Самодельный Ручной Фрезер Из Дрели
SirariДрели
Резак для металла для сверла. возможность расширения сферы применения инструмента
Один и тот же инструмент может выполнять различные работы. Используя различные сопла, сверло может стать миксером или шлифовальный станок.
Устанавливая резак в домашнем дрели, вы получаете руководство фрезерный станок. Пусть это не так удобно, как оригинал, но простейшая работа может быть выполнена. В этом случае вы не будете потрачены впустую на еще один электроинструмент.
Металлообработка с дрелью
С помощью дрели в качестве примитивного маршрутизатора уже давно практикуются слесари. С советской эпохи в хозяйственных магазинах продавались резаки и зенковки для бурения скважин и первичной обработки металлов.
Резак на самом деле является черновой мельницей, по сути своей механизированным файлом. Но зенковка имеет все особенности фрезы.
Но зенковка имеет все особенности фрезы.
Зенковка (или зенковка) допускает не только грубую обработку отверстий, но и формирование углубления данной формы.
Может использоваться в сверла и стандартные резаки, но в то же время рассмотрим некоторые особенности:
- Сверло имеет более низкие скорости по сравнению с маршрутизатором, поэтому качество резки значительно хуже.
- Подшипники вала рассчитаны на другой вектор нагрузки. продольный.
Силы поперечного сечения при фрезеровании металла могут быстро привести к неисправности редуктора. Поэтому давление на обрабатываемую деталь должно быть умеренным, и это увеличивает время обработки.
На повышенных боковые нагрузки он деформирован. Кроме того, тело может просто разрушаться.
Отсутствие так называемой «обуви» или заготовки, как на обычной фрезе, делает работу опасной. При работе с торцевыми или торцевыми фрезами все еще можно управлять инструментом вручную. Но резак диска просто вытащит сверло из его рук.
Отсюда вывод: с дрелью можно работать как металлический фрезер, но с соблюдением ряда правил и мер предосторожности.
Оптимальным решением является изготовление фрезы из ваших рук
Фреза для сверления.
Как сделать фрезерное сопло на дрель собственные руки.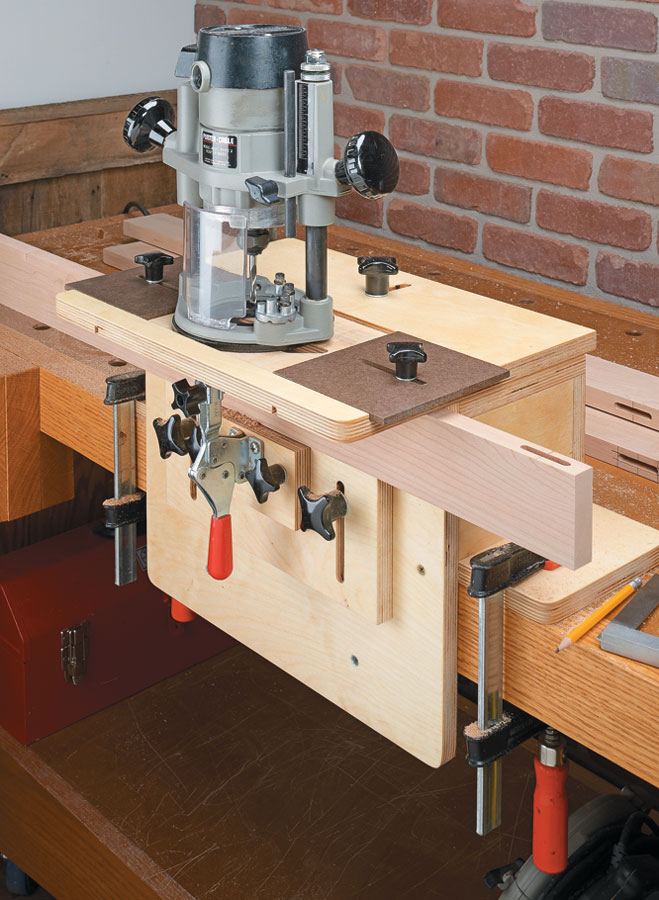
Адаптировать. ФРЕЗЕРОВАНИЕ. к дрели.
Вступить в группу домашний машины и инструменты В КОНТАКТЫ ОДЕЖДА ОДНО
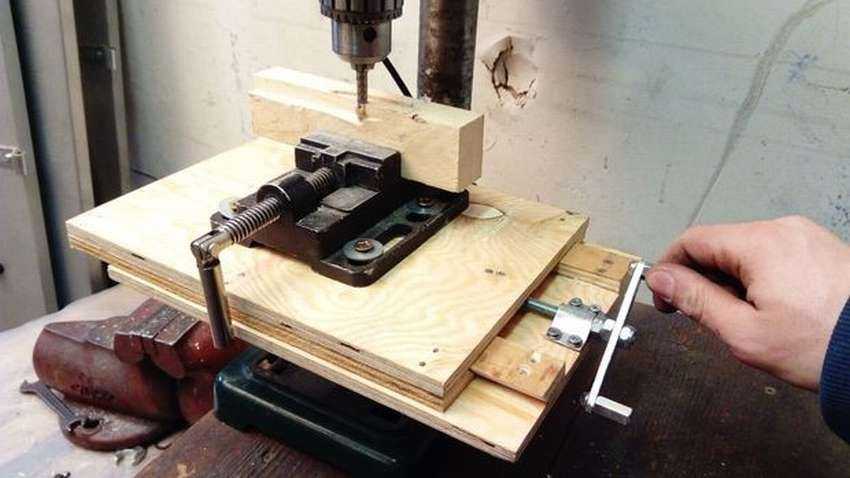
Фактически, необходимо будет сделать фиксирующий кронштейн и примитивную фрезерную пластину.
Эстетика в таком подражании занимает последнее место, главное. обеспечить надежную привязанность инструмента и жесткость конструкции. Для удобства можно оборудовать устройство удобными ручками для перемещения по заготовке. А чтобы вынуть переключатель, потому что ударная дрель не является самым удобным решением для маршрутизатора.
Отрегулировать глубину погружения можно, просто перемещая тело сверла вдоль зажимов.
Эту опасность нельзя забывать во время интенсивной работы.
Если вы приняли недвусмысленное решение сделать фрезу из ручного дрели. обратите внимание на стационарное решение проблемы. Вы можете построить дрель в ручной работы фрезерный станок.
Этот вариант является относительно безопасным и позволяет выполнять более точную работу. Если крепление сверла легко удалить. вы можете быстро изменить назначение инструмента. То есть, в арсенале есть как фактическая сверлильная, так и стационарная фрезерная машина.
