Самодельный станок для холодной ковки: процесс изготовления
Создание кованых изделий производится при помощи горячей и холодной обработки. Последний метод не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки, многие из которых подходят для самостоятельного создания инструмента.
Особенности изготовления
Формируются кованные металлические элементы в результате деформации, при этом в процессе работ должны приниматься во внимание эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен, имеющих неправильную форму. Инструмент, используемый для ковки, воздействует на нее и приводит к изменению вида детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранить свои прежние свойства.
Самодельный станок для холодной ковки: правила изготовления
Существуют определенные правила, соответствие которым обеспечивает получение необходимого результата:
- Создание подходящей конфигурации возможно при помощи нескольких инструментов.

- Перед началом изготовления производится расчет параметров формируемых изделий.
- Прутки, используемые для заготовок, могут иметь различный диаметр, который подбирается с учетом степени сложности техники и последующей эксплуатации.
- Обработке подлежит только низкоуглеродистая сталь, так как другие виды не имеют необходимой пластичности.

“Гнутик”
Ручные станки для холодной ковки можно изготовить самостоятельно, достаточно разобраться в тонкостях использования инструмента и подобрать подходящий чертеж. “Гнутик” необходим для создания углов различной конфигурации. Его основными конструктивными элементами являются движущий упор и два вала, размещенные на стальной пластине.
Самодельные гибочные станки холодной ковки подобного вида должны создаваться в соответствии с некоторыми особенностями. К примеру, изначально должен быть определен угол деформации. Также возможно добавление дополнительного гибочного элемента, в случае его использования монтируется третий вращающий вал.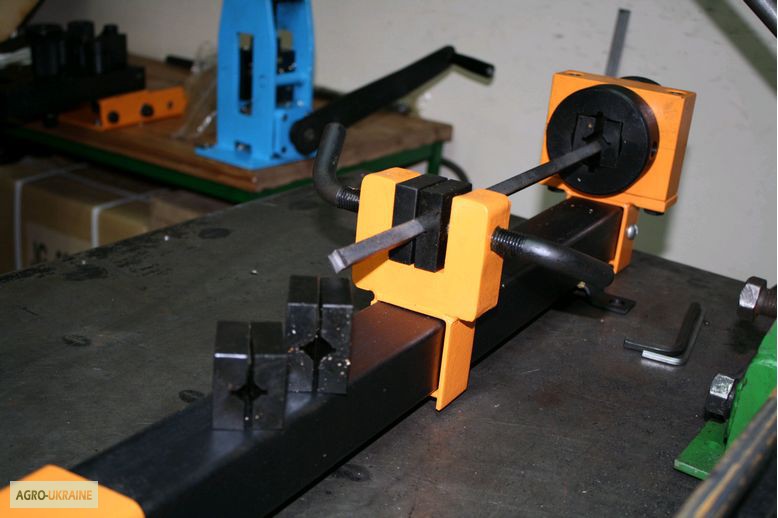
Инструмент изготавливается из специальной стали, так как на него в процессе приходятся большие нагрузки. Стоит отметить возможность сбора различных деталей, в том числе и волнообразных.
