтобы приступить к конструированию самодельного сварочного инвертора, необходимо тщательно поработать над его схемой: изучить всю конструкцию, разобраться с электроникой, расставить очередность выполнения работ.
Строение самодельного инвертора
Практически все сварочные инверторы, изготовленные своими руками, имеют такие основные элементы:
- Блок питания;
- Силовая часть.
При конструировании сварочного инвертора важно ориентироваться в его характеристиках:
- Максимальное значение потребляемого тока – 32 А;
- При работе используется ток не более 250 А;
- Для выполнения сварочных работ достаточного сетевого напряжения 220 В;
- Для работ используются электроды диаметром 3- 5 мм , и длиной 10 мм .
- Полученный аппарат будет иметь показатели КПД не меньше, чем профессиональная версия прибора.
Схема сварочного аппарата своими руками
Когда вы определились, что инверторный аппарат будет строиться самостоятельно, первым делом станет составление схемы.
Вам необходимо продумать и предусмотреть вентиляцию механизмов прибора, так как это крайне важно, чтобы избежать перегревания деталей внутри. Самым простым и оптимальным решением станет использование радиаторов от системных блоков Pentium 4, Athlon 64.
В схеме необходимо предусмотреть наличие и расположение скоб, которые будут фиксировать трансформатор.
Подготовительные работы перед сборкой аппарат
Когда схема прибора составлена, необходимо переходить к подготовке комплектующих и деталей. Чтобы собрать инвертор своими руками,вам будут необходимы такие материалы:
- Медные провода;
- Хлопчатобумажная ткань;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит.
Чтобы не возникало проблем с перепадами напряжения, необходимо выполнять обмотку по всей ширине каркаса. В конкретно предложенном варианте аппарата будет 4 обмотки:
- Первичная. В нее войдет 100 витков, ПЭВ 0,3 мм ;
- Вторичная первая – 15 витков, ПЭВ 1 мм ;
- Вторичная вторая – 15 витков, ПЭВ 0,2 мм ;
- Вторичная третья – 20 витков, ПЭВ 0,3 мм .
Чтобы производить управление затворками, необходимо установить проводники. Их длина должна быть не больше 15 см , к сечению особых требований не предъявляется. При процессах сборки аппарата, необходимо детально изучить схему к нему, разобраться во всех важных моментах соединения деталей между собой.
Блок питания обязательно после первичной обмотки накрывается экранизирующей обмоткой. Ее изготавливаются из аналогичного провода. Все витки накрытия должны иметь такое же направление, как и первичные, и полностью их перекрывать. Между каждой обмоткой обязательно должна находиться изоляция. Для нее можно использовать лакоткани или малярный скотч.
При вводе блока питания в эксплуатацию, необходимо поработать над подбором необходимого сопротивления. Его необходимо сбалансировать таким образом, чтобы подаваемое питание на реле было в пределах 20-25 В.
Тщательно подойдите к подбору радиаторных элементов для входных выпрямителей. Они должны быть мощными и надежными. Отлично себя зарекомендовали б\у детали от компьютеров. Они доступны в продаже на радиорынке.
Для сварочного инвертора необходимо наличие 1 термического датчика. Его устанавливают внутри радиатора. Для регуляции тока в дуге, покупается и устанавливается ШИМ-контроллер на блок управления. Конденсатор будет выдавать напряжение ШИМ, от этого будут зависеть параметры силы тока сварки.
Собираем сварочный инверторный аппарат
Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку. Для этого необходимо использовать провод ПЭВ-2. Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Старайтесь в установке не использовать один мощный транзистор, его лучше заменить несколькими, менее мощными. Эти показатели влияют на рабочую частоту, что влечет образования больших шумовых эффектов во время сварочных работ. Если вы неправильно рассчитаете необходимую мощность аппарата, это повлечет быструю его поломку и ремонтные работы.
Когда начинается сборка сварочного инвертора, необходимо обязательно соблюдать расстояние между обмоткой и магнитопроводами. Между слоями обмотки должна обязательно укладываться пластина из текстолита. Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения.
Далее, переходим к креплению трансформатора к самому основанию самодельного инвертора. Для этого используются 2-3 скобы. Они могут изготавливаться из медной проволоки диаметром 3 мм . Для плат можно использовать фольгированный текстолит толщиной 0,5- 1 мм .
Когда будут собраны все основные элементы аппарата, можно переходить к его креплению на основание. Само основание может быть изготовлено из пластин гетинакса. Для нормальной работы подойдет пластина толщиной 0,5 см. Обязательно вырежьте круглое окно в центре пластины, туда будет фиксироваться вентилятор, который необходимо оградить защитной решеткой. Не забывайте, при установке магнитопроводов оставлять зазоры для свободного потока воздуха.
На лицевой стороне нужно установить ручку тумблера и светодиоды, зажимы для кабелей и ручку переменного резистора. Это будет конструкция практически готового сварочного аппарата. Ее помещают в кожух толщиной 4 мм . На держатель электропровода устанавливается кнопка. Кабель, который подключен к ней и провода основательно изолируйте.
Настраиваем сварочный инвертор для работы
Собрав весь механизм, необходимо правильно и грамотно его настроить и ввести в эксплуатацию. Бывают такие ситуации, что самостоятельно решить вопрос трудно, приходится прибегать к помощи специалиста.
- Первым шагом идет подключение аппарата к питанию в 15В к ШИМ, параллельно подключается и один из конвекторов. Это поможет избежать перегрева аппарата, и уровень шума будет значительно ниже.
- Чтобы произошло замыкание резистора, необходимо подключить реле. Его вводят в работу после окончания зарядки конденсаторов. Это поможет избежать больших колебаний напряжения при подключении в сеть 220В. В случае пренебрежения подключения резистора напрямую, может произойти взрыв.
- Далее, необходим тщательный контроль за срабатыванием реле замыкания резистора, когда он подключен к току на плату ШИМ. Обязательно нужно продиагностировать наличие импульсов на плате, после срабатывания реле.
- Затем подаем питание 15В на мост. Это помогает проверить его нормальную и исправную работу, правильность установки.
 На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым. - Обязательно предусматривается проверка правильности установки трансформаторных фаз. Можно для этого использовать осциллограф на 2 луча. Для него нужно подать на мост от конденсаторов через лампу питание 220В, выставив частоту ШИМ 55 кГЦ. Установив осциллограф, посмотреть на сигнальную форму, и пронаблюдать, напряжение не должно превышать 330В. Рассчитать частоту колебания трансформатора несложно. Необходимо постепенно убирать частоту ШИМ, пока нижний ключ IGBT не выдаст небольшой заворот. Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.
- Используя резисторы, необходимо постепенно повышать ток. При этом прислушивайтесь к посторонним шумам и звукам, наблюдайте за показаниями осциллографа. Показания нижнего ключа не более 500В. Нормой считается 240В.
- Начинать сварочные работы необходимо с 10 секунд. Потом, проверяются радиаторы. Если они холодные, то работа длится еще 20 секунд. Далее, время увеличивается до 1 минуты.
 На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.Правила обслуживания и ремонта сварочного
Для исправной и продолжительной работы аппарата, необходимо периодически производить проверку и контроль каждого элемента конструкции. Это облегчить ваши ремонтные работы и снизит их до минимума. В случае поломки агрегата, найдите причину неисправности и выполните ремонтные работы.
Для выполнения этих работ необходимо иметь у себя такие инструменты:
- Паяльник;
- Пылесос;
- Отвертка;
- Тестер;
- Кисточка.

Первой и основной причиной поломки может быть выпрямитель. Через него происходит преобразования переменного тока в постоянное напряжение. Сетевой фильтр дает возможность сгладить перепады в напряжении. Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу ключей средствами сигналов обратной связи, поэтому может менять режим работы инвертора. Варочный трансформатор отвечает за снижение напряжения, потом блоки вентилей выпрямляют его и подают на электрод.
Сварочные инверторы своими руками
Если сварочный аппарат поломался, снимите крышку корпуса и продуйте обычным пылесосом. Места, которые трудно очистить таким способом, необходимо обработать кисточкой или тряпочкой. Начинайте диагностику входной цепи. Проверьте, получает ли инвертор напряжение. Если его нет, то занимайтесь ремонтом блока питания. Возможно, сгорели предохранители. Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной диагностике, может занять много времени.
Далее, начинайте диагностику температурного датчика. Сравните номинальные показатели с имеющимися. Этот элемент не подлежит ремонту, его необходимо заменять на новый. Потом, происходит изучение основных элементов аппарата. Если вы, на одном из них, увидите потемнения, то это значить, что при сборке некачественно была выполнена спайка. Используйте тестер для проверки цепей соединения.
Коль контакты сделаны некачественно, то это влечет перегрев, поломку и дорогостоящий ремонт инвертора. Проверьте разъемы, если они расшатались – подтяните, плохое соединение – подпаяйте. Если при сварочных работах идет разбрызгивание металла, прилипание электрода, горение дуги, то необходимо отрегулировать подачу тока или заменить электроды.
Следите за исправностью кабеля, в случае перегиба, сразу заменяйте на новый. Только в этом случае инверторный сварочный аппарат, своими руками созданный, будет работать качественно и надёжно.
Сварочный аппарат своими руками, сварочный трансформатор
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.
Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
- Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети.
Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна. - Полуавтомат. Это продвинутый вариант выпрямителя, с устройством механической подачи сварочной проволоки в зону работ. Сварка производится в среде инертного газа, для выполнения работы требуется газовый баллон.Преимущества: качественный шов, нет необходимости в специальной подготовке мастера. Недостатки: требуется дополнительное оборудование (газовый баллон), высокая стоимость.
- Инвертор. На сегодняшний день самый распространенный сварочник среди любителей. В качестве преобразователя напряжения используется инверторный блок питания с ШИМ управлением. Эта технология на сегодняшний день стала доступной, что положительно сказывается на стоимости. Преимущества: работать с аппаратом может даже начинающий сварщик, компактные размеры, малый вес. Недостатки: не слишком высокая надежность, сложность в ремонте.
 Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.

Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.
Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся. ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
 ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Где купить
Максимально быстро приобрести прибор можно в ближайшем специализированном магазине. Оптимальным же, по соотношению цена-качество, остаётся вариант покупки в Интернет-магазине АлиЭкспресс. Обязательное длительное ожидание посылок из Китая осталось в прошлом, ведь сейчас множество товаров находятся на промежуточных складах в странах назначения: например, при заказе вы можете выбрать опцию «Доставка из Российской Федерации»:
Итог
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме
Сборка и настройка инвертора сварочного своими руками
Собрать инвертор своими руками сварочный достаточно просто, имея небольшие знания в области электротехники и электроники. Любой домашний мастер, имеющий свободное время и необходимый уровень знаний, способен собрать самодельный инверторный сварочный аппарат.
Любой домашний мастер, имеющий свободное время и необходимый уровень знаний, способен собрать самодельный инверторный сварочный аппарат.
Функциональные возможности сварочного инвертора.
На создание такого аппарата потребуется небольшое количество финансовых средств.
Изготовление силового трансформатора устройства
Изготовление инверторного сварочного аппарата начинается с изготовления или подготовки к установке в нем трансформатора. Намотка трансформатора для сварочного аппарата осуществляется медной жестью. Для изготовления обмотки трансформатора используется полоса медной жести шириной 40 мм, толщина которой составляет 0,3 мм. В качестве термопрослойки можно использовать обычную бумагу для кассовых аппаратов, в некоторых случаях допустимо использование ксероксной бумаги, но она обладает более низкими механическими качествами. При намотке трансформатора требуется, чтобы бумага, выполняющая роль термопрослойки, была прочной и не рвалась в процессе наматывания трансформатора. Стоит отметить, что используемая бумага от кассового аппарата имеет большую длину. Это является фактором, влияющим на удобство проведения процесса наматывания обмотки.
Конструкция силового трансформатора.
Осуществлять намотку при помощи толстого провода, как это делается многими умельцами, не рекомендуется. Дело в том, что трансформатор является устройством, работающим на высокочастотных токах, которые не задействуют центральную область толстого проводника. При использовании толстого медного провода в обмотке трансформатора получается сильный разогрев устройства, и трансформатор не в состоянии работать даже несколько минут подряд. Это явление носит название скин-эффекта в высокочастотных устройствах.
Этот эффект убирается путем использования медной ленты, при этом лента должна быть достаточно тонкой и широкой. За счет этого такой проводник будет проводить ток и не нагреваться. Вторичная обмотка формируется при помощи медных полос в количестве трех штук с фторопластовой изоляционной прослойкой между ними. В качестве термопрослойки во вторичной обмотке также используется бумага от кассового аппарата. В качестве альтернативы можно использовать и обычный провод марки ПЭВ, имеющий сечение до 0,7 мм. Основным преимуществом этого проводника является наличие большого количества тонких жил.
В качестве термопрослойки во вторичной обмотке также используется бумага от кассового аппарата. В качестве альтернативы можно использовать и обычный провод марки ПЭВ, имеющий сечение до 0,7 мм. Основным преимуществом этого проводника является наличие большого количества тонких жил.
Трансформатор требуется оборудовать вентилятором для охлаждения, так как его обмотка в любом случае при прохождении тока будет нагреваться и потребует охлаждения. В качестве охлаждающего вентилятора можно использовать кулер от компьютерного блока.
Вернуться к оглавлению
Создание инфраструктуры сварочного блока
Принципиальная схема сварочного трансформатора.
В процессе осуществления сборки сварочного аппарата инверторного типа потребуется использование следующих инструментов и материалов, таких как:
- паяльник;
- отвертки;
- нож;
- ножовка по металлу;
- крепежные элементы;
- тонкостенный листовой металл;
- различные компоненты электронных схем.
В домашнем хозяйстве чаще всего собираются сварочные инверторы, рассчитанные на работу от обычной бытовой сети в 220 вольт, однако с таким же успехом и по аналогичной схеме можно собрать трехфазный сварочный аппарат, способный работать от промышленного напряжения, равного 380 вольт. Хотя обычные сварочные инверторы, работающие от бытового напряжения, являются более распространенными, трехфазный аппарат обладает своими преимуществами. Одним из таких преимуществ является более высокий КПД в работе, по сравнению с аналогами, работающими на однофазном токе.
В первую очередь требуется оборудовать блок вентиляционной системой, которая предотвращает внутреннее оборудование самодельных инверторов от перегревов в процессе работы. Лучшим вариантом системы охлаждения будет установка на собранный сварочный инвертор своими руками вентилятора от компьютерного блока на базе Атлон 64 Пентиум 4. Для создания нормального уровня вентиляции требуется установить в корпусе порядка шести вентиляторов. Для нормального охлаждения трансформатора на него потребуется направить потоки воздуха от трех вентиляторов. Нормальный забор воздуха для охлаждения должны обеспечивать правильно обустроенные заборщики. Решетки этих приспособлений не должны ничем перекрываться, чтобы обеспечить свободный поток свежего воздуха для охлаждения.
Для нормального охлаждения трансформатора на него потребуется направить потоки воздуха от трех вентиляторов. Нормальный забор воздуха для охлаждения должны обеспечивать правильно обустроенные заборщики. Решетки этих приспособлений не должны ничем перекрываться, чтобы обеспечить свободный поток свежего воздуха для охлаждения.
Монтирование платы, на которой располагается блок питания, осуществляется отдельно. Между силовой частью и платой блока питания монтируется защитная стенка из листового металла.
Вернуться к оглавлению
Создание электронного компонента устройства
Схема устройства инвертора для сварки.
После создания системы охлаждения осуществляется монтаж силового косого моста устройства. Этот компонент монтируется на двух радиаторах. Верхняя его часть располагается на одном конце, а нижняя прикручивается через прокладку из слюды на другой мост. Выводы диодов должны быть размещены в направлении навстречу транзисторам. На плате устанавливаются конденсаторы, служащие для уменьшения резонансных выбросов. Для этой цели потребуется установить 14 конденсаторов емкостью 0,15 мк и рабочим напряжением 630 вольт. Устанавливая конденсаторы, следует их раздать на всю цепь питания.
Для обеспечения резонации выбросов и уменьшения потерь IGBT, схема аппарата потребует в цепочку блока управления смонтировать снабберы, которые содержат конденсаторы. При осуществлении монтажа схемы необходимо использовать только качественные радиотехнические элементы, способные обеспечить надежность изделию. Дешевые и непроверенные конструктивные элементы в создаваемый сварочный инвертор своими руками устанавливать не стоит, так как это не гарантирует качества и долговечности работы устройства. Использование снаббера в конструкции аппарата позволяет снизить выделение тепла приблизительно в 4-5 раз.
Проводники, которые предназначены для управления затворками, крепятся при помощи пайки как можно ближе к транзисторам. Перед припаиванием эти проводники скручиваются попарно. Поперечное сечение в данном случае особого значения не имеет, а вот длина их не должна превышать значения в 150 мм.
Поперечное сечение в данном случае особого значения не имеет, а вот длина их не должна превышать значения в 150 мм.
Перед тем как осуществлять сборку силового блока и блока управления, требуется нарисовать схемы устройства этих узлов. Это нужно для того, чтобы обеспечить безошибочную сборку узлов устройства.
Собранная инверторная сварка своими руками оснащается блоком питания, который представляет собой классический флайбэк. Для настройки блока питания требуется методом подбора выбрать сопротивление того уровня, чтобы величина напряжения, подающегося на реле, равнялась 20-25 вольт.
На одном из используемых в конструкции радиаторов устанавливается термический датчик. При помощи этого компонента осуществляется контроль наиболее греющегося радиатора.
В блоке управления монтируется ШИМ-контроллер. Путем установки этого контроллера осуществляется контроль и стабилизация тока в электродуге. Посредством установки специального конденсатора определяется напряжение ШИМ, от которого в большой мере зависит качество выполняемых сварочных работ.
Вернуться к оглавлению
Осуществление настройки аппарата и подгонка его под стандарт
Полярность при сварке инвертором.
Самодельный инвертор изготовить достаточно просто, основной сложностью является правильная настройка устройства для работы. На начальном этапе осуществляется подача питания на ШИМ, напряжение питания должно составлять строго 15 вольт. Одновременно с подачей напряжения на ШИМ напряжение подается на двигатель кулера. Таким образом осуществляется тестирование работы системы охлаждения. Помимо этого, подача напряжения позволяет проверить синхронность работы устройств.
После проверки синхронности запуска системы охлаждения требуется протестировать срабатывание реле замыкания резистора, спустя 8 секунд после подачи напряжения на плату ШИМ. Параллельно сразу же после пуска устройства проверяется плата ШИМ на наличие прямоугольных импульсов сразу же после срабатывания реле. Следом после этого подается напряжение на мост устройства, подача напряжения позволяет проверить работоспособность моста. Тестирование оборудования следует проводить при силе тока не более 100 мА.
Следом после этого подается напряжение на мост устройства, подача напряжения позволяет проверить работоспособность моста. Тестирование оборудования следует проводить при силе тока не более 100 мА.
После того как собран инверторный сварочный аппарат, нужно провести проверку на наличие шумов на фазах трансформатора. Шумы должны полностью отсутствовать на любой из фаз трансформатора. В случае, если выявлен шум, необходимо проверить полярность компонентов аппарата. Дело в том, что в процессе сборки плат для сварочного аппарата можно с легкостью допустить ошибку. Подавать проверочное напряжение на мост можно при помощи любого бытового прибора с мощностью 2,2 Ватт.
После проверки устройства можно проводить полевые испытания, по результатам которых подстраиваются настройки инвертора.
Самодельный сварочный аппарат: однофазный инвертор СВАРОГ в трехфазный . Ч.2.
Рисуем схему подключения трехфазного сварочного аппарата:
Схема подключения 3-х фазной сети к инвертору Сварог TIG 200P AC_DC
Алгоритм работы будет таким:
1. Если воткнуть штатную вилку в 220v, то срабатывает пускатель К1 (25А на контакт), который одной парой контактов восстанавливает разрезанный нами провод идущий к переключателю ВКЛ\ВЫКЛ сварочного аппарата.
А его вторая пара контактов замкнет сделанные нами разрезы дорожек на печатной плате, которые подводят силовое напряжение к штатному однофазному полноволновому выпрямителю.
ВСЕ!
Больше ни для чего К1 не нужен. Он лишь восстанавливает исходную схему питания сварочного аппарата после перерезания двух проводов и двух дорожек. (хотя, есть еще одна функция – К1 не позволяет быть штатной вилке сварАппа под напряжением, когда он подключен к трехфазному питанию. Это очень хорошо!)
2. Пускатель К2 (10А на контакт) используется для подключения трех фазной части питания в схему аппарата. Он поменьше и подешевле, так как от него требуется замыкание всего двух проводов, которые мы пропустим через спаренные 10А-ные контактны е группы. Собственно, это все.
Собственно, это все.
Сначала, я купил трехфазные розетки 3р+N+E, что означает четыре контакта фаз и нуля и пятый земля. Провод купил четырехжильный диаметром 2,5мм на жилу. Выпрямительные диоды на радиаторе я планировал разместить внутри сварАппа. Однако, в процессе работы, мне пришло в голову более изящное и безопасное решение.
Смысл сводился в том, что я размещу 3х-фазный выпрямитель в отдельном боксе непосредственно около входного щитка, и на сварочный пущу уже выпрямленное напряжение по одному проводу, по второму любую из фаз на схему запуска электроники сварАппа (без этого никак), по третьему пущу NULL, и у меня остается еще четвертый провод, по которому я приделаю от входного щитка настоящую честную ЗЕМЛЮ на корпус аппарата (она у меня во входном щитке реально есть).