В то же время типичные недостатки никуда не исчезнут. как и раньше, вы работаете на низких оборотах, а сверло изнашивается при
Самодельные фрезы
Если вы можете сделать домашний маршрутизатор. почему бы не начать производство мельниц.
Из импровизированных материалов можно изготавливать резаки и насадки, превосходящие по качеству китайские аналоги J. В то же время стоимость этих устройств имеет тенденцию к нулю.
Соединив подходящую ось и колесо от кремневого света, мы получим превосходное микрозахват. Качество материала на самом высоком уровне, такое сопло работает достаточно долго. Когда критический износ достигается, просто измените рабочее кольцо.
При заточке дюбеля правильно. возможно сделать концевую или срезающую фрезу. Такое сопло будет работать не только на пластике и дереве, но и на цветных металлах.
Пределов для инициативы не существует. Каждый самоделькин самодельный делает инструмент, который позволяет выполнять персональные задачи, в отличие от стандартных заводских устройств.
Работа с деревянными и пластмассовыми заготовками с использованием самодельного маршрутизатора
Если вы работаете на металле с фрезами, а ручное сверло довольно сложно, обработка дерева с таким комплектом. это полное удовольствие. Используя разработки, описанные в предыдущих параграфах, можно производить фрезерование любой сложности на деревянных заготовках. Резаки для дерева для сверла доступны в достаточном диапазоне.
Резаки для дерева для сверла доступны в достаточном диапазоне.
Кроме того, с определенным навыком вы можете надежно установить любую фреза в цанговый патрон электрической дрели для ручного фрезы. Главное, чтобы хвостовик был цилиндрическим, а не коническим.
И если вы в принципе не хотите покупать отдельную руководство фрезерный станок. вы можете использовать готовое промышленное решение.
Такое устройство безопасно, функционально, но оно довольно дорогое в финансовом отношении. Хотя по сравнению с новым маршрутизатором. он выглядит привлекательно.
боковых нагрузках, дрели, ручной, ручной фрезер, самодельный, фрезерRelated Posts
Как сделать самодельный фуговальный станок
Ручной фрезер — самый универсальный инструмент в домашней столярной мастерской. Сегодня видеоканала «Столярные изделия своими руками» рассказал об одном из самых полезных способов применения ручного фреза для своей работы, а именно о том, как использовать его для фугования кромки длинномерных заготовок. Это рассказ о том, как мастеру удалось превратить ручной фрезер в самодельный полнофункциональный фуговальный станок.
Это рассказ о том, как мастеру удалось превратить ручной фрезер в самодельный полнофункциональный фуговальный станок.
В этом китайском магазине инструменты для столяров.
Работа в основном с крупногабаритными заготовками. В качестве материала используется стандартная сосновая или еловая обрезная доска. В стеллажах они сушатся. После просушки из досок делаются заготовки для будущих изделий. Длина обычно составляет 1,5-2 м, иногда — 4–6 м. Строгать заготовки такой длины лучше всего на фуговальном станке, но стоит он довольно дорого, поэтому для фугования пласти приобрел рейсмусовый станок.
Товары для изобретателей Ссылка на магазин.
Результат его работы устраивает. Но для фугования кромки подходит плохо из-за малой базы, а при работе с тонкими досками и вовсе неприменим, поскольку строго выдержать перпендикулярность пласти доски к строгальным ножам практически невозможно. Кроме того, при таком способе строгания кромки сильно изнашиваются прижимные валики.
Содержание
- Суть идеи фуговального станка
- Доработка ручного фрезера до станка
- Подготовка направляющей
- Демонстрация фуговального станка, созданного своими руками
Суть идеи фуговального станка
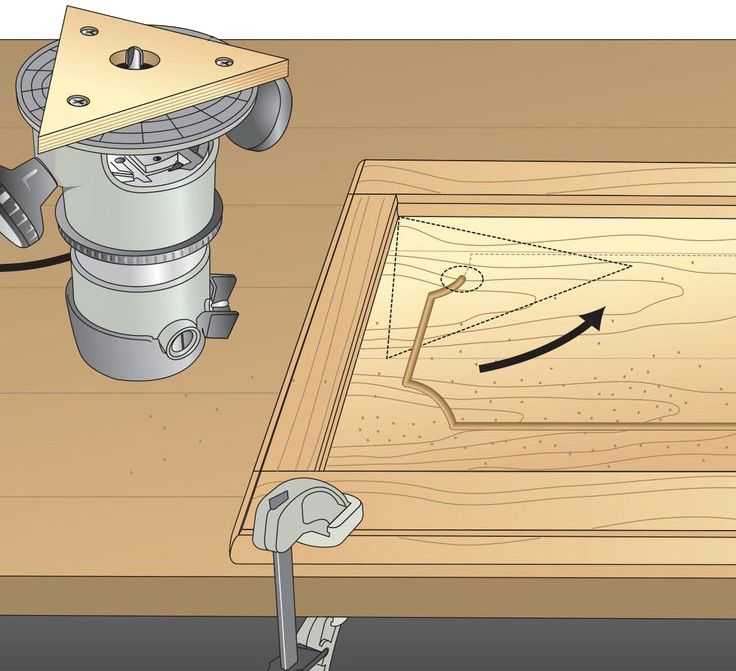
В Интернете вычитал, что для фугования небольших заготовок можно использовать фрезерный станок с направляющей, параллельные рабочие поверхности которой по разные стороны от фрезы — подающая и приемная, — смещены друг относительно друга на глубину строгания. Причем режущая кромка фрезы жестко фиксируется на одном уровне с приемной поверхностью.
Электроника для самоделок вкитайском магазине.
Поэтому следующим инструментом в ходе работы по созданию самодельного инструмента для работы по дереву после приобретения рейсмусового станка стал мощный ручной фрезер, который стационарно устанавливается в рабочий стол с размерами столешницы 75х150 см.
Доработка ручного фрезера до станка
Пластину для фрезера сознательно врезал не в центре стола, а ближе к краю, чтобы удобнее было обрабатывать кромку длинных и широких заготовок, в том числе и мебельных щитов. В качестве направляющей используется алюминиевая труба длиной 1,5 м и сечением 45х95 мм. Использование трубы в качестве направляющей имеет свои плюсы. Но об этом чуть позже.
В качестве направляющей используется алюминиевая труба длиной 1,5 м и сечением 45х95 мм. Использование трубы в качестве направляющей имеет свои плюсы. Но об этом чуть позже.
Для фрезы в трубе сделал паз. Для работы применяется прямая пазовая фреза диаметром 12 мм с режущей кромкой длиной 51 мм.
