Самодельный токарный патрон для металла
Качество и производительность работы любого оборудования зависит напрямую от состояния его оснастки. Особенно важно точно, быстро и надежно закреплять заготовки на аппаратах с ЧПУ и станках, что работают в составе ГПС. Для сокращения времени на расположение заготовки на станке, а также увеличения надежности и точности ее крепления широко применяются патроны для токарных станков.
Содержание:
Особенности токарного патрона
Токарный патрон – это неотъемлемая часть комплекса оборудования при проведении токарных работ. Эта конструкционная деталь предназначается для закрепления штучных заготовок и пруткового материала на токарно-винторезных, шлифовальных, револьверных и токарных станках, а также металлообрабатывающем оборудовании. С помощью токарного патрона вы можете фиксировать заготовки самых разнообразных размеров. Заготовки крепятся за внутреннюю плоскость его отверстия, наружную поверхность или наружную поверхность для вала.
Токарные патроны с механизированными приводами позволяют уменьшать вспомогательное время, необходимое на установку заготовки на оборудование и снятие её после проведения обработки, чем увеличивают производительность труда. С другой стороны эти изделия повышают точность обработки, так как обеспечивают координацию заготовок относительно рабочих органов токарного станка и их надежное крепление, которое исключает деформацию или смещение при обработке.
Одними из известнейших мировых производителей токарных патронов по дереву в Европе выступают Rohm (Германия), Bison-bial (Польша), а также некоторые отечественные заводы технической оснастки, инструментов и станочных узлов. Эта продукция достаточно дорогостояща, но сегодня просто невозможно представить производство без использования токарных патронов.
Принцип работы токарного патрона
Использование токарного патрона должно совершаться в закрытом помещении и при отсутствии агрессивных веществ, провоцирующих коррозию.
Для крепления изделий на токарных станках широко используются двух- и трехкулачковые патроны, реже – четырехкулачковые. Для крепления и удержания деталей токарный патрон в себе содержит кулачки, количество которых изменяется от 2 до 6. При этом токарные патроны бывают с независимым передвижением кулачков и с непосредственным закреплением кулачков на фланцевый конец шпинделя. Зависимо от способа крепления токарного патрона к станку, выделяют следующие виды крепления: на фланцевый конец шпинделя, через переходной фланец, непосредственно на сам шпиндель токарного станка.
Центрирование заготовки в патронах достижимо благодаря одновременному перемещению зажимающих кулачков в радиальном направлении. Кулачки токарного патрона передвигаются одновременно при помощи диска, у которого имеются на одной стороне пазы в виде архимедовой спирали коническое зубчатое колесо, которое сопряжено с тремя прочими, на другой. Ключом в движение приводится одно колесо, при этом тоже поворачивается диск и перемещает равномерно все кулачки. От направления вращения диска будет зависеть то, приблизятся ли к центру патрона кулачки (зажимается заготовка) или удалятся от него (освобождается заготовка).
Кулачки токарного патрона передвигаются одновременно при помощи диска, у которого имеются на одной стороне пазы в виде архимедовой спирали коническое зубчатое колесо, которое сопряжено с тремя прочими, на другой. Ключом в движение приводится одно колесо, при этом тоже поворачивается диск и перемещает равномерно все кулачки. От направления вращения диска будет зависеть то, приблизятся ли к центру патрона кулачки (зажимается заготовка) или удалятся от него (освобождается заготовка).
Сила зажима в механизированных патронах создается гидравлическим или пневматическим цилиндром, который размещается на заднем конце шпинделя. Через центральное отверстие шпинделя цилиндр соединяется тягой с механизмом патрона, который осуществляет передвижение кулачков, что зажимают установленную заготовку в патрон.
Сжатый воздух или жидкость во вращающийся цилиндр во время обработки попадает при помощи специального устройства под названием муфта. Как правило, передвижение кулачков от механизированного привода доходит до 5—10 миллиметров, поэтому конструкция токарного патрона в любом случае позволяет быстро переналадить изделие при переходе от обработки между партиями заготовок.
Для повышения точности крепления заготовки при выполнении чистовой обработки принято использовать накладные незакалённые кулачки, что растачиваются на станке под определенные габариты установочных баз заготовки. Основными кулачками с этой целью зажимают короткую оправку для выбора зазоров во всех сопряжениях, а после этого рабочие поверхности накладного кулачка растачивают на самый большой диаметр базовой поверхности детали.
Конструкция незакаленных кулачков и их крепления при помощи сопряжения вида ласточкин хвост позволяет накладные кулачки устанавливать с точностью до 0,02 миллиметра и избежать следующего их растачивания.
Для быстрой переналадки между типоразмерами заготовки требуются универсальные незакаленные кулачки, это достигается путем поворота в определенное положение круглых или шестигранных головок накладных кулачков, которые закреплены на основных кулачках и расточены на нужный диаметр. Заготовки большого диаметра закрепляются в таком патроне с обратным размещением ступеней кулачков.
При возникновении необходимости обработки двух похожих поверхностей принято использовать незакаленные кулачки, погрешность крепления заготовок в которых может уменьшаться до 0,03—0,05 миллиметров. Заготовки типа валов, что имеют большую длину, можно устанавливать в токарный патрон, который имеет поджим заднего центра.
Токарный патрон своими руками
Вы познакомились с устройством и основными видами токарных патронов, а сейчас вашему вниманию представляется вариант самодельного токарного патрона для станка по дереву. Основной рабочей деталью патрона является эластичная втулка, что имеет диаметр 6 миллиметров. Необходимо использовать втулки двух типов — полиуретановые и резиновые, в качестве которых вы можете взять обрезки уплотняющих жгутов.
Накидную гайку нужно сделать из латуни или бронзы. Можно использовать для этой цели и сталь, но у бронзовых гаек меньше трение. Пятачок можете выполнить из любого материала, даже можно взять дюраль. Корпус выточите из стали.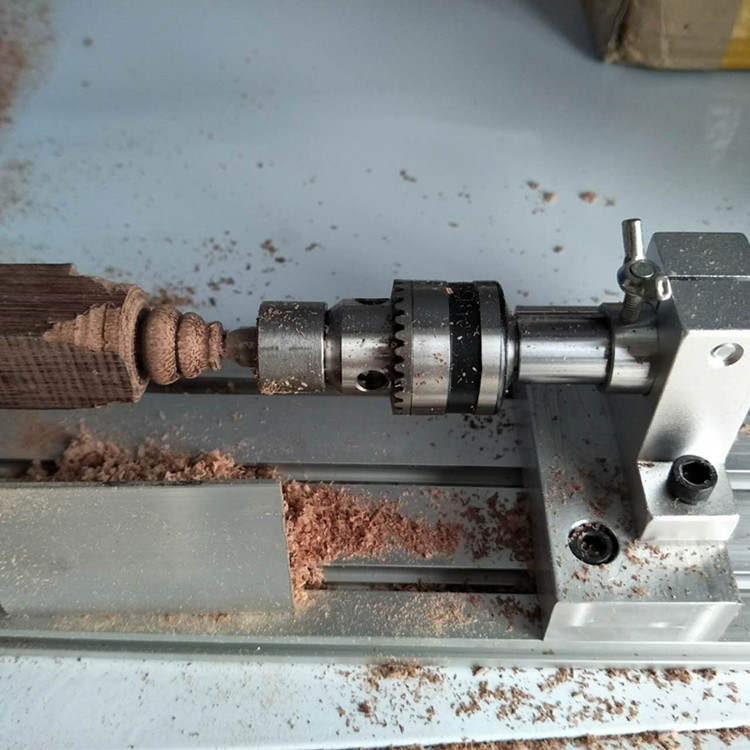 В его хвостовике должно присутствовать внутреннее отверстие или резьба — это зависит от устройства хвостовика вала того аппарата, на которое предстоит установить патрон.
В его хвостовике должно присутствовать внутреннее отверстие или резьба — это зависит от устройства хвостовика вала того аппарата, на которое предстоит установить патрон.
Резиновая втулка и корпус — в патроне самые ответственные детали. От того, насколько точно они изготовлены, зависит, будет ли сверло, зажатое в патрон, «бить». Для снижения вероятности «биения» сверла обе детали изготовьте в определенной последовательности. Выточите корпус патрона на станке за одну установку. Подобный прием позволит обеспечить с определенной точностью соосность центрального отверстия и хвостовика под втулку.
Корпус патрона после механической обработки останется в шпинделе токарного станка. Внутрь патрона вставьте заготовку эластичной втулки и слегка подожмите ее через пятачок накидной гайкой. В заднюю бабку станка вставьте сверло диаметром 1 миллиметр и рассверлите зажатую втулку. Таким методом целесообразно сделать в запас несколько втулок.
Если вы не имеете возможности застопорить при зажатии сверла вал сверлильного устройства, нужно сделать на корпусе самодельного патрона для токарного станка лыски под гаечный ключ, чтобы можно было накидную гайку туго затянуть.
Главное отличие данного патрона кроется в том, что эластичная втулка будет зажимать весь хвостовик сверла, а чтобы установить стандартное сверло в патрон Вербового рекомендуется его хвостовик обрезать. Отверстие под эластичную втулку выполните не в гайке, а в корпусе патрона, оно должно быть максимально приближенным к зажимающему устройству шпинделя станка. Это значительно увеличивает при монтаже точность центрирования сверла.
Теперь вы знаете, для чего нужны токарные патроны, и какую функцию они выполняют при работе на токарном станке. К тому же совсем не сложно изготовить токарный патрон своими руками. Для этого нужно, прежде всего, определиться со средой использования изделия и строго следовать нашим инструкциям.
Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу. Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму. Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров. С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной. Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать токарный станок для своей домашней мастерской самостоятельно. Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения. В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
Проточка тормозного диска на самодельном токарном станке
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.

Пример самодельного токарного станка с чертежами
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
Токарный станок, сделанный своими руками
Конструкционные узлы
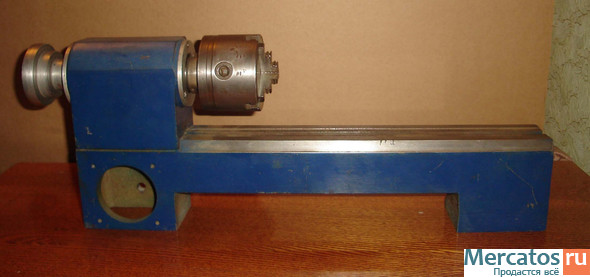
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
Конструкция малогабаритного токарного станка про металлу
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка. Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата. В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата. В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка. Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Простая схема узлов самодельного станка по дереву подскажет простой вариант изготовления станины, передней и задней бабок
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт.

Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма. Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.
Станок с прямым приводом
Существует одно важное правило: оба центра станка, ведущий и ведомый, должны располагаться строго на одной оси, что позволит избежать вибрации заготовки в процессе ее обработки. Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром. Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла. Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Использование швеллеров при изготовлении рамы и передней бабки станка
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы. На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Вариант исполнения станины, передней бабки и привода
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью. Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали. Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Асинхронный трехфазный электродвигатель, подключаемый к сети 220 Вольт через конденсатор
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Если использовать ременную передачу нет возможности, и ведущий центр устройства напрямую соединяется с валом электродвигателя, то можно предусмотреть ряд мер, которые защитят его подшипники от разрушения. Подобной мерой может стать упор, ограничивающий продольное перемещение вала двигателя, в качестве которого можно использовать шарик, устанавливаемый между корпусом электродвигателя и задним торцом его вала.
В задней бабке токарного станка располагается его ведомый центр, который может быть неподвижным или свободно вращаться. Наиболее простую конструкцию имеет неподвижный центр: его несложно сделать на основе обычного болта, заточив и отшлифовав под конус ту его часть, которая будет соприкасаться с заготовкой. За счет вкручивания или откручивания такого болта, перемещающегося по резьбовому отверстию в задней бабке, можно будет регулировать расстояние между центрами оборудования, тем самым обеспечивая надежную фиксацию заготовки. Обеспечивается такая фиксация и за счет перемещения самой задней бабки.
Чтобы обрабатываемая деталь беспрепятственно вращалась в таком неподвижном центре, заостренную часть болта, которая с ней соприкасается, нужно будет смазывать машинным маслом перед началом работы.
Самодельная задняя бабка для настольного токарного станка
Советы по изготовлению простейшего станка
Сегодня не представляет сложности найти чертежи и фото токарных станков, по которым можно самостоятельно изготовить такое оборудование. Более того, несложно найти различные видео, демонстрирующие процесс их изготовления. Это может быть мини-станок с ЧПУ или очень простое устройство, которое, тем не менее, даст вам возможность оперативно и с минимальными трудозатратами изготавливать изделия из металла различной конфигурации.
Более того, несложно найти различные видео, демонстрирующие процесс их изготовления. Это может быть мини-станок с ЧПУ или очень простое устройство, которое, тем не менее, даст вам возможность оперативно и с минимальными трудозатратами изготавливать изделия из металла различной конфигурации.
Стойки простейшего токарного станка по металлу можно изготовить из древесины. Их необходимо будет надежно закрепить на станине агрегата при помощи болтовых соединений. Саму станину, если есть возможность, лучше изготовить из металлических уголков или швеллера, что обеспечит ей высокую надежность, но если их нет под рукой, можно также подобрать толстые деревянные бруски.
На видео ниже представлен процесс самостоятельного изготовления суппорта для токарного станка.
В качестве узла на таком станке, на котором будет фиксироваться и перемещаться режущий инструмент, выступит подручник, изготавливаемый из двух деревянных дощечек, соединенных под углом 90 градусов. На поверхности дощечки, где будет размещаться инструмент, необходимо зафиксировать лист металла, который защитит древесину от деформирования и обеспечит точное расположение резца по отношению к обрабатываемой детали. В опорной поверхности горизонтальной дощечки, перемещаемой по станине агрегата, необходимо сделать прорезь, за счет которой такое перемещение будет достаточно точным.
На поверхности дощечки, где будет размещаться инструмент, необходимо зафиксировать лист металла, который защитит древесину от деформирования и обеспечит точное расположение резца по отношению к обрабатываемой детали. В опорной поверхности горизонтальной дощечки, перемещаемой по станине агрегата, необходимо сделать прорезь, за счет которой такое перемещение будет достаточно точным.
Для изготовления передней и задней бабки вашего самодельного токарного станка, необходимо будет подобрать металлические цилиндры соответствующего размера, которые размещают в подшипниковых узлах, установленных в деревянные стойки. Вращение, совершаемое обрабатываемой деталью, будет передаваться ей через передний центр, соединенный ременной передачей с электродвигателем. Таким образом, заготовка, надежно зафиксированная между передним и задним центром, обрабатывается при помощи резца, установленного в подручнике оборудования.
Еще один вариант самодельного станка (нажмите для увеличения)
Не должно возникнуть никаких проблем и с поиском электродвигателя, которым следует оснастить токарный мини-станок. Даже если вам не удалось найти двигатель требуемой мощности (500–1000 Вт — для обработки мелких деталей, 1500–2000 Вт — для крупногабаритных заготовок), то вполне подойдет бывший до этого в употреблении агрегат, ранее установленный на бытовой швейной машинке. Кроме того, в качестве привода для компактных токарных станков допустимо применять электродрели или шлифовальные машины.
Даже если вам не удалось найти двигатель требуемой мощности (500–1000 Вт — для обработки мелких деталей, 1500–2000 Вт — для крупногабаритных заготовок), то вполне подойдет бывший до этого в употреблении агрегат, ранее установленный на бытовой швейной машинке. Кроме того, в качестве привода для компактных токарных станков допустимо применять электродрели или шлифовальные машины.
В итоге таких несложных манипуляций вы получите в свое распоряжение станок, способный выполнять самые распространенные токарные операции по металлу. При желании агрегат можно модернизировать, расширяя его функциональные возможности. Конечно, станок с ЧПУ из подобного устройства сделать сложно, но выполнять на нем расточку, сверление, шлифование, нарезание резьбы и ряд других технологических операций по металлу вполне возможно.
 youtube.com/embed/IHLE6M0Mhv8″/>
youtube.com/embed/IHLE6M0Mhv8″/>
Одним из наиболее распространенных приспособлений обработки заготовок из металла является токарный станок. С его помощью можно выполнить такие элементы, как втулка, муфта, болт, гайка, фланец и другие. Оборудование можно приобрести уже готовым в специализированных магазинах, но есть возможность изготовить самодельный токарный станок по металлу в домашних условиях.
Особенность станков
Существует немало видов токарных станков для обработки металла. Каждый из них имеет свои особенности конструкции, от которых зависят их функциональные возможности. Кроме этого, каждый вид обладает возможностью выполнения дополнительных операций, например, фрезерования или сверления.
Независимо от вида агрегата, их конструкция может состоять из таких узлов:
- Станина. На ней располагаются все части станка.
- Бабка передняя. Приспособление, на котором монтируется коробка выбора скорости, а также шпиндель.

- Коробка передач. От нее движение передается к суппорту от шпинделя, проходя через валик или винт хода.
- Фартук. Узел, который участвует в преобразовании движения в поступательное.
- Суппорт. Представляет собой каретку, которая перемещается в перпендикулярной или параллельной плоскости относительно станины станка. Его функция заключается в обеспечении поступательного передвижения режущего механизма.
- Бабка задняя. Она отвечает за надежное крепление всех движущихся частей станка.

В зависимости от вида и модели устройства, его можно укомплектовать дополнительными насадками, которые увеличат показатель функциональности оборудования.
Виды универсальных аппаратов
Современные производители предлагают пользователям обширный перечень токарных станков. Среди наиболее популярных можно выделить следующие их виды: токарно-винторезный, токарно-фрезерный, токарно-карусельный, токарно-револьверный.
Винторезный станок
Особенностью этого вида оборудования является наличие хода пиноли задней бабки. Благодаря этому, есть возможность оборудовать его патроном для сверления. Это позволяет использовать станок не только для выполнения токарных операций, но и для вытачивания заготовок с разным профилем, выравнивания, проделывания в заготовках канавок и углублений, подрезания размеров до необходимых показателей, высверливания отверстий. Для этого могут быть использованы плашки, резцы или метчики.
Посредством использования токарно-винторезных агрегатов можно работать с заготовками, выполненными из черных или цветных металлов. Этот вид устройств чаще всего применяется на инструментальных производствах, в области приборостроения или часовом производстве.
Если выбор пал на токарно-винтовой станок, рекомендуется учитывать такие его свойства:
- Размер (диаметр) заготовки, который можно рассчитать посредством измерения расстояния от станины до оси устройства.
- Максимальная длина детали. Этот показатель в большинстве моделях не превышает 2033 мм.
- Масса станка. С увеличением веса увеличивается уровень жесткости устройства, что имеет непосредственное влияние на точность выполняемой операции. Можно приобрести агрегаты, масса которых колеблется в пределах 600 — 4250 кг. Такие станки пользуются большой популярностью как на предприятиях, так и в домашних мастерских.
Фрезерное устройство
При помощи этого вида оборудования можно выточить заготовки не только из черных и цветных металлов, но и из пластика, и дерева. Конструкция устройства сочетает в себе два вида станков (фрезерный и токарный).
Универсальный токарно-фрезерный станок можно использовать для выполнения таких видов операций, как точение проходное, нарезание резьбы, накладывание фаски, выборка галтелей, вырезание прямых и криволинейных пазов, сверление отверстий. Это стало возможным благодаря наличию фрезерной части, расположенной в вертикальной плоскости станины. Такие станки нередко устанавливаются в школьных мастерских.
Такие станки нередко устанавливаются в школьных мастерских.
Популярность токарно-фрезерного оборудования обусловлена наличием присущих ему достоинств:
- Доступность. Комбинация двух видов станков приводит к экономии средств.
- Компактный размер. Его можно устанавливать в мастерской с небольшой площадью.
- Возможность монтажа разнообразных дополнительных элементов (резец, сверло, метчик, развертка, фреза, стамеска).
При выборе этого вида оборудования необходимо учитывать такие его характеристики:
- расстояние между центрами;
- размер заготовки;
- диаметр торцовочной и концевой фрез.
Наличие этих качеств обуславливает популярность токарно-фрезерного оборудования у пользователей.
Карусельный аппарат
Станки этого вида в основном применяются для обработки большого диаметра (больше 2000 мм) и размеров на больших предприятиях.
Револьверный агрегат
Основное предназначение этого вида устройств заключается в обработке заготовок, выполненных из калиброванного прутка. Особенность станков заключается в креплении режущего механизма, которое осуществляется на барабане вращающегося типа.
Особенность станков заключается в креплении режущего механизма, которое осуществляется на барабане вращающегося типа.
Станки с числовым программным обеспечением
В процессе работы с этим видом станков требуется минимальное участие оператора. Стоит также отметить возможность выполнения всех типов операций с высокой точностью.
Каждый из вышеперечисленных видов токарных станков по металлу имеет особенности конструкции и предназначение.
Самостоятельное изготовление
Если говорить о том, что можно сделать из дрели своими руками, следует обратить внимание на токарный станок, который можно изготовить в домашних условиях. Это поможет не только сэкономить средства, но и даст возможность выполнения довольно большого перечня операций с разными материалами.
Для того чтобы выполнить токарный станок по металлу своими руками, чертежи которого можно найти в специализированной литературе, необходимо в первую очередь определиться со станиной. Она считается одним из наиболее значимых узлов оборудования. Именно на станине монтируется токарная приставка для дрели.
Она считается одним из наиболее значимых узлов оборудования. Именно на станине монтируется токарная приставка для дрели.
Для изготовления станины можно использовать плиту, выполненную из такого материала, как дерево, толщиной до 21 мм. Дрель фиксируется за шейку ее корпуса, на которой впоследствии будет смонтирована вспомогательная рукоятка.
Для того чтобы иметь возможность распиловки таких материалов, как фанера или оргалит, на станине необходимо в патрон дрели нужно установить дисковую пилу, диаметр которой не превышает 2 мм. Для обеспечения удобства работы со станком можно также смонтировать дополнительную рукоятку.
Есть возможность заменить диск плоской фрезой. Благодаря этому, у оператора появится возможность выполнения пазов небольшой глубины.
Теперь можно приступать к выполнению упора, который призван выполнять функцию задней бабки. Таким образом, самодельный суппорт для токарного станка своими руками можно выполнить из двух деревянных брусков и одного винта для регулировки с заточенным наконечником. Это даст возможность использовать станок для обработки небольших деревянных заготовок.
Это даст возможность использовать станок для обработки небольших деревянных заготовок.
Если говорить о том, как из дрели сделать токарный станок, следует учитывать то, что есть несколько вариантов устройств, изготовить которые можно самостоятельно, главное, иметь готовый шаблон.
Суппорт в процессе эксплуатации станка имеет свойство изнашиваться. При этом не исключена возможность возникновения люфта, что отрицательное скажется на качестве выполняемой операции. Во избежание такой ситуации рекомендуется периодически выполнять регулировку и подстройку суппорта.
Деревообрабатывающий столярный станок имеет раму. Для ее изготовления можно использовать балки или швеллера из металла. Их толщина и размеры имеют непосредственную зависимость от нагрузки, с которой будет эксплуатироваться оборудование.
На балки монтируются валы с направляющими, расположенными продольно. Для их крепления можно использовать сварочный аппарат, болты или шуруповерт.
Передняя бабка может быть выполнена из гидроцилиндра, в полость которого монтируются два подшипника. Толщина стенок цилиндра может изменяться от 5 мм и более. Полость гидроцилиндра заполняется специальной смазывающей жидкостью. Затем монтируется электрический привод.
Электромотор отвечает за движение режущей части станка. Мощность двигателя имеет непосредственную зависимость на мощность устройства. При его выборе необходимо учитывать размер заготовок, которые будут обрабатываться на стенке:
- для работы с небольшими заготовками можно использовать привод мощностью не больше 1 кВт;
- при необходимости обработки крупногабаритных заготовок необходимо выбрать двигатель, мощность которого колеблется в пределах 1, 5 — 2, 5 кВт.
Ручной станок для обработки металла или дерева следует собирать с учетом того, что все его узлы необходимо обязательно изолировать. Это обеспечит безопасность оператора при работе со станком, а также прочность конструкции.

Возможные варианты режущего механизма
Станковый механизм в обязательном порядке оборудуется режущей частью. Существует несколько вариантов этого узла. Среди наиболее надежных можно выделить следующие:
- Резец. Он состоит из таких частей, как рабочая часть и держатель. Резцы классифицируются по направлению подачи (правые и левые), а также по предназначению (подрезные, проходные, отрезные, расточные, резьбовые, фасочные). При выборе резцов важно учитывать материал их изготовления.
- Метчик. Представлен в виде винта с канавками, которые используются для нарезания резьбы. По назначению метчики можно условно подразделить на гаечные и плашечные.
- Зенкер. Применяется для предварительной или завершающей обработки отверстий разного диаметра. Его применение обеспечивает сглаживание поверхности внутренней части отверстия. Для изготовления зенкеров используется углеродистая сталь, способная выдерживать температуру до 250 градусов.
- Сверло. Специальное приспособление, посредством которого можно высверливать отверстия разного диаметра в заготовках из разных материалов. В токарных станках в основном применяются спиральные или твердосплавные сверла. Для повышения прочности сверл используются напайки из твердосплавного металла.