“Твистер” и “Улитка”
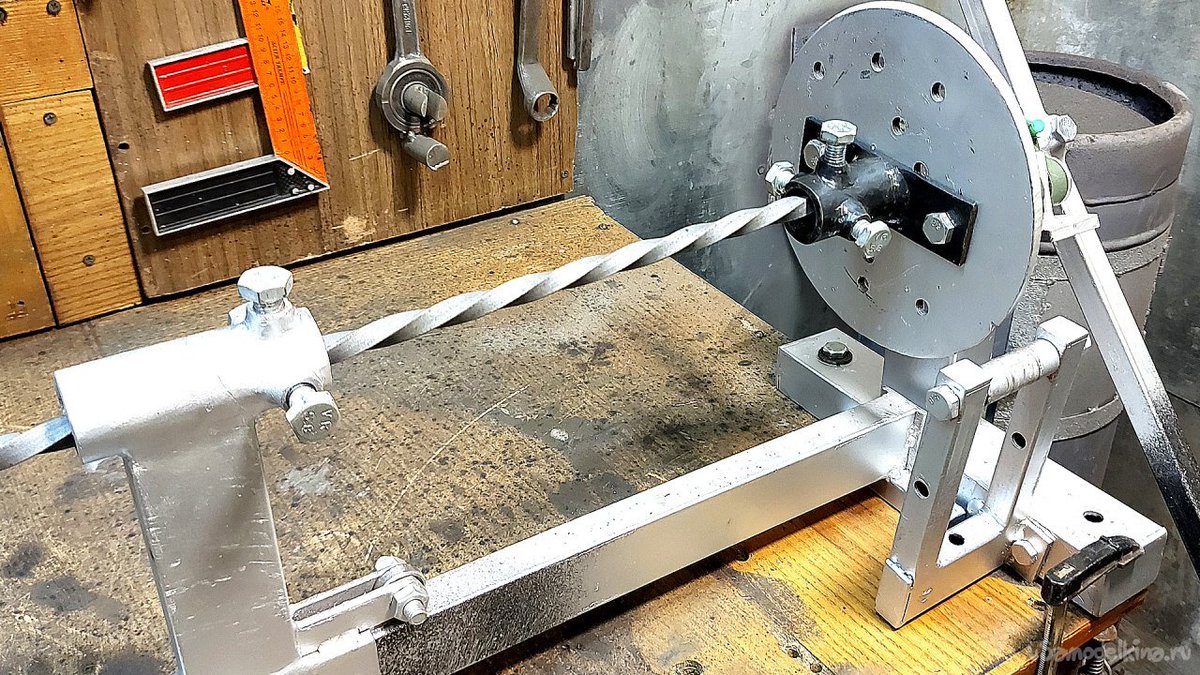
Сегодня художественная ковка не обходится без деталей в форме шнека. Их создание обеспечивают ручные станки для холодной ковки под названием “Твистер”. Они имеют характерную особенность, заключающуюся в прокручивании прута вдоль оси. Инструмент состоит из подвижной и фиксирующей части. Поворотной рукоятью производится деформация заготовки, которая фиксируется между основными деталями конструкции. Стоит отметить, что спираль формируется со стороны крепления изделия, а прилагаемые усилия можно уменьшить при грамотном расчете рычага, оказывающего давление. Данное приспособление позволяет изготавливать детали для металлических оград и оконных решеток.
“Улитка” представляет собой простейший самодельный станок для холодной ковки, который обеспечивает формирование спиралей с требуемым количеством витков. Он отличается наибольшей популярностью и может адаптироваться для изготовления желаемого изделия. Инструмент оснащается ручным или электрическим приводом, вид которого подбирается в соответствии с интенсивностью эксплуатации.
Он отличается наибольшей популярностью и может адаптироваться для изготовления желаемого изделия. Инструмент оснащается ручным или электрическим приводом, вид которого подбирается в соответствии с интенсивностью эксплуатации.
Самодельный станок для холодной ковки: подготовка материалов
Для начала необходимо вычертить спираль с идентичным шагом всех витков. При этом нужно отталкиваться от используемых заготовок, так как ширина хода, как правило, находится в пределах 15 мм, в то время как инструмент предназначается для прутков с сечением в 10 мм. Свободное пространство необходимо для маневра, так как при полном сжатии заготовки изгиб станет невозможным.
Далее необходимо вырезать пластину размером 20х20 см из стального листа. Несмотря на небольшие габариты, она обеспечит оптимальное проведение рабочего процесса. В соответствии с длиной предполагаемой “улитки” выполняется отрез из стали. Полосу необходимо согнуть с помощью плоскогубцев, поместить на пластину и очертить ярким маркером со всех сторон.
Далее отрезается часть прута с длиной, равной ширине полосы из стали. Главное, чтобы она не превышала данный параметр, так как это может привести к травмам в процессе гибки. Прут необходим для закрепления материала на первом этапе создания изделия, чтобы предотвратить свободный ход в одной точке.