Установим фрезер в стол. Для этого снимем пластиковую накладку на подошву и регулятор вылета фрезы. Извлечем пластину из стола, вставим во фрезер винт регулировки вылета фрезы и винтами закрепим пластину на подошве. Установим фрезер с пластиной в стол и юстировочными винтами в углах пластины немного подрегулируем ее высоту так, чтобы она была заподлицо с поверхностью стола. Теперь установим фрезу и сменные кольца в пластину. Ну вот, готово.
Подготовка направляющей
Подготовим направляющую. В нашем случае подающей поверхностью будет служить вот эта часть направляющей, а приемной — накладка, прикрепленная с другой стороны направляющей. Глубина строгания будет определяться толщиной накладки. В качестве накладки используются полоски бумажно-слоистого пластика. Таких две — «тонкая» и «толстая» толщиной, соответственно, 0,5 мм и 1,5 мм. Толстая полоска обычно используется для фугования не струганной кромки покупной обрезной доски, а тонкая — для чистовой остружки заготовки после распила ее на циркулярной пиле. Полоски прикрепляются к трубе с помощью либо двустороннего скотча, либо контактного клея.
В качестве накладки используются полоски бумажно-слоистого пластика. Таких две — «тонкая» и «толстая» толщиной, соответственно, 0,5 мм и 1,5 мм. Толстая полоска обычно используется для фугования не струганной кромки покупной обрезной доски, а тонкая — для чистовой остружки заготовки после распила ее на циркулярной пиле. Полоски прикрепляются к трубе с помощью либо двустороннего скотча, либо контактного клея.
Обезжирим поверхность трубы уайт-спиритом и полоску тонкого пластика приклеим к трубе с помощью аэрозольного контактного клея. Теперь установим направляющую на стол и с торцов закрепим ее струбцинами. С одной стороны — жестко, с другой слегка прижмем, чтобы ее можно было немного сдвигать относительно фрезы. Немного опустим фрезу и с помощью линейки настроим положение направляющей так, чтобы режущая кромка фрезы была на одном уровне с накладкой. Процедура очень ответственная, поскольку от качества настройки положения направляющей зависит качество фугования. По окончании настройки окончательно зафиксируем направляющую струбцинами.
Наконец пришло время рассказать о важном преимуществе использования в качестве направляющей именно трубы. Для обеспечения чистой поверхности кромки обязательно нужно организовать отвод стружки. Для этого используем строительный пылесос. Здесь он подходит как нельзя лучше. А через трубу направляющей очень удобно отводить стружку. Для этого достаточно вставить трубку пылесоса в трубу немного не доходя до фрезы. Вот так примерно. Можно закрыть второе отверстие в трубе, в этом случае эффект будет еще лучше.
Демонстрация фуговального станка, созданного своими руками
Для демонстрации возьмем доску. Пласти доски острогал на рейсмусовом станке. Качество кромки сами видите, какое. Перепады порядка 1,5–2 мм. Отфугуем кромку на нашем импровизированном фуговальном станке. Доска длинная, чуть больше 3 м, поэтому для ее поддержки с обеих сторон стола используем вот такие самодельные козлы.
Ну что ж, приступим. Из-за большой глубины неровностей кромки придется сделать несколько проходов. Проверим, что получилось. Теперь идеально ровная и перпендикулярна пласти. Эта накладка довольно легко снимается. Клей, которым пользовался, обладает одним замечательным свойством: если покрыть им только одну сторону соединяемых деталей и, не выдерживая ее до полного высыхания, прижать ко второй детали, то соединение будет непрочным и детали потом можно легко рассоединить. В нашем случае это очень удобно. Теперь достаточно протереть обе поверхности уайт-спиритом и они будут готовы к повторному использованию.
Проверим, что получилось. Теперь идеально ровная и перпендикулярна пласти. Эта накладка довольно легко снимается. Клей, которым пользовался, обладает одним замечательным свойством: если покрыть им только одну сторону соединяемых деталей и, не выдерживая ее до полного высыхания, прижать ко второй детали, то соединение будет непрочным и детали потом можно легко рассоединить. В нашем случае это очень удобно. Теперь достаточно протереть обе поверхности уайт-спиритом и они будут готовы к повторному использованию.
Общий | Самодельная витая одноканальная концевая фреза | Практик-механик
Целсом
Пластик
- #1
Привет всем
В эти выходные я провел эксперимент на резаке и хотел бы поделиться на форуме и услышать от вас, что вы думаете. Я был немного труслив и сделал только одним ножом, я боялся сделать два или более и не сделать правильное деление. Основание ножа не было гладким и плохо скользило по штифтовой опоре для заточки. Я также думаю, что гранулирование шлифовального круга (60) оставило царапины на поверхности. В любом случае, любые предложения будут оценены.
Спасибо.
Мичиганбак
Алмаз
- #2
Хороший результат.. согласитесь, что зернистость 60 не так хороша.. вы можете отшлифовать алмазом наружный диаметр круга и отшлифовать меньший контакт круга с внутренним углом в сторону, чтобы улучшить чистовую обработку следующей фрезы. Возможно, в следующий раз сделай две флейты. Флейты не обязательно должны располагаться точно друг от друга (правильное деление)…
Можно попробовать закончить OD на мизинце между центрами. Да со щекоткой ОД хвостовика немного так все работает одинаково.
Фреза кажется маловатой по диаметру для длины.
Но все равно очень хорошая работа..Спасибо.
Бак
Джонтетурбогай
Пластик
- #3
Очень мило. Вроде тоже хорошо работает.
Из какого материала вы его сделали?
JRIowa
Алмаз
- #4
Где вы находитесь в Бразилии?
Когда я увидел регулятор скорости, он выглядел на 220 вольт, поэтому я подумал “Санта-Катарина”
Хорошая работа!
JR
гвилсон
Алмаз
- #5
Почему вы сделали концевую фрезу с одной канавкой? Как правило, они используются для фрезерования пластика. Они не будут оставаться острыми до тех пор, пока 2-зубая концевая фреза режет алюминий, поскольку всю работу выполняет одна режущая поверхность, а не 2.
2-зубая концевая фреза является стандартной концевой фрезой для фрезерования алюминия. У него достаточно места между канавками, чтобы удерживать больше стружки, потому что алюминий обычно фрезеруется быстрее, чем сталь. Для фрезерования стали используют 4 или более канавок. Наличие большего количества канавок увеличивает срок службы фрезы. Допускается меньшее пространство между канавками для удерживания стружки, поскольку сталь фрезеруется медленнее, чем алюминий.
Ваша установка была очень умной!
Джеймс Кларк
Нержавеющая сталь
- #6
Мастерская, в которой я провел около 30 лет, используя однолезвийные концевые фрезы диаметром 1,25 дюйма и длинной канавкой 5 дюймов, чтобы вырезать блоки толщиной 4,5 дюйма, выполняя рез глубиной около 0,5 при 1500 об/мин с подачей около 0,006. выбросьте стружку из разреза даже на 4 дюйма в глубину. Это была процедура, используемая в течение многих лет. Мельница была большой портальной мельницей Онсруда и работала обычно 24 часа в сутки, 7 дней в неделю.