Правильный выбор оснастки обеспечит возможность выполнения обширного перечня операций при обработке заготовок, повысит точность выполнения работы, а также сократит время на ее выполнение. А самостоятельное изготовление токарного станка для обработки металла поможет сократить средства, необходимые на приобретение уже готового оборудования.
Токарный патрон своими руками | Строительный портал
Качество и производительность работы любого оборудования зависит напрямую от состояния его оснастки. Особенно важно точно, быстро и надежно закреплять заготовки на аппаратах с ЧПУ и станках, что работают в составе ГПС. Для сокращения времени на расположение заготовки на станке, а также увеличения надежности и точности ее крепления широко применяются патроны для токарных станков.
Для сокращения времени на расположение заготовки на станке, а также увеличения надежности и точности ее крепления широко применяются патроны для токарных станков.
Содержание:
- Особенности токарного патрона
- Принцип работы токарного патрона
- Токарный патрон своими руками
Особенности токарного патрона
Токарный патрон – это неотъемлемая часть комплекса оборудования при проведении токарных работ. Эта конструкционная деталь предназначается для закрепления штучных заготовок и пруткового материала на токарно-винторезных, шлифовальных, револьверных и токарных станках, а также металлообрабатывающем оборудовании. С помощью токарного патрона вы можете фиксировать заготовки самых разнообразных размеров. Заготовки крепятся за внутреннюю плоскость его отверстия, наружную поверхность или наружную поверхность для вала.
Токарные патроны с механизированными приводами позволяют уменьшать вспомогательное время, необходимое на установку заготовки на оборудование и снятие её после проведения обработки, чем увеличивают производительность труда. С другой стороны эти изделия повышают точность обработки, так как обеспечивают координацию заготовок относительно рабочих органов токарного станка и их надежное крепление, которое исключает деформацию или смещение при обработке.
С другой стороны эти изделия повышают точность обработки, так как обеспечивают координацию заготовок относительно рабочих органов токарного станка и их надежное крепление, которое исключает деформацию или смещение при обработке.
Одними из известнейших мировых производителей токарных патронов по дереву в Европе выступают Rohm (Германия), Bison-bial (Польша), а также некоторые отечественные заводы технической оснастки, инструментов и станочных узлов. Эта продукция достаточно дорогостояща, но сегодня просто невозможно представить производство без использования токарных патронов.
Принцип работы токарного патрона
Использование токарного патрона должно совершаться в закрытом помещении и при отсутствии агрессивных веществ, провоцирующих коррозию. Стяжные болты перед началом работы затягивают до максимума гаечным ключом, затем токарный патрон закрепляют на станке, все болты затягивают с гайками и запускают токарный станок. Нужно учитывать, что устанавливаются для начала малые обороты для проверки значений торцевого и радиального биений токарного патрона на холостом ходу.
Для крепления изделий на токарных станках широко используются двух- и трехкулачковые патроны, реже – четырехкулачковые. Для крепления и удержания деталей токарный патрон в себе содержит кулачки, количество которых изменяется от 2 до 6. При этом токарные патроны бывают с независимым передвижением кулачков и с непосредственным закреплением кулачков на фланцевый конец шпинделя. Зависимо от способа крепления токарного патрона к станку, выделяют следующие виды крепления: на фланцевый конец шпинделя, через переходной фланец, непосредственно на сам шпиндель токарного станка.
Центрирование заготовки в патронах достижимо благодаря одновременному перемещению зажимающих кулачков в радиальном направлении. Кулачки токарного патрона передвигаются одновременно при помощи диска, у которого имеются на одной стороне пазы в виде архимедовой спирали коническое зубчатое колесо, которое сопряжено с тремя прочими, на другой. Ключом в движение приводится одно колесо, при этом тоже поворачивается диск и перемещает равномерно все кулачки. От направления вращения диска будет зависеть то, приблизятся ли к центру патрона кулачки (зажимается заготовка) или удалятся от него (освобождается заготовка).
От направления вращения диска будет зависеть то, приблизятся ли к центру патрона кулачки (зажимается заготовка) или удалятся от него (освобождается заготовка).
Сила зажима в механизированных патронах создается гидравлическим или пневматическим цилиндром, который размещается на заднем конце шпинделя. Через центральное отверстие шпинделя цилиндр соединяется тягой с механизмом патрона, который осуществляет передвижение кулачков, что зажимают установленную заготовку в патрон.
Сжатый воздух или жидкость во вращающийся цилиндр во время обработки попадает при помощи специального устройства под названием муфта. Как правило, передвижение кулачков от механизированного привода доходит до 5—10 миллиметров, поэтому конструкция токарного патрона в любом случае позволяет быстро переналадить изделие при переходе от обработки между партиями заготовок.
Для повышения точности крепления заготовки при выполнении чистовой обработки принято использовать накладные незакалённые кулачки, что растачиваются на станке под определенные габариты установочных баз заготовки.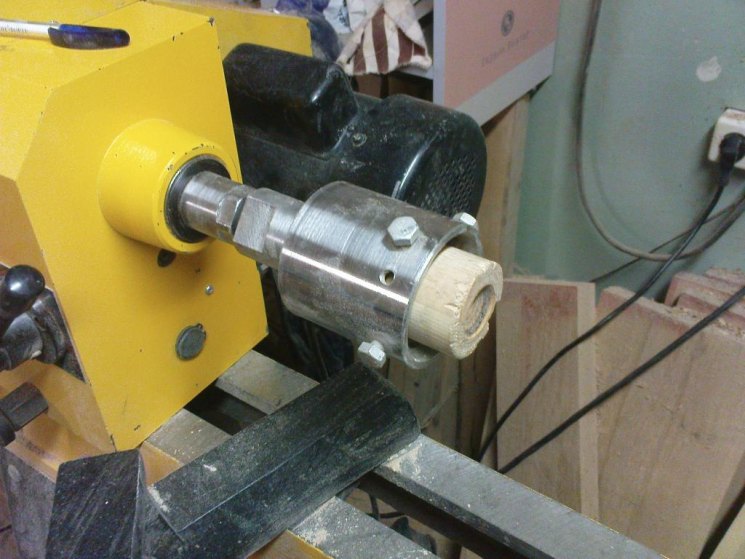 Основными кулачками с этой целью зажимают короткую оправку для выбора зазоров во всех сопряжениях, а после этого рабочие поверхности накладного кулачка растачивают на самый большой диаметр базовой поверхности детали.
Основными кулачками с этой целью зажимают короткую оправку для выбора зазоров во всех сопряжениях, а после этого рабочие поверхности накладного кулачка растачивают на самый большой диаметр базовой поверхности детали.
Конструкция незакаленных кулачков и их крепления при помощи сопряжения вида ласточкин хвост позволяет накладные кулачки устанавливать с точностью до 0,02 миллиметра и избежать следующего их растачивания.
Для быстрой переналадки между типоразмерами заготовки требуются универсальные незакаленные кулачки, это достигается путем поворота в определенное положение круглых или шестигранных головок накладных кулачков, которые закреплены на основных кулачках и расточены на нужный диаметр. Заготовки большого диаметра закрепляются в таком патроне с обратным размещением ступеней кулачков.
При возникновении необходимости обработки двух похожих поверхностей принято использовать незакаленные кулачки, погрешность крепления заготовок в которых может уменьшаться до 0,03—0,05 миллиметров. Заготовки типа валов, что имеют большую длину, можно устанавливать в токарный патрон, который имеет поджим заднего центра.
Заготовки типа валов, что имеют большую длину, можно устанавливать в токарный патрон, который имеет поджим заднего центра.
Токарный патрон своими руками
Вы познакомились с устройством и основными видами токарных патронов, а сейчас вашему вниманию представляется вариант самодельного токарного патрона для станка по дереву. Основной рабочей деталью патрона является эластичная втулка, что имеет диаметр 6 миллиметров. Необходимо использовать втулки двух типов — полиуретановые и резиновые, в качестве которых вы можете взять обрезки уплотняющих жгутов.
Накидную гайку нужно сделать из латуни или бронзы. Можно использовать для этой цели и сталь, но у бронзовых гаек меньше трение. Пятачок можете выполнить из любого материала, даже можно взять дюраль. Корпус выточите из стали. В его хвостовике должно присутствовать внутреннее отверстие или резьба — это зависит от устройства хвостовика вала того аппарата, на которое предстоит установить патрон.
Резиновая втулка и корпус — в патроне самые ответственные детали. От того, насколько точно они изготовлены, зависит, будет ли сверло, зажатое в патрон, «бить». Для снижения вероятности «биения» сверла обе детали изготовьте в определенной последовательности. Выточите корпус патрона на станке за одну установку. Подобный прием позволит обеспечить с определенной точностью соосность центрального отверстия и хвостовика под втулку.
От того, насколько точно они изготовлены, зависит, будет ли сверло, зажатое в патрон, «бить». Для снижения вероятности «биения» сверла обе детали изготовьте в определенной последовательности. Выточите корпус патрона на станке за одну установку. Подобный прием позволит обеспечить с определенной точностью соосность центрального отверстия и хвостовика под втулку.
Корпус патрона после механической обработки останется в шпинделе токарного станка. Внутрь патрона вставьте заготовку эластичной втулки и слегка подожмите ее через пятачок накидной гайкой. В заднюю бабку станка вставьте сверло диаметром 1 миллиметр и рассверлите зажатую втулку. Таким методом целесообразно сделать в запас несколько втулок.
Если вы не имеете возможности застопорить при зажатии сверла вал сверлильного устройства, нужно сделать на корпусе самодельного патрона для токарного станка лыски под гаечный ключ, чтобы можно было накидную гайку туго затянуть. В токарный патрон вы можете зажимать сверла, что имеют диаметр от 0,8 до 1,2 миллиметров.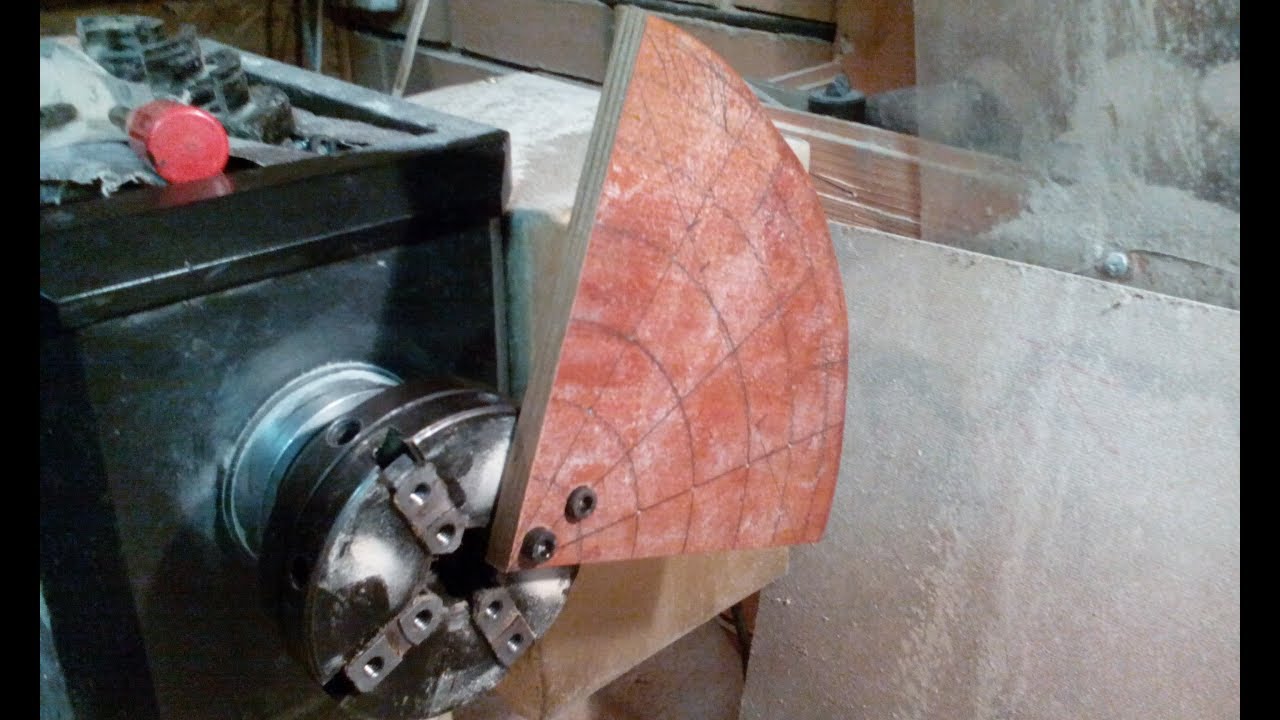 Для сверл другого диаметра отверстия в гайке и втулке необходимо сделать другими.
Для сверл другого диаметра отверстия в гайке и втулке необходимо сделать другими.
Главное отличие данного патрона кроется в том, что эластичная втулка будет зажимать весь хвостовик сверла, а чтобы установить стандартное сверло в патрон Вербового рекомендуется его хвостовик обрезать. Отверстие под эластичную втулку выполните не в гайке, а в корпусе патрона, оно должно быть максимально приближенным к зажимающему устройству шпинделя станка. Это значительно увеличивает при монтаже точность центрирования сверла.
Теперь вы знаете, для чего нужны токарные патроны, и какую функцию они выполняют при работе на токарном станке. К тому же совсем не сложно изготовить токарный патрон своими руками. Для этого нужно, прежде всего, определиться со средой использования изделия и строго следовать нашим инструкциям.
Патроны для токарного станка по дереву, изготовление своими руками
Точение – специфическая отрасль деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение двигателем токарного станка.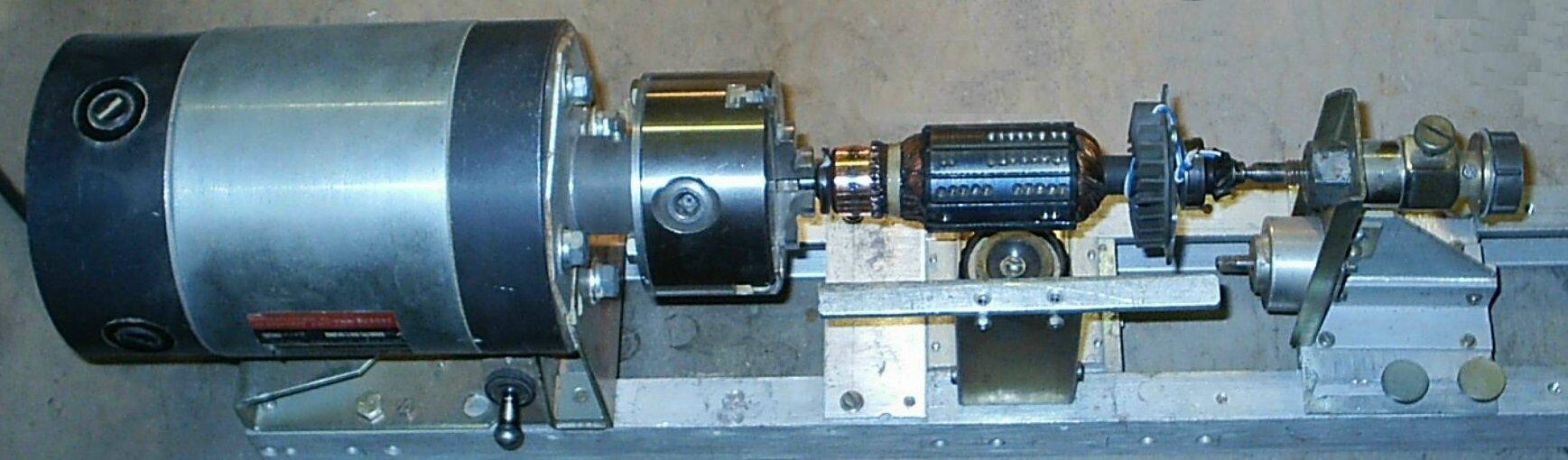 Подачу режущего инструмента (резец, фреза) мастер производит своими руками или посредством механического привода. Для надёжной фиксации обрабатываемой детали и передачи на нее крутящего момента используются различные устройства и токарные патроны, многообразие которых обусловлено большим количеством приёмов и техник токарных работ. Некоторые из них можно изготовить своими руками без специального оборудования.
Подачу режущего инструмента (резец, фреза) мастер производит своими руками или посредством механического привода. Для надёжной фиксации обрабатываемой детали и передачи на нее крутящего момента используются различные устройства и токарные патроны, многообразие которых обусловлено большим количеством приёмов и техник токарных работ. Некоторые из них можно изготовить своими руками без специального оборудования.
Упорные центры
Токарные центры подразделяются на поводковые (зубчатые), и упорные. Первые устанавливаются в передней бабке станка и непосредственно передают усилие, для лучшего сцепления с деревом имеют несколько зубцов. Вторые ставятся в заднюю бабку и поддерживают деталь, по конструкции могут быть вращающимися и неподвижными. Как правило, центры имеют конический хвостовик Морзе.
Планшайбы
Планшайба – круглая металлическая пластина с отверстиями для крепления саморезами, монтируется на вал станка посредством резьбы или болтов. Различаются диаметром, наличием либо отсутствием зубцов и дополнительных крепёжных элементов. Используется для точения тарелок, чаш и других подобных изделий. Часто изготавливается своими руками. Работа с планшайбой продумывается так, чтобы часть древесины, в которую вкручиваются шурупы, впоследствии была удалена.
Различаются диаметром, наличием либо отсутствием зубцов и дополнительных крепёжных элементов. Используется для точения тарелок, чаш и других подобных изделий. Часто изготавливается своими руками. Работа с планшайбой продумывается так, чтобы часть древесины, в которую вкручиваются шурупы, впоследствии была удалена.
Планшайба для 4-кулачкового патрона
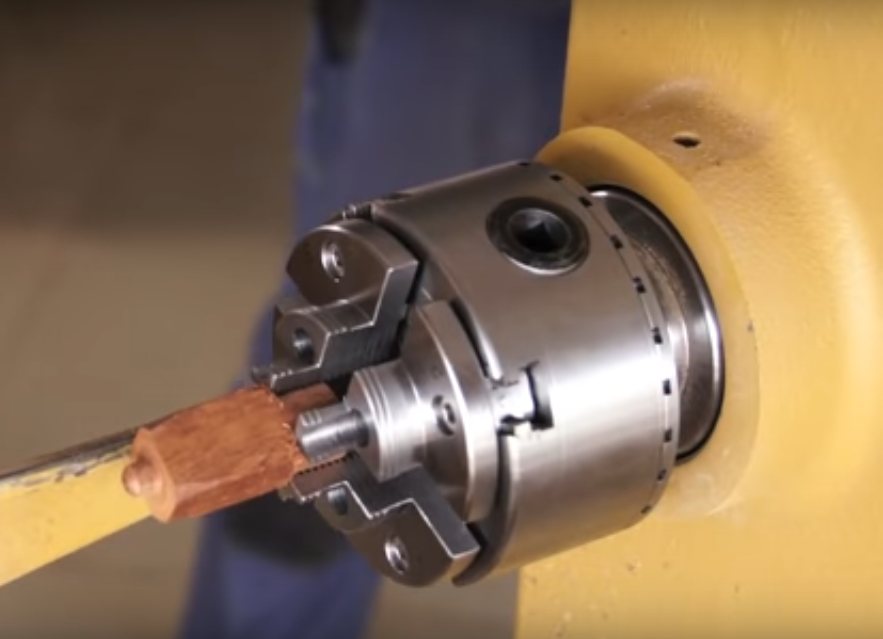
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода.
В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками.
Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками.
На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Дополнительные приспособления
При точении тонкостенных изделий или работе с хрупкой древесиной используют металлические крепёжные кольца. Имея навык обращения с металлом их можно изготовить и своими руками.
Также в паре с кулачками типа C могут использоваться винтовые вставки, вкручивающиеся в предварительно просверленное в детали отверстие.
Патроны, предназначенные для решения специфических задач по дереву:
- кулачковый с независимой регулировкой – для эксцентрикового точения;
- цанговый — зажимает заготовки круглого сечения при стягивании лепестков конической цанги стяжной гайкой. Имеет малый диапазон захвата;
- цилиндрический – трубка с тремя и более резьбовыми фиксаторами по окружности;
тисочный – для захвата прямоугольных заготовок. Параллельные губки сжимаются винтом; - вакуумный – для чистовой доводки. Работает за счет разницы давления воздуха, создаваемого насосом;
- сверлильный – для фиксации сверл. Крепится в пиноль задней бабки.
Комплект поводковых патронов МК2
Изготовление токарного патрона по дереву своими руками
Для изготовления кулачковых патронов требуется высокоточное промышленно оборудование и в условиях домашней мастерской сделать их вряд ли возможно. Однако существуют более простые конструкции, соорудить которые своими руками не составит труда.
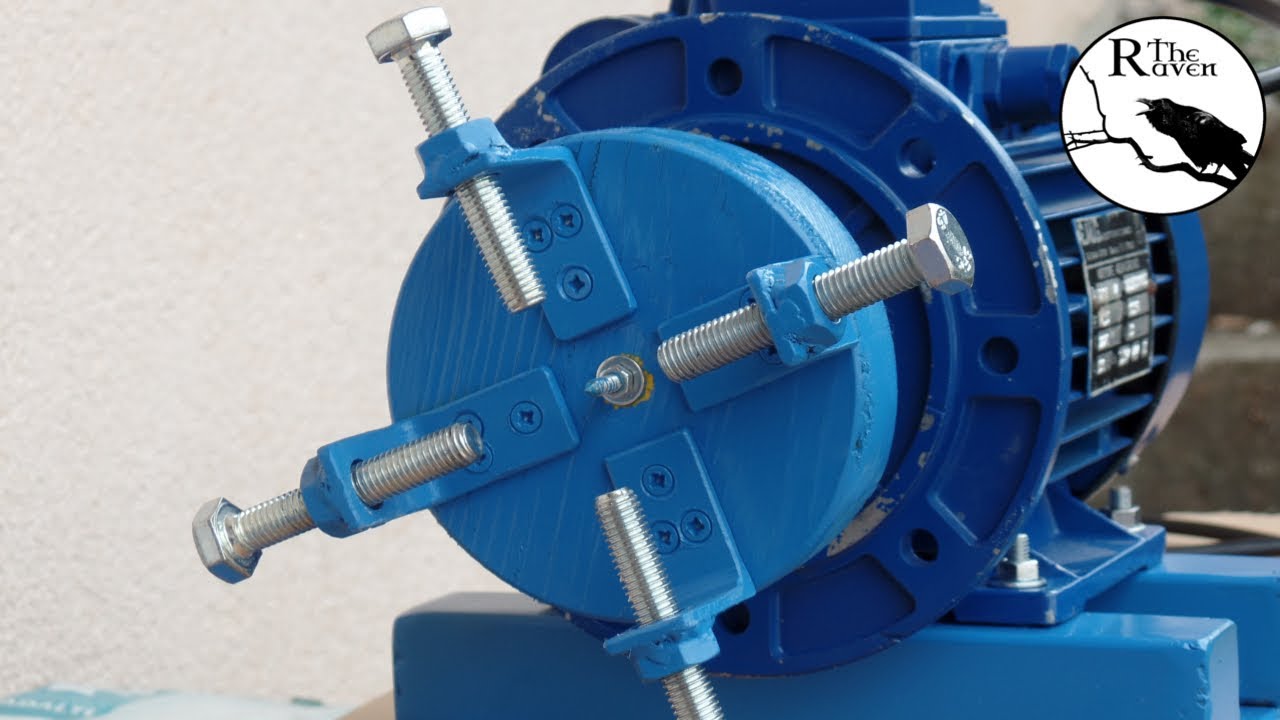
Самодельная планшайба для точения по дереву с регулируемыми зажимами
Понадобится ровный лист стали толщиной не менее 10 мм, стальной уголок 50×50 мм, восемь болтов М8×30 с гайками и шайбами. Следует заранее продумать, каким образом устройство будет крепиться на станок и, при необходимости, изготовить или приобрести соответствующую резьбовую втулку. После этого можно приступать:
После этого можно приступать:
- Разметить на имеющейся пластине окружность требуемого диаметра и две оси, проходящие через центр и пересекающиеся под прямым углом.
- Выпилить заготовку планшайбы лобзиком по разметке и тщательно отшлифовать.
- По полученным осям пропилить сквозные пазы, отступив от центра несколько сантиметров и не доходя 2 – 3 см до краёв. Сделать это проще, предварительно просверлив отверстия немного большего диаметра, чем запасённые болты.
- От уголка отпилить четыре одинаковых отрезка и просверлить одну из полок каждого тем же сверлом.
- Во второй полке уголков нарезать резьбу М8 и вкрутить болты.
- Приварить или припаять резьбовую втулку для крепления на вал.
- Прикрутить уголки к планшайбе болтами через шайбы.
- Закрепить полученный патрон по дереву на токарном станке.
Для фиксации таким самодельным патроном уголки перемещаются в нужное положение и закрепляются закручиванием гаек, окончательно деталь поджимается болтами, вкрученными в полки с резьбой.
Вакуумный патрон по дереву своими руками
Если в шпинделе передней бабки вашего токарного станка есть сквозное отверстие для выбивания зубчатого центра, можно дополнить свой арсенал самодельным вакуумным патроном. Для этого понадобятся:
- Мощный пылесос
- Подшипник закрытого типа, примерно равный по внешнему диаметру шлангу пылесоса
- Кусок плотного резинового шланга для соединения пылесоса и подшипника
- Хомут
- Стандартная планшайба с отверстием в центре
- Небольшой кусок МДФ или толстой фанеры
- Текстолит для переходника
Из текстолита вытачивается втулка, одна сторона которой должна быть равна по диаметру внутреннему размеру подшипника, другая – шпинделя. Этот самодельный переходник запрессовывается в подшипник на клею, в станке он будет держаться за счёт плотности посадки. Полученная конструкция соединяется отрезком шланга с пылесосом и фиксируется хомутом.
Из МДФ или фанеры вырезается диск, крепится на планшайбу и обтачивается. Лучше сделать поверхность немного вогнутой. Сверху, для обеспечения плотности прилегания, приклеивается линолеум или тонкая резина.
По центру диск сверлится насквозь для отвода воздуха.
Подобный патрон, сделанный своими руками, обеспечивает усилие прижатия 40 — 50 кг, достаточное для удержания деталей средних размеров при чистовой обработке.
чертежи, фото, видео. Самодельный токарный станок по металлу своими руками Самодельные патроны для станков по дереву
Сейчас можно купить токарный станок по дереву и по металлу на любой вкус (и за любую стоимость). Конечно же, добавляют к станку множество самых современных и дополнительных функций (которые чаще всего и не нужны).
Не спорю токарный станок – весьма нужная и полезная вещь для мастерской, но в 90% случаев он не стоит потраченных на него денег.
Мы же хотим вам помочь сэкономить ваши финансы. Ради чего покупать модель с множеством ненужных функций, если можно сделать самостоятельно стандартную простую модель?
Токарный станок по дереву материалыСама конструкция состоит из следующих частей (смотрите на рисунке)
- Станина – является основой для станка, обычно изготовляется металлической и представляет собой несколько соединенных балок.
- Поперечная П — образная балка.
- Электрический двигатель – служит источником питания для правильного движения округ своей оси (подходят однофазные моторы мощностью от 200-400 Ватт).
- Токарный патрон.
- Опора для задней бабки.
- Элемент что крутится.
- Упор для заготовки или инструмента.
- Упор для подручника.
- Направляющие балки.
- Угол, стойка или опора для задней бабки.
- Обойма.
- Металлическая пластина под упор.
- Деталь поперечной направляющей.
- Винтики для закрепления.
- Опорная ось.