От профилированной трубы отрезается часть с длиной в 10 см. Она объединит лист и основание, на котором будет производиться фиксация. Из-за высокой степени нагрузки должны применяться только толстостенные материалы. После того как все основные элементы будут подготовлены, можно собирать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная “улитка” разделяется на витки, первый из которых будет удерживать заготовку, а на других будут идти сами витки прута. Центральная часть приваривается к основанию, при этом на полученном шве должны отсутствовать даже малейшие недочеты. Куски прута привариваются к основной части полосы, расстояние между ними должно составлять 3 см. Необходимо проявить осторожность при формировании швов, после чего сбить их при помощи молотка.
Необходимо проявить осторожность при формировании швов, после чего сбить их при помощи молотка.
Затем устанавливаются в необходимых местах отрезки полосы и обводятся маркером. Полученные круги нужны для формирования отверстий. Они должны полностью соответствовать диаметру ножек для обеспечения легкой установки и снятия.
Завершающим этапом становится приварка профильной трубы в нижней части, а также фиксирующего элемента рядом с “улиткой”. Фото самодельных станков холодной ковки, изготовленных подобным образом, представлено выше.
M12*150MM Машина для холодной ковки с двумя штампами и тремя выдувными штампами
Описание
Основные характеристики:
| Модель | Блок | АПМТТ12150 |
| Станции | шт. | Два штампа три удара |
| Прим. размер | См | 450*210*188 |
| Машинный цвет | Индивидуальный | |
| Подходящий размер продукта | М8-М12 | |
Макс. Длина продукта Длина продукта | мм | 150 |
| Мин. Длина продукта | мм | 20 |
| Макс. Скорость производства | шт/мин. | 50 |
| Мощность главного двигателя | кВт | 11 |
| Прим. Вес машины | Тон | 9,5 |
1. Мы оставляем за собой право изменять вышеуказанные параметры и не можем быть уведомлены о любых изменениях;
2. Наиболее подходящая скорость производства продукта зависит от формы, размера и материала продукта;
3. Максимальный диаметр сдвига материала и подходящий диаметр изделия, указанные в таблице, рассчитаны для стали со средним содержанием углерода, что эквивалентно высокопрочным винтам 10,9.
Область применения
Высокоскоростные винторезные станки для холодной высадки — это один из видов специализированных станков с высокой эффективностью и автоматизацией среди кузнечных машин. Высокоскоростная машина для холодной высадки шурупов используется для производства различных видов саморезов, заклепок, шарнирных штифтов и специальных деталей в области производства крепежных изделий. Из-за преимущества самого оборудования для холодной ковки и превосходства метода холодной ковки, высокоскоростная машина для холодной высадки винтов также широко используется в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для строительной промышленности, авиационного парохода, машины, железнодорожное сообщение, автомобили, мотоциклы, велосипеды, швейные машины, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
Высокоскоростная машина для холодной высадки шурупов используется для производства различных видов саморезов, заклепок, шарнирных штифтов и специальных деталей в области производства крепежных изделий. Из-за преимущества самого оборудования для холодной ковки и превосходства метода холодной ковки, высокоскоростная машина для холодной высадки винтов также широко используется в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для строительной промышленности, авиационного парохода, машины, железнодорожное сообщение, автомобили, мотоциклы, велосипеды, швейные машины, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
самонарезающие винты, заклепки, шарнирные штифты и специальные детали, винты для ДСП, винты для ДСП, двухсторонние винты, дюбели, подвесные болты , винт для гипсокартона, винт с запаздыванием, винт для зеркала, винт для листового металла, винт Twinfast, винт для дерева, винт с защитной головкой, саморез, саморез, винт Teks, автомобильные крепежные детали и т. д.
д.
крепеж, изготовленный на вырубной машине с двумя штампами и тремя выдувными специальными деталями
Клиновые анкеры, изготовленные на вырубной машине с двумя штампами и тремя выдувными деталями
Подвесной опорный болт автомобильной мобильной выхлопной трубы, изготовленный на вырубной машине с двумя штампами и тремя выдувными деталями
Отличительные особенности машины холодной штамповки M12*150MM с двумя штампами и тремя ударами
1. Новейший дизайн, красивый внешний вид, высокая скорость, высокая эффективность, низкое энергопотребление, простота в эксплуатации.
2. Важные компоненты, такие как станина и ползунки, изготовлены из высокопрочного и качественного литья и отличаются высокой стабильностью.