Таким образом у меня получается обеспечение всех типов безопасности для пользователя и сварАппа, вилки и розетки можно поставить четырехпиновые, т.е. 3р+Е. Это я счел более удобным.
Чтобы диоды не были «день и ночь» под напряжением в щитке, ну и для удобства, конечно, я подключил их через дешевый отключатель нагрузки на 40А. Это не автомат, их хватает вместе с УЗО в основном щитке, это просто трехконтактный выключатель. Диоды подойдут «на любой вкус и цвет», у меня на помойке были Д242Б из одной партии, я их запараллелил и ввернул на радиатор от какого-то старенького компьтерного процессора.
Провода брал медные, тоже обрывки пособирал в хозяйстве, те которые потоньше складывал парой – одним концом в шуруповерт и закручиваем: выходит красивенько жесткой косичкой. Общее сечение меди достаточно 2мм2. Больше не имеет особого смысла. Очень удобно брать медь одной толстой жилой. Она сразу будет служить жестким конструктивом и грамотнее зажимается в клемниках. Да, и приготовьте паяльник ватт на 60-100, чтобы делать сборку культурно там где потребуется, мы же не китайцы.
Теперь, призываем в помощь всю нашу внимательность и делаем, как я сказал:
(для тех , кто до сих пор плавает в нашей теме и подзабыл правила саперной техники)
ШАГ 1.
Апгрейд ШАГ 1
Самодельный трехфазный сварочный аппарат: ШАГ 1
Размещаем пускатель 25А в удобном для него месте (даже не крепим его, если провода у нас будут жесткие), прикидываем на глаз на каком расстоянии лучше обрезать фазу и нейтраль в презервативе, идущие на выключатель ВКЛ\ВЫКЛ и… смело срубаем шашкой!
Образовавшиеся культи зачищаем от оплетки, красиво залуживаем и зажимаем в двух верхних на фото клемниках К1.
Самодельный трехфазный сварочный аппарат: ШАГ 1
Подсказка – перед шагом 1, приготовьте и прикрутите подходящий проводок к катушке К1 и сразу спаяйте его с концами нейтрали и фазы идущей от фильтра ВЧ помех (это нижний на фото разрезанный кусок).
Смело зажимайте эти концы на клеммах катушки пускателя в любом
порядке. Если вы сделали шаг 1, то можно включить провод сварочника в розетку и убедиться, что он продолжает работать как и прежде, единственное, что нас сначала выводит из себя то, что при включении провода в розетку раздается щелчок пускателя. От этого поначалу вздрагиваешь, но потом привыкаешь.
Апгрейд ШАГ 2
Самодельный трехфазный сварочный аппарат: ШАГ 2
Берем в руки ножовочное полотно и аккуратно, шириной не меньше 1,5мм, поглубже в текстолит, разрезаем дорожки, которые идут к паре четверок из желтых проводов в разъемах. Здесь поближе, обратите внимание – желтый маленький кружок вокруг контакта варистора, который мы перерезали (черная черточка обозначает бывшую дорожку). А красная полоска, это перемычка, которую необходимо не забыть позже припаять! Иначе не будут гаситься переходные импульсные всплески напряжения.
Справа, овалом обведены контакты релюшки (белая), которая с некоторой задержкой замыкается после подачи питания на сварАпп. Это, собственно и есть все контрольные точки, на которых будет обращено наше внимание в манипуляциях дальше. А дальше – мы раскладываем от К1 провода, чтобы замкнуть ее контактами разрез, сделанный нами. Не полностью отключая голову доверяемся нашим прямым ручкам…
Вот там мы разложили, а здесь концы припаяли.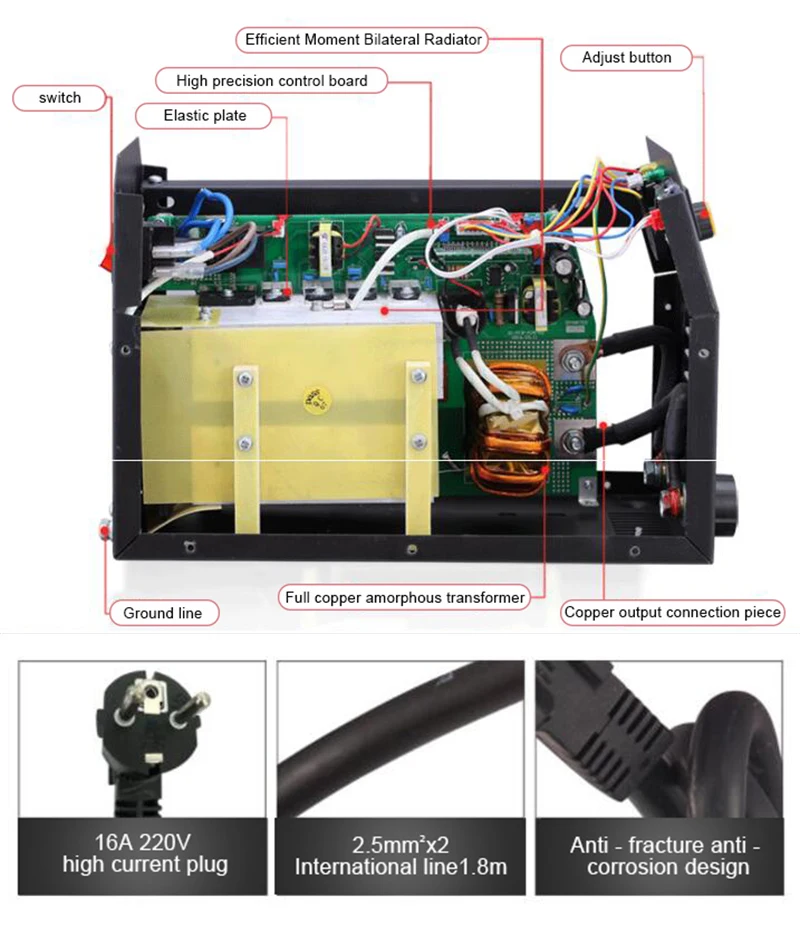 (НЕ ЗАБЫВ ПРО ПЕРЕМЫЧКУ ОТ ВАРИСТОРА! Не видно на фото ?)
(НЕ ЗАБЫВ ПРО ПЕРЕМЫЧКУ ОТ ВАРИСТОРА! Не видно на фото ?)
Самодельный трехфазный сварочный аппарат: ШАГ 2
Снова включаем девайс и убеждаемся в его полной работе от однофазной сети.
А сейчас, простой, но очень ответственный момент. Припаиваем к концам разрезанных дорожек (самые слева по фотке, идущие на выпрямитель) двухжильный не толстый проводок, который идет на катушку К2. Соединяем четырьмя коротенькими (оранжевые) перемычками контакты К2 попарно.
Самодельный трехфазный сварочный аппарат: ШАГ 2
На фото, правые контакты К2 короткими проводами скручиваем и зажимаем вместе с контактами К1, идущими туда же, откуда бросили провод на катушку К2.
Провод, который в «обычной жизни» идет сначала на «белую релюшку» тот черный, на него мы посадим (в трехфазном подключении) любую нами выбранную фазу для запитывания пусковой электроники сварАппа. А провод, который идет без разрыва от ВКЛ\ВЫКЛ (толстый красный) на штатный выпрямитель через желтые повода в белых разъемах, мы спаяем с NULLевым проводом от нашей трехфазной розетки.
Самодельный трехфазный сварочный аппарат: ШАГ 2
Внимательно смотрим на схему и с умным выражением лица тыкаем тестером в клеммы, проверяя соответствие разводки проводов схеме.
Если вы полностью убеждены что « все по схеме», то соберите\подогните аккуратненько повода с К1 и К2, уложите вовнутрь СварАппа, полюбуйтесь и еще раз убедитесь, что он до сих пор работает от одной фазы! Лениться не стоит..
Апгрейд ШАГ 3
Самодельный трехфазный сварочный аппарат: ШАГ 3
ШАГ 3. Самый интересный и захватывающий.
Я сначала сделал его прямо на операционном столе. Синий плетеный провод подрезанный рамкой кадра – спаян с плетеным желто\синим и прикручен к радиатору (плюсу) трехфазного выпрямителя (он временный). Этот силовой плюс , уходит к спаренным контактам пускателя К2 (на фотке хорошо видно). На К1 от 3-х фазной розетки идет пара фаза\ноль и силовой ноль.
ВНИМАНИЕ!
Напоминаю, что на этом ФОТО розетка с 5-ю контактами, позже, когда я вынесу выпрямитель в щиток, розетка будет четырехконтактной. (см.схему)
Самодельный трехфазный сварочный аппарат: ШАГ 3
ИТАК, подаем три фазы на самодельный сварочный аппарат, и переключаемВКЛ/ВЫКЛ на ВКЛ! Щелкнули пускатели…. И все заработало!!
Апгрейд ШАГ 4
Втыкиваем силовые кабели, выкручиваем ..
Самодельный трехфазный сварочный аппарат: ШАГ 4
Ого! на 202А ручку тока, в сарае находим самый толстый и древний электрод. У меня таким оказалась протухшая в плесени со времен перестройки 4-ка.
Самодельный трехфазный сварочный аппарат: ШАГ 4 — Самодельная сварка
Хватаем черную железяку, в месте где она толщиной 10мм, бессовестно упираем и давим электрод… В первое мгновение он подлипает, с шипением выкипает из него вода с грибами(реально, прямо супом запахло!) и…… при полном нажиме секунды за три-четыре жжем сквозную дырку! Переживаем первую радость\гордость, и следующие пару вечеров уже вдумчиво и неспешно экспериментируем с нашей прелестью в разных позах и режимах…..
Апгрейд ШАГ 5 (Уборка и упаковка собранной схемы)
Аккуратно и окончательно укладываем провода, пускатели. Не жалея сил, подергаем в разные стороны симулируя жесткое падение сварАппа с крыши. Если никакой пускатель не цепляет контактами окружающие железочки – то все у нас надежно.
Самодельный трехфазный сварочный аппарат: ШАГ 5 Уборка и упаковка собранной схемы
Последний штрих – затягиваем где есть возможность, жгутами (у меня зеленые были, уже не помню где экспроприировал). Любуемся, и принимаемся за оформление вывода проводов для трехфазной розетки.
Выводим четыре провода примерно в центр верха самодельного трехфазного инвертора. Это провод +250v от трехфазного выпрямителя, NULL, одна любая фаза, и прикручиваем желтый с зеленой полосой провод к корпусу устройства, это он будет нашей «честной землей». Снимаем с силового кабеля небольшой кусок оплетки и обхватываем все кабеля в том месте, где они будут проходить через отверстие в крышке инвертора, ну, и обматываем изоляцией.
Ниже – фото новых четырехпиновых розеток\вилок, выкл ючателя нагрузки на 40А и уютный домик для радиатора с выпрямительными диодами от MAKEL (кстати, с поэтическим названием – «сива-остю-сигорта-кутусю»). По русски, все более прозаично – Электрощиток Накладной.
Сверлим 14-м сверлом отверстие в крышке сварАппа под вывод наших силовых поводов, прикручиваем одну из розеток, прикручиваем концы проводов и т.д. и т.п…
Самодельный трехфазный сварочный аппарат: Завершающий этап
Самодельный трехфазный сварочный аппарат: Завершающий этап
Вот что получилось:
Самодельный трехфазный сварочный аппарат: Что получилось…
Самодельный трехфазный инвертор из Сварога
Делаем предподготовку соединения второй розетки и щитка с выпрямителем и отключателем нагрузки, тестером проверяем чтобы в розетках не было перепутывания проводов и идем прикручивать щиток на стенку.
Подготовка соединения второй розетки и щитка с выпрямителем и отключателем нагрузки
Щитовая
Вот что получилось в «щитовой».
Левый разъем для самодельного сварочника
Правый разъем – есть розетка 3ф+N+E – это для подключения обычных 3-х фазных девайсов. А вот левый – исключительно для нашей прелести.
На этом, собственно все. На текущий момент спалил баллон аргона балуясь с сварАппом на 3-х фазах. Работает безукоризненно.
Начало статьи : Апгрейд: однофазный инвертор СВАРОГ в трехфазный. Ч.1
Как собрать самодельный инверторный сварочный аппарат Бармалея?
Время чтения: 10 минут
Сейчас у инверторного сварочного аппарата есть множество сценариев применения: от устройства для соединения металлических деталей до пуско-зарядного аппарата для беспроблемного пуска двигателя в морозный день. Инверторы поистине изменили мир и превратились из дорогой игрушки в полноценный и при этом доступный каждому инструмент. Сейчас инвертор можно найти и в мастерской у профессионального мастера, и в гараже у начинающего сварщика. И этому способствует большой ассортимент в магазине. В продаже представлены аппараты на любой вкус и кошелек.
И этому способствует большой ассортимент в магазине. В продаже представлены аппараты на любой вкус и кошелек.
Тем не менее, мы не рекомендуем покупать самые дешевые инверторы. На наш взгляд, начальная планка — от 100 долларов и выше. Это будет рациональная покупка, и аппарат не потребует скорого ремонта. Но что делать, если сумма в 100$ оказалась для вас слишком серьезной, и вы не готовы тратить половину зарплаты на инвертор, которым будете пользоваться пару раз в году? В такой ситуации вы можете собрать сварочный инвертор своими руками.
Существует множество схем, инструкций и видеороликов по сборке недорого инвертора. В них непросто сходу разобраться даже если вы опытный мастер и разбираетесь в электронике. Поэтому мы предлагаем проверенный временем и множеством сварщиков вариант — самодельный инвертор Бармалея. Самодельный инверторный сварочный аппарат Бармалея известен уже много лет, его испробовали многие сварщики и остались довольны.
В этой статье мы подробно расскажем, какие компоненты мы используем для сборки этого инвертора, предоставим схему, расскажем о принципе работы и обратим внимание на основные особенности. Эта статья не является пошаговым руководством. Мы просто делимся опытом от себя и других мастеров.
Содержание статьи
- Общая информация
- Принцип работы
- Особенности сборки
- Силовые ключи
- Силовой трансформатор
- Ограничители заряда конденсаторов
- Реле
- Резисторы
- Испытания
- Техника безопасности
- Вместо заключения
Общая информация
Инвертора Бармалея — это знаменитый сварочный аппарат, который известен домашним мастерам уже более 15 лет. Свое название он получил благодаря пользователю под ником Бармалей, который как раз и предложил схему этого аппарата на одном из тематических форумов. Схема сварочного аппарата простая и понятная. При этом многие компоненты можно заменять на другие, удорожая или удешевляя изготовление.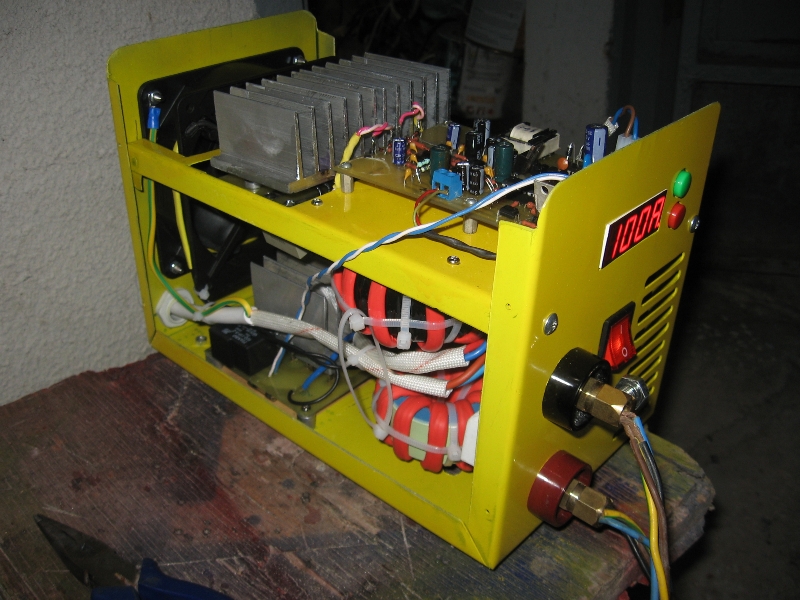 Главная особенность инвертора Бармалея — это небольшая цена и функциональность. Он надежный и ремонтопригодный. Такой вариант понравится мастерам, не готовым платить от 100 долларов и более за заводской аппарат из магазина.
Главная особенность инвертора Бармалея — это небольшая цена и функциональность. Он надежный и ремонтопригодный. Такой вариант понравится мастерам, не готовым платить от 100 долларов и более за заводской аппарат из магазина.
Сварочный инвертор Бармалея можно собрать без особых знаний в области силовой электроники. Но это не значит, что вам совсем не понадобится теория. Без нее как раз не обойтись. Потому что есть ряд нюансов, которые стоит учитывать. Также отметим, что существует множество вариантов инвертора Бармалея. Поскольку сварщики со временем стали модифицировать классическую схему и что-то добавлять, что-то убирать. Мы не претендуем на истину и не говорим, что наш аппарат самый правильный. Мы просто расскажем об одной бюджетной и функциональной разновидности аппарата Бармалея. Ниже две схемы.
Используя информацию из этой статьи, вы сможете собрать не только обычный сварочный инвертор, но и инвертор с пуско-зарядной функцией. Но для этого, конечно, понадобятся дополнительные навыки и ваша смекалка. В этой статье мы расскажем только про сварочный аппарат. Поскольку самодельный пуско-зарядный инвертор — это тема для отдельной статьи.
Читайте также: Инвертор с функцией пуско-зарядного устройства
Кстати, будьте готовы к тому, что при первом включении транзисторы сгорят и вам придется делать новый аппарат. Это на заметку тем мастерам, которые не хотят разбираться в силовой электронике и думают, что можно обойтись без этого. Нет, нельзя.
Принцип работы
Инвертор, собранный по схеме Бармалея, не отличается особым принципом работы. Он питается от однофазной сети с напряжением в 220 В. Получаемый ток выпрямляется, затем сглаживается с помощью конденсаторов. На данном этапе ток постоянный. После сглаживания он подается на транзисторные ключи. Они преобразовывают постоянный ток в переменный.
Переменный ток подается на трансформатор. Он ферритовый, поскольку используется ток высокой частоты, из-за этого можно использовать трансформатор меньших габаритов и соответственно не применять металл. После трансформатора ток подается на понижающий трансформатор. За ними идет выпрямитель и дроссель.
После трансформатора ток подается на понижающий трансформатор. За ними идет выпрямитель и дроссель.
Как видите, принцип работы практически идентичен обычному заводскому инвертору из магазина. Тем не менее, прелесть схемы Бармалея как раз в том, что такой самодельный инвертор можно видоизменять и многократно модифицировать. Что мы и будем делать в этой статье. Существует множество модификаций этого известного аппарата. Мы остановились на самом недорогом и при этом функциональном.
Особенности сборки
В этой статье мы не будем подробно объяснять каждый шаг: что, куда и зачем. Поскольку в интернете все сказано уже до нас и даже есть наглядные видеоролики. Мы расскажем об особенностях сборки и тех компонентах, которые мы несколько видоизменили, чтобы получить нужные нам характеристики. Материал создан на основе опыта одного из мастеров.
Силовые ключи
Для начала о силовых ключах. В схеме Бармалея рекомендуется использовать ключи типа IRG4PC50U. Но мы заменили их на ключи IRGP4063DPBF, они современнее и надежнее. Также вместо стабилитрона типа КС213Б мы использовали два встречно включенных стабилитрона по 15 Вольт каждый. Мощность — 1.3 Вт. Замена обусловлена тем, что КС213Б могут сильно нагреваться. Больше никаких изменений. Остальные компоненты мы брали из схемы.
Силовой трансформатор
Теперь о силовом трансформаторе. Его мы намотали на готовый сердечник типа E70/33/32 (или B66371-G-X187, N87) от производителя EPCOS. Мы не видим причин делать сердечник самому, поскольку готовый стоит не так уж дорого. Наматывали так: сначала намотали половину витков для первичной обмотки, потом намотали всю вторичную обмотку, а после этого домотали вторую половину витков на первичной обмотке.
На первичной и на вторичной обмотке использовали одинаковые провода. Выбрали диаметр 0.6 мм. На первичную обмотку наматывали 18 витков. 9 витков на первый ряд и 9 витков на второй. Не забывайте делать изоляцию между слоями. Для изоляции можно использовать обычную бумагу для кассовых аппаратов. Вариант недорогой и действенный. Также каждый слой нужно пропитать эпоксидной смолой.
Вариант недорогой и действенный. Также каждый слой нужно пропитать эпоксидной смолой.
При желании первичную обмотку можно намотать проводами с диаметром 1.2 мм или 0.4 мм. Тогда вам придется сделать либо больше, либо меньше витков. И провести дополнительные расчеты. Но если вы впервые собираете аппарат, то лучше пользуйтесь нашими первоначальными рекомендациями.
Также мы рекомендуем и первичку, и вторичку обмотать малярным (строительным) скотчем. Это необходимо для дополнительной изоляции. При намотке помечайте концы проводов. Так вам будет проще все собирать воедино. Также вам будет проще проводить фазировку. А если фазировку сделать неправильно, то ваш аппарат задействует лишь 50% своего потенциала.
При сборке учитывайте микрозазор между половинками сердечника. С крайних кернов нужно положить прокладку, сделанную из той же кассовой бумаги. Все нужно крепко стянуть и склеить. Дополнительно всю эту конструкцию можно покрасить баллончиком и сверху покрыть лаком.
Ограничители заряда конденсаторов
Перейдем к ограничителям заряда конденсаторов. У аппарата Бармалея по умолчанию используется два резистора, по 30 Ом каждый, с мощностью 5 Вт. Эти резисторы мы не стали менять, они отлично справляются с функцией зарядки конденсаторов. После зарядки питание можно подать напрямую благодаря реле.