Прежде всего, можно не покупать новый мотор, а взять б-у, он обойдется вам значительно дешевле.
Элементы закрепляют на основе (№1 по рис.) 2 п -образных балки сваркой соединяют с двумя поперечными (№2 по рис.).
Направляющие сверху дополнительно фиксируются двумя углами (№10 по рис.), которые закрепляют к основной поверхности.
Двигатель (№3 по рис.) прикрепляют боковой части и закрепляют переднюю бабку.
В качестве основы задней бабки стоит использовать крутящийся центр (купить деталь от покупного варианта) закрепить его к опоре (№5 по рис.) и приварить на площадке (№12 по рис.)
Упор (№5) изготавливается из уголка и прикрепляется к опоре (№8) которая сама по себе закрепляется на обойме. Упор и обойму нанизывают на опорную ось (№15) а после этого приваривают к направляющим балкам.
Тот же упор (№5) и крутящийся элемент (№6) закрепляют на металлических пластинах (№12) которые содержат специальные движущиеся обоймы (№11).
Учтите что упор и задняя бабка – это подвижные элементы, которые должны без проблем двигаться по направляющим (№9).
Чтоб подвижные элементы были хорошо прикреплены к обоймам, в обоймах делаются предварительные отверстия (№14) и малейшая неточность снижает качество работы всего аппарата.
Сама сварка может повлечь за собой деформацию материала – сначала все материалы скрепляются точечной сваркой, а затем уже проводят полную работу.
Токарный станок по дереву видео Токарный станок по металлу материалыДля изготовления такого инструмента вам будет необходимо:
- Лист металла;
- П — образные балки из металла;
- Полоски из стали;
- Углы из стали;
- Электрический двигатель;
- Передаточный механизм;
- Несколько гаек и болтов для скрепления;
- Болгарка;
Отдельно стоит сказать о двигателе, он не обязательно должен быть новый, можно ограничиться и старым или б-у, его мощность должна составлять 2 кВт с количеством оборотов минуту в пределах 2000. Хотя это больше зависит от уровня вашей работы на этом станке.
Хотя это больше зависит от уровня вашей работы на этом станке.
Чем массивнее заготовки – тем мощнее должен быть двигатель, если вы хотите сделать компактный станок с малой мощностью – подойдет мотор даже от стиралки или электродрели.
Что касается передаточного механизма – можно отыскать через интернет или купить у знакомых старую коробку передач и снять с коробки муфту. Таким образом, вы получите механизм, который создает вашему станку несколько скоростей. А если установить дополнительный шкив – то можно улучшить количество оборотов.
Токарный станок по металлу пошаговая инструкцияУстановку стоит начать с использования стальных углов и п-образной балки, из них (1 уголок и 1 балка) нужно сварить раму для основы.
Для этого нужно расклинить основу. Направляющие собирают из квадратных труб и стальных полосок.
Помимо этого их металлического листа делают коробку для кулачного патрона, после установки в ней помещаются подшипники с регулировкой.
Заднюю бабку нужно сварить из уголка и толстой пластинки, опорой которой будут служить направляющие.
Бабка должна легко, свободно перемещаться по направляющим. К верхней части бабки приварите гайки (чтоб фиксировать поддерживающий центр).
Заточенный конус следует вмонтировать в балку, при этом соблюдая максимальную точность. Такой конус можно изготовить из любого болт, который подходить вам размером.
После этого собирают всю конструкцию, проверяют на легкость вращения шпинделя, регулирую передний и задний центры для создания ровной оси.
Теперь вы знаете, что построить станок для дерева или металла вполне реально и требует от вас немногих знаний и усилий, и при этом он вам обойдется значительно дешевле (да и в случае поломки вы сможете самостоятельно его починить).
В целом же изготовление такого станка вам поможет даже если вы и не часто занимаетесь такими работами, единственно такие механизма весьма громоздкие и нужно место для их хранения (или можно сделать «карманные» модели).
Планшайба для токарного станка по дереву представляет собой деталь, имеющую форму стального диска с отверстиями для крепления габаритной заготовки. Существует множество разновидностей планшайб, различающихся между собой:
- материалом изготовления;
- толщиной диска;
- размером и конфигурацией крепежных отверстий;
- способом изготовления;
- термообработкой;
- наличием дополнительных аксессуаров.
Токарная обработка часто встречается при работе с вогнутыми плоскостями заготовок, обрабатываемые детали при этом имеют большое сечение и толщину. Закрепить такие материалы на других станках проблематично, изгиб мешает захватить необходимую часть заготовки.
Характеристика детали
Планшайба – литой металлический диск, имеющий резьбовое центральное отверстие для закрепления его на шпинделе токарного станка по дереву. В планшайбе заготовка крепится металлическими шурупами. Они насквозь проходят через ее отверстия и надежно вкручиваются в дерево.
При реализации токарный деревообрабатывающий станок комплектуется планшайбой с наружным диаметром 100–150 мм. Дополнительно специалисты могут приобрести подобные изделия любых размеров, с другим расположением крепежных отверстий и рабочей толщины.
При покупке для домашнего пользования необходимо выбирать планшайбу с максимальным наружным диаметром. Он должен соответствовать базовому размеру дна обрабатываемой заготовки.
Предпосылки использования планшайб
При выполнении точения деревянных изделий часто возникают ситуации, когда токарь обязан произвести ювелирную обработку граней, точность таких манипуляций на стандартном агрегате выполнить невозможно. Особенно если деталь имеет большие габариты и неровные углы. Фиксация заготовки на планшайбе осуществляется с помощью крючков.
Болванка, используемая для вытачивания чаши, должна быть закреплена тщательнейшим образом, в противном случае деталь сорвется с места фиксации и работа будет испорчена.
Высока вероятность серьезных последствий и несчастных случаев, если тяжелая заготовка сорвется со шпинделя станка.
 Своими руками изготавливают специальные крепежные устройства многие профессиональные токари, работающие по дереву.
Своими руками изготавливают специальные крепежные устройства многие профессиональные токари, работающие по дереву.Универсальные держатели, специальные патроны могут обеспечить надежный способ крепления деревянных заготовок, особенно если выполнен станок своими руками. Но наиболее безопасной у всех токарей высшей квалификации считается самодельная планшайба, изготовленная мастером для личного пользования. Стоит изделие значительно дешевле покупных, а по надежности, долговечности, качеству намного их превосходит.
Габариты самого агрегата небольшие, он способен поместиться в небольшом цеху или гараже частного дома. Принудительной вентиляции предусматривать в помещении, где будет происходить эксплуатация оборудования, не требуется. Многие мастера устанавливают станок между двух окон, это позволяет усилить естественную вентиляцию.
Планшайба в домашних условиях
Для выполнения сборки агрегата в домашних условиях мастер обязан знать регламент работ, это упростит монтаж всех деталей и позволит долго эксплуатировать станок. Методика довольно простая, но все пункты требуют внимания от специалиста и ловкости. Пошаговая инструкция изготовления самодельной планшайбы:
Методика довольно простая, но все пункты требуют внимания от специалиста и ловкости. Пошаговая инструкция изготовления самодельной планшайбы:
- Взять ровный стальной лист толщиной 10 мм.
- Стальной, неповрежденный уголок 50×50 мм, болты М8×30 в количестве 8 штук, плоские шайбы и гайки к ним.
- Тщательно продумать, каким образом самодельная планшайба для токарного станка по дереву будет крепиться в шпинделе агрегата. Купить либо выточить втулку с резьбой.
- Стальную пластину разметить окружностью необходимого диаметра. Нанести две оси, чтобы они проходили через центр и пересекались под углом 90º.
- Лобзиком произвести круг по размеченной линии, щепетильно отшлифовать.
- Промочить сквозные пазы по центральным осям, не доходя 3 см до границы детали, отойдя от центра на несколько сантиметров. Лучше предварительно просверлить отверстия несколько большего сечения, чем заготовленные болты.
- Отпилить от цельного уголка четыре одинаковых отрезка. Одну полку каждого отрезка просверлить тем же сверлом, что и пластину.
- В двух других полках уголков нарезать резьбу М8. Вкрутить в нее болты.
- К пластине приварить резьбовую втулку крепления к валу.
- Через шайбы прикрутить уголки к планшайбе с помощью болтов.
- Планшайба для токарного станка своими руками изготовлена. Необходимо закрепить ее на шпинделе агрегата и начинать работу.

Закрепить планшайбы на шпинделе
Чтобы фиксировать такой шайбой заготовки, уголки передвигаются в требуемое положение и крепятся гайками. Надежно каждая деталь зажимается с помощью болтов, они вкручиваются в полки уголком с резьбой М8.
Видео по теме: Как сделать планшайбу для токарного станка ТВ-4
promzn.ru
видео-инструкция по изготовлению своими руками, как самому сделать патрон, планшайбу, фото и цена
Все фото из статьи
Существует много версий токарных станков, с помощью которых можно обрабатывать деревянные заготовки. Они могут быть и совсем крошечными, в которых в качестве мотора применяют обычную электродрель, и довольно мощные с крупными силовыми установками и элементами оборудования.
В нашем случае мы будем использовать материалы, основные из которых можно найти в гараже или подвале, а недостающие легко приобрести на строительном рынке или в магазине.
На фото – станок токарный по дереву 3 в 1
Большинство из нас, скорее всего, усомнится в своих силах и не будет даже пытаться повторить предложенное. В тоже время все, написанное ниже не составит особых трудностей для тех, кто когда-либо работал с древесиной. Никаких особых методов или приемов вы здесь не увидите, все максимально просто и доступно.
Материалы и оборудование
Прежде чем узнать, как самому сделать станок токарный по дереву, необходимо подготовиться к работе.
В данном случае вам понадобится:
- фанера толщиной 18 мм, из которой будут изготовлены в основном все детали;
- доски толщиной 50 мм для изготовления передней бабки;
- брус сечением 50х50 мм для станины.
Из оборудования следует подготовить:
- Электродвигатель на 220 В или 380 В, зависит от того, какое напряжение подходит в вашу мастерскую.
- Шкив – лучше брать 3 ручейный, с помощью которого можно регулировать оптимальную скорость обработки. Желательно приобретать совместную пару.
- Клиновой ремень.
- Сверлильный патрон – используется как основной держатель на передней бабке. Это своеобразный самодельный патрон для токарного станка по дереву.
- Электрическую коробку с выключателем и его защитой от несанкционированного нажатия.
- Саморезы по дереву различных размеров.
- Болты, шайбы, гайки-бабочки и гайки т-образные.
- Пластиковый защитный кожух.
- Стальная пластина.
- Монтажная шина для движения задней бабки по станине – если ее цена не устроит, можете заменить алюминиевым карнизом.
- Винтовой стержень – регулирует надежность фиксации заготовки в центрах станка.
- Накидная гайка – является стопором на передней бабке.
- Металлические петли – позволяют осуществить оптимальную натяжку ремня на шкивах благодаря консоли.
- Стопорные кольца – используются для удержания подшипников в своих гнездах.


Самодельная планшайба для токарного станка по дереву применяется вместо токарного патрона
Ниже предлагается пошаговая инструкция процесса.
Изготовление станины
Элемент имеет важное функциональное значение и является прочным основанием для остальных подвижных частей нашего станка.
- «Постель» изготавливается из 2 листов фанеры, которые соединяются между собой с помощью клея и саморезов:
- первый имеет размер 18х500х1200 мм;
- второй – 25х500х1200 мм.
«Постель» будущего токарного станка по дереву
- Отмерьте на брусе два отрезка длиной по 1200 мм и отпилите их.
- Установите на «постель» с шагом между собой 50 мм.
- В каждом бруске посередине сделайте пазы для направляющих длиной 900 мм для установки бабок и установите их.
Совет: вместо штатных направляющих Т-образной формы вы можете использовать б/у алюминиевые карнизы, они работают не хуже.
Двигатель станка
В этом шаге все будет зависеть от того, какое оборудование вам удастся купить или найти у себя в доме. Мы будем использовать двигатель от точильного станка, но лучше, если вы сможете достать мотор с низкой скоростью оборотов – 1750 об/мин.
Мы будем использовать двигатель от точильного станка, но лучше, если вы сможете достать мотор с низкой скоростью оборотов – 1750 об/мин.
Поэтому в нашем случае придется уменьшать заявленную скорость в 3000 об/мин с помощью наборов шкивов, для чего лучше использовать два комплекта – для мотора и передней бабки станка.
Набор шкивов разного диаметра позволяет регулировать скорость вращения деревянной заготовки
Достаточно приобрести 3-х шаговые шкивы, которые помогут выставить скорость от 700 об/мин до более 4000 об/мин на заготовке. Вот примерные данные:
Крепление мотора происходит на фанерной площадке, которая свободно висит, чем и создает необходимое натяжение ремня
Площадкой для двигателя будет служить фанера, которая петлями прикрепляется к основной станине. При этом учтите, что каждая из них должна быть расположена от края на 60 мм для надежности крепления.
Самодельные токарные станки по дереву своими руками обычно используют ременную передачу, при этом перемещать ремни на шкивах нужно самостоятельно
Для легкого доступа к запуску и остановке оборудования, установите кнопку «вкл/выкл» на передней части токарного станка. Подключение не представляет трудностей – вам следует вставить ее в цепь между двигателем и сетью 220/380 В.
Подключение не представляет трудностей – вам следует вставить ее в цепь между двигателем и сетью 220/380 В.
Защитите кнопку верхней крышкой от несанкционированного запуска оборудования
Передняя бабка
Элемент передает вращение на заготовку от двигателя, надежно удерживает детали оборудования, поэтому он должен быть достаточно мощным. В основном размеры бабки зависят от диаметра шкива. Изготовить ее можно из древесины лиственных пород или же использовав сэндвич из фанерных листов, который будет не менее надежным.
Передняя бабка должна быть максимально надежной
В нашем варианте применили 2 Т-образные заготовки из массива древесины толщиной 150 мм и высотой 165 мм. Соединили их между собой третьей заготовкой по типу «шип-паз». Глубина конструкции должна соответствовать нормальному вращению самого большого по диаметру шкива.
Совет: изготовить 3 части передней бабки можно и из фанеры.
Все элементы передней бабки должны быть надежно прикручены
Ее механизм состоит из двух оправок с подшипниками и стопорными кольцами. Каждая из них прикручивается саморезами к бабке с двух сторон.
Каждая из них прикручивается саморезами к бабке с двух сторон.
Задняя бабка
Для изготовления возьмите готовый сэндвич из склеенных листов фанеры.
Т-образные заготовки имеют такие габаритные размеры:
- ширина – 150 мм;
- высота – 215 мм.
Скошенные углы задней бабки не имеют значения, пусть будут 25˚
По центру в верхней части следует сделать отверстие, которое должно совпадать по уровню с патроном передней бабки. Для надежной фиксации заготовки в центрах применен винтовой стержень длиной 180 мм.
Задняя бабка прикрепляется к станине с помощью гаек-«бабочка»
Применяется также стопорная гайка внутри между частями задней бабки, чтобы ограничивать выдвижение стержня.
Стопорная гайка дает возможность регулировать выдвижение винтового стержня
Внутри между частями задней бабки необходимо вставить дополнительные элементы из древесины, которые позволят увеличить ее надежность. Для перемещения винтового стержня снаружи рекомендуем изготовить маховик из соединенных между собой кусков фанеры.
Маховик из фанеры позволит легче регулировать закрепление заготовки на станке
Защита для ремня и точильного камня
Надеемся, что вы не забыли, как важна техника безопасности при работе с вращающимися элементами. В нашем случае нам следует установить защитный кожух на ремень и вторую часть точильного стана, чтобы ни тот, ни другой в случае разрыва или поломки не смогли нам навредить.
Изготовьте защитный кожух для приводного ремня и точильного камня
В первом случае можно приобрести в магазине или сделать кожух из пластика самостоятельно, закрепив его с двух сторон двумя болтами с гайками. Его размеры, к примеру, могут быть следующими – 450х170х270 мм. Главное, чтобы он не мешал, а только защищал работающего.
Во втором случае можно использовать старое пластиковое ведро подходящего диаметра, которое необходимо закрепить над наждачным кругом. Он будет крутиться постоянно, поэтому эта защита лишне не будет никогда.
Суппорт
Для его изготовления возьмите 18 мм фанеру:
- Из деревянного бруска размером 100 на 300 мм изготовьте базу элемента. Затем сделайте в нем паз для свободного перемещения по нему болтов с гайками-«бабочками», которые смогут надежно удерживать суппорт в нужном положении.
 Затем сделайте в нем паз для свободного перемещения по нему болтов с гайками-«бабочками», которые смогут надежно удерживать суппорт в нужном положении.
Затем сделайте в нем паз для свободного перемещения по нему болтов с гайками-«бабочками», которые смогут надежно удерживать суппорт в нужном положении.Готовый суппорт на станине
- Вторая часть – предназначена для установки на базе суппорта и является поворотной. Брусок имеет закругленные углы и два отверстия для нижнего и верхнего крепления.
Крепление суппорта на станине
- Третья часть – удерживает поворотный рычаг.
- Четвертый элемент – основной блок для удержания опорного рычага. Его стороны следует срезать под угол 45˚ для большей надежности. Можно заменить металлическим.
Суппорт состоит из 6 элементов
- Важнейший элемент – опорный рычаг, который необходимо приклеить и привинтить к нижнему основанию максимально надежно. Его размер 100 на 200 мм, изгиб боковых сторон завершается на расстоянии 30 мм до его вершины, которая скошена под углом 30˚.
- Металлическая пластина, установленная с помощью 4-х саморезов на вершине, позволит снизить износ элемента.

При поддержке суппорта вы можете обрабатывать заготовку на станке
Совет: прежде чем использовать суппорт проверьте, чтобы инструмент мог легко скользить по пластине.
Вывод
Сегодня вы узнали о том, как изготовить токарный станок по дереву, в котором максимально использовалась древесина в качестве основного материала – фанера, брус и доска. Изготовить данную конструкцию в домашних условиях вполне возможно самостоятельно, для чего потребуется приобрести или использовать электродвигатель с передаточными шкивами.
Во время работы необходимо не забывать о правилах техники безопасности и защитных очках. Видео в этой статье даст возможность найти дополнительную информацию по вышеуказанной теме.
rubankom.com
Патроны для токарного станка по дереву, изготовление своими руками
Точение – специфическая отрасль деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение двигателем токарного станка.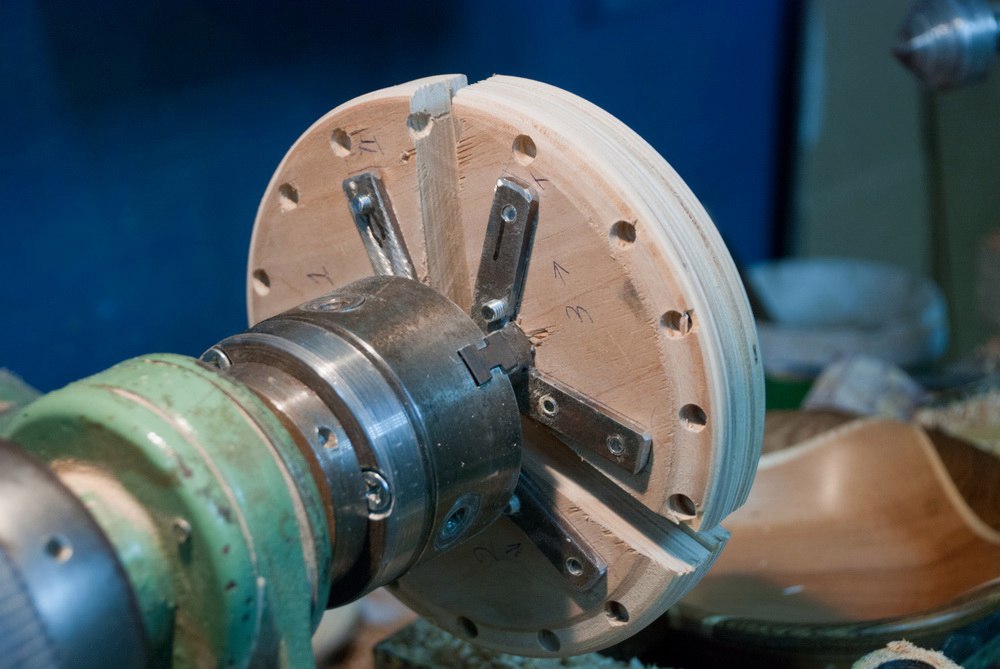 Подачу режущего инструмента (резец, фреза) мастер производит своими руками или посредством механического привода. Для надёжной фиксации обрабатываемой детали и передачи на нее крутящего момента используются различные устройства и токарные патроны, многообразие которых обусловлено большим количеством приёмов и техник токарных работ. Некоторые из них можно изготовить своими руками без специального оборудования.
Подачу режущего инструмента (резец, фреза) мастер производит своими руками или посредством механического привода. Для надёжной фиксации обрабатываемой детали и передачи на нее крутящего момента используются различные устройства и токарные патроны, многообразие которых обусловлено большим количеством приёмов и техник токарных работ. Некоторые из них можно изготовить своими руками без специального оборудования.
Четырехкулачковый токарный патрон для станков по дереву
Упорные центры
Токарные центры подразделяются на поводковые (зубчатые), и упорные. Первые устанавливаются в передней бабке станка и непосредственно передают усилие, для лучшего сцепления с деревом имеют несколько зубцов. Вторые ставятся в заднюю бабку и поддерживают деталь, по конструкции могут быть вращающимися и неподвижными. Как правило, центры имеют конический хвостовик Морзе.
Планшайбы
Планшайба – круглая металлическая пластина с отверстиями для крепления саморезами, монтируется на вал станка посредством резьбы или болтов. Различаются диаметром, наличием либо отсутствием зубцов и дополнительных крепёжных элементов. Используется для точения тарелок, чаш и других подобных изделий. Часто изготавливается своими руками. Работа с планшайбой продумывается так, чтобы часть древесины, в которую вкручиваются шурупы, впоследствии была удалена.
Различаются диаметром, наличием либо отсутствием зубцов и дополнительных крепёжных элементов. Используется для точения тарелок, чаш и других подобных изделий. Часто изготавливается своими руками. Работа с планшайбой продумывается так, чтобы часть древесины, в которую вкручиваются шурупы, впоследствии была удалена.
Планшайба для 4-кулачкового патрона
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода.
В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками.
Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками.
На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Кулачковый токарный патрон 4-кулачковый токарный патрон Ø150 мм 4-кулачковый токарный патрон Ø100 мм
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Дополнительные приспособления
При точении тонкостенных изделий или работе с хрупкой древесиной используют металлические крепёжные кольца. Имея навык обращения с металлом их можно изготовить и своими руками.
Также в паре с кулачками типа C могут использоваться винтовые вставки, вкручивающиеся в предварительно просверленное в детали отверстие.
Патроны, предназначенные для решения специфических задач по дереву:
- кулачковый с независимой регулировкой – для эксцентрикового точения;
- цанговый – зажимает заготовки круглого сечения при стягивании лепестков конической цанги стяжной гайкой. Имеет малый диапазон захвата;
- цилиндрический – трубка с тремя и более резьбовыми фиксаторами по окружности;
тисочный – для захвата прямоугольных заготовок. Параллельные губки сжимаются винтом; - вакуумный – для чистовой доводки. Работает за счет разницы давления воздуха, создаваемого насосом;
- сверлильный – для фиксации сверл. Крепится в пиноль задней бабки.
 Имеет малый диапазон захвата;
Имеет малый диапазон захвата;Комплект поводковых патронов МК2
Изготовление токарного патрона по дереву своими руками
Для изготовления кулачковых патронов требуется высокоточное промышленно оборудование и в условиях домашней мастерской сделать их вряд ли возможно. Однако существуют более простые конструкции, соорудить которые своими руками не составит труда.
Самодельная планшайба для точения по дереву с регулируемыми зажимами
Понадобится ровный лист стали толщиной не менее 10 мм, стальной уголок 50×50 мм, восемь болтов М8×30 с гайками и шайбами. Следует заранее продумать, каким образом устройство будет крепиться на станок и, при необходимости, изготовить или приобрести соответствующую резьбовую втулку. После этого можно приступать:
После этого можно приступать:
- Разметить на имеющейся пластине окружность требуемого диаметра и две оси, проходящие через центр и пересекающиеся под прямым углом.
- Выпилить заготовку планшайбы лобзиком по разметке и тщательно отшлифовать.
- По полученным осям пропилить сквозные пазы, отступив от центра несколько сантиметров и не доходя 2 – 3 см до краёв. Сделать это проще, предварительно просверлив отверстия немного большего диаметра, чем запасённые болты.
- От уголка отпилить четыре одинаковых отрезка и просверлить одну из полок каждого тем же сверлом.
- Во второй полке уголков нарезать резьбу М8 и вкрутить болты.
- Приварить или припаять резьбовую втулку для крепления на вал.
- Прикрутить уголки к планшайбе болтами через шайбы.
- Закрепить полученный патрон по дереву на токарном станке.
Для фиксации таким самодельным патроном уголки перемещаются в нужное положение и закрепляются закручиванием гаек, окончательно деталь поджимается болтами, вкрученными в полки с резьбой.
Вакуумный патрон по дереву своими руками
Если в шпинделе передней бабки вашего токарного станка есть сквозное отверстие для выбивания зубчатого центра, можно дополнить свой арсенал самодельным вакуумным патроном. Для этого понадобятся:
- Мощный пылесос
- Подшипник закрытого типа, примерно равный по внешнему диаметру шлангу пылесоса
- Кусок плотного резинового шланга для соединения пылесоса и подшипника
- Хомут
- Стандартная планшайба с отверстием в центре
- Небольшой кусок МДФ или толстой фанеры
- Текстолит для переходника
Из текстолита вытачивается втулка, одна сторона которой должна быть равна по диаметру внутреннему размеру подшипника, другая – шпинделя. Этот самодельный переходник запрессовывается в подшипник на клею, в станке он будет держаться за счёт плотности посадки. Полученная конструкция соединяется отрезком шланга с пылесосом и фиксируется хомутом.
Из МДФ или фанеры вырезается диск, крепится на планшайбу и обтачивается. Лучше сделать поверхность немного вогнутой. Сверху, для обеспечения плотности прилегания, приклеивается линолеум или тонкая резина.
Лучше сделать поверхность немного вогнутой. Сверху, для обеспечения плотности прилегания, приклеивается линолеум или тонкая резина.
По центру диск сверлится насквозь для отвода воздуха.
Подобный патрон, сделанный своими руками, обеспечивает усилие прижатия 40 – 50 кг, достаточное для удержания деталей средних размеров при чистовой обработке.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter .
Точение – специфическая отрасль деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение двигателем токарного станка. Подачу режущего инструмента (резец, фреза) мастер производит своими руками или посредством механического привода. Для надёжной фиксации обрабатываемой детали и передачи на нее крутящего момента используются различные устройства и токарные патроны, многообразие которых обусловлено большим количеством приёмов и техник токарных работ. Некоторые из них можно изготовить своими руками без специального оборудования.
Упорные центры
Токарные центры подразделяются на поводковые (зубчатые), и упорные. Первые устанавливаются в передней бабке станка и непосредственно передают усилие, для лучшего сцепления с деревом имеют несколько зубцов. Вторые ставятся в заднюю бабку и поддерживают деталь, по конструкции могут быть вращающимися и неподвижными. Как правило, центры имеют конический хвостовик Морзе.
Планшайбы
Планшайба – круглая металлическая пластина с отверстиями для крепления саморезами, монтируется на вал станка посредством резьбы или болтов. Различаются диаметром, наличием либо отсутствием зубцов и дополнительных крепёжных элементов. Используется для точения тарелок, чаш и других подобных изделий. Часто изготавливается своими руками. Работа с планшайбой продумывается так, чтобы часть древесины, в которую вкручиваются шурупы, впоследствии была удалена.
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода.
Различаются количеством кулачков и механизмом их привода.
В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками.
Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками.
На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Изготовление токарного патрона по дереву своими руками
Для изготовления кулачковых патронов требуется высокоточное промышленно оборудование и в условиях домашней мастерской сделать их вряд ли возможно. Однако существуют более простые конструкции, соорудить которые своими руками не составит труда.
Самодельная планшайба для точения по дереву с регулируемыми зажимами
Понадобится ровный лист стали толщиной не менее 10 мм, стальной уголок 50×50 мм, восемь болтов М8×30 с гайками и шайбами. Следует заранее продумать, каким образом устройство будет крепиться на станок и, при необходимости, изготовить или приобрести соответствующую резьбовую втулку. После этого можно приступать:
Следует заранее продумать, каким образом устройство будет крепиться на станок и, при необходимости, изготовить или приобрести соответствующую резьбовую втулку. После этого можно приступать:
- Разметить на имеющейся пластине окружность требуемого диаметра и две оси, проходящие через центр и пересекающиеся под прямым углом.
- Выпилить заготовку планшайбы лобзиком по разметке и тщательно отшлифовать.
- По полученным осям пропилить сквозные пазы, отступив от центра несколько сантиметров и не доходя 2 – 3 см до краёв. Сделать это проще, предварительно просверлив отверстия немного большего диаметра, чем запасённые болты.
- От уголка отпилить четыре одинаковых отрезка и просверлить одну из полок каждого тем же сверлом.
- Во второй полке уголков нарезать резьбу М8 и вкрутить болты.
- Приварить или припаять резьбовую втулку для крепления на вал.
- Прикрутить уголки к планшайбе болтами через шайбы.
- Закрепить полученный патрон по дереву на токарном станке.