ДЖХ
диан
Титан
- #7
я не понял, кто-нибудь может объяснить “установку”?
дворняга
Титан
- #8
Похоже, тебе следует заходить почаще. Хорошая работа!!!
Брент
Целсом
Пластик
- #9
jontheturboguy сказал:
Довольно изящно. Вроде тоже хорошо работает.
Из какого материала вы его сделали?Нажмите, чтобы развернуть…
Я не знаю точно, какой металл, потому что я купил на свалке. Спасибо.
Целсом
Пластик
- #10
Гвилсон сказал:
Почему вы сделали концевую фрезу с одной канавкой? Как правило, они используются для фрезерования пластика. Они не будут оставаться острыми до тех пор, пока концевая фреза с 2 зубьями режет алюминий, поскольку всю работу выполняет одна режущая поверхность, а не 2.
Двухзубая концевая фреза — стандартная концевая фреза для фрезерования алюминия. У него достаточно места между канавками, чтобы удерживать больше стружки, потому что алюминий обычно фрезеруется быстрее, чем сталь.
Для фрезерования стали используют 4 или более канавок. Наличие большего количества канавок увеличивает срок службы фрезы. Допускается меньшее пространство между канавками для удерживания стружки, поскольку сталь фрезеруется медленнее, чем алюминий.
Ваша установка была очень умной!
Нажмите, чтобы развернуть…
 Для фрезерования стали используют 4 или более канавок. Наличие большего количества канавок увеличивает срок службы фрезы. Допускается меньшее пространство между канавками для удерживания стружки, поскольку сталь фрезеруется медленнее, чем алюминий.
Для фрезерования стали используют 4 или более канавок. Наличие большего количества канавок увеличивает срок службы фрезы. Допускается меньшее пространство между канавками для удерживания стружки, поскольку сталь фрезеруется медленнее, чем алюминий.Я неопытен и не знаю применения различных типов концевых фрез, т.е. не знал, пока не прочитал ваш пост. У меня нет намерения работать с пластиком, поэтому следующий — с двумя и более флейтами. Спасибо за объяснение.
По этой причине мне нравится этот форум!
Ванная L
Алмаз
- #11
Гвилсон сказал:
Почему вы сделали концевую фрезу с одной канавкой? Как правило, они используются для фрезерования пластика.
Двухзубая концевая фреза — стандартная концевая фреза для фрезерования алюминия. У него достаточно места между канавками, чтобы удерживать больше стружки, потому что алюминий обычно фрезеруется быстрее, чем сталь. Для фрезерования стали используют 4 или более канавок. Наличие большего количества канавок увеличивает срок службы фрезы. Допускается меньшее пространство между канавками для удерживания стружки, поскольку сталь фрезеруется медленнее, чем алюминий.
Ваша установка была очень умной!
Нажмите, чтобы развернуть…
 Они не будут оставаться острыми до тех пор, пока концевая фреза с 2 зубьями режет алюминий, поскольку всю работу выполняет одна режущая поверхность, а не 2.
Они не будут оставаться острыми до тех пор, пока концевая фреза с 2 зубьями режет алюминий, поскольку всю работу выполняет одна режущая поверхность, а не 2. Джордж, вот одна из причин, по которой я хотел концевую фрезу с одной канавкой. Я делал маленькую латунную коробку с молдингами в архитектурном стиле вокруг основания, что-то вроде римского оджи. У меня не было фрезы такой формы, поэтому мне пришлось отшлифовать ее вручную, чтобы сделать нужный контур. У меня не было проблем с ручным шлифованием формы на одной канавке двухзубой концевой фрезы, но не было никакой возможности отшлифовать обе канавки до идеального совпадения. Итак, я просто удалил одну из режущих кромок, оставив одну флейту моей особой формы. Фреза из быстрорежущей стали, работающая на высокой скорости, отлично справляется с латунью, независимо от количества канавок. Конечно, у ротационных гравировальных станков также есть одна прямая канавка, и они предназначены для резки не только пластика, но и латуни и алюминия.
У меня не было проблем с ручным шлифованием формы на одной канавке двухзубой концевой фрезы, но не было никакой возможности отшлифовать обе канавки до идеального совпадения. Итак, я просто удалил одну из режущих кромок, оставив одну флейту моей особой формы. Фреза из быстрорежущей стали, работающая на высокой скорости, отлично справляется с латунью, независимо от количества канавок. Конечно, у ротационных гравировальных станков также есть одна прямая канавка, и они предназначены для резки не только пластика, но и латуни и алюминия.
CelsoM объяснил, что он сделал одну канавку, потому что он не думал, что его станок будет производить вторую канавку точно под углом 180 градусов от первой канавки, или четыре канавки под углом 90 градусов и т. д. И его резак работал.
Ларри.
Целсом
Пластик
- #12
JRIowa сказал:
Где вы находитесь в Бразилии?
Когда я увидел регулятор скорости, он выглядел на 220 вольт, поэтому я подумал “Санта-Катарина”Хорошая работа!
младшийНажмите, чтобы развернуть…
Я живу в маленьком городке в штате Сан-Паулу. Все мои машины на 127В. Спасибо
Целсом
Пластик
- №13
Мичиганбак сказал:
Хороший результат.
Можно попробовать закончить OD на мизинце между центрами. Да со щекоткой ОД хвостовика немного так все работает одинаково.
Фреза кажется маловатой по диаметру для длины.
Но все равно очень хорошая работа..Спасибо.
Бак
Нажмите, чтобы развернуть…
Привет Бак!
Спасибо за комментарий. Мой английский плохой, поэтому некоторые вещи я мог понять, а другие нет (большинство). Что такое ОД? Я использовал алмазный комод только для того, чтобы выровнять точильный камень. Вы предложили мне уменьшить толщину шлифовального круга? Только это улучшит отделку? Извините, если покажусь смешным, но хотелось бы понять.
привет
Мичиганбак
Алмаз
- №14
Наружный диаметр — внешний диаметр.
Исправьте все части точильного камня, до которых можно добраться с помощью алмаза.. даже части колеса, которые не шлифуют.. это сделает точильный камень более плавным и сбалансированным.
[Извините, если я покажусь смешным} Вовсе нет, мы понимаем, и вы отлично справляетесь с тем, с чем вам приходится работать. Многие здесь не могли бы сделать лучше … многие не так хорошо.