Это необходимо. Все дело в резком скачке тока при первом включении аппарата. Из-за большой силы тока диодный мост может просто перегореть, как и конденсаторы. И чтобы этого избежать как раз используются описанные выше резисторы.
Реле
Кстати, о реле. В инверторе Бармалея используется реле типа WJ115-1A-12VDC-S. Катушка у него питается от 12 Вольт DC, а коммутируемая нагрузка составляет около 20 Ампер. Питание от 220 Вольт AC. Эти реле стоят очень недорого, их можно без проблем найти в продаже. С задачей справляется отлично. Мы не стали использовать что-то другое.
Резисторы
Что касается резистора, ограничивающего ток, то мы рекомендуем использовать простой проволочный резистор типа С5-37 В 10. Он нормально работает, при этом стоит существенно меньше, чем импортные. Также при желании вместо резисторов можно использовать конденсаторы токоограничивающие. Например, конденсаторы типа К73-17. В цепь их стоит подключать последовательно.
Он нормально работает, при этом стоит существенно меньше, чем импортные. Также при желании вместо резисторов можно использовать конденсаторы токоограничивающие. Например, конденсаторы типа К73-17. В цепь их стоит подключать последовательно.
Испытания
Соберите все детали воедино и проведите первый запуск. Не забудьте перед этим выставить ограничение по максимальному току. В нашем случае это 160 Ампер. Работает? Значит можно всю «начинку» засунуть в какой-нибудь корпус от электроприбора. Либо сделайте корпус самостоятельно. Себестоимость такого аппарата — не более 50 долларов на начало 2019 года. Перед сваркой проведите испытания. В идеале аппарат должен без проблем варить электродами до 4 мм в диаметре.
Практически все детали можно найти в интернете. Что касается проводов, то их можно взять из старого лампового телевизора. У него есть размагничивающий контур на кинескопе. Вот там можно снять провода. Также выгодно покупать детали на китайских сайтах. Там они продаются буквально за копейки и можно здорово сэкономить.
Техника безопасности
Большинство наверняка пропустит этот раздел, но мы все же расскажем об основных правилах безопасности. Поскольку есть мастера, которые надеются на чудо, когда выполняют сборку аппарата с нарушением всех норм. А чудо порой не происходит…
Прежде всего, не проводите сборку и ремонт аппарата в помещении с повышенной влажностью. И ни в коем случае не трогайте регуляторы, вилку включения, сам аппарат, если у вас мокрые руки. Это элементарное правило, которым многие пренебрегают и затем сильно жалеют об этом. Вы должны знать, что 100 миллиампер уже достаточно для смертельного случая. А сварочный аппарат способен генерировать куда большое значение. И в лучшем случае все закончится пожаром. О худшем раскладе вы можете додуматься самостоятельно.
Кстати, о пожаре. Если по несчастливой случайности ваш аппарат загорится, то не смейте тушить его и окружающие вещи водой. Это в случае, когда аппарат включен в розетку и у вас нет возможности выключить его.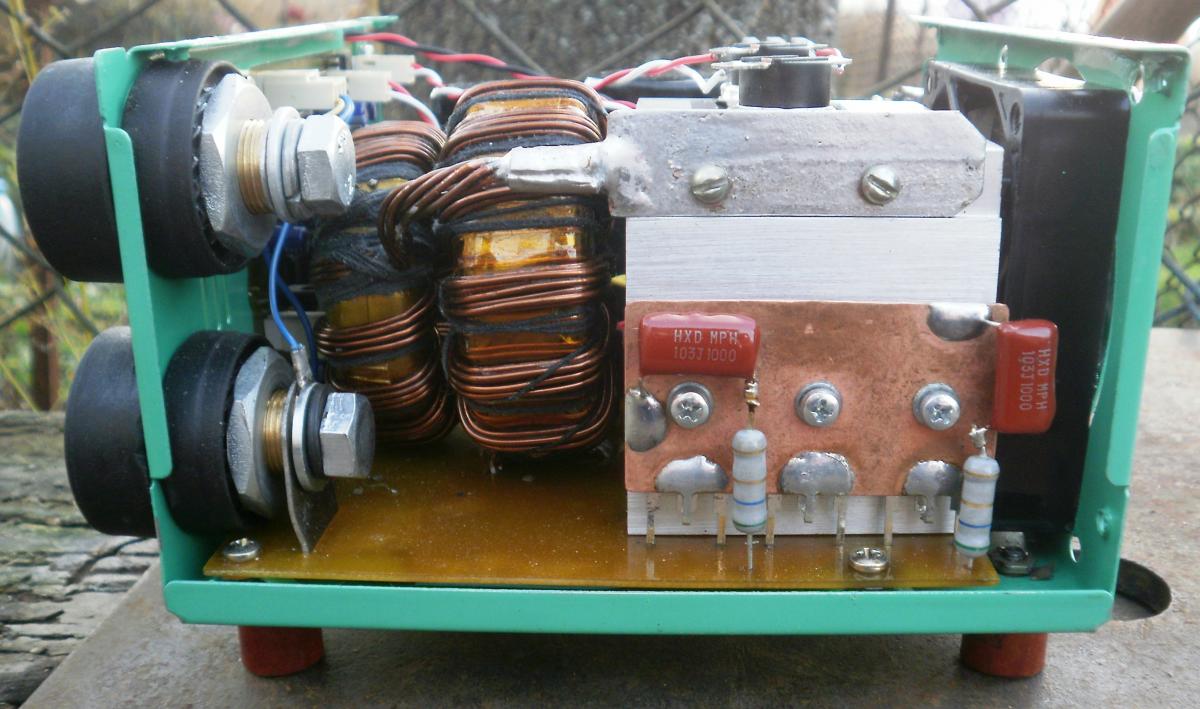 Поэтому имейте рядом небольшой порошковый или углекислотный огнетушитель. Но если у вас есть возможность быстро все обесточить, то лучше сделать это и потом тушить пожар.
Поэтому имейте рядом небольшой порошковый или углекислотный огнетушитель. Но если у вас есть возможность быстро все обесточить, то лучше сделать это и потом тушить пожар.
Если при первом включении аппарата вы видите, что он искрится или дымится, то естественно выключите его и не используйте. Именно по этой причине не стоит сразу паковать всю «начинку» в корпус. Сначала проведите все испытания. Также заземлите аппарат, не игнорируйте этот этап.
Редко кто задумывается об инструменте, который использует. Но ведь и его необходимо изолировать. Не важно, что у вас в арсенале: пассатижи, отвертки или кусачки. Все ручки должны быть изолированы материалом, который не проводит ток. У большинства инструментов изоляция есть по умолчанию. Но если вы используете, скажем, обычные металлические кусачки, то хотя бы перемотайте ручки изолентой.
И не используйте треснувшие/лопнувшие/старые инструменты. Они редко становятся причиной печальных последствий, но случаи бывали. Не испытывайте судьбу. Соблюдайте эти простые правила и берегите свое здоровье. А если ваш сосед десять лет чинит электроприборы и ни одно из правил не соблюдает, то это не значит, что вы должны поступать так же.
Вместо заключения
Сварка с применением инвертора — это недорогой и надежный метод соединения металлических заготовок. Каждый мастер и дачник должен иметь у себя в арсенале простенький аппарат, чтобы без проблем подварить ворота у гаража или собрать теплицу.
Вы можете купить аппарата в магазине, потратив не менее 100 долларов на более-менее надежную модель, либо собрать свой сварочник. Недорогой, надежный и функциональный. Мы считаем, что затея стоит того. Лучше собрать сварочный инвертор Бармалей схема которого есть в нашей статье и ее несложно найти в интернете. Этот аппарат проверен временем. Его собрали десятки мастеров по всему СНГ и поделились своим опытом. Так что вы можете лично убедиться в его работоспособности.
Некоторые могут задаться вопросом: «А зачем вообще мучиться с самостоятельной сборкой, пытаться понять основы электротехники, если можно просто накопить и приобрести заводской аппарат?». На самом деле, причина не только финансовая. Дело в том, что заводские бюджетные аппараты часто изготавливаются из некачественных комплектующих, которые вы не можете проконтролировать. Поэтому, покупая даже именитый инвертор, вы не можете знать наверняка, как долго он проживет. А в самодельный аппарат вы сами подбираете детали и знаете их особенности. Самоделка так же проще в техническом обслуживании и ремонте. Желаем вам удачи в сборке и тестировании самодельного инвертора Бармалея! Делитесь своим опытом в комментариях ниже. Так вы поможете многим новичкам лучше разобраться в теме.
На самом деле, причина не только финансовая. Дело в том, что заводские бюджетные аппараты часто изготавливаются из некачественных комплектующих, которые вы не можете проконтролировать. Поэтому, покупая даже именитый инвертор, вы не можете знать наверняка, как долго он проживет. А в самодельный аппарат вы сами подбираете детали и знаете их особенности. Самоделка так же проще в техническом обслуживании и ремонте. Желаем вам удачи в сборке и тестировании самодельного инвертора Бармалея! Делитесь своим опытом в комментариях ниже. Так вы поможете многим новичкам лучше разобраться в теме.
Watch this video on YouTube
Самодельные инверторные сварочные аппараты схемы
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.
Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
- Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера. Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
 Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.
Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме
Домашнее хозяйство требует наличия определенных инструментов. Сварочные работы производятся с использованием инвертора, который широко востребован в обиходе. Изготовить сварочный инвертор своими руками не составит особого труда и финансовых вложений, достаточно иметь небольшие познания электрики, чтения чертежей. Качественный инвертор на рынке стоит не малых денег, а более доступные аналоги могут не соответствовать требуемым параметрам.
Характеристики самодельного инвертора и материалы для его сборки
Для эффективной работы устройства понадобиться использовать качественные материалы. Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей. Основные технические характеристики устройства:
- Потребляемое напряжение составляет 220 Вольт.
- На входе сила тока не менее 32 ампер.
- Сила тока, производимая аппаратом – 250 А.
Схема сборки сварочного инвертора
Основная схема сварочного инвертора состоит из блока питания, дросселей, силового блока. Для изготовления устройства понадобятся инструменты и детали:
- Комплект отверток для демонтажа и дальнейшей сборки.
- Паяльник, необходим для соединения электронных элементов.
- Нож и полотно по металлу для изготовления правильной формы конструкции.
- Кусок металла толщиной 5-8 мм для формирования корпуса.
- Саморезы или болты с гайками для крепления.
- Платы для электронных схем.
- Медные изделия в виде проводов, служат для обмотки трансформатора.
- Стеклоткань либо текстолит.

В домашнем обиходе пользуется популярностью самодельный сварочный инвертор однофазного типа, сделанный своими руками.
Сварочный инвертор однофазного типа
Такой инвертор питается от бытовой сети 220 В, бывают случаи, когда необходимо изготовить устройство, питание которого происходит от трехфазной сети 380 В. Такие аппараты отличаются повышенной эффективностью и мощностью, используются при массовых работах.
Что нужно для сборки инвертора
Основной задачей сварочного инвертора является преобразование силы тока, достаточной для использования в хозяйстве. Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Первично изготавливается блок питания, для его составляющих понадобиться:
- Трансформатор, имеющий сердечник из ферритного материала.
- Обмотка трансформатора с минимальным количеством витков – 100 шт., сечением 0,3 мм.
- Вторичная обмотка изготавливается из трех частей, внутренняя состоит из 15 витков с сечением провода 1 мм, средняя с таким же количеством витков сечением 0,2 мм, наружный слой 20 завитий диаметром не менее 0,35 мм.
Самодельный инвертор необходимо изготавливать в соответствие с требуемыми характеристиками. Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.
Как сделать трансформатор для инвертора
Использование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.
Для стабильного хода процесса сварки рекомендуется использовать несколько транзисторов в параллельной цепи, чем один более мощный элемент.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.
Конденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Самодельный трансформатор как основа для инвертора
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Конструкция сварочного аппарата
Основой для аппарата является корпус, возможно использовать системный блок от компьютера формата АТХ, рекомендуется поискать на разборках более старые модели, так как металл использовался толще и качественнее. Также подходит металлическая канистра, при этом случае необходимо вырезать отверстия для вентиляции, установить дополнительные крепления.
Устройство сварочного инвертора
Ферритовый материал используется для обмотки трансформатора блока питания своими руками. Намотка проволоки на сердечник производится по всей ширине, это даст возможность улучшить производительность устройства, устранить перепады напряжения. Медная проволока применяется в самодельном сварочном инверторе, марки ПЭВ-2, стеклотканью изолируется первичная обмотка.
Функция силового блока состоит в понижении силы тока.
Трансформаторы устанавливаются с зазором, между ними прокладывается газетная бумага. Витки наматываются своими руками в несколько слоев первичной обмотки, затем в три слоя накладывается вторичная обмотка. Для защиты от короткого замыкания используется прокладка, не пропускающая ток.
Для предостережения от короткого замыкая отводятся силовые проводники в разные стороны, для охлаждения используют вентилятор.
Как настраивать работу инвертора
Сборка сварочного инвертора не требует особых усилий при наличии необходимых инструментов, материалов. Расходы на изделие, выполненное своими руками минимальны за счет использования не дорогих изделий.
Настройка устройства для правильной работы зачастую требует помощи специалистов, но ее можно выполнить своими руками при соблюдении требований.
- Напряжение подается на инверторную плату, вентилятор охлаждения в первую очередь. Такой подход исключит перегрев системы и заблаговременный выход из строя.
- На зарядку силовых конденсаторов отводится немного времени, после этого производится замыкание резистора в цепи. Проверка реле происходит на выходе из резистора, напряжение должно соответствовать нулевому показателю. Токоограничивающий резистор необходим для безопасного использования инвертора, без его применения может произойти возгорание аппарата.
- Осциллографом измеряется поступающие импульсы тока на трансформатор, соотношение должно быть 66 к 44 процентам.
- Процесс сварки инвертором, сделанным своими руками проверяется вольтметром, подключенным к оптрону на выходе его усилителя.
- К выходному мосту подается напряжение силой 16 вольт, для этого используется подходящий блок питания. При работе на холостом ходу, потребляемый ток составляет около 100 мА.

Проверка производится с кратковременных процессов сварки. При выполнении сварки до 10 секунд необходимо контролировать температуру инвертора, если трансформаторы не сильно нагрелись, возможно постепенно увеличивать режим работы.
Проверка соединений инвертора мультиметром
Использование сварочного инвертора, изготовленным своими руками подразумевает выход устройства из строя. Для диагностики необходимо своими руками вскрыть корпус аппарата, проверить напряжение на входе. Распространённой проблемой является выход из строя блока питания, за счет недостаточного охлаждения или некачественных материалов, используемых при продолжительной работе. Также следует визуально осмотреть соединения и проверить их мультиметром. При случаях выхода из строя термодатчика либо предохранителей, необходимо заменить их на новые.
Преимущества и недостатки
Изготовленный своими руками аппарат может использоваться как при домашнем хозяйстве, так и в малых производствах. На первый взгляд конструкция состоит из множества элементов, схема представляется сложной к исполнению своими руками. При выполнении последовательности шагов, использовании качественных материалов, возможно добиться долгосрочной работы при малых затратах. Простой сварочный инвертор стоит на рынке достаточно дорого и не отличается повышенным качеством.
Простой сварочный инвертор стоит на рынке достаточно дорого и не отличается повышенным качеством.
Простой инвертор своими руками
Недостатки заключаются в малом времени продолжительной службы самодельного инвертора. При больших объемах рекомендуется изготовить трехфазный инверторный аппарат своими руками, однако трудно найти источник питания такого типа.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.
Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение – 220 В;
- сила тока на входе – 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью.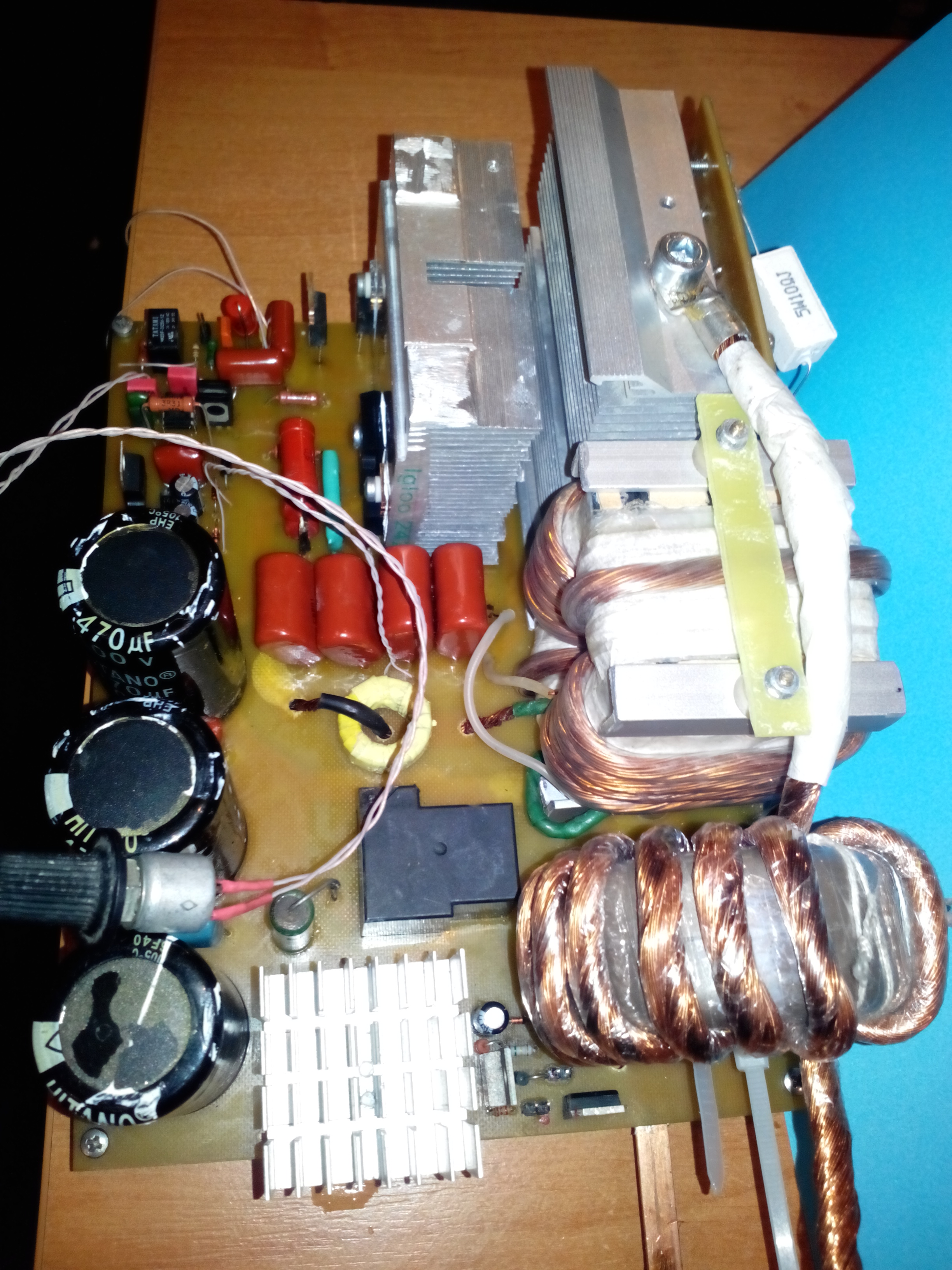 На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора – преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме “косого моста” . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую – может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй – ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Схемы самодельного сварочного инвертора
Сделать самодельный сварочный инвертор несложно, особенно если вы ладите с электроникой. Главное, чтобы у вас было свободное время (5-6 часов) и желание выполнить эту работу. Данный аппарат пригодится всем хозяевам. Сварочные инверторы – это новые современные сварочные аппараты, которые выходят сейчас на первый план.
Устройство инверторного сварочного аппарата.
На рынке можно найти много различных видов инверторов. Но прибор, сделанный самостоятельно, может получиться качественнее и инвертор своими руками обойдется дешевле, чем покупка нового аппарата.
Немного информации о сварочных аппаратах
Сейчас очень трудно представить себе какую-нибудь конструкцию, для которой бы не потребовалась сварка. Для этой работы применяют различные напряжения. В зависимости от него сварочные аппараты делятся на две группы: аппарат постоянного тока и переменного. На постоянном токе разрешается варить электропроволокой без покрытия и электродами. Чтобы придать горения дуге на маленьких токах, обязательно нужно иметь на обмотке увеличенное напряжение холостого хода до 70 В. Сварочный аппарат постоянного тока лучше в употреблении, применяют его для тонколистовых металлов, в особенности для автомобильной и кровельной стали. Сварочная дуга стабильна на данном этапе, поэтому сварка идет и на прямой, и на обратной полярности напряжения, которое подают.
На постоянном токе разрешается варить электропроволокой без покрытия и электродами. Чтобы придать горения дуге на маленьких токах, обязательно нужно иметь на обмотке увеличенное напряжение холостого хода до 70 В. Сварочный аппарат постоянного тока лучше в употреблении, применяют его для тонколистовых металлов, в особенности для автомобильной и кровельной стали. Сварочная дуга стабильна на данном этапе, поэтому сварка идет и на прямой, и на обратной полярности напряжения, которое подают.
Классификация сварочных инверторов.
Из чего состоит сварочный аппарат? В основной состав сварочного устройства входят:
- трансформатор – главная деталь;
- первичная и вторичная катушки;
- корпус для сварочного аппарата;
- вентиляторы;
- канцелярская бумага или моток из кассового аппарата;
- медная полоска;
- медная лента.