3. Направляющая пластина и коленчатый вал равномерно импортированы из легированной стали с высокой износостойкостью и после специальной обработки супер пригодны для носки.
4. В конструкции основных направляющих используются до и после (двойная дорожка), предназначенные для обеспечения высокоскоростного удара, стабильности и надежности.
5. Кулачок нового типа и система подъемника для обеспечения точности первой и второй стабильности штамповки.
6. В некоторых деталях используется обрабатывающий центр для обеспечения точности и взаимозаменяемости деталей.
7. Многоступенчатая фильтрация масляного бака, система смазки с принудительной циркуляцией, обеспечивающая фильтрацию и чистоту масла в точках смазки, что может продлить срок службы оборудования.
8. Подходит для изготовления маленьких винтов, прецизионных винтов, удлиненных винтов.
Основные Стандартные и дополнительные изделия для станков холодной ковки
| Устройство автоматической проверки для машины холодной высадки | ПКО для холодновысадочной машины |
| Винтовой конвейер для холодновысадочной машины | Стойка рулона для машины холодной высадки |
Стандартные аксессуары M12*150MM Двухматричная машина для холодной ковки
1. Один набор пробных инструментов
Один набор пробных инструментов
2. Один стандартный набор ручные инструменты.
3. Один комплект стандартных запасных частей.
4. Один комплект панели управления
5. Один комплект двигателя переменного тока
6. Внутренняя лампа
Гайка и детали специальной формы Станок для нарезки резьбы
Станок для холодной ковки с несколькими сквозными отверстиями – Станок для изготовления болтовых гаек | Машина холодной ковки | Машина для производства винтов | Прогрессивный штамповочный пресс и форма | Шнекорезная машина | Резьбонакатная машина
Описание
Основные технические характеристики станка для холодной штамповки с несколькими сквозными отверстиями| Модель | Блок | АПФ19Б-6СЛ (136СЛ) |
| Станции | шт. | Шесть |
| Сила ковки | Тон | 148 |
| Макс. Диаметр резки материала | мм | 18 |
| Макс. Длина резки материала | мм | 190 |
| K.O Длина | мм | 170 |
| P.K.O Длина | мм | 40 |
| Размер штампа для резки | мм | 58*80 |
| Размер основного штампа | мм | 94*250 |
| Шаг штампа | мм | 110 |
| Размер пуансона | мм | 60*130 |
| Подходящий размер продукта | М8-М14 | |
| Макс. Длина продукта | мм | 160 |
| Мин. Длина продукта | мм | 20 |
| Макс. Скорость производства | шт/мин. | 100 |
| Мощность главного двигателя | кВт | 45 |
Прим. Вес машины Вес машины | Тон | 35 |
1. Мы оставляем за собой право изменять вышеуказанные параметры и не можем быть уведомлены о любых изменениях;
2. Наиболее подходящая скорость производства продукта зависит от формы, размера и материала продукта;
3. Максимальный диаметр сдвига материала и подходящий диаметр изделия, указанные в таблице, рассчитаны для стали со средним содержанием углерода, что эквивалентно высокопрочным винтам 10,9.
Область применения станка для холодной ковки с несколькими сквозными отверстиями
Станок для холодной ковки с несколькими сквозными отверстиями с головкой шпильки – это один из видов специализированных машин с высокой эффективностью и автоматизацией среди кузнечных машин. Метод холодной ковки и автоматические машины для холодной ковки используются для производства различных видов болтов, винтов, заклепок, специальных деталей и гаек в области крепежной промышленности.
Изделия могут быть изготовлены на станке для холодной ковки с несколькими сквозными отверстиями.
Болты с фланцем, болты с головкой под ключ, болты с шестигранной головкой, крепежные детали и болты, винты с шестигранной головкой, центральные болты пружины, винты с головкой под шестигранник, болты с квадратным подголовком, цельные заклепки , установочные винты с квадратной головкой, болты с ферменной головкой, U-образные болты, болты с ребрами, болты с буртиком, болты с винтовой резьбой, болты для вкладыша конструкции, удлиненные болты, винты с ступичными болтами, колесные болты, болты с Т-образной головкой, фланцевые болты, рым-болты, скобы, гусеничные болты, колесные болты, винты с шестигранной головкой, автомобильные крепежные детали и т.