Последнее редактирование:
дсипо
Алмаз
- №15
У меня сейчас нет EM, которые я мог бы пожертвовать, но многие ребята на этом форуме используют их, как будто они выходят из моды. Я не знаю, многие ли из вас помнят видео Селсо о том, как он делает точилку, тогда вы помните, что он также работает с протезами рук, и тоже, вероятно, с ограниченным бюджетом. Так что, если вы хотите, чтобы вы чувствовали себя действительно хорошо, возможно, вы могли бы пожертвовать горсть своих выброшенных карбидных ЭМ и и годную к использованию алмазную чашку и отправить ее в Celso. Я не могу придумать много более достойных причин.
ди
;-D
гбент
Алмаз
- №16
Джеймс Х. Кларк сказал:
Мастерская, в которой я провел около 30 лет, использовала однолезвийные концевые фрезы диаметром 1,25 дюйма и длинной канавкой 5 дюймов, чтобы вырезать блоки толщиной 4,5 дюйма, выполняя рез глубиной около 0,5 при 1500 об/мин с подачей около 0,006. стружка из разреза даже на 4 дюйма в глубину. Это была процедура, используемая в течение многих лет. Мельница была большой портальной мельницей Онсруда и работала обычно 24 часа в сутки, 7 дней в неделю.
ДжХ
Нажмите, чтобы развернуть…
Должно быть, это были самолеты?
Вы не можете превзойти удаление стружки на 1 зубьев.
алонзо83
Нержавеющая сталь
- # 17
диан сказал:
я не понял, кто-нибудь может объяснить “установку”?
Нажмите, чтобы развернуть…
он нашел способ прикрепить шпиндель к шкиву, снабженному пружиной для втягивания, чтобы его флейта поворачивалась синхронно с движением фартука вперед. .
Для тех, кто не видел его предыдущее видео, он чертовски впечатляет, когда понимаешь, что у него нет рук.
Мичиганбак
Алмаз
- # 18
Имея возможность поднимать, опускать и поворачивать шлифовальную головку, один раз поверните шлифовальную головку примерно на 30*, поднимите колесо так, чтобы дуга кромки колеса создавала желаемый зазор.. затем поднимите его еще немного, чтобы получить вторичный угол. это позволяет располагать режущую кромку горизонтально, так как она находится на стойке, что дает лучшее ощущение и не пытается согнуть стойку. Имея доступ к Интернету, вы можете бесплатно скачать справочник по Цинциннати, в котором много хороших идей.
Просто дважды щелкните книгу, а затем скопируйте и вставьте. Таким образом, вам не нужно загружать
Cincinnati Milling Machine Co. – Репринты публикаций – Cincinnati #2 Руководство по фрезерным и заточным станкам | VintageMachinery.org
Мичиганбак
Алмаз
- # 19
QT : alonzo
он нашел способ прикрепить шпиндель к шкиву с пружиной для втягивания, чтобы его флейта поворачивалась в такт с движением фартука вперед. .
Для тех, кто не видел его предыдущее видео, он чертовски впечатляет, когда понимаешь, что у него нет рук.
Однажды я видел кофемолку, у которой был флажок (плоская пластина), который начинался с медленной спирали, которая увеличивалась в крутке, пока не стала тугой. можно было установить всадника на флаг и перемещать его, пока не будет найден желаемый поворот. Рабочая головка отключала спираль флага. для переточки можно было вставить инструмент и поймать ту же спираль
Очень похоже на кривую Френса для сквозняка
Монархист
Алмаз
- #20
CelsoM сказал:
Я неопытен и не знаю применения различных типов концевых фрез, т.е. не знал, пока не прочитал ваш пост. У меня нет намерения работать с пластиком, поэтому следующий — с двумя и более флейтами.
По этой причине мне нравится этот форум!
Нажмите, чтобы развернуть…
Я не могу говорить за весь форум, но этот ОДИН голос рад видеть, что решимость, воля ПЫТАТЬСЯ, а затем подкрепленная тяжелой работой, все еще живы и здоровы в Бразилии.
Остальные новости не были столь оптимистичными, вот уже много лет.
Продолжай возвращаться. Кричите, если мы можем помочь.
Билл
Руководство по фрезерным инструментам
для начинающих
Приступая к фрезерным работам, очень важно приобрести правильные инструменты.
Фрезы – цилиндрические вращающиеся режущие инструменты, используемые на фрезерных станках для выполнения различных фрезерных операций. Режущие кромки фрезерного инструмента обычно находятся на лицевой или периферийной части инструмента. Для обработки эти инструменты выбираются в зависимости от обрабатываемого материала и типа разреза, который необходимо выполнить.
В этой статье рассказывается о фрезерных инструментах, обсуждаются различные аспекты, такие как типы инструментов, материалы, покрытия поверхности, держатели и т. д., а также о том, как выбрать правильный инструмент для вашей работы.
Что в этой статье?
- Фрезерные инструменты – обзор
- Типы фрезерных инструментов
- Материалы, используемые для изготовления фрезерных инструментов
- Покрытие инструмента
- Структура стандартного держателя фрезерного инструмента
- Типы фрезерных инструментов Как правильно выбрать держатели инструмент для вашей работы?
- Заключительные мысли
- Часто задаваемые вопросы
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Фрезерные инструменты – обзор
При фрезеровании многолезвийный вращающийся режущий инструмент удаляет материал с заготовки.
Эти инструменты устанавливаются на держателе фрезерного инструмента, соединенном со шпинделем станка.
В зависимости от операции используются фрезерные инструменты с несколькими резцами, различной длины, специальным покрытием и т. д.
Эти инструменты используются в различных типах станков, от ручных до фрезерных станков с ЧПУ.
Знание различных фрезерных инструментов поможет вам выбрать правильный инструмент для работы, так как ваш выбор может значительно повлиять на качество резки и продолжительность работы.
Типы фрезерных инструментов
Фрезерные станки используют различные инструменты для создания различных форм и элементов.
Типы фрез| Фреза | Назначение | |||
|---|---|---|---|---|
| Концевая фреза | Для профилирования, прорезания пазов, карманов и растачивания | 0672 | Face Mill | To machine a smooth surface |
| Ball Cutter | To machine spherical contours or curves | |||
| Fly Cutter | Cheaper alternative to a face mill | |||
| Slab Milling Tool | To continuously удаление большого количества поверхностного материала | |||
| Боковые фрезы | Для прорезания параллельных вертикальных пазов | |||
| Ступенчатые фрезы | To cut parallel vertical slots with less chip interference | |||
| Concave & Convex Cutter | To machine convex and concave surface contours | |||
| Woodruff Milling Cutter | To cut keyways | |||
| Hobbing Cutter | To cut зубья, шлицы или звездочки |
Концевая фреза
Детали концевой фрезы Концевые фрезы могут резать материалы в осевом и поперечном направлениях, поскольку они имеют режущие зубья на боковых и торцевых поверхностях.