Для фиксации таким самодельным патроном уголки перемещаются в нужное положение и закрепляются закручиванием гаек, окончательно деталь поджимается болтами, вкрученными в полки с резьбой.
Вакуумный патрон по дереву своими руками
Если в шпинделе передней бабки вашего токарного станка есть сквозное отверстие для выбивания зубчатого центра, можно дополнить свой арсенал самодельным вакуумным патроном. Для этого понадобятся:
- Мощный пылесос
- Подшипник закрытого типа, примерно равный по внешнему диаметру шлангу пылесоса
- Кусок плотного резинового шланга для соединения пылесоса и подшипника
- Хомут
- Стандартная планшайба с отверстием в центре
- Небольшой кусок МДФ или толстой фанеры
- Текстолит для переходника
Из текстолита вытачивается втулка, одна сторона которой должна быть равна по диаметру внутреннему размеру подшипника, другая – шпинделя. Этот самодельный переходник запрессовывается в подшипник на клею, в станке он будет держаться за счёт плотности посадки. Полученная конструкция соединяется отрезком шланга с пылесосом и фиксируется хомутом.
Полученная конструкция соединяется отрезком шланга с пылесосом и фиксируется хомутом.
Из МДФ или фанеры вырезается диск, крепится на планшайбу и обтачивается. Лучше сделать поверхность немного вогнутой. Сверху, для обеспечения плотности прилегания, приклеивается линолеум или тонкая резина.
По центру диск сверлится насквозь для отвода воздуха.
Подобный патрон, сделанный своими руками, обеспечивает усилие прижатия 40 — 50 кг, достаточное для удержания деталей средних размеров при чистовой обработке.
Любое оборудование работает качественно и производительность его на высоком уровне, если в порядке его оснащение. На производстве большое значение имеет быстрота, точность и надежность закрепления заготовки на станках с ЧПУ и аппаратах, которые работают в составе ГПС. Чтобы сократить время расположения заготовки на агрегате, а также увеличить показатель надежности и точности ее фиксации применяются патроны для токарных станков по дереву.
Особенности токарного патрона
Токарный патрон по дереву является неотъемлемой частью комплекса токарного оборудования по дереву. Эта деталь конструкции применяется для крепления штучных заготовок и пруткового материала на токарных, токарно-винторезных, револьверных, шлифовальных, а также оборудовании металлообработки. Благодаря токарному патрону можно осуществлять фиксацию заготовок самых разных размеров. Заготовки при этом фиксируются за внутреннюю часть его отверстия, поверхность снаружи либо наружную поверхность для вала.
Эта деталь конструкции применяется для крепления штучных заготовок и пруткового материала на токарных, токарно-винторезных, револьверных, шлифовальных, а также оборудовании металлообработки. Благодаря токарному патрону можно осуществлять фиксацию заготовок самых разных размеров. Заготовки при этом фиксируются за внутреннюю часть его отверстия, поверхность снаружи либо наружную поверхность для вала.
Патроны токарных станков, у которых механизированные приводы, уменьшают время, необходимое на фиксацию заготовки на оборудовании, а также ее удаление после процесса обработки, это способствует увеличению производительности труда. Более того, данные изделия повышают точность обработки за счет обеспечения координации заготовок относительно рабочих деталей токарного станка, а также надежности крепления, исключающее деформацию или смещение при работе.
Наиболее известными европейскими производителями токарных патронов по дереву являются немецкая компания Rohm и польская фирма Bison-bial. Также эту продукцию выпускают и отечественные заводы по технической оснастке, станочных узлов и инструментов. Данные изделия отличаются высокой ценой, но на сегодняшний день просто отсутствует альтернатива использования токарных патронов в производстве.
Также эту продукцию выпускают и отечественные заводы по технической оснастке, станочных узлов и инструментов. Данные изделия отличаются высокой ценой, но на сегодняшний день просто отсутствует альтернатива использования токарных патронов в производстве.
Принцип работы
Патрон станка по дереву используется в условиях закрытого помещения, когда отсутствуют агрессивные вещества, вызывающие коррозию. Перед тем как начать работу необходимо стяжные болты затянуть до максимума гаечным ключом. После этого токарный патрон крепят на станке, все болты затягивают гайками и производят пуск токарного агрегата. Следует для начала установить малые обороты, чтобы проверить значения торцевого и радиального биений прибора на холостом ходу.
Для того чтобы закрепить заготовку на станках, применяются двухкулачковые и трехкулачковые патроны, редко четырехкулачковые. Деталь токарного станка для фиксации и удержания деталей оснащен кулачками, их количество исчисляется 2-6 штуками.
При этом изделия могут быть с независимым передвижением кулачков и с закреплением их на фланцевом конце шпинделя.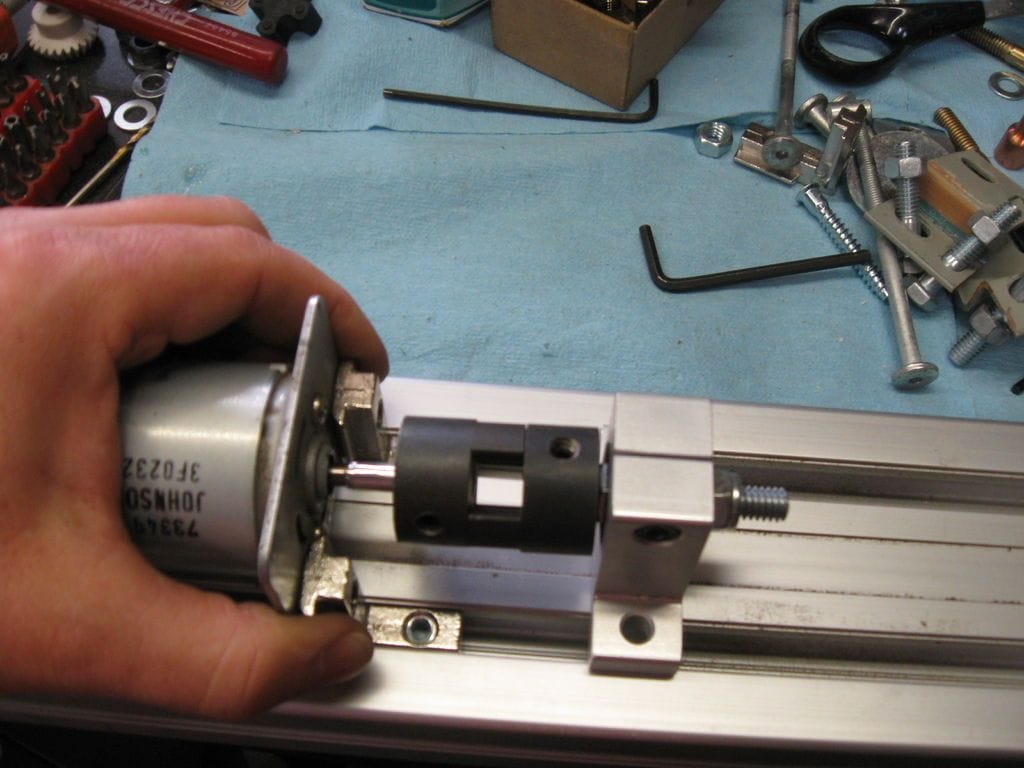 В зависимости от метода фиксации токарного патрона к станку, классифицируют следующие типы крепления:
В зависимости от метода фиксации токарного патрона к станку, классифицируют следующие типы крепления:
- с помощью переходного фланца,
- на фланцевый конец шпинделя,
- на сам шпиндель токарного аппарата.
За счет одновременного перемещения зажимающих кулачков в радиальную сторону, достигается центрирование заготовки в патронах. Кулачки перемещаются благодаря диску, который на одной стороне снабжен пазами в виде архимедовой спирали, а на другой имеется коническое зубчатое колесо, которое взаимодействует с тремя другими. Посредством ключа начинает движение одно колесо, одновременно с этим поворачивается диск, равномерно перемещая все кулачки. Направление вращения диска обуславливает приближение кулачков к центру патрона, при этом заготовка зажимается, или удаление от него (освобождение детали).
В патронах, работающих на механической основе, сила зажима зависит от гидравлического или пневматического цилиндра, размещающегося на конце шпинделя сзади. Цилиндр соединяется при помощи тяги с механизмом патрона, осуществляющий передвижение кулачков, которые зажимают заготовку, через отверстие шпинделя в центральной его части.
Цилиндр соединяется при помощи тяги с механизмом патрона, осуществляющий передвижение кулачков, которые зажимают заготовку, через отверстие шпинделя в центральной его части.
В процессе обработки во вращающийся цилиндр сжатый воздух или жидкость попадает с помощью специального устройства, имя которому муфта. Обычно передвижение кулачков от привода, который механизирован, подходит к значению в 5-10 мм. От этого конструкция элемента токарного станка позволяет быстро переустановить изделие во время перехода в процессе обработки между партиями заготовок.
Во время чистовой обработки на станке, чтобы закрепить предельно точно заготовку, используются накладные незакаленные кулачки, которые затачиваются на аппарате под нужные размеры установочных баз заготовки. Для этого основные кулачки используются в качестве зажима короткой оправки для выбора зазоров во всех взаимодействиях, затем эксплуатирующиеся поверхности накладного кулачка растачивают на больший диаметр базовой поверхности детали.
Благодаря сопряжению вида ласточкин хвост конструкция незакаленных кулачков и их фиксация позволяет устанавливать накладные кулачки с точностью до 002 мм и обойти следующее их растачивание.
Чтобы осуществить быструю переналадку типоразмеров заготовки необходимы незакаленные кулачки. Этого можно достигнуть путем поворота в нужное положение круглой или шестигранной формы головок накладных кулачков, закрепленные на основных кулачках и расточены на определенный диаметр.
Если возникла необходимость в обработке на станке двух идентичных поверхностей, тогда используются незакаленные кулачки, при погрешности крепления заготовок в них может уменьшиться до 0,03 -0,05 мм. Заготовки с большей длиной типа валов устанавливаются в токарный патрон, имеющий поджим заднего центра.
Патроны 3 х кулачковые 250 мм
Элементы токарного станка 3 х кулачковые 250 мм самоцентрирующие ручного управления предназначены для фиксации штучных заготовок, которые необходимо подвергнуть обработке, а также для закрепления пруткового материала на станках токарного оборудования. Данная продукция сертифицирована.
Данная продукция сертифицирована.
Инструкция по эксплуатации
Перед установкой необходимо провести смазку трущихся поверхностей, она должна содержать дисульфид молибдена. Точность патрона 3 х кулачкового 250 мм гарантируется, если выполняются следующие требования:
- Данное изделие нужно обслуживать раз в месяц, делая разбор, чистку и смазку.
- Трущиеся поверхности патрона 3 х кулачкового 250 мм следует обезжиривать и смазывать.
- При монтаже кулачков нужно следить за соответствием их номеров номерам пазов корпуса патрона.
Итак, вы ознакомились с токарными патронами, знаете, для чего они нужны и какую функцию несут при работе на станке.
stanok.guru
Патрон токарного станка своими руками
Токарные станки даже в наше время играют огромную роль в производстве тех или иных деталей. Все комплектующие и вся оснастка на любых станках меняется со временем, так как поддаётся изнашиванию.
Все эти элементы оборудования должны быть качественными и прочными, так как качество готовой продукции целиком и полностью зависит от качества установленных деталей. Так и патрон токарного станка. Именно без этого элемента станок становится бесполезным. Ниже мы разберём всё, что касается этого элемента токарного станка. Начнём с того, что узнаем, что это за деталь.
Так и патрон токарного станка. Именно без этого элемента станок становится бесполезным. Ниже мы разберём всё, что касается этого элемента токарного станка. Начнём с того, что узнаем, что это за деталь.
Общие понятия
Патрон является одной из главных элементов токарного оборудования. Именно за счёт него производится крепление (установка) будущей заготовки. Крепится он на переднюю бабку с коробкой скоростей. Механизм патрона заключается в кулачковом устройстве.
Именно кулачки, под воздействием механической силы осуществляют плотную фиксацию различных заготовок, имеющих различные диаметры и размеры. За счёт своей массивности и плотного крепления на станке, патрон осуществляет аккуратное движение заготовки и не допускает смещения заготовки во время работы, а также не допускает деформации. Также патрон вращает заготовку, что делает её обработку лёгкой.
Предназначение
Именно такая часть станка имеет самую важную миссию в любой обработке заготовки. За счёт кулачкового механизма, который расположен внутри самого патрона, заготовка зажимается и центрируется. Происходит это за счёт одновременного сужения кулачков вокруг плоскости заготовочной детали. После зажатия заготовки производится зажатие заготовки пинолем, расположенным на задней бабке. Когда эти действия сделаны, запускается станок и осуществляется вращение детали, которую можно обрабатывать.
Происходит это за счёт одновременного сужения кулачков вокруг плоскости заготовочной детали. После зажатия заготовки производится зажатие заготовки пинолем, расположенным на задней бабке. Когда эти действия сделаны, запускается станок и осуществляется вращение детали, которую можно обрабатывать.
Совет: Необходимо знать, что перед запуском оборудования, после замены токарного патрона, следует устанавливать малые обороты вращения. Делается это для того, чтобы проверить значения торцевых и радиальных биений кулачкового патрона, работающего на холостом ходу.
Разновидность
В наше время различают токарные патроны по наличию крепёжных элементов (кулачков). Этих видов всего три:
Двух кулачковые
Такие патроны способны закреплять в себе сложные, несимметричные и фасонные детали. В таких патронах есть возможность закреплять не подверженные обработке поверхности. Применяются они при маленьком производстве, а также в серийном.
Трёх кулачковые
Такой вид оснащения является самым распространённым и применяется во всех работах. Позволяет обработать круглые и шестигранные детали. В таком виде патрона используют три разных кулачка. В не зависимости от этого производится центрирование заготовки вместе с зажиманием всех трёх кулачков.
Позволяет обработать круглые и шестигранные детали. В таком виде патрона используют три разных кулачка. В не зависимости от этого производится центрирование заготовки вместе с зажиманием всех трёх кулачков.
Четырёх кулачковые
Такой вид применяется для обработки заготовок прямоугольной формы. Здесь, на каждый кулачок, размещён отдельный механический узел, который делает независимыми все кулачки.
Виды кулачковых патронов
Но разновидности патронов не заканчиваются тремя видами. Их также разделяют по механизму фиксации заготовки:
Цанговые
Состоят из втулки с прорезями, в которой расположены лепестки (различные модификации включают от 3 до 6 лепестков). Эти лепестки выполняют роль кулачков.
Клиновые
Такая разновидность оснастки используется в основном на станках с числовым программным управлением. Крепление заготовки производится с помощью 3-х кулачков, которые располагаются на пологом шпинделе.
Рычажные
В данных патронах расположены ползуны, с помощью которых передвигаются кулачки путём усилия рычагом. Такой вид используется при мало серийном производстве, а также для обработки единичной заготовки.
Такой вид используется при мало серийном производстве, а также для обработки единичной заготовки.
Мембранный вид
В данном случае используется пневмопривод, с помощью которого производится сжатие мембраны. Такой вид используется только при тонкой обработке, для снятия тоненького слоя стружки.
Сверлильные
Такие патроны схожи по принципу с патронами для ручных дрелей. При закручивании гайки, специальным ключом, кулачки плавно выдавливаются. За счёт такого действия происходит зажатие детали, либо инструмента.
Термопатрон
Этот вид приспособления очень неудобен в своей эксплуатации. Связано это с тем, что при креплении заготовки, производится термическое нагревание самого патрона, такие же действия производятся при снятии инструмента.
Гидропатрон
Аналогичный принцип действия, как в термопатроне. Зажатие детали производится за счёт жидкости, которая под давлением сдавливает кулачки. За счёт жидкостного содержимого в патроне, производится дополнительное гашение вибраций, которые возникают при работе.
Совет: Перед выбором токарного патрона по дереву или по металлу, необходимо определиться с разновидностью обработки, материалом и формовкой деталей. Также следует помнить, что обзавестись дополнительными приспособлениями к патрону не будет лишним.
Конструкция
Конструкция кулачкового токарного патрона
Рассмотрим элементы конструкции, из которых состоит сам токарный патрон:
Ключ
Применяется для осуществления действий по зажиманию детали.
Пружина
Позволяет за счёт ключа совершить те или иные действия по зажиманию детали и наоборот.
Втулка
Производит свободный проход ключа.
Стопор
Предотвращает откручивание детали во время работы станка.
Шестерня
Передаёт вращательное движение на спиральный диск.
Фланец
Деталь, на которой закрепляется вся конструкция.
Диск спиральный
За счёт вращательного движения шестерни, этот диск приводит в действие кулачки.
Кулачок обратный
Применяется для зажима заготовки с внутренней стороны.
Кулачок прямой
Применяется для зажима заготовки с наружной стороны.
Корпус
Элемент детали, на которой располагается кулачковый механизм.
Кулачки накладные
Для зажима длинных и коротких деталей имеющих большие диаметры.
Каждая из деталей всего механизма выполняет определённую функцию и не является лишней.
Сборка по чертежам
Чертёж трёхкулачкового патрона
Сборка кулачкового патрона для токарного оборудования производится по схемам, которые можно скачать с просторов интернета и распечатать на принтере. Как правило, заводские патроны стоят больших денег и поэтому многие научились делать такие детали самодельными. Конструкцию они имеют простую, но довольно понятную. Перед началом сборки этого приспособления необходимо полностью понять весь механизм патрона и работы кулачкового механизма. Если нет возможности сделать такие элементы своими руками, то их можно заказать у любого токаря. Это будет стоить недорого.
Сборка начинается с фланца, на котором располагаются все необходимые отверстия для креплений.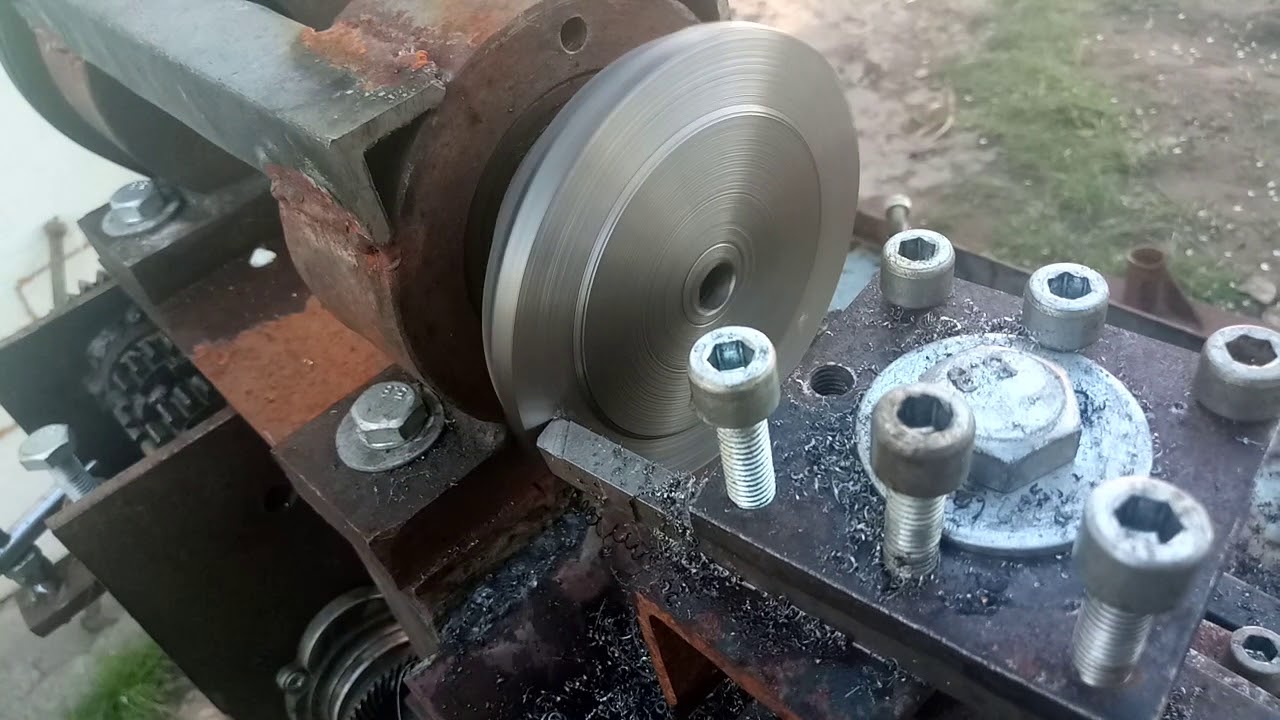 Следом за ним постепенно устанавливаются все детали механизма, которые завершаются накрыванием корпусом и креплением болтами всего патрона
Следом за ним постепенно устанавливаются все детали механизма, которые завершаются накрыванием корпусом и креплением болтами всего патрона
Установка
Установка кулачкового патрона
Установка производится следующим образом и в строгой последовательности:
Установка оправки
Первым делом устанавливается эта деталь, чтобы обеспечить полноценное одевание патрона.
Установка самого патрона на шпиндель
При помощи оправы, надевается на шпиндель и крепится болтами.
Закрепление
Крепится патрон на шпиндель болтами. В данном случае хорошим помощником будет простой рожковый ключ.
Закрепление заготовки
После установки патрона, в него закрепляется деталь, заготовка или инструмент.
Освобождение патрона
После всех работ производится снятие оправки.
Совет: После замены кулачкового патрона, необходимо проверить работу станка. Торцевое биение и конуса посадочного места не должно быть выше значения в три микрона.
Важно знать! Данное приспособление должно быть подвержено частой разборке с целью смазки и чистки кулачкового механизма! Если патрон находится в съёмном состоянии, то его необходимо подготовить к хранению. Для этого кулачки сводят к центру, это обеспечивает сохранность центрирования, а отверстие в центре должно быть заткнуто чистой тряпкой или другим материалом. Это предотвратит попадание пыли на стенки отверстия.
Видео обзоры
Видео обзор установки на станок:
Видео обзор, разборка, чистка, полировка:
Видео обзор токарного патрона из дерева:
Видео обзор самодельного, токарного патрона из дерева (дешёвый вариант):
stanki-info.ru
Токарный патрон своими руками | Строительный портал
Качество и производительность работы любого оборудования зависит напрямую от состояния его оснастки. Особенно важно точно, быстро и надежно закреплять заготовки на аппаратах с ЧПУ и станках, что работают в составе ГПС. Для сокращения времени на расположение заготовки на станке, а также увеличения надежности и точности ее крепления широко применяются патроны для токарных станков.
Особенности токарного патрона
Токарный патрон – это неотъемлемая часть комплекса оборудования при проведении токарных работ. Эта конструкционная деталь предназначается для закрепления штучных заготовок и пруткового материала на токарно-винторезных, шлифовальных, револьверных и токарных станках, а также металлообрабатывающем оборудовании. С помощью токарного патрона вы можете фиксировать заготовки самых разнообразных размеров. Заготовки крепятся за внутреннюю плоскость его отверстия, наружную поверхность или наружную поверхность для вала.
Токарные патроны с механизированными приводами позволяют уменьшать вспомогательное время, необходимое на установку заготовки на оборудование и снятие её после проведения обработки, чем увеличивают производительность труда. С другой стороны эти изделия повышают точность обработки, так как обеспечивают координацию заготовок относительно рабочих органов токарного станка и их надежное крепление, которое исключает деформацию или смещение при обработке.
Одними из известнейших мировых производителей токарных патронов по дереву в Европе выступают Rohm (Германия), Bison-bial (Польша), а также некоторые отечественные заводы технической оснастки, инструментов и станочных узлов. Эта продукция достаточно дорогостояща, но сегодня просто невозможно представить производство без использования токарных патронов.
Принцип работы токарного патрона
Использование токарного патрона должно совершаться в закрытом помещении и при отсутствии агрессивных веществ, провоцирующих коррозию. Стяжные болты перед началом работы затягивают до максимума гаечным ключом, затем токарный патрон закрепляют на станке, все болты затягивают с гайками и запускают токарный станок. Нужно учитывать, что устанавливаются для начала малые обороты для проверки значений торцевого и радиального биений токарного патрона на холостом ходу.
Для крепления изделий на токарных станках широко используются двух- и трехкулачковые патроны, реже – четырехкулачковые. Для крепления и удержания деталей токарный патрон в себе содержит кулачки, количество которых изменяется от 2 до 6. При этом токарные патроны бывают с независимым передвижением кулачков и с непосредственным закреплением кулачков на фланцевый конец шпинделя. Зависимо от способа крепления токарного патрона к станку, выделяют следующие виды крепления: на фланцевый конец шпинделя, через переходной фланец, непосредственно на сам шпиндель токарного станка.
Для крепления и удержания деталей токарный патрон в себе содержит кулачки, количество которых изменяется от 2 до 6. При этом токарные патроны бывают с независимым передвижением кулачков и с непосредственным закреплением кулачков на фланцевый конец шпинделя. Зависимо от способа крепления токарного патрона к станку, выделяют следующие виды крепления: на фланцевый конец шпинделя, через переходной фланец, непосредственно на сам шпиндель токарного станка.
Центрирование заготовки в патронах достижимо благодаря одновременному перемещению зажимающих кулачков в радиальном направлении. Кулачки токарного патрона передвигаются одновременно при помощи диска, у которого имеются на одной стороне пазы в виде архимедовой спирали коническое зубчатое колесо, которое сопряжено с тремя прочими, на другой. Ключом в движение приводится одно колесо, при этом тоже поворачивается диск и перемещает равномерно все кулачки. От направления вращения диска будет зависеть то, приблизятся ли к центру патрона кулачки (зажимается заготовка) или удалятся от него (освобождается заготовка).
Сила зажима в механизированных патронах создается гидравлическим или пневматическим цилиндром, который размещается на заднем конце шпинделя. Через центральное отверстие шпинделя цилиндр соединяется тягой с механизмом патрона, который осуществляет передвижение кулачков, что зажимают установленную заготовку в патрон.
Сжатый воздух или жидкость во вращающийся цилиндр во время обработки попадает при помощи специального устройства под названием муфта. Как правило, передвижение кулачков от механизированного привода доходит до 5-10 миллиметров, поэтому конструкция токарного патрона в любом случае позволяет быстро переналадить изделие при переходе от обработки между партиями заготовок.
Для повышения точности крепления заготовки при выполнении чистовой обработки принято использовать накладные незакалённые кулачки, что растачиваются на станке под определенные габариты установочных баз заготовки. Основными кулачками с этой целью зажимают короткую оправку для выбора зазоров во всех сопряжениях, а после этого рабочие поверхности накладного кулачка растачивают на самый большой диаметр базовой поверхности детали.
Конструкция незакаленных кулачков и их крепления при помощи сопряжения вида ласточкин хвост позволяет накладные кулачки устанавливать с точностью до 0,02 миллиметра и избежать следующего их растачивания. Для быстрой переналадки между типоразмерами заготовки требуются универсальные незакаленные кулачки, это достигается путем поворота в определенное положение круглых или шестигранных головок накладных кулачков, которые закреплены на основных кулачках и расточены на нужный диаметр. Заготовки большого диаметра закрепляются в таком патроне с обратным размещением ступеней кулачков.
При возникновении необходимости обработки двух похожих поверхностей принято использовать незакаленные кулачки, погрешность крепления заготовок в которых может уменьшаться до 0,03-0,05 миллиметров. Заготовки типа валов, что имеют большую длину, можно устанавливать в токарный патрон, который имеет поджим заднего центра.
Токарный патрон своими руками
Вы познакомились с устройством и основными видами токарных патронов, а сейчас вашему вниманию представляется вариант самодельного токарного патрона для станка по дереву.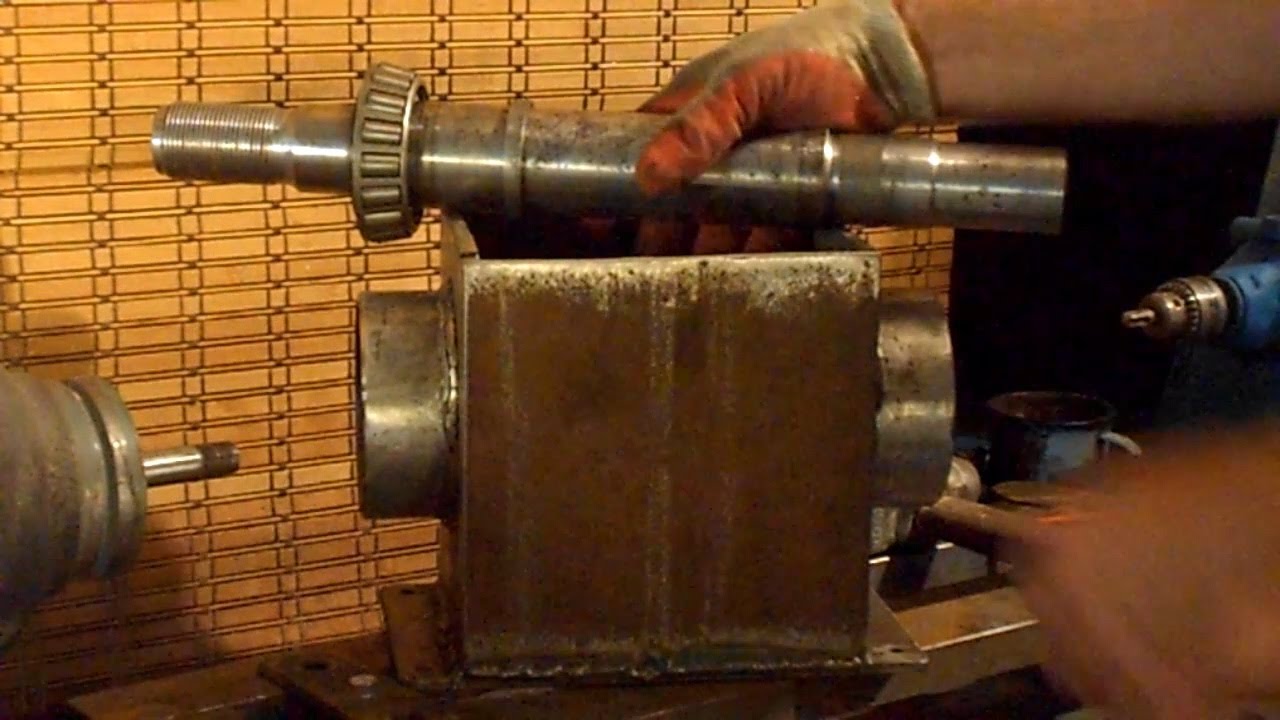 Основной рабочей деталью патрона является эластичная втулка, что имеет диаметр 6 миллиметров. Необходимо использовать втулки двух типов – полиуретановые и резиновые, в качестве которых вы можете взять обрезки уплотняющих жгутов.
Основной рабочей деталью патрона является эластичная втулка, что имеет диаметр 6 миллиметров. Необходимо использовать втулки двух типов – полиуретановые и резиновые, в качестве которых вы можете взять обрезки уплотняющих жгутов.
Накидную гайку нужно сделать из латуни или бронзы. Можно использовать для этой цели и сталь, но у бронзовых гаек меньше трение. Пятачок можете выполнить из любого материала, даже можно взять дюраль. Корпус выточите из стали. В его хвостовике должно присутствовать внутреннее отверстие или резьба – это зависит от устройства хвостовика вала того аппарата, на которое предстоит установить патрон.
Резиновая втулка и корпус – в патроне самые ответственные детали. От того, насколько точно они изготовлены, зависит, будет ли сверло, зажатое в патрон, «бить». Для снижения вероятности «биения» сверла обе детали изготовьте в определенной последовательности. Выточите корпус патрона на станке за одну установку. Подобный прием позволит обеспечить с определенной точностью соосность центрального отверстия и хвостовика под втулку.
Корпус патрона после механической обработки останется в шпинделе токарного станка. Внутрь патрона вставьте заготовку эластичной втулки и слегка подожмите ее через пятачок накидной гайкой. В заднюю бабку станка вставьте сверло диаметром 1 миллиметр и рассверлите зажатую втулку. Таким методом целесообразно сделать в запас несколько втулок.
Если вы не имеете возможности застопорить при зажатии сверла вал сверлильного устройства, нужно сделать на корпусе самодельного патрона для токарного станка лыски под гаечный ключ, чтобы можно было накидную гайку туго затянуть. В токарный патрон вы можете зажимать сверла, что имеют диаметр от 0,8 до 1,2 миллиметров. Для сверл другого диаметра отверстия в гайке и втулке необходимо сделать другими.
Главное отличие данного патрона кроется в том, что эластичная втулка будет зажимать весь хвостовик сверла, а чтобы установить стандартное сверло в патрон Вербового рекомендуется его хвостовик обрезать. Отверстие под эластичную втулку выполните не в гайке, а в корпусе патрона, оно должно быть максимально приближенным к зажимающему устройству шпинделя станка. Это значительно увеличивает при монтаже точность центрирования сверла.
Это значительно увеличивает при монтаже точность центрирования сверла.
Теперь вы знаете, для чего нужны токарные патроны, и какую функцию они выполняют при работе на токарном станке. К тому же совсем не сложно изготовить токарный патрон своими руками. Для этого нужно, прежде всего, определиться со средой использования изделия и строго следовать нашим инструкциям.
Точность и качество обработки на во многом зависит от установленного патрона. Патрон для обеспечивает закрепление заготовки штучного или пруткового типа и передает основное движение резания.
Обработка с высокими скоростями резания требует от патрона высокой точности центрирования и надежности крепления заготовки.
Разновидность
Патроны отличаются по конструкции в зависимости от функционального и технологического назначения.
Классифицируют токарные патроны по нескольким признакам:
- Способ крепления к станку: на фланец шпинделя, с использованием переходного фланца, прямо на шпиндель станка.
- Установка кулачков: с независимым перемещением, с установкой непосредственно на фланце шпинделя.
- Принцип закрепления заготовки: ручной, механизированный (с гидравлическим или пневмоприводом).