Вернуться к оглавлению
Как изготовить самодельный сварочный аппарат
Самой важной частью в работе над инвертором является схема. Начинают изготовление сварочного устройства с подборки трансформатора, на который наматывается медная полоска жести (длина 40 мм, толщина 0,3 мм). Еще нужна термопрослойка, в качестве которой подойдет канцелярская бумага или моток из кассового аппарата. Она должна быть прочной и при намотке не разрываться. Толстым проводом не наматывайте, т.к. данный прибор будет работать на высоких частотах, что приведет к перегреву трансформатора.
Чтобы этого не случилось, возьмите медную ленту – это будет вторая обмотка из трех полосок меди. Они будут отделяться фторопластовой прослойкой. Для второй обмотки снова возьмите бумагу, как и при первой. Правда, бумага будет темнеть, но от цвета она свойства не потеряет. Не забудьте в трансформатор поставить вентилятор, чтобы обмотка не нагревалась и охлаждалась. Можете взять кулер из своего компьютера на 220 В и на 0,15 А. Схема поможет вам понять суть.
Электросхема сварочного инвентора.
Далее продолжаете изготовление инвертора на основании вашей схемы. Следующим шагом должна быть система охлаждения, которая защищает от перегревания сварочный аппарат. Взять ее лучше из компьютерного процессора. Всего потребуется 6 таких вентиляторов, 3 из них должны быть направлены в сторону обмотки двигателя. Не забудьте установить заборщики воздуха напротив кулеров.
Следующим шагом должна быть система охлаждения, которая защищает от перегревания сварочный аппарат. Взять ее лучше из компьютерного процессора. Всего потребуется 6 таких вентиляторов, 3 из них должны быть направлены в сторону обмотки двигателя. Не забудьте установить заборщики воздуха напротив кулеров.
После этого нужно установить силовой косой мост. Он будет находиться на двух радиаторах. Верхний край моста будет на одной стороне, а нижний стоит прикрепить через прокладку на другой мост. Диоды нужно вывести и разместить навстречу транзисторам. Чтобы понизить выбросы, на плату следует припаять конденсаторы (14 штук по 0,15 мк и 630 В), раздать их нужно на всю линию питания.
Для того чтобы выплески усилились, а утраты IGBT стали наименьшими, в цепочку стоит вставить снабберы, в составе которых находятся конденсаторы С15, С16. IGBT открываются скорее, а противоположный процесс длительнее по времени. И в этот момент С15 и С16 начнут получать заряд через диод, который установили. Все это делается для того, чтобы снаббер взял на себя всю силу и уменьшил расход тепла в 4-5 раз.
Вернуться к оглавлению
Как подключить сварочный инвертор своими руками
Сделать данное устройство не так тяжело, как его настроить. Это займет больше времени. Поможет последовательная схема подключения:
Способы подключения сварочного инвертора.
- Следует подключить сварочный инвертор к электросети. Вы услышите громкие звуки, это блок начнет передавать ток. Электричество подается на вентилятор, благодаря чему сварочный аппарат работает тише и уменьшается его нагревание.
- Далее следует замкнуть резистор. Для этого после зарядки конденсаторов нужно подсоединить реле. Скачки тока при включении уменьшаются.
- Обратите внимание, без резисторной детали производить подключение трансформатора нельзя, так как может произойти взрыв. Чтобы узнать уровень сварочного аппарата, нужно включить прибор на режиме амперметра, приходящие импульсы должны быть равны 44%.
- С помощью усилителя и оптрона, которые передают сигнал к блоку, вы можете проверить саму сварку. Амплитуда должна быть равна 15 В.
- С помощью осциллографа можно проверить работу сварочного аппарата. Если импульсы, которые будут поступать от разных обмоток, будут одинаковые, то работа инвертора выполнена правильно.
- В конце нужно проконтролировать трансформатор инвертора под управлением конденсаторов. Для этого увеличьте уровень пропуска до 200 Вт, подключите осциллограф и наблюдайте за звуковыми сигналами, который будет издавать коллектор-эмиттер.

Вернуться к оглавлению
Меры безопасности при работе со сварочным инвертором
Сварка – это очень опасный и травматичный вид работы. А электросварка может ударить сварщика электрическим током. Поэтому все оборудование, то есть сварочный аппарат, с которым работает сварщик, должно быть заземлено качественно. Это помогает защититься от электрических травм.
Следующая опасность для здоровья человека – это ультрафиолетовый спектр электрической дуги. Он может нанести вред органам зрения, кожным покровам и вызвать сильные ожоги. Поэтому люди, которые работают со сварочным аппаратом, должны обязательно пользоваться специальной одеждой и маской, предназначенными для сварки. Желательно ограждать других людей от сварки, т.к. если просто смотреть на работу сварщика, то тоже можно получить ожоги глаз.
При соблюдении правил безопасности сварочные работы не принесут вреда жизни и здоровью человека.
Сварочный инвертор имеет много плюсов, главный из которых – это его маленький вес.
Принципиальная схема инверторного сварочного аппаратаВ нем вы можете использовать электроды и переменного, и постоянного тока.
– Kubota B2320 Электрическая схема
Принципиальная схема инверторного сварочного аппарата
Принципиальная схема инверторного сварочного аппарата представляет собой визуальное представление компонентов и кабелей, связанных с электрическим соединением. Эта графическая диаграмма показывает нам физическое соединение, которое намного легче понять в электрической цепи или системе. На электрической схеме могут быть обозначены все соединения с указанием их взаимного расположения.Использование этого может быть положительно признано в производственном проекте или при решении электрических проблем. Это может предотвратить большой ущерб, который даже подорвет электрические схемы. широко используются в производстве схем или других проектах электронных устройств. Компоновка облегчает общение между инженерами-электриками, проектирующими и реализующими электрические схемы. Фотографии также пригодятся при ремонте. Он показывает, была ли установка спроектирована и реализована надлежащим образом, подтверждая регуляторы безопасности.
Эта графическая диаграмма показывает нам физическое соединение, которое намного легче понять в электрической цепи или системе. На электрической схеме могут быть обозначены все соединения с указанием их взаимного расположения.Использование этого может быть положительно признано в производственном проекте или при решении электрических проблем. Это может предотвратить большой ущерб, который даже подорвет электрические схемы. широко используются в производстве схем или других проектах электронных устройств. Компоновка облегчает общение между инженерами-электриками, проектирующими и реализующими электрические схемы. Фотографии также пригодятся при ремонте. Он показывает, была ли установка спроектирована и реализована надлежащим образом, подтверждая регуляторы безопасности.
Принципиальная схема инверторного сварочного аппарата – наименее эффективная схема среди электрических схем. Часто это фотографии, прикрепленные к подробным чертежам или этикеткам физических компонентов. Картинка даже не прилагает усилий, чтобы ее показать ясно или эффективно. Человек, хорошо разбирающийся в схемах электропроводки, может понять только изображения.
Принципиальная схема инверторного сварочного аппарата использует стандартные обозначения для электромонтажных устройств, обычно отличающиеся от обозначений, используемых на принципиальных схемах.Электрические символы показывают не только место установки, но и тип устанавливаемого устройства. Например, поверхностный потолочный светильник обозначен одним символом, утопленный потолочный светильник – другим символом, а поверхностный люминесцентный свет – другим символом. Каждый тип переключателя имеет свой символ, как и различные розетки. Есть символы, которые показывают расположение детекторов дыма, звонка дверного звонка и термостата. В крупных проектах символы могут быть пронумерованы, например, для обозначения панели управления и схемы, к которой подключается устройство, а также для обозначения того, какой из нескольких типов приспособлений должен быть установлен в этом месте.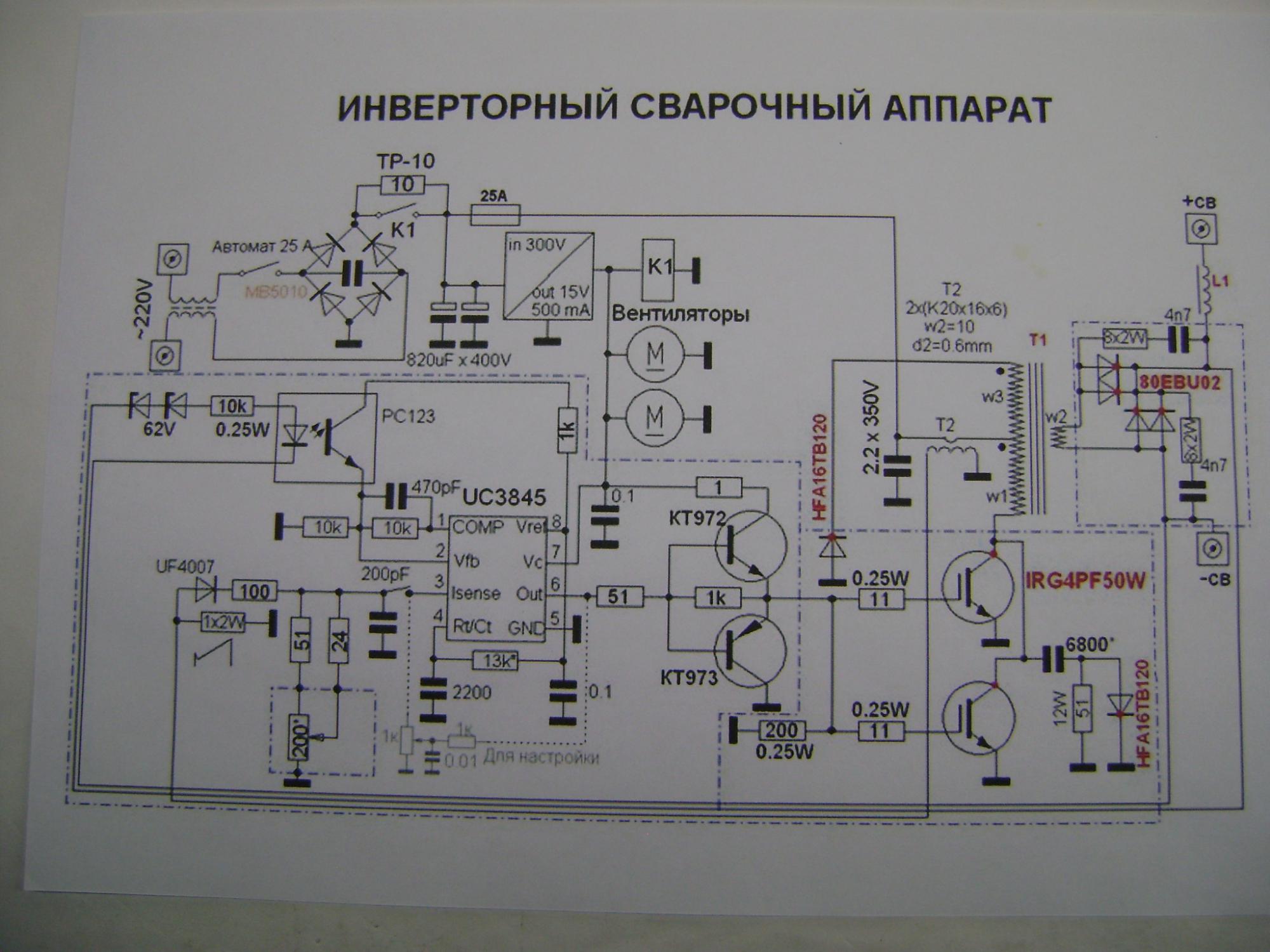
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ ИНВЕРТОРА ТИПА 3КВА, 50 ГЦ, ОДНОФАЗНОЙ ДУГОВОЙ СВАРОЧНОЙ МАШИНЫ
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ ИНВЕРТОРА ТИПА 3КВА, 50 ГЦ, ОДНОФАЗНОЙ ДУГОВОЙ СВАРОЧНОЙ МАШИНЫInternational Journal of Scientific & Engineering Research , Выпуск 5, май 2015 г. 931
ISSN 2229-5518
Проектирование и изготовление инвертора
3 кВА, 50 Гц, однофазная дуговая сварка
Аппарат
Engr.Ovbiagele U; Engr. Obaitan B
Аннотация: Сварка служит множеству целей в разных доменах. Изготовление машин и оборудования, сварка трубопроводов и манифольдов, сварка конструкций, морская сварка и декоративная сварка – вот примеры сварки, применяемой в бизнесе и промышленности. Сварочное оборудование стало одним из важнейших инструментов, которыми может владеть производитель, поэтому возникла необходимость спроектировать и построить аппарат для дуговой сварки. В этой статье авторы спроектировали и сконструировали аппарат для однофазной дуговой сварки мощностью 3 кВА, 50 Гц, используя местные материалы.Чтобы решить проблему веса и размера обычного аппарата для дуговой сварки, была также разработана инверторная схема. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке. Произведенный на месте аппарат для электродуговой сварки, способный выдержать ток 150 А при испытании изоляции, испытании на короткое замыкание и разрыв цепи для определения рабочих характеристик, оказался весьма удовлетворительным.
Ключевые слова: дуговая сварка, изготовление оборудования, инвертор, трансформатор.
——————————— ———————————
Сварка – это метод соединения металлов, при котором тепло и / или давление прикладываются к области контакта между двумя компонентами. ; в стык может быть добавлен присадочный металл в зависимости от процесса сварки [1].
Существует множество видов сварки, в том числе дуговая сварка, контактная сварка, газовая сварка. Особое внимание будет уделено дуговой сварке, поскольку это наиболее распространенный вид сварки, а также основная цель данной конструкции. При дуговой сварке между основным металлом и электродом образуется электрическая дуга. Тепло дуги плавит основной металл и сварочные материалы для получения металла шва для соединения элементов конструкции [2].
При дуговой сварке между основным металлом и электродом образуется электрическая дуга. Тепло дуги плавит основной металл и сварочные материалы для получения металла шва для соединения элементов конструкции [2].
Оборудование, которое выполняет сварочные операции под наблюдением и контролем сварщика, называется сварочным аппаратом. Чтобы решить проблему веса и габаритов обычного аппарата для дуговой сварки, необходимо сконструировать инвертор. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке.Таким образом, трансформатор гораздо меньшей массы используется для обеспечения работы с гораздо большей выходной мощностью. Выбор рабочей частоты с учетом человеческих способностей снижает сварочный шум, производимый обычным аппаратом для дуговой сварки [1]. Выбор частоты 20 кГц для аппарата дуговой сварки инверторного типа соответствовал вышеуказанным ожиданиям. Управление питанием трансформатора на высокой частоте позволяет контролировать выходной сварочный ток. Этот источник питания обеспечивает преобразователь частоты. Силовой переключатель IGBT (биполярный транзистор с изолированным затвором) или MOSFET используется для конструкции инвертора из-за его высокой степени коммутации.
Цепь управления, используемая для управления выходным сварочным током, предназначена для управления переключателем мощности на высокой частоте. Переключатель питания на биполярном транзисторе с изолированным затвором более эффективен и менее подвержен сбоям, чем переключатель питания на полевых МОП-транзисторах.
Вес и размер трансформатора обычного сварочного аппарата намного выше шума сварки.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и технических исследований, том 6, выпуск 5, май 2015 г. 932
ISSN 2229-5518
Целью и задачей данной работы является спроектировать и сконструировать аппарат для дуговой сварки, работающий от сети
48 В постоянного тока с переменной частотой. Это снижает вес, размер и уровень шума трансформатора, используемого для сварки.
Это снижает вес, размер и уровень шума трансформатора, используемого для сварки.
Иметь более эффективный дуговой сварочный аппарат, обеспечивающий аккуратную сварку.
Важность этого проекта заключается в том, что он направлен на создание рентабельного, прочного, портативного и мобильного сварочного аппарата.
Сварочный источник питания трансформаторного типа преобразует электричество высокого и слабого тока из электросети в высокое и низкое напряжение (обычно от 17 до 45 В и от 55 до 590 А).Выпрямитель используется для преобразования переменного тока в постоянный для получения постоянного тока на выходе. Перемещение магнитного шунта внутрь и наружу трансформатора помогает изменять выходной ток. Последовательный реактор к вторичной обмотке регулирует выходное напряжение от набора отводов на вторичной обмотке трансформатора. Этот тип блока питания наименее дорогой, но громоздкий. Это низкочастотные трансформаторы, которые должны иметь такую высокую намагничивающую проводимость, чтобы избежать ненужных шунтирующих токов. Трансформатор также может иметь значительную проводимость утечки для защиты от короткого замыкания в случае прилипания сварочного стержня к рабочей силе.Индуктивность рассеяния может изменяться, поэтому оператор может устанавливать выходной ток [3].
С появлением мощных полупроводников, таких как полевой транзистор с изолированным затвором (IGFET), также известный как MOSFET (металлооксидный полупроводниковый полевой транзистор), теперь также можно создать импульсный источник питания, способный справляется с высокими нагрузками при дуговой сварке. Эти конструкции известны как инверторные сварочные аппараты. Электроэнергия переменного тока сначала выпрямляется в постоянный ток; затем переключатель питания постоянного тока (инвертировать) в понижающий трансформатор на высокой частоте для получения необходимого сварочного напряжения или тока.Частота переключения обычно составляет от 20 кГц до 100 кГц. Высокая частота переключения резко уменьшает габариты понижающего трансформатора. Масса магнитных компонентов (трансформатор и проводники) быстро уменьшается с увеличением рабочей (коммутационной) частоты. Циркуляционный преобразователь может также обеспечивать такие функции, как управление мощностью и защита от перегрузки. Этот тип сварочных аппаратов (на основе инвертора) более эффективен и обеспечивает лучший контроль изменяемых функциональных параметров, чем обычные сварочные аппараты.Микроконтроллер управляет IGBT или IGFET в инверторной машине, поэтому электрические характеристики мощности сварки могут быть изменены с помощью программного обеспечения [4].
Масса магнитных компонентов (трансформатор и проводники) быстро уменьшается с увеличением рабочей (коммутационной) частоты. Циркуляционный преобразователь может также обеспечивать такие функции, как управление мощностью и защита от перегрузки. Этот тип сварочных аппаратов (на основе инвертора) более эффективен и обеспечивает лучший контроль изменяемых функциональных параметров, чем обычные сварочные аппараты.Микроконтроллер управляет IGBT или IGFET в инверторной машине, поэтому электрические характеристики мощности сварки могут быть изменены с помощью программного обеспечения [4].
Наш подход к этому проекту реализован через проектирование и создание его подсистемы ввода, блока управления и подсистемы вывода. Сварка металла происходит, когда блок управления и выходная подсистема соединяются вместе через свариваемый токопроводящий объект. Сварка – это процесс соединения двух или более одинаковых или разнородных материалов с / без приложения тепла и / или давления с использованием или без использования присадочного материала.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 933
ISSN 2229-5518
В разработке мы начали с общую систему и начинайте разбивать ее на системы. Удобным инструментом, используемым на этом этапе, является блок-схема, показанная на рис. 1. Блок-схема изображает иерархию того, как подсхемы инвертора
будут взаимодействовать и взаимодействовать друг с другом.Аппаратный прототип был реализован или реализован на экспериментальном макете. Это было достигнуто за счет реализации подсистемы ввода
инвертора в подсистему вывода. Они были тщательно выполнены в соответствии с блок-схемой проекта и окончательной принципиальной схемой.
Системная блок-схема проекта инверторного сварочного аппарата представлена на рис.
Буфер генератора
Усилитель мощности
Трансформатор
O / P
Источник питания
Обратная связь
Система представляет собой гибкий источник питания, спроектированный как источник тока, соответствующий блок-схеме, показанной на рис. который состоит из следующих этапов.
который состоит из следующих этапов.
для переключения питания постоянного тока. Выходной сигнал каскада генератора усиливается с помощью транзистора (9013). Это
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 934
ISSN 2229-5518
усиленный сигнал запускает оксид металла Полевой транзистор с Vgs больше порогового напряжения.Частота работы схемы определяется каскадом генератора.
Трансформаторы сварочные рассчитаны на характер сварочных работ. Для сварочного аппарата инверторного типа трансформатор имеет небольшие размеры и меньший вес по сравнению с обычным сварочным аппаратом. В аппарате для дуговой сварки для сварки используется электрический разряд. Этот разряд известен как дуга.
Напряжение, необходимое для поддержания дуги, равно
В = C + DL [5] …………………………………………………… ………………………………………….. …………………… (1) Где; C = от 15 до 20 вольт
D = от 2 до 3 вольт
L = длина дуги в мм и ее значение составляет примерно от 2 до 4 мм. Дуга поддерживается при напряжении примерно от 24 до 30 вольт. Проектная спецификация
Выходное напряжение = 25 В переменного тока
Выходной ток = 80 А Входное напряжение = 48 В постоянного тока
Номинальная мощность трансформатора = 3 кВА K = 0,45
F = 50 Гц
BM = 1,2 Т
Плотность тока, j = 3.2 A мм-2 или 3,2 x 106 A / м2
Фактор пространства Kw = 0,3
Вольт на оборот
Вт = K KVA [6] ……………… ………………………………………….. …………………. (2)
Для прямоугольных импульсов,
Расчет площади жилы, Ai
Vt = 0,45 3 = 0,78
Vt = 4,44 fBm Ai [6] ……………………………………… ………………………………………….. …………………………… (3)
A1 =
0,78
4. 44 x 50 x 1,2
44 x 50 x 1,2
= 0,0029,28 м2 или 29,28 см2
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 935
ISSN 2229-5518
Общая площадь железа Ag =
Ai
0,9
3 ………………………….. ………………………………………….. ……………………………. (4)
29,28 = 32,53 см2
0,9
Принимая 0,9 в качестве коэффициента суммирования.