 д.
д. Отличительные особенности станка для холодной штамповки с несколькими сквозными отверстиями с головкой шпильки
1. Тормозная система с пневматической муфтой была разработана для приведения в действие с низким током, а также для «толчкового», «однотактного» и «непрерывного хода». За исключением медленного перемещения, машина всегда будет останавливаться в положении главного ползуна назад, работая в максимальном пространстве.
3. Главный двигатель оснащен преобразователем с регулировкой скорости, системой управления ПЛК, компьютерной автоматической системой человеко-машинного интерфейса (дополнительно), это оборудование обеспечивает удобство для заказчика при регулировке размеров нестандартных изделий.

4. Подающее колесо и кулачковая система приводятся в действие цилиндром, кулачок может автоматически растягиваться, когда он возвращается, чтобы уменьшить истирание и шум. Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
6. Когда клиент готовится отрегулировать винт бокового резания, ему нужно только отрегулировать положение станции бокового кулачка, после чего он может достичь цели бокового резания. Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
7. Станина токарного станка из высокопрочного материала, удлиненная конструкция главного и вспомогательного ползуна и ползун «педального типа», который впервые применяется внутри страны, реализуют сборку «с нулевым пространством», что обеспечивает точность движения основного ползуна и продлевает срок их службы.
 умирает.
умирает. 8. Основные части всех типов машин прошли строгую процедуру литья и отжига для обеспечения твердости и точности стали.
9. Станция высечки круговой резки гарантирует, что размер срезаемого материала больше, чем диаметр заготовки, что также может обеспечить точную резку под прямым углом.
10. Автоматический стопор материала позволяет регулировать точность размера материала во время работы машины.
11. Синхронизированная выбивная система P.K.O делает выбор техники формования гибким.
12. Движущиеся и режущие кулачки передаточного пальца рассчитываются с помощью профессионального компьютерного программного обеспечения, чтобы сделать машину стабильной в состоянии высокоскоростной ковки.
13. В электрической системе имеется импортный преобразователь, поэтому станок легко запускать с бесступенчатым приводом. ПЛК также используется для автоматической проверки рабочего режима формовщика с функциями сигнализации о неисправности и отображения неисправности.

14. Сенсорный экран и система числового управления диалога «человек-машина» являются дополнительными для удовлетворения требований заказчика, они используются для установки длины резьбовой трубы заднего выбивного отверстия, длины барьера и длины подачи, это удобно для быстрой штамповки. изменять. Эта система имеет объем памяти 99 мнемонических модулей для удовлетворения требований быстрой замены штампа.
Основная конструкция и детали Изображение Введение
| Корпус болтореза без кожуха | Высокоточный главный ползун |
| Система пружинных зажимов | Система переносных пальцев |
| Система ПКО | Система резки проволоки |
| Система сцепления с тормозным устройством | Шестерни трансмиссионной системы |
| Гидравлическая и пневматическая система управления | Механизм выгрузки материала с функцией быстрой замены выпуклой пластины |
| Система подачи проволоки | Система привода со спирально-конической передачей |
Стандартные принадлежности станка для холодной ковки с несколькими сквозными отверстиями
1. Один набор пробных инструментов
Один набор пробных инструментов
2. Один набор стандартных ручных инструментов.
3. Один комплект стандартных запасных частей.
4. Один комплект сцепления
5. Один комплект панели управления
6. Один комплект двигателя переменного тока
7. Система регулировки скорости преобразователя.
8. Полное покрытие
9. Устройство защиты обратной подачи
10. Один комплект стойки оператора (Покупатель соединяется на заводе покупателя)
11. Внутренняя лампа
12. Один комплект предохранительного устройства
1. Пневматический датчик
2 , Безмасляный датчик
3. K.O. и П.К.О. Детектор поломки английской булавки
4. Датчик конца материала
5. Датчик перегрузки двигателя (включая двигатели смазки, охлаждающей жидкости и вентилятора)
6. Датчик короткой подачи
7. Датчик недостаточного давления воздуха
8. Датчик смазочного материала. Детектор нехватки масла
9. Двуручный блок управления толчковым режимом
13.