Принцып ручного закрепления заготовки
Использование механизированного привода снижает затраты вспомогательного времени на установку и закрепление заготовки. Привод обеспечивает точное положение заготовки и центрирование при установке, такой механизм способствует повышению точности обработки.
Токарные патроны имеют разное количество кулачков. Они могут быть 2, 3 и 4 кулачковыми. Кулачки находятся в непосредственном контакте с заготовкой при работе, удерживают ее в одном положении. Бывают прямые и обратные.
Дерево (заготовка) фиксируется за наружную поверхность или отверстие для деталей в виде тел вращения, за наружные грани крепятся призматические детали.
Патрон является сложным технологическим изделием, сборной конструкции. При изготовлении сборочных единиц используются различные материалы. Корпус выполняется из серого чугуна марки СЧ 30. Материалом для деталей служит инструментальная сталь с высоким пределом прочности и термической обработкой. Шероховатость на рабочих поверхностях не выше 1,6.
Корпус выполняется из серого чугуна марки СЧ 30. Материалом для деталей служит инструментальная сталь с высоким пределом прочности и термической обработкой. Шероховатость на рабочих поверхностях не выше 1,6.
Классификация
В зависимости от конструктивного исполнения токарные патроны бывают:
- рычажные;
- самоцентрирующиеся;
- клиновые;
- цанговые;
- мембранные.
Рычажный вид
Едва ли не самая популярная конструкция. Действие механизма основывается на перемещении кулачков и зажимов за счет подвижности двухплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
К основной характеристике устройства относится количество зажимов для закрепления кулачка и способность к смещению по рабочему диску. Настроить такой патрон достаточно сложно, особенно при нестандартной обработке.
Переналадка происходит по двум схемам:
- Независимая регулировка кулачков – операция трудоемкая и выполняется не для каждой конструктивного типа патрона.
- Синхронное перемещение кулачков ключом.

Для проведения наладки специальный ключ устанавливается в паз для настройки гидропривода.
При работе с устройством подобного типа отмечается небольшой люфт детали при вращении. По этой причине рычажные конструкции чаще используются при черновой обработке.
Самоцентрирующийся вид
Заготовка центруется в патроне за счет одновременного перемещения кулачков, что характерно трехкулачковому самоцентрирующемуся патрону. Синхронное перемещение всех кулачков обеспечивается за счет вращения диска, на торце которого сделаны пазы по спирали Архимеда.
С противоположной стороны диска нарезано коническое зубчатое колесо. Оно входит в зацепление с тремя малыми кончиками. При повороте ключа приводится во вращение малое зубчатое коническое колесо, находящееся в зацеплении с диском.
Диск начинает вращение и перемещает кулачки, вставленные в пазы спирали. Изменением направления вращения производится сведение или разведение кулачков от центра. Сведение или разведение кулачков сопровождается зажимом или отжимом заготовки.
Сведение или разведение кулачков сопровождается зажимом или отжимом заготовки.
В патронах с механизированным приводом усилие зажима обеспечивает гидроцилиндр или пневмоцилиндр, установленный с задней стороны шпинделя. Шток цилиндра соединяется посредством тяги с механизмом перемещения кулачков в патроне. Тяга проходит через центральное отверстие в шпинделе. Перемещение поршня в одну или другую сторону означает, что заготовка зажимается либо освобождается.
Клиновой вид
Клиновая конструкция появилась после усовершенствования рычажного патрона.
Точность перемещения каждого кулачка удалось обеспечить после установки отдельных механических или пневматических приводов, что позволило использовать устройство на точных операциях.
Клиновой патрон наделен неоспоримым преимуществом перед прочими исполнениями. У него есть функция смещения оси заготовки от центральной оси станка. Присутствие эксцентриситета расширяет возможности станка по обработке деталей сложной конфигурации.
Характерные особенности при работе с клиновыми патронами:
- Трудности при настройке на операцию.
- Высокая точность установки при низком проценте погрешности.
- Равномерно распределенная нагрузка от усилия зажима каждым кулачком повышает надежность закрепления заготовки.
Токарный станок с устройством ЧПУ нуждается в быстрой переналадке. В таких станках устанавливают зажимные модули с возможностью подключения к системе управления.
Материал, из которого изготавливают клиновые патроны, должен соответствовать высоким стандартам качества. Нельзя допускать изменения рабочих характеристик патрона в процессе обработки с высокой скоростью.
Цанговый вид
Закрепить быстро и надежно цилиндрическую деталь на токарном станке поможет цанговый патрон. Во время первой установки могут возникнуть трудности, специалисту следует изучить инструкцию, а также технический паспорт изделия.
Цанга, являющаяся основным элементом конструкции, представляет собой втулку с продольными осевыми прорезями. За счет прорезей формируются упругие зажимные лепестки. Они служат кулачками при зажиме заготовки. Их количество варьируется от 3 до 6 в соответствии с диаметром втулки. Цанга помещается в корпус с зажимной гайкой.
За счет прорезей формируются упругие зажимные лепестки. Они служат кулачками при зажиме заготовки. Их количество варьируется от 3 до 6 в соответствии с диаметром втулки. Цанга помещается в корпус с зажимной гайкой.
Установленную во втулку заготовку равномерно обжимают лепестки за счет давления гайки на конус, который создает сжимающее усилие. Заготовка получает жесткую фиксацию, а радиальное биение почти отсутствует.
Патрон цангового типа рассчитан на длительный период эксплуатации, а количество закреплений-снятий не регламентируется. Мастеру необходимо выработать принцип работы на станке, с помощью которого коэффициент полезного действия будет оптимальным. Современные агрегаты легко поддаются настройке, многие мастерские предлагают услуги по установке такого оборудования.
Мембранный вид
Токарные патроны мембранного типа характеризуются высокой точностью центрирования и закрепления заготовки.
Мембрана из упругого материала располагается на фланце механизма.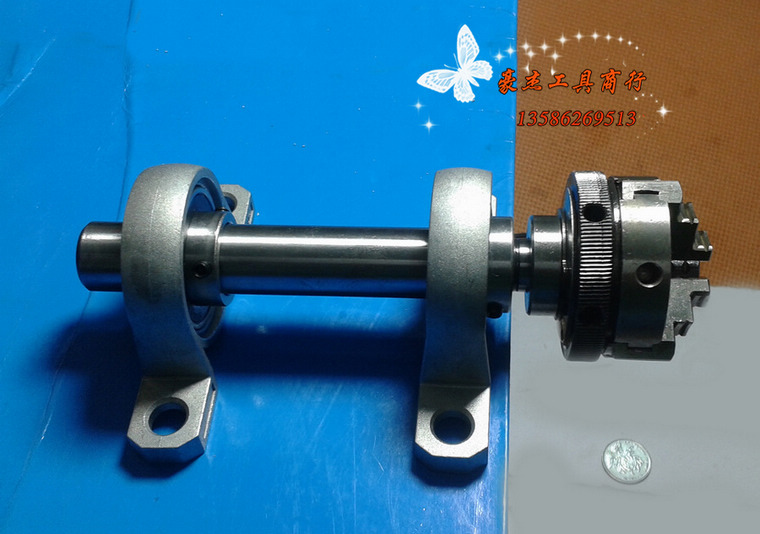 На нее устанавливаются зажимные кулачки со сменными губками. Количество кулачков варьируется быть от 3 до 8.
На нее устанавливаются зажимные кулачки со сменными губками. Количество кулачков варьируется быть от 3 до 8.
При закреплении заготовки включается пневмопривод.
Под давлением мембрана прогибается, губки расходятся на 0,1–0,2 мм. Заготовка заводится в патрон до упора и привод отключается. Под действием упругих сил мембрана стремится вернуться в первоначальное положение. Губки обжимают заготовку.
Подобный процесс занимает небольшое количество времени, но от мастера требуется щепетильность, внимательность и осторожность. Не стоит легкомысленно относиться к производственному процессу. Детали агрегата легко выходят из строя под давлением.
Мембрана, выполненная из пружинной стали, прочно удерживает заготовку при обработке. С увеличением количества кулачков повышается точность центрирования.
Применяют мембранные патроны на чистовых операциях с малыми силами резания. Специфика работы известна далеко не каждому мастеру, необходимо изучить нормативную базу, а также рекомендации профессионалов.
Как выбрать деталь
Оптимальную модель патрона для станка выбирают, руководствуясь комплексной методикой. В первую очередь учитывают технические данные станка и выполняемые операции. Исходя из этого, анализируют следующие параметры.
Рабочий диаметр – специалисты обращают внимание на наружный диаметр устройства и размер доступный для установки на подобном оборудовании. Важен посадочный размер проточки и расположение крепежа.
Конструктивное исполнение – имеет значение способ закрепления заготовки, расположение и число кулачков.
Параметры обрабатываемых деталей – необходимо знать максимальный и минимальный диаметр по валу и отверстию будущей заготовки, вес, длину, конфигурацию. Эти факторы влияют на метод крепления – прямыми или обратными кулачками.
Размер отверстия полого шпинделя под установку заготовки из прутка. А также диапазон частот вращения.
Условия эксплуатации токарного патрона требуют размещения в закрытом помещении, где исключено негативное воздействие природных факторов и агрессивных сред, способных вызвать коррозию.
Токарный патрон является неотъемлемой частью токарного станка и без него механическая обработка невозможна.
Поделись статьей:
Похожие статьи
Токарные патроны для древесины, виды и как сделать своими руками
Обработку деревянной заготовки проводят на станке, где главным элементом выступает токарный патрон. Это специализированное оборудование, имеющее различное строение и разные функциональные особенности. Работы по дереву проводятся с высокой скоростью вращения обрабатываемой детали. Для того, чтобы удерживать деталь при высокой скорости ее вращения используют патрон. Его крепят на переднюю часть станка – шпиндельную бабку, которая соединена с электроприводом через раздаточную коробку. Конструкция изделия служит для большего зажима, имея при этом меньший крутящий момент, чем спиральные аналоги.
Чтобы выбрать оптимальный тип изделия необходимо изучить технические характеристики разных его моделей. Они напрямую зависят от вида операций, которые делает токарный станок.
Они напрямую зависят от вида операций, которые делает токарный станок.
Токарные патроны для работы с древесиной различают по таким характеристиками:
- рабочие диаметры — наружный диаметр, затем калибр крепежных отверстий и поперечный размер присоединительного пояска;
- конструкция — способ крепления деревянной заготовки, местоположение зажимов и их количество, возможность одновременной обработки нескольких изделий;
- свойства обрабатываемой заготовки. В расчет берут максимальную массу болванки из дерева, её минимальный и максимальный калибр и способ крепления;
- количество оборотов при движении детали или частота ее вращения.
Корпус токарного патрона для станка выполняют из особого чугуна с показателями не ниже СЧ-30. Для изготовления других элементов используют специальную сталь с пределом прочности 500 МПа и больше. Шероховатость материала также имеет разные значения: для рабочих поверхностей она составляет 1,6, а для выступающей цилиндрической части не больше 0,8.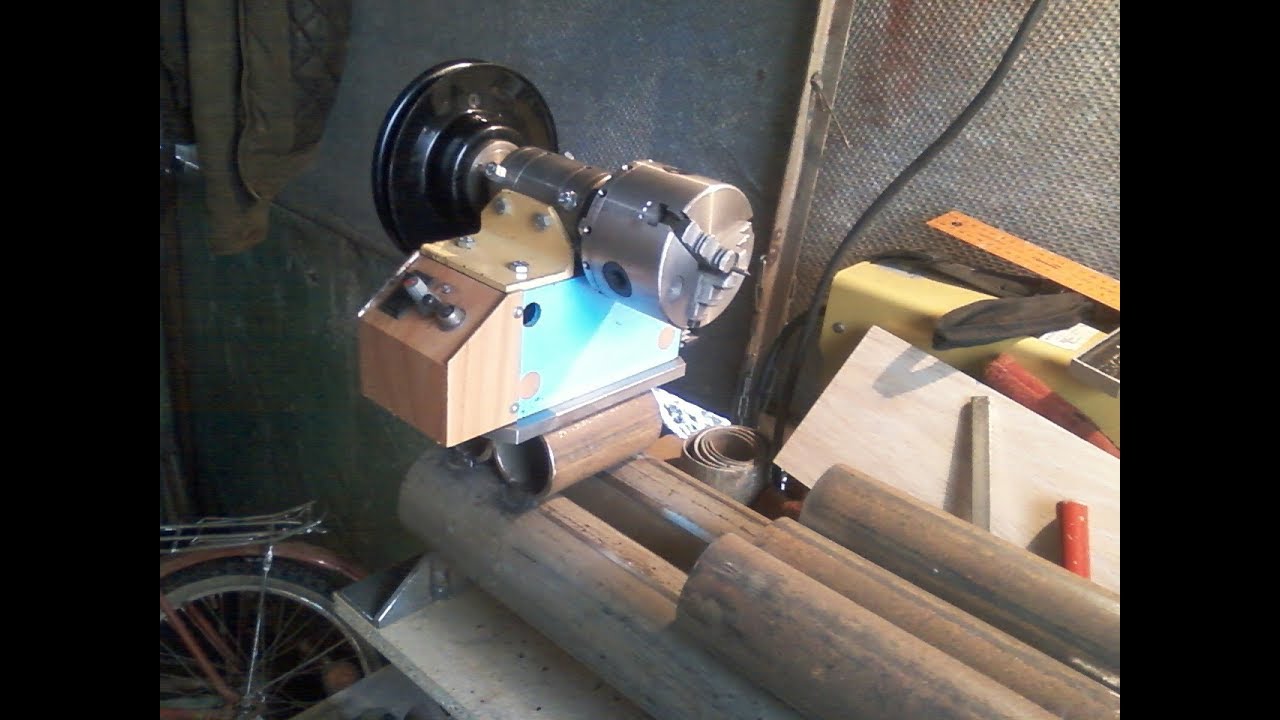
Виды и особенности использования
Правильный выбор патрона влияет на скорость переналадки станка по дереву, возможность его использования в серийном производстве или для изготовления единичных образцов изделий. Токарные работы по обработке древесины проводят с использованием следующих видов патронов:
Цанговые
Главной рабочей деталью выступает втулка с несколькими осевыми прорезями, количество которых варьируется от 3 до 6. Прорези разделяют деталь на несколько лепестков, которые, по сути, являются кулачками, сжимающими вставляемую деталь. Цанги бывают:
- подающие;
- зажимные.
Подающая содержит втулку с тремя лепестками с поджатыми друг к другу концами. Ее изготавливают с закаленной стали. Фиксируется заготовка с помощью зажимной цанги, оборудованной лепестками пружинного типа во втулке.
Сфера применения цанговых креплений:
- точение сверл для работы с древесиной;
- обработка металлических прутьев;
- фиксация деревянных заготовок небольшого размера.