Ширина центральной конечности = 2 x ширина боковой конечности
= 2 x a …………………………. ………………………………………….. ………………………………………….. …………….. (5) Глубина керна, b = 2,5 x ширина центрального лимба = 2,5 x 2a = 5a
Ag = bx 2a = 5a x 2a = 10a2. ………………………………………….. ………………………………………………………. (6)
Следовательно, 10 a2 = 32,53
Так как a = 1,80
a = 32,53 = 1,80 см
10
b = 5 x 1,80 = 9 см
Глубина сердечника, b = высота ярма для типа оболочки, Hy
Глубина ярма Dy = ширина боковая конечность = 1,80 см
Aw =
кВА
2,22 xfx B x A x K xjx 10-3
[7] …………………. ………………………………………….. …………….. (7)
Aw =
3
2.22 x 50 x 1,2 x 2,928 x 10-3 x 0,3 x 3,2 x 106 x 10-3
Aw = 8,01 x 10-3 м2 или 80,1 см2
Aw = высота окна (Hw) x ширина окна (Ww)
HW = 3
WW
HW = 3 Ww
Aw =
3Ww
= w 2
[6] ………………………. ………………………………………….. ………………………………………. (8)
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 936
ISSN 2229-5518
Ww =
80. 1 = 5,2 см
1 = 5,2 см
3
Следовательно, Hw = 3 x 5,2 = 15,6 см
Общая высота H = Hw + 2 ……………………. ………………………………………….. …………………………………… (9)
= 15,6 + ( 2 x 1,80) = 19,2 см
Общая ширина W = (2 x Ww) + (4 xa) ………………………. ………………………………………….. ……………….. (10)
= (2 x 5,2) + (4 x 1,80) = 17,6 см
Обмотка
V1
Витки первичной обмотки T1 =
Вт
…………………………………………… ………………………………………….. …… (11)
48 = 62
0,78
Общее количество витков на первичной обмотке составляет 124 (с отводом по центру)
Ток первичной обмотки
I1 =
Мощность ………. ………………………………………….. ……………………………… (12)
V1
= 3000
48
= 62,5 A
Принимая ток 3,2 A / мм2 для первичной обмотки, площадь проводника
a1 =
62.5
3,2
= 19,53 мм2
Для расчета диаметра проводника
a1 = πr =
πd2
4
………………….. ………………………………………….. ………………………………………….. ………. (13)
Где a1 = площадь первичного проводника, d = проводник
d = (4 x 40)
3,142
= 4,996 мм
витков вторичной обмотки T2 =
V2. ………………………………………….. ……………………………………………. (14)
Вт
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 937
ISSN 2229-5518
T2 =
25
0,78
= 32
В то время как При расчете числа витков вторичной обмотки выбирается допуск 5%, чтобы компенсировать падение напряжения в обмотке.
Следовательно,
T = 32 + 5
+ 32 = 34
2 100
Ток вторичной обмотки
I2 =
Мощность ………….. ………………………………………….. ………………………… (15)
В2
= 3000
25
= 120 А
Принимающий ток 3,2 А / мм2 для вторичной обмотки, площадь проводника
a = 120
= 40 мм2
2 3,2
Для расчета диаметра проводника
a 2 = πr =
πd2
4
…………………………………………… ………………. (16)
Где a2 = площадь вторичного проводника, d = проводник
d = (4 x 120)
3,142
= 12,4 мм
RT (R8 + R9) и C1, подключенные к контактам 6 и 7 микросхемы SG3524 соответственно, определяют частоту колебаний. Используя приведенное ниже уравнение, мы определяем значение неизвестного параметра.
f = 1,18
C1CT
[8] ………………………………… ………………………………………………………… ………………………… (17)
Предположим, что C1 = 0,1 x 10-6 F и требуемая частота f = 50 Гц
Следовательно,
f = 1,18
0,1 x 10−6 x 50
= 236 кОм
Микросхема SG3524 используется в колебательной секции этого инвертора. Эта ИС используется для генерации частоты 50 Гц, необходимой для генерации переменного тока инвертором. Чтобы запустить этот процесс, питание от батареи подается на вывод 15 SG3524 через транзистор NPN (TIP41).D3 у основания Q3, как показано на рис. используется для регулирования напряжения питания микросхемы SG3524. Контакт 8 подключен к отрицательной клемме аккумулятора. Штыри 6 и 7 ИС являются штырями колебательной секции. Частота, создаваемая ИС, зависит от номинала конденсатора и резистора, подключенных к этим контактам. Конденсатор (0,1 мкФ) подключен к выводу 7. Этот конденсатор определяет частоту 50 Гц на выходе ИС. Контакт 6 – это контакт синхронизирующего сопротивления. Сопротивление на этом выводе составляет
Сопротивление на этом выводе составляет
IJSER © 2015 http: // www.ijser.org
Международный журнал научных и технических исследований, том 6, выпуск 5, май 2015 г. 938
ISSN 2229-5518
постоянная частоты генератора. Предустановленный переменный резистор (20 кОм) подключен к земле от контакта 6 IC. Эта предустановка используется для того, чтобы значение выходной частоты можно было установить на постоянное значение 50 Гц. Фиксированное сопротивление
220 кОм подключено последовательно с переменным резистором, как показано на рис.соотношением:
F = 1,30
C1CT
[9]. ………………………………………….. ………………………………………….. …………………………… (18)
Где F – частота в кГц, RT – полное сопротивление. на выводе 6, а CT – это общая емкость на выводе 7. Следовательно, чтобы получить частоту 50 Гц,
При условии CT = 0,1 мкФ
F = 1,30
50 x (0,1 X 10-6)
= 260 кОм
Следовательно , RT необходимо изменять на 100K, чтобы получить частоту 50 Гц.В нашей конструкции мы использовали постоянный резистор 200 кОм и переменный резистор 100 кОм.
Сигналы, генерируемые в секции генератора IC, достигают секции триггера IC. Эта секция преобразует входящие сигналы в сигналы с изменяющейся полярностью. В этом сигнале изменение полярности означает, что когда первый сигнал положительный, второй будет нулевым, а когда первый сигнал станет нулевым, второй будет положительным. Поэтому для достижения частоты 50 Гц этот процесс чаще всего повторяется каждые 50 раз в секунду i.е. пульсирующий сигнал с частотой 50 Гц генерируется внутри триггерной секции ИС.
Этот переменный сигнал частоты 50 Гц имеет выход на выводах 11 и 14 ИС.
Этот пульсирующий сигнал также может быть известен как сигнал возбуждения MOS. Этот управляющий сигнал MOS на выводах 11 и
14 находится в диапазоне 4,6 – 5,4 В. Напряжение
на этих выводах должно быть одинаковым, потому что любое изменение напряжения на этих выводах может повредить полевой МОП-транзистор
на выходе.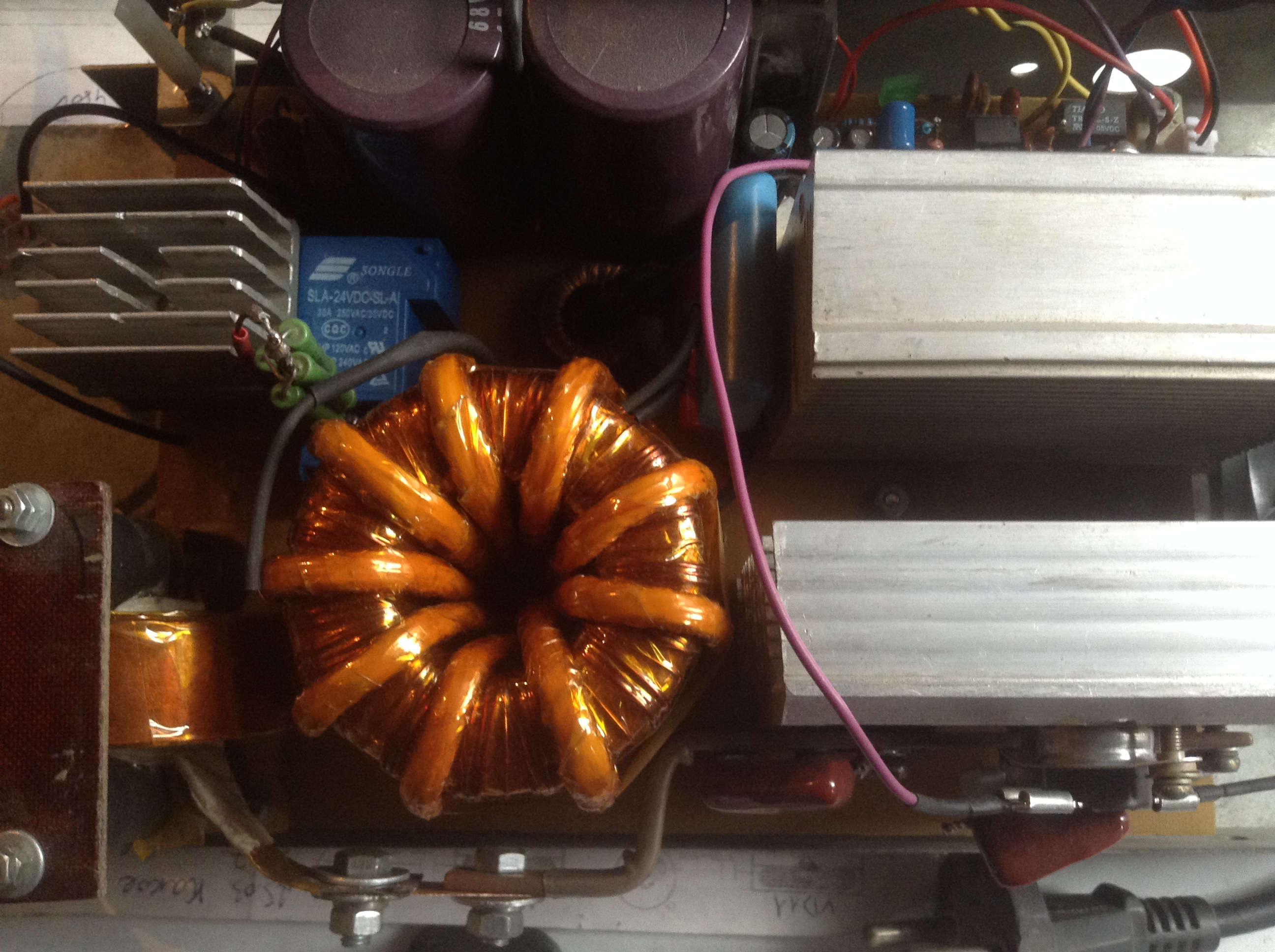
Так как опорное напряжение для усилителя ошибки (вывод 2) устанавливается равным 2.5В с использованием делителя напряжения. Следовательно, напряжение, подаваемое на контакт 1, составляет 2,5 В.
Использование делителя напряжения:
Предположим, R4 = 4700,
Vpin 1 = Vref x
R 4
R 4 + R 3
………………… ………………………………………….. ………………………………………….. .. (19)
Vpin 1 = 2,5 v
2,5 = 5 x
4700
4700 + R 3
R3 = 4700 или 4,7 K
IJSER © 2015 http://www.ijser.org
International Journal of Научные и инженерные исследования, Том 6, Выпуск 5, май 2015 г. 939
ISSN 2229-5518
Vpin 2 = Vout x
R s
R s + R 5
…………………………………………… ………………………………………….. ……………….. (20)
RS = R6 + R7, обратите внимание, что Vout – положительное значение, которое в нашем дизайне равно 14,5 В. Требуемое напряжение на выводе 2 равно 2,5 В
Предположим, R5 = 100 К;
R s =
Vpin2 x R s
………………………………… ………………………………………….. ……………………………………. (21)
Ваут
+ Впин2
R s =
2.5 x 100 000
14,5 – 2,5
= 20,833 кОм
Принимая предустановку R6 как 20 кОм, затем R7 = 0,83 K
Vpin 15 = VD3 – VBE (Q3)
Vpin 15 = 13 – 0,7 = 12,3 В
После Проектирование и конструкция, испытание на обрыв и короткое замыкание. Физическая работа машины также была проведена.
Клещи электрододержателя плотно зажимают электрод при различных рабочих положениях; следовательно, на ключе не было замечено дугового разряда. Производство дуги с электродом другого калибра было очень удовлетворительным для металлургического завода.
Он обладает хорошими характеристиками и высокой производительностью. Испытания показали, что конструкция соответствует ожидаемым требованиям по сравнению с обычным аппаратом для дуговой сварки.
Испытания показали, что конструкция соответствует ожидаемым требованиям по сравнению с обычным аппаратом для дуговой сварки.
В данной работе успешно представлена конструкция инверторного аппарата для однофазной дуговой сварки 3 кВА, 50 Гц.
Успешное завершение этой работы откроет возможности для трудоустройства и повысит уровень жизни большинства людей в странах третьего мира, таких как Нигерия.Это также снизит зависимость стран третьего мира от импортных товаров.
V1 = первичное напряжение V2 = вторичное напряжение Vt = количество оборотов на вольт
IJSER © 2015 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 5, May-2015 940
ISSN 2229-5518
I1 = первичный ток
I2 = вторичный ток
F = частота (герцы)
U1
D4 D6
+ 48V
D7 D5
PC 123
4.7 кОм R1
U2 D3
13 В
TIP41
Q3
100 кОм
R6
20 кОм
1 кОм
R5
4,7 кОм
R7
R3
4,7 кОм R4 4
5
16
15
14
13 R2
12
330 Ом
10 кОм
D1
R10
T1
9012
Q2
6
R9 100K 200 кОм
R8 7
C1 8
0 .1 мкФ
11
10 10 кОм
9 R14
10 кОм
R11
D2
9012
Q2
T2
0,1 мкФ
C2 R13
R12
47 кОм
C3
10 кОм
1 мкФ, 50v IJSER 9000 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 941
ISSN 2229-5518
R17
Q4 1 кОм
T2 T1
R24
1 кОм
Q11
Q5
Q6
Q7
Q8
Q9
Q10
R18
1 кОм
R19
1 кОм
R20
1 кОм
R21
1 кОм
R22 48 В
1 кОм
R23
R25
1 кОм
940 R23
R25
1 кОм 900 27
1 кОм
R28
1 кОм
R29
1 кОм
R30
Q12
Q13
Q14
Q15
Q16
Q17
1 кОм D8
D9 1 кОм
a
N1
A2 A1
Первичный
Электрод / Холд
N2
U2 U1
Вторичный
N2
U2 U1
IJSER © 2015 http: // www.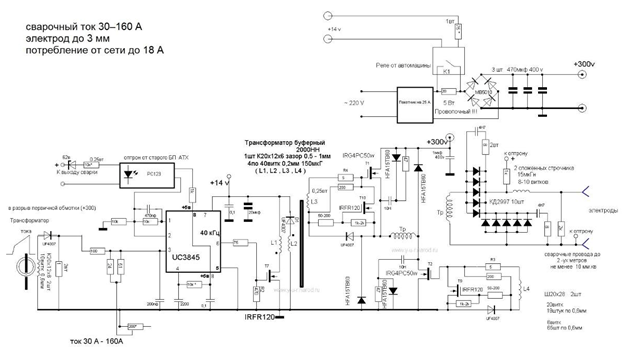 ijser.org
ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 942
ISSN 2229-5518
[1] А. Александер, Р. Бонарт и Э. Виткрафт, Р., Основы сварки, резки, пайки, пайки и наплавки металлов , Лондон: John Deere Publishing, стр. 234-256, 2000.
[2] A. Althouse, K. Bowditch, & Turnquist, Modern Welding .Лондон: Goodheart-Wilcox Company, Inc., стр. 456-461, 2004 г.
[3] M.G. Скажем, Характеристики и конструкция машины переменного тока , Лондон: Pitman, pp.176-198,
1978
[4] Б.А. Эзекой, «Характеристики и характеристики твердотельного инвертора и его применение в фотоэлектрической системе
», Тихоокеанский научно-технический журнал, Том 8, вып. 1, pp.68-72, May 2007.
[5] E.Lincolin, The Procedure Handbook of Arc Welding, (14th edition), New Jersey: Prentice Hall Inc., pp
1-6, 1994.
[6] KM Murthy Vishnu, Computer-Aided Design of Electrical Machines , Sultan Bazar: Adithya Art printers, pp.95-134, 2008.
[7] BL Theraja и АК Theraja, Electrical Technology (24-е издание), Нью-Дели: S.Chand and Company
Ltd, стр.1122-1146, 2005.
[8] R..L. Бойлестад и Л. Нашельски, Устройства силовой электроники и теория схем, (6-е издание), New
Delhi: Prentice Hall, стр.415-468.1996.
[9] М. Рашид, Силовая электроника, схемы, устройства и приложения (4-е издание), Нью-Дели: Prentice
Hall, стр. 378-388, 2013 г.
Авторы: Engr. Ovbiagele U, Engr. Obaitan B Департамент электротехники и электроники Auchi Polytechnic, Auchi
E-mail: [email protected]
08062495480
IJSER © 2015 http://www.ijser.org
Инверторный сварочный аппарат, принципиальная схема инвертора
Информация о поставке продукта
Главная / Дробилка / Оборудование / Схема инвертора сварочного аппарата постоянного тока в переменный инвертор Схема инверторного сварочного аппарата– Исследования и исследования легко носить с собой, что позволяет использовать его практически на любом рабочем месте.
 4 slo
4 sloСхема сварочного аппарата Руководство по техническому обслуживанию – Электроника…
Принципиальные схемы многих сварочных аппаратов, имеющихся на рынке, даже если марки не соответствуют номерам моделей в руководствах по обслуживанию сварочных аппаратов. Некоторые модели имеют один и тот же управляющий драйвер этажей, только трансформатор IGBT и т. Д. Он был запущен в разных моделях за счет увеличения его мощности. Список схем сварочного аппарата
ДИАГРАММА Принципиальная схема инвертора постоянного тока в переменный
Заполнено: Принципиальная схема инвертора мощности инвертора постоянного тока в переменный 9 из 10 на основе 100 оценок.20 отзывов пользователей. Принципиальная схема инвертора постоянного тока в переменный.
принципиальная схема инверторного сварочного аппарата принципиальная электрическая схема …
инверторный сварочный аппарат TIG инверторный сварочный аппарат сварочный аппарат Характеристики: 1 Передовая инверторная технология 2 Защита от перегрева и перегрузки по току 3 Практичный дизайн: позволяет легко переносить источник питания, который позволяет использовать практически на любом рабочем месте. 4 Slo …
ДИАГРАММА Принципиальная схема инвертора постоянного тока в переменный ток ПОЛНАЯ…
Заполнено: Принципиальная схема инвертора питания постоянного и переменного тока. 9 из 10 на основе 90 номинальных значений. 60 отзывов пользователей. Принципиальная схема инвертора постоянного тока в переменный. Принципиальная схема инверторного сварочного агрегата
Принципиальная схема инверторного сварочного агрегатаОписание: Принципиальная электрическая схема инверторного сварочного агрегата Май 09, 2020 – Автор Эдгар Райс Берроуз * PDF Принципиальная электрическая схема инверторного сварочного агрегата * Принципиальная схема инверторного сварочного агрегата Спасибо за посещение нашего сайта в настоящее время были довольны
Схема инвертора постоянного тока в переменный ток Схема
Схема схемы Инвертор 12 В постоянного тока 12 В 24 В переменного тока 240 В & 39; & 39; от 250 до 5000 Вт PWM DC AC 220V Power Inverter 7 апреля 2009 – Это сверхмощный дизайн. Широтно-импульсный модулятор DC
Широтно-импульсный модулятор DC
SMPS Сварочная инверторная схема Проекты самодельных схем
Это моя установка, которую я хочу сделать.Я знаю, что могу использовать инвертор и подключить сварочный аппарат к инвертору. Но разве это не просто dc-ac-ac-dc, так что это просто трата моей энергии и бюджета. Может быть, это просто преобразователь постоянного тока в постоянный или мощный инвертор с низким выходным напряжением, потому что подключайте мои батареи напрямую к сварочному стержню. …
3 Лучшие схемы бестрансформаторного инвертора Самодельная схема …
Как следует из названия, схема инвертора, которая преобразует входной постоянный ток в переменный, независимо от катушки индуктивности или трансформатора, называется бестрансформаторным инвертором.Так как индуктор… Основы электроники Хобби Электроника Компоненты электроники Проекты электроники Конструкция цепей постоянного тока Принципиальная схема Инвертор Сварщик Солнечный инвертор
Как сделать преобразователь постоянного / инверторного тока с 12 В в 220 В?
Чтобы спроектировать инвертор на 100 Вт, прочтите «Простой инвертор на 100 Вт». Схема преобразователя постоянного тока с 12 В на 220 В с использованием нестабильного мультивибратора. В схемах инвертора могут использоваться тиристоры в качестве переключающих устройств или транзисторы. Обычно для приложений малой и средней мощности используются силовые транзисторы.
Принципиальная схема инвертора мощностью 300 Вт Компоновка печатной платы Принципиальная схема …
10 июля 2018 г. – Принципиальная схема инвертора мощностью 300 Вт Конструкция компоновки печатной платы и размещение компонентов.