Обычно они имеют плоское дно и одну или несколько канавок. Они изготавливаются из быстрорежущей стали или цементированного карбида и обычно используются в вертикально-фрезерных станках.
Торцевая фреза
Торцевая фрезаТорцевые фрезы похожи на концевые, но имеют режущие кромки только по бокам. Множественные режущие зубья в виде твердосплавных вставок распределяют режущую нагрузку.
Предназначен для торцевых операций и горизонтальных резов на ограниченную глубину.
Шарикорез
Шаровидная фрезаШарикорезы имеют полусферические режущие концы и используются для обработки сферических контуров или кривых на краях заготовки. Эти инструменты в основном используются в обрабатывающих центрах.
Нахлыстовая фреза
Нахлыстовая фреза Нахлыстовая фреза делает широкие неглубокие надрезы на заготовке. Как правило, они имеют одну или две фрезы, вставленные в корпус режущего инструмента, и используются для операций торцевого фрезерования.
Торцевые фрезы работают лучше, чем фрезы, но они, как правило, дороже.
Фреза для слябов
Фреза для слябов (Источник: F&D Tool Company)Фрезы для слябов имеют прямые или спиральные фрезы на периферии.
Они используются на горизонтально-фрезерных станках для удаления большого количества материала с поверхности для получения плоских форм.
Боковые фрезы
Боковые фрезы (Источник: Toolmex)Боковые фрезы используют режущие зубья по бокам и по периферии. Они используются для операций фрезерования с двух сторон и для прорезания пазов.
Ступенчатая фреза
Ступенчатая фреза (Источник: Travers Tool)Ступенчатая фреза похожа на боковую фрезу с зубьями на периферии и сбоку.
Боковые зубья расположены в шахматном порядке, что помогает предотвратить взаимодействие стружки. Он подходит для фрезерования пазов, глубина которых больше ширины.
Вогнутая и выпуклая фреза
Вогнутая и выпуклая фреза Вогнутая и выпуклая фреза представляют собой фигурные фрезы, предназначенные для фрезерования выпуклых и вогнутых контуров поверхности, равных полукругу или меньше.
Требуемый диаметр круглой формы определяет размер фрезы.
Фреза по дереву
Фреза по дереву (Источник: MSC Industrial Supply)Фреза по дереву имеет режущие зубья на периферии диска, соединенного с прямым хвостовиком.
Они имеют вогнутые стороны, обеспечивающие зазор. Эти фрезы используются для нарезания шпоночных пазов в валах.
Зубофрезерная фреза
Зубофрезерная фрезаЗубофрезерная фреза имеет спиральные режущие зубья с канавками, которые облегчают резку и удаление стружки. Они используются для нарезания зубьев в заготовке.
Специальные фрезы также доступны для нарезания шлицов и звездочек.
Материалы, используемые для изготовления фрезерных инструментов
Фрезерные инструменты изготавливаются из различных материалов, каждый из которых имеет определенные преимущества для фрезы, тем самым помогая в процессе обработки.
Основными критериями выбора материала инструмента являются материал заготовки, объем производства, качество и тип обработки.
Ниже приведены некоторые из наиболее распространенных режущих материалов, используемых во фрезерных инструментах.
| Material | Benefits | |||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Carbon Tool Steel | Most affordable Best at low-speed jobs | |||||||||||||||||||||||
| High-Speed Steel | Hard Resistance towards wear Maintains a sharp cutting edge более длинный | |||||||||||||||||||||||
| Твердый сплав | Очень твердый и пластичный Высокая скорость резания Хорошее качество поверхности | |||||||||||||||||||||||
| Керамика | Высокоскоростные чистовые и черновые работы Расширенный срок службы инструмента Увеличенная прочность и прочность | |||||||||||||||||||||||
| Кубический нитрид бора | предлагает лучшую термоусильственную и химическую стабильность | |||||||||||||||||||||||
| Алмазный инструмент | . материалы, используемые для изготовления фрезерных инструментов, и их преимуществаУглеродистая инструментальная стальНекоторые концевые фрезы из углеродистой инструментальной стали Углеродистая инструментальная сталь представляет собой сплав железа и углерода, содержащий другие элементы в следовых количествах для улучшения его свойств. Это один из самых дешевых материалов для изготовления режущих инструментов и подходит для низкоскоростных работ. Эти сплавы часто содержат различные следовые количества марганца, кремния и меди. В некоторых случаях добавляют хром и ванадий для улучшения твердости и размера зерна. Инструменты из этих материалов устойчивы к истиранию и сохраняют острую режущую кромку. Фрезы из инструментальной углеродистой стали используются для обработки мягких металлов, таких как алюминий, медь, магний и т. д. Они могут работать только при температуре ниже 250 ℃. Если инструмент нагревается выше этого порога, он теряет свою твердость, что влияет на работу по фрезерованию. Быстрорежущая сталь (HSS)Концевая фреза из быстрорежущей стали с 3 зубьямиБыстрорежущая сталь представляет собой сплав высокоуглеродистой стали, в котором сталь сочетается с молибденом или вольфрамом и небольшими количествами хрома и ванадия. Легирующие элементы значительно улучшают свои свойства, повышая твердость, износостойкость и работоспособность при высоких рабочих температурах. Термическая обработка быстрорежущей стали необходима для улучшения ее свойств, поскольку нагревание изменяет внутреннюю структуру стали, что приводит к повышению твердости. Может сохранять твердость инструмента до 650 ℃, но производители рекомендуют использовать охлаждающую жидкость для увеличения срока службы инструмента. Инструменты из быстрорежущей стали сохраняют свою острую режущую кромку даже после длительного рабочего цикла. Вы даже можете повторно затачивать их несколько раз, обеспечивая долгий срок службы инструмента. Доступны несколько марок фрез из быстрорежущей стали, каждая из которых имеет различные свойства. Цементированный карбидНекоторые концевые фрезы из цементированного карбидаЦементированный карбид обладает высокой твердостью и прочностью, что делает его оптимальным для режущих инструментов. Изготавливается путем смешивания частиц карбида со связующим материалом, таким как кобальт. Металлическая связка придает инструменту пластичность, а карбид придает твердость, что обеспечивает длительный срок службы инструментов. Твердосплавные инструменты обладают высокой скоростью резания и могут сохранять твердость при температурах до 1000°C. Операции обработки с использованием этих инструментов улучшают качество поверхности. Он используется для обработки больших объемов и для резки жестких материалов, таких как нержавеющая сталь. Из-за высокой стоимости материала твердосплавные инструменты обычно изготавливаются в виде вставок, а хвостовик изготавливается из углеродистой инструментальной стали для снижения стоимости инструмента. Это приводит к снижению затрат без ущерба для производительности резки. Керамический инструментКерамический инструмент (Источник: MSC)Керамические инструменты обычно изготавливаются из оксида алюминия или нитрида кремния. Инструменты из оксида алюминия используются для высокоскоростных чистовых операций, а инструменты из нитрида кремния используются для черновой обработки. Многие другие