К недостаткам применения относится обработка только небольших по размерам заготовок. В некоторых случаях, для шлифования или гранения используют специальные вкладыши для выравнивания. По техническим параметрам цанговые патроны превосходят другие зажимные устройства. Деталь, закрепленная в цанге, имеет незначительные показания радиального биения. Это делает ее обработку более безопасной.
Рычажные
Такой патрон принято считать наиболее распространенным. В основе его действия лежит принцип смещения нескольких кулачков с зажимами, которые приводятся в движение с помощью двуплечего рычага. Основное свойство рычажных устройств – наличие фиксирующих кулачков и их взаимное смещение на диске. В процессе использования рычажного патрона сложности вызывает настройка положения болванки или заготовки из дерева. Для ее улучшения токарный станок оборудуют гидравлическим приводом.
Переналадка осуществляется двумя способами:
- одновременное смещение всех кулачков;
- отдельная регулировка каждого кулачка. Это более длительный процесс и не в каждом виде рычажного патрона предусмотрена такая возможность.
 Это более длительный процесс и не в каждом виде рычажного патрона предусмотрена такая возможность.
Это более длительный процесс и не в каждом виде рычажного патрона предусмотрена такая возможность.Переналадку станка делают для проведения нестандартных манипуляций с заготовками из дерева. Несущественным недостатком является небольшой люфт в ходе вращения деревянной заготовки. Из-за этого рычажный тип используют для чернового точения обрабатываемых изделий.
Клиновые
Является немного усовершенствованным рычажным устройством. В нем каждый кулачок приводится в движение отдельно, посредством пневматического или механического механизма. Клиновый тип используется для финишной обработки деревянных заготовок токарным инструментом, при этом огромное значение имеют точные движения. Позволяет перемещать центральную часть обрабатываемой детали касательно его вращающейся оси. Этот принцип позволяет вытачивать очень сложные детали.
Клиновых изделий имеют следующие особенности:
- настройка кулачков занимает много времени;
- отсутствие погрешности в процессе обработки деталей;
- надежное закрепление деревянных деталей, посредством оптимального распределения давления в кулачках.

Процесс точной обработки деталей предусматривает наличие высоких оборотов, что повышает требования к материалу, применяемого в изготовлении клинового типа патронов.
Мембранные
Применяются для окончательной обработки изделий из дерева, проводимой с использованием низких скоростей. Обладают самой большой точностью обработки деталей из дерева. Сами мембраны, изготовленные из упругого материала, прикрепляются к фланцу. Затем устанавливают заготовку и отключают гидропривод. Изделие закрепляется за счет расширения мембраны. Такой механизм действия является возможным благодаря численности кулачков и низкой степени их зажима. Одна мембрана может насчитывать 3-8 кулачков, имеющие сменные губки. Кулачки могут закрепляться на мембране и с помощью резьбовых соединений.
Особенности выбора патрона
Чтобы правильно купить патроны и цанги для токарных станков необходимо следовать нескольким рекомендациям. Важным является способ крепления патрона на станке. Его устанавливают несколькими способами:
Важным является способ крепления патрона на станке. Его устанавливают несколькими способами:
- на шпиндель с применением переходного фланца;
- непосредственно на шпиндель;
- с помощью резьбового соединения.
Следующим критерием является количество кулачков и их конструкция. По этим характеристикам различают:
- 2 кулачковый патрон. С его помощью зажимают небольшие нестандартные заготовки с ребристой поверхностью. Имеет самый простой тип строения. Применят как ручные, так и пневматические модели.
- 3 кулачковый патрон. Он является самоцентрирующимся и применяется для зажима круглых деталей с гладкой поверхностью и шестигранных заготовок. Главное преимущество – быстрота центровки, что имеет значение при мелкосерийном производстве.
- 4 кулачковый патрон. Характеризуется независимой установкой кулачков. Используют для зажима прямоугольных или квадратных несимметричных заготовок.
- 6 кулачковый патрон применяется для обработки тонкостенных изделий из литой стали. Имеет большую силу захвата, который равномерно распределяется по шести кулачкам.
 Имеет большую силу захвата, который равномерно распределяется по шести кулачкам.
Имеет большую силу захвата, который равномерно распределяется по шести кулачкам.Чтобы приобрести токарный патрон для обработки древесины следует обратить внимание на наружный диаметр, силу зажима, частоту вращения.
Цена патронов для работы по дерев
| Тип патрона | Диаметр изделия, мм | Цена, рубли |
| 3-кул. Optimum | 80 | 8142 |
| 100 | 9912 | |
| 125 | 10797 | |
| 160 | 16225 | |
| 4-кул. Optimum с центральным зажатием | 80 | 10797 |
| 100 | 12626 | |
| 125 | 13511 | |
| 160 | 18939 | |
| 4-кул. Optimum с независимым зажатием | 80 | 8968 |
| 100 | 9499 | |
| 125 | 10443 | |
| Установочный фланец | 100 | 4425 |
| 125 | 5369 | |
| 160 | 6254 |
Видео о самодельных патронах
 youtube.com/embed/51ABAFyhSbY” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/51ABAFyhSbY” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
особенности использования и назначения, основные виды, преимущества
Токарное дело предполагает использование специализированного оборудования — станков, главным элементом которых являются так называемые токарные патроны.
Токарные патроны для станков применяются для фиксирования заготовки в конструкции для последующей обработки.
Эта деталь может обладать разной конструкцией. Тут все зависит от требований технологического плана и функциональности, которые необходимы исполнителю.
Особенности использования и назначение
Токарное дело подразумевает быстрое вращение той или иной детали. По этой причине патроны, конечно же, обязательно должны иметь особые характеристик. Эти детали монтируются на переднюю «бабку» оборудования, соединенную с электроприводом.
Для того чтобы подобрать подходящую для своих целей модель, нужно знать обо всех ее характеристиках, которые зависят от назначения и типа токарного станка. Потому процесс выбора должен обладать комплексным характером.
Принято выделять следующие технологические и пользовательские характеристики, которыми нужно руководствоваться, подбирая патрон для токарного станка:
- Конструкция. Этот параметр отвечает за методику фиксирования заготовки. А также он определяет число элементов для зажима, их размещение и возможность монтажа сразу нескольких элементов.
- Диаметр. Сюда входит и диаметр соединительного пояска, и наружный диаметр изделия, и размеры отверстий для крепежей.
- Параметры изделия, подлежащего обработке. В этом случае в расчет берется и размеры, и масса заготовки.
- Максимальная частота вращений.
- Диаметр паза для монтажа прутка.
Токарный патрон — это сложная конструкция технологического типа. Как правило, производятся они сразу из нескольких материалов. Корпус создается из особого чугуна, другие же составляющие делаются из высокопрочной стали.
Корпус создается из особого чугуна, другие же составляющие делаются из высокопрочной стали.
Виды токарных патронов в зависимости от механизма фиксации
От правильности выбора вида токарного патрона соответствующим механизмом фиксации зависит уровень радиальных биений, скорость переналадки, возможность использования в единичном и крупносерийном производстве. Основные из наиболее часто применяемых типов станков:
Цанговые
Эта разновидность крепежей собой представляет втулку с осевыми прорезями, в которых находятся лепестки-фиксаторы.
С конструктивной точки зрения этот тип патронов включает в себя подающую цангу с лепестками и втулкой.
Цанговые модели используются для следующих целей:
- заточка фрез и сверл;
- обработка прутьев из металла;
- закрепление заготовок.
Однако, они имеют и свои недостатки, к которых можно отнести сравнительно небольшие диаметры заготовок.
В том случае, если патрон цангового типа не подходит для обработки той или иной заготовки, то придется воспользоваться специальными вкладышами-выравнивателями.
Рычажные
До недавней поры эта разновидность считалась самой популярной. Принцип их действия базируется на перемещении зажимных кулачков с помощью смещения специального рычага. Стоит также отметить, что для более точной настройки конструкция оснащена гидравлическим приводом.
Однако, подбор положения детали — это крайне непростой процесс. Это в особенности заметно, когда требуется произвести нестандартную обработку, используя патрон кулачковый.
А также при работе иногда наблюдается несущественный люфт заготовки при вращении. Потому фиксаторы рычажного типа используются преимущественно для целей черновой обработки.
Клиновые
Этот вариант — усовершенствованная версия рычажной разновидности изделия. Большая точность тут достигается благодаря тому, что каждый отдельно взятый кулачок оснащен собственным механическим или пневматическим приводом.
Эти конструкции используются для осуществления точной токарной обработки. Достоинством клиновых токарных патронов считается возможность перемещения центральной части детали относительно вращающейся оси. Из этого можно сделать вывод, что с их помощью можно делать даже сложные детали.
Эти детали характеризуются следующими особенностями:
- Трудоемкая настройка;
- Высокий уровень точности настраиваемых характеристик, несущественная погрешность в процессе обработки;
- Надежная фиксация, которая достигается благодаря грамотному распределению давлений на кулачках.
Для оборудования с ЧПУ крайне важна возможность оперативного изменения настроек. Потому в таких станках применяются особые патроны, которые подключаются непосредственно к управляющему блоку.
Важно и то, что к материалам, из которых делаются патроны клинового типа, предъявляются специфические требования. В большинстве случаев процесс обработки подразумевает применение высоких оборотов, потому качества устройства-фиксатора должны оставаться неизменными.
Мембранные
Самой высокой точностью обладают мембранные изделия. Мембраны, сделанные из материала повышенной упругости, закрепляются на фланце. После того как заготовка установлена, отключается гидравлический привод, а элемент закрепляется посредством расширения этой самой мембраны.
Для этого решения характерно наличие нескольких кулачков и небольшая сила зажима. Потому эти модели патронов зачастую применяются для целей чистовой обработки, которая исполняется на небольших скоростях.
Патрон токарный кулачковый: характеристики, схема, классификация
Патрон токарный кулачковый представляет собой необходимое комплектующее для токарного станка. От качества зажимного устройства зависит конечный результат работы. В частности, если патрон не будет давать наибольшее усилие зажима, то деталь может просто вылететь с переднего конца шпинделя. Устройство отвечает за точность центрирования, влияет на то, будут ли точно перпендикулярными оси обработки. Безусловно, к вопросу выбора комплектующего следует отнестись со всей серьезностью, так как оно определяет эффективность процедуры и качество получаемых деталей.
Безусловно, к вопросу выбора комплектующего следует отнестись со всей серьезностью, так как оно определяет эффективность процедуры и качество получаемых деталей.
Общие понятия о токарных патронах
Токарные патроны подбираются в зависимости от технических характеристик устройства и шпинделя, в частности. Они представляют собой главные узлы оборудования. Механизм заключается в кулачковом эффекте. Размеры подбираются в зависимости от параметров уникальной заготовки.
Кулачки обеспечивают надежную фиксацию механизма. Из-за действия механической силы, которая обуславливает плотность крепления, происходит установка и закрепление. Заготовка фиксируется при помощи патрона.
Следует учитывать, что детали, которые требуется обрабатывать имеют различные размеры и диаметры.
Некачественный патрон не будет держаться максимально крепко, в результате сильного механического движения он может слететь, с ним и заготовка. Патрон обеспечивает плавное передвижение крепления, при этом обрабатываемая деталь не будет смещаться относительно центра. В самом простом понимании слова патрон представляет собой механизм, который отвечает за вращение заготовки, делает ее обработку эффективной и ровной.
В самом простом понимании слова патрон представляет собой механизм, который отвечает за вращение заготовки, делает ее обработку эффективной и ровной.
Предназначение
Внутри рассматриваемого типа детали находится кулачковый механизм. Эта важная составляющая позволяет центрировать и зажимать заготовку. Происходит это за счет сужения деталей кулачков, а потом зажатие их пинолем. Только после полного закрепления детали можно начинать работу токарного станка по дереву или по металлу. Если процедуру не выполнить, то заготовка может не только выпасть или повредиться, но и нанеси вред мастеру.
Следует внимательно проверить качество крепления детали в патроне. Сначала специалисты включают токарный станок на небольшую мощность, смотрят, хорошо ли вращается механизм. Если после нескольких кругов все в порядке, то продолжат работу на более высоких мощностях.
Классификация токарных патронов
Классификаций присутствует несколько видов: по числу кулачков, типу зажима, механизму фиксации, виду исполнения, классу точности.
По количеству кулачков в патроне
Кулачки отвечают за качество закрепления деталей. Они выполняются из качественного металла.
Двухкулачковые
Варианты закрепляют несимметричные детали, которые не подвергаются обработке. Но используются и для стандартизированных заготовок.
Трёхкулачковые
Оптимален для выработки шестигранных и округлых вариаций. Шунтирование происходит по трем бокам кулачков.
Четырёхкулачковые
4 х кулачковый патрон состоит из четверых узлов, которые функционируют независимо. Применяют для обработки прямоугольных и квадратных вариантов.
По типу зажима детали
Кулачки патронов разделяют на прямые и обратные. Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
Прямые
Зажим происходит внешний. Кулачки располагаются сверху и хватаются за деталь.
Обратные
Происходит зажим изнутри, с внутренней стороны. Обрабатываемый предмет выбирается полый, так чтоб была возможность зацепиться.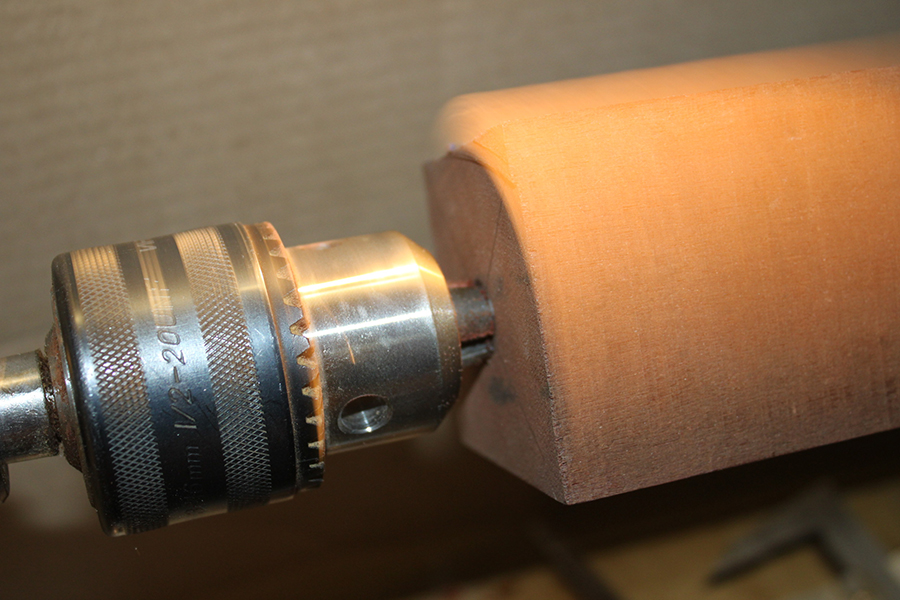
По механизму фиксации заготовки
Механизм фиксации — важная характеристика, определяющая качество работы.
Клиновые
Происходит закрепление при помощи трех кулачков на прямой площадке. Применяются клиновые вариации для оборудования с цифровым управлением.
Цанговые
Стандартных зажимов не присутствует. Их роль выполняют втулки с клещами (до шести штук). Использоваться могут на стандартных механических станках.
Рычажные
Обработка детали происходит путем передвигания механизма рычагом. Довольно затратный процесс, длительный. Используется для работы с особыми, сложными по фактуре деталями.
Сверлильные
Крепится детали в результате давления ключа. По принципу действия напоминает работу сверла, только в обратную сторону.
Термопатроны
Неординарный вид, который практически не используется в станках, произведенных в России. Для крепления производится нагревание отверстия, для вынимания тоже.
Гидропатроны
Механизм такой же, что и предыдущий, но используется не температура, а гидросфера. Жидкостная среда дополнительно гасит вибрации.
Жидкостная среда дополнительно гасит вибрации.
Поводковые
Зажатие детали происходит специальным поводком. Удобно только для обработки небольших поверхностей.
Самозажимные
Подобные варианты практичны. Конструкция включает в себя зажимы, которые плотно фиксируются на заготовке самостоятельно.
По типу исполнения
В Российской Федерации разновидности патронов по исполнению регулируются ГОСТом 2675 — 80.
Цельный
Выполняют из куска стали с параметрами от 500 МПа. Наиболее распространенный вид.
Сборный
Из стали выполняется рейка, на нее крепится кулачок. Последний выполняется из металла.
Накладной
Составные вариации, состоят из цветного металла, нержавеющей стали, черных металлов. Применяется для работы с масштабными проектами.
Классы точности патрона
Точность устройства определяется в ГОСТе 1654 86. Всего присутствует четыре ступени.
Класс Н
Нормальные показатели, усредненные.
Класс П
Повышенный класс, используется для выделки твердых производственных деталей.
Класс В
Высокая точность — применяется для обработки мелких вариаций.
Класс А
Особо высокая точность. Сфера применения — мелкие и твердые заготовки.
По материалу изготовления
Чугунные вариации дешевы и не обладают достойным качеством. Сталь дороже и показывает срок службы в 3-5 раз больший.
Чугун
Используется марка от СЧ 30. Минимальное число оборотов. Профессионалы предпочитают не использовать такие вариации ввиду малой эффективности.
Сталь
Конструкция выполняется из материала с показателем от 500 МПА. Максимальное число оборотов и функционал.
Конструкция патрона: схема и описание
Токарный патрон состоит из более чем десяти деталей. Эффективность и срок службы определяется качеством сборки и материалом изготовления комплекта деталей.
Ключ
Основной механизм, отвечающий за перемещение заготовки токарным станком. Он способствует креплению обрабатываемого предмета.
Он способствует креплению обрабатываемого предмета.
Пружина
Крепится к ключу. Отвечает за повороты последнего.
Втулка
Соединена с пружиной. Необходима для обеспечения свободного перемещения ключа по механизму.
Стопор
Соединен с втулкой и ключом. Является основной механизма, которая отвечает за безопасность. Стопор контролирует фиксацию заготовки и не дает ей отпасть.
Шестерня
Диск, при помощи которого происходит вращательное движение, приводится в действие шестерней.
Фланец
Является основанием токарного патрона. Соединяет механизмы между собой.
Диск спиральный
Соединяется с шестерней. Отвечает за получение вращения. Регулирует степень и скорость обработки.
Кулачок обратный
Механизм отвечает за крепление обрабатываемой детали изнутри.
Кулачок прямой
Прямая вариация необходима для закрепления предмета снаружи.
Корпус
Необходим для закрепления сторон.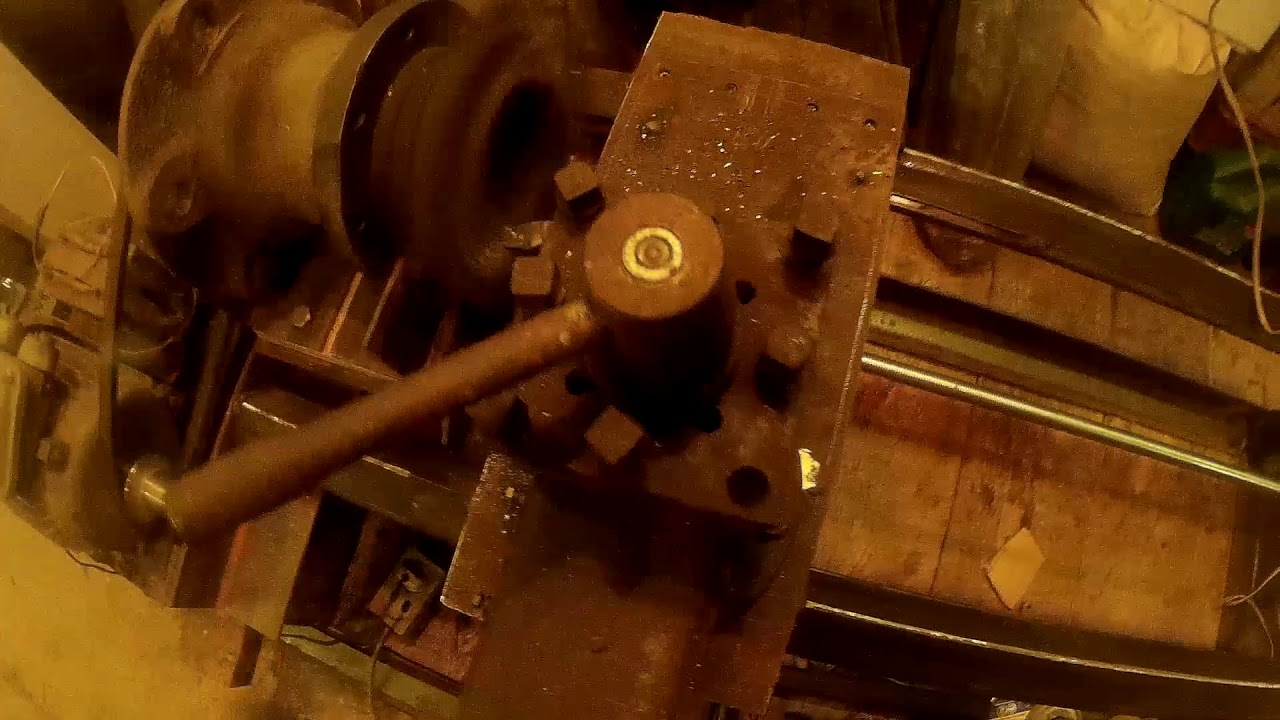 Обеспечивает защиту конструкции в общем узле оборудования.
Обеспечивает защиту конструкции в общем узле оборудования.
Кулачки накладные
Способствуют налаживанию работы с заготовками нестандартной формы. Используется, когда требуется поместить вариант большого диаметра или меньшей, большей длины.
Самостоятельная сборка патрона по чертежам
Самостоятельная сборка не занимает много времени. Это достаточно простой процесс. Главное — понять механизм работы устройства. В крайнем случае можно заказать такое миниатюрное оборудование у профессионального токаря. Из имеющихся деталей он соберет любую вариацию. Стоят самодельные модели существенно дешевле заказанных на производстве.
Качество при этом может быть даже лучшее, чем у заводских.
Установка оправки
Оправа надевается первой. Установка детали дает возможность закрепить патрон.
Установка самого патрона на шпиндель
Происходит закрепление механизма. Нельзя пережимать или растачивать детали. На этапе происходит закрепление предварительно подготовленными подходящими по размеру болтами.
Закрепление
Проверив качество накрутки, производится окончательная сборка механизма. Болты прикручиваются при помощи ключа.
Закрепление заготовки
На самодельный патрон устанавливается инструментарий. Проводится после проверки сборки болтами.
Освобождение патрона
После вкручивания заготовки оправа больше не нужна. Ее аккуратно снимают.
Обязательно необходимо проверить работоспособность изготовленного самостоятельно механизма. Изделие помещается в токарный станок. Производится несколько плавных оборотов и проверяется четкость закрепления. Специалист оценивает уровень централизации, то двигаются ли предметы.
Самодельные патроны в обязательном порядке следует периодически обслуживать. Они полностью разбираются, внутри проводится чистка, а потом сушка на свежем воздухе. Смазывается обычным маслом. Если изделие собираются хранить, то делать это нужно по правилам. Загибают кулачки в центральную часть, дырка затыкается тряпкой плотно.
Такое хранение обеспечит целостность патрона, так как его нельзя будет повредить механически, пыль не будет оседать в отверстии конструкции оборудования. Перед применением старый патрон смазывается и работает до 10 минут на плавном медленном ходу.
Как сделать токарный патрон по металлу
Что такое токарный патрон по металлу?
Патрон – это простое приспособление, позволяющее удерживать заготовку в токарном станке с одного конца. Используя патрон на шпиндельной бабке, вы можете повернуть заготовку и работать на свободно вращающемся конце. Затем при необходимости заготовку можно перевернуть и закончить любые необходимые операции.
Патронытакже помогают распределять вес и нагрузку на определенные детали. В некоторых установках патроны используются для компенсации осевого усилия шпинделя и заготовки на опоре.
Для токарного станка среднего или продвинутого уровня патрон представляет собой удобный способ выполнения большего количества проектов на токарном станке по металлу. Лучше всего то, что простой токарный патрон по металлу можно построить дома!
Лучше всего то, что простой токарный патрон по металлу можно построить дома!
Виды токарных патронов по металлу
Все патроны работают по одним и тем же основным принципам: монтажная пластина, размер отверстия для установки на шпиндель токарного станка и ряд регулируемых кулачков на монтажной пластине.
Х-кулачковые патроны
Патроны для токарных станков по металлу идентифицируются по количеству имеющихся у них «губок» – регулируемых зубцов патрона, которые зажимают заготовку.Двухкулачковые патроны встречаются относительно редко, тогда как трехкулачковые патроны являются стандартной конструкцией. Наши инструкции ниже относятся к 4-кулачковому патрону, обеспечивая немного большую безопасность для некоторых из
.Как сделать собственный патрон
Изготовить собственный патрон несложно, но не обязательно. Вот несколько шагов, которые вам необходимо предпринять.
- Выберите размер и количество кулачков для вашего нового патрона.
- Выберите плоский цилиндр для патрона, с цилиндром меньшего диаметра на обратной стороне.
- Нарезать меньший диаметр