Принципиальная схема высокочастотного инвертора – Пайка в уме
Кратко объясните высокочастотный инвертор, использующий принцип широтно-импульсной модуляции, что означает переключение. преобразование постоянного тока в переменный с помощью переключающего устройства, такого как полевой МОП-транзистор, а затем он снова будет преобразован в постоянный ток в процессе выпрямления высокочастотными методами. мы делаем это, чтобы получить компактность устройства …
мы делаем это, чтобы получить компактность устройства …
Схема электронного инвертора постоянного тока
Принципиальная схема электронного инвертора постоянного тока постоянного тока в переменный инвертор: рабочие ограничения схемы, поэтому для преобразования постоянного тока в переменный используется схема инвертора . Преобразователь – это силовое электронное устройство, используемое для преобразования постоянного тока в переменный. в этих устройствах используются коммутационные устройства. преобразование постоянного тока в переменное может быть выполнено из 12 В 24 В 48 В в 110 В 120 В …
Базовый инвертор – Принципиальная схема – Электронная схема
Следующая диаграмма является основной конструктивной схемой цепи инвертора.Схема преобразует 12 В постоянного тока в 120 В переменного тока. Эта базовая схема инвертора может обрабатывать до 1000 Вт в зависимости от T1 T2 и используемого трансформатора. См. Примечание. Список основных компонентов инвертора:
Электронная схема инвертора постоянного тока
проекты силовой электроники схемы smps дата 2020 02 06 принципиальные схемы многих сварочных аппаратов … цепи и т. Д. Схема инвертора от 15 В постоянного тока до 220 В переменного тока с …
ДИАГРАММА Принципиальная схема аппарата дуговой сварки постоянного тока ПОЛНАЯ…
Принципиальная схема аппарата дуговой сварки постоянного тока. … 200 А, 2в1, инверторный сварочный аппарат постоянного тока Tig Mma Arc Welding. Электрические схемы Lincoln Sa200. Катушки возбуждения возбуждения. Принципиальная схема сварочного аппарата
Принципиальная схема сварочного аппаратакроме того, электрическая схема сварочного аппарата постоянного тока & 39; & 39; электрическая схема инверторного сварочного аппарата постоянного тока Schmitther de 12 мая 2018 г. – электронные книги в pdf mobi epub с isbn isbn785458 и размером файла составляет около 59 мб этикеток инверторный сварочный аппарат постоянного тока & 39; 9/12
Принципиальная электрическая схема инверторного сварочного аппарата – электрическая схема.
 ..
..Описание: Inverterswagatam – Самодельная электрическая схема инвертора, предназначенная для принципиальной схемы инверторного сварочного агрегата, размер изображения 600 X 600 пикселей и для просмотра деталей изображения щелкните изображение. Вот картинная галерея принципиальной схемы инверторного сварочного аппарата с описанием изображения. Найдите нужное изображение.
Как создать схему инвертора мощности
Схема инвертора мощности – это схема, которая преобразует мощность постоянного тока в мощность переменного тока.Вы можете установить мощность переменного тока любого уровня и любой частоты. Популярные значения для повышения уровня переменного напряжения – 110–120 В или 220–140 В, потому что это напряжения переменного тока, которые используются во всем мире. Принципиальная схема инверторного сварочного аппарата
28 апреля 2020 – Автор: Jir? Akagawa Free PDF Принципиальная схема инверторного сварочного агрегата Принципиальная схема инверторного сварочного агрегата Спасибо за посещение нашего сайта в настоящее время были рады объявить, что мы обнаружили невероятно интересную нишу, на которую следует обратить внимание, – это принципиальная схема инверторного сварочного устройства, которую пытаются найти многие люди…
Принципиальная схема инверторного сварочного аппарата
новейшие продукты в различных видах принципиальных схем инверторный сварочный аппарат мы предлагаем 20 вам о принципиальных схемах инверторного сварочного аппарата стр. 1 переменного тока постоянного тока …
От 250 до 5000 Вт ШИМ постоянного тока / Преобразователь мощности 220 В переменного тока – Instructables
Преобразователь мощности постоянного / переменного тока 220 В с ШИМ мощностью от 250 до 5000 Вт: Это усиленная конструкция инвертора постоянного / переменного тока с широтно-импульсной модуляцией, использующая микросхему SG3524.Я использую его в качестве резервного источника питания для всего моего дома при отключении электроэнергии примерно с. 6 лет без перерыва. Если вам нравится работа и вы собираетесь построить схему…
6 лет без перерыва. Если вам нравится работа и вы собираетесь построить схему…
Самодельный инвертор мощностью 2000 Вт со схемами GoHz.com
Вот раздел схемы, чтобы понять основы этого инвертора, сделайте его своими руками. Передняя плата DC-DC силовая плата обычная двухтактная. Скачать PDF-файл Схема драйвера цепи прямого постоянного тока.Он имеет пониженное напряжение повышенное напряжение защита от перегрузки по току защита от перегрузки по току реализуется путем падения пробирки.
постоянного тока в переменный инвертор сварочный аппарат инвертор принципиальная схема мельница для специй измельчитель цена
Цепь инвертора сварочного аппарата с инвертором постоянного тока в переменный ток
Alibaba предлагает 143 изделия для схем инвертора сварочного аппарата с преобразователем постоянного тока в переменный. например платные образцы.
Схема инвертора сварочного аппарата с инвертором постоянного тока в переменный
Схема цепи инвертора сварочного аппарата с инвертором от постоянного тока к переменному току, Полная информация о принципиальной схеме инвертора сварочного аппарата с инвертором постоянного тока в переменный ток, принципиальная схема инвертора, инвертор постоянного тока в переменный, инвертор постоянного тока от инверторов Поставщик или производитель преобразователей – Sichuan Junhengtai ElectronicElectric Appliance Co., Ltd.
принципиальная схема инверторного сварочного аппарата, схема
DC Inverter TIG Welding Machine (инверторный сварочный аппарат, сварочный аппарат) Характеристики: 1) Передовая инверторная технология 2) Защита от перегрева и перегрузки по току 3) Практичная конструкция: делает Источник питания легко переносится, что позволяет использовать его практически на любом рабочем месте 4) Slo …
Принципиальная электрическая схема инверторного сварочного агрегата – Электромонтаж
Описание: Inverterswagatam – Самодельная принципиальная схема инвертора, предназначенная для принципиальной схемы инверторного сварочного агрегата, размер изображения 600 X 600 пикселей, и для просмотра деталей изображения щелкните изображение. . Вот картинная галерея принципиальной схемы инверторного сварочного аппарата с описанием изображения, пожалуйста, найдите нужное изображение.
. Вот картинная галерея принципиальной схемы инверторного сварочного аппарата с описанием изображения, пожалуйста, найдите нужное изображение.
Принципиальная схема сварочного инвертора Tig200s
2020-10-19 Принципиальная электрическая схема сварочного инвертора TIG200s TIG INVERTER Специализированная сварка. Схема инвертора Tig Welder от постоянного тока к переменному току WordPress com. pwm INVERTER
Принципиальная электрическая схема инверторного сварочного аппарата
2020-11-21 Принципиальная электрическая схема Электросхема инверторного сварочного агрегата Wrg 1635 Схема сварочного аппарата… Yd 8986 Принципиальная схема источника питания для сварки от постоянного тока к переменному току 2 1c0830 Схема сварочного аппарата для дуговой сварки Ресурсы для проводки 12v 300w Uni Polar Isolation Pure Sine Wave Inverter Design
Принципиальная схема сварочного аппарата – Maharashtra
2020-12-6 принципиальная электрическая схема arc Сварочный аппарат Lincoln AC DC Welder электрическая схема также я понимаю, что ” электрическая схема инверторного сварочного аппарата youtube 24 апреля 2018 – электрическая схема инверторного сварочного аппарата Венни Даулай загрузка Отписаться от Венни Даулай отменить отписаться работает ‘Принципиальная схема для сварочного аппарата Tig
Принципиальная схема инверторного сварочного агрегата
2020-11-6 Принципиальная схема инверторного сварочного агрегата Media Publishing eBook, ePub, Kindle PDF View ID c41969e43 10 мая 2020 г. Электрическая схема Пауло Коэльо показывает части схемы в виде упрощенных форм, а также мощность, а также сигнал
Схема преобразователя постоянного тока в постоянный ток Схема
Преобразование постоянного тока в постоянный А Схема инвертора C Август 2020 Блог Expert Circuits посвящен только электронике.Отсюда вы можете получить множество типов схемных схем, схем печатных плат и проектов электроники.
Схема подключения инверторного сварочного аппарата в формате PDF .
 ..
..Схема подключения инверторного сварочного аппарата в формате PDF – wellread.me. Октябрь 2020. wellread.me. Спасает Эрвин Синохин. 90. Инверторный сварочный аппарат Инверторный сварочный аппарат Цепь источника питания сварочного аппарата Tig Электрическая схема Конструкция схемы Электронная схема Diy Техническая схема.
Принципиальная схема инвертора от 12 В до 220 В переменного тока.Форум для …
2009-9-16 принципиальная схема инвертора Мне нужна принципиальная схема инвертора от 12 В до 220 В переменного тока. Пожалуйста, пришлите мне простейшую принципиальную схему, чтобы сделать ее практически для бытовой техники. Вход должен быть 12 В постоянного тока, а выход должен быть синусоидальным напряжением 220 В переменного тока, 50 Гц. Пришлите мне принципиальную схему как можно скорее.
Принципиальная схема инверторного сварочного аппарата, схема
Инверторный сварочный аппарат TIG постоянного тока (инверторный сварочный аппарат, сварочный аппарат) Характеристики: 1) Передовая инверторная технология 2) Защита от перегрева и перегрузки по току 3) Практичная конструкция: упрощает источник питания носить с собой, что позволяет использовать практически на любом рабочем месте. 4) Slo…
Схема сварочного инвертора SMPS Самодельная схема
2020-8-3 Это моя установка, которую я хочу сделать. Я знаю, что могу использовать инвертор и подключить свой сварочный аппарат к инвертору. Но разве это не просто dc-ac-ac-dc, так что это просто трата моей энергии и бюджета. Может быть, это просто преобразователь постоянного тока в постоянный или инвертор высокой мощности с низким выходным напряжением, потому что подключаю мои батареи непосредственно к моей сварочной палке. , некоторые говорят, что это не так …
Инверторная сварка. Руководство по обслуживанию. Схема
2020-12-11 Инверторный аппарат для дуговой сварки MMA на постоянном токе – Обслуживание электрических схем сварочного аппарата Warpp… инвертор самостоятельно – Блог инструментов Принципиальная схема сварочного инвертора Tig200s Инвертор Сварочное руководство по техническому обслуживанию Схема – ox-on. nu Инвертор сварочного руководства Схема – Reliefwatch 200A MMA … MACHINE A-11419 Руководство по обслуживанию Версия: AC Дата выпуска: апрель. ..
nu Инвертор сварочного руководства Схема – Reliefwatch 200A MMA … MACHINE A-11419 Руководство по обслуживанию Версия: AC Дата выпуска: апрель. ..
Принципиальная схема инверторного сварочного аппарата Mosfet
2020-12-2 ‘Принципиальная схема инверторного сварочного аппарата YouTube 24 апреля 2018 г. – Обзор распаковки инверторного сварочного аппарата ARC 200T MOSFET Сверхмощный портативный сварочный агрегат Продолжительность 6 45 Обзор распаковки 10 594 просмотра ” Электрическая схема инверторного сварочного аппарата Igbt Апрель 27th, 2018 – Рис. 1 Самодельная сварочная схема инверторного сварочного аппарата
Принципиальная электрическая схема инверторного сварочного аппарата
2020-11-6 Принципиальная схема инверторного сварочного аппарата Media Publishing eBook, ePub, Kindle PDF View ID c41969e43 10 мая 2020 г. Автор электрической схемы Пауло Коэльо, он показывает части схемы в виде упрощенных форм, а также мощность и сигнал 900 04
Сварочный инвертор – Бесплатное руководство в формате Pdf Скачать
Инверторные сварочные аппараты tig dc от 150a до 300a Portable Руководство подходит для еще 3 продуктов: инвертор TIG 200 DC PowerSinus инвертор TIG 300 DC TIG 250 DC
Схемы сварочного аппарата Руководство по обслуживанию –
Принципиальные схемы многих сварочных аппаратов, имеющихся на рынке, даже если марки не совпадают с номерами моделей, руководства по обслуживанию сварочных аппаратов.Некоторые модели имеют такое же управление, драйверные этажи только IGBT, трансформатор и т. Д. Он был запущен в разных моделях за счет увеличения его мощности. Сварочный аппарат
Сварочный инвертор до 100А – DANYK.CZ
Сварочный инвертор до 100А Сварочный инвертор является альтернативой обычному сварочному трансформатору. Современные полупроводники позволяют заменить традиционный сетевой трансформатор на импульсный источник питания, который намного легче, меньше и позволяет легко регулировать ток с помощью потенциометра. Преимущество также в том, что выходной ток – постоянный.
Преимущество также в том, что выходной ток – постоянный.
Схема подключения инверторного сварочного аппарата Новый Pdf
Схема подключения инверторного сварочного аппарата Новый Pdf – wellread.me. Май 2020. wellread.me
Схемы сварочного аппарата Руководство по обслуживанию –
Принципиальные схемы многих сварочных аппаратов, имеющихся на рынке, даже если марки не совпадают с номерами моделей, руководства по обслуживанию сварочного аппарата. Некоторые модели имеют такое же управление, драйверы только IGBT, трансформатор и т. Д.Его запускали в разных моделях за счет увеличения мощности. Сварочный аппарат
Блок-схема инверторного сварочного аппарата
Электрическая схема сварочного аппарата pdf – Электрическая схема. 0327a5 электрическая схема сварочного аппарата постоянного тока Бесплатная схема lv 2936 сварочного аппарата дуговая схема koe bali tintenglueck de wd 1564 block dn 8030 lincoln mig кроме того bab3481 библиотека инвертора telwin 140 схемы руководства по обслуживанию oy 9804 200 gandum 19 0327a5 схема подключения сварочного агрегата постоянного тока Бесплатная схема 2936 уровень Сварочный аппарат для дуговой сварки…
ИНВЕРТОР 200AC / DC – Сварочные материалы Сварка
2020-6-8 ИНВЕРТОРНАЯ МАШИНА ДЛЯ ДУГОВОЙ СВАРКИ. МЫ ЦЕНИМ ВАШЕ ДЕЛО! Поздравляем с приобретением нового продукта CIGWELD. Мы гордимся тем, что … и рабочая цепь находится под напряжением, когда выход включен. Входной силовой контур – … ПРЕОБРАЗОВАТЕЛЬ ПЕРЕМЕННОГО / ПОСТОЯННОГО ТОКА WELDSKILL 200 ОБЩАЯ ИНФОРМАЦИЯ 1-1-2 Руководство 0-5207 ПРЕДУПРЕЖДЕНИЕ ЛУЧИ ДУГИ могут вызвать ожоги глаз и кожи; NOISE …
Инверторная сварка. Руководство по техническому обслуживанию Circuit
2020-12-11 Инверторный аппарат для дуговой сварки MMA на постоянном токе – Обслуживание электрических схем сварочного аппарата Warpp… инвертор самостоятельно – Блог инструментов Принципиальная схема сварочного инвертора Tig200s Инвертор Сварочное руководство по техническому обслуживанию Схема – ox-on. nu Инвертор сварочного руководства Схема – Reliefwatch 200A MMA … MACHINE A-11419 Руководство по обслуживанию Версия: AC Дата выпуска: апрель. ..
nu Инвертор сварочного руководства Схема – Reliefwatch 200A MMA … MACHINE A-11419 Руководство по обслуживанию Версия: AC Дата выпуска: апрель. ..
Принципиальная схема инверторного сварочного агрегата
2020-11-6 Принципиальная электрическая схема инверторного сварочного агрегата Media Publishing eBook, ePub, Kindle PDF View ID c41969e43 10 мая 2020 г. Электрическая схема Пауло Коэльо показывает части схемы в упрощенном виде формы, а также мощность и сигнал
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ ИНВЕРТОРА ТИПА
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ ИНВЕРТОРНОГО ТИПА ДУГОВОЙ СВАРОЧНОЙ МАШИНЫ
Сварочный инвертор – Бесплатные руководства в формате Pdf Скачать
Инверторные сварочные аппараты tig dc от 150a до 300a Портативное руководство подходит для еще 3 продуктов: инвертор TIG 200 DC PowerSinus инвертор TIG 300 DC инвертор TIG 250 DC
Dsp синусоидальный инвертор Принципиальная схема
Принципиальная схема синусоидального инвертора dsp. Генератор синусоидальной волны состоит из двух частей.Первая половина – это последовательно-параллельный RC-генератор синусоидальной волны, вторая половина – это схема сдвига, и, наконец, синусоидальный сигнал добавляется на входной вывод SG3525. На рис. 3-4 представлена принципиальная схема выбранного устройства генерации синусоидального сигнала.
Цепь мини-сварочного аппарата для небольших сварочных работ …
2020-12-8 Сэр, не могли бы вы дать мне простую бестрансформаторную схему сварочного инвертора с входом 230 В переменного тока для дуговой сварки небольших работ, потому что в приведенном выше описании схемы , это упомянуто для коротких всплесков тока, а не для непрерывной дуговой сварки.С уважением, Сатиш Наик + 91-95
250Сварочный инвертор SMPS Сварочный аппарат с инвертором,
20 июля 2018 г. – Если вы ищете вариант замены обычного сварочного трансформатора, сварочный инвертор – лучший выбор. Сварочный инвертор удобен и работает от постоянного тока. Текущий []
Текущий []
Принцип устройства и работы инверторных сварочных аппаратов. Как сделать своими руками сварочный инвертор на тиристорной основе? Принцип работы косой мостовой схемы
На днях собрал инвертор сварочный от Бармалея, на максимальный ток 160 ампер, одноплатный вариант.Схема названа в честь ее автора – Бармалея. Вот схема подключения и файл печатной платы.
Инверторный контур для сварки
Работа инвертора : питание от однофазной сети 220 В выпрямляется, сглаживается конденсаторами и подается на транзисторные ключи, которые создают высокочастотную переменную из постоянного напряжения, подаваемого на ферритовый трансформатор. Из-за высокой частоты мы имеем уменьшение размера power trance и, как следствие, мы используем не железо, а феррит.Далее идет понижающий трансформатор, за ним выпрямитель и дроссель.
Осциллограммы управляющих полевых транзисторов. Измерения проводились на стабилитроне x213b без переключателей мощности, коэффициент заполнения 43 и частота 33.
В его версии кнопки включения IRG4PC50U заменены на более современные IRGP4063DPBF … Стабилитрон ks213b заменен на два 15-вольтовых 1,3 Вт встречно подключенных, так как раньше прибор ks213b немного грелся .После замены проблема исчезла сразу. В остальном остается как на схеме.
Это осциллограмма коллектор-эмиттер нижнего ключа (согласно схеме). При подаче питания на 310 вольт через лампу на 150 ватт. Осциллограф стоит 5 вольт деления и 5 мкс дел. через делитель, умноженный на 10.
Силовой трансформатор намотан на сердечник B66371-G-X187, N87, E70 / 33/32 EPCOS Данные обмотки: сначала пол первичной, вторичной и снова остатки первичной обмотки.Провода на первичной и вторичной обмотках имеют диаметр 0,6 мм. Первичная – 10 жил по 0,6 скрученных вместе 18 витков (всего). В первом ряду всего 9 витков. Далее остатки первички в сторону, накручиваем 6 витков проводом 0,6, сложенным на 50 штук, тоже скручиваем. И снова остатки первички, то есть 9 витков. Не забудьте про межслойный утеплитель (я использовал несколько слоев кассовой бумаги, 5 или 6, мы уже не усердствовали, иначе обмотка не влезет в окно).Каждый слой пропитан эпоксидной смолой.
И снова остатки первички, то есть 9 витков. Не забудьте про межслойный утеплитель (я использовал несколько слоев кассовой бумаги, 5 или 6, мы уже не усердствовали, иначе обмотка не влезет в окно).Каждый слой пропитан эпоксидной смолой.
Потом все собираем, между половинками феррита Е70 нужен зазор 0,1 мм, на крайние сердечники ставим прокладку от штатной кассовой квитанции. Все стягиваем, склеиваем.
Окрашиваю спреем матовой черной краской, затем покрываю лаком. Да чуть не забыл, когда каждую обмотку скручиваем, обматываем малярным скотчем – так сказать изолируем. Не забудьте отметить начало и концы обмоток, это пригодится для дальнейшей фазировки и сборки.Если трансформатор неправильно фазирован, аппарат будет готовить в половину мощности.
Когда инвертор подключен к сети, начинается зарядка выходных конденсаторов. Их начальный зарядный ток очень велик, сравним с коротким замыканием, и может привести к перегоранию диодного моста. Не говоря уже о том, что для проводников это тоже чревато выходом из строя. Чтобы избежать столь резкого скачка тока в момент включения, установлены ограничители заряда конденсаторов.В схеме Бармалея это 2 резистора по 30 Ом, мощностью 5 Вт, итого 15 Ом х 10 Вт. Резистор ограничивает зарядный ток конденсаторов, и после их зарядки вы уже можете подавать питание напрямую, минуя эти резисторы, что и делает реле.
Реле WJ115-1A-12VDC-S используется в сварочном аппарате Бармалей. Питание катушки реле – 12 Вольт постоянного тока, коммутируемая нагрузка 20 Ампер, 220 Вольт переменного тока. В самоделках очень распространено использование автомобильных реле на 12 Вольт, 30 Ампер.Однако они не предназначены для коммутации токов до 20 Ампер сетевого напряжения, но, тем не менее, они дешевы, доступны и неплохо справляются со своей задачей.