добавки добавляются для повышения прочности и ударной вязкости керамических инструментов, тем самым увеличивая их срок службы и производительность. Инструменты из керамики обладают превосходными характеристиками при высоких температурах, сохраняя свою твердость и химическую инертность. Они также обладают высокой устойчивостью к коррозии и износу. Они намного быстрее, чем HSS, и подходят для сухой обработки, так как не требуется СОЖ. Это связано с их более низким коэффициентом трения на границе раздела реза и низкой теплопроводностью. Кубический нитрид бораКонцевая фреза из кубического нитрида бораКубический нитрид бора (CBN) представляет собой неорганическое соединение бора и азота, проявляющее различные свойства в различных формах. Кубическая кристаллическая форма похожа на алмаз и немного мягче, но обладает лучшей термической и химической стабильностью. Не существует в природе, но производится в лабораториях и широко используется в абразивных компонентах и режущих инструментах. Инструменты из нитрида бора могут использоваться для прецизионного шлифования и резки твердых материалов благодаря более низкой скорости износа и способности выдерживать допуски. Сохраняет термическую и химическую стабильность при температурах до 1300°C. Он также образует на поверхности слой оксида бора, который предотвращает дальнейшее окисление при высоких температурах. В инструментах из CBN следует использовать охлаждающие жидкости на масляной основе, поскольку оксидный слой растворяется в воде, что увеличивает скорость износа. Алмазный инструментАлмазная фреза (Источник: AGRINDTOOL)Алмаз — это твердый материал с чрезвычайно высокой теплопроводностью и температурой плавления. Благодаря высокой прочности, износостойкости и низкому коэффициенту трения он подходит для использования в качестве абразива и в режущих инструментах. Алмазные зерна связаны на режущей кромке с использованием спеченных металлических сплавов, смолы, керамики или других связующих материалов. Фрезерные инструменты с алмазным покрытием обеспечивают хорошее качество поверхности и высокую точность обработки с малыми допусками. Используется для обработки прочных материалов, таких как карбидные сплавы, керамика и цветные металлы, такие как медь и ее сплавы. Эти инструменты не подходят для работы со сталью, так как алмаз не остается химически инертным при высоких температурах и может реагировать с железом и другими металлами. Покрытие инструментаТвердосплавная концевая фреза с алмазоподобным углеродным покрытием (DLC)Большинство режущих инструментов имеют какое-либо покрытие для улучшения свойств их поверхности, таких как твердость, сопротивление износу, поверхностное окисление, усталость и термический удар. Повышение производительности и увеличение срока службы инструмента также достигаются за счет покрытия поверхности фрезерных инструментов. Теплоизоляционный эффект покрытий улучшает жаропрочность. Покрытия также способствуют смазке, обеспечивая гладкую поверхность режущей кромки, которая минимизирует трение и улучшает удаление стружки.
Покрытия, подходящие для резки черных металлов и экзотических материаловСледующие материалы покрытия обеспечивают хорошую режущую способность инструмента при резке черных металлов и экзотических материалов, таких как керамика, твердый пластик и т. д. Титан НитридНитрид титана представляет собой универсальное покрытие золотистого цвета и является одним из наиболее распространенных материалов, используемых для покрытия режущих инструментов. Повышает срок службы инструмента, повышает износостойкость, стойкость к истиранию и производительность резания. Алюминий Нитрид ТитанаАлюминий Нитрид Титана представляет собой композитное покрытие. Он в основном используется для инструментов, используемых для высокоскоростной обработки твердых металлов в жестких условиях. Обеспечивает высокую твердость, устойчивость к термическому удару и окислению. Высокая твердость в горячем состоянии позволяет работать всухую с высокой подачей и повышенным сроком службы инструмента. Поскольку слой оксида алюминия производится при высоких температурах, он имеет пониженную теплопроводность. Титан-алюминий-нитрид-наноТитан-алюминий-нитрид-нано (TiAlN Nano) — это синее покрытие премиум-класса, обеспечивающее более длительный срок службы инструмента и время цикла обработки черных металлов по сравнению с другими покрытиями. При смешивании нитрида титана и алюминия с кремнием образуется нанокомпозитное покрытие, повышающее твердость и ударную вязкость инструмента. Нанопокрытие TiAlN подходит для обработки более жестких материалов, таких как закаленные стали, инструментальные стали и т. д. Не рекомендуется для обработки алюминия. Покрытия, подходящие для цветных и неметаллических материалов Следующие покрытия лучше всего подходят для фрезерных инструментов, используемых для обработки цветных (алюминий, медь, титан и т. Нитрид цирконияПокрытия из нитрида циркония улучшают твердость, стойкость к истиранию и смазывающую способность инструмента. Покрытие образует на поверхности инструмента твердый керамический слой толщиной 2-5 микрон. Повышает производительность резания цветных металлов и широко используется для покрытия резцов, бит и т. д. Подходящие материалы включают сплавы цветных металлов, такие как латунь, медь, бронза и алюминий. Это увеличивает срок службы инструмента до 5 раз по сравнению с инструментами без покрытия. Диборид титанаДиборид титана представляет собой керамику с высокой прочностью и твердостью. Он обеспечивает исключительную стойкость к эрозии при механической обработке и имеет хорошую адгезию к подложке. Покрытие сводит к минимуму накопление материала на режущей кромке, что увеличивает срок службы инструмента. Рекомендуется при работе с алюминиевыми и магниевыми сплавами. Большинство других покрытий реагируют с алюминием во время резки, но диборид титана имеет низкое сродство к алюминию. Алмазные покрытияАлмазные покрытия бывают различных форм и структур. Из-за низкого диапазона рабочих температур он значительно дороже и подходит для специальных применений с цветными металлами. Работает с графитами, керамикой, композитами, карбидами и другими цветными металлами и сплавами, такими как алюминий, медь, латунь и т. д. Структура стандартного держателя фрезерного инструментаДержатель инструмента — это часть станка, которая соединяет инструмент с фрезерным станком. Надежно удерживает инструмент для эффективной передачи силы резания на заготовку с максимальной точностью и учитывает биение и сбалансированность операции фрезерования. Держатель инструмента состоит из трех основных компонентов: Части держателя фрезерного инструментаКонус Метчик представляет собой конусообразную часть держателя инструмента, которая соединена со шпинделем. Инструментальная оправка выбирается в зависимости от конструкции шпинделя, так как станок принимает только резцедержатель с метчиком определенного типа. Доступны различные метчики в зависимости от типа крепления, например, конус Морзе, конус NMTB и т. д. ФланецФланец — это захватывающий компонент держателя инструмента. Роботизированные компоненты на обрабатывающих центрах, такие как устройство автоматической смены инструмента (ATC), используют фланец для захвата и перемещения инструмента со шпинделя. Гнездо для цангового патронаЦанга представляет собой сегментированную ленту или втулку, используемую для затягивания вала. Цанга вставляется в карман и затягивается с помощью различных цанговых гаек. Types of Milling Tool Holders