На этом этапе вы создали заготовку патрона. Он имеет резьбу для вашего шпинделя, а плоский цилиндр готов к сверлению и установке с помощью набора губок.
- Указатель, метчик и просверлите отверстия для регулировочных винтов.
Количество отверстий будет совпадать с количеством кулачков. Для четырехкулачкового патрона вам необходимо просверлить отверстия каждые 90 градусов по всей толщине заготовки патрона. Вот изображение, которое даст вам правильное представление:
- Фрезерование и чистовая обработка регулировочных отверстий.
- Фрезеруйте заготовку патрона, обнажив резьбовые отверстия
- Вырежьте Т-образный паз наверху каждого отверстия, продвигая его по длине
- Обработайте и вставьте винты для проверки посадки
- Обрежьте / подготовьте патрон челюсти
Убедитесь, что размер правильный: при покупке холоднокатаная сталь часто оказывается неподходящей, поэтому, если вы хотите, чтобы она легко помещалась в прорезь 3/16 дюйма, купите кусок холодного проката 3/16 дюйма. прокатная сталь. Горячекатаный прокат часто может немного отличаться от номинальных размеров.
прокатная сталь. Горячекатаный прокат часто может немного отличаться от номинальных размеров.
Для подготовки кулачков патрона выполните следующие действия:
- Вырежьте прорезь в кулачках патрона, чтобы совпасть с Т-образным пазом по длине отверстий для регулировочных винтов.
- Отрежьте радиус в нижней части кулачков патрона, но оставьте пустую проушину привода для ваших винтов.
- Обработка приводных винтов
- Снимите острый конец каждого винта, чтобы его длина соответствовала отверстиям привода.
- Удалите резьбу небольшой части винта, примерно на ⅔ длины винта, чтобы создать выступ для привода.ПРИМЕЧАНИЕ: это должно соответствовать выступу на кулачках патрона, которые вы сделали на предыдущем шаге.
- Обработка кулачков патрона
- Часто лучше всего проверить шаги 6-7 с парой заготовок, незавершенных кулачков патрона, что позволит вам проверить посадку, убедиться, что ваши кулачки совпадают и т. Д. заготовку для проверки, теперь сделайте соответствующий набор из четырех челюстей.
- Нарежьте ступеньки на верхней стороне губок.
- Сделайте фаску и острие на передней кромке губок.
 Д. заготовку для проверки, теперь сделайте соответствующий набор из четырех челюстей.
Д. заготовку для проверки, теперь сделайте соответствующий набор из четырех челюстей.Изготовление патрона для токарного станка по металлу может занять немного времени, но это ценный инструмент, и шаги, необходимые для его изготовления, являются полезными грунтовками по различным технологиям механического цеха.
Конечно, если у вас есть токарный станок с ЧПУ, весь процесс будет намного проще.
Проект миниатюрного 4-кулачкового токарного патрона, часть 1
Миниатюрный токарный патрон
Часть 1
Мой друг собирает небольшие двигатели и
Станки.У него недавно появилась маленькая модель
токарный станок
не поставлялся с патроном, поэтому я предложил сделать один
для него. Полученный токарный станок – рабочая модель
г.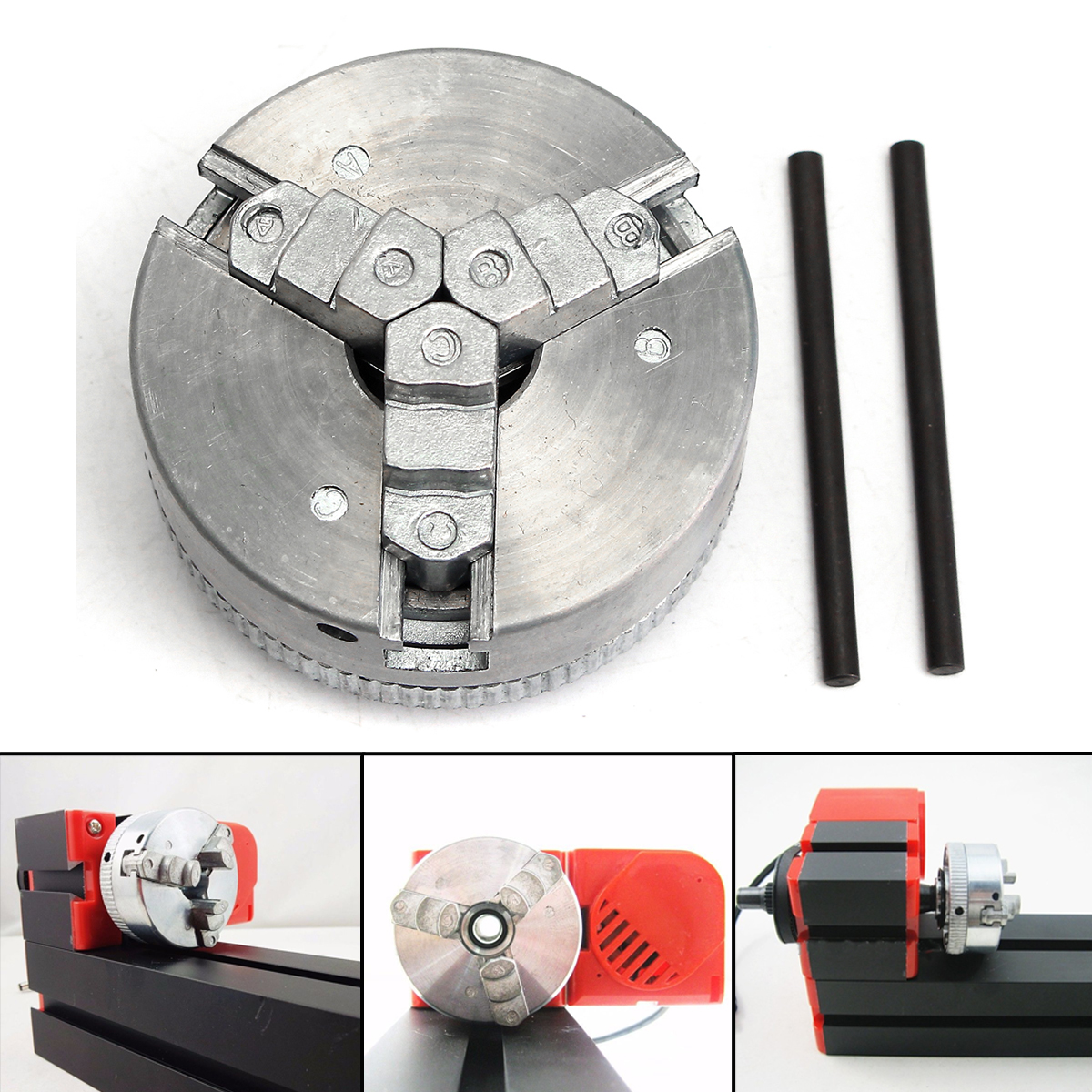 и не очень большой. Он сказал патрон около 1 ”
диаметр подошел бы хорошо.
и не очень большой. Он сказал патрон около 1 ”
диаметр подошел бы хорошо.
Я начал с основного корпуса патрона, который в основном представляет собой круглый
вещь со вторым меньшим диаметром на другом
конец там, где пойдет резьба шпинделя.Здесь показано
рядом с моим стандартным четырехкулачковым независимым патроном Taig и
он будет построен аналогично тому. Чак Тайг
около 3,2 дюйма в диаметре, а миниатюра для Кеннета будет 1 дюйм.
Вы можете увидеть резьбы внутри задней стороны и ту часть, которая
эти потоки выходят обратно параллельно
к передней поверхности патрона, так что заднюю часть можно использовать для
необходимый регистр патрона.(Регистр патрона
это деталь, которая предназначена для соединения со шпинделем и сохраняет
патрон верный каждый раз, когда вы снимаете его со шпинделя
а затем снова надеть его. )
)
Я остановился на этом этапе, чтобы работать над новым шпинделем для Кеннета.
токарный станок. Шпиндель, который стоит на его токарном станке модели
теперь не имеет регистровой поверхности, поэтому я хочу сделать его таким,
делает. Изготовление нового шпинделя для токарного станка будет
также помогите мне изготовить новый патрон, так как это будет удобно
есть что-то, с чем он сочетается, чтобы
получить патрон работает правда.
На рисунке выше я уменьшил диаметр,
Резьба M12 x 1,5, как у Kenneth’s
.
малый шпиндель токарного станка.
На конце делается фаска, которая будет принимать резьбу, чтобы помочь
начните прямо, а для хорошего старта
потоков, когда они будут завершены. Вы можете увидеть здесь, что
Я просверлил конец детали по центру. Другой
конец получил такое же обращение.
Следующий шаг – провести по этой части на конце кубиком. Я не фотографировал это.
Я не фотографировал это.
Теперь деталь устанавливается между центрами. Нити
здесь не видно. Они находятся под двумя металлическими полосами
рядом с приводной пластиной на токарном станке.
Я заменил зажим привода здесь, потому что он попадал в
путь. Вы видите, что он зажат на
резьбы нового шпинделя.Оба конца части
поддерживается между центрами на токарном станке и конечным
диаметр нового шпинделя уменьшен. Если тебе нужно
высочайшая точность вашего токарного станка на всем, что составляет
длиной более нескольких дюймов лучшее, что вы можете сделать, это повернуть
между центрами. Ничто другое не будет таким точным.
В былые времена, до того, как многие из нас родились, переходя между
центров был одним из единственных вариантов.
В те времена были довольно грубые патроны, но они
не использовались, когда требовалась точная работа.
В настоящее время у нас есть много вариантов удержания работы для
токарный станок. Даже больше, чем думает большинство людей, но все же
поворот между центрами – самый точный способ.
Вот новый шпиндель и заготовка для нового патрона. тело.
Еще один снимок, показывающий, что заготовка патрона установлена на новом шпиндель.
Теперь пора серьезно поработать над корпусом патрона.
Я вставил его в патрон токарного станка и проверил биение детали
на моем токарном станке, делаю небольшие корректировки до
Я попал под пару тысяч на бегу. Затем перенесен
мой токарный патрон с деталью на мою небольшую мастерскую
построил делительную головку, которая была квадратной формы на моей мельнице.
Если индексировать деталь с интервалами 90 градусов, получилось
сначала просверлил отверстие, затем просверлил под размер метчика, который я хотел
использовать.
Затем нарезаем четыре отверстия 8-32 для регулировочных винтов.
который переместит кулачки патрона.
Нарезав эти отверстия, я снял патрон с разделительной
голову, чтобы посмотреть на прогресс. Привинчивание
в четырех винтах 8-32 я увидел, что они очень немного смещены
центр, глядя в отверстие в центре
мини патрон. Крысы! Все совершают ошибки.
Каждый! Я не мог понять, как это произошло, потому что
Я
был очень осторожен при установке делительной головки на
мельница.Это не должно быть выключено!
То, что произошло, не было глупостью в создании пьесы, как я
думал, что это должно быть. Я обнаружил, что один из циферблатов
на моей мельнице было немного рыхло. У меня только что были циферблаты
прочистить скопившуюся за ними грязь,
и когда я их заменил, у меня не было одного из фрикционных колец
плотно за одним циферблатом. Эти циферблаты говорят вам
Эти циферблаты говорят вам
“где ты” на вашем мельничном столе, и тот, которого у меня не было
прижался, повернулся сам по себе, как мне было
проворачивая стол, давая ложные показания.Вся моя вина,
но не в моей работе по настройке. В моих ремонтных работах!
Ну, я вернул циферблат правильно, потом перепроверил все
мои настройки. Я не хотел начинать заново на
деталь, поэтому я использовал концевую фрезу, чтобы просверлить отверстия для
постукивание. Сверло не подойдет, так как они
много сгибать и просто следовать за старой дырой
криво. У меня так получилось концевую фрезу
размер для метчика 10-32, так что использовал это и повторно нарезал отверстия
немного больше.В итоге это сработало, так как
Я решил, что винты 10-32 большего размера будут лучше
тем не мение. Редкий случай ошибки, работающей к лучшему.
Теперь мне нужно настроить фрезерование пазов в мини-патроне, чтобы
потребуется четыре челюсти.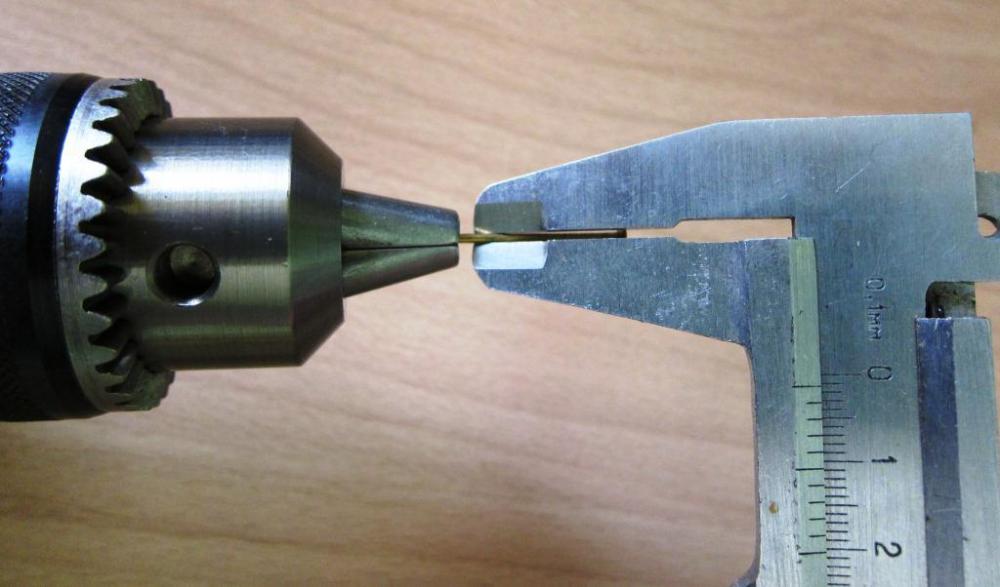 У меня есть переходник
У меня есть переходник
который крепится к поворотному столу, так что стол примет патрон
для моего токарного станка. Поворотный стол и адаптер
центрируется под шпинделем фрезы с помощью специально заточенного хвостовика
который плотно входит через адаптер и в
отверстие в поворотном столе.Затем этот хвостовик выровнен так
он плотно входит в шпиндель фрезы.
Адаптер производства Taig. Поворотный стол – это что-то
Я сделал здесь в магазине, а можно
прочтите об этом, если хотите. Перейдите по ссылке на главную страницу в
внизу этой страницы.
После установки корпуса мини-патрона в четырехкулачковый патрон у моего токарного станка он навинчен на поворотный стол.
Для индексации миниатюрного патрона так, чтобы пазы для кулачков были
при 90 градусе вставляю латунную заглушку в патрон
пустой, затем вкрутил несколько длинных винтов с головкой под ключ 10-32.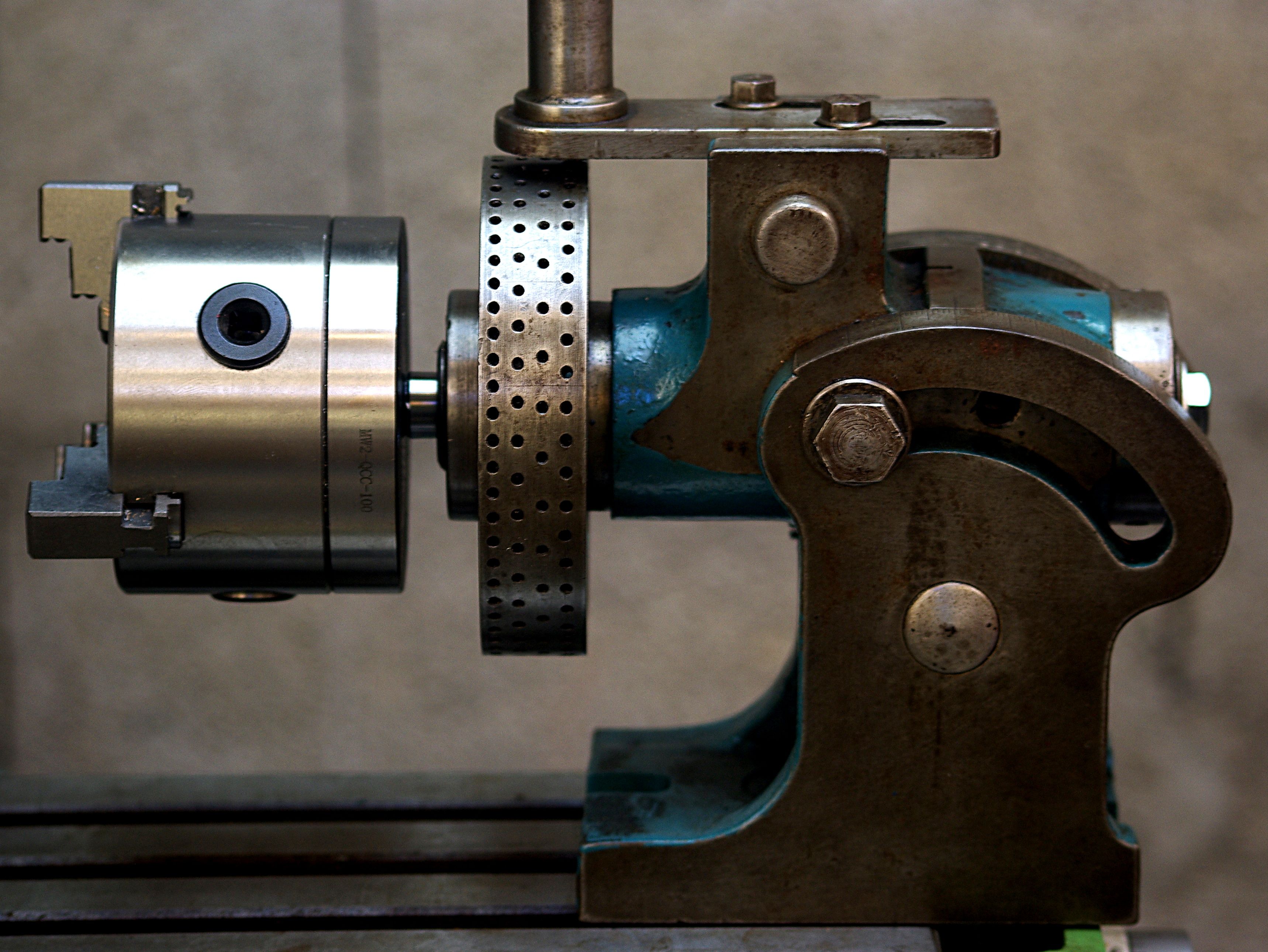 В
латунная заглушка позволяет затянуть винты, поэтому они
В
латунная заглушка позволяет затянуть винты, поэтому они
выталкивается против резьбы на стороне патрона
тело. Это держит их прямо.
Тогда я могу указать хвостовики двух винтов, сначала на с одной стороны ….
…. затем с другой стороны. Поворотный стол переворачивается
немного так или иначе, пока я не получу
одинаковые показания на каждом из двух винтов.
Первые проходы фрезерования проходят через верхнюю часть корпуса патрона, и вниз в отверстия для нарезанной резьбы.
Второй проход фрезерования выполняется с помощью более крупной концевой фрезы и делает неглубокий
углубление в верхней части корпуса патрона
позволит кулачкам патрона скользить по верхней части патрона
без раскачивания из стороны в сторону. Челюсти будут
быть той же ширины, что и верхний паз.
Затем поворотный стол поворачивают на 90 градусов и проделывают то же самое.
очередной раз.
Чтобы закончить корпус патрона, нужно сделать больше.
Для следующего шага на корпусе патрона мне нужно вырезать паз внутри
патрон вроде как Т-образный паз.
Обычно, чтобы инструмент сделал такой надрез, как мне нужно, я просто делаю
инструмент из буровой штанги (серебристая сталь),
затем затвердите и заточите режущие кромки. Для инструмента
вот пробую другое. Вместо
для изготовления готового инструмента я собираюсь попробовать заточить концевую фрезу
до нужной мне формы.
Некоторое время назад я купил много 10 дешевых китайских
мельницы. Они совершенно новые, но попробовав один
Я считаю, что они не подходят для хорошей отделки, поэтому я
использовал только один из этой партии из 10 и
остальное я бросил в мусорную корзину. Я не доволен ими
совсем! Я решил, что мне нечего терять
во взломе нового из них, чтобы увидеть, как он подходит для этого
работа.
Это включает шлифование канавок концевой фрезы в
токарный станок.Станину токарного станка покрыл оловянной фольгой
для защиты от абразивной пыли, образующейся при шлифовании
рулевое колесо. Затем я занялся этим с помощью Dremel.
Токарный станок работал со скоростью пару сотен оборотов в минуту, и Dremel был установлен
до 5000 об / мин. Надевайте защитные очки и
начать шлифование.
Когда я закончил с этим, у меня была эта штука, имеющая большую форму.
как фреза с Т-образным пазом диаметром 3/16 дюйма и
.055 дюймов. Это заняло около 10 минут, что очень много.
быстрее, чем делать инструмент из заготовки буровой штанги.
После того, как я закончил, я полностью разобрал патрон на моем
токарный станок и очистил его в растворителе. Очистил
весь токарный станок тоже. Я не люблю шлифовать
токарный станок. Пыль попадает повсюду, и она очень абразивная.
Плохо для подшипников, токарных станков, спиральных патронов и прочего.
Я бы никогда не сделал этого на своем токарном станке Atlas.Он выявил
несущие концы, и мне снились кошмары об этом.
Токарный станок Taig имеет герметичные подшипники, но меня это все равно беспокоит
немного. Нормальное дело на токарном станке за
высокотехнологичные вещи, такие как распредвалы или даже токарный станок
шпиндель. Я не говорю, что вам не следует этого делать, но
вы должны после этого очень хорошо убирать за собой, если хотите
ваши машины на долгие годы.
Теперь, когда новый резак готов к работе, я могу вырезать пазы внутри
корпус мини-патрона.Сработало неплохо,
и теперь я знаю, что делать со всеми этими грязными новинками, сделанными в
Купил китайские концевые фрезы.
Другой вид прорезей для губок.
Вот вид сверху, чтобы вы могли видеть нити внутри прорези для челюстей.
И показывает, как входят винты губки. Винты должны
еще не доработаны, так что они смогут
двигайте челюстями по мере их поворота.
Я думаю, если вы посмотрите на винт в большом патроне и
вверните маленький патрон, который вы видите
сходство в двух патронах. Немного отличается,
но они будут работать одинаково.
Щелкните ссылку “Часть 2” для завершения этот мини-патрон.
Перейти
к
Часть 2
Вернуться к основному
страницу проектов, щелкните ссылку ниже.
Подробнее Проекты токарных и фрезерных станков Taig
Авторское право 1998-2012 гг. Дин Вильямс
Самодельные 4-кулачковый патрон и планшайба для токарного станка
Передняя бабка новая
Я хотел попробовать сделать деревянный четырехкулачковый патрон для своего токарного станка. Я все время планировал, что четырехкулачковый патрон будет постоянно прикреплен к приводной вал, который я заменял на токарный станок, когда мне нужно было использовать патрон.Но я хотел, чтобы этот приводной вал был немного толще, чтобы имеют больше поддержки для поворота дежи, поэтому я использовал полированный стальной стержень диаметром 16 мм что я завалялся.
Это означало, что мне нужны опорные блоки большего размера. Я тоже хотел перейти на вешалку болты для их крепления. После этих изменений мне потребовались монтажные отверстия. быть дальше друг от друга. Самым простым решением было просто сделать еще одна бабка для токарного станка.
“Подвесные болты” имеют резьбу для шурупов на одном конце и машинная резьба на другом. Я зажал две гайки друг о друга на конце болт и использовал гаечный ключ в дрели, чтобы вбить их.
Другой альтернативой было бы просто использовать стержень с резьбой и ввинтить его в
немного недоработанные отверстия в дереве и немного клея.
Резьба крепежного винта на подвесных болтах облегчает открытие
подшипниковые блоки для замены вала. Дело просто в снятии гаек.
Я использовал тот же метод формирования шкива, что и в прошлый раз, с клиновым ремнем. первая езда на неформованном шкиве нижней ступеньки. Мне пришлось сделать несколько блоков зажимать любой конец вала, чтобы он не скользил из стороны в сторону.
Кусок фанеры, прикрепленный к передней части токарного станка, служит временная опора для инструмента.
Также важно смазать подшипники перед длительной эксплуатацией.
Я повернул шкив большего размера и сделал в нем неглубокую канавку.
Как только у меня появилась неглубокая канавка, я вставил в нее ремень и начал крутить меньший шкив. Как только он был повернут, я вставил ремень в меньший шкив. паз и закончил вращение большего шкива.
Изготовление четырехкулачкового патрона
Я использовал свою программу BigPrint, чтобы распечатайте шаблон 1: 1 основной части патрона и вырежьте его из Фанера из балтийской березы.На ленточной пиле аккуратно вырезаем основную деталь.
Кусок стержня с резьбой войдет в каждую из четырех прорезей. Это необходимо войти довольно точно. Поэтому я сделал направляющую для сверления, которая подходит к пазу. чтобы помочь направить сверло. Я просверлил отверстия 15/64 дюйма для стержня с резьбой 1/4 дюйма (отверстия немного меньше резьбового стержня).
Затем просверлите основное отверстие с помощью лопаты. Я не очень люблю используя лопаточные биты, но я немного затушил этот, чтобы подходят к моему стальному валу 16 мм.
Я использовал запасную часть вала 16 мм, чтобы совместить отверстие в основной части. с дополнительным слоем, склеивая его.
Отверстие было слишком тугим, поэтому пришлось использовать шестерню. съемником, чтобы снять его с запасного вала. Я обернул наждачной бумагой дюбель, чтобы отшлифовать отверстие немного большего размера.
Я просверлил отверстие в стальном валу и патроне, чтобы можно было прикрепить это с булавкой через оба.
Я использовал гвоздь в качестве булавки. Обычно, когда я это делаю, дыры заканчиваются не совсем по центру, поэтому я ориентирую его так, чтобы смещение было в одинаковое направление с обеих сторон.Но на этот раз я получил дыру в вал необычно центрирован. Я расширил отверстие в деревянной части немного, чтобы штифт прошел через его центр.
Я заземляю кончик булавки (это просто отрезанный гвоздь), Затем с помощью куска дерева и молотка проткнули шпилькой обе части. Острие на конце помогает выровнять детали по мере их прохождения.
Вручную поверните его на шпиндельной бабке, чтобы проверить колебание. Мне повезло, и колебание из стороны в сторону даже на краю моего патрона было менее 1 мм.
Я подобрал размеры отверстий так, чтобы стержень с резьбой 1/4 “плотно входил в отверстия. в патрон, но чтобы они не вытаскивались, я также положил дрова приклеиваем в дырочки и на нитки. Столярный клей плохо держится к металлу, но он будет прилипать к дереву и образовывать нити, которые сцепляются с те из резьбового стержня.
На конец стержня с резьбой надел две зажатые друг против друга гайки, затем использовал гаечный ключ в дрели, чтобы вбить их.
Я расширил отверстие в направляющем блоке до 1/4 дюйма, а затем использовал его, чтобы помочь направьте стержень с резьбой прямо.
Затем я сделал четыре блока, похожие на мой направляющий блок, из балтийской березы. фанера (хотя я думаю, что любая твёрдая древесина с плотным закрытым зерном подойдет точно также).
Я был очень осторожен, чтобы сделать их очень точными.
Здесь просверливаем отверстия размером 17/64 дюйма, чтобы обеспечить небольшой зазор. стержнем с резьбой 1/4 дюйма. Я отметил места, сделав надрез с помощью челюсти штангенциркуля, а затем проткнул шилом расщелину. Дело в Бита Форстнера естественно следует за выемкой.
Челюсти должны иметь что-то вроде «ласточкиного хвоста» внутри. Я придумал, как лучше всего резать это на токарном станке. Сделал проставки чтобы я мог сжать челюсти, пока они еще полностью выдвинуты.
Готовы превратить ласточкин хвост в челюсти.
Я использовал косое долото, чтобы вырезать их изнутри. Это не было особо безопасная эксплуатация.
На самом деле, весь этот патрон пугающе небезопасен. Если резьбовой стержни откручиваются или гайки откручиваются, часть патрона может просто лети.Находиться вне плоскости вращения патрона и / или рекомендуется использовать защитную маску.
Повернув эти кулачки на самом патроне, он автоматически компенсирует для любого колебания, которое может иметь основной корпус патрона, при условии, что я всегда вставляю их обратно в те же слоты. Поэтому я пронумеровал челюсти и пазы, чтобы упростить задачу.
Идея этих челюстей заключается в том, что они зажимаются на вращающемся ласточкин хвосте. на дно заготовки. Но чтобы повернуть ласточкин хвост внизу в первую очередь, необработанную заготовку необходимо установить на лицевую панель с винтами.
Поэтому, прежде чем я смог опробовать этот патрон, мне нужно было сделать лицевую панель.
Изготовление лицевой панели
Изготовление лицевой панели было очень похоже на изготовление патрона, но проще.Я начал с рисования двух кружков на куске фанеры балтийской березы. мне нравиться рисовать дуги от краев, чтобы определить, насколько близко к краю я могу нарисовать круг.