Токоограничивающий резистор лучше устанавливать с обычным проволочным резистором, он выдержит любые перегрузки и дешевле импортных.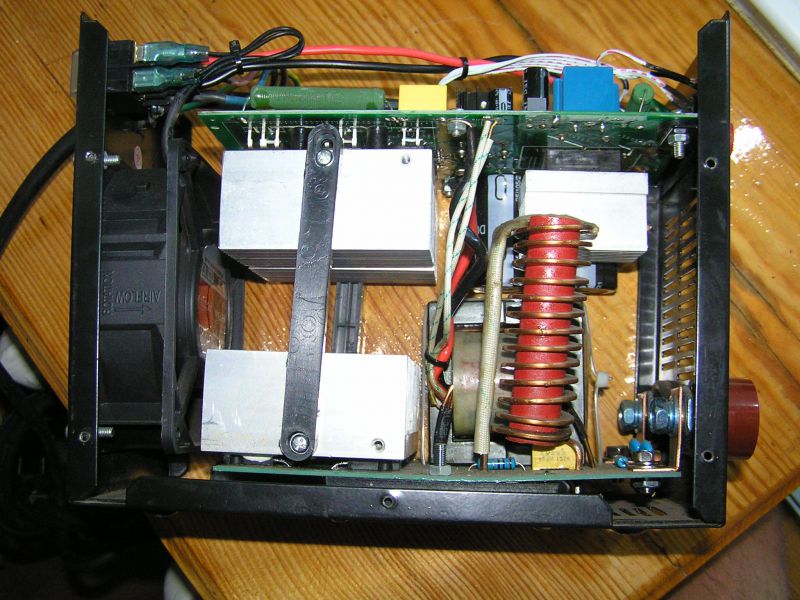 Например С5-37 В 10 (20 Ом, 10 Ватт, провод). Вместо резисторов можно последовательно включить в цепь переменного напряжения токоограничивающие конденсаторы. Например, К73-17, 400 Вольт, суммарной емкостью 5-10 мкФ.Конденсаторы 3 мкФ, заряжаются емкостью 2000 мкФ примерно за 5 секунд. Расчет тока зарядки конденсатора следующий: 1 мкФ ограничивает ток до 70 миллиампер. Получается 3 мкФ на уровне 70х3 = 210 миллиампер.
Например С5-37 В 10 (20 Ом, 10 Ватт, провод). Вместо резисторов можно последовательно включить в цепь переменного напряжения токоограничивающие конденсаторы. Например, К73-17, 400 Вольт, суммарной емкостью 5-10 мкФ.Конденсаторы 3 мкФ, заряжаются емкостью 2000 мкФ примерно за 5 секунд. Расчет тока зарядки конденсатора следующий: 1 мкФ ограничивает ток до 70 миллиампер. Получается 3 мкФ на уровне 70х3 = 210 миллиампер.
Наконец все собрал и запустил. Ограниченный ток выставили 165 ампер, сейчас будем устраивать сварочный инвертор в хорошем корпусе. Себестоимость самодельного инвертора около 2500 рублей – запчасти заказывал в интернете.
Забрал провод в перемоточном цехе. Так же можно убрать провод от телевизоров из цепи размагничивания от кинескопа (это практически готовая вторичка). Дроссель изготовлен из E65 , медная полоса шириной 5 мм и толщиной 2 мм – 18 витков. Подобрал индуктивность 84 мкГн за счет увеличения зазора между половинками, он составил 4 мм. Можно не наматывать полосой, но и проволокой 0,6 мм, но уложить будет сложнее. Первичная обмотка трансформатора может быть намотана 1.Провод 2 мм, с комплектом 5 штук по 18 витков, но также можно рассчитать 0,4 мм количество проводов для нужного вам сечения, то есть например 15 штук 0,4 мм 18 витков.
После установки и настройки схемы на плате собрал все вместе. Испытания Бармалея прошли успешно: он спокойно тянет три и четыре электрода. Предельный ток 165 Ампер. Собрал и протестировал прибор: Arsi .
Обсудить статью СВАРОЧНЫЙ ИНВЕРТОР BARMALE
Нередко для построения сварочного инвертора используются три основных типа высокочастотных преобразователей, а именно преобразователи, подключаемые по схемам: асимметричный или наклонный мост, полумост и полный мост.В данном случае резонансные преобразователи представляют собой подтипы полумостовых и полномостовых схем. Согласно системе управления, эти устройства можно разделить на: ШИМ (широтно-импульсная модуляция), ЧИМ (регулировка частоты), регулировка фазы, а также могут существовать комбинации всех трех систем.
У всех перечисленных преобразователей есть свои плюсы и минусы. Разберемся с каждым отдельно.
Полумостовая система ШИМ
Блок-схема показана ниже:
Это, пожалуй, один из самых простых, но не менее надежных преобразователей семейства двухтактных.Напряжение «качания» первичной обмотки силового трансформатора будет равно половине напряжения питания – это недостаток данной схемы. Но если посмотреть с другой стороны, можно использовать трансформатор с сердечником меньшего размера, не опасаясь попадания в зону насыщения, что тоже является плюсом. Для сварочных инверторов мощностью около 2-3 кВт такой силовой модуль весьма перспективен.
Поскольку силовые транзисторы работают в режиме жесткого переключения, для их нормальной работы необходимо установить драйверы.Это связано с тем, что при работе в этом режиме транзисторам необходим качественный управляющий сигнал. Также необходимо иметь бестоковую паузу, чтобы не допустить одновременного открытия транзисторов, что приведет к выходу последних из строя.
Довольно перспективный вид полумостового преобразователя, его схема показана ниже:
Резонансный полумост будет немного проще полумоста с ШИМ. Это связано с наличием резонансной индуктивности, которая ограничивает максимальный ток транзисторов, а переключение транзисторов происходит при нулевом токе или напряжении.Ток, протекающий по силовой цепи, будет иметь синусоидальную форму, что снимет нагрузку с конденсаторных фильтров. При такой схемотехнике драйверы не нужны, переключение может осуществляться обычным импульсным трансформатором. Качество управляющих импульсов в этой схеме не так важно, как в предыдущей, но бестоковая пауза все же должна быть.
В этом случае можно обойтись без токовой защиты и формы вольт-амперной характеристики, не требующей ее параметрического формирования.
Выходной ток будет ограничиваться только индуктивностью намагничивания трансформатора и, соответственно, сможет достигать довольно значительных значений в случае возникновения короткого замыкания. Это свойство положительно сказывается на зажигании и горении дуги, но его также необходимо учитывать при выборе выходных диодов.
Это свойство положительно сказывается на зажигании и горении дуги, но его также необходимо учитывать при выборе выходных диодов.
Обычно выходные параметры регулируются изменением частоты. Но фазовый контроль также дает некоторые из своих преимуществ и более перспективен для сварочных инверторов.Он позволяет обойти такое неприятное явление, как совпадение режима КЗ с резонансом, а также увеличивает диапазон регулирования выходных параметров. Использование фазового управления позволяет изменять выходной ток в диапазоне от 0 до I max.
Асимметричный или “косой” мост
Это несимметричный прямой преобразователь, блок-схема которого показана ниже:
Этот тип преобразователя достаточно популярен как среди рядовых радиолюбителей, так и у производителей сварочных инверторов.Самые первые сварочные инверторы строились именно по такой схеме – несимметричный или «косой» мост. Помехозащищенность, достаточно широкий диапазон регулирования выходного тока, надежность и простота – все эти качества привлекают производителей и по сей день.
Достаточно большие токи, проходящие через транзисторы, повышенные требования к качеству управляющего импульса, что приводит к необходимости использования мощных драйверов для управления транзисторами, и высокие требования к монтажным работам в этих устройствах и наличие больших импульсных токов, которые в свою очередь повышаются требования к – это существенные недостатки преобразователя данного типа.Также для поддержания нормальной работы транзисторов необходимо добавить цепи УЗО – демпферы.
Но, несмотря на перечисленные выше недостатки и невысокий КПД устройства по асимметричной или «косой» мостовой схеме, в сварочных инверторах они до сих пор используются. В этом случае транзисторы Т1 и Т2 будут работать синфазно, то есть закрываться и открываться одновременно. В этом случае накопление энергии будет происходить не в трансформаторе, а в дроссельной катушке Dr1.Вот почему для получения такой же мощности с мостовым преобразователем требуется удвоение тока через транзисторы, так как рабочий цикл не будет превышать 50%. Более подробно эту систему мы рассмотрим в следующих статьях.
Более подробно эту систему мы рассмотрим в следующих статьях.
Это классический двухтактный преобразователь, блок-схема которого приведена ниже:
Данная схема позволяет получать мощность в 2 раза больше, чем при включении типа полумоста и в 2 раза больше, чем при включении типа «косой» мост, при этом токи и, соответственно, потери во всех трех случаях будут быть равным.Это можно объяснить тем, что напряжение питания будет равно напряжению «качания» первичной обмотки силового трансформатора.
Для получения такой же мощности с полумостом (напряжение качания 0,5U питание) требуется ток в 2 раза! меньше, чем для случая полумоста. В полной мостовой схеме с ШИМ транзисторы будут работать поочередно – Т1, Т3 включены, а Т2, Т4 выключены и соответственно наоборот при смене полярности. Через отслеживание и контроль значений амплитуды тока, протекающего по этой диагонали.Есть два наиболее часто используемых способа его регулирования:
- Оставьте напряжение отсечки неизменным, но измените только длину управляющего импульса;
- Осуществить изменение уровня напряжения отключения в соответствии с данными с трансформатора тока, не изменяя длительность управляющего импульса;
Оба метода позволяют изменять выходной ток в довольно больших пределах. Полный мост ШИМ имеет те же недостатки и требования, что и полумост ШИМ.(См. Выше).
Наиболее перспективная схема высокочастотного преобразователя для сварочного инвертора, структурная схема которой представлена ниже:
Резонансный мост мало чем отличается от полноценного моста ШИМ. Разница в том, что при резонансном подключении резонансный LC-контур включен последовательно с обмоткой трансформатора. Однако его появление в корне меняет процесс накачки мощности. Уменьшатся потери, повысится КПД, снизится нагрузка на вводимые электролиты, уменьшатся электромагнитные помехи.В этом случае драйверы для силовых транзисторов следует использовать только при использовании MOSFET-транзисторов с емкостью затвора более 5000 пФ. БТИЗ можно использовать только с импульсным трансформатором. Более подробное описание схем будет дано в следующих статьях.
БТИЗ можно использовать только с импульсным трансформатором. Более подробное описание схем будет дано в следующих статьях.
Выходным током можно управлять двумя способами – частотой и фазой. Оба эти метода были описаны в резонансном полумосте (см. Выше).
Полный мост с дроссельной заслонкой
Его схема практически не отличается от резонансной мостовой или полумостовой схемы, только вместо резонансной LC-цепи последовательно с трансформатором включена нерезонансная LC-схема.Емкость C, приблизительно C≈22 мкФ x 63 В, работает как уравновешивающий конденсатор, а индуктивное реактивное сопротивление катушки индуктивности L – как реактивное сопротивление, значение которого будет линейно изменяться в зависимости от изменения частоты. Преобразователь управляется частотным методом. , г. по мере увеличения частоты напряжения сопротивление индуктивности будет увеличиваться, что уменьшит ток в силовом трансформаторе. Довольно простой и надежный способ. Поэтому довольно большое количество промышленных инверторов построено по такому принципу ограничения выходных параметров.
Силовая часть нашего самодельного сварочного полуавтомата инверторного типа построена по схеме асимметричного моста, или, как ее еще называют, «косой мост». Это несимметричный прямой преобразователь. Преимущества такой схемы – простота, надежность, минимальное количество деталей и высокая помехозащищенность. До сих пор многие производители выпускают свою продукцию по схеме «косой мост». Без минусов тоже не обойтись – это большие импульсные токи от блока питания, меньший КПД, чем в других схемах, большие токи через силовые транзисторы.
Блок-схема прямого преобразователя «косой мост»
Блок-схема такого аппарата представлена на рисунке:
Силовые транзисторы VT1 и VT2 работают в одной фазе, т.е. они открываются и закрываются одновременно, поэтому по сравнению с полным мостом ток через них в два раза больше. Трансформатор TT обеспечивает обратную связь по току.
Подробнее обо всех типах инверторных преобразователей для сварочных аппаратов Вы можете узнать из книги.
Описание схемы инвертора
Сварочный полуавтомат инверторный, работающий в режимах MMA (дуговая сварка) и MAG (сварка специальной проволокой в газовой атмосфере).
Плата управления
На плате управления установлены следующие инверторные блоки: задающий генератор с трансформатором гальванической развязки, блоки обратной связи по току и напряжению, блок управления реле, блок тепловой защиты, блок антизалипания.
Главный генератор
Блок управления током (для режима MMA) и задающий генератор (MG) собраны на микросхемах LM358N и UC2845. В качестве ZG был выбран UC2845, а не более распространенный UC3845 из-за более стабильных параметров первого.
Частота генерации зависит от элементов C10 и K19, и рассчитывается по формуле: f = (1800 / (R * C)) / 2, где R и C – в килоомах и нанофарадах, частота – в килогерц. В этой схеме частота составляет 49 кГц.
Еще один важный параметр – коэффициент заполнения, рассчитываемый по формуле Кзап = т / Т. Он не может быть больше 50%, а на практике он составляет 44-48%. Это зависит от соотношения значений С10 и R19. Если конденсатор взять как можно меньше, а резистор как можно больше, то Кзап будет близок к 50%.
Импульсы, сформированные ZG, поступают на ключ VT5, который работает на трансформаторе гальванической развязки (TGR) Т1, намотанном на сердечник EE25, который используется в электронных блоках для запуска люминесцентных ламп (электронных балластах). Все обмотки снимаются и наматываются новые по схеме. Вместо транзистора IRF520 можно использовать любой из этой серии – IRF530, 540, 630 и т.д.
Обратная связь по току
Как было сказано ранее, для дуговой сварки важен стабильный выходной ток , для полуавтоматической – постоянное напряжение.Токовая обратная связь организована на трансформаторе тока ТТ; это ферритовое кольцо типоразмера К 20 х 12 х 5, одетое на нижний (согласно схеме) вывод первичной обмотки силового трансформатора.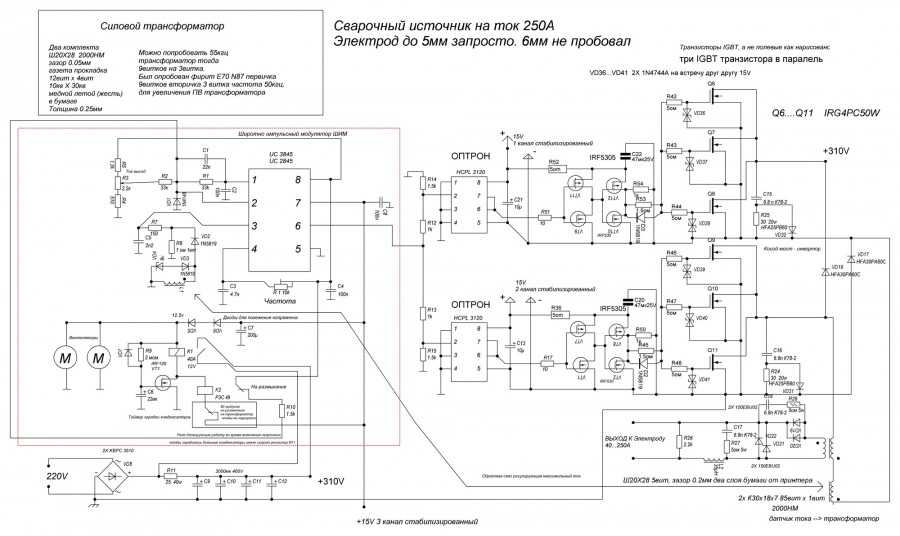 В зависимости от первичного тока T2, ширина импульса задающего генератора уменьшается или увеличивается, сохраняя постоянный выходной ток.
В зависимости от первичного тока T2, ширина импульса задающего генератора уменьшается или увеличивается, сохраняя постоянный выходной ток.
Обратная связь по напряжению
Сварочный полуавтомат инверторного типа требует обратной связи по напряжению, для этого в режиме МАГ – переключателем S1.1 напряжение с выхода устройства поступает на блок управления выходным напряжением, собранный на элементах R55, D18, U2. Силовой резистор К50 устанавливает начальный ток. А с контактами S1.2 ключ на транзисторе VT1 закорачивает регулятор R2 на максимальный ток, а ключ VT3 выключает режим «антиприлипание» (отключение ЗГ при залипании электрода).
Блок тепловой защиты
Самодельный сварочный полуавтомат включает в себя схему защиты от перегрева: она обеспечивается узлом на транзисторах VT6, VT7.Датчики температуры на 75 градусов С (два из них, нормально замкнутые, соединенные последовательно) установлены на радиаторе выходных диодов и на одном из радиаторов силовых транзисторов. При превышении температуры транзистор VT6 замыкает контакт 1 UC2845 на массу и прерывает генерацию импульсов.
Блок управления реле
Блок собран на микросхеме DD1 CD4069UB (аналог 561LN2) и транзисторе VT14 BC640. Эти элементы обеспечивают следующий режим работы: при нажатии кнопки сразу включается реле газового клапана, примерно через секунду транзистор VT17 разрешает запуск генератора и одновременно включается реле протяжки.
Напрямую реле, управляющие «протяжкой» и газовой арматурой, а также вентиляторы питаются от стабилизатора на MC7812, установленного на плате управления.
Блок питания на транзисторах ХГТГ30Н60А4
С выхода ТГР импульсы, заранее сформированные драйверами на транзисторах VT9 и VT10, поступают на силовые ключи VT11, ME12. Параллельно клеммам коллектор-эмиттер этих транзисторов подключаются «демпферы» – цепочки из элементов C24, D47, R57 и C26, D44, R59, которые служат для удержания мощных транзисторов в диапазоне допустимых значений.В непосредственной близости от клавиш установлен конденсатор С28, собранный из 4-х емкостей 1мк х 630в. Стабилитроны Z7, Z8 нужны для ограничения напряжения на затворах ключей на уровне 16 вольт. Каждый транзистор установлен на радиаторе процессора компьютера с вентилятором.
Силовой трансформатор и выпрямительные диоды
Основным элементом схемы полуавтомата является мощный выходной трансформатор Т2. Собран на двух ядрах E70, материал N87 от EPCOS.
Расчет сварочного трансформатора
Обороты первичной обмотки рассчитываются по формуле: N = (Upit * tpump) / (Bdop * Ssec),
где Upit = 320V – максимальное напряжение питания;
tpulse = ((1000 / f) / 2) * K – длительность импульса, K = (Kzap * 2) / 100 = (0.45 * 2) / 100 = 0,9 tpump = ((1000/49) / 2) * 0,9 = 9,2;
Вадоп = 0,25 – допустимая индукция для материала сердечника;
Ssection = 1400 – сечение сердечника.
Н = (320 * 9,2) / (0,25 * 1400) = 8,4, округляем до 9 витков.
Соотношение витков вторичной обмотки к первичной должно быть примерно 1/3, т.е. наматываем 3 витка вторичной обмотки.
Силовой трансформатор может быть намотан на другой типоразмер, количество витков рассчитывается по приведенной выше формуле.Например, для сердечника 2 x E80 с f = 49Khz витков в первичной: 16, во вторичной: 5.
Выбор сечения проводов первичной и вторичной обмоток, обмотки трансформатора
Сечение проводов подбираем исходя из 1мм.кв = 10А выходного тока. Этот прибор должен выдавать в нагрузке около 190А, поэтому берем вторичное сечение 19мм.кв (жгут из 61 провода диаметром 0,63мм). Первичный участок выбран в 3 раза меньше, т.е.е. 6мм кв. (Жгут из 20 проводов диаметром 0,63мм). Сечение провода в зависимости от его диаметра рассчитывается как: S = D² / 1,27, где D – диаметр провода.
Намотка производится на рамку PCB толщиной 1мм, без боковых щек. Каркас облицован деревянным каркасом по размерам сердечника. Первичная обмотка намотана (все витки в один слой). Затем 5 слоев толстой трансформаторной бумаги, сверху – вторичная обмотка. Катушки сжаты пластиковыми стяжками.Затем каркас с обмотками снимается с оправки и пропитывается лаком в вакуумной камере. Камера была сделана из литрового баллона с плотной крышкой и шлангом, который надевали на всасывающую трубку компрессора из холодильника (можно просто окунуть транс в лак на сутки, думаю он тоже пропитается) .
Сварочный инвертор – довольно популярное устройство, которое необходимо как в быту, так и на промышленном предприятии. Это неудивительно, ведь использовавшиеся ранее блоки питания (преобразователи, трансформаторы, выпрямители) имели множество недостатков.Среди них вес и габариты, высокое энергопотребление, но небольшой диапазон регулирования режима сварки и низкая частота преобразования. Сделав своими руками сварочный инвертор на основе тиристоров, вы получите мощный блок питания для необходимых работ. Также это поможет вам существенно сэкономить, хотя все равно потребует определенных трудовых и материальных затрат.
Сварочный инвертор: особенности и функции аппарата
Работа инвертора заключается в преобразовании переменного тока сети в его высокочастотный аналог постоянного тока.
Это происходит в несколько этапов. Ток течет к выпрямительному блоку от сети. Там после преобразования напряжение от переменного становится постоянным. И инвертор выполняет обратное преобразование, то есть поступающее постоянное напряжение снова становится переменным, но с более высокой частотой. После этого напряжение понижается трансформатором, через выходной выпрямитель этот параметр преобразуется в высокочастотное постоянное напряжение.
Устройство сварочного инвертора и его особенности
Благодаря отсутствию тяжелых деталей в конструкции устройство очень компактное и легкое.В его состав входят следующие компоненты:
Простое перекрестное инверторное устройство.
- инвертор
- ;
- сетевые и выходные выпрямители;
- дроссель;
- высокочастотный трансформатор.