Цанговый патронНабор цанговых патроновЦанговые патроны представляют собой универсальные держатели инструментов, предназначенные для использования различных типов и размеров режущих инструментов. Он использует прорезной воротник, чтобы надежно удерживать их. Они доступны в различных размерах и типах и могут быть изготовлены на заказ для конкретных применений. Эти держатели инструментов предпочтительны для высокоточных чистовых операций. Доступны два типа цанговых патронов: одноугловые и двухугловые. Цанги ER являются примером одноугловой системы с высокой концентричностью и балансом. Двухугловые цанговые системы используются там, где нет достаточного зазора. Это простая конструкция патрона, но ему не хватает концентричности и сцепления, необходимых для высокоскоростных точных операций. Держатель концевой фрезыДержатель концевой фрезыДержатели концевой фрезы используются для удержания фрез при тяжелых операциях механической обработки. У них более высокое усилие захвата, чем у цанговых патронов, и они жестко удерживают инструмент на месте с помощью установочных винтов. Они доступны различной длины и имеют коническую форму с малым диаметром носика, что обеспечивает повышенную жесткость и снижение вибрации. Гидравлический держатель инструментаГидравлический держатель инструмента (Источник: Schunk) Гидравлические держатели инструмента используются в процессах, требующих высокой степени точности. Силы гидравлической жидкости помогают центрировать инструмент с равномерным давлением, что приводит к концентрическому и жесткому удержанию инструмента. Инструмент помещается в держатель, и винт затягивается, что вызывает повышение гидравлического давления. Это увеличение давления заставляет втулку расширяться и удерживать хвостовик инструмента. Гидравлические держатели инструментов очень эффективны, поскольку они обеспечивают высокую скорость съема и идеально подходят для инструментов, требующих высокой точности, таких как сверла, развертки, концевые фрезы и т. д. Фрезерные патроныНабор фрезерных патронов (Источник: Glacern)Фрезерные патроны представляют собой жесткие и точные держатели инструментов с высоким усилием зажима. Они имеют симметричную конструкцию, обеспечивающую высокую точность и хороший баланс. Они предназначены для инструментов определенного размера, а переходные цанги используются для инструментов меньшего диаметра. Они очень универсальны с точки зрения типов инструментов, которые они могут использовать. Имеет прямую цангу, которая обеспечивает равномерное усилие зажима, повышает жесткость и имеет минимальное биение и осевое перемещение. Они также имеют простую систему блокировки, которая фиксирует инструмент на месте с большой силой. Эти свойства делают его пригодным для тяжелого фрезерования на высоких скоростях. Улучшенные свойства удержания инструмента также способствуют увеличению срока службы инструмента и улучшению качества поверхности. Эти держатели предпочтительны для фрезерных инструментов большого диаметра. Термоусадочные держателиТермоусадочный держательТермоусадочные держатели имеют отверстие меньшего размера для инструмента. Размер отверстия термически расширяется, чтобы соответствовать инструменту на месте. Когда держатель остынет, он равномерно захватит хвостовик инструмента, обеспечивая равномерное зажимное усилие на инструменте. Равномерное распределение силы приводит к высокой концентричности, а сжатие материала обеспечивает высокое усилие захвата. У него значительно более высокое усилие захвата, чем у гидравлических держателей с таким же уровнем биения. Индукционные нагреватели используются для нагрева держателя, что сокращает время смены инструмента. Держатель инструмента требует минимального количества аксессуаров, но для эффективной работы вам придется инвестировать в нагревательное и охлаждающее оборудование держателя инструмента. Следовательно, он требует больших первоначальных инвестиций, но преимущества перевешивают затраты, поскольку он может значительно повысить производительность, срок службы инструмента и качество. Как правильно выбрать фрезерный инструмент для вашей работы — Руководство по выбору инструментаВыбор правильного инструмента может во многом способствовать достижению целей проекта. Существует множество факторов и соображений, которые играют важную роль в выборе правильного инструмента. Многое зависит от обрабатываемого материала, формы и формы требуемой заготовки. Чтобы выбрать правильный режущий инструмент, необходимо также учитывать среднюю скорость резания, направление (врезание или подача) и требуемую чистовую обработку. Инвестиции в более прочный режущий инструмент способствуют повышению общего качества проекта, предотвращая поломку и проскальзывание во время процесса. Кроме того, они минимизируют износ и обеспечивают точную обработку. Фрезерные инструменты с более высоким зазором для стружки обеспечивают более грубую резку, а инструменты с несколькими канавками удаляют меньше материала и лучше подходят для чистовой обработки. Для сбалансированной настройки используйте инструменты для грубой обработки в начале, чтобы удалить материал, а затем выполните последний раунд, используя инструмент для окончательной обработки. Учтите, что установка правильной скорости и подачи в зависимости от материала и фрезы необходима для точного фрезерования. Как правило, скорость подачи (IPM) определяется путем умножения скорости в RPM, нагрузки на стружку в дюймах на зуб (IPT) и количества канавок. IPM = об/мин × IPT x Количество канавок IPT, также известная как нагрузка на стружку, представляет собой измерение количества материала, удаляемого фрезой за один оборот режущего инструмента. Правильный выбор держателя инструмента может положительно повлиять на результаты обработки. Он должен обеспечивать необходимое усилие захвата при требуемой скорости, а также иметь оптимальное биение и баланс для работы. Фрезерные инструменты могут стоить от 10 до 1000 долларов или даже больше, если вы ищете необычные варианты. Как правило, регулируемые инструменты, такие как торцевая фреза со сменными вставками, стоят дороже, чем инструменты с вваренными в них вставками. Заключительные мыслиФрезерование — основная операция резания в различных производственных процессах. Достижения в конструкции инструментов, материалов, покрытий и машин значительно повысили производительность резки при снижении затрат. Режущие инструменты с лучшими рабочими характеристиками обычно дороже, но они компенсируют стоимость за счет более высокой скорости резания, качества, точности, более длительного срока службы и т. д. Инвестиции в правильный инструмент более высокого качества и класса приносят дивиденды в долгосрочной перспективе, значительно повышая качество готовой продукции. |