На этот раз я использовал свой сверлильный станок, чтобы вставить вал в отверстия. Затем по вращая патрон, я мог убедиться, что диск ровно и не раскачивается значительно, прежде чем сжимать их вместе.
Я просверлил ряд отверстий вокруг диска для навинчивания заготовки. Они расположены под углом, чтобы их было легче вкрутить.
При установке заготовки от токарного станка снимается обычная планшайба. Но с этой лицевой панелью снимается весь приводной вал и шкив, и этот шкив мешает. Винты под углом облегчают получение отвертку.
Лицевую панель прикрепил булавкой, как и патрон.
У меня на валу был зазор около 8 мм.Чтобы вал не двигался из стороны в сторону, мне нужно было сделать распорку, чтобы она проходила в этом пространстве. Я замерил зазор, вырезать кусок дерева такой толщины на настольной пиле, затем сделать распорку и разрежьте пополам.
Таким образом, я мог установить проставку вокруг вала без необходимости чтобы надеть его с конца.
Я попробовал патрон, повернув им небольшую чашу – буду
статья и видео об этом в ближайшее время.
См. Также:
Самодельный токарный станок
Самодельный токарный станокДомашняя страница
Часть 7: Лицевая панель и последние штрихи
Я буду обновлять эту страницу, когда у меня появится мотивация.Я как бы потерял интерес к токарному станку с тех пор, как работал над проектами масляных горелок …
| Часть 7: Лицевая панель и прочее … | Перейти к детали; 1 – 2 – 3 – 4 – 5 – 6 – 7 – 8 |
Шаблон планшайбы выточен на токарном станке из куска фанеры. Gingery советует прикрепить выкройку к токарному станку с помощью «переходника вала с резьбой». Жаль, что я никогда не слышал об адаптере вала с резьбой … Однако я прочитал много книг и видел фотографии 4-кулачковых патронов.Поэтому я разработал быстрый и дешевый патрон, сделал выкройку, отлил и немного доработал. Винты челюсти сделаны из стержня с резьбой, так как мне не хотелось покупать какие-то болты. | |
На этом этапе я использую обычные металлические отрезные фрезы для обработки фанерного диска. Я приклеил ступицу с обеих сторон диска, чтобы мой 4-кулачковый патрон мог захватить его с обоих концов, что позволило мне обрабатывать обе стороны. Ступица спереди снимается позже. | |
Вот литая лицевая панель с все еще прикрепленными заслонкой и литником.Узор рядом с ним. Центральное отверстие было просверлено после заливки. Я заклеил центральное отверстие в выкройке изолентой, которая образовала небольшое углубление на отливке. Это углубление автоматически центрировало сверло в сверлильном станке. У меня это сработало, но если вы напортачите, вам придется отлить новую лицевую панель. | |
| Часть 7: Лицевая панель и прочее … | Перейти к детали; 1 – 2 – 3 – 4 – 5 – 6 – 7 – 8 |
Домашняя страница
www.backyardmetalcasting.com
Авторские права на содержание страницы © 2002 Лайонел Оливер II
Все права защищены.
Изготовление задней пластины патрона
Изготовление задней пластины патрона Создание Задняя пластина патрона Страница 1 из 3 Вы являетесь посетителем с 30.03.02.
Copyright 2000, Frank J. Hoose, Jr. Home
Мини-токарный станок Мини-мельница ленточнопильный станок Анодирование Притирка Ссылки Проекты Ресурсы Безопасность Премиум-контент
Мини-токарный станок: аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение Запущенный глоссарий Введение Материалы Модификации Мой магазин Работа Отзывы Зиг Заводская заточка инструмента Устранение неполадок в версиях настройки
стр. 1 стр. 2 стр. 3
Содержание
Если вы еще не сделали этого, прочтите Заявление об ограничении ответственности (последнее обновление 18.10.09)
Введение
Обновление 04.04.02
LMS теперь предлагает готовую опорную пластину, поз.
1692.Я не оценивал его, но похоже, что это гораздо более простая альтернатива, чем
сделать его с нуля.
Конец обновления
Прикладной патрон и некоторые дополнительные 3-дюймовые патроны устанавливаются непосредственно на пластину шпинделя 7х10 и 7х12 мини-токарный станок. Четырехдюймовые патроны, самые большие, рекомендую использование на мини-станке (Обновление от 04/07: позже я попробовал 5-дюймовую 3-челюстную Чак. Хотя он немного большой, я использую его сейчас в качестве основного патрона для несколько лет), потребуется задняя пластина адаптера для соединения с пластиной шпинделя.В В этой статье я опишу, как сделать заднюю пластину, чтобы приспособить 4-дюймовый патрон к 7×10 или мини-токарный станок 7х12. В комплект поставки входят как 3-кулачковые, так и 4-кулачковые патроны. Вот готовая пластина для 4-дюймового 3-кулачкового патрона:
Посетите сайт Тая Хёффера для получения дополнительной информации о патронах и задних пластинах 1 & 2; я рекомендую прочитать комментарии Тая, прежде чем начинать этот проект. Еще немного соответствующее чтение можно найти на Питере Веб-сайт Харрисона.
Монтажные отверстия в пластине шпинделя
The Harbour Freight SKU 33684 Токарный станок 7×10 и Grizzly 7×12 У токарного станка 6 отверстий в пластине шпинделя – 3 для стокового 3-х кулачкового патрона и еще 3 отверстия, Совместите с одним из трех других отверстий непосредственно с 3-дюймовым 4-кулачковым патроном J&L. Чтобы установить любой другой патрон, вам почти наверняка потребуется сделать переходную пластину для адаптации крепежных болтов патрон в крепежные отверстия в шпиндельной пластине токарного станка.
Примечание: токарный станок HF SKU 33916 7×10, некоторые старые версии HF SKU 33684 и токарный станок Grizzly Outlet 7×10 имеют только 3 монтажных отверстия в пластина шпинделя.
Требуемые время, навыки и инструменты
Изготовление переходной пластины занимает некоторое время – возможно, 6-8 часов. или больше, если вы не очень опытны и точно не знаете, что делаете.Если ты При установке 3-кулачкового патрона задняя пластина должна быть обработана как можно точнее, чтобы патрон центрируется на оси токарного станка и перпендикулярно направляющим. Центрирование не совсем так сложны, если вы устанавливаете 4-кулачковый патрон, так как кулачки патрона могут немного смещаться до компенсировать.
Для любого патрона вам нужно будет разложить, просверлить и нарезать количество монтажных отверстий, а также станок – тщательно подогнанная выемка для шпиндель токарного станка и, скорее всего, приподнятая площадка для сопряжения с выемкой в задней части Чак.Эта комбинация операций плюс требуемая точность делают изготовление задней панели – сложный проект, который обязательно заставит вас задуматься и работайте осторожно. Тем не менее, если сделать это правильно, получится хорошо обработанный и очень полезный инструмент, которым можно любоваться всю жизнь токарного станка.
Если вы новичок в механической обработке, вы можете оставить этот проект до более позднего времени, когда вы приобретете некоторый опыт или можете найти его очень расстраивает.Между тем, если вам нужен 4-кулачковый патрон, 3-дюймовые 4-кулачковые патроны J&L устанавливаются непосредственно на шпиндель. пластина, не требующая задней пластины.
Для читателей, имеющих ограниченный магазин возможности, я надеялся сделать заднюю пластину полностью на токарном станке, но в итоге с помощью дрели. Сверлильный станок использовался только для сверления крепления. дыры. Вероятно, это можно было бы сделать на токарном станке, если у вас есть или сделать лицевую панель, чтобы Вы можете сместить заднюю пластину, чтобы просверлить отверстия, или прикрепите заднюю пластину к кресту скользить по угловой пластине.Некоторые операции, такие как растачивание крепежных отверстий для Чак, с моей мини-мельницей Grizzly это было бы проще, но я хотел представить план, который подойдет владельцам токарных станков, у которых есть только токарный станок и дрель. Нажмите.
Вам также понадобятся несколько других инструментов:
- Сверлильный инструмент и держатель (без этого можно обойтись)
- Индикатор проверки циферблата (для точного центрирования и проверки соосности)
- Метчики (1 / 4-20 или 6×1 мм) и метчик
- # 0, Центровочные сверла # 1, # 2
- Концевая фреза с 2 зубьями 1/2 “(для растачивания отверстий под болты)
- Инструмент для отрезки (для изготовления шпилек из болтов)
- Набрать штангенциркуль (для всего измерения)
- Делители (без них можно обойтись)
- Ленточная пила 🙂 или ножовка 🙁 (для распила сырья)
- 3 или 4 шпильки 1 / 4-20, 1 / 4-28 или 6×1 мм длиной около 7/8 дюйма, или болты что можно сделать из них
Резка черновой заготовки
Я отрезал кусок алюминиевой пластины толщиной 1/2 дюйма до 4 Квадрат 1/4 дюйма на моей ленточной пиле 4×6.Если ваша пила точная и вы тщательно измеряете Вы можете сэкономить время, изменив размер, начав с квадрата 4 дюйма, но 4 1/4 дает вам право на ошибку. Некоторое время назад я добавил вертикальную направляющую пластину к моя ленточная пила для облегчения резки листового материала. Это можно было сделать ножовкой, Конечно, но с ленточной пилой это сделать намного проще. Я также вырезал алюминиевую пластину на моя радиальная пила, использующая лезвие с твердосплавным наконечником и делающая несколько проходов, увеличивая глубина реза около 1/16 дюйма за каждый проход.
Важное примечание: ложа толщиной 1/2 дюйма – это абсолютный минимум, который вы можете использовать, и может быть слишком тонким, в зависимости от болтов и болтов глубина отверстия в патроне. 5/8 дюйма было бы лучше, но 1/2 дюйма более вероятно быть под рукой в вашем магазине. Еще одна хорошая альтернатива – начать с кусочка 4-дюймовый круглый приклад толщиной 9/16 или 5/8 дюйма. Хорошим решением будет необходимо приобрести около 2 дюймов длиной 4 дюйма диаметром 6061 алюминиевый круглый приклад (при условии, что у вас есть ленточная пила, чтобы отрезать его до толщины 5/8 дюйма) Вы можете купить его примерно по 8 долларов за дюйм от Металмарт.com Я использовал пластину 1/2 дюйма, потому что у меня был хороший запас ее под рукой.
После вырезания квадрата 4 1/4 дюйма отметьте центр и разметьте углы на 4 1/4 дюйма. Затем отпилите углы, чтобы получился восьмиугольник.
Расположение кругов отверстий под болты
Когда у вас есть заготовка, найдите центральную точку и сделайте там небольшое углубление, используя пробойник или центровочное сверло №0.Далее выкладываем болт Обведите круг, соответствующий 3 монтажным отверстиям в пластине шпинделя, используемой в патроне. Чистый поверхность заготовки от любого масла или грязи и подготовьте ее с помощью маркировочного красителя или фломастер для разметки круга под болт. Используя разделители или острия штангенциркуля, точно обозначьте окружность радиусом 1,299 дюйма.
Разметить круг легче разделителями, чем используйте наконечники штангенциркуля. Также я не люблю использовать штангенциркуль. для этого, поскольку на самом деле они не предназначены для использования таким образом.Поскольку это сложно чтобы установить делители на точное значение, например 1,299, я сначала использую штангенциркуль, чтобы отметьте небольшую дугу, затем установите разделители так, чтобы они точно соответствовали этой дуге.
Примечание: на схеме на сайте Тая радиус указан как 1,293 “. Значение указано в прилагаемых руководствах. для всех трех моих патронов это 1,299, и тщательные измерения на моем токарном станке показали, что 1.305. Мы с Таем обменялись электронной почтой об этом и его точке зрения, четко изложенной в его инструкции шаблона, заключается в том, что вы должны измерить свой собственный токарный станок , так как есть вариации от машины к машине.К сожалению, это измерение сложно точно измерить. 1,300 – вероятно, безопасное значение, если вы не уверены.
Затем начертите круг радиусом 1,654 дюйма. для окружности болта патрона. Это соответствует диаметру 3,307 дюйма, как указано в руководство, прилагаемое к моим 4-дюймовым патронам, но может отличаться для вашего патрона.
стр. 1 стр. 2 стр. 3
Мини-токарный станок Мини-мельница ленточнопильный станок Анодирование Притирка Ссылки Проекты Ресурсы Безопасность Премиум-контент
Мини-токарный станок: аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение Запущенный глоссарий Введение Материалы Модификации Мой магазин Работа Отзывы Зиг Заводская заточка инструмента Устранение неполадок в версиях настройки
Цанговый патрондля меньшего токарного станка?
Сообщение от DennisCA У меня есть токарный станок Rexvalter VF-118, это мой первый токарный станок, по-настоящему никогда им не пользовался, я привык к токарным станкам по дереву, но я тоже хочу сделать шаг в обработке металлов, так как это, кажется, часто возникает, когда я строить, модифицировать и ремонтировать старые машины.Токарный станок комплектуется патроном с 3 кулачками на 5 дюймов и с 4 кулачками на 6 дюймов и четырьмя держателями QCTP шведской марки Bergstrm. Вроде как Алорис.
Я думал о цанговых патронах, так как когда-нибудь в будущем, возможно, через несколько лет это будет хорошее вложение. Они кажутся полезными. Я смотрел This Old Tony на YouTube, и ему очень пригодился цанговый патрон 5C.
Я начал исследовать цанговые патроны и мне кажется, что патрон 5C не рекомендуется для токарного станка моего размера, имеющего только отверстие шпинделя 20 мм (внешний диаметр 45/35 мм).Затем я начал смотреть на цанговые патроны ER-32, но, похоже, они тоже не совсем рекомендуются, многие люди думали, что это плохая идея, поэтому теперь я не уверен, что лучше всего подойти для меня и моего токарного станка.
«Система» ER – самая быстрая и простая для начала, потому что … они могут быть установлены на пластине, с прямым хвостовиком, с обычными коническими хвостовиками – и «некоторыми» из наиболее распространенных креплений для шпинделя. Д1-3, например. У меня есть они для ВСЕХ моих станков, токарных и фрезерных станков, даже для сверлильных станков, вращающихся станков, делительных головок, шестигранных и квадратных «блоков», отчасти потому, что широкий диапазон зажима для цанг позволяет мне зажимать что угодно, не слишком много денег, связанных в самих цангах, ПОСКОЛЬКУ.. даже набор с половиной мм или 1/64 не покрывает ВСЕ ВОЗМОЖНЫЕ размеры в 5C. Слишком ограниченный диапазон захвата. Нужны нестандартные или «аварийные» цанги.При этом ER (или TG) требует тщательной очистки и «предпочитает» точный динамометрический ключ, поэтому может быть одной из САМЫХ МЕДЛЕННЫХ из всех используемых цанговых систем. Неудивительно, правда. Они ПРЕДНАЗНАЧЕНЫ для удержания редко меняющихся инструментов, а не для удерживания постоянно зажатыми, вращающимися, отпускаемыми, повторяющимися, повторяющимися, повторяющимися … заготовками.
Следующей может быть система 5C с креплением на носу, открываемая и закрывающаяся ключом, как сверлильный патрон Jacobs.Они также продаются как крепление на пластину, можно принести или изготовить свою собственную заднюю пластину, подходящую для шпинделя. Пластинчатые держатели также могут быть захвачены в 4-J, центрируются вручную. Со шпинделем D1-3 я могу ОСТАВИТЬ его в 4-J, предназначенном для данной задачи, и пойти и использовать другой 4-J.
Намного медленнее, чем тяговая труба с рычажным доводчиком или передним «петлевым» доводчиком, шпоночные или ободные кривошипы работают, но WTH – носовое крепление – ключ ИЛИ рычаг, не заботится о том, есть ли у шпинделя проходной у всех . Мои сверлильные станки этого не делают.Нет трубки, понимаете.
Тааааааааааааааааааааааааалов )це пружинные цанги меньшего размера и меньшего диаметра распространяются только на те, которые работают с тяговой трубкой.
Цанговые патроны Sjogren с «быстрым ходом» (на самом деле «быстрыми» они не являются) или RubberFlex, legacy, Ortlieb, new, другие варианты.
У меня есть ER 40, ER 20, 5C, 2J, RubberFlex 9XX и Pratt-Burnerd Multisize. Каждый из них – «доводчики для носа», никаких затяжных трубок, если бы я мог оправдать стоимость системы Ortleib «Quadra».
2CW, но если вы уберете вытяжную трубу из меню хотя бы на часть времени, даже с этим токарным станком с «краевым корпусом», у вас будет МНОГО вариантов выбора.Вы можете работать со штангой или прутком до диаметра отверстия и не терять диаметр затяжной трубы. БОЛЬШЕ диаметра отверстия, вам понадобятся предварительно нарезанные пули.
БФД.
Изготовление задней пластины токарного патрона, первый таймер
Мой Atlas Th52 имеет оригинальный четырехкулачковый патрон. Прямо на лицевой стороне выбито «Атлас».Это старый добрый солдат, и он работает, но он неаккуратный и требует изрядного количества возни, чтобы настроить его. С другой стороны, я довольно умело / быстро установил приклад в четырехкулачковый патрон!
Пазы для ключей в корпусе кажутся изношенными / неряшливыми, что затрудняет затяжку и регулировку.Челюсти также часто не имеют прямого захвата заготовки. До такой степени, что вы можете взглянуть на челюсти и на самом деле увидеть, что они не имеют полного контакта по всей своей длине с заготовкой.
Я полагаю, что мог бы попробовать «освежить» старый патрон, но я почти уверен, что срок его службы близок к концу из-за того, как кулачки перемещаются внутри пазов корпуса патрона. Опять же, они не совсем ужасны, но вы можете почувствовать отстой, когда схватите их, и я не могу понять, как я смогу компенсировать материал, который изношен за последние 60-70 лет использования.
У меня есть «новый» 4-кулачковый патрон, который я купил очень давно, еще до того, как купил Atlas. Если я помню, это “особенный ebay”. ИЭ: Без имени. Он примерно такого же размера, как и оригинальный патрон Atals, с корпусом, длина которого составляет 6,25 дюйма (у Atlas – 6,00). Но у него есть одно преимущество перед патроном атласа: он не изнашивается.
Итак, я хочу вырезать для него заднюю пластину и попробовать. Я никогда не пробовал этого раньше, но тебе нужно с чего-то начать!
Там, где я живу, получить предварительно обработанную пластину было бы непомерно дорого.Даже просто доставка была бы сумасшедшей. Я бы хотел иметь возможность, но это просто не в моем бюджете. Я также хочу начать изучать резьбонарезание.
Получение фрагмента литья – тоже непростой вариант, это просто не то, что легко доступно. Возможен кусок стали нужного диаметра, но тоже недешево. Тарифы и прочее здесь в последнее время свели с ума цены на металл … вот и все, что я скажу об этом.
Точно так же, наличие местного магазина, чтобы сделать меня один (даже если бы просто необработанная пластина с резьбовым центральным отверстием) также было бы безумно дорогим.
Итак, мне осталось сделать свою тарелку и кое-что, что я могу найти на месте.
Первое препятствие – это внутренняя резьба. Скучно по размеру могу, но нити никогда не нарезаю. Не говоря уже о внутренних. Судя по видео и руководствам, которые я видел, это кажется довольно простым – установить зубчатую передачу в правильное положение и бегать туда-сюда. Но я не настолько наивен, чтобы полагать, что это будет так просто. Думаю, мне нужно немного попрактиковаться, прежде чем пытаться разрезать тарелку. Я использую цанги в Атласе, но у меня нет защиты носа от резьбы.Может быть, мне стоит попрактиковаться в изготовлении ограничителя нити, прежде чем переходить к резке пластины? Это не будет слишком дорого, это то, что мне нужно в любом случае, и это будут именно те нитки, которые мне нужно нарезать в пластине. Кажется, имеет смысл начать с этого …..
Чугунная пластина – еще одна проблема. Как уже упоминалось, его нелегко найти здесь, и это безумно дорого, чтобы отправить что-нибудь. У меня есть пара старых чугунных весов и пара пластин примерно подходящего размера. Я знаю, что чугунные пластины с отягощениями могут быть непростой задачей, но у меня не так много вариантов.
Твердосплавный инструмент – это то, что я буду использовать, и у меня есть много пластин. Если он будет резать достаточно хорошо, не повредив твердосплавную пластину, я смогу продолжить изготовление задней пластины и получить приличный готовый продукт, верно?
Это подводит меня к способу резки пластины на Атласе.