С такими аппаратами могут работать даже начинающие сварщики. Их используют как в быту, так и в строительстве или в автосервисе. Благодаря тому, что есть регулировка режимов работы, можно варить как тонкие, так и толстые металлы.А повышенные условия горения дуги и образования сварного шва дают возможность сваривать любые сплавы, черные и цветные металлы сварочными инверторами, используя все возможные сварочные технологии.
Преимущества использования инвертора
В области сварочного оборудования такие устройства пользуются особым спросом в связи с их многочисленными достоинствами и преимуществами. Сделав инвертор своими руками, вы получите:
- возможность варки сложных цветных металлов и конструкционных сталей;
- защита от перегрева, колебаний сетевого напряжения, токовых перегрузок;
- высокая стабильность сварочного тока даже при колебаниях напряжения в сети;
- шов правильной формы;
- при сварке практически не будет брызг;
- горение дуги будет стабилизировано заданным образом, даже если есть внешнее неблагоприятное воздействие;
- много других полезных функций.
Схемы инвертора своими руками
Исходя из того, как построена схема и как управляется сам процесс преобразования инвертора, существует несколько типов устройств, которые наиболее часто используются. Варианты полного моста и полумоста называются двумя двухтактными схемами, а наклонный мост – одноцикловым. Полная мостовая схема, называемая двухтактной, работает с биполярными импульсами. Они подаются на ключевые транзисторы (которые спарены), замыкают и размыкают электрическую цепь.
Инверторная схема «косой» перемычки.
Полумостовая схема будет отличаться от предыдущей версии тем, что в ней увеличено потребление тока. Транзисторы, работающие по той же двухтактной модели, действуют как ключи. На каждый из них подается половина входного сетевого напряжения. Мощность инвертора по сравнению с током с полным мостом вдвое меньше. Такое расположение имеет свои преимущества в приложениях с низким энергопотреблением. Кроме того, можно использовать группу транзисторов, а не один очень мощный.
Последний вариант – «косой» мост. Это инверторы, работающие на однотактной основе. Здесь вы будете иметь дело с униполярными импульсами. Одновременное размыкание транзисторных ключей исключит возможность короткого замыкания. Но среди недостатков этой схемы выделяют намагничивание магнитопровода трансформатора.
Взгляните на одну из стандартных схем инвертора. Это дизайн, разработанный Ю. Негуляев. Чтобы собрать такое устройство в домашних условиях, вам понадобится ваше желание, готовность к работе и необходимая элементная база, которую вы можете либо найти на радиорынке, либо испариться из старой бытовой техники.
Инструкция по сборке
Типовая схема инвертора конструкции Ю.Негуляева
Возьмите пластину из дюралюминия толщиной 6 мм. Присоедините к нему все проводники и провода, которые выделяют тепло. Учтите, что здесь нет необходимости обвивать провод теплоизоляционным материалом. Используя старую схему (например, компьютер), вам не придется искать отдельно транзисторы и тиристоры.
Далее подготовьте специальный мощный вентилятор (можно даже радиатор автомобиля).Он взорвет все, включая резонансный дроссель. Не забудьте прижать последний к основанию с помощью уплотнительной прокладки.
Для изготовления самого дроссельного устройства возьмем шесть медных жил. Их можно найти на рынке или сделать самостоятельно из частей ненужного старого телевизора. Прижмите диоды к основанию схемы, а затем прикрепите к ним регуляторы напряжения и изолирующие прокладки.
При установке трансформатора изолируйте жгуты проводов изолентой или фторопластовой лентой.Разъедините жилы в разные стороны, чтобы они не соприкасались и не вызывали неисправностей. На полевом транзисторе вам нужно будет установить силовое поле, чтобы увеличить производительность вашего инвертора. Для этого берем медный провод 2 мм. После лужения оборачиваем в несколько слоев обыкновенной нитью. Это защитит ваш проводник от разного рода повреждений при пайке и сварке. Для фиксации крепления используйте изолирующие каблуки. Так вы и нагрузку с транзисторов перенесете на них.
Трансформатор – необходимый элемент любого сварочного источника. Он снижает сетевое напряжение до уровня напряжения дуги, а также обеспечивает гальваническую развязку сети и сварочной цепи. Известно, что размер трансформатора определяется его рабочей частотой, а также качеством магнитного материала сердечника.
Примечание.
При уменьшении частоты габариты трансформатора увеличиваются, а при повышении – уменьшаются.
Трансформаторы классических источников работают при относительно низкой частоте сети. Поэтому вес и габариты этих источников в основном определялись массой и объемом сварочного трансформатора.
В последнее время разработаны различные высококачественные магнитные материалы, позволяющие несколько улучшить массогабаритные параметры трансформаторов и сварочных источников. Однако существенного улучшения этих параметров можно добиться только за счет увеличения рабочей частоты трансформаторов.Поскольку частота сетевого напряжения является стандартной и не может быть изменена, можно увеличить рабочую частоту трансформатора с помощью специального электронного преобразователя.
Блок-схема инверторного сварочного источникаУпрощенная блок-схема инверторного источника сварки (ISI) показана на рис. one … Рассмотрим схему. Напряжение сети выпрямляется и сглаживается, а затем подается на электронный преобразователь. Он преобразует постоянное напряжение в переменный ток высокой частоты.Высокочастотное переменное напряжение преобразуется малогабаритным высокочастотным трансформатором, затем выпрямляется и подается в сварочную цепь.
Типы трансформаторовРабота электронного преобразователя тесно связана с циклами перемагничивания трансформатора. Поскольку ферромагнитный материал сердечника трансформатора имеет нелинейность и насыщен, индукция в сердечнике трансформатора может возрасти только до некоторого максимального значения Bm.
После достижения этого значения сердечник необходимо размагнитить до нуля или повторно намагнитить в направлении, противоположном значению – Bm. Энергия может передаваться через трансформатор:
- в цикле намагничивания;
- в цикле перемагничивания;
- в обоих циклах.
Определение.
Преобразователи, обеспечивающие передачу энергии за один цикл перемагничивания трансформатора, называются однотактными .
Соответственно, преобразователи, которые обеспечивают передачу энергии в обоих циклах перемагничивания трансформатора, называются двухтактными .
Несимметричный прямой преобразовательПреимущества несимметричных преобразователей. Одноходовые преобразователи наиболее широко используются в дешевых и маломощных инверторных сварочных источниках, рассчитанных на работу от однофазной сети. В условиях резко изменяющейся нагрузки, которой является сварочная дуга, одноходовые преобразователи выгодно отличаются от различных двухтактных преобразователей:
- не требуют балансировки;
- они не подвержены такому заболеванию, как токи.
Следовательно, для управления этим преобразователем требуется более простая схема управления по сравнению с той, которая требуется для двухтактного преобразователя.
Классификация несимметричных преобразователей. По способу передачи энергии на нагрузку однотактные преобразователи делятся на две группы: прямые и обратные ( рис. 2 ). В прямых преобразователях энергия передается на нагрузку в момент замкнутого состояния, а в обратноходовых преобразователях – в момент открытого состояния ключевого транзистора VT.В этом случае в обратном преобразователе энергия накапливается в индуктивности трансформатора T во время замкнутого состояния ключа, а ток ключа имеет форму треугольника с нарастающим фронтом и крутым срезом.
Примечание.
При выборе типа преобразователя ISI между прямым и обратным преобразованием предпочтение отдается прямому несимметричному преобразователю.
Действительно, несмотря на большую сложность, прямой преобразователь, в отличие от обратноходового, имеет высокую удельную мощность … Это связано с тем, что треугольный ток протекает через переключающий транзистор в обратном преобразователе и прямоугольный в прямом преобразователе. Следовательно, при том же максимальном токе ключа среднее значение тока прямого преобразователя вдвое больше.
Основные преимущества обратного преобразователя :
- нет дросселя в выпрямителе;
- возможность групповой стабилизации нескольких напряжений.
Эти преимущества обеспечивают преимущество обратноходовых преобразователей в различных приложениях с низким энергопотреблением, таких как источники питания для различного бытового теле- и радиооборудования; а также вспомогательные источники питания для цепей управления самих сварочных источников.
Однотранзисторный трансформатор прямого преобразователя (OPP) , изображенный на рис. 2, б , имеет специальную размагничивающую обмотку III. Эта обмотка служит для размагничивания сердечника трансформатора Т, который намагничивается во время закрытого состояния транзистора VT.
В это время напряжение на обмотке III подается на диод VD3 с запирающей полярностью. В результате размагничивающая обмотка не влияет на процесс намагничивания.
После закрытия транзистора VT :
- напряжение на обмотке III меняет полярность;
- диод VD3 разблокирован;
- энергия, накопленная в трансформаторе Т, возвращается к первичному источнику питания Uп.
Примечание.
Однако на практике из-за недостаточной связи между обмотками трансформатора часть энергии намагничивания не возвращается к первичному источнику. Эта энергия обычно рассеивается в цепях ТН и демпфирования (на рис. 2 не показан), снижая общий КПД и надежность преобразователя.
Наклонный мост. Указанный недостаток отсутствует в двухтранзисторном прямом преобразователе (ДПП) , часто называемом «Косой мост» ( рис.3, а ). В этом преобразователе (благодаря введению дополнительного транзистора и диода) первичная обмотка трансформатора используется как размагничивающая обмотка. Поскольку эта обмотка полностью подключена сама к себе, полностью исключаются проблемы неполного возврата энергии намагничивания.
Рассмотрим подробнее процессы, происходящие при перемагничивании сердечника трансформатора.
Общей чертой всех несимметричных преобразователей является то, что их трансформаторы работают в условиях одностороннего намагничивания.
Магнитная индукция B (в трансформаторе с односторонним намагничиванием) может изменяться только в диапазоне от максимального Bm до остаточного Br, описывая конкретную петлю гистерезиса.
Когда транзисторы VT1, VT2 преобразователя открыты, энергия источника питания Uп через трансформатор T передается на нагрузку. В этом случае сердечник трансформатора намагничивается в прямом направлении (сечение а-б на рис. 3 , б).
Когда транзисторы VT1, VT2 заблокированы, ток в нагрузке поддерживается за счет энергии, накопленной в катушке индуктивности L.В этом случае ток замыкается через диод VD0. В этот момент под действием ЭДС обмотки I диоды VD1, VD2 открываются, и через них ток размагничивания сердечника трансформатора течет в обратном направлении (участок б-а на рис. 3, б ).
Изменение индукции ∆В в сердечнике происходит практически от Вm до Вr и намного меньше возможного для двухтактного преобразователя значения ∆В = 2 · Вm. Некоторое увеличение ∆B можно получить, введя в сердечник немагнитный зазор.Если сердечник имеет немагнитный зазор δ, то остаточная индукция становится меньше Бр … В случае наличия немагнитного зазора в сердечнике можно найти новое значение остаточной индукции в точке пересечения прямой, проведенной от начала координат под углом Ѳ к кривой перемагничивания (точка B1 на рис. 3, b ):
tgѲ = µ 0 l c / δ,
где µ 0 – магнитная проницаемость;
л в – длина средней силовой линии магнитного поля магнитопровода, м;
δ – длина немагнитного зазора, м
Определение.
Магнитная проницаемость – это отношение индукции B к силе H для вакуума (справедливо также для немагнитного воздушного зазора) и является физической постоянной, численно равной µ 0 = 4π · 10 -7 Гн / м.
Величину tgѲ можно рассматривать как немагнитную проводимость зазора , приведенную к длине сердечника. Таким образом, введение немагнитного зазора эквивалентно введению отрицательной напряженности магнитного поля:
Н1 = -В1 / tgѲ.
Двухтактный мостовой преобразовательПреимущества двухтактных преобразователей. Двухтактные преобразователи содержат больше элементов и требуют более сложных алгоритмов управления. Однако эти преобразователи обеспечивают меньшую пульсацию входного тока и большую выходную мощность и эффективность при той же дискретной мощности ключа.
Схема двухтактного мостового преобразователя. На рис. 4, а показывает схему двухтактного мостового преобразователя. Если сравнить этот преобразователь с несимметричным, то он наиболее близок к двухтранзисторному прямому преобразователю ( рис.3 ). Двухтактный преобразователь легко превратить в него, если убрать пару транзисторов и пару диодов, расположенных по диагонали (VT1, VT4, VD2, VD3 или VT2, VT3, VD1, VD4).
Таким образом, двухтактный мостовой преобразователь представляет собой комбинацию двух однотактных преобразователей, работающих по очереди. В этом случае энергия передается нагрузке в течение всего периода работы преобразователя, а индукция в сердечнике трансформатора может изменяться от -Vm до + Vm.
Как и в DPP, диоды VD1-VD4 служат для возврата энергии, накопленной в индуктивности рассеяния Ls трансформатора T, в первичный источник питания Uп.В качестве этих диодов можно использовать внутренние полевые МОП-транзисторы.
Принцип действия. Рассмотрим подробнее процессы, происходящие при перемагничивании сердечника трансформатора.
Примечание.
Общей особенностью двухтактных преобразователей является то, что их трансформаторы работают в условиях симметричного перемагничивания.
Магнитная индукция B в сердечнике трансформатора с симметричным перемагничиванием может изменяться от отрицательного -Bm до положительного + Bm максимальной индукции.
В каждый полупериод работы DMP два диагональных ключа открыты. Во время паузы все транзисторы преобразователя обычно закрыты, хотя есть режимы управления, когда часть транзисторов преобразователя остается открытыми во время паузы.
Остановимся на режиме управления, согласно которому во время паузы все транзисторы DMP закрываются.
Когда транзисторы VT1, VT4 преобразователя открыты, энергия источника питания Uп через трансформатор T передается на нагрузку.В этом случае сердечник трансформатора намагничивается в условно противоположном направлении (участок б-а на рис. 4, б ).
В паузе, когда транзисторы VT1, VT4 закрыты, ток в нагрузке поддерживается за счет энергии, запасенной в дросселе L. В этом случае ток замыкается через диод VD7. В этот момент одна из вторичных обмоток (IIa или IIb) трансформатора T закорачивается через открытый диод VD7 и один из выпрямительных диодов (VD5 или VD6).В результате индукция в сердечнике трансформатора практически не меняется.
По окончании паузы транзисторы VT2, VT3 преобразователя открываются, и энергия источника питания Uп через трансформатор Т передается на нагрузку.
В этом случае сердечник трансформатора намагничивается в условном прямом направлении (участок a-b на рис. 4 ). В паузе, когда транзисторы VT2, VT3 закрыты, ток в нагрузке поддерживается за счет энергии, запасенной в дросселе L.В этом случае ток замыкается через диод VD7. В этот момент индукция в сердечнике трансформатора практически не меняется и фиксируется на достигнутом положительном уровне.
Примечание.
За счет фиксации индукций в паузах сердечник трансформатора Т способен повторно намагничиваться только в моменты разомкнутого состояния диагонально расположенных транзисторов.
Во избежание одностороннего насыщения в этих условиях необходимо обеспечить одинаковое время включения транзисторов, а также симметрию силовой цепи преобразователя.
От ума к машине: Портативный аппарат для дуговой сварки 110 В для самостоятельного изготовления
Мне нужен был более портативный аппарат для дуговой сварки, поэтому я построил этот аппарат на 110 В, который весит 40 фунтов. Он полностью сделан из лома. Каркас из дерева, сварочные и силовые кабели от бытовых приборов, а трансформаторы / проводка от микроволновых печей.
Он сделан из обрезков фанеры размером 3/4 дюйма. В качестве ручки используется кусок трубки ЕМТ. Его легко поднять одной рукой, чтобы носить с собой.Я не могу сказать то же самое о моем другом сварочном аппарате.Схема:
Аппарат имеет бесступенчатую регулировку сварочного тока и может выдерживать максимум около 60 ампер. Для управления сварочным током в нем используется массивная схема с диммером. Схема управляет симистором, который изменяет входную мощность трансформаторов.
Первичные обмотки трансформатора подключены параллельно, поэтому на обе подается напряжение 110 вольт. Если сварка будет слишком продолжительной на максимальной мощности, в цепи на 20 ампер сработает прерыватель.Запуск немного более низкой производительности отлично работает. Вторичные обмотки трансформатора были отрезаны и намотаны медным проводом 12 калибра, а затем подключены последовательно для генерации переменного тока примерно 50 вольт. Затем он поступает на мостовой выпрямитель.
Мостовой выпрямитель рассчитан на 60 А и преобразует переменный ток в постоянный, умножая его до 75 В постоянного тока разомкнутой цепи, которая поступает на дроссель фильтра. Другой сердечник микроволнового трансформатора, который был полностью перемотан проволокой 12-го калибра (50 витков), служит дросселем для сглаживания сварочного тока, прежде чем он попадет на электрод.
Зажим заземления представляет собой зажим типа «крокодил» для зарядки аккумулятора. Удилище-держатель или «стингер» – это стандартная модель стоимостью 10 долларов. Заземляющие и электродные сварочные кабели изготовлены из трехжильных кабелей сечением 12 сечением с параллельными проводниками, что обеспечивает мощность более 60 А и минимизирует падение напряжения. Также это делает кабели очень гибкими.
Я смог без проблем сварить стержнем 1/8 дюйма, вы можете увидеть мой первый тестовый валик выше. Стержни 1/16 дюйма и 3/32 также подойдут.Благодаря высокому OCV сварщика я могу очень легко зажигать дугу.
Основы DIY: Основное руководство по сварке
Сварка – это производственный процесс, при котором металлы соединяются путем плавления деталей и наполнителя в сварочную ванну из расплавленного материала, который охлаждается, образуя очень прочное соединение. Три основных типа, подходящих для проектов DIY, – это дуговые, MIG и инверторные сварочные аппараты.
Выберите доступную и простую в использовании сварочную установку из одной из трех категорий, доступных для DIY, и получите полезный новый навык, который позволит вам ремонтировать металлические сборки и строить стальные конструкции без привлечения сторонних ресурсов.
Основы дуговой сварки
Для соединения металлов требуется интенсивное нагревание от электрической дуги, возникающей между соединяемым металлом и электродом.
Сварочный пруток используется в качестве электрода для сварки штангой, а проволока для сварки в среде защитного газа (MIG).
Электроэнергия для дуги обеспечивается источником питания, а электрод проводит ток, плавясь в сварочную ванну, образуя сварное соединение.
Для предотвращения реакции горячего металла с воздухом и образования соединений, ослабляющих соединение, сварочные стержни имеют покрытие, обеспечивающее защитный газ в точке контакта, а также шлак для покрытия свежего сварного шва.
Для сварки MIG сварочный шов защищен газом с внешней подачей. В безгазовых установках работа выполняется сварочной проволокой с флюсовой сердцевиной.
При сварке вольфрамовым инертным газом (TIG) используется защитный газ с вольфрамовым электродом для зажигания дуги и присадочным материалом, подаваемым отдельно
вручную в сварочную ванну.
Не все металлы подходят для самостоятельной сварки. Хорошим показателем обрабатываемости является то, будет ли магнит прикрепляться к металлу, но чугун является исключением, поскольку он притягивает магниты, но его очень проблематично сваривать.
Избавление от жаргона
Откройте для себя происхождение шлака и узнайте, почему флюс важен, из нашего удобного руководства по сварочному жаргоне.
ПРОВОД С ЖИДКОСТЬЮ используется с безгазовым сварочным аппаратом MIG. Металлическая оболочка окружает сердечник из флюса, который обеспечивает газовую защиту сварочной ванны во время сварки.
SLAG – это корка, образующаяся во время сварки штангой для защиты металла шва от атмосферных загрязнений по мере его затвердевания. После охлаждения он отколотывается сварочным молотком.
ПРИЕМНАЯ СВАРКА включает в себя выполнение быстрой частичной сварки, чтобы удерживать части металлической сборки в совмещении до того, как будут завершены более прочные чистовые сварные швы.
СВАРОЧНЫЕ УДИЛИЩА или электроды используются с аппаратом для ручной сварки для работ с низкоуглеродистой и оцинкованной сталью. Также доступны прутки для пайки и сварки меди, а также латуни, бронзы и других сплавов.
WELDER’S FLASH – это заболевание глаз, которое обычно носит временный характер, но вызывает сильный дискомфорт.Это тип ожога глаз, возникающий в результате кратковременного, но незащищенного воздействия яркого света сварочной дуги с очень высокой степенью УФ-излучения.
Основы мастерской
Независимо от того, выберете ли вы традиционный аппарат для ручной сварки или безгазовую сварку MIG, вам потребуется специальное защитное снаряжение и другие аксессуары.
При сварке носите огнестойкую одежду с длинными рукавами, такую как комбинезон, а также прочную обувь и всегда работайте в хорошо вентилируемом помещении.
Сварочные системы
Выберите дуговой сварочный аппарат старой школы, в котором используются металлические электродные стержни, модель MIG для начинающих или новейшую универсальную инверторную сварочную технологию для создания прочных и долговечных соединений между стальными деталями.
Сварка палкойИспользуя электрическую дугу для плавления деталей и электродного стержня, этот тип сварочного аппарата обычно требует больше времени для освоения из-за необходимой практики, но он лучше работает на грязных или ржавых поверхностях.
Сварка МИГДля этого требуется меньшее напряжение, чем для сварки штучной сваркой, а это означает, что он более безопасен. Электродвигатель используется для подачи проволоки к сварному шву, что упрощает процесс. Установки MIG могут использовать защитный газ или иметь конструкцию, в которой используется полая проволока, заполненная флюсом.
Инверторная сварка постоянным током Инверторные сварочные аппаратыменьше своих традиционных аналогов. Дугу легко запустить, и они обычно имеют цифровой контроль тока. Некоторые универсальные инверторы можно использовать как для сварки штучной сваркой, так и для сварки